
403 - Outil de plomberie RIDGID - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil 403 RIDGID au format PDF.
| Type de produit | Cintreuse de tubes manuelle |
| Marque | RIDGID |
| Modèle | 403 |
| Catégorie | Outil de plomberie |
| Diamètre de tube compatible | 3/8" (9,5 mm) |
| Rayon de cintrage | 3/8" (9,5 mm) |
| Épaisseur maximale de paroi | 0,06" (1,5 mm) |
| Matériaux compatibles | Cuivre, acier, acier inoxydable |
| Angles de cintrage | 45° et 90° (coudes standard) |
| Utilisation | À main ou montage sur étau |
| Système de verrouillage | Verrou à levier |
| Poignée | Manche déporté avec poignée ergonomique |
| Sécurité | Port de lunettes de sécurité obligatoire |
| Entretien | Nettoyage après usage, lubrification des articulations avec huile minérale légère |
| Inspection | Vérifier avant chaque utilisation pour signes d'usure ou de détérioration |
| Réparabilité | Pièces détachées disponibles auprès du concessionnaire RIDGID |
| Assistance technique | Email: ProToolsTechService@Emerson.com, Tél (USA/Canada): 844-789-8665 |
| Poids | Environ 1,2 kg |
| Longueur | Environ 30 cm |
| Matériau de fabrication | Acier |
| Compensation de courbe | Voir tableau de compensation dans la notice |
FOIRE AUX QUESTIONS - 403 RIDGID
Questions des utilisateurs sur 403 RIDGID
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Outil de plomberie au format PDF gratuitement ! Retrouvez votre notice 403 - RIDGID et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil 403 de la marque RIDGID.
MODE D'EMPLOI 403 RIDGID
Utilisation des cintreuses à levier types 300 et 400

Afin de limiter les risques de grave blessure corporelle, et avant d'utiliser ces outils, familiarisez-vous avec les consignes ci-présentes, ainsi qu'avec les
instructions et avertissements visant l'ensemble du matériel présent.
- Portez systématiquement des lunettes de sécurité afin de limiter les risques de blessure oculaire.
- Ne jamais utiliser de rallonges de levier tels que des morceaux de tuyau. De telles rallonges pourraient s'échapper et augmenter les risques de grave blessure corporelle.
En cas de questions visant ce produit RIDGID :
- Consultez le concessionnaire RIDGID le plus proche.
- Allez à RIDGID.com pour localiser le représentant RIDGID le plus proche.
- Consultez les services techniques de RIDGID par courriel adressé à ProToolsTechService@Emerson.com ou bien, à partir des États-Unis ou du Canada, en composant le 844-789-8665.
AVIS IMPORTANT Le choix des matériaux et des méthodes de façonnage et installation appropriés appartient au bureau d'études et/ou à l'installateur du réseau. Le choix inapproprié de matériaux ou de méthodes d'exécution pourrait entraîner la défaillance du réseau.
L'acier inoxydable et autres matériaux anti-corrosion risquent d'être contaminés en cours d'installation, de raccordement ou de façon. Une telle contamination pourrait entraîner la corrosion et la défaillance prématurée du réseau. Il convient donc d'effectuer une évaluation approfondie des matériaux et méthodes utilisés en fonction des conditions d'exploitation anticipées, notamment au niveau des milieux chimiques et thermiques, avant toute tentative d'installation.
Description
Les cintreuses RIDGID des séries 300 et 400 facilitent le cintrage des tubes métalliques à un maximum de. Elles disposent de manches déportés avec poignée assurant un angle de départ de et un sabot spécifique prévu pour limiter l'effort nécessaire au cintrage.
Les cintreuses de plomberie de la série 300 sont prévues pour le cintrage des tubes en cuivre malléables. Les cintreuses industrielles de la série 400 peuvent servir au cintrage des tubes en cuivre, acier et acier inoxydable d'une épaisseur de parois maximale de 0,06'' (1,5 mm).
Reportez-vous au catalogue RIDGID pour les caractéristiques de chaque cintreuse.
Figure 1 - Ceintreuse de plomberie série 300
Figure 2 - Ceintreuse de plomberie série 400
Inspection et entretien
La cintreuse doit être examinée avant chaque utilisation pour signes d'usure ou de détérioration qui pourrait nuir à sa sécurité opérationnelle. Nettoyez-la au besoin afin d'en faciliter l'inspection et d'éviter que ses poignées s'échappent de vos mains en cours d'utilisation.
Vérifiez l'intégralité et l'assemblage approprié de la cintreuse. Toute anomalie eventuelle devra être corrigée avant d'utiliser l'outil. Au besoin, lubrifiez l'ensemble de ses articulations à l'aide d'une huile minérale légère, puis essuyez tout résidu d'huile eventuel.
Fonctionnement
Ces cintreuses peuvent être tenues entre les mains ou montées sur étau. Se reporter aux Figures 1 et 2 pour les blocs d’arrimage sur étau.
Redressage du tube
Tout tube aura tendance à se redresser légèrement en fin de ceinturage. Ce redressage dépendra des caractéristiques du tube. Il sera peut-être nécessaire de cintrer le tube un peu plus que prévu pour le compenser.
Fonctionnement général
- Ouvrez le manche du gabarit et son verrou.
- Positionnez le tube dans le gabarit et engagez son verrou, avec un minimum de 1/8 (3 mm) de tube en saillie au-delà du verrou.
- Rabattez l'insert de sabot contre le tube. Tournez le manche du sabot autour du gabarit jusqu'à ce que le repère « 0 » de l'insert de sabot s'aligne sur le degré de courbure voulu du gabarit.
Figure 3 - Positionnement du tube dans l'imprimante
Marquez le tube à la distance voulue (X) entre lui et le point de raccordement (extrémité de tuyau, raccord, etc.). Dans le cas de cintrages à, l'axe de la partie rectiligne du tube sera égale à cette distance. Pour les cintrages à, cette distance partira de l'axe de l'arc de cintrage du tube.
Alignez le tube dans le gabarit.
a. Pour coudes à :
Si le point de raccordement se trouve à gauche du repère, alignez-le sur le repère du gabarit.
Avant
Après Figure 4A - Alignement pour ceintrage à gauche
Si le point de raccordement est à droite du repère, alignez-le sur le repère R du gabarit.
Avant
Après Figure 4B - Alignement pour cintrage à droite
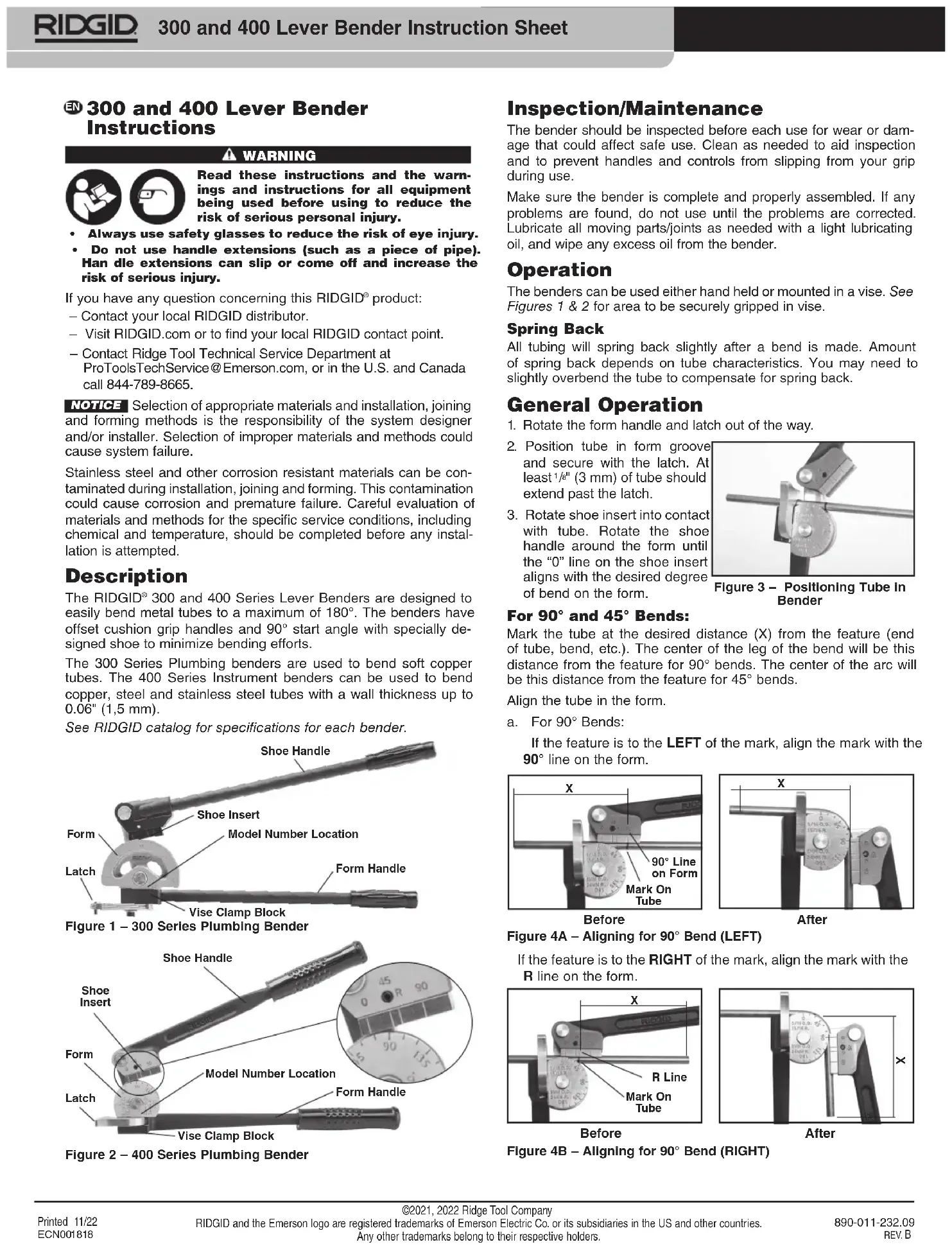
b. Pour les coudes à, alignez le repère « » du gabarit.
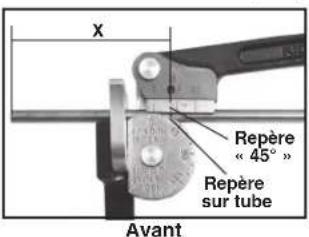
Figure 5 - Alignement pour coude à
Tube déporté de coudes à
- Marquez le tube à la distance voulue (X) pour le premier coude à 45°.
- Multipliez le déport (Y) par 1,414 pour obtenir la distance entre les axes des deux coudes. Ajustez cette distance selon les indications du tableau d'ajustement des courbes.
Longueur de la branche déportée = (Y × 1,414) - ajustement de courbe
A - Tube rectiligne avec repères B - Repères sur tube cintré Figure 6 - Tube déporté avec coudes à
- Suivez le processus pour effectuer le premier coude à
- Repositionnez le tube dans la cintreuse pour effectuer le second coude à, puis cintrez le second coude.
Compensation de courbe
Lors de la détermination des axes de courbure du tube, il est nécessaire d'appliquer certains facteurs de compensation afin de respecter le profil voulu. Ceci représente la différence entre la longueur de tube nécessaire à une courbure cintrée et celle produite par des tubes coupés et jointés face-à-face.
La distance autour d'un coude cintre est always inférieure à celle des tubes sectionnés et joints. Cette différence est déterminée par le rayon de cintrage et le degré de courbure voulu. Reportez-vous au tableau suivant pour les facteurs de compensation applicables. Ces facteurs de compensation sont à déduire de l'entreaxe initial (se reporter à l'exemple).
Tableau de compensation de courbe
| Modèle | Tube (Ø Ext.) | Rayon de courbure | Coude à : | |
| 45° | 90° | |||
| 310/316M* | \( ^{5/6} \)/" / 16 mm | \( 2^{1/4} \)/" / 56 mm | \( ^{3/42} \)/" / 2,4 mm | \( ^{15/15} \)/" / 24 mm |
| 312 | \( ^{3/4} \)" | \( ^{2/7} \)" | \( ^{1/6} \)" | \( ^{1/4} \)" |
| 310M | 10 mm | 42 mm | 2 mm | 18 mm |
| 312M | 12 mm | 42 mm | 2 mm | 18 mm |
| 314M | 14 mm | 56 mm | 2,5 mm | 24 mm |
| 315M | 15 mm | 56 mm | 2,5 mm | 24 mm |
| 318M | 18 mm | 72 mm | 3 mm | 31 mm |
| 403 | \( ^{3/15} \)" | \( ^{5/9} \)" | \( ^{1/32} \)" | \( ^{1/4} \)" |
| 404 | \( ^{1/4} \)" | \( ^{5/8} \)" | \( ^{1/32} \)" | \( ^{1/4} \)" |
| 405/408M* | \( ^{5/16} \)/" / 8 mm | \( ^{15/18} \)/" / 24 mm | \( ^{1/32} \)/" / 1 mm | \( ^{13/22} \)/" / 10 mm |
| 406 | \( ^{3/8} \)" | \( ^{10/10} \)" | \( ^{1/32} \)" | \( ^{13/32} \)" |
| 408 | \( ^{1/6} \)" | \( ^{1/4} \)" | \( ^{1/32} \)" | \( ^{5/9} \)" |
| 406M | 6 mm | 16 mm | 0,5 mm | 6,5 mm |
| 410M | 10 mm | 24 mm | 1 mm | 10,5 mm |
| 412M | 12 mm | 38 mm | 1,5 mm | 16,5 mm |
- Graduations métriques et impériales.
NOTA! Les facteurs de compensation indiqués représentent des valeurs théoriques calculées. Différents types de matériel et différentes épaisseurs de parois pourront nécessiter plus ou moins de compensation.
Exemple: Pour modèle 403 Section du tube: 3 / 8 Rayon de courbure: 3 / 8 Compensation pour coude à 90^ = 1/4 (x 1) Compensation pour coude à 45^ = 1/32 (x 2) (Valeurs tirées du tableau de compensation) Longueur totale précise de tube nécessaire = Somme des longueurs entre-axes moins compensation des courbes = 2,00 + 3,00 + 1,50 + 1,00 - 14 - 12 - 12 = 714 = 2,00 + 3,00 + 1,50 + 1,00 - 0,25 - 0,03 - 0,03 = 7,20
A-Tube rectiligne avec repères
B-Tube coude aux axes Figure 7 - Exemple d'application des valeurs de compensation


Marque : RIDGID
Modèle : 403
Catégorie : Outil de plomberie