
AC/DC 225/125 - Soudage LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil AC/DC 225/125 LINCOLN ELECTRIC au format PDF.
| Type de produit | Poste de soudage à l'arc manuel (MMA) |
| Marque | LINCOLN ELECTRIC |
| Modèle | AC/DC 225/125 |
| Tension d'entrée | Monophasé, <250 V (230 V typique) |
| Courant de soudage AC | Jusqu'à 225 A |
| Courant de soudage DC | Jusqu'à 125 A |
| Polarité disponible | AC, DC+, DC- |
| Facteur de marche | 20% (60 Hz) ou 15% (50 Hz) sur 10 minutes |
| Refroidissement | Ventilateur interne |
| Protection thermique | Disjoncteur interne (modèles code >8800) |
| Câble d'entrée | Fourni avec fiche NEMA 6-50P (sauf modèles 50 Hz) |
| Porte-électrode | Inclus (type A ou B) |
| Câble de retour | Inclus avec connecteur de pièce |
| Sélecteur de courant | Rotatif à 10 positions |
| Applications | Soudage acier doux, acier inoxydable, fonte, rechargement dur, etc. |
| Accessoire optionnel | Torche à arc au carbone Lincoln L-2645 |
| Normes de sécurité | Conforme ANSI Z49.1, CSA W117.2 |
| Entretien | Entretien préventif non nécessaire; réparations par service agréé |
| Pièces détachées | Disponibles via Lincoln Electric (voir nomenclature) |
| Manuel fourni | Guide du soudeur (40 pages, français) |
FOIRE AUX QUESTIONS - AC/DC 225/125 LINCOLN ELECTRIC
Questions des utilisateurs sur AC/DC 225/125 LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Soudage au format PDF gratuitement ! Retrouvez votre notice AC/DC 225/125 - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil AC/DC 225/125 de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI AC/DC 225/125 LINCOLN ELECTRIC
Pour l'usage avec le nombre de code machine :
10420, 10421.
10422, 10423,
10424, 11074
IM237-K
October, 2008
Guide du soudeur
ISO 9001

Mesures de sécurité 2
Consignes d'utilisation des sources de
courant AC-225-S et AC/DC-225/125.7
Comprend les consignes de sécurité, d'installation
et d'utilisation ainsi que la nomenclature.
L'apprentissage du soudage 14
Utilisation de la torche à arc au carbone
Directives pour le chauffage du métal, le soudage
de l'aluminium ou le brasage fort à la torche à arc.
Choix des électrodes 36
Brèves descriptions des types et des
données d'utilisation
pour toutes les électrodes Lincoln.
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la sécurité, on recommande vivement d'acheter un exemplaire de la norme Z49.1 de l'ANSI auprès de l'American Welding Society, P. O. Box 351040, Miami, Florida 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit du livre « Arc Welding Safety » E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
S'ASSURER QUE LES ETAPES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION NE SONT CONFIÉES QU'À DES PERSONNES QUALIFIÉES.

Matériel électrique.
1. a. Couper l'alimentation d'entrée en utilisant le disjoncteur à la boîte de fusibles avant de travailler sur le matériel.
1. b. Installer le matériel conformément au Code canadien de l'électricité, à tous les codes locaux et aux recommandations du fabricant. 1. c. Mettre à la terre le matériel conformément au Code canadien de l'électricité et aux recommandations du fabricant.

Le rayonnement de l'arc peut brûler.
2. a. Utiliser un masque à serre-tête avec oculaire filtrant adéquat et protège-oculaire pour se protégérer les yeux contre les étincelles et le rayonnement de
l'arc quand on soude ou quand on observe l'arc de soudage. Le masque à serre-tête et les oculaires filtrants doivent être conformes aux normes ANSI Z87.1.
2. b. Utiliser des vêtements adéquats en tissu ignifugé pour se protégérer ainsi que les aides contre le rayonnement de l'arc. 2. c. Protéger les autres employés à proximité en utilisant des par-avents ininflammables convenables ou les avertir de ne pas regarder l'arc ou de s'exposer au rayonnement de l'arc ou aux projections ou au métal chaud.

Les CHAMPS électromagnétiques peuvent être dangereux
3. a. Le courant électrique qui circule dans les conducteurs crée des champs électromagnétiques locaux. Le courant de soudage crée des champs électromagnétiques autour des câbles et des machines de soudage. 3. b. Les champs électromagnétiques peuvent créer des interférences pour les stimulateurs cardiaques, et les soudeurs qui portent un stimulateur cardiaque devraient consulter leur médecin avant d'entreprendre le soudage. 3. c. L'exposition aux champs électromagnétiques lors du soudage peut avoir d'autres effets sur la santé que l'on ne connaît pas encore. 3. d. Les soudeurs devraient suivre les consignes suivantes afin de réduire au minimum l'exposition aux champs électromagnétiques du circuit de soudage : 3. d.1. Regrouper les câbles d'électrode et de retour. Les fixer si possible avec du ruban adhésif. 3. d.2. Ne jamais entourer le câble d'électrode autour du corps. 3. d.3. Ne pas se tenir entre les câbles d'électrode et de retour. Si le câble d'électrode se trouve à droite, le câble de retour doit également se couvrir à droite. 3. d.4. Connecter le câble de retour à la pièce le plus éloigné possible de la zone de soudage. 3. d.5. Ne pas travailler juste à côté de la source de courant de soudage.

Les étincelles de soudage peuvent provoquer un incendie ou une explosion.
4. a. Enlever les matières inflammables de la zone de soudage. Si ce n'est pas possible, les recouvrir pour empêcher que les étincelles de soudage ne les atteignent. Les étincelles et projections de soudage peuvent facilement s'infiltrer dans les petites fissures ou ouvertures des zones environnantes. Éviter de souder près des conduites hydrauliques. On doit toujours avoir un extincteur à portée de la main.
4. b. Quand on doit utiliser des gaz comprimés sur les lieux de travail, on doit prendre des précautions spéciales pour éviter les dangers. Voir la norme ANSI Z49.1 et les consignes d'utilisation relatives au matériel. 4. c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit de l'électrode ne touche la pièce ou la terre. Un contact accidentel peut produire une surchauffe et créer un risque d'incendie. 4. d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des contenants sans avoir pris les mesures qui s'imposent pour s'assurer que ces opérations n'roduiront pas des vapeurs inflammables ou toxiques provenant des substances à l'intérieur. Elles peuvent provoquer une explosion même si elles ont été "nettoyées". Pour plus d'informations, se procurer le document AWS F4.1 de l'Amerikan Welding Society. 4. e. Mettre à l'air libre les pièces moulées creuses ou les contenants avant de souder, de couper ou de chauffer. Elles peuvent exploser. 4. f. Les étincelles et les projections sont expulsées de l'arc de soudage. Porter des vêtements de protection exempts d'huile comme des gants en cuir, une chemise épaissie, un pantalon sans revers, des chaussures montantes et un casque ou autre pour se protéger les cheveux. Utiliser des bouches-oreilles quand on soude hors position ou dans des espaces clos. Tous les jours porter des lunettes de sécurité avec écrans latéraux quand on se trouve dans la zone de soudage. 4. g. Connecter le câble de return à la pièce le plus près possible de la zone de soudage. Si les câbles de return sont connectés à la charpente du bâtiment ou à d'autres endroits éloignés de la zone de soudage cela augmente le risque que le courant de soudage passe dans les chaînes de levage, les câbles de grue ou autres circuits auxiliaires. Cela peut créer un risque d'incendie ou surchauffer les chaînes de levage ou les câbles et entraîner leur défaillance. 4. h. Lire et appliquer la Norme NFPA 51B "pour la Prévention des Incendies Pendant le Soudage, le Coupage et d'Autres Travaux Impliquant de la Chaleur", disponible auprès de NFPA, 1 Batterymarch Park, PO Box 9101, Quincy, MA 022690-9101. 4. i. Ne pas utiliser de source de puissance de soudage pour le dégel des tuyauteries.

Les CHOCS électriques peuvent être mortels.
5. a. Les circuits de l'électrode et de retard (ou masse) sont sous tension quand la source de courant est en marche. Ne pas toucher ces pièces
sous tension les mains nues ou si on porte des vêtements mouillés. Porter des gants isolants secs et ne comportant pas de trous.
5. b. S'isoler de la pièce et de la terre en utilisant un moyen d'iso1ation sec. S'assurer que l'iso1ation est de dimensions suffisantes pour couvrir entièrement la zone de contact physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit effectuer le soudage dans des conditions dangereuses au point de vue électrique (dans les endroits humides ou si l'on porte des vêtements mouillés ; sur les constructions métalliques comme les sols, les grilles ou les échafaudages ; dans une mauvaise position, par exemple assis, à genoux ou couché, il y a un risque élevé de contact inévitable ou accidentel avec la pince ou la terre) utiliser le matériel suivant:
- Source de courant (fil) à tension constante c. c. semi-automatique.
- Source de courant (électrode enrobée) manuelle c. c.
- Source de courant c. a. à tension réduite.
5. c. En soudage semi-automatique ou automatique, le fil, le dévidoir, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également sous tension. 5. d. Toujours s'assurer que le câble de est bien connecté au métal soudé. Le point de connexion devrait être le plus près possible de la zone soudée. 5. e. Raccorder la pièce ou le métal à souder à une bonne prise de terre. 5. f. Tenir le porte-électrode, le connecteur de pièce, le câble de soudage et l'appareil de soudage dans un bon état de fonctionnement. Remplacer l'isolation endommagée. 5. g. Ne jamais tremper l'électrode dans l'eau pour la refroidir. 5. h. Ne jamais toucher simultanément les pièces sous tension des porte-électrodes connectés à deux sources de courant de soudage parce que la tension entre les deux peut correspondre à la tension à vide totale des deux appareils. 5. i. Quand on travaille au-dessus du niveau du sol, utiliser une ceinture de sécurité pour se protéger contre les chutes en cas de chômage. 5. j. Voir également les points 4. c. et 1.

Les fumées et les gaz peuvent être dangereux.
6. a Le soudage peut produire des fumées et des gaz dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz. Quand on soude, tenir la tête à l'extérieur des fumées. Utiliser un système de ventilation ou d'évacuation suffisant au niveau de l'arc pour évacuer les fumées et les gaz de la zone de travail. Quand on soude avec des electrodes qui nécessitent une ventilation spéciale comme les electrodes en acier inoxydable ou pour revêtement dur (voir les directives sur le contenant ou la fiche signalétique) ou quand on soude de l'acier au plomb ou cadmium ainsi que d'autres métaux ou revêtements qui produisent des fumées très toxiques, limiter le plus possible l'exposition et au-dessous des valeurs limites d'exposition (TLV) en utilisant une ventilation mécanique ou par aspiration à la source. Dans les espaces clos ou dans certains cas à l'extérieur, un appareil respiratoire peut être nécessaire. Des précautions supplémentaires sont également nécessaires quand on soude sur l'acier galvanisé.
6. b. Le fonctionnement de l'appareil de contrôle des vapeurs de soudage est affecté par plusieurs facteurs y compris l'utilisation et le positionnement corrects de l'appareil, son entretien ainsi que la procédure de soudage et l'application concernées. Le niveau d'exposition aux limites décrites par OSHA PEL et ACGIH TLV pour les ouvriers doit être vérifié au moment de l'installation et de façon périodique par la suite afin d'avoir la certitude qu'il se trouve dans l'intervalle en vigueur. 6. c. Ne pas souder dans les endroits à proximité des vapeurs d'hydrocarbures chlorés provenant des opérations de dégraisage, de nettoyage ou de pulvérisation. La chaleur et le rayonnement de l'arc peuvent réagir avec les vapeurs de solvant pour former du phosgène, gaz très toxique, et d'autres produits irritants. 6. d. Les gaz de protection utilisés pour le soudage à l'arc peuvent chasser l'air et provoquer des blessures graves voire mortelles. Toujours utiliser une ventilation suffisante, spécialement dans les espaces clos pour s'assurer que l'air inhalé ne présente pas de danger. 6. e. Lire et comprendre les instructions du fabricant pour cet appareil et le matériel de réserves à utiliser, y compris la fiche de données de sécurité des matériaux (MSDS) et suivre les pratiques de sécurité de l'employeur. Les fiches MSDS sont disponibles auprès du distributeur de matériel de soudage ou auprès du fabricant.

- Demander à un électricien d'installer et d'entretenir ce matériel.
- Couper l'alimentation à la boîte à fusibles avant de travailler sur ce matériel.
- Ne pas toucher les pièces sous tension.
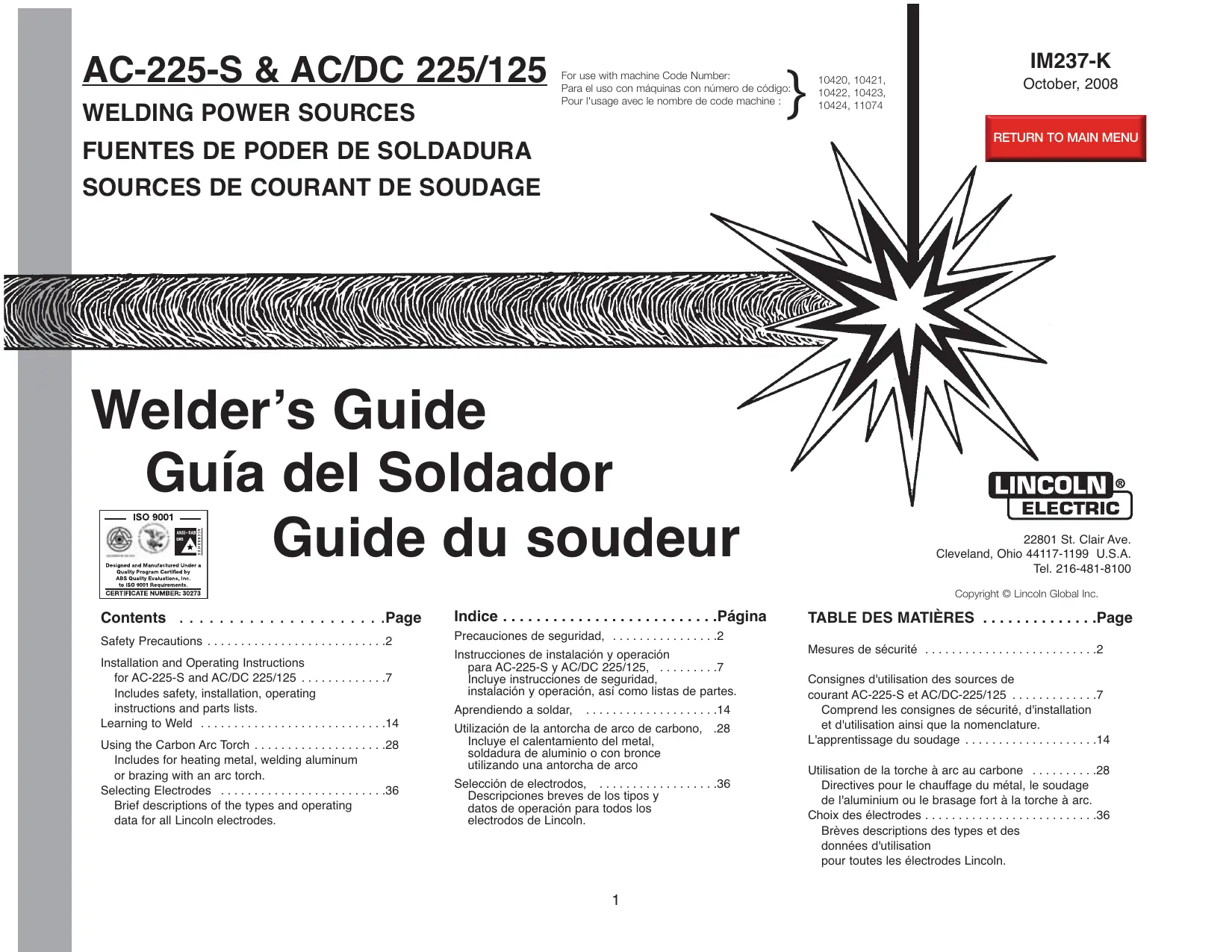
Connexions de puissance d'entrée et de mise à la terre
Avant de mettre la machine en marche, vérifier auprès de la compagnie d'électricité que l'alimentation convient pour la tension, l'intensité, la phase et la fréquence indiquées sur la plaque signalétique de la source de courant de soudage. De plus, s'assurer que l'installation prévue répond aux exigences du code de l'électricité local. Cette source de courant peut fonctionner sur un circuit monophasé ou sur une seule phase d'un circuit diphasé ou triphasé.
Tous les modèles conçus pour fonctionner sur un courant d'entrée inférieur à 250 V sont expédiés avec le câble d'entrée connecté à la source de courant. Une prise correspondante est livrée avec la source AC/DC 225/125. Une exception : les appareils 50Hz ne comprennent pas la fiche d'entrée et la prise.

Avertissement
Ces directives d'installation s'appliquent au câblage d'entrée et au dispositif de protection contre les surcharges, installés pour une seule source AC-225C-S ou une seule source AC/DC 225/125 conformément au code de l'électricité local relativement aux sources de courant de soudage à l'arc. On ne doit pas connecter d'autre équipement à cette source de courant sans consulter les exigences relatives à l'usage d'entrée de ce matériel, le code de l'électricité du pays et tous les codes locaux.
Placer la source de courant de sorte qu'il y ait une libre circulation d'air par les persiennes à l'arrière et sur les côtés de la carrosserie ainsi que sur le fond. Monter une prise NEMA type 6-50R à un endroit convenable. S'assurer qu'elle puisse être atteinte par la fiche du câble d'entrée fixe à la source de courant.
En utilisant les consignes suivantes, demander à un électricien qualifié de connecter cette prise (NEMA 6-50R) au circuit électrique au niveau de la boîte à fusibles. Trois fils en cuivre n° 10 ou plus sont nécessaires si l'on utilise un conduit. Dans le cas des longs câbles de plus de 31m (100pi), un fil n° 8 ou supérieur dans un conduit est nécessaire pour empêcher les chutes de tension excessives. Monter un fusible temporisé de 50 A sur les deux lignes de tension comme on le voit sur le schéma ci-après. Le contact du milieu dans la prise est destiné à la prise de terre. Un fil vert dans le câble d'entrée raccorde ce contact au bâti de la source de courant de soudage. Cela peut bien être à la terre le bâti de la source de courant quand on branche la fiche sur la prise. Si l'on utilise un disjoncteur distinct, il doit avoir deux pôles pour les deux circuits sous tension et tous les deux doivent être munis d'un fusible de 50 A.
Connexion du câble d'électrode au porte-électrode
Avertissement
Avant de fixer le câble d'électrode au porte-électrode ou le câble de return au connecteur de pièce, s'assurer que la source de courant est arrêtée ou que l'alimentation est coupée.
Déterminer quel est le type de porte-électrode avant d'installer.
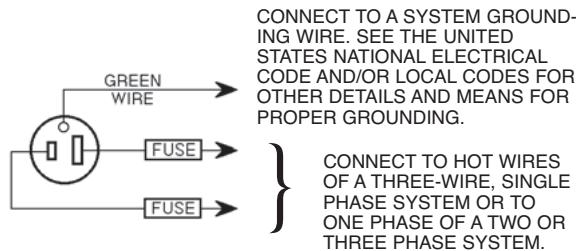
Type A - Porte-électrode à poignée octogonale et mors de serrage
- Desserrer la vis de blocage et écarter la poignée du porte-électrode en la faisant glisser sur le câble.
- Dénuder l'extrémité du cable d'électrode sur 1 po ± 1/16 po (25,4 mm ± 1,6 mm).
- Desserrer la vis de connexion du cable jusqu'à ce que l'extrémité du cable vienne toucher la surface intérieure du corps de la pince.
- Enlever la pièce de connexion du cable des mors du porte-électrode. Placer la pièce de connexion sur l'extrémité dénudée du cable d'électrode et l'enfoncer dans le porte-électrode de façon qu'elle soit centrée sur la vis de connexion.
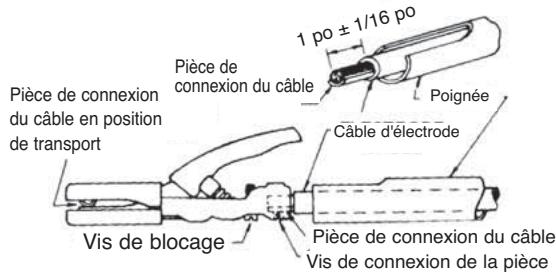
- Faire coulisser la poignée pour la remettre en position et la fixer avec la vis de blocage. L'extrémité filetée de la vis doit alors être serrée fermement contre l'intérieur de la poignée, la tête complètement enfoncée dans la poignée.
Note de sécurité importante : S'assurer que l'iso1ation est bien fixe et que les vis sont serrées et que l'on ne peut pas les toucher. Si l'on peut toucher les vis, NE PAS UTILISER LE PORTE-ÉLECTRODE, appeler le distributeur.
Type b - porte-électrode à poignée ronde nervurée
- Desserrer la vis de fixation et Écarter la poignée du porte-électrode en la faisant glisser sur le cable.
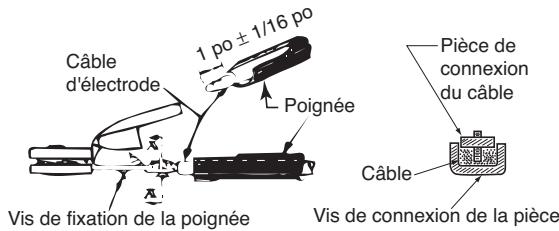
- Dénuder l'extrémité du cable d'électrode sur 1 po ± 1/16 po (25,4 mm ± 1,6 mm).
- Desserrer la vis de connexion de la pièce pour que l'on puisse enlever la pièce de connexion du cable.
- Enlever la pièce de connexion du cable et placer l'extrémité dénudée du cable d'électrode dans le porte-électrode, les brins du cable étant répartis de façon égale de part et d'autre de la vis de la pièce de connexion.
- Serrer fermement la vis dans la pièce de connexion pour que celle-ci retienne le cable.
- Faire coulisser la poignée pour la remettre en position et la fixer avec la vis de fixation.
Connexion du câble au connecteur de pièce
Faire passer le cable de retour dans le trou de serrage de la pince et fixer le cable avec le boulon et l'écrou fournis.
Remplacement du câble d'électrode et du câble de retour
Il n'est pas recommandé de remplacer les câbles par des câbles plus gros nécessitant des connexions internes. Les connexions des rallonges ou des câbles de grosseur supérieure doivent être effectuées correctement à l'extérieur. Utiliser pour ce faire les connecteurs rapides Lincoln Electric QD.
Si pour d'autres raisons, on doit rempalcer les câbles, n'utiliser que les pièces Lincoln appropriées et seule une personne qualifiée doit effectuer le remplacement.
Choix du courant de soudage
L'intensité de sortie est marquée pour chaque position du sélecteur de courant. Tourner le sélecteur sur le courant nécessaire pour chaque application.
Le sélecteur a un léger jeu dans chaque position. Il est bon de faire jouer le sélecteur une fois vers l'avant et vers l'arrière après avoir choisi une nouvelle position. Ce frottement permet de s'assurer que les contacts sont dépourvus de saletés et d'oxydes.

Attention
Ne pas tourner le sélecteur pendant le soudage : cela endommagerait les contacts.
Choix de la polarité de soudage
Pour obtenir les meilleurs résultats avec les électrodes de soudage à l'arc d'aujourd'hui, il est important d'utiliser la bonne polarité. La source de courant de soudage à l'arc AC/DC permet le choix de c. a., c. c. (+) ou c. c. (-), ce qui lui confère une polyvalence supplémentaire.
La liste des électrodes Lincoln est donnée dans le tableau à la fin du manuel.
Chaque électrode est conçue pour fonctionner en c. c. (+), c. c. (-) ou c. a. Dans ce tableau d'électrodes, la polarité à utiliser de préférence est donnée en premier. C'est la polarité que l'on devrait utiliser, dans la mesure du possible, pour obtenir les excellents résultats.
Facteur de marche
Les sources de courant 60Hz ont un facteur de marche nominal de 20% et les sources de 50Hz de 15% sur toutes les positions du sélecteur. Le facteur de marche est fondé sur une période de dix minutes. Cela signifie que l'on peut utiliser l'arc pendant deux minutes sur chaque période de dix minutes (pour un appareil à facteur de marche de 20%) sans risque de surchauffe. Si l'on utilise l'appareil plus de deux minutes pendant plusieurs périodes successives de dix minutes, la source peut surchauffer. S'assurer de laisser l'appareil en marche pendant chaque période de dix minutes pour que le moteur du ventilateur continue à fonctionner afin d'assurer un bon refroidissement. La surchauffe réduit la durée de vie de l'appareil.
Les modèles AC/DC au-dessus du code 8800 sont munis d'un disjoncteur interne pour empêcher la surchauffe quand on soude en c. c. Le disjoncteur se déclenche et arrête la sortie de soudage c. c. si le facteur de marche est dépassé ou si l'écoulement d'air de refroidissement est obstrué. Le ventilateur de refroidissement continue à tourner et la sortie de soudage c. c. est automatiquement présente quand le disjoncteur s'est refroidi et s'est réenclenché.
Guide de choix des électrodes
Voir le guide de choix des électrodes et les informations supplémentaires à ce sujet à la fin du manuel. Voir également le Lincoln Welddirectory (C2.10) qui donne les réglages et diamètres d'électrode courants.
Torche à arc (en option)
La torche à arc (voir la page 28) est spécialement adaptée à ces sources de courant de soudage pour le brasage, le soudage des métaux non ferreux et le préchauffage avant le piage et le formage.
Entretien
L'entretien préventif périodique n'est pas nécessaire. Voir l'atelier d'après-vente agréé de Lincoln Electric pour les réparations nécessaires.
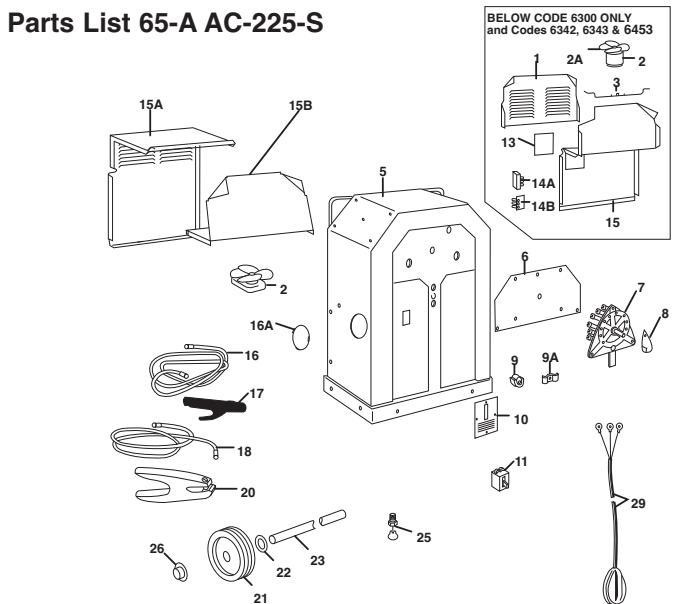
Comment utiliser la nomenclature
- Voir le schéma ci-dessous.
- Chercher la pièce sur le schéma.
- Chercher maintenant le nom et la désignation de la pièce dans le tableau correspondant au numéro d'article du schéma.
- Relever le numéro de code de la source de courant de soudage sur la plaque signalétique.
- Commander la pièce auprès de Lincoln Electric ou d'un atelier du service après-vente de Lincoln. Bien s'assurer de donner le numéro de référence, le numéro d'article, le nom et la désignation de la pièce, la quantité commandée et le nom et le numéro de modèle et de code de la source de courant de soudage.
| ArticleDésignation (pièces d'entretien d'Available) | |
| 1 | Redresseur |
| 2 | Moteur et hélice du ventilateur |
| 3 | Bobine |
| 4 | Support du moteur du ventilateur |
| 5 | Capot |
| 6 | Panneau arrêté inférieur |
| 7 | Sélecteur de plage |
| 7A | Poignée |
| 8 | Câble d'électrode |
| 9A | Serre-câble de sortie |
| 10 | Câble de retour |
| 11 | Interrupteur d'alimentation |
| 13 | Suppresseur |
| 14 | Sélecteur de polarité |
| 14A | Poignée |
| 15 | Plaque signalétique |
| 15A | Plaque d'advertissement |
| 15B | Plaque du choix d'électrode |
| 16 | Attache Botton (Pas Shown) Nommé De Plat |
| 17 | Porte-électrode |
| 20 | Connecteur de pièce |
| 28 | Prise (entrée inférieure à 250 V)* |
| 29 | Câble d'entrée (entrée inférieure à 250 V) |
| ENSEMBLE CHARIOT EN OPTION | |
| 21 | Roues |
| 22 | Rondelle |
| 23 | Essieu |
| 25 | Pied avant |
| 26 | Bouchon à compression |
*Réceptacle non inclus avec le code 11074.
| ArticleDésignation (pièces d'entretien d'Available) | |
| 1 | Couvercle arrêté supérieur |
| 2 | Moteur de ventilateur et hélice |
| 2A | Hélice |
| 3 | Support de montage du ventilateur |
| 5 | Capot |
| 6 | Plaque signalétique |
| 6A | Plaque d'avertissement (Non montré) |
| 6B | Attache Botton (Pas Shown) Nommé De Plat |
| 7 | Sélecteur |
| 8 | Poinnée du sélecteur |
| 9 | Passé-fil du cable de sortie (au-dessous du code 5340) |
| 9A | Serre-câble de sortie (au-dessus du code 5340) |
| 10 | Plaque signalétique de l'interrupteur d'alimentation (au-dessous du code 4760) |
| 11 | Interrupteur d'alimentation |
| 13 | Couvre-panneau (au-dessous du code 5340) |
| 14A | Bomier d'entrée (au-dessous du code 4760) |
| 14B | Panneau d'entrée (code 4760 à 5340) |
| 15 | Couvercle arrêté |
| 15A | Panneau arrêté inférieur |
| 15B | Panneau Arrire Supieur |
| 16 | Câble d'électrode |
| 16A | Panneau De Couverture |
| 17 | Porte-électrode |
| 18 | Câble de retour |
| 19 | Masque de soudeur |
| 20 | Connecteur de piece |
| 21 | Roue (option) |
| 22 | Rondelle (option) |
| 23 | Essieu (option) |
| 25 | Pied avant (option) |
| 26 | Bouchon à compression (option) |
| 29 | Câble d'entrée |
L'aptitude au service d'un produit ou d'une construction utilisant ce type d'informations est et doit être la seule responsabilité du constructeur ou de l'utilisateur. De nombreuses variables indépendantes de la volonté de la société Lincoln Electric influent sur les résultats obtenus en appliquant ce type d'informations. Ces variables comprennent, entre autres, le mode opératoire de soudage, la composition chimique et la température de la tôle, la conception de la construction soudée, les méthodes de fabrication et les exigences de service.
Personne ne peut apprendre à souder seulement en lisant des livres sur le soudage. On acquiert la compétence technique avec la pratique. Les pages suivantes aideront le soudeur inexpérimenté à comprendre le soudage et à acquérir de l'expérience. Pour de plus amples renseignements, commander un exemplaire du manuel < > (voir la page 37).
Le circuit de soudage à l'arc
Les connaissances de l'opérateur en matière de soudage à l'arc ne doivent pas se borner à l'arc lui-même. Vous devez savoir commander l'arc, et ceci exige une connaissance du circuit de soudure et de l'équipement qui fournit le courant électrique utilisé dans l'arc. La figure 1 est un schéma du circuit de soudage. Le circuit de soudage débute au point de connexion du câble d'électrode à la machine de soudage et se termine au point de connexion du câble de retour à la machine. Le courant circule dans le câble d'électrode jusqu'au porte-électrode, du porte-électrode à l'électrode et dans l'arc. Du côté pièce de l'arc, le courant circule dans le métal de base, dans le câble de retour jusqu'à la machine. Le circuit doit être complet pour que le courant puisse s'écouler. Pour pouvoir souder, le connecteur de pièce doit être fermement connecté au métal de base propre. Enlever s'il y a lieu la peinture, la rouille, etc. afin d'obtenir un bon contact. Raccorder le connecteur de pièce le plus près possible de la zone à souder. Éviter que le circuit de soudage passe dans les charnières, les roulements, les composants électroniques ou les dispositifs semblables susceptibles d'être endommagés.
Le circuit de soudage à l'arc a une tension de sortie allant jusqu'à 79 V qui peut donner un choc.

Avertissement

LES CHOCS ÉLECTRIQUES peuvent être mortels.
Étudier attentivement les MESURES DE SÉCURITÉ POUR LE SOUDAGE À L'ARC au début de ce manuel.
L'arc électrique est établi entre la pierce et l'extrémité d'un petit fil métallique, l'électrode, que l'on fixe dans un porte-électrode et celui-ci est tenu par le soudeur. On obtient un écartement dans le circuit de soudage (voir la figure 1) en tenant l'extrémité de l'électrode entre 1/16 et 1/8 po (1,6-3,2 mm) de la pierce ou du métal de base soudé. L'arc électrique est établi dans cet écartement et on l'y maintient et on le déplace le long du joint à souder, en faisant fondre le métal au fur et à mesure qu'on le déplace.
Le soudage à l'arc est un travail manuel qui nécessite une main stable, une bonne condition physique et une bonne vue. L'opérateur commande l'arc de soudage et par conséquent la qualité de la soudure obtenue.
FIGURE 1 - Circuit de soudage pour le procédé SMAW Que se passe-t-il dans l'arc?
La figure 2 illustre ce qui se passe dans l'arc électrique. C'est plus ou moins ce que l'on voit justependant le soudage.
On voit la colonne d'arc au milieu du schéma. C'est l'arc électrique créé par le courant électrique qui s'écoule dans l'espace entre l'extrémité de l'électrode et la pièce. La température de cet arc est d'environ 6000 °F (3315 °C) et elle est donc plus que suffisante pour faire fondre le métal. L'arc est très brillant et très chaud et on ne peut pas le regarder à l'œil nu sans risquer de subir des lésions douloureuses. On doit utiliser un oculaire très nombre spécialement conçu pour le soudage à l'arc avec le masque à serre-tête ou le masque à main chaque fois que l'on regarde l'arc.
L'arc fait fondre le métal de base et en fait le creuse, tout comme le jet d'eau d'un tuyau d'arrosage creuse la terre. Le métal fondu forme un bain de fusion ou un cratère et tend à s'éloigner de l'arc. En s'éloignant de l'arc, il se refroidit et se solidifie. Le laitier se forme sur la soudure pour la protéger lors du refroidissement.
FIGURE 2 - L'arc de soudage
La fonction de l'électrode enrobée n'est pas uniquement de transporter le courant vers l'arc. Elle est composée d'une âme métallique autour de laquelle un enrobage chimique a été extrudé et cuit. L'âme fond dans l'arc et de minuscules gouttelettes de métal fondu tombent, en traversant l'arc, dans le bain de fusion. L'électrode fournit du métal d'apport supplémentaire pour remplir la préparation ou l'écartement entre les deux pièces du métal de base. L'enrobage fond également ou brûle dans l'arc. Il a plusieurs fonctions : il rend l'arc plus stable, il forme un écran de gaz semblable à de la fumée autour de l'arc pour éviter que l'oxygène et l'azote de l'air n'atteignent le métal fondu, et il fournit du flux au bain de fusion. Le flux absorbe les impuretés et forme un laitier protecteur. Les principales différences entre les divers types d'électrodes résident dans leur enrobage. En faisant varier l'enrobage, il est possible de modifier considérablement les caractéristiques d'utilisation des électrodes. En complétant les différences qu'il y a entre les divers enrobages, on apprend à désirer l'électrode affective pour le travail particulier à effectuer. Au moment de désirer l'électrode, on doit prendre en compte :
- Le type de dépôt désiré, p. ex. acier doux, acier inoxydable, acier faiblement allié, rechargement dur.
- L'épaisseur de la tôle que l'on peut souder.
- La position dans laquelle on doit exécuter le soudage (à plat, hors position).
- L'état de la surface du métal à souder.
- La capacité de manipuler et d'obtenir l'électrode recherchée.
Quatre critères sont essentiels pour pouvoir réaliser de bonnes soudures.
1. La bonne position de soudage
Les débutants trouveront qu'il est plus facile d'apprendre à contrôler l'arc de soudage en utilisant la technique à deux mains illustrée ci-après. Cela nécessite l'utilisation d'un masque à serre-tête.
a. Tenir le porte-électrode dans la main droite. b. Placer la main gauche sous la main droite. c. Reposer le coude gauche sur le coté gauche. (Pour les gauchers, c'est l'inverse.)
Si l'on utilise un masque à main, tenir le porte-électrode dans la main droite et le masque dans la main gauche. (Pour les gauchers, c'est l'inverse.)
Dans la mesure du possible, toujours souder de gauche à droite (dans le cas d'un croisier). Cela permet de bien voir ce que l'on fait.
Tenir l'électrode légèrement inclinée, comme on le montre sur la figure.
Vuelaterale
Vue d'extrémité Bonne position de soudage
2. La bonne façon d'amorcer l'arc
S'assurer que le connecteur de pièce (ou prise de masse) est bien connecté à la pièce.
Abaisser le masque à serre-tête ou tenir le masque à main sur le visage. Gratter lentement l'électrode sur le métal, cela crée des étincelles. Tout en grattant, soulever l'électrode de 1/8 po (3,2 mm). L'arc est alors amorcé.
NOTA : Lors de l'amorçage, bouger sans arrêt l'électrode pour ne pas qu'elle colle à la pierce.
NOTA : La plupart des débutants essaient d'amorcer l'arc en faisant tapoter rapidement l'électrode sur la tôle. Il en résulte que l'électrode colle ou que, le mouvement étant trop rapide, l'arc s'éteint immédiatement.
3. La une longueur d'arc
La longueur d'arc est la distance entre l'extrémité de l'électrode et le métal de base.
Une fois que l'arc a été amorcé, il est très important que l'on maintienne la bonne longueur d'arc. L'arc doit être court, et faire environ 1/16 à 1/8 po (1,6-3,2 mm) de longueur. Au fur et à mesure que l'électrode se consume, on doit l'avancer vers la pièce pour maintenir la bonne longueur d'arc.
La meilleure façon de savoir si l'arc a la bonne longueur est d'écouter le son qu'il émet. Un arc court et acceptable émet un «crépitement distinctif, tout comme les œufs que l'on fait frire dans une poêle. L'arc long et inacceptable émet un son creux, un souffle ou un sifflement.
4. La bonne vitesse de soudage
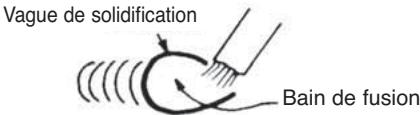
Quand on soude, il est important d'observer le bain de fusion juste en arrière de l'arc. NE PAS REGARDER L'ARC LUI-MÊME. C'est l'aspect du bain et la vague de solidification qui indiquent la bonne vitesse de soudage. La vague doit se situer à environ 3/8 po (9,5 mm) en arrière de l'électrode.
La plupart des débutants ont tendance à souder trop rapidement, et il en résulte un cordon mince et irrégulier ressemblant à un ver. Ils ne regardent pas le métal fondu.
IMPORTANT: Il n'est généralement pas nécessaire de faire osciller l'arc, ni d'avant en arrêté ni sur le côté. Souder à un rythme régulier. C'est plus facile.
NOTA : Quand on soude des tôles minces, on s'aperçoit que l'on doit augmenter la vitesse de soudage, mais quand on soude des tôles épaisses, il est nécessaire d'aller plus lentement afin d'obtenir une bonne pénétration.
La meilleure façon de s'entraîner pour obtenir :
- La bonne position de soudage
- La bonne façon d'amorcer l'arc
- La bonne longueur d'arc
- La bonne vitesse de soudage
est de consacrer un peu plus de temps à l'exercice suivant.
Matériel et réglage du courant :
Tôle en acier doux... 3/16 po (4,8 mm) ou plus d'épaisseur Électrode......... Fleetweld 180 de 1/8 po (3,2 mm)
Réglage du courant... 105 A c. a. ou 95 A c. c. (+)
Règles à suivre :
- Apprendre à amorcer l'arc en grattant l'électrode sur la tôle. S'assurer que l'angle de l'électrode est correct. Si l'on ne dispose pas d'un masque à serre-tête, utiliser les deux mains.
- Une fois que l'on parvient à amorcer l'arc sans collage, s'entraîner à obtenir la bonne longueur d'arc. Apprendre à reconnaître l'arc au son.
- Quand on est sûr de pouvoir maintenir un arc court et crépitant, commencer à avancer. Observer constamment le bain de fusion, et observer la vague de solidification.
- Déposer des cordons sur une tôle plate, parallèlement au bord supérieur (le bord le plus éloigné de soi-même). On s'entraîne ainsi à effectuer des soudures droites et cela permet également de vérifier facilement ses progrès. Ainsi, la dixième soudure aura un bien meilleur aspect que la première. En vérifiant constamment ses erreurs et ses progrès, le soudage devient rapidement un travail de routine.
Métaux communs
L'acier à bas carbone, que l'on appelle parfois acier doux, est l'acier que l'on trouve le plus fréquemment dans les fermes ou dans les petits ateliers. Les principaux articles faits dans ce type d'acier comprennent la plupart des tôles, des plaques, des tuyaux et des profilés laminés comme les profilés en U, les cornières et les poutres en I. Généralement, on peut souder facilement ce type d'acier sans prendre des précautions spéciales. Toutefois, certains aciers contiennent une forte teneur en carbone. Les applications courantes comprennent les plaques d'usure, les essieux, les bielles, les arbres, les socs de charrue et les lames de niveleuses. Dans la plupart des cas, on peut réussir à bien souder ces aciers à haut carbone. Toutefois, on doit veiller à suivre les modes opératoires appropriés comme le préchauffage du métal à souder et, dans certains cas, on doit régler minutieusement la température pendant et après l'opération de soudage. Pour de plus amples informations sur la façon de déterminer quels sont les divers types d'aciers et les autres métaux, et pour obtenir les bons modes opératoires de soudage, nous vous recommandons d'acheter un exemplaire de (voir la page 37).
Quel que soit le type de métal soudé, il est important qu'il soit dépourvu d'huile, de peinture, de rouille ou d'autres contaminants si l'on peut obtenir une soudure de qualité.
Les cinq types de joints soudés sont les suivants : soudures bout à bout, soudures d'angle, soudures à clin, soudures sur chant et soudures en L.
Parmi celles-ci, la soudure bout à bout et la soudure d'angle sont les deux plus courantes.
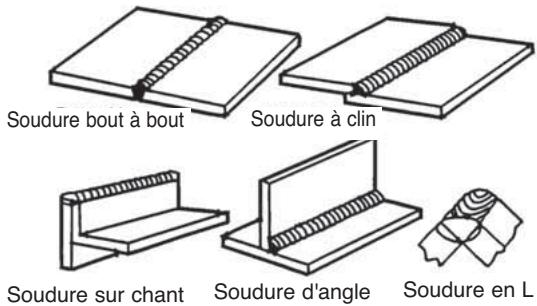
Soudures bout à bout
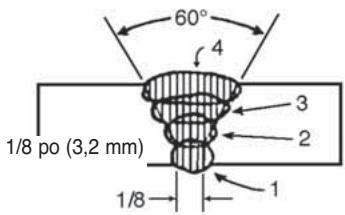
Les souduresboutàbout sont les souduresles plus courantes. Placer deux toles cote à cote, en laissant un écartement de 1/16 po (1,6 mm) pour le métal mince à 1/8 po (3,2mm) pour le métal écais entre les deux pour obtenir une fortepénetration.
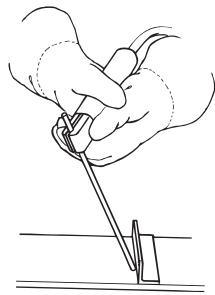
Immobiliser les tôles par des soudures de pointage aux deux extrémités, pour ne pas que la chaleur sépare les deux tôles. (Voir le schéma.)

Souder maintesnant les deux tôles. Souder de gauche à droite (pour un croitier). Pointer l'électrode dans l'écartement entre les deux pièces, en l'inclinant légèrement dans le sens du déplacement.
Observer le métal fondu pour s'assurer qu'il se répartit de façon régulière sur les deux bords et entre les tôles.
Si la pénétration n'est pas de 100% ou presque, une soudure bout à bout est plus faible que les pièces souduées.
Dans cet exemple, la soudure totale ne fait que la moitié de l'épaisseur du métal. Par conséquent, la soudure est environ deux fois moins résistante que le métal.
Dans cet exemple, l'assemblage a été chanfreiné au chalumeau ou meulé avant le soudage de façon à pouvoir obtenir une pénétration de 100%. La soudure, si elle est bien réalisée, est aussi résistante sinon plus que le métal de base. On doit effectuer des passes successives dans le cas des soudures bout à bout sur du métal épais.
Soudures d'angle
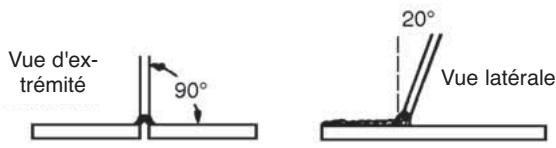
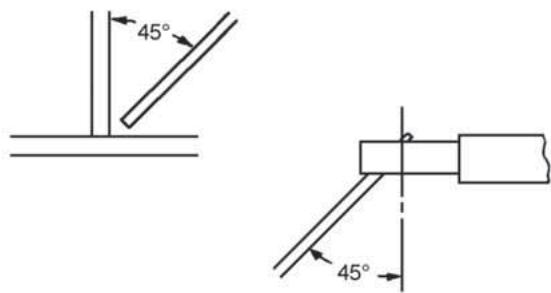
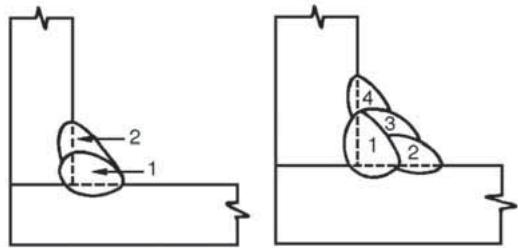
Quand on effectue des soudures d'angle, il est très important de tenir l'électrode à entre les deux côtes, sinon le métal ne se répartit pas de façon régulière.
Pour obtenir facilement l'angle à, placer l'électrode à dans le porte-électrode comme on l'illustré ci-après : Renvoie uniquement la version corrigée du passage, en respectant les règles. N'ajoute aucun mot qui ne soit pas déjà présent ou clairement tronqué. Pour obtenir facilement l'angle à, placer l'électrode dans le porte-électrode comme on l'illustré ci-après :
Faire des soudures d'angle multipasses à l'horizontale comme l'illustre le schéma. Déposer le premier cordon dans l'angle avec un courant suffisamment élevé. Maintenir l'angle de l'électrode nécessaire pour déposer les cordons de remplissage comme l'indique l'illustration en déposant le cordon final contre la plaque verticale.
Soudage en position verticale
Dans cette position, on peut souder soit en montant soit en descendant. On soude à la verticale en montant quand on veut obtenir une soudure large et résistante. On soude principalement à la verticale en descendant sur les tôles pour obtenir des soudures rapides et à faible pénétration.
Soudage à la verticale en montant
Quand on soude à la verticale en montant, le problème est de placer le métal fondu à l'endroit désiré et de l'y faire rester. Si l'on dépose trop de métal fondu, celui-ci est attiré vers le bas par gravité et il «ségoutte». Par conséquent, il faut suivre une certaine technique :
- Utiliser l'électrode Fleetweld® 180 de 1/8 po (3,2 mm) à 90-105 A ou de 3/32 po (2,4 mm) à 60 A.
- Quand on soude, l'électrode doit être à l'horizontal ou pointer légèrement vers le haut. (Voir le schéma.)
- L'arc est amorcé et le métal est déposé au fond des deux pièces à souder.
- Avant que trop de métal fondu ne soit déposé, on déplace LENTEMENT l'arc de 1/2 à 3/4 po (12-20 mm) vers le haut. On éloigne ainsi la chaleur du bain de fusion et celui-ci se solidifie. (Si l'on ne déplace pas l'arc suffisamment tôt, trop de métal se dépose et «S'égoutte»).
- Le mouvement ascendant de l'arc est causé par un léger mouvement du poignet. En tout cas, le bras ne doit pas bouger vers l'intérieur et vers l'extérieur, car cela rend le processus global très compliqué et difficile à apprendre.
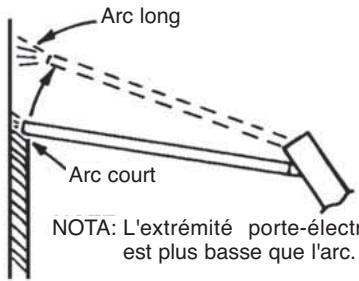
- Si le mouvement ascendant de l'arc est effectué correctement avec un mouvement du poignet, l'arc deviendra automatiquement un arc long qui dépose peu ou pas de métal. (Voir dessin.)
- During this entire process the ONLY thing to watch is the molten metal. As soon as it has solidified, the arc is SLOWLY brought back, and another few drops of metal are deposited. DO NOT FOLLOW THE UP AND DOWN MOVEMENT OF THE ARC WITH THE EYES. KEEP THEM ON THE MOLTEN METAL.
- When the arc is brought back to the now solidified puddle, IT MUST BE SHORT, otherwise no metal will be deposited, the puddle will melt again, and it will "drip."
- It is important to realize that the entire process consists of SLOW, DELIBERATE movements. There are no fast motions.
- On déplace l'arc vers le haut par un très léger mouvement du poignet. On ne doit en aucun cas faire un mouvement de va-et-vient avec le bras, car le processus serait très compliqué et difficile à apprendre.
- Si l'on effectue correctement le mouvement ascendant de l'arc avec le poignet, l'arc devient automatiquement long et dépose peu ou pas de métal. (Voir le schéma.)
- Pendant toute l'opération de soudage, la SEULE chose à observer est le métal fondu. Dès que le métal est solidifié, on ramène LENTEMENT l'arc en arrêté, et on dépose quelques gouttes supplémentaires de métal. NE PAS SUIVRE DES YEUX LE MOUVEMENT ASCENDANT ET DESCENDANT DE L'ARC. GARDER LES YEUX SUR LE METAL FONDU.
- Quand on ramène l'arc sur le bain de fusion maintenant solidifié, IL DOIT ÊTRE COURT, sinon aucun métal n'est déposé, le bain fond à nouveau et «s'égoutte».
- Il est important de se rendre compte que tout le processus consiste à effectuer des mouvements lents et délibérés. Il ne faut pas effectuer des mouvements rapides.
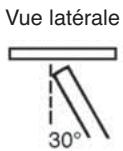
Soudage à la verticale en descendant
On effectue les soudures à la verticale en descendant à un rythme rapide. Par conséquent, ces soudures sont peu profondes et étroites et donc excellentes pour les tôles. Ne pas utiliser la technique à la verticale en descendant sur du métal écais. Les soudures ne seraient pas suffisamment résistantes.
- Utiliser l'électrode Fleetweld 180 de 1/8 po (3,2 mm) ou de 3/32 po (2,4 mm).
- Sur le métal mince, utiliser 60-75 A (1/4 épaiss. 75 A - 1/6 épaiss. 60 A).
- Tenir l'électrode inclinée de 30 à, l'extrémité pointant vers le haut.
- Maintenir un arc TRÉS COURT, mais ne pas laisser l'électrode toucher le métal.
- Un mouvement de fouettettement de haut en bas empêchera de tracer la tôle très mince.
- Observer attentivement le métal fondu.
Il est important de continuer à baisser le bras lors de la réalisation de la soudure de sorte que l'angle de l'électrode ne change pas. Déplacer l'électrode suffisamment vite pour que le laitier ne rattrape pas l'arc. Le soudage à la verticale en descendant donne des soudures minces et peu profondes. On ne doit pas l'effectuer sur du métal épais qui nécessite des soudures larges.
On utilise diverses techniques pour le soudage au plafond. Toutefois, pour simplifier la tâche du soudeur inexpérimenté, la technique suivante est probablement celle qui convient le moins :
- Utiliser une électrode Fleetweld 180 de 1/8 po (3,2 mm) à 90-105 A ou de 3/32 po (2,4 mm) à 60 A.
- Placer l'électrode dans le prolongement du porte-électrode.
- Tenir l'électrode inclinée approximativement à par rapport à la verticale, quand on regarde depuis le côte et depuis l'extrémité.
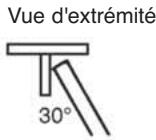
Il est important de maintenir un arc TRÉS COURT. (Avec un arc long, le métal fondu tombe, avec un arc court le métal fondu reste en place.)
Si cela est nécessaire (selon l'aspect du bain de fusion), imprimer à l'électrode un léger fouettement le long du joint à souder pour empêcher le métal fondu de s'égoutter.
Soudage de tôles
Le soudage de tôles présente un problème supplémentaire. La faible épaisseur du métal fait qu'il est très facile de traverser la tôle. Suivre ces règles simples :
- Tenir l'arc très court. Ceci empêche de faire des trous étant donné que les débutants semblent maintenir un arc trop long.
- Utiliser une électrode Fleetweld de 1/8 po (3,2 mm) ou de 3/32 po (2,4 mm).
- Utiliser une faible intensité : 75 A pour l'électrode de 1/8 po (3,2 mm) et 40-60 A pour l'électrode de 3/32 po (2,4 mm).
- Avancer rapidement. Ne pas laisser la chaleur trop longtemps au même point. Faire osciller rapidement l'électrode.
- Dans la mesure du possible, effectuer des soudures à clin. Cela double l'épaissur du métal.
Rechargement dur
Il y a plusieurs types d'usure. Les deux types d'usure les plus courants sont :
- Usure métal-terre
(Socs de charrue, lames de boutoir, godets, socs de cultivateur et autres pièces métalliques entrant dans le sol.)
- Usure métal-métal
(Tourillons, arbres, rouleaux et galets, roues de grue et de wagonnets, etc.)
Chacun de ces types d'usure exige un type différent d'électrode de rechargement dur.
Quand on utilise la bonne électrode, la durée de vie de la pièce est dans la plupart des cas au moins deux fois plus longue. Le rechargement dur des socs de charrue permet par exemple de labourer trois à cinq fois plus de surface.
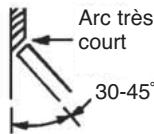
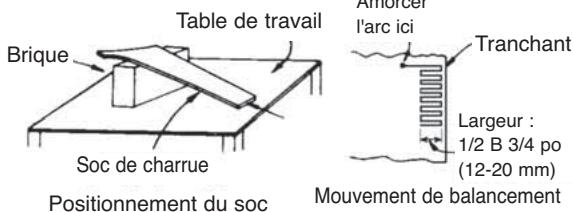
Comment recharger le tranchant (usure métal-terre)
- Meuler le soc sur environ 1 po (25 mm) de largeur le long du tranchant, de façon que le métal soit poli.
- Placer le soc sur un plan incliné d'environ 20° à. Le meilleur moyen est de placer une extrémité du soc sur une brique. (Voir le schéma).
La plupart des utilisateurs désirent recharger la partie inférieure du soc, mais certains peuvent juger que l'usure se fait sur le dessus. Ce qui est important, c'est de recharger le côté qui s'use.
- Utiliser l'électrode Wearshield™ ABR de 1/8 po (3,2 mm) à 90-105 A. Amorcer l'arc à environ 1 po (2,5 mm) du tranchant.
- Déposer le cordon avec un mouvement de balancement. Le cordon doit faire 1/2 à 3/4 po (12,5-19 mm) de largeur. Ne pas laisser l'arc souffler sur le tranchant pour ne pas l'émousser. (Voir le schéma.)
- Adopter la méthode à pas de pèlerin. Commencer à souder à 3 po (75 mm) du talon du soc et souder jusqu'au talon. La deuxième soudure doit commencer à 6 po (150 mm) du talon, la troisième à 9 po (225 mm), etc.
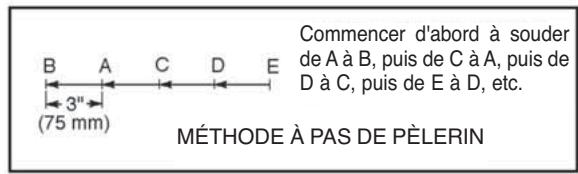
La méthode de soudage à pas de pêlerin diminue considérablement les risques de fissuration du soc et réduit également de façon importante le gauchissement éventuel.
NOTA : Toute l'opération est plutôt rapide. De nombreux débutants précédent bien trop lentement quand ils rechargent les socs de charrue, et risquent de tracer le métal mince.
RechargeMENT dur des galets et rouleaux (usure métal-métal)
On a très souvent recours au rechargement dur pour combattre l'usure métal-métal des galets et rouleaux et des rails qui se déplacent sur ceux-ci.
Le rechargement est effectué sur ces pièces principalement pour une raison monétaire. En effet, quelques dollars dépensés en électrode permettront de recharger complètement un galet ou un rouleau et la durée de vie de la surface rechargée sera plusieurs fois supérieure à la durée de vie normale de ces rouleaux et galets.
Si l'on suit la méthode suivante, il n'est même pas nécessaire d'enlever le palier graisseur pendant le soudage. Ceci permettra de gagner beaucoup de temps :
- On fait glisser le rouleau (ou le galet) sur une longueur de tuyau appuyée sur deux chevalets. Cela permet à l'opérateur de le tourner pendant le soudage.
- Utiliser les electrodes Wearshield™ BU de 5/32 po (4 mm) à 175 A ou de 3/16 po (4,8 mm) à 200 A.
- Déposer le cordon sur la surface d'usure parallèlement et pas perpendiculairement au tranchant.
- Refroidir le rouleau (ou le galet) en le trempant dans l'eau et en arrêtant l'opération de soudage de temps en temps. Cela empêchera le galet (ou le rouleau) de se contracter sur le palier graisseur.
- Recharger aux dimensions. Le métal de soudure déposé par l'électrode BU est souvent si lisse qu'un usinage ou un meulage ne sont pas nécessaires.
NOTA: La trempe du rouleau (ou du galet) a un autre objectif : elle augmente la dureté et par conséquent la durée de vie du dépôt.
Le rechargement dur des rails est bien plus facile :
- Placer les rails de sorte que le côté qui se déplace sur les rouleaux et galets soit vers le haut.
- Utiliser les électrodes Wearthield™ BU. Adopter le même réglage d'intensité que pour les galets et rouleaux.
- Recharger aux dimensions.
- Ne pas tremper. Le dépôt sera ainsi légèrement plus doux que celui des galets et rouaux. Cela signifie que l'usure se fera principalement sur les rails, qui sont bien plus faciles, moins longs et moins onéreux à recharger.
NOTA : La même électrode, Wearthield™ BU, donne deux durées recherchées que l'on obtiendra en modifiant légèrement la vitesse de refroidissement. Il sera ainsi possible de placer le dépôt le plus dur sur les pièces les plus onéreuses.
NOTA : L'extérieur des rails (le côté qui entre en contact avec la terre) doit être rechargé avec le produit Wearthield™ ABR, étant donné que ce côté a une usure métal-terre.
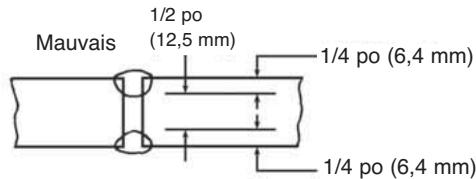
Quand on soude sur une pièce de fonte froide, la chaleur intense de l'arc est absorbée et répartie rapidement dans la masse froide. Ce chauffage suivi du refroidissement subit crée une fonte BLANCHE et FRAGILE dans la zone de fusion.
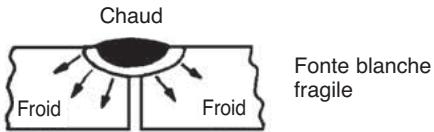
C'est la raison pour laquelle les soudures dans la fonte cassent. En fait, la soudure compte resté sur une des deux pièces de la fonte rompue et par conséquent il n'y a pas de soudure sur l'une des deux pièces. (Voir le schéma ci-après.)
Lors de la rupture, la soudure reste sur une seule pièce.
Pour y pallier, l'opérateur de soudage a deux choix :
- Préchauffer la pièce au complet entre 500 et 1 200 °F (260-649 °C). Si la fonte est chaude avant le soudage, il n'y aura pas de refroidissement subit qui donne une fonte blanche fragile. Toute la pièce moulée refroidira lentement.
- Souder 1/2 po (12,5 mm) à la fois et ne revenir à cet endroit que quand la soudure est refroidie (au toucher).
De cette façon la masse ne reçoit pas une grande quantité de chaleur.
La plupart des soudeurs inexpérimentés utiliseront probablement la deuxième méthode, étant donné qu'ils n'ont pas de moyen de préchauffer les grosses pièces moulées. On peut (et on doit) préchauffer facilement les petites pièces moulées avant le soudage. Une forge, un four, un feu ou la torche à arc sont d'excellents moyens de préchauffage.
Quand on utilise la méthode 1/2 po (12,5 mm) à la fois, on recommande de commencer à 1/2 po (12,5 mm) du cordon précédent et de souder vers celui-ci. C'est ce que l'on appelle la méthode à pas de pèlerin.
Après avoir souder la fonte, protéger la pièce moulée contre un refroidissement rapide. La placer dans un contenant de sable ou de chaux.
Si l'on ne dispose pas de sable ou de chaux, couvrir la pièce à l'aide de tôles ou de tout autre matériel ininflammable qui la protégeront contre les courants d'air et conserveront la chaleur.
Préparation de la plaque en fonte
Quand cela est possible, on doit effectuer une préparation en V en meulant ou en limant les pièces pour obtenir une pénétration complète. Ceci est particulièrement important sur les pièces moulées épaisses nécessitant une résistance maximale. Dans certains cas, on peut utiliser un support à l'envers et on peut écarter les pièces de 1/8 po (3,2 mm) ou plus.
Dans le cas des sections ne nécessitant qu'un joint étanche et pour lesquelles la résistance n'est pas importante, on peut souder l'assemblage après avoir légèrement chanfreiné les bords. (Voir le schéma e) ci-après.)



- Morceau de ferraille utilisé comme support à l'envers
Trois façons de préparer les bords quand une détenteuration complète est nécessaire.

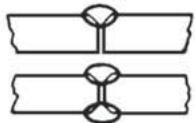
Cordons simples et doubles avec et sans chanfreinage pour obtenir des joints soudés étanches et à résistance moyenne.
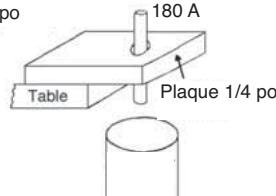
Coupage (Ne pas dépasser le facteur de marche - Voir la page 10.) On peut utiliser la source de courant de soudage et l'électrode pour couper l'acier et la fonte. Suivre ce mode opération :
- Utiliser une électrode Fleetweld 180 de 1/8 po (3,2 mm) ou de 5/32 po (4 mm.)
- Régler la source de courant au maximum (225 A).
- Maintenir un arc long sur le bord du métal, et faire fondre celui-ci.
- Pousser l'arc dans le métal fondu, pour faire tomber celui-ci.
- Relever l'électrode et recommencer.
Il est important de continuer ce mouvement de sciage, de haut en bas, pour faire fondre le métal et le chasser.
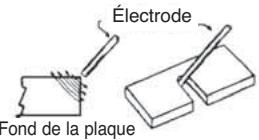
Coupage d'une plaque avec une électrode.
Perçage de trous
- Réglage de la source de courant : maximum (225 A).
- Diamètre de l'électrode Fleetweld 180: 1/8 (3,2 mm) ou 5/32 po (4 mm).
- Tenir l'électrode avec un arc long perpendiculaire à la plaque dans laquelle on doit percer le trou.
- Une fois que le métal est fondu, pousser l'électrode dans le bain de fusion.
- Laisser le métal fondu s'égoutter du trou.
- Faire des cercles avec un arc long tout autour du bord du trou pour obtenir un trou du diamètre voulu. Électrode 5/32 ou 1/8 po. Utiliser 180 A. Perçage de trou avec une électrode.
Si l'on enfonce l'électrode trop tout elle se colle dans le bain de fusion. S'assurer que le métal est fondu avant de la pousser.
NOTA: Sur les pièces épaisses (5/16 po (7,9 mm) ou plus), placer la plaque à percher à la verticale, et l'électrode à l'horizontale. Cela permet au métal fondu de s'égoutter librement pendant qu'onerce.
Utilisation de la torche à arc au carbone
... soudage de l'aluminium et des alliages de cuivre
... brasage fort et brasage tendre
... chauffage, pliage et redressage
Matériel nécessaire
- Torche à arc au carbone Lincoln L-2645. Son intensité nominale est de 100 A.
- Électrodes de carbone de 1/4 po, 5/16 po ou 3/8 po (6,5, 7,9 ou 9,5 mm). N'utiliser que des électrodes à revêtement cuivré et pleines pour éviter que le porte-électrode ne surchauffe et pour permettre que les électrodes se consument de façon régulière.
- Source de courant c. a. ou c. c. Les électrodes de carbone se consument bien plus rapidement en c. c. qu'en c. a. De plus, l'électrode raccordée à la sortie c. c. positive doit être plus grosse que l'électrode connectée à la sortie c. c. négative pour que les deux électrodes se consument à peu près à la même vitesse.
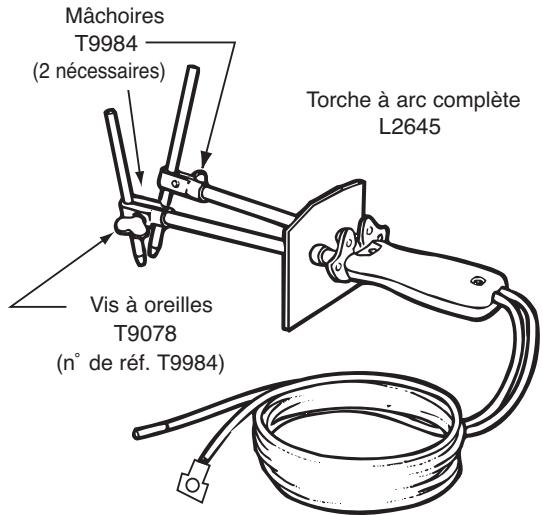
Raccordements de la torche
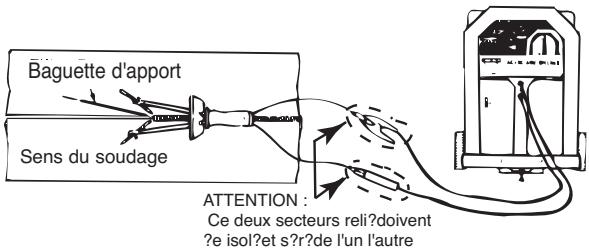
Encoincer l'embout droit à l'extrémité d'un cable de la torche à arc dans le porte-électrode standard. Fixer la pince à ressort à l'extrémité de l'autre cable au connecteur de pièce ou à la table de soudage où le cable de retour est fixé. Si le cable est connecté à la table, isoler la pièce de la table. Voir le schéma ci-après.

Le rayonnement de l'arc peut brûler
Le RAYONNEMENT de la torche à arc au carbone provoque des brûlures d'arc graves sur la peau non protégée. Par conséquent, on recommande de porter une paire de gants de travail, une chemise à manches longues ou des manchettes ainsi qu'un tablier.
Utiliser un masque à serre-tête avec oculaire n° 11 ou 12. Les lunettes-masques utilisées pour le soudage oxyacetylenique n'assurent pas une protection suffisante des yeux et du visage.
Quand on règle la longueur des électrodes de carbone, s'assurer que la source de courant de soudage est arrêtée. Pendant que l'on effectue ce réglage, un coup d'arc peut brûler les mains ou les yeux.
Quand on pose la torche, éviter que les électrodes de carbone touchent l'établi ou la pierre à la masse. Par mesure de précaution, il vaut mieux arrêter la source de courant de soudage. On peut encore soit poser la torche sur une surface isolée ou la poser sur le côté, les câbles pendant par-dessus l'établi, la poignée reposant sur l'établi.
NE PAS DÉPASSER LE FACTEUR DE MARCHE NOMINAL DE LA SOURCE DE COURANT. Si l'on dépasse le facteur de marche sur des périodes successives de 10 minutes, la source de courant peut surchauffer, ce qui peut endommager les enroulements. (Voir la page 10.)
Réglages de chaleur
Les réglages de courant recommandés pour les différentes épaisseurs de matériel ainsi que le diamètre des électrodes de carbone sont disponibles dans le tableau ci-après. En général, il faut utiliser juste le courant nécessaire pour que le métal d'apport s'écoule librement sur la pièce. Ne pas utiliser des courants trop élevés pour ne pas que l'enrobage en cuivre se consume à plus de 1/2 po (12,5 mm) au-dessus de l'arc.
Placer les électrodes de carbone pour qu'elles dépassent d'environ 2 po (50 mm) des mâchoires en cuivre.

Avertissement
S'assurer que la source de courant est arrêtée quand on fait ce réglage.
| Épaissur du métal de base po (mm) | Réglage de courant (A) approximatif (c.a.) | Ø electrode de carbone po (mm) |
| 1/32 (0,8) | 30-50 | 1/4 (6,4) |
| 1/16 (1,6) | 50-60 | 1/4 (6,4) |
| 1/8 (3,2) | 70-80 | 5/16 (7,9) |
| 1/4 (6,4) | 90-100 | 3/8 (9,5) |
Après avoir réglé le courant de la source et réglé la portée terminale de l'électrode de carbone, mettre la source de courant en marche et commencer à souder.
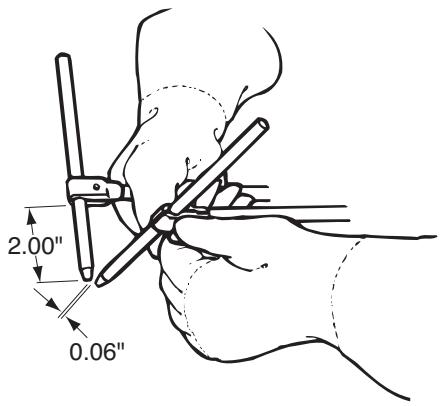
Utiliser les vis à ailettes sur la torche à arc pour faire tournier les électrodes de carbone jusqu'à ce qu'elles se touchent. Amorcer l'arc en inversant le réglage des vis à ailettes pour que les électrodes de carbone s'écartent de 1/16 à 3/16 po (1,6 à 4,8 mm). Au fur et à mesure que les électrodes de carbone se consument, se servir des vis à ailettes pour maintenir l'arc désiré. Quand on ne peut plus maintenir le bon arc, arrêter la source de courant et régler la portée terminale des électrodes de carbone.
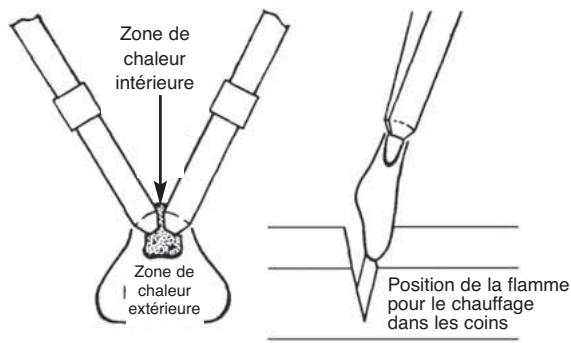
Une flamme large, douce et calme donne les meilleurs résultats pour la plupart des travaux. Quand les extrémités des électrodes de carbone sont trop près l'une de l'autre, cela produit une petite flamme accompagnée d'un crépitement ou d'un sifflement.
Les schémas ci-après donnent un exemple d'une bonne forme de flamme. La flamme se déploie pour former une «queue de poisson» avec dard et panache. Utiliser la flamme illustrée pour chauffer dans une fissure ou un angle.
On augmente ou on diminue la chaleur en modifiant le réglage du courant, en éloignant ou en rapprochant les électrodes de carbone, ou en modifiant la distance entre la flamme et la pièce. Quand la pièce est placée sur une table métallique, la table absorbe une partie de la chaleur. Pour éviter de grandes déperditions de chaleur, on peut placer la pièce sur de fines bandes métalliques ou sur de l'isolant.
Desserrage des écrous et boulons
Applique la chaleur avec la torche à arc pendant quelques secondes pour pouvoir desserrer facilement les écrous.
Chauffage des pièces épaisses
On peut chauffer plus rapidement les pièces métalliques épaisses en les mettant à la base de sorte que l'arc jaillisse entre les électrodes de carbone et la pièce ainsi qu'entre les deux électrodes. Pour ce faire, connecter l'électrode de tête (électrode qui dirige le sens du déplacement) au porté-electrode. Connecter l'électrode arrière et le câble de masse (ou câble de retour) à la pièce ou à table de soudage. Ainsi, en relevant la torche, on diminue la quantité d'arc qui va vers la pièce et on réduit par la même chaleur. L'arc entre les électrodes de carbone et la pièce a tendance à piquer la surface de la pièce.
Chaleur intense
Chaleur moyenne
Chaleur faible
Soudage des alliages d'aluminium
Il y a de plus en plus de pièces en aluminium à réparer. On peut effectuer ces réparations en utilisant simplement une source de courant c. a. avec des électrodes Aluminweld 43 et une torche à arc. La torche à arc permet de préchauffer la tôle en aluminium, ce qui assure une bonne fusion.
Préparation des pièces
Nous recommandons ci-après des modes de préparation des bords et des types d'assemblage pour différentes épaisseurs de métal de base. On doit effectuer toutes les soudures dans la position à plat. Faire tourner les pièces circulaires.
Écartement nul Soudure Épaisseur < 1/16 po (1,6 mm) SOUDURE BOUT À BOUT AVEC SUPPORT À L'ENVERS EN FER OU EN ACIER
SOLDADURA A TOPE 1.6-4.8 mm (1/16-3/16")
SOLDADURA DE FILETE
Soudure bout à bout Soudure
1/16-3/16 po (1,6 - 4,8 mm)
On doit chanfreiner les bords pour obtenir la bonne résistance.
Soudure d'angle
Mode d'opération de soudage
- Utiliser les courants alternatifs et les diamètres d'électrode de carbone recommends disponibles dans le tableau de la page 29.
- Utiliser une electrode Aluminweld® 43 de 1/8 po (3,2 mm) comme baguette d'apport. La tenir dans la main gauche (pour les droitiers).
- Tenir la torche à arc dans la main droite et amorcer l'arc en court-circuitant les electrodes de carbone et en les écartant de 1/16 po (1,6 mm).
- Tenir la torche à arc comme on l'indique ici. Fixer les yeux juste au-dessus de la torche à arc entre les deux electrodes de carbone.
- Au départ, faire monter et descendre l'arc de 3 à 4 po au-dessus de l'assemblage. Ce préchauffage permet d'obtenir un cordon plus lisse et un amorçage plus facile quand on applique la baguette d'apport.
- Déplacer la torche vers le début de l'assemblage (les droitiers doivent commencer à droite et se déplacer vers la gauche).
- Placer l'extrémité de l'électrode dans l'arc. Si l'enrobage fond et s'écoule facilement dans l'assemblage, c'est que le métal est suffisamment chaud pour commencer à souder.
- Laisser une gouttelette de la baguette fondre et fusionner dans l'assemblage.
- Observer le bain de fusion. Rajouter du métal d'apport en faisant entrer l'extrémité de la baguette dans l'arc et en la faisant sortir au fur et à mesure que la main droite déplace la torche à arc lentement le long de l'assemblage.
Pratique
Quand on essaie de souder en suivant ces modes opératoires, on peut avoir tendance à percer la pièce. Par conséquent, on recommande de s'entraîner pendant quelques minutes avant de travailler sur les pièces à souder. Utiliser des morceaux de ferraille ayant à peu près la même épaissir que la pièce que l'on va souder. S'entraîner pour bien maîtriser l'arc.
Brasage fort
Les techniques utilisées pour le brasage fort à la torche à arc sont très semblables à celles utilisées pour le brasage fort aux gaz. On ne doit utiliser que la chaleur nécessaire pour faire fondre le métal d'apport et pour porter les pièces à braser à la température de fusion du métal d'apport, généralement juste au-dessus de 1 000 °F (538 °C). On obtient un bon joint brasé quand le métal d'apport s'écoule dans l'assemblage et adhère de façon régulière aux surfaces. N'utiliser que la quantité nécessaire de métal d'apport pour obtenir un joint lisse. Utiliser la baguette et le flux de brasage fort aux gaz standard.
Chauffer l'extrémité de la baguette de brasage fort et la tremper dans le flux. Le flux collera à la baguette chaude. Faire aller et venir l'arc sur une courte distance le long de l'assemblage jusqu'à ce que la pièce atteigne la température de fusion de la baguette de brasage fort. Une goutte de la baguette s'écoulera dans l'assemblage quand on obtiendra la bonne température. Appliquer la quantité de flux nécessaire et faire fondre la baguette de brasage pour remplir l'assemblage. Avancer le long de l'assemblage jusqu'à ce que le joint brasé soit terminé.
Si la pièce brasée n'est pas suffisamment chaude, augmenter le courant ou tenir la torche plus près de la pièce. Dans la mesure du possible, mettre l'assemblage à l'horizontal pour assurer le meilleur écoulement du métal en fusion de la baguette.
On peut utiliser la torche à arc pour effectuer des brasures tendres sur la tuyauterie en cuivre ou autres pièces en cuivre, étamées et galvanisées. On obtient les meilleurs résultats avec les pièces à recouvrement. Nettoyer les surfaces à braser et les recouvrir de flux de brasage tendre pour empêcher l'oxydation et activer le brasage tendre. Un fil d'apport de brasage tendre à âme acide produit également de bons résultats.
On peut obtenir les meilleurs résultats de brasage tendre en utilisant la prise de courant la plus BASSE de l'appareil. Utiliser une électrode en carbone de 1/4 po (6,4 mm) de diamètre et s'assurer de bien lui faire toucher la pièce à braser pour éviter un jaillissement d'arc. Il suffit de faire jouer l'arc sur la zone à braser et à répartir du produit d'apport dans l'assemblage quand celui-ci atteint la bonne température. Une fois le brasage tendre terminé, retirer rapidement le carbone pour empêcher la formation d'un arc. Ne jamais trop chauffer pour ne pas que le produit d'apport bouille.
Chauffage, pliage et redressage
Choisir le diamètre de l'électrode de carbone et le réglage du courant selon l'épaisseur du métal à chauffer. Faire jouer l'arc sur la section à chauffer jusqu'à ce que l'on obtienne la bonne température. Pour effectuer le piage on obtient cette température quand les aciers doux ordinaires prennant la couleur rouge terne.
Ne pas tenir les électrodes de carbone trop près de la pierce. Si l'arc jaillit sur la surface, cela augmente la tendance à la fissuration du métal de base quand on effectue le piage.
Entretien de la torche à arc au carbone
La poignée est retenue par une vis et une rondelle à ressort pour assurer juste le bon frottement sur l'électrode. Si l'on enlève la poignée pour une raison ou une autre, on doit serrer légèrement la vis à l'avant de la poignée et la desserrer d'un demi-tour pour obtenir le bon frottement.
Il peut arriver que la vis des mâchoires en cuivre se bloque, aussi il est bon de lubrifier le filetage avec de la graisse graphitée et de bien répartir la graisse dans la mâchoire filée.
Choix des électrodes
Quelle electrode convient moins pour un travail particulier? Comment doit-on l'utiliser? Ce sont des questions importantes parce que le coût, la qualité et l'aspect du travail effectué sont liés au besoin et à l'utilisation de la bonne electrode. On peut classer les ÉLECTRODES POUR ACIERS DOUX dans les deux groupes suivants :
Groupe hors position (E6011)
Ce groupe comprend les électrodes qui ont un arc vigoureux et pénétrant et qui donnent des dépôts à solidification rapide.
On utilise ces electrodes pour le soudage de réparation et de fabrication générale en toutes positions. On les recommande également pour le soudage des tuyaux et pour les soudures bout à bout, en L et sur chant des tôles. On peut également les utiliser pour les travaux de réparation quand on ne peut pas enlever complètement la saleté, la graisse, le placage ou la peinture de l'acier. Généralement utilisées en effectuant les mouvements «A» et «B» (voir ci-après) pour la première passe des soudures verticales en montant.
Groupe à replissage rapide (E6027, E7024)
Ce groupe comprend les électrodes à enrobage écaillé, à poudre de fer qui se caractérisent par leur arc doux et leur coefficient de dépôt élevé. Ces électrodes produisent un laitier lourd et des cordons exceptionnellement lisses. On les utilise généralement pour le soudage de production quand toutes les pièces peuvent être positionnées pour le soudage à plat. Avec ces électrodes on préfère utiliser des cordons étroits en traînant que des cordons larges.
Groupe à grande vitesse (E6012, E6013, E7014)
Ce groupe comprend les électrodes qui ont un arc moyennement piochant et des coefficients de dépôt qui se situent entre ceux des électrodes hors position et à coefficient de dépôt élevé. Ce sont principalement des électrodes de production polyvalentes spécialement utilisées pour les soudures d'angle en descendant et les soudures à clin ou encore pour les soudures courtes et irrégulières qui changent de sens ou de position. On les utilise également beaucoup pour l'entretien et elles sont recommandées pour les soudures d'angle et à clin des tôles. On utilise généralement le mouvement «D» (ci-après) pour le soudage vertical en montant, et les mouvements «A» et «B» conviennent également.
Ces electrodes sont généralement dites « à bas hydrogène ». Ce nom vient du fait que leur enrobage contient peu d'hydrogène, soit au point de vue humidité ou chimique. Les electrodes à bas hydrogène représentent les avantages suivants : résistance exceptionnelle à la fissuration, très faible porosité sur les aciers au soufre et dépôts représentant une bonne qualité radiologique. Par conséquent, on les utilise en priorité pour souder les aciers « à problèmes ». On peut utiliser la E7018 en toutes positions, en effectuant le mouvement « C » recommandé pour la première passée dans le cas des soudures verticales en montant. NE JAMAIS utiliser une technique de fouettement ni un arc long avec ces electrodes. TOUJOURS remplir les cratères en tirant lentement l'électrode pour l'écarter. TOUJOURS tenir ces electrodes au sec. On doit ranger dans des armoires chauffées les electrodes que l'on n'utilise pas dans les quelques heures qui suivent l'ouverture du contenant. On recommande d'utiliser la LH-73 avec la source AC-255. On préfère normalement utiliser le c. c. (+) pour ces electrodes.
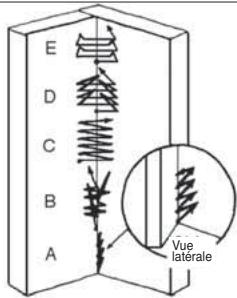
Mouvements
La manipulation dépend de l'assemblage. Certains des mouvements courants sont illustrés ci-après.
Utiliser la méthode de soudage « à pas de pèlerin » quand la déformation pose un problème. Faire en sorte que les forces de retrait réduisent au minimum la déformation.
Le mouvement «A» est un mouvement de fouettement droit utilisé avec les électrodes à solidification rapide pour effectuer des cordons étroits en toutes positions et sur tout type d'assemblage. Il permet d'obtenir un bain de fusion de faibles dimensions et à solidification rapide de sorte que le métal fondu ne s'écoule pas ni ne traverse pas l'assemblage. Maintenir l'arc court dans le créature et plus long en sortant par passages balancées rapides du créature.
Le mouvement «B» est un mouvement de fouettement avec passée légèrement balancée dans le créature. On l'utilise avec les electrodes à solidification rapide pour la première passée des soudures d'angle et en V verticales.
Le mouvement «C» est un simple mouvement de balancement d'un côté à l'autre utilisé avec tous les types d'électrodes pour effectuer des passes de remplissage sur les soudures d'angles et en V verticales. Ce mouvement est également utilisé quelques fois avec les electrodes de remplissage-solidification et avec les electrodes à bas hydrogène pour effectuer la première passée sur ces assemblages.
Le mouvement «D» est un mouvement de balancement triangulaire utilisé avec les types d'électrodes à remplissage-solidification et à bas hydrogène pour effectuer les soudures d'angle et en V verticales en une seule passe. Il donne une soudure plus large que le mouvement «C».
Le mouvement «E» est un mouvement de balancement rectangulaire utilisé avec tous les types d'électrodes pour effectuer des passes de remplissage sur les soudures d'angle et les soudures en V verticales. Il est semblable au mouvement «C», mais avec une pause nette et un léger mouvement ascendant à chaque bord de la soudure pour assurer le remplissage complet du cratère et l'élimination du caniveau.
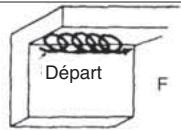
Le mouvement «F» est un mouvement circulaire utilisé avec tous les types d'électrodes pour effectuer des soudures au plafond. Il est parfois accompli d'un léger fouettement après chaque oscillation dans le cratère. Toujours effectuer une série de cordons étroits dans le cas du soudage au plafond, et ne pas effectuer des cordons larges.
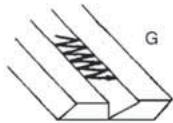
Le mouvement «G» est un simple mouvement de balancement d'un côté à l'autre utilisé avec toutes les électrodes pour les soudures d'angle bout à bout larges à plat.
| ELECTRODE SELECTION GUIDE | ||||||
| ELECTRODE TYPE & POLARITY TIPO Y POLARIDAD DEL ELECTRODO TYPE D'ÉLECTRODE ET POLARITÉ | · 5/64 | · 3/32 | · 1/8 | · 5/32 | · 3/16 | |
| FLEETWELD® 5P | DC(+) | — | 55 | 105 | — | — |
| FLEETWELD® 180 | DC(±) AC | — — | 55 60 | 85 90 | 125 135 | — — |
| FLEETWELD® 37 & 57 | DC(±) AC | 55 75 | 85 90 | 115 135 | — 175 | — 225 |
| STAINWELD® 309-16 & 308-16 | DC(+) AC | 30 40 | 45 60 | 75 90 | 105 135 | 175 |
| JET-LH® 78 | DC(+) | — | 85 | 115 | — | — |
En plus des électrodes données ci-dessus, on peut également utiliser celles énumérées ci-après. Pour déterminer le diamètre d'électrode à utiliser et le réglage de courant à effectuer, prière de consulter le «Welddirectory» de Lincoln (Bulletin n° C2.10)
| ·Fleetweld® 37 ·Fleetweld® 47 ·Fleetweld® 57 ·Fleetweld® 180 ·Fleetweld® 35 | ·Lincoln® 7018-AC ·Jetweld® LH-110M ·Jetweld® 1 ·Blue Max® 2100 | ·Red Baron® 309/309L MR ·Red Baron® 308L MR ·Red Barron® 347-16 MR ·Wearshield® ME ·Wearshield® MI | ·Wearshield® BU ·Wearshield® Mangjet® ·Wearshield® ABR ·Ferroweld® ·Softweld® 99 Ni |
NOTES
|  |  |  |  |  | |
| WARNING | - Do not touch electrically live parts or electrode with skin or wet clothing. - Insulate yourself from work and ground. | - Keep flammable materials away. | - Wear eye, ear and body protection. | - Keep your head out of fumes. - Use ventilation or exhaust to remove fumes from breathing zone. | |
| Spanish AVISO DE PRECAUCION | - No toque las partes o los electrodos bajo energia con la piel o ropa moja- da. - Aislese del trabajo y de la tierra. | - Mantenga el material combustible fauna del area de trabajo. | - Protégase los ojos, los oídos y el cuerpo. | - Los humos fuera de la zona de res- piración. - Mantenga la casa因为她 de los humos. Utilice ventilación o aspiración para gases. | |
| French ATTENTION | - Ne laissez ni la puau ni des vete- ments mouillés entre en contact avec des pièces sous tension. - Isolez-vous de la piece et de la terre. | - Gardez à l'écart de tout matériel inflamnable. | - Protégéz vos yeux, vos oreilles et votre corps. | - Gardez la tête à l'écart des fumées. - Utilise un ventilateur ou un aspira- teur pour éfter les fumées des zones de travail. | |
| German WARNING | - Berühren Sie keine stromfuhrenden Teile oder Elektroden mit ihrem Körper oder feuchter Kleidung! - Isolieren Sie sich von den Elektroden und dem Erdboden! | - Entfernen Sie brennbarres Material! | - Tragen Sie Augen-, Ohren- und Kör- perschutz! | - Vermeiden Sie das Einmalmen von Schweibrauch! - Sorgen Sie für gute Be- und Entlüfung des Arbeitsplatzes! | |
| Portuguese ATENÇÂO | - Não toque partes electrolyicas e elec- trodos com a pele ou roupa molha- da. - Isole-se da peça e terra. | - Mantenha inflamáveis hem guarda- dos. | - Use proteção para a vista, ouvido e corpo. | - Mantenha seu rosto da fumaça. - Use ventilação e exhaustão para remover fumo da zona respiratória. | |
| Japanese 注意事項 | - 通電中的電気部品、又は溶材にビ フやねけた布で触れないご。 - 施工物或アスから身体が絕緣さ 裁いる様にして下載。 | - 燃をやすいの側の溶接作業 是絶対にはなりまん。 | - 目、耳及び身体に保護具をじて下 き。 | - ヒューマから頸を離すようにじて 下き。 - 换気或排煙に十分留意に下き。 | |
| Chinese 警告 | - 皮肤或濕衣物切勿接觸帶電部件及 鲫鰓。 - 使你自己與地面和工件絕緣。 | - 把一切易燃物品移離工作場所。 | - 佩戴眼、耳及身體勞動保護用具。 | - 頂部遠離煙霧。 - 在呼吸區使用通風或排風器除煙。 | |
| Korean  | - 선드래내 채류상품을 썼은 죹들고는 푡부로 죹개에 죹목지 사원지. - 쯇재와 죹자을 죹목지 사원지. | - 在화beh em 죹개에 죹목지 사원지. | - 盎, 기재에 고등장구름 chock용하심지. | - 問過로부터 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬目的在于 쿬并于 쿬目的在于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬并于 쿬于是 100% | - 代言通販売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳壳売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売売 |
| Arabic  | - مسالم نهور رزامير بعس پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پors | - مسالم نهور رزامير بعس پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور پور pb- | - مسالم نهور رزامير بعس پور پور پور پور پور پور پور پور پور پور pb- |
| ·Turn power off before servicing. | ·Do not operate with panel open or guards off. | WARNING |
| ·Desconectar el cable de alimentación de poder de laquina antes de iniciar cualquier servicios. | ·No operar con panel abierto o guardas quitadas. | Spanish AVISO DE PRECAUTION |
| ·Débranchez le courant avant l'entretien. | ·N'opérez pas avec les panneaux ouverts ou avec les dispositifs de protection enlevés. | French ATTENTION |
| ·Strom vor Wartungsarbeiten abschalten! (Netzstrom vollig öff-nen; Maschine anhalten!) | ·Anlage nie ohne Schutzgehäuse oder Innenschutzverkleidung in Betrieb setzen! | German WARNING |
| ·Não opere com as tampas removidas. ·Desligue a corrente antes de fazer serviços. ·Não toque as partes elétricasnas. | ·Mantenha-se afastado das partes moventes. ·Não opere com os paineis abertos ou guardas removidas. | Portuguese ATENÇÂO |
| ·Mentonelanos·saucevusに取かかの際には、永遠電源スイチを必務切て下いたします。 | ·バネルやカローを取り外たまむで機械操作をしおて下いたします。 | Japanese 注意事項 |
| ·维修前切断電源。 | ·儀表板打開或沒有安全罩時不準作業。 | Chinese 警告 |
| ·複数現場が通過の結果を確認しbih訪問。 | ·拷nareload이 옆리상품로 썸동지마semblsystem. | Korean隨著 |
| ·류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류류不良信息 | Arabic |