
3D S2 - Imprimante OLIVETTI - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil 3D S2 OLIVETTI au format PDF.
| Type de produit | Imprimante 3D professionnelle |
| Marque | Olivetti |
| Modèle | 3D S2 |
| Technologie d'impression | FDM (dépôt de filament fondu) |
| Nombre d'extrudeuses | 2 (double extrudeuse) |
| Diamètre de filament | 1,75 mm |
| Plateau d'impression | Verre trempé de 5 mm |
| Écran | LCD avec bouton rotatif |
| Alimentation | 220 V AC |
| Poids (avec emballage) | Environ 120 kg |
| Température maximale de la buse | 250 °C |
| Température maximale du plateau | 70 °C |
| Matériaux compatibles | PLA, PLA Layer, SBS, Monumental, Carbonium, Ultraflex, Woodfill |
| Connectivité | Carte SD, port USB |
| Logiciel de slicing recommandé | Cura, Slic3r, Repetier Host |
| Formats de fichier | STL, GCODE |
| Sécurité | Arrêt d'urgence, tapis sensible, verrouillage de porte |
| Entretien | Lubrification des axes, nettoyage du plan, remplacement des buses |
| Pièces détachées | Buses, verre trempé, alimentateurs |
| Contenu de l'emballage | Imprimante, câble USB, cordon d'alimentation, carte SD 4 Go, clés Allen, clés à six pans, bobine PLA 1 kg, jauge d'épaisseur, palette, notice |
FOIRE AUX QUESTIONS - 3D S2 OLIVETTI
Questions des utilisateurs sur 3D S2 OLIVETTI
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Imprimante au format PDF gratuitement ! Retrouvez votre notice 3D S2 - OLIVETTI et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil 3D S2 de la marque OLIVETTI.
MODE D'EMPLOI 3D S2 OLIVETTI
Tous droits réservés.
Sommaire
PREAMBULE. V
CONSIGNES DE SÉCURITÉ GÉNÉRALES
AVERTISSEMENTS EN MATIÈRE DE SÉCURITÉ
TRANSPORT ET INSTALLATION : vi
USAGE vi
CONSIGNES DE SÉCURITÉ DURANT LA MAINTENANCE VIII
CONTENU DE L'EMBALLAGE IX
Chapitre 1 - généralités 1-1
Orientation des axes de l'imprimante 1-8
Chapitre 2 - preparation de l'imprimante 2-1
PREPARATION DE L'IMPRIMANTE 2-1
Déblocage du groupe d'extrusion 2-1
Allumage de l'imprimante 2-1
Écran LCD 2-1
Alignement du plan d'impression 2-2
Réglage de la hauteur des buses d'impression 2-6
Réglage de la hauteur de la seconde buse d'impression 2-7
Chargement des bobines de filament 2-8
Préparation du plan d'impression 2-13
Impression avec double extrudeuse 2-13
Chapitre 3 - utilisation et impression avec l'imprimante olivetti S2 3-1
UTILISATION ET IMPRESSION AVEC L'IMPRIMANTE OLIVETTI S2 3-1
Impression d'une pièce étalon 3-1
Création de fichiers imprimables avec l'imprimante Olivetti S2 3-2
Création d'un modèle 3D 3-2
Création d'un GCODE à partir d'un modèle 3D 3-2
Impression du GCODE 3-4
Débordement et génération du support 3-4
Impression avec double extrudeuse 3-4
Suspension et interruption de l'impression 3-5
Extraction des pièces modélisées 3-7
Réglages d'usine 3-14
Menu de la carte SD. 3-14
ANNEXE A-ETIQUETAGE OLIVETTI S2. A-1 POSITION ET SIGNIFICATION DES ETIQUETTES A-1
ANNEXE b-entretien et maintenance de l'imprimante olivetti S2. b-1
Entretien du plan d'impression B-1 Lubrification des axes et de l'écrou B-1 Entretien des alimentateurs B-1 Remplacement et entretien des buses d'impression B-2
ANNEXE C - SCHEMA electrique C-1
Températures de travail D-2
Consignes de sécurité générales
Nous rapportons ci-après des informations importantes concernant la sécurité qu'il est nécessaire de respecter lors de l'installation et de l'utilisation de l'imprimante : l'utilisateur doit lire attentivement et suivre ces indications ainsi que le contenu de ce manuel.
Avertissements en matière de sécurité
Certaines parties de l'imprimante comprennent des pictogrammes rapportant des consignes de sécurité qui doivent être respectées scrupuleusement par quiconque s'apprête à utiliser l'appareil.

Surface CHAUBE
L'indication de surface chaude signale la présence de dispositifs pouvant atteindre des températures élevées. La vigilance est donc de rigueur et le port de gants de sécurité pendant l'utilisation de composants chauds obligatoire.

DANGER tension électrique
Rester vigilant(e) : appareil sous tension

Parties en mouvement
Présence de parties en mouvement pour lesquelles la vigilance est requise.

RISQUE d'écrasment
Veiller à ne pas introduire les mains dans la machine lorsqu'elle est en fonction.

Mise à la terre
Points de mise à la terre de l'appareil

Interdiction de demonter les protections mecaniques
Ne pas ouvrir la porte avant durante l'impression. Ne pas démonter le soufflet de protection de la vis sans fin.

Durant l'exécution des procédures de préparation de l'impression ou de maintenance, le dispositif peut être chaud et, par conséquent, il est donc nécessaire de porter des gants pour éviter le risque de brûlure.

LIRE la NOTICE
Obligation de lire le manuel de l'utilisateur présent sur la carte SD, livrée avec le produit, afin de savoir comment utiliser correctement l'appareil.
Transport et installation :
Pour le transport de l'imprimante 3D, il est nécessaire d'utiliser un moyen de levage (comme un chariot élévateur par exemple) et des sangles. S'assurer que le moyen de transport et de levage est capable de soutenir le poids de l'imprimante et de son emballage (environ 120 kg).
Le personnel chargé de la manutention de charges doit travailler avec des gants de sécurité.
Durant le levage ou le déplacement de l'imprimante 3D ou l'une de ses pièces, veiller à dégager
la zone de travail, sachant qu'il faut laisser un espace de sécurité suffisant autour de la charge pour éviter le risque de blesser les personnes ou endommager le matériel susceptibles de se trouver dans le champ d'action.
Il est recommandé de faire appel à un personnel spécialisé pour l'installation de l'appareil et de suivre les indications reportées ci-après :
- L'imprimante doit être placée sur un plan d'appui (non livré avec l'appareil) capable d'en soutenir le poids et qui soit stable, nivelé et d'une hauteur minimale de 60 cm. L'air de ventilation. Il est conseillé de laisser au moins un espace de 60 cm par rapport aux parois et objets. Ne pas installer l'imprimante à proximité de sources de chaleur, eau ou autres liquides libres. Ne pas exposer l'appareil à la poussière, pluie, humidité ou vapeur.
- Il est conseillé de maintenir une température sur le lieu de travail d'environ 20°C.
- La mise à la terre de l'appareil est obligatoire de par la loi ; utiliser uniquement le cordon d'alimentation livré avec l'appareil et ne pas utiliser de rallonges.
- Afin de protéger l'imprimante durant le transport, le chariot d'impression est bloqué dans son siège par le biais de colliers de serrage : avant de commencer à imprimer, il est nécessaire de les couper et de les éliminer.
Usage
L'imprimante S2 n'est pas adaptée à l'utilisation de la part d'individuals de moins de 14 ans et, dans tous les cas, elle doit être utilisée sous la surveillance directe d'un adulte. Contrôler qu'aucun enfant ne joue avec l'appareil.
L'utilisation de l'imprimante est destinée aux opérateurs dûment instruits.
- oui sous des charges ou entrer en contact avec des parties coupantes.
- Ne pas toucher l'appareil avec des parties corporelles mouillées et ne pas l'utiliser pieds nus.
- Ne pas fumer, ne pas utiliser de flammes vives ni provoquer d'étincelles à proximité de l'imprimante.
- En cas de panne ou de dysfonctionnement, ne plus utiliser l'imprimante jusqu'à ce qu'elle ne soit réparée.
- En cas d'urgence, appuyer sur le bouton d'arrêt de couleur rouge, placé sur le flanc droit de l'imprimante.
Durant son fonctionnement, certaines parties de l'imprimante S2 génèrent de hautes températures (tête d'impression, plat chauffant) tandis que d'autres sont en mouvement et peuvent être responsables de blessures en cas de contact accidentel avec celles-ci durant la marche. Il est donc impératif de respecter les consignes suivantes :
- Avant d'intervenir sur l'imprimante, que ce soit pour son installation ou sa maintenance, il est always necessary d'éteindre et de débrancher l'appareil du secteur et d'attendre le refroidissement de toutes les parties pouvant avoir été chauffées durant le fonctionnement précédent.
- La machine doit être utilisée uniquement avec la porte avant fermée. Le processus d'impression NE s'arrête PAS automatiquement à l'ouverture de la porte. La vigilance est donc requise. La porte avant est munie d'un système de fermeture par clé afin d'éviter des accès inappropriés.
- La clé de la serrure doit être conservée par le personnel.
- Les parties chaudes nécessitent un délai de refroidissement aussi après la fin du processus d'impression ou son interruption. Il faut laisser refroidir la machine avant d'accé toute intervention. Ne pas toucher la tête d'impression qui, après usage, peut se révéler très chaude.
- Ne pas porter de bagues, montres, bijoux, vêtements ouverts ou amples comme : des écharpes, vestes déboutonnées ou tuniques avec fermétures à glissière ouvertes susceptibles d'êtreprises dans les parties en mouvement. Travailler les cheveux attachés.
- Ne pas introduire les mains entre les organes en mouvement.
- Ne pas utiliser l'imprimante dans un but autre que celui pour lequel elle a été conçue, soit celui précisé dans le manuel d'utilisation et de maintenance.
- Ne pas nettoyer l'imprimante tandis qu'elle est en fonction. Nettoyer la partie extérieure de l'appareil avec un chiffon doux, sans produits chimiques corrosifs, solvants ou produits nettoyants forts et uniquement après l'avoir débranchée d'une quelconque source d'alimentation externe et avoir débranché tout autre câble précédemment branché.
- Il est conseillé de ne jamais laisser l'imprimante sans surveillance lorsqu'elle imprime.
- Le lieu d'installation de l'imprimante doit toujours être bien aéré.
- Ne jamais laisser d'objets ou débris à l'intérieur de l'imprimante (type vernis, chiffons, clés utilisées durant la maintenance, matériel éliminé, etc...) avant de lancer une impression.
L'imprimante est munie d'un tapis sensible à la pression qui se déclenche lorsque le plan chauffé, en s'abaissant, rencontre un obstacle entre la base interne et lui-même, provoquant l'interruption du fonctionnement de la machine. Après avoir éliminé l'obstacle, il est possible de remettre la machine en fonction en actionnant le bouton de réinitialisation spécial (reset), installé sur le côté droit de l'imprimante.
- Être très vigilant(e) durant le retrait de la pièce du plan en verre en cas d'utilisation d'objets pointus et ce, pour ne pas risquer de se blesser durant l'opération. Il est vivement conseillé d'utiliser des couteaux ou cutters pour éliminer les pièces, même les plus petites, du plan en verre. Bien que le verre soit trempé, la prudence est de rigueur durant sa manipulation du fait de sa fragilité.
- Enlever la pièce du plan en verre uniquement après avoir attendu le délai nécessaire au refroidissement (en cas d'utilisation du plan chauffé);
- S'il est nécessaire de nettoyer ou de changer la buse d'impression, il est indispensable que l'extrudeuse soit bien chaude afin de permettre au matériel résiduel à l'intérieur de la tête de se ramollir et de ne pas être un obstacle durant le remplacement : toujours intervenir avec des gants de sécurité antichaleur.
Consignes de securite DURANT la maintenance
La maintenance de l'imprimante doit être effectuée quinquement par des opérateurs dûment instruits. Les principales consignes de sécurité à suivre durant les interventions de maintenance sur l'imprimante sont les suivantes:
- Avant d'intervenir sur l'imprimante, s'assurer qu'elle est placée en condition de sécurité.
- Ne pas porter de bagues, montres, bijoux, vêtements ouverts ou amples comme : des écharpes, vestes déboutonnées ou tuniques avec fermétures à glissière ouvertes susceptibles d'êtreprises dans les parties en mouvement. Travailler les cheveux attachés.
- Ne pas toucher l'appareil avec des parties corporelles mouillées et ne pas l'utiliser pieds nus.
- Ne pas utiliser de flammes vives, pointes ou aiguilles pour le nettoyage.
- Ne pas fumer.
- Ne pas introduire les mains entre les organes en mouvement.
- Avant d'intervenir sur l'imprimante, que ce soit pour son installation ou sa maintenance, il est toujours nécessaire d'éteindre et de débrancher l'appareil du secteur et d'attendre le refroidissement de toutes les parties pouvant avoir été chauffées durant le fonctionnement précédent. Laisser refroidir la machine avant d'accéder à la zone d'impression (plus ou moins 5 mn). Il est de règle de contrôle que la température de la machine (tête et plan) soit inférieure à 40°C sur l'afficheur frontal avant toute intervention. Ne pas toucher la tête d'impression qui, après usage, peut se révéler très chaude.
- S'il est nécessaire de nettoyer ou de changer la buse d'impression, il est indispensable que l'extrudeuse soit bien chaude afin de permettre au matériel et résiduel à l'intérieur de la tête de se ramollir et de ne pas être un obstacle durant le remplacement : toujours intervenir avec des gants de sécurité anti-chaleur. Allumer imprimante uniquement si cela est nécessaire et tel qu'indiqué dans les procédures reportées dans le manuel, sans oublier de rester très vigilant(e).
- Ne pas nettoyer l'imprimante tandis qu'elle est en fonction. Nettoyer la partie extérieure de l'appareil avec un chiffon doux, sans produits chimiques corrosifs, solvants ou produits nettoyants forts et uniquement après l'avoir débranchée d'une quelconque source d'alimentation externe et avoir débranché tout autre câble précédemment branché.
- Être très vigilant(e) durant le retrait de la pièce du plan en verre en cas d'utilisation d'objets pointus et ce, pour ne pas risquer de se blesser durant l'opération. Il est vivement conseillé d'utiliser des couteaux ou cutters pour éliminer les pièces, même les plus petites, du plan en verre. Bien que le verre soit trempé, la prudence est de rigueur durant sa manipulation du fait de sa fragilité. Au terme de l'intervention de maintenance, éliminer tous les outils et chiffons utilisés durant l'intervention encore présents à l'intérieur de l'imprimante ainsi que tout cumul de résidu de matériel. Au terme de l'intervention, la clé de la serrure doit être remise au personnel.
Contenu de l'emballage
L'emballage de l'imprimante Olivetti S2 contient les éléments suivants :
- N°1 imprimante S2
- N°1 câble USB type A-B
- N°1 cordon d'alimentation AC
- N°1 carte SD de 4 Go ou plus
- N°3 clés Allen (1,5 mm, 2,5 mm, 5 mm)
- N° 3 clés à six pans taille 8, 10, 12
- N° 1 bobine de PLA d'1,75 mm de diamètre, pesant 1Kg
- N°1 jauge d'épaisseur de 0,07 mm
- N°1 palette pour l'extraction des pièces modelées
- N°1 notice des déclarations CE, DEEE et Sécurité
- Jeu de clés pour l'ouverture de la porte avant
Page laissée blanche intentionnellement
Description du produit
L'imprimante 3D Olivetti S2 exploite la technologie du modelage par dépôt de filament en fusion (FDM). Elle permet de créer des objets en trois dimensions, en déposant des couches bidimensionnelles de matériel de façon séquentielle.
Ce chapitre décrit la structure de l'imprimante et présente la technologie utilisée plus loin dans ce manuel.
Structure de l'imprimante
Le côté avant de l'imprimante comprend les principales commandes de la machine ainsi qu'une porte d'accès permettant de pénétrer à l'intérieur de l'imprimante même.
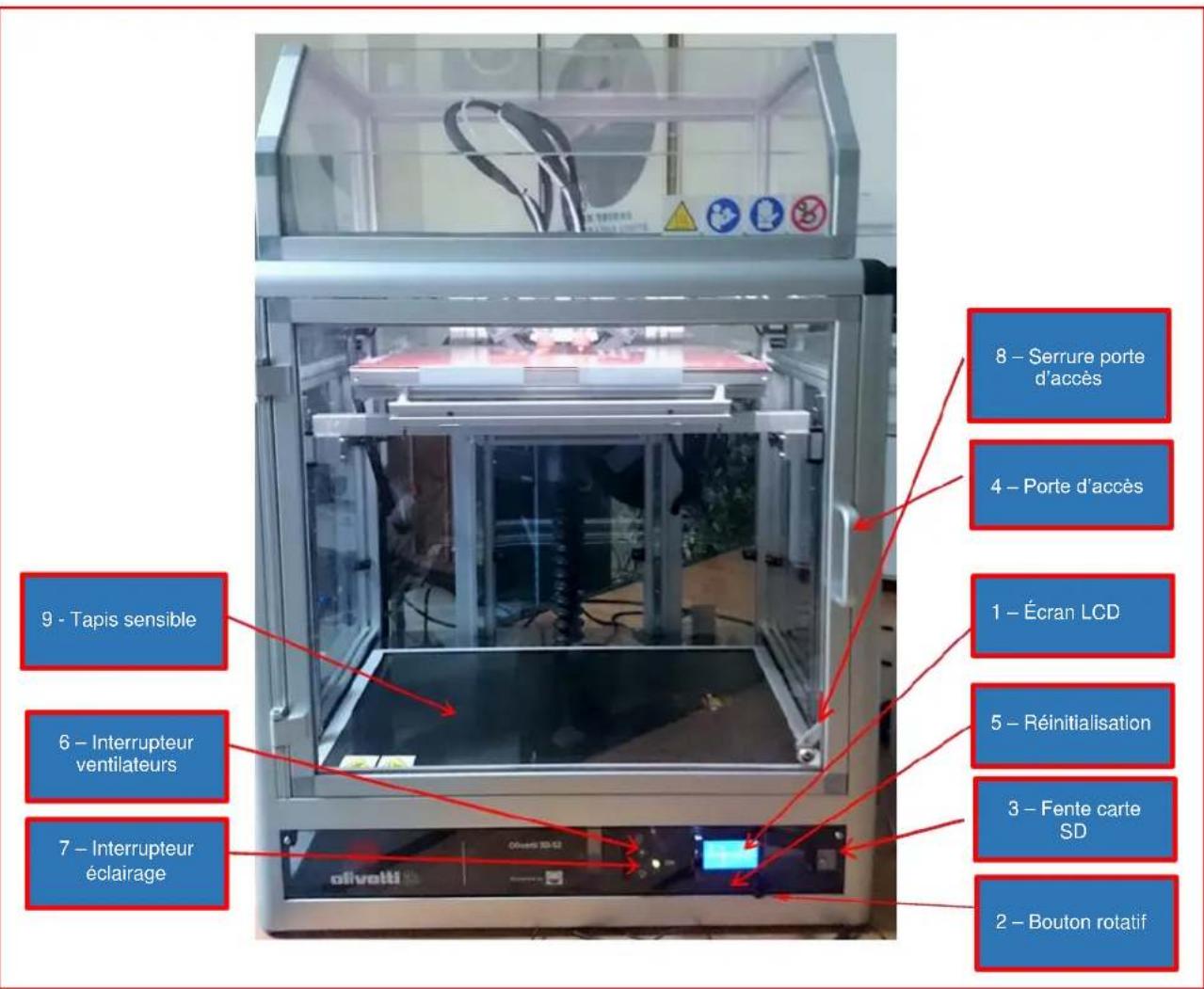
Figure 1-1 Vue de face
| RÉFERENCE | DESCRIPTION |
| 1 | Écran LCD |
| 2 | Bouton rotatif |
| 3 | Fente carte SD |
| 4 | Porte d'accès |
| 5 | Réinitialisation |
| 6 | Interrupteur d'allumage des ventilateurs pour refroidir le matériel |
| 7 | Interrupteur de l'éclairage interieur |
| 8 | Serrure de la porte d'accès |
| 9 | Tapis sensible |
En ouvrant la porte, on aperçoit clairement le groupe d'extrusion, composé de l'extrudeuse 1 et de l'extrudeuse 2.
Figure 1-2 Groupe d'extrusion complet
| RÉFERENCE | DESCRIPTION |
| 1 | Extrudeuse 1 |
| 2 | Extrudeuse 2 |
| 3 | Ventilateur de refroidissement extrudeuse 1 |
| 4 | Ventilateur de refroidissement extrudeuse 2 |
| 5 | Ventilateur de refroidissement matériel en cours de modelage, extrudeuse 1 |
| 6 | Ventilateur de refroidissement matériel en cours de modelage, extrudeuse 2 |
| 7 | Plan en verre trempé |
Figure 1-3 Détail du groupe têtes chauffantes
| RÉFERENCE | DESCRIPTION |
| 1 | Buse |
| 2 | Tête chauffante |
| 3 | Grain de déblocage de la tête chauffante |
| 4 | Groupe d'entrainment du filament |
Figure 1-4 Terminals du groupe d'alimentation et vis de réglage de la pression
| RÉFERENCE | DESCRIPTION |
| 1 | Raccords Bowden à décrochage rapide |
| 2 | Vis de réglage de la pression du filament |
Le côté arrière de la machine accueille les bobines de filament. Sur ce même côté, se trouvent le bouton d'allumage ainsi que le port USB.
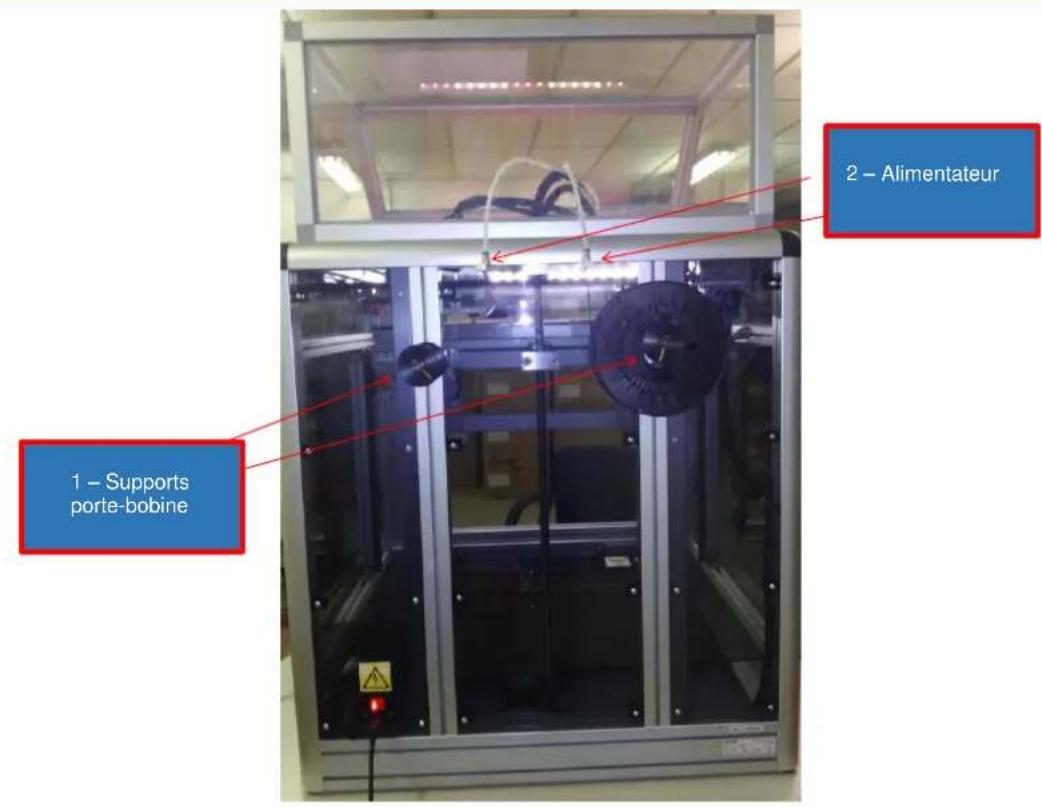
Figure 1-5 Vue de dos Figure 1-6 Détail de la vue de dos
| RÉFERENCE | DESCRIPTION |
| 1 | Supports porte-bobine |
| 2 | Alimentateur |
| 3 | Interrupteur d'allumage |
| 4 | Prise d'alimentation |
| 5 | Port USB |
Le côté droit de l'imprimante accueille une touche pour l'arrêt d'urgence de l'appareil et un bouton de réinitialisation du tapis sensible.
Figure 1-7 Boutons placés sur le côté droit de l'imprimante
Pour cesser immédiatement tout mouvement de la machine, il faut appuyer sur le bouton d'arrêt d'urgence.
Le bouton de réinitialisation du tapis sensible s'allume dès que la protection d'urgence se met en fonction et il doit être enfoncé, après avoir éliminé la cause du blocage, pour la remise en service normal de l'imprimante.
Orientation des axes de l'imprimante
L'origine des axes de l'imprimante, dite position Home, est située dans l'angle avant gauche du plan d'impression.
Figure 1-8 Orientation des axes de l'imprimante Olivetti S2
À partir de l'origine, l'axe des abscisses X est orienté positivement de gauche à droite du plan de travail ; l'axe des ordonnées Y est orienté positivement dans le sens allant de la porte avant à la partie arrière de la machine. En revanche, l'axe Z est orienté positivement avec le plan d'impression qui descend du haut vers le bas.
Chapitre 2 - preparation de l'imprimante
Ce chapitre décrit les procédures nécessaires à la configuration correcte de l'imprimante Olivetti S2 ainsi qu'à sa préparation en vue des phases d'impression successives.
Déblocage du groupe d'extrusion
Afin de protéger l'imprimante durant le transport, le chariot d'impression est bloqué par le biais de colliers.
Avant de commencer à imprimer, il est nécessaire de les retirer.
Allumage de l'imprimante
Brancher l'imprimante à une prise de courant de 220 V à l'aide du cordon prévu à cet effet et l'allumer par le biais de l'interrupteur d'allumage.
Écran LCD
Une fois l'imprimante allumée, l'écran LCD s'allume.
L'écran affiche les principales informations portant sur le statut de l'appareil.
Figure 2-1 Écran LCD au repos
Alignement du plan d'impression
Afin d'assurer une bonne qualité d'impression, il est essentiel de veiller à ce que la première couche déposée soit distribuée de façon uniforme sur le plan d'impression.
Il est donc nécessaire de vérifier le bon alignement du plan d'impression.
Le réglage a déjà été effectué en usine. Cependant, il peut s'avérer nécessaire de répéter l'opération suite à des sollicitations dues au transport.
Pour aligner le plan d'impression :
- En partant de l'écran au repos, appuyer une fois sur le bouton rotatif et, en le tournant, se placer sur le menu Préparer.
Figure 2-2 Menu Préparer
- Appuyer sur le bouton rotatif pour accéder au menu et sélectionner la commande Bed Setting (Configuration de la couche inférieure).
Figure 2-3 Commande Bed Setting (Configuration de la couche inférieure)
- Appuyer à nouveau sur le bouton rotatif. L'écran LCD devient complètement bleu et le groupe extrusion se place en position Home.
Figure 2-4 Écran bleu après avoir sélectionné Bed Setting (Configuration de la couche inférieure)
- Appuyer à nouveau sur le bouton rotatif. Le groupe extrusion se place sur le premier point de réglage (5 points en tout). Essayer de faire passer la jauge d'épaisseur de 0,10 mm livrée avec l'imprimante entre la buse de l'extrudeuse et le verre trempé. Si la jauge d'épaisseur se déplace avec facilité entre la buse et le verre, agir sur l'écrou autobloquant de référence en le tournant dans le sens des aiguilles d'une montre afin d'éliminer l'espace entre le verre/jauge d'épaisseur/buse. Au contraire, si la buse est trop proche du verre (la jauge d'épaisseur ne passe pas), agir sur l'écrou en le tournant dans le sens inverse (donc dans le sens contraire des aiguilles d'une montre) de sorte à créer l'espace approprié entre la buse et le plan.
Figure 2-5 Position des écrous de réglage
- Une fois le premier réglage terminé, appuyer à nouveau sur le bouton rotatif. Le groupe d'extrusion se place sur le deuxième point de réglage.
- Répéter le réglage tel qu'illustré au point 4 et appuyer sur le bouton rotatif afin de placer le groupe extrusion sur le point de réglage suivant.
- Le nombre total de points de réglage est de 5 et, pour chacun d'eux, il est nécessaire d'effectuer le réglage tel que décrit au point 4.
- Une fois le réglage terminé, le groupe d'extrusion revient en position Home et l'écran redevient normal.

REMARQUE: La première couche de modelage est, d'ordinaire, déposée avec une épaissur supérieure aux couches suivantes (pour ce faire, il est nécessaire d'avoir configuré le logiciel de slicing en ce sens). Cette solution permet de compenser les évventuels petits défauts d'alignement.

REMARQUE: le verre trempe n'est pas parfaitement en plan au centième près et il peut donc arriver que, sur la première couche de modelage, le dépôt du matériel ne soit pas uniforme. Il est donc essentiel de vérifier que les lignes externes sont uniformes pour garantir une adhésion appropriée. Les hauteurs différentes au centième près seront compensées sur les 2/3 couches successives.

ATTENTION: Un mauvais réglage de la hauteur peut entraîner une mauvaise qualité d'impression. Dans les cas extrêmes, cela peut même provoquer une collision entre la tête chauffante et le plan d'impression, endommageant la machine.
Le tableau qui suit propose quelques exemples de problèmes dus à un mauvais alignement du plan d'impression et suggère les actions correctives à adopter en conséquence.
| Problème | Cause | Solution |
| La buse touche le verre | Le verre est trop proche de la buse | Régler les écrous du plan d'impression de sorte à augmenter la distance entre la buse et le plan d'impression |
| le matériel ne parvient pas à sortir correctement de la buse | Le verre est trop proche de la buse | Régler les écrous du plan d'impression de sorte à augmenter la distance entre la buse et le plan d'impression |
| Le matériel sort de la buse mais la ligne imprimée pour la première couche est extrémement fine et « étalée » en largeur | Le verre est trop proche de la buse | Régler les écrous du plan d'impression de sorte à augmenter la distance entre la buse et le plan d'impression |
| Le matériel sort correctement mais la « ligne » déposée est très fine en largeur et avec une section cylindrique. Elle se détache trop facilement du plan lors du modelage successif | Le verre est trop éloigné de la buse | Régler les écrous du plan d'impression de sorte à réduire la distance entre la buse et le plan d'impression |
| Le matériel sort correctement et, visuellement, réalisée un petit « saut » avant d'adhérer au plan d'impression | Le verre est trop éloigné de la buse | Régler les écrous du plan d'impression de sorte à réduire la distance entre la buse et le plan d'impression |
| La ligne qui est « imprimée » durant la première couche change visuellement d'épaisseur et de largeur en cours de chemin | Le verre n'est plus aligné correctement : une ligne d'épaisseur supérieure indique un espace moindre entre la buse et le plan d'impression, une ligne d'épaisseur moindre indique une distance excessive entre le plan d'impression et la buse | Régérer l'opération d'alignement du plan d'impression et, ensuite, celle de réglage de la hauteur d'impression |
Réglage de la hauteur des buses d'impression
Afin de garantir un fonctionnement correct de l'imprimante et d'optimiser la qualité d'impression, il est nécessaire de régler la hauteur des buses d'impression.
Le réglage a déjà été effectué en usine. Cependant, il peut s'avérer nécessaire de répéter l'opération suite à des sollicitations dues au transport.
Pour régler la hauteur des buses, débloquer d'abord les groupes de têtes chauffantes, en agissant sur les vis à six pans placées sur le groupe extrusion, sous les ventilateurs (pour cela, utiliser la clé Allen 2,5 livrée avec la machine).
Figure 2-6 Grains de fixation des groupes à extrémité chaude
Grains de fixation des groupes de têtes chauffantes 1 et 2
Une fois le grain dévissé, le groupe de têtes chauffantes est dégagé. La buse doit être réglée à une distance de 0,10 mm du plan en verre trempé.
Ce réglage peut être effectué en intercalant la jauge d'épaisseur de 0,10 mm, livrée avec l'appareil, entre la buse et le plan. Une fois la buse en appui, il est nécessaire de serrer à nouveau le grain à l'aide de la clé Allen 2,5 de sorte à rebloquer le groupe de têtes chauffantes.
Cette opération doit être effectuée aussi bien pour la buse de l'extrudeuse 1 que celle de l'extrudeuse 2 (si l'on souhaite imprimer à deux couleurs).
Figure 2-7 Utilisation de la jauge d'épaisseur de 0,10 mm pour régler la distance de la buse par rapport au plan

ATTENTION: Un mauvais réglage de la hauteur peut entraîner une mauvaise qualité d'impression. Dans les cas extrêmes, cela peut même provoquer une collision entre la tête chauffante et le plan d'impression, endommageant la machine.

ATTENTION : L'opération de réglage de la hauteur doit être effectuée avec les buses propres et dépourvues de résidus de plastique.
Réglage de la hauteur de la seconde buse d'impression
L'imprimante est livrée avec une seconde extrudeuse relevée par rapport au plan d'impression de la première extrudeuse.
Cette configuration spéciale sert essentiellement en cas de besoin d'impression avec une seule couleur/matériaux pour s'assurer que la seconde extrudeuse soit éloignée du plan d'impression et qu'elle n'entre pas en contact avec la pièce en cours de modelage.
En revanche, pour imprimer correctement avec deux couleurs, il est nécessaire que les deux extrudeuses soient à la même hauteur le long de l'axe Z. Ce qui signifie que la tête désactivée « effleure » la partie durant l'impression avec l'autre couleur.
Pour régler la hauteur de la seconde extrudeuse, répéter sur celle-ci les étapes illustrées au paragraphe « Réglage de la hauteur des buses d'impression »
Chargement des bobines de filament
Pour charger correctement les filaments de matériel pour le modèle, procéder comme suit :
- Introduire la bobine de matériel sur le support porte-bobine prévu à cet effet, en tenant le fil orienté vers l’entrée inférieure de l’alimentateur. Ce qui signifie que, en regardant la machine par derrière, la bobine pour l’extrudeuse 1 tournera dans le sens des aiguilles d’une montre tandis que l’extrudeuse 2 dans le sens contraire des aiguilles d’une montre.
Figure 2-8 Positionnement de la bobine de matériel
- Faire passer le filament à l'intérieur de la machine jusqu'à ce que le filament atteigne le groupe d'entraînement du filament, placé sur le côté avant de la machine, à l'intérieur du groupe d'extrusion. Étant assez rigide, le filament tend à conserver sa courbure, même lorsque la bobine le déroule. Pour faciliter l'introduction et la sortie du filament à travers l'alimentateur, appliquer une légère pression avec les doigts afin de « redresser » les 5 premiers cm de la partie initiale du filament.
- Si le filament ne sort pas avec aisance, extraire le conduit porte-filament de l'alimentateur, en appuyant délicatement avec les deux doigts d'une main sur le câble Bowden et, avec l'autre, en tirant lentement le conduit. Faire sortir le filament et l'introduire dans le goupe d'entraînement. Ensuite, replacer le conduit à sa place en exerçant une légère pression.

Figure 2-9 Extraction du conduit de l'alimentateur et insertion du filament
- Régler la température de la tête chauffante sur la valeur nominale du filament chargé (par exemple, pour le PLA, sur 200°C).
Pour régler la température :
- appuyer une fois sur le bouton rotatif et sélectionner le menu Contrôle en tournant le bouton rotatif, se placer sur le menu Température et appuyer à nouveau
- sélectionner Buse pour régler la température de l'extrudeuse 1 ou Buse 2 pour régler celle de l'extrudeuse 2, puis appuyer sur le bouton rotatif en tournant le bouton rotatif, il est alors possible de régler la température sur la valeur voulue appuyer sur le bouton rotatif pour confirmer.
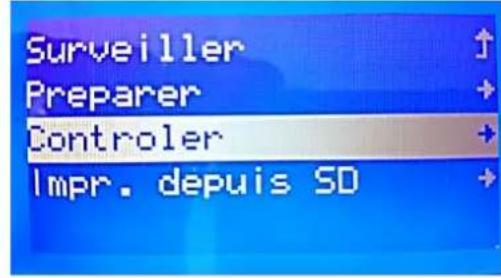
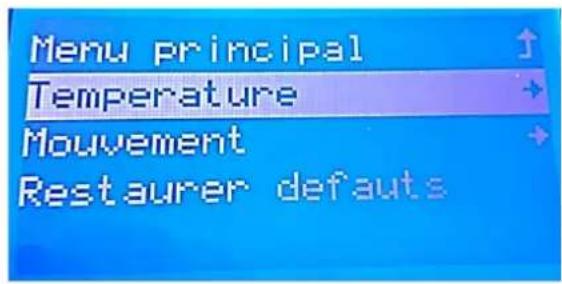
Figure 2-10 Séquence de commandes pour le réglage de la température
- Tourner le ventilateur de refroidissement de l'extrudeuse de sorte à découvrir le groupe d'entraînement du filament.
- Desserrer la vis à six pans qui solidarise le contraste dans le groupe d'entrainement du filament et ce, à l'aide de la clé Allen 5 livrée avec l'imprimante.
Figure 2-11 Clé Allen pour le réglage du contraste du groupe d'entrainement
- Introduire le filament à l'intérieur du groupe d'entraînement et le pousser de 10 cm environ jusqu'à la sortie de la buse d'impression.
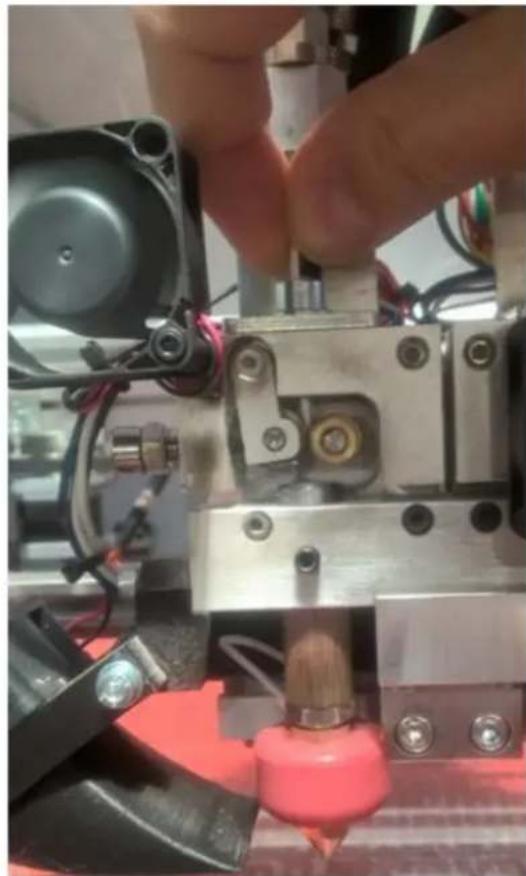
Figure 2-12 Introduction du filament dans l'extrémité chaude
- Révisser la clé Allen pour rétablir la pression de la vis appropriée sur l'engrenage et la roulette d'entraînement du fil et ramener le ventilateur de refroidissement à sa position normale.

ATTENTION : Lors de la première extrusion manuelle, il se peut que du résidu de matériel au précédemment modélisé soit encore présent. Ceci est normal et est du fait que la machine a été mise au point avant d’être emballée.
Le tableau qui suit rapporte certaines des anomalies dues à un chargement incorrect du filament ainsi que leur solution.
| Problème | Cause | Solution |
| Le filament n'est pas poussé par le groupe d'entrainment. Un contrôle visuel montre que le filament est intégre, dépourvu de « traces » d'engagement avec l'engrenage. | La tension est insuffisante et le filament n'est pas appuyé contre l'engrenage de façon correcte. | Augmenter la tension du groupe d'entrainment à l'aide de la roulette de réglage prévue à cet effet. |
| Le filament est poussé par le groupe d'entrainment mais, parfois, des « glissements » inattendus sont enregistrés. De plus, le matériel n'est pas extrudé. Un contrôle visuel montre que le filament est extrémement « marqué » ou « mordu » par l'engrenage. | La tension est excessive, le filament est écrasé contre l'engrenage. | Réduire la tension du groupe d'entrainment à l'aide de la roulette de réglage prévue à cet effet |
Préparation du plan d'impression
La dernière opération avant de procéder à l'impression est celle de préparer le plan d'impression.
Le plan d'impression est en verre trempé de 5 mm et offre une surface plane et lisse sur laquelle construire des pièces.
Cependant, le plastique n’adhere pas « naturellement » au verre. Par conséquent, pour faciliter cette adhésion, il est conseillé d’utiliser une laque pour cheveux classique afin de créer un voile « collant » sur lequel le plastique peut adhérer.
Il existe une multitude d'autres manières de favoriser l'adhésion de la pierce comme utiliser un ruban adhésif de masquage, du ruban biadhésif, de la colle en stick. Néanmoins, la laque est la façon la plus simple et rapide d'obtenir le résultat en question.
Pour préparer le plan, pulvérisez un léger voile de laque, le plus uniformément possible, par passages croisés. Ne pas oublier d'effectuer cette opération dans un endroit bien aéré, loin d'objets inflammables et d'autres objets susceptibles d'être recouverts de laque.
Impression avec double extrudeuse
L'imprimante Olivetti S2 peut imprimer avec les deux extrudeuses, 1 et 2, activées afin de permettre l'impression de pièces en deux couleurs ou composées de matériaux différents.
Pour imprimer à deux couleurs avec de bons résultats, il est nécessaire d'étalonner les deux extrudeuses.
L'imprimante Olivetti S2 a déjà été étalonnée en usine. Cependant, il est conseillé d'imprimer la pièce étalon livrée sur la carte SD afin de contrôler que le transport n'a pas altéré la configuration initiale.

ATTENTION : en cas de difficulté de reconnaissance/lecture de la carte SD, vérifier la position du curseur de verrouillage présent sur le côté de cette dernière. Le curseur doit être placé en position de déverrouillage de la carte SD (soit en permettant la lecture et l'écriture).
Pour contrôler que l'étaionnage est correct :
- S'assurer d'avoir chargé le matériel d'impression dans les deux alimentateurs.
- Sélectionner le fichier sur la carte SD.
- Lancer l'impression.
- L'imprimante modèlera un premier carré avec l'extrudeuse 1 et un second avec l'extrudeuse 2.
- Si l'étalonnage entre les deux têtes est correct, les deux carrés devront être parfaitement superposés, le cas contraire, ils seront décalés.
Figure 2-13 Impression de carrés avec un léger désalignement
- Pour éliminer d'éventuels désalignements, il est nécessaire d'accéder au fichier de configuration réalisé avec IDE Arduino.
- Lancer le logiciel Arduino IDE.
Figure 2-14 Logiciel Arduino IDE
- Dans le menu Fichier d'IDE Arduino, sélectionner Ouvrir et besoinir le fichier firmware-S2.ino.

Figure 2-15 Ouverture du fichier de configuration
- Après avoir ouvert le fichier, sélectionner la fenêtre surgissante Configuration_Cartesian.h et se placer sur les lignes de code relatives à Réglages par défaut.
Figure 2-16 Réglages par défaut
- Modifier la valeur d'offset dans le second élément du vecteur HOTEND_OFFSET_X de quelques centièmes ou dixièmes nécessaires à compenser l'offset sur l'axe X constaté durant l'impression du carré.
Figure 2-17 Vecteur d'offset de l'axe X
- Modifier la valeur d'offset dans le second élément du vecteur HOTEND_OFFSET_Y de quelques centièmes ou dixièmes nécessaires à compenser l'offset sur l'axe Y constaté durant l'impression du carré.
Figure 2-18 Vecteur d'offset de l'axe Y
- Enregistrer le fichier modifié et le recharger de l'ordinateur à l'imprimante par le biais de la commande du logiciel Arduino IDE.
- Imprimer une nouvelle pièce d'essai afin de contrôler si l'alignement s'est amélioré.
- Si, par la suite, il s'avère nécessaire de procéder à des ajustements, procéder à nouveau en agissant sur la variation des offset tel que décrit précédemment.
Figure 2-19 Pièce étalonnage correcte
Page laissée blanche intentionnellement
Utilisation et impression avec l'impromante olivetti S2
Après avoir réglé l'imprimante et chargé la bobine de filament, l'imprimante est prête à fonctionner.

ATTENTION: en cas de blocage de la machine durant son fonctionnement, comme par exemple suite à la pression sur le bouton d'arrêt d'urgence ou à la présence d'un obstacle sous le plan chauffé, l'impression devra être redémarrée depuis le début.
Pour débloquer le bouton d'arrêt d'urgence, situé sur le côté droit de l'imprimante, il est nécessaire de le tourner dans le sens des aiguilles d'une montre.
En cas de blocage à cause de la présence d'un obstacle sous le plan chauffé, une fois l'obstacle éliminé, remettre la machine en marche en actionnant le bouton de réinitialisation prévu à cet effet, placé sur le côté droit de l'imprimante.
Impression d'une pièce étalon
La carte SD livrée avec l'appareil contient un fichier qui peut être utilisé pour effectuer une impression test et, donc, se familiariser avec l'imprimante.

ATTENTION : en cas de difficulté de reconnaissance/lecture de la carte SD, vérifier la position du curseur de verrouillage présent sur le côté de cette dernière. Le curseur doit être placé en position de déverrouillage de la carte SD (soit en permettant la lecture et l'écriture).
Pour imprimer une pièce étalon :
- Introduire la carte SD livrée avec l'imprimante dans la fente placée à l'avant de l'appareil
- Sélectionner le menu de la carte SD afin d'accéder au gestionnaire de fichiers.
- Sélectionner le fichier à imprimer (Logoolivetti1.gcode) en tournant le bouton rotatif et en appuyant dessus pour confirmer.
- La machine commencera la procédure d'impression automatique, en lisant le GCODE indiqué et en exécutant toutes les phases requises. Il est possible de suivre le processus par le biais du menu d'informations et, bien sûr, à travers les fenêtres transparentes de la machine.
Une fois l'impression lancée, l'imprimante procédera comme suit :
- Remise de tous les axes en position de départ
- Chauffage de la tête chauffante et du plan (si nécessaire) jusqu’à obtention de la température voulue
- Extrusion d'une partie du matériel pour le chargement de la chambre d'extrusion
- Mouvement dans la zone d'impression, avec démarrage de la procédure d'impression couche après couche.
- Une fois l'impression terminée, la machine renvoie le chariot en position de départ et éteint les rechauffeurs afin de permettre à l'imprimante de revenir à la température ambiantes.
REMARQUE: Le format d'impression compatible avec l'imprimante Olivetti S2 est toujours caractérisé par l'extension GCODE.
Création de fichiers imprimables avec l'imprimante Olivetti S2
Ce paragraphe décrit les étapes nécessaires pour créer ses propres fichiers GCODE, imprimables avec l'imprimante Olivetti S2.
Création d'un modèle 3D
Avant toute chose, il est nécessaire de créer un modèle tridimensionnel de l'objet que l'on souhaite modéliser. Pour créer le modèle, il est possible d'utiliser aussi bien des logiciels de dessin CAD 3D classiques que des logiciels disponibles gratuitement, comme, par exemple, OpenSCAD, Blender, SketchUp, FreeCAD.
À la place, il est possible de télécharger des modèles 3D tout prêts, disponibles gratuitement sur des sites Internet comme Thingiverse, GrabCAD.
Le format de fichier des modèles 3D est très varié mais il est conseillé de générer ou de télécharger des modèles au format STL (STereoLithography). En effet, il s'agit du format le plus diffusé et facile à gérer par les programmes qui devront être utilisés par la suite afin de générer les GCODE appropriés à l'impression 3D.
Création d'un GCODE à partir d'un modèle 3D
Une fois le modèle 3D au format STL prêt, il est nécessaire de le tracer ultérieurement afin de le transformer en GCODE et donc de pouvoir l'imprimer.
La transformation du modèle 3D en GCODE est réalisée par des logiciels spéciaux appelés « slicer ». Ces programmes divisent le modèle 3D en sections que l'imprimante 3D est en mesure de déposer sur le plan de travail.
Il existe de nombreux slicer, parmi lesquels nous conseillons Slic3r et Cura, ou encore l'environnement Repetier Host, qui, en plus d'inclure tous les deux les logiciels de slicing, fournissent aussi de précieux outils pour redimensionner, copier et repositionner le modèle sur le plan d'impression.
Figure 3-1 Modèle 3D en phase de conversion dans Repetier Host
Après avoir généré le fichier GCODE par le biais d'un slicer, le copier sur la carte SD qu'il faudra ensuite introduire dans l'imprimante Olivetti S2 en vue du modelage.

ATTENTION : en cas de difficulté de reconnaissance/lecture de la carte SD, vérifier la position du curseur de verrouillage présent sur le côté de cette dernière. Le curseur doit être placé en position de déverrouillage de la carte SD (soit en permettant la lecture et l'écriture).
Impression du GCODE
Afin de pouvoir ensuite procéder à l'impression de son propre GCODE, il suffit de suivre les étapes décrites dans le paragraphe relatif à l'impression d'une pièce étalon, soit de :
- Introduire la carte SD livrée avec l'imprimante dans la fente placée à l'avant de l'appareil
- Sélectionner le menu de la carte SD afin d'accéder au gestionnaire de fichiers.
- Sélectionner le fichier à imprimer en tournant le bouton rotatif et en appuyant dessus pour confirmer
- La machine commence la procédure d'impression automatique en lisant le GCODE indiqué et en exécutant toutes les phases requises. Il est possible de suivre le processus par le biais du menu d'informations et, bien sûr, à travers les fenêtres transparentes de la machine.
Overhang et génération du support
On appelle « overhang » ou « contre-dépouilles » les portions du modèle qui ne sont pas imprimables par le biais du processus de FDM sans l'aide d'un support inférieur approprié.
En effet, la technologie FDM prévoit le dépôt de couches successives, une après l'autre, et il est donc nécessaire que chaque couche ait, sous elle-même, une base de soutien.
Si son propre modèle 3D prévoit des plans ou surfaces montant du bas vers le haut, avec une inclinaison supérieure à environ par rapport à la verticale (40^ par rapport au plan), il se peut que la couche déposée n'ait pas sous elle un soutien approprié et, par conséquent, tombe, risquant de compromettre la qualité du modelage.
Pour remédier au problème d'overhang, les logiciels de slicing générent automatiquement (conformément à certains paramètres modifiables par l'utilisateur) et au besoin des supports de matériel.
Ce matériel supplémentaire devra ensuite être éliminé manuellement une fois le processus de modélisation terminé.
Impression avec double extrudeuse
Pour imprimer avec les deux extrudeuses de l'Olivetti S2, il faut tout d'abord vérifier que la seconde extrudeuse est étalonnée correctement par rapport à la première et ce, tel que décrit dans les procédures du chapitre relatif à la préparation de l'imprimante.
Puis, il faut s'assurer de générer un fichier GCODE à partir de son propre fichier STL, en ayant veillé à avoir réglé toutes les options du logiciel de slicing de sorte à permettre la prise en compte de la seconde extrudeuse.
Figure 3-2 Double extrudeuse sur le logiciel de slicing
Consulter le manuel du logiciel de slicing afin de configurer correctement la double extrudeuse, en fonction du résultat attendu.
Une fois le GCODE généré pour les deux extrudeuses, il suffit d'en lancer l'impression en suivant la procédure illustrée précédemment pour une extrudeuse.
Suspension et interruption de l'impression
Par le biais du menu, il est possible de suspendre ou d'annuler une impression après l'avoir lancée.
Pour suspendre une impression, appuyer sur le bouton rotatif et accéder au menu, puis, en tournant ce même bouton rotatif, se placer sur la commande « Interrompre Imprimante » et appuyer à nouveau sur le bouton rotatif.
L'impression sera suspendue et le groupe extrusion se bloquera exactement à l'endroit où l'impression a été interrompue.
Figure 3-3 Suspension et interruption de l'impression
Une fois suspendue, l'impression affiche la page initiale avec les mots "Interrompre impression". Pour redémarrer l'impression, il suffit de confirmer en appuyant sur le bouton rotatif.
Figure 3-4 Page initiale avec les mots "Interrompre impression"
En sélectionnant Regler and Controller, il est possible de vérifier et modifier les valeurs de température des buses et du plat, et le flux d'alimentation du filament.

REMARQUE: Durant la suspension de l'impression, du fait de la température élevée de la buse, il se peut que le matériel continue de sortir, déformant la pièce modelée.
Pour annuler l'impression, accéder au menu, sélectionner Arresta Stampa avec le bouton rotatif, puis, confirmer en appuyant sur ce dernier.
L'impression est annulée.
Il faut savoir que le groupe d'extrusion restera bloqué à la dernière position atteinte avant l'annulation de l'impression et il faudra le déplacer manuellement, par le biais des commandes du menu, ou effectuer une procédure de retour au départ.
Extraction des pièces modélisées
Une fois l'impression terminée, attendre que le plan d'impression revienne à la température ambiante (s'il a été chauffé) et retirer la pièce à l'aide de la palette livrée avec la machine.
L'adhésion au plan d'impression peut se révéler assez forte, il faut donc procéder avec prudence et lentement afin de ne pas risquer d'endommager la pièce.
MENUE Et navigation
L'interface utilisatrice de l'imprimante Olivetti S2 permet d'accéder à toutes les commandes nécessaires au réglage, maintenance et impression.
En partant de la page initiale, il est possible d'accéder au menu principal en appuyant sur le bouton rotatif, placé en bas à droite de l'écran LCD.
Figure 3-5 Page initiale
Figure 3-6 Bouton rotatif
La navigation dans les menus advient en tournant le bouton rotatif dans le sens des aiguilles d'une montre ou dans le sens contraire.
La sélection d'une commande donnée ou d'un menu donné advient en appuyant sur le bouton rotatif.
On accède au menu principal en appuyant une fois sur le bouton rotatif lorsque l'imprimante se trouve en conditions de repos dans la page initiale.
Dans le menu principal, il est possible de revenir à la page initiale en plaçant le bouton rotatif sur l'élément Regarder et en appuyant sur le bouton rotatif pour confirmer le choix.
Dans tous les cas, si l'imprimante reste inactive pendant plus de 20 s environ, le retour à la page initiale advient automatiquement.
Depuis le menu principal, il est possible d'accéder aux sous-menus suivants :
- Préparer
- Contrôle
- Impression depuis SD
Le menu Préparer permet d'effectuer les principaux réglages de la machine et, en accédant à ce menu, d'accéder aux sous-menus suivants :
Figure 3-8 Sous-menus du menu Préparer
Home automatique (Remise au départ auto) - Bed Setting (Configuration de la couche inférieure) - Déplacer les axes - Arrêter les moteurs
En plaçant le bouton rotatif sur la commande Auto Home (Remise au départ auto) et en appuyant dessus pour confirmer, l'imprimante ramène la tête d'impression et le plan d'impression en position de repos.
La commande Bed Setting (Configuration de la couche inférieure) permet de régler la distance des buses par rapport au plan d'impression, tel que décrit précédemment au paragraphe relatif au réglage du plan d'impression.
Par le biais de la commande Déplacer les axes, il est possible de déplacer les axes de l'imprimante. Deux types de mouvement sont disponibles : un plus rapide et un de réglage affiné.
Figure 3-9 Commandes de réglage des axes
En sélectionnant le sous-menu Déplacer de 10 mm, il est possible de déplacer rapidement la tête d'impression sur les axes X et Y.
Figure 3-10 Menu de réglage rapide
En sélectionnant le sous-menu Déplacer de 1 mm, il est possible de régler aussi bien les axes X et Y que l'axe Z (plan d'impression) ainsi que de déplacer les moteurs qui entraînent les filaments de l'extrudeuse 1 et de l'extrudeuse 2 (attention : pour déplacer les filaments, il est nécessaire de régler la température des extrudeuses sur 200°C ).
Figure 3-11 Menu de réglage intermédiaire
Figure 3-12 Sous-menu du menu Préparer
En sélectionnant le menu Arrêter moteurs, il est possible de désarmer les moteurs qui contrôlent le mouvement des axes X et Y, au cas où il s'avérerait nécessaire de les déplacer manuellement.
Pour désactiver les moteurs, se placer avec le bouton rotatif sur Désactiver les moteurs et appuyer pour confirmer.
Pour réactiver les moteurs, il suffit d'effectuer l'Home Automatique (Remise au départ auto) de la machine.

ATTENTION : déplacer lentement et avec prudence les axes afin d’éviter que des courants externes induits puissants endommagent les cartes de contrôle des axes.
Le menu Contrôle permet d'accéder à tous les paragraphes de réglage de l'imprimante et de les modifier un par un en fonction de ses propres besoins.
Le menu Contrôle est caractérisé par les sous-menus suivants :
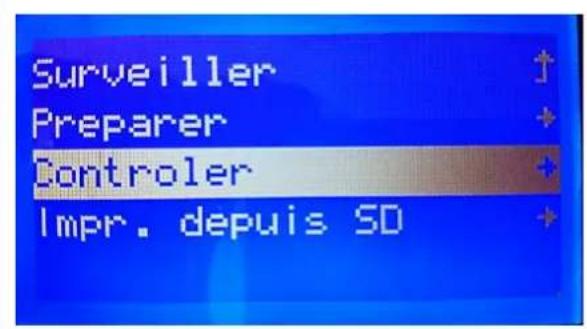
Figure 3-13 Menu Contrôle et ses sous-menus
- Température
- Movement
- Résultat définitifs
Température
Figure 3-14 Sous-menu du menu Température
En accédant au menu Température, il est possible de régler la température des buses.
- Buse 1 : Pour effectuer ce réglage, placer le bouton rotatif sur la commande Buse et confirmer en appuyant. Ensuite, tourner le bouton rotatif pour atteindre la température voulue et appuyer pour valider. La machine chauffera ainsi la buse à la température voulue.
- De la même façon, en sélectionnant Buse 2, il est possible de configurer la température de la buse 2.
En revanche, en sélectionnant Plateau, il est possible de régler la température du plan d'impression.
La commande Vitesse Ventilateur est une commande optionnelle, non disponible dans la version standard.
Le menu Mouvement permet de :
- régler les accélérations des mouvements de l'imprimante.
- activer / désactiver l'abandon d'impression lorsque un axe atteint la fin de course
Il est conseillé de ne pas modifier ces paramètres régés par défaut.
Figure 3-15 Paramètres de configuration du mouvement des axes
Réglages d'usine
La dernière commande disponible dans le menu Contrôle est Réglages d'usine.
En la sélectionnant à l'aide du bouton rotatif et en confirmant, il est possible de rétablir l'imprimante à sa configuration par défaut, soit aux réglages d'usine.
Menu de la carte SD
Depuis le menu principal, il est possible d'accéder au menu de la carte SD.
Figure 3-16 Menu principal
En sélectionnant ce menu par le biais du bouton rotatif et en confirmant, il est possible d'afficher le contenu de la carte SD introduite et de naviguer parmi les fichiers disponibles, de sélectionner celui qui intéresse et d'en lancer l'impression.
Annexe a - étiquetage olivetti S2
POSITION ET SIGNIFICATION DES ETIQUETTES
Figure A-1 Étiquetage côte avant
| SYMBOLE | COULEUR | SIGNIFICATION | SIGNIFICATION |
| TRIANGLE | JAUNE | DANGER | SURFACES CHAUDES |
| CERCLE | BLEU | PRESCRIPTION | LIRE LA NOTICE |
| CERCLE | BLEU | PRESCRIPTION | UTILISER DES GANTS |
| CERCLE BARRÉ | ROUGE | INTERDICTION | NE PAS DÉMONTER LES PROTECTIONS |
Figure A-2 Étiquettes internes, sur le côté inférieur
| SYMBOLE | COULEUR | SIGNIFICATION | SIGNIFICATION |
| TRIANGLE | JAUNE | DANGER | ÉCRASEMENT |
| TRIANGLE | JAUNE | DANGER | ORGANES EN MOVEMENT |
Figure A-3 Étiquette sur l'interrupteur externe arrêté
| SYMBOLE | COULEUR | SIGNIFICATION | SIGNIFICATION |
| TRIANGLE | JAUNE | DANGER | TENSION |
Figure A-4 Étiquette sur le plan chauffé interne
| SYMBOL | COULEUR | SIGNIFICATION | SIGNIFICATION |
| TRIANGLE | JAUNE | DANGER | SURFACE CHAude |
Figure A-5 Étiquette sur le groupe d'extrusion
| SYMBOLE | COULEUR | SIGNIFICATION | SIGNIFICATION |
| TRIANGLE | JAUNE | DANGER | SURFACE CHAude |
Page laissée blanche intentionnellement
Entretien du plan d'impression
Une fois l'impression terminée et après avoir retiré la pièce modelée, il est conseillé de nettoyer le plan d'impression, en éliminant tous les résidus de laque ou de plastique susceptibles d'être encore présents.
Pour nettoyer le plan, il est conseillé d'utiliser de l'alcool éthylique classique à usage ménager et un chiffon doux et sec.

REMARQUE: Le verre fourni comme plan d'impression est un verre trempé de 5mm; il s'agit d'un verre de sécurité, résistant aux températures. Manipuler le verre avec extrême prudence du fait de sa grande fragilité. Toujours utiliser le verre fourni avec l'imprimante.
Lubrification des axes et de l'écrou
Les guides linéaires sont lubrifiés par la graisse présente dans les patins à recirculation de billes.
Il est possible de graisser les roulements en y injectant de la graisse spécial machines à base de lithium, à travers l'ouverture présente sur le côté du patin. Ceci permet à la graisse de pénétrer à l'intérieur de la chambre de recirculation de billes et de lubrifier le patin ainsi que la barre même. Il est, dans tous les cas, conseillé d'étaler un peu de graisse à l'aide d'un chiffon propre et sec sur les creux latéraux des guides.
L'écrou travaille sur un écrou à recirculation de billes qui assure le bon fonctionnement dans le temps. Cependant, pour réduire le bruit et assurer un glissement durant la marche, il est possible de déposer un peu de graisse sur l'écrou à l'aide d'un chiffon sec et propre.

ATTENTION : Utiliser uniquement de la graisse à base de lithium. Ne jamais utiliser de lubrifiants solides comme ceux à base de disulfure de molybdène.
Entretien des alimentateurs
Normalement, les alimentateurs ne requièrent aucun entretien. À la limite, il peut s'avérer nécessaire de nettoyer de temps à autre le groupe d'entraînement du filament des résidus de plastique pouvant se former durant le fonctionnement de la machine.
Pour éliminer la poudre de plastique résiduelle, il est possible d'utiliser une brosse à dents ou un petit goupillon en le faisant passer par la fente à l'avant de l'alimentateur.
Une méthode rapide et efficace est d'utiliser un jet d'air comprimé, d'un compresseur, ou bien une bombe spray normalement utilisée pour l'entretien des claviers et appareils électroniques.
Remplacement et entretien des buses d'impression
Lors du changement de matériel, utilise pour le modelage, il est bon de remplacer aussi la buse d'impression.
Pour ce faire, il est indispensable que l'extrudeuse soit bien chaude, soit à sa température de fonctionnement, afin de permettre au matériel résiduel à l'intérieur de la tête de se ramollir et de ne pas être un obstacle durant le remplacement.

ATTENTION : toujours intervenir avec des gants de sécurité anti-chaleur.
Pour remplacer la buse d'impression :
- Bloquer le groupe de têtes chauffantes à l'aide de la clé à six pans 12.
- Dévisser la buse à l'aide de la clé à six pans 10.
- Entourer le filetage de la nouvelle buse de trois tours de scotch en teflon, en veillant à ne pas boucher l'orifice de passage du matériel.
- Monter la nouvelle buse.
- Étalonner la hauteur d'impression, tel que décrit au paragraphe « Réglage de la hauteur des buses d'impression ».
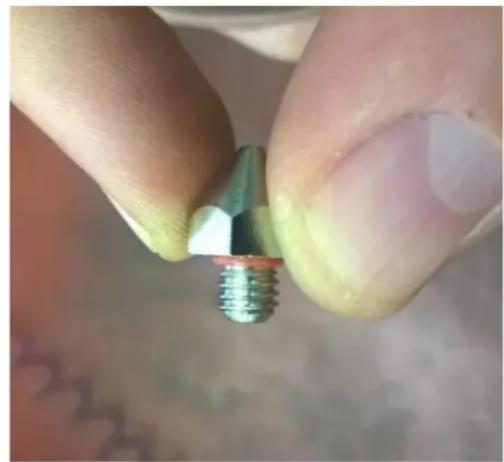
Figure B-1 Préparation de la nouvelle buse d'impression
Normalement, il n'est pas nécessaire d'effectuer d'opérations d'entretien des buses. Cependant, si cela s'avère nécessaire, démonter la buse tel qu'indiqué précédemment et utiliser un goupillon d'un diamètre inférieur à celui de la buse pour la nettoyer.
Annexe c - schéma électrique
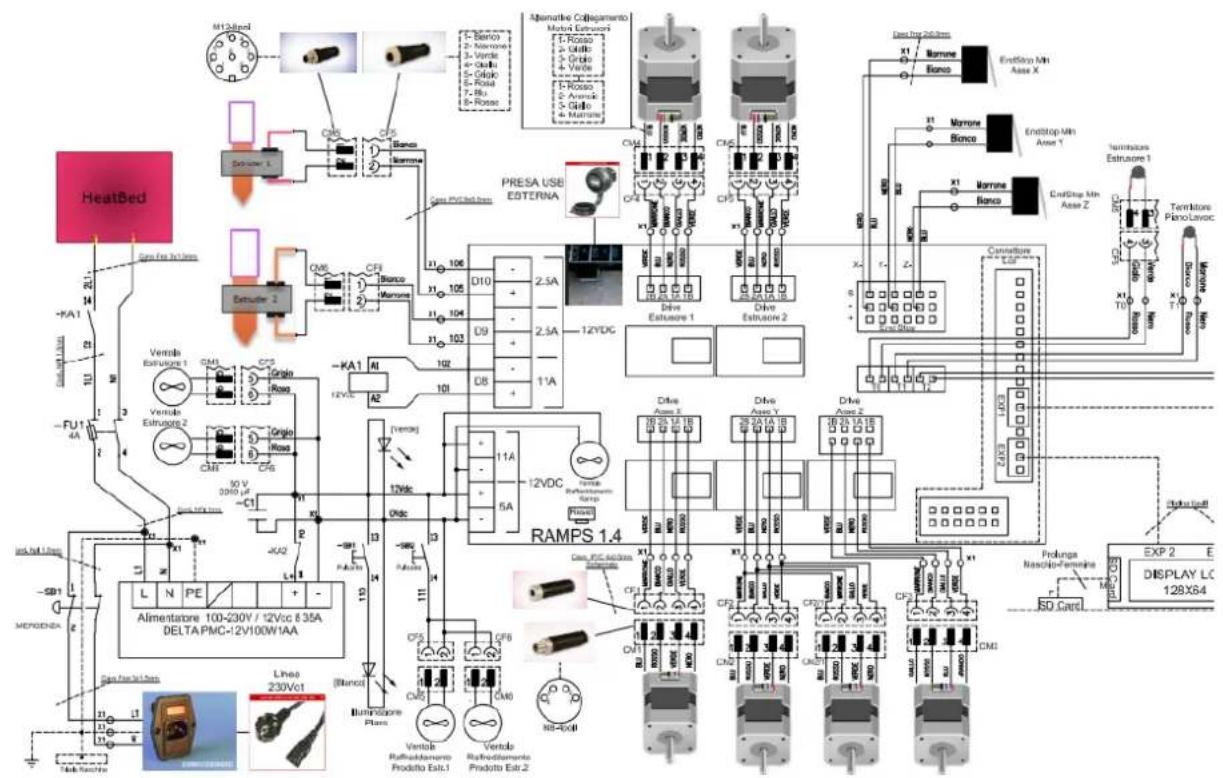
Figure C-1 Schéma électrique
Page laissée blanche intentionnellement
Annexe d matériaux compatibles avec l'imprimante Olivetti S2
L'imprimante Olivetti S2 peut imprimer avec des filaments composés des matériaux listés ci-après.
L'acide polylactique est un biopolymère d'origine végétale, entièrement biodégradable, polyvalent avec de bonnes propriétés mécaniques et élastiques.
Il présente une finition brillante, donc idéale pour la réalisation d'objets esthétiques, agréables au toucher, ayant une excellente résistance aux ultraviolets, évitant ainsi la dégradation des couleurs. Facile à modeler, il peut être fini aisément au papier de verre.
Matériau polyvalent, utilisé dans diverses applications, rond pour celles nécessitant de contrôler l'aspect esthétique et dimensionnel grâce à sa surface brillante.
Le SBS (copolymère styrene-butadiène) est un matériel aux caractéristiques mécaniques similaires à celles de l'ABS. Il est transparent et est caractérisé par une élasticité supérieure à celle de l'ABS et une excellente maniabilité durant le modelage. Il possède également une bonne résistance mécanique (mais inférieure à celle de l'ABS) et n'est pas hygroscopicique. Le SBS est utilisé dans le domaine biomedical car non invasif. Comme l'ABS, le SBS est un matériel qui rétrécit, par conséquent, il est nécessaire de le modeler sur un plan chaud et il est déconseillé de l'utiliser pour réaliser des objets de grandes dimensions. Dans le secteur de l'impression 3D, le SBS est souvent utilisé comme matériel de soutien dans les modelages plus complexes. En effet, immergés dans le limonène, le SBS se dissolve.
COUCHE de PLA
L'acide polylactique chargé est un biopolymère d'origine végétale, polyvalent avec de bonnes propriétés mécaniques et élastiques.
Il présente une finition brillante et a la caractéristique de pouvoir rendre pratiquement imperceptible la superposition de couches. Il est donc idéal pour la réalisation d'objets esthétiques, agréables au toucher, ayant une excellente résistance aux ultraviolets, évitant ainsi la dégradation des couleurs. Simple à modeler, il peut être fini au papier de verre et possède, à la différence du PLA normal, une excellente résistance à la chaleur ainsi qu'une plus haute résistance mécanique.
Le Monumental est un filament qui contient de micropoussières minérales donnant un effet marbre italien. Spécialement étudié pour le secteur de l'architecture, du design et de l'archéologie. Matériau aux grandes qualités esthétiques et tactiles, adapté à la réalisation de modèles statiques du plus bel effet. Excellente maniabilité après le modelage.
Matériau idéal pour les cabinets d'architecte, ingénieurs civils, design, artistes et secteur de l'archéologie.
Le Carbonium est un filament de polyamide chargé de micropoussières de carbone.
En plus de donner un aspect esthétique similaire aux pièces en fibre, le carbone confère une plus haute résistance aux efforts, tenacité, fatigue mécanique et élasticité.
L'idéal pour la réalisation de pièces nécessitant une résistance mécanique, avec possibilité de post-traitements simples et rapides. Matériau idéal pour le secteur automobile, accessoires pour les applications qui nécessitent une légèreté associée à la résistance.
Élastomère de catégorie supérieure, sur une base de TPE, avec d'excellentes caractéristiques de mémoire de forme : une fois plié, comprimé ou tordu, il reprend rapidement sa forme d'origine. Sa plage de travail s'étend de -50°C à +120°C. Employé dans de multiples secteurs industriels du fait de ses caractéristiques élevées de résistance à la fatigue, à l'attaque des huiles, de réponse élastique et résilience. Matériau idéal pour le secteur de la fabrication de chaussures de sport, étuis hautement résistants, hourdis industriels et secteurs utilisant des composants élastiques comme les absorbeurs d'énergie.
Acide polylactique chargé de 46% de poussières de bois. Ce filament offre d'innombrables applications dans divers domaines du design. Facilement modelable, il ressemble réellement à du bois, même au niveau de l'odeur qu'il dégage. Peut être post-traité de façon excellente.
Températures de travail
Le tableau rapporte les températures des extrudeuses et du plan de travail en fonction du type de filament utilisé.
| TYPE DE FILAMENT | TEMP. MATÉRIAU | TEMP. PLAN |
| PLA | 190°/210° | 0°/44° |
| COUCHE DE PLA | 195°/210° | 0°/44° |
| SBC | 230°/245° | 70° |
| MONUMENTAL | 220°/235° | 70° |
| ULTRAFLEX | 225°/240° | 50° |
| WOODFILL | 190°/210° | 0° |
| CARBONIUM | 235°/250° | 70° |
Annexe e fichiers contenus dans la carte SD
Dans la carte SD fournie avec l'imprimante sont contenus - en plus de ce Manuel d'utilisation - les fichiers suivants:
1. Fichiers pour les TESTS d'impression
- cubo_test, en format stl et gcode
- extraspring (roue dentée), en format. stl et gcode
- liberty, en format. stl, petit gcode et grand gcode
- LogoOlivetti, en format. stl, petit gcode et grand gcode
- mec (forme mécanique), en format stl et gcode
- offset 05, en format gcode
- screw_nut, en format stl et gcode
- woman_bust, en format. stl et. gcode
2. FICHER De SETUP
S2-PLA Default for CURA.ini, profil par défaut pour le logiciel Cura, optimise pour l'impression en PLA. - README_LEGGIMI_LoadProfile.txt, procédures de chargement du profil par défaut (mentionné ci-dessus) pour le logiciel Cura avec Olivetti S2
Au terme de la directive 2012/19/UE relative aux déchets d'équipements électriques et électroniques (DEEE).
1. Pour les PAYS de l'union europeenne (UE)
Il est interdit de mettre au rebut tout équipement électrique ou électronique avec les déchets municipaux non triés : leur collecte séparée doit être effectuée. L'abandon de ces équipements dans des aires non appropriées et non autorisées peut nuire gravement à l'environnement et à la santé. Les transgresseurs s'exposent aux sanctions et aux dispositions prévues par la loi.
Pour eliminer correctement nos appareils, vous POUVEZ effectuer l'une des operations suivantes :
a) Vous adresser aux autorités locales qui vous fourniront des indications et des informations pratiques sur la gestion correcte des déchets (emplacement et horaire des déchetteries, etc.). b) À l'achat d'un de nos équipements, remettez à notre revendeur un équipement usagé, analogue à celui acheté.
Le symbole du conteneur barré, indiqué sur l'équipement, a la signification suivante :

- Au terme de sa durée de vie, l'équipement doit être remis à un centre de tri approprié, et doit être traité séparément des déchets municipaux non triés;
- Olivetti, société inscrite au registre des fabricants d'équipements électriques et électroniques, garantit l'activation des procédures de traitement, de collecte, de recyclage et de mise au rebut de l'équipement, conformément à la Directive 2002/96/CE.
2. Pour les AUTRES PAYS (NON UE)
Le traitement, la collecte, le recyclage et la mise au rebut des équipements électriques et électroniques doivent être effectués conformément à la loi en vigueur dans chaque pays.
Page laissée blanche intentionnellement

- Sommaire
- Chapitre 1 - généralités 1-1
- Chapitre 2 - preparation de l'imprimante 2-1
- Chapitre 3 - utilisation et impression avec l'imprimante olivetti S2 3-1
- ANNEXE b-entretien et maintenance de l'imprimante olivetti S2. b-1
- ANNEXE C - SCHEMA electrique C-1
- Consignes de sécurité générales
- Avertissements en matière de sécurité
- Surface CHAUBE
- DANGER tension électrique
- Parties en mouvement
- RISQUE d'écrasment
- Mise à la terre
- Interdiction de demonter les protections mecaniques
- LIRE la NOTICE
- Transport et installation :
- Usage
- Consignes de securite DURANT la maintenance
- Contenu de l'emballage
- Description du produit
- Structure de l'imprimante
- Orientation des axes de l'imprimante
- Chapitre 2 - preparation de l'imprimante
- Déblocage du groupe d'extrusion
- Allumage de l'imprimante
- Écran LCD
- Alignement du plan d'impression
- Réglage de la hauteur des buses d'impression
- Réglage de la hauteur de la seconde buse d'impression
- Chargement des bobines de filament
- Préparation du plan d'impression
- Impression avec double extrudeuse
- Utilisation et impression avec l'impromante olivetti S2
- Impression d'une pièce étalon
- Pour imprimer une pièce étalon :
- Création de fichiers imprimables avec l'imprimante Olivetti S2
- Création d'un modèle 3D
- Création d'un GCODE à partir d'un modèle 3D
- Impression du GCODE
- Overhang et génération du support
- Suspension et interruption de l'impression
- Extraction des pièces modélisées
- MENUE Et navigation
- Température
- Réglages d'usine
- Menu de la carte SD
- Annexe a - étiquetage olivetti S2
- Entretien du plan d'impression
- Lubrification des axes et de l'écrou
- Entretien des alimentateurs
- Remplacement et entretien des buses d'impression
- Annexe c - schéma électrique
- Annexe d matériaux compatibles avec l'imprimante Olivetti S2
- COUCHE de PLA
- Températures de travail
- Annexe e fichiers contenus dans la carte SD
- Fichiers pour les TESTS d'impression
- FICHER De SETUP
- Pour les PAYS de l'union europeenne (UE)
- Pour eliminer correctement nos appareils, vous POUVEZ effectuer l'une des operations suivantes :
- Pour les AUTRES PAYS (NON UE)
Marque : OLIVETTI
Modèle : 3D S2
Catégorie : Imprimante