MC6600P - Machine à coudre JANOME - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil MC6600P JANOME au format PDF.

Questions des utilisateurs sur MC6600P JANOME
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine à coudre au format PDF gratuitement ! Retrouvez votre notice MC6600P - JANOME et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil MC6600P de la marque JANOME.
MODE D'EMPLOI MC6600P JANOME
SERVICE MANUAL
MC6600
INDEX
TO REMOVE FACE PLATE AND TOP COVER .... 1
TO REMOVE BELT COVER AND MACHINE BASE 2
TO REMOVE AUTO THREAD CUTTER COVER 3
TO REMOVE FRONT COVER 4
TO REPLACE THREAD GUIDE COVER 5
TO REPLACE ARM THREAD GUIDE (2) 6
TO REPLACE CIRCUIT BOARD A AND FUSE 7
TO REMOVE CIRCUIT BOARD K 8
TO REMOVE CIRCUIT BOARD F AND SLIDE VOLUME 9
CONNECTION OF CONNECTORS 10
TO ADJUST NEEDLE DROP POSITION 11
TO ADJUST THE BACKLASH OF HOOK DRIVE AND LOWER SHAFT GEARS ....12
ADJUSTMENT OF HOOK TIMING 13
ADJUSTMENT OF NEEDLE BAR HEIGHT 14
ADJUSTMENT OF CLEARANCE BETWEEN NEEDLE AND ROTARY HOOK 15
ADJUSTMENT OF DIRECTION OF PRESSER BAR AND ITS HEIGHT (1) 16
ADJUSTMENT OF DIRECTION OF PRESSER BAR AND ITS HEIGHT (2) 17
TO ADJUST THE FEED DOG HEIGHT 18
TO REPLACE NEEDLE THREAD TENSION UNIT 19
TO ADJUST THE UPPER THREAD TENSION RELEASE (1).... 20
TO ADJUST THE UPPER THREAD TENSION RELEASE (2).... 21
TO ADJUST THE UPPER THREAD TENSION 22
TO ADJUST THE BOBBIN WINDER STOPPER 23
TO REPLACE NEEDLE THREADER PLATE 24
TO REPLACE AUTO THREAD CUTTER 25
TO ADJUST THREAD DRAWING LEVER 26
TO ADJUST UPPER FEED DOG (1)....27
TO ADJUST UPPER FEED DOG (2) 28
TO ADJUST UPPER FEED DOG HEIGHT 29
THREAD TAKE-UP LEVER PHASE 30
TO ADJUST UPPER SHAFT CLUTCH.... 31
LOWER SHAFT 32
TIMING BELT 33
TO REPLACE DRIVING MOTOR 34
TO ADJUST ZIGZAG TIMING 35
TO ADJUST BUTTONHOLE LEVER POSITION 36
ADJUSTMENT OF STRETCH STITCH FEED BALANCE 37
ADJUSTMENT OF PRESSER BAR SWITCH POSITION 38
TO ADJUST THE AUTO THREAD CUTTER SWITCH POSITION.... 39
TO ADJUST UPPER CLUTCH SOLENOID 40
TO ADJUST THREAD CUTTER SOLENOID 41
TO ADJUST BOBBIN DETAINING SOLENOID 42
DIAGNOSIS CHART 43 - 47
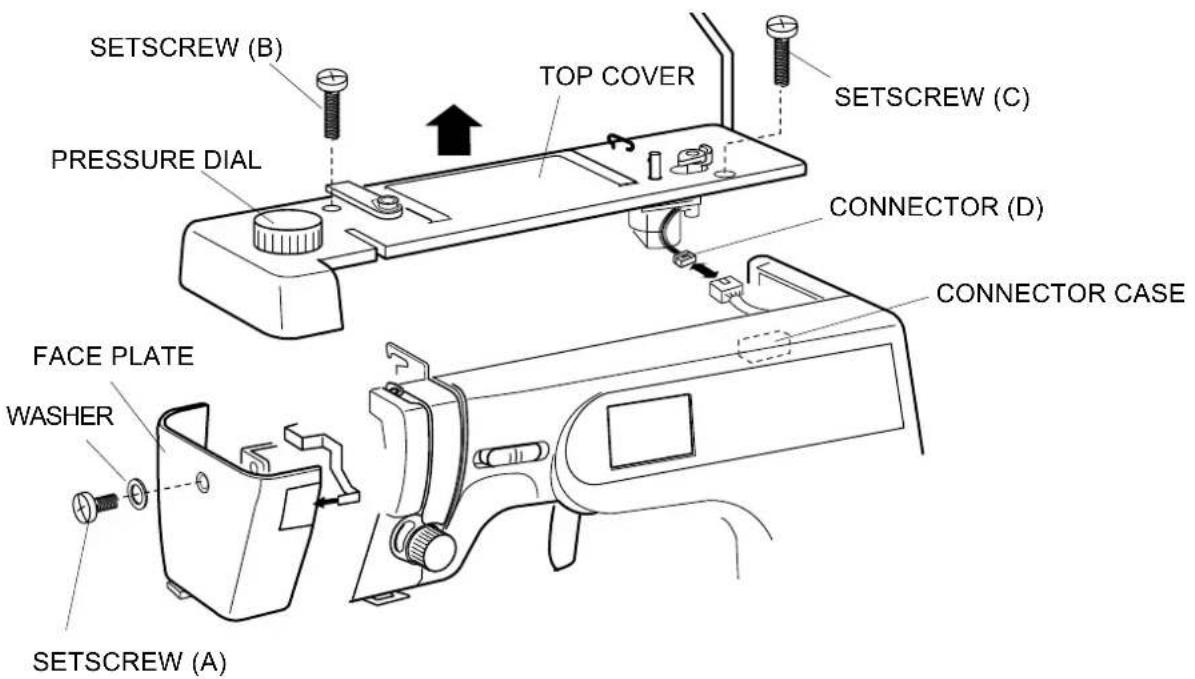
TO REMOVE FACE PLATE AND TOP COVER
text_image
SETSCREW (B) PRESSURE DIAL TOP COVER SETSCREW (C) CONNECTOR (D) CONNECTOR CASE FACE PLATE WASHER SETSCREW (A)FACE PLATE
REMOVE THE SETSCREW (A) TO REMOVE THE FACE PLATE.
ATTACH THE FACE PLATE WITH THE SETSCREW (A).
TOP COVER
- REMOVE THE SETSCREWS (B) AND (C).
- PULL OUT THE CONNECTOR (D) OF THE BOB-BIN WINDER AND REMOVE THE TOP COVER.
- CONNECT THE CONNECTOR (D) AS SHOWN ABOVE. THEN ATTACH THE TOP COVER. TIGHTEN THE SETSCREWS (B) AND (C).
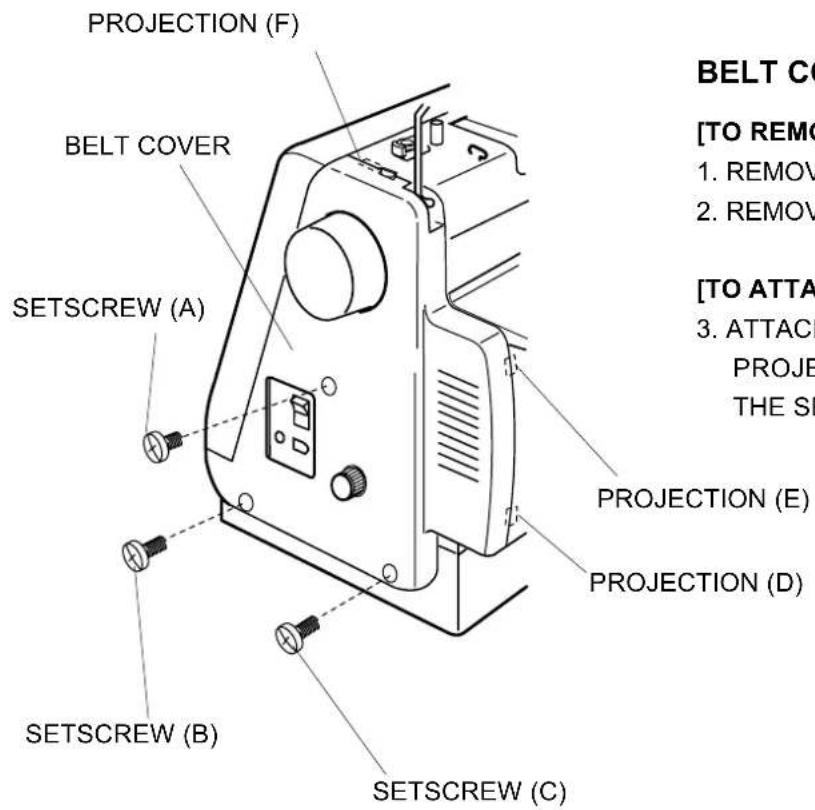
TO REMOVE BELT COVER AND MACHINE BASE
text_image
PROJECTION (F) BELT COVER SETSCREW (A) PROJECTION (E) PROJECTION (D) SETSCREW (B) SETSCREW (C) BELT CO [TO REMO 1. REMOV 2. REMOV [TO ATT 3. ATTACI PROJE THE SEBELT COVER
[TO REMOVE]
- REMOVE THE SETSCREWS (A), (B) AND (C).
- REMOVE THE BELT COVER.
[TO ATTACH]
- ATTACH THE BELT COVER BY INSERTING THE PROJECTIONS (D), (E) AND (F) AND TIGHTEN THE SETSCREWS (A), (B) AND (C).
![JANOME MC6600P - [TO ATTACH] - 1](/content/2026/06/1242159/images/c92c74db559f3d7bf304d9d3dc56f1c7cf3447c8103e6f9d8c86e5b5a83edea9.jpg)
text_image
MACHINE BASE [TO REMOVE] REMOVE THE 5 SETSCRWS (E). [TO ATTACH] ATTACH THE MACHINE BAS FEET, WASHERS AND THE 5 (B), (C), (D) AND (E). SETSCREW (E) SETSCREW (D) SETSCREW (C) SETSCREW (B) RUBBER FOOT WASHER SETSCREW (A)MACHINE BASE
[TO REMOVE]
REMOVE THE 5 SETSCRWS (A), (B), (C), (D) AND (E).
[TO ATTACH]
ATTACH THE MACHINE BASE WITH RUBBER FEET, WASHERS AND THE 5 SETSCREWS (A), (B), (C), (D) AND (E).
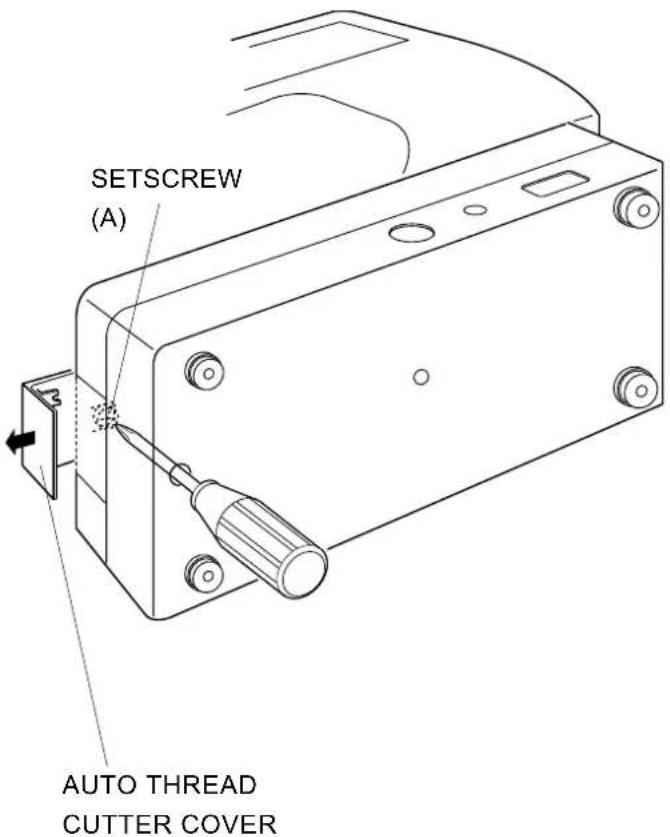
TO REMOVE AUTO THREAD CUTTER COVER
text_image
SETSCREW (A) AUTO THREAD CUTTER COVER[TO REMOVE]:
LOOSEN THE SETSCREW (A) AND PULL OFF THE AUTO THREAD CUTTER COVER.
[TO ATTACH]:
REPLACE THE AUTO THREAD CUTTER COVER AND TIGHTEN THE SETSCREW (A).
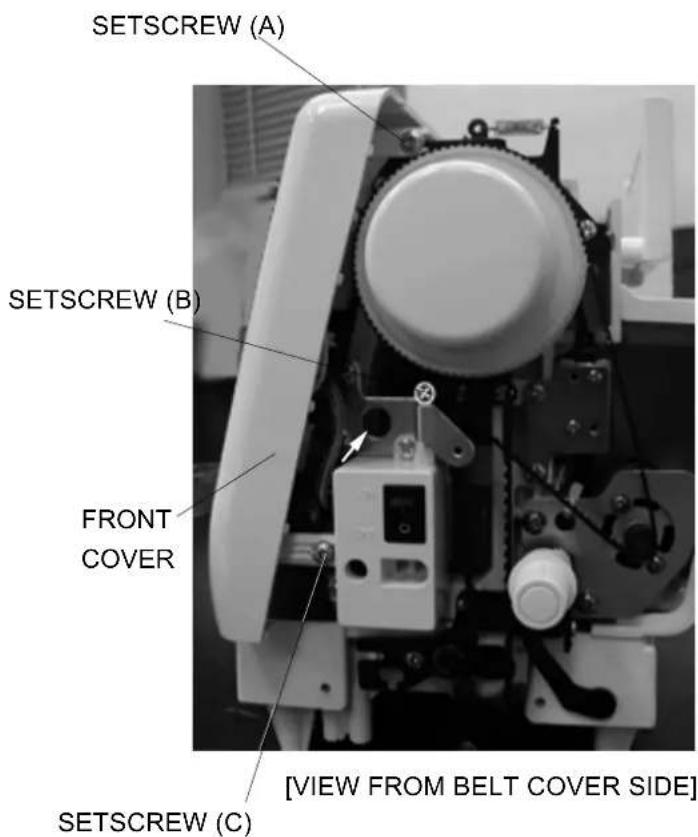
TO REMOVE FRONT COVER
text_image
SETSCREW (A) SETSCREW (B) FRONT COVER SETSCREW (C) [VIEW FROM BELT COVER SIDE][TO REMOVE]
1 REMOVE THE FACE PLATE, TOP COVER AND BELT COVER (REFER TO PAGES 1 AND 2).
2 LOOSEN THE SETSCREWS (A), (B), (C) AND (D).
3 PULL OUT THE CONNECTORS (REFER TO PAGE 22) AND REMOVE THE FRONT COVER.
4 REMOVE THE NYLON CLIP FROM THE UPPER LEFT SIDE OF THE TENSION RELEASE MOTOR.
5 PULL OUT THE CONNECTORS FROM THE PRINTED CIRCUITBOARD K.
[TO ATTACH]
6 PROCEED WITH THE ABOVE PROCEDURE IN REVERSE.
![JANOME MC6600P - [TO ATTACH] - 1](/content/2026/06/1242159/images/3b24404c15db12182a2fa9afcc7ce6256a2e3b5e42a0e06fa9529bf6d0c15abe.jpg)
text_image
[VIEW FROM FACE PLATE SIDE] SETSCREW (D)![JANOME MC6600P - [TO ATTACH] - 2](/content/2026/06/1242159/images/e2f07c373ae201f9c8a0212a18b27c175ea9e06296e8937fc18bb04785e8f9a6.jpg)
text_image
CORDS INSULATION PAPERWHEN ATTACHING THE FRONT COVER, ENSURE THAT THE CORDS SHOWN IN THE PHOTO ON THE LEFT DO NOT GET CAUGHT BETWEEN THE COVER AND THE PARTS.
TO REPLACE THREAD GUIDE COVER
[TO REMOVE]:
![JANOME MC6600P - [TO REMOVE]: - 1](/content/2026/06/1242159/images/eb24b0d457c1efae3eca246f8e4781cea4a31cb1d6225f366fc21a70c3e314b1.jpg)
text_image
SETSCREW (A) THREAD GUIDE COVER (C) SETSCREW (B)- REMOVE THE FACE PLATE AND TOP COVER.
- REMOVE THE SETSCREWS (A) AND (B). REMOVE THE THREAD GUIDE COVER (C).
[TO ATTACH]:
- ATTACH THE THRED GUIDE COVER, ENGAGING THE SLIT WITH THE THREAD GUIDE PLATE (D).
- TIGHTEN THE SETSCREWS (A) AND (B).
![JANOME MC6600P - [TO ATTACH]: - 1](/content/2026/06/1242159/images/7577392ef890824b6ebd00d2346594c7ade9743296f03a174877dfd80ea9f289.jpg)
text_image
SLIT THREAD GUIDE COVER (C) THREAD GUIDE PLATE (D)TO REPLACE ARM THREAD GUIDE (2)
[TO REMOVE]:
![JANOME MC6600P - [TO REMOVE]: - 1](/content/2026/06/1242159/images/c1ccd95ededcffc3c099ce9b09398440e83065059a01bf90e746fc08950cc332.jpg)
text_image
SETSCREW (A) 1. REMOVE TO THE I 2. REMOVE REMOVE [TO ATTACI 3. REVERSE LAMP SETSCREW (B) ARM THREAD GUIDE (2)- REMOVE THE FACE PLATE AND MOVE THE LAMP TO THE LEFT.
- REMOVE THE SETSCREWS (A), (B) AND (C). REMOVE THE ARM THREAD GUIDE (2).
[TO ATTACH]:
- REVERSE THE ABOVE PROCEDURE.
![JANOME MC6600P - [TO ATTACH]: - 1](/content/2026/06/1242159/images/8e1254d46840fb4acb5a28b3fe9b1e5b02a6c0fb12f543caa34748d6a6e1d6c5.jpg)
text_image
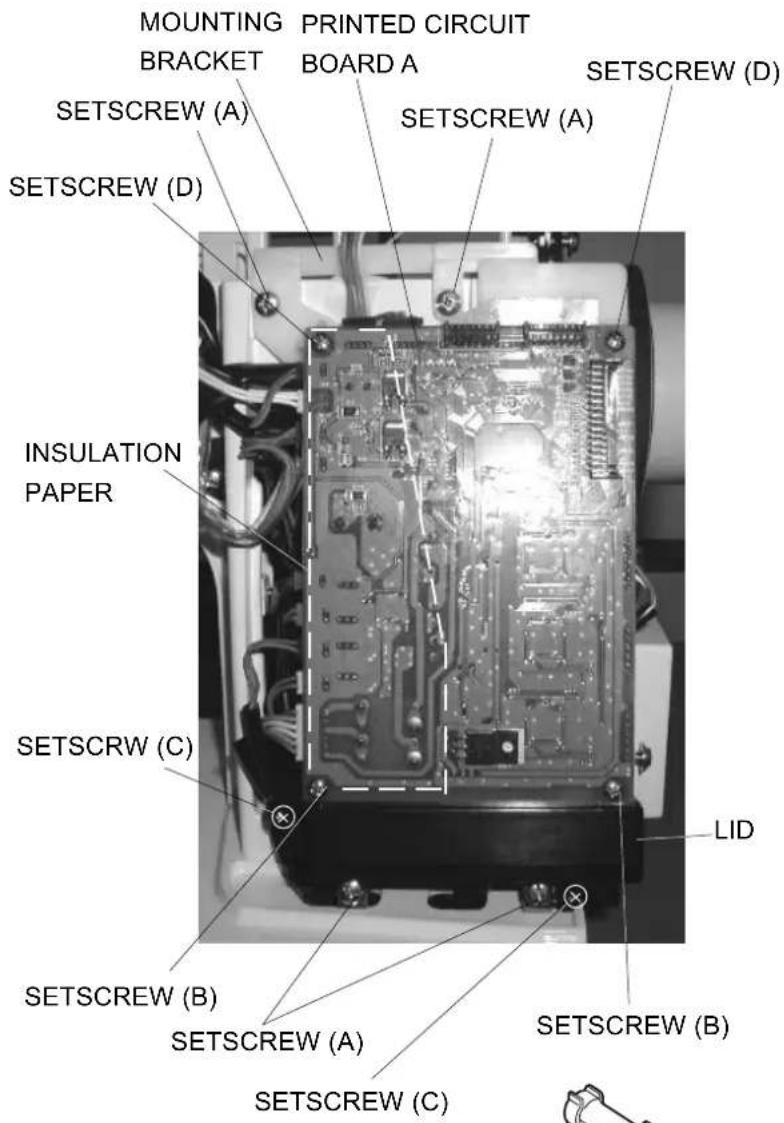
START STOP ARM THREAD GUIDE (2) SETSCREW (C)TO REPLACE CIRCUIT BOARD A AND FUSE
text_image
MOUNTING PRINTED CIRCUIT BRACKET BOARD A SETSCREW (A) SETSCREW (D) INSULATION PAPER SETSCREW (C) LID SETSCREW (B) SETSCREW (A) SETSCREW (B) SETSCREW (C)[TO REMOVE]
1 REMOVE THE FRONT COVER (REFER TO PAGE 4).
2 REMOVE THE 4 SETSCREWS (A).
REMOVE THE CIRCUIT BOARD A TOGETHER WITH THE MOUNTING BRACKET.
3 REMOVE THE 2 SETSCREWS (B) AND 2 SET SCREWS (C).
4 REMOVE THE CIRCUIT BOARD CASE AND LID.
[TO ATTACH]
REVERSE THE ABOVE PROCEDURE.
* THE SHINY SIDE OF THE INSULATION PAPER SHOULD FACE THE CIRCUIT BOARD A.
[TO CHANGE THE FUSE]
- REMOVE THE 2 SETSCREWS (B) AND 2 SETSCREWS (C).
- REMOVE THE CIRCUIT BOARD CASE AND LID.
- PRY THE FUSE OUT WITH A SCREWDRIVER AS SHOWN.
IF THE FUSE IS LOOSE, BEND THE FUSE HOLDER WITH YOUR FINGERS.
REPLACE THE FUSE WITH THE SAME PART NUMBER AS SHOWN IN THE ILLUSTRATION.
![JANOME MC6600P - [TO CHANGE THE FUSE] - 1](/content/2026/06/1242159/images/ccf9f875adeea6de9f525110bae9185faf9231ca9db5fa57e5d21d04f49820a9.jpg)
text_image
SETSCREW (B) (F2) 2.5A PART NO. 000144605 SETSCREW (C) SETSCREW (A) LID (A BOARD CASE) (F2) 2.5A PART NO. 000144605TO REMOVE CIRCUIT BOARD K
text_image
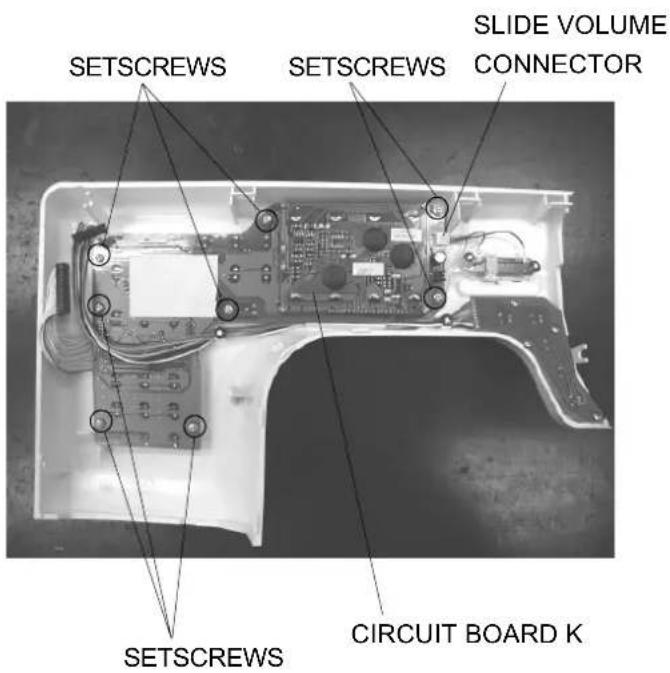
SETSCREWS SETSCREWS SLIDE VOLUME CONNECTOR CIRCUIT BOARD K SETSCREWS[TO REMOVE]
- REMOVE THE FRONT COVER (REFER TO PAGE 4). PULL OUT SLIDE VOLUME CONNECTOR.
- REMOVE THE 8 SETSCREWS AND CIRCUIT BOARD K.
[TO ATTACH]
PROCEED WITH THE ABOVE PROCEDURE IN REVERSE.
TO REMOVE CIRCUIT BOARD F AND SLIDE VOLUME
text_image
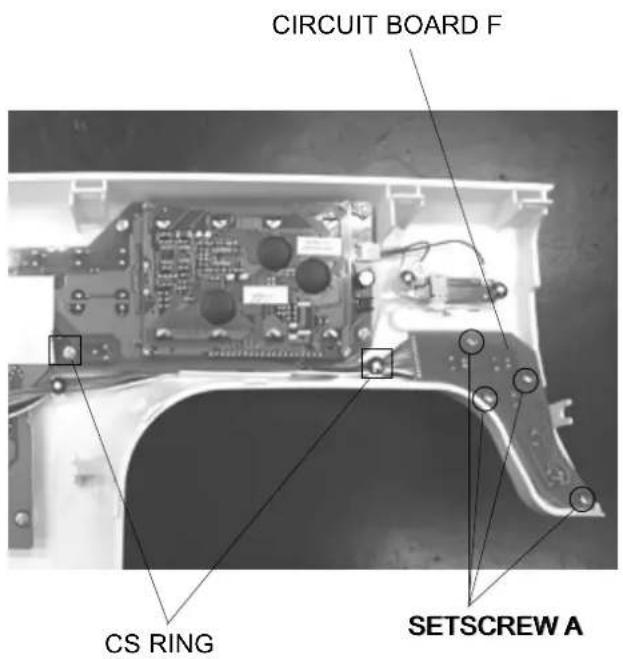
CIRCUIT BOARD F CS RING SETSCREW A[TO REMOVE THE CIRCUIT BOARD F]
- REMOVE THE FRONT COVER (REFER TO PAGE 4)
- PULL OUT THE CONNECTOR FROM THE CIRCUIT BOARD A.
- REMOVE THE 4 SETSCREWS (A), 2 CS RINGS AND CIRCUIT BOARD F.
[TO ATTACH]
REVERSE THE ABOVE PROCEDURE.
MAKE SURE THAT THE BUTTONS ARE PLACED IN THE CORRECT PLACES AND DIRECTION (FIG. 1).
![JANOME MC6600P - [TO ATTACH] - 1](/content/2026/06/1242159/images/7509284dcf00cbca4696ac6d1a5e4d1bcf84f66b1e88c721e969438f01435fb3.jpg)
text_image
CONNECTOR CS RINGSLIDE VOLUME
[TO REMOVE THE SLIDE VOLUME]
- REMOVE THE FRONT COVER (REFER TO PAGE 4)
- PULL OUT THE CONNECTOR FROM THE CIRCUIT BOARD K.
- REMOVE THE 2 CS RINGS AND SLIDE VOLUME.
[TO ATTACH]
REVERSE THE ABOVE PROCEDURE.
CONNECTION OF CONNECTORS
![JANOME MC6600P - [TO ATTACH] - 1](/content/2026/06/1242159/images/5584f1cdc66e5cc0d63430e18a07118fb939b3d2267fabdf78b8160a9fea12c1.jpg)
text_image
PRESSER BAR SWITCH (BLACK 2 PINS) LOWER SHAFT SENSOR (BLACK 5 PINS) BOBBIN WINDER (BLACK 4 PINS) CIRCUIT BOARD F (BLACK 7 PINS) LAMP (WHITE 2 PINS) BH SENSOR (BLACK 3 PINS) AUTO THREAD CUTTER SWITCH (RED 2 PINS) CIRCUIT BOARD A CIRCUIT BOARD K (BLACK 32 PINS) DROP FEED SWITCH (BLUE 2 PINS) FCOOT CONTROL (WHITE 2 PINS) UPPER SHAFT DECLUTCH SOLENOID (RED 2 PINS) MOTOR FOR THREAD TENSION RELEASE (RED 7 PINS) BOBBIN SOLENOID (BLACK 2 PINS) DC MOTOR (WHITE 5 PINS) ZIGZAG STEPPING MOTOR (WHITE 7 PINS) AUTO THREAD CUTTER SOLENOID (WHITE 2 PINS) FEED STEPPING MOTOR (BLACK 7 PINS) TRANSFORMER (SECONDARY) (RED 6 PINS) MACHINE SOCKET (WHITE 2 PINS) TRANSFORMER (PRIMARY) (BLACK 2 PINS) CIRCUIT BOARD K CONNECTOR TO CIRCUIT BOARD K SLIDE VOLUME CIRCUIT BOARD FTO ADJUST NEEDLE DROP POSITION
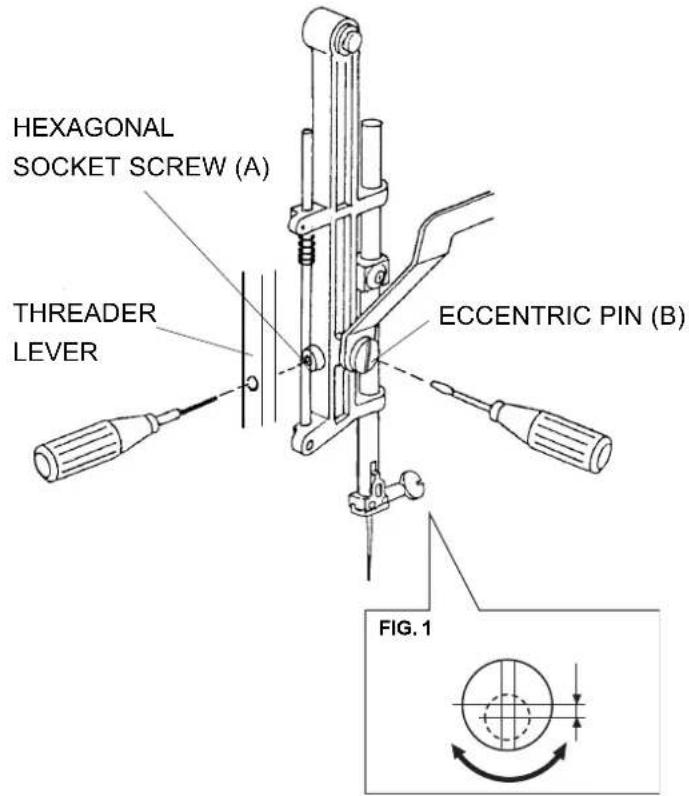
WHEN THE STRAIGHT STITCH IS SELECTED, THE NEEDLE SHOULD BE AT THE CENTER OF THE HOLE OF THE NEEDLE PLATE. WHEN THE MAXIMUM ZIGZAG WIDTH IS SELECTED, THE DISTANCE BETWEEN THE NEEDLE AND THE EDGE OF THE HOLE OF THE NEEDLE PLATE AT THE RIGHT AND LEFT NEEDLE POSITIONS SHOLD BE 0.2 MM OR MORE AS SHOWN IN FIG. 2.
text_image
HEXAGONAL SOCKET SCREW (A) THREADER LEVER ECCENTRIC PIN (B) FIG. 1[TO ADJUST]:
1 REMOVE THE FACE PLATE.
CHECK THE NEEDLE DROP POSITION ON THE STITCH PATTERN ( ) AND ZIGZAG STITCH ( 23 ) WITH MAXIMUM WIDTH.
2 LOOSEN THE HEXAGONAL SOCKET SCREW (A) JUST ENOUGH TO TURN THE ECCENTRIC PIN (B). ADJUST THE NEEDLE DROP POSITION BY TURNING THE ECCENTRIC PIN. THE DIRECTION OF THE ECCENTRIC PIN (B) SHOULD BE AS SHOWN IN FIG. 1.
3 TIGHTEN THE HEXAGONAL SOCKET SCREW (A).
4 ATTACH THE FACE PLATE.
![JANOME MC6600P - [TO ADJUST]: - 1](/content/2026/06/1242159/images/1ae42fa6d1137cadde805f5050bd9e7d138cb6dcf75a8fc7d346e92e5dcbae4b.jpg)
text_image
HOLE OF NEEDLE PLATE 0.2 MM OR MORE A=B 0.2 MM OR MOREFIG. 2
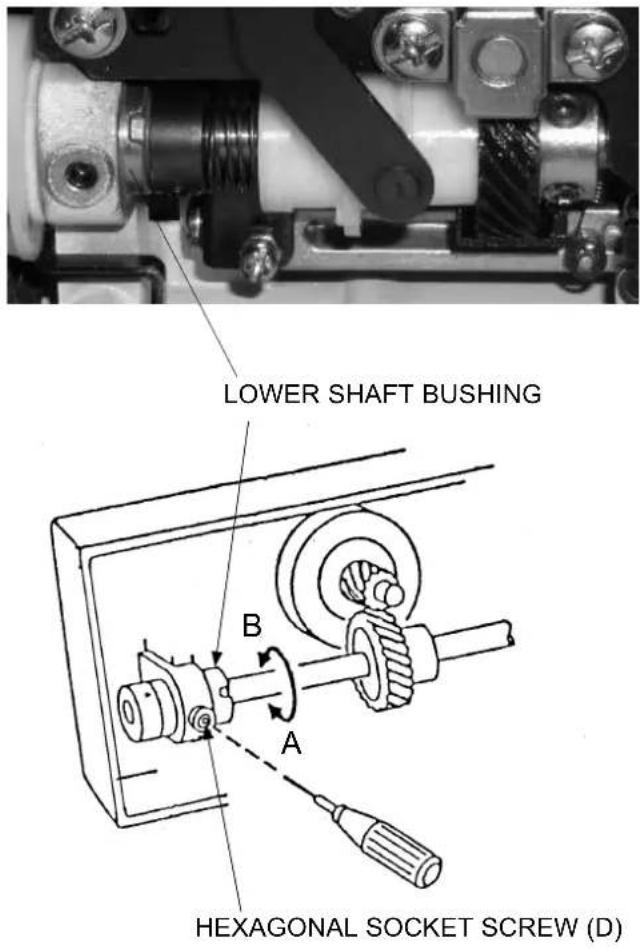
TO ADJUST THE BACKLASH OF HOOK DRIVE AND LOWER SHAFT GEARS
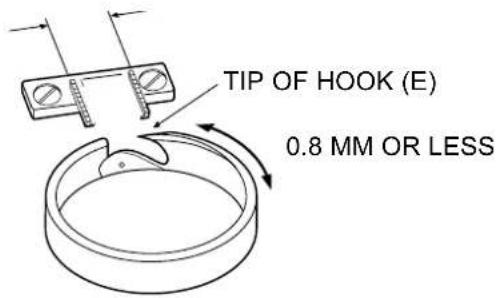
THE GEARS TURNS SMOOTHLY AND ROTARY PLAY OF THE HOOK SHOULD BE 0.8 MM OR LESS (F) WHEN THE TIP OF HOOK (E) IS WITHIN THE WIDTH OF THE FEED DOG (C) AS SHOWN BELOW.
text_image
LOWER SHAFT BUSHING B A HEXAGONAL SOCKET SCREW (D)1 REMOVE THE MACHINE BASE (REFER TO PAGE 2)
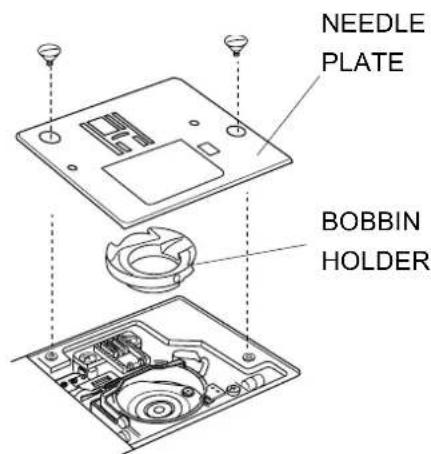
2 REMOVE THE NEEDLE, NEEDLE PLATE AND BOB-BIN HOLDER.
3 LOOSEN THE HEXAGONAL SOCKET SCREW (D).
4 IF THE BACKLASH IS TOO MUCH, TURN THE LOWER SHAFT BUSHING IN DIRECTION A.
IF THE BACKLASH IS TOO LITTLE, TURN THE LOWER SHAFT BUSHING IN DIRECTION B.
5 TIGHTEN THE HEXAGONAL SOCKET SCREW (D).
6 ATTACH THE NEEDLE, NEEDLE PLATE AND BOB-BIN HOLDER.
7 ATTACH THE MACHINE BASE.
WIDTH OF THE FEED DOG (C)
text_image
TIP OF HOOK (E) 0.8 MM OR LESSADJUSTMENT OF HOOK TIMING
THE AMOUNT OF ASCENDING TRAVEL OF THE NEEDLE BAR FROM ITS LOWEST POSITION TO THE POSITION WHERE THE TIP OF THE ROTARY HOOK EXACTLY MEETS THE RIGHT SIDE OF THE NEEDLE SHOLD BE 3.25 TO 3.55 MM.
text_image
NEEDLE PLATE BOBBIN HOLDERHEXAGONAL SOCKET SCREW (A)
text_image
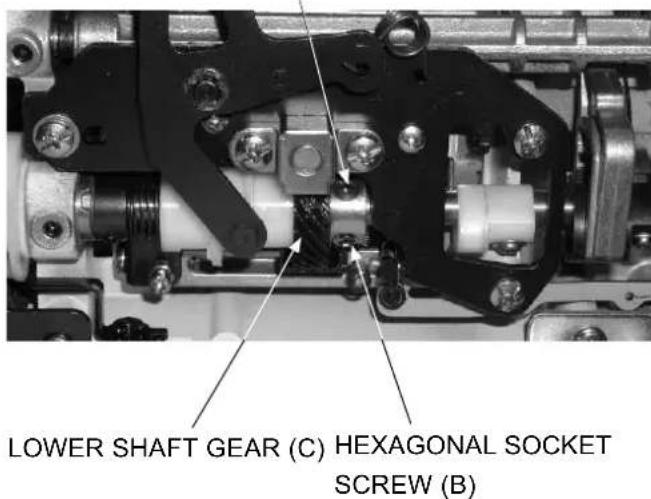
LOWER SHAFT GEAR (C) HEXAGONAL SOCKET SCREW (B)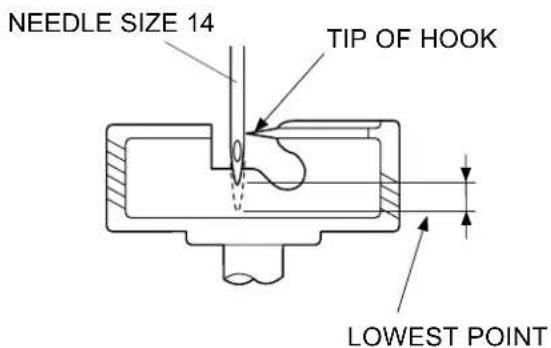
text_image
NEEDLE SIZE 14 TIP OF HOOK LOWEST POINT[TO ADJUST]:
1 REMOVE THE MACHINE BASE (REFER TO PAGE 2)
2 TURN THE POWER SWITCH ON AND SELECT STITCH PATTERN NO. 2 ( ) IN MODE 1.
3 SET THE ZIGZAG WIDTH AT 0 AND TURN THE POWER SWITCH OFF.
4 REMOVE THE PRESSER FOOT, NEEDLE PLATE AND BOBBIN HOLDER.
5 TURN THE HANDWHEEL TOWARD YOU TO SET THE NEEDLE BAR AT ITS LOWEST POSITION.
6 LOOSEN THE HEXAGONAL SOCKET SCREWS (A) AND (B) ON THE LOWER SHAFT GEAR (C).
7 MOVE THE NEEDLE BAR 3.4 MM FROM THE LOWEST POSITION.
8 TURN THE LOWER SHAFT GEAR (C) UNTIL THE TIP OF THE HOOK MEETS THE RIGHT SIDE OF THE NEEDLE WHILE HOLDING THE HANDWHEEL.
9 TIGHTEN THE HEXAGONAL SOCKET SCREW (A) AND (B).
10 ATTACH THE BOBBIN HOLDER, NEEDLE PLATE AND PRESSER FOOT.
11 ATTACH THE MACHINE BASE.
[ALTANATIVE WAY OF ADJUSTMENT]
BEFORE PROCEEDING THIS ADJUSTMENT, CHECK THE NEEDLE BAR HEIGHT USING THE [ALTANATIVE WAY OF ADJUSTMENT] (SEE PAGE 14).
- REMOVE THE PRESSER FOOT, NEEDLE PLATE, AND BOBBIN HOLDER.
- REMOVE THE MACHINE BASE.
- TURN THE POWER SWITCH IONI AND SELECT THE STITCH NO. 8. SET THE ZIGZAG WIDTH MAXIMUM AT LEFT NEEDLE POSITION.
-
ADJUST THE HOOK TIMING SO THAT THE DISTANCE BETWEEN THE TIP OF HOOK AND THE TOP OF THE NEEDLE EYE IS 1.8 MM WHEN THE TIP OF HOOK MEETS WITH THE RIGHT SIDE OF THE NEEDLE IN THE UPWARD TRAVEL OF NEEDLE BAR AT THE LEFT NEEDLE POSITION.
-
ATTACH THE BOBBIN HOLDER, NEEDLE PLATE AND PRESSER FOOT.
-
ATTACH THE MACHINE BASE.
![JANOME MC6600P - [ALTANATIVE WAY OF ADJUSTMENT] - 1](/content/2026/06/1242159/images/0d8d353a16ed4460287d67745dbc0a963754c87b0e15f92f1c5827133417d948.jpg)
text_image
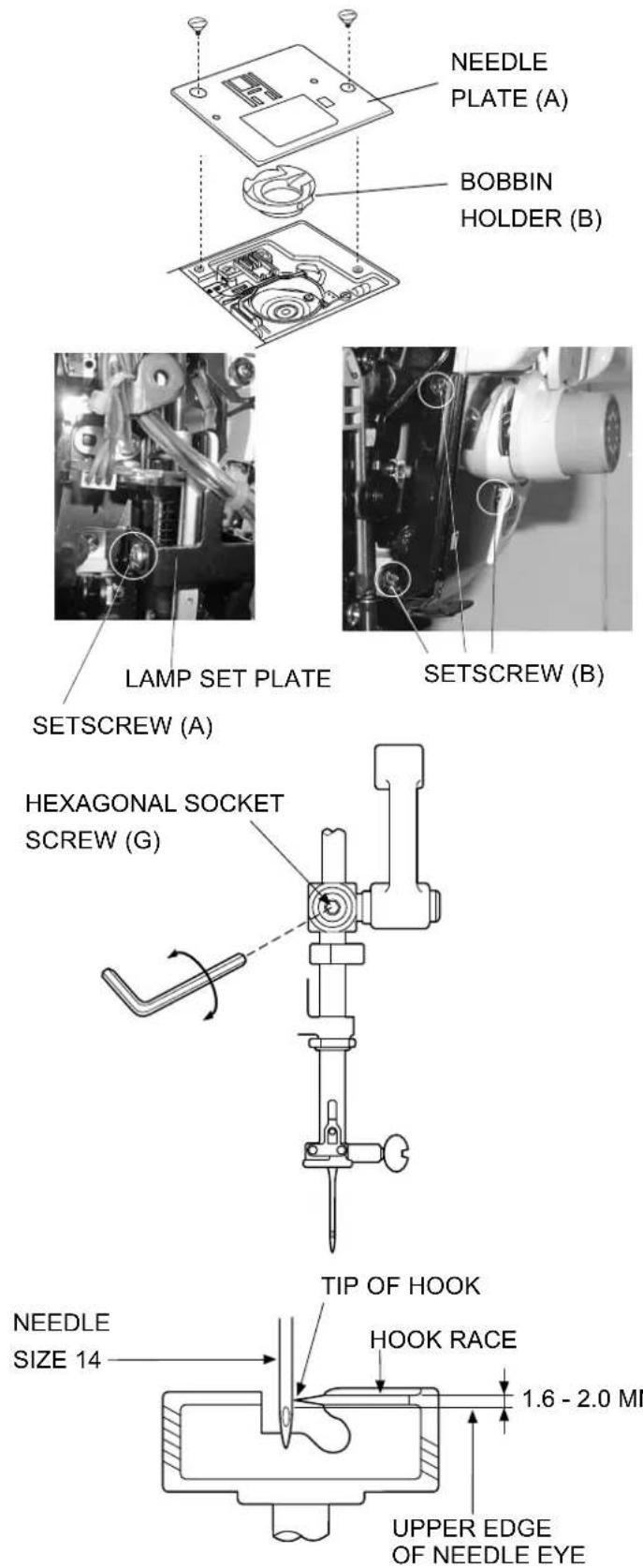
1.8 MM(Gauge 860G-001)ADJUSTMENT OF NEEDLE BAR HEIGHT
BEFORE PROCEEDING WITH THIS ADJUSTMENT, CHECK THE HOOK TIMING (REFER TO PAGE 13). THE DISTANCE BETWEEN THE UPPER EDGE OF THE NEEDLE EYE AND THE TIP OF THE HOOK SHOULD BE IN THE RANGE OF 1.6 - 2.0MM WHEN THE TIP OF THE HOOK MEETS RIGHT SIDE OF THE NEEDLE IN THE LEFT NEEDLE POSITION ( ) AS THE NEEDLE ASCENDS FROM ITS LOWEST POSITION.
[TO ADJUST]:
1 TURN THE POWER SWITCH ON AND SELECT STITCH PATTERN NO. 2 ( ) IN MODE 1.
2 SET THE ZIGZAG WIDTH AT 0 AND TURN THE POWER SWITCH OFF. REMOVE THE TOP COVER (SEE PAGE 1).
3 REMOVE THE PRESSER FOOT, NEEDLE PLATE (A), BOBBIN HOLDER (B) AND FACE PLATE.
4 REMOVE THE SETSCREW (C), AND REMOVE THE LAMP SET PLATE.
5 REMOVE THE ARM THREAD GUIDE BY REMOVING THE SETSCREWS (SEE FIG. I.) REMOVE THE FACE PLATE GUIDE BY REMOVEING THE SET SCREWS (D), (E) AND (F).
6 TURN THE BALANCE WHEEL TOWARD YOU UNTIL THE TIP OF THE HOOK MEETS THE RIGHT SIDE OF THE NEEDLE.
7 LOOSEN THE HEXAGONAL SOCKET SCREW (G).
8 MOVE THE NEEDLE BAR TO ADJUST THE NEEDLE BAR HEIGHT, AND TIGHTEN THE HEXAGONAL SOCKET SCREW (G). BE CAREFUL NOT TO TURN THE NEEDLE BAR.
9 FIX THE ARM THREAD GUIDE AND FACE PLATE GUIDE.
10 ATTACH THE FACE PLATE.
![JANOME MC6600P - [TO ADJUST]: - 1](/content/2026/06/1242159/images/0326140b06f7a08aa8fc591fa3f64543831db3356133cee1de025ce68d4162ed.jpg)
text_image
TE. 1.8 MM Gauge 860G001)[ALTERNATIVE WAY OF ADJUSTMENT] BY TAKING THIS WAY OF ADJUSTMENT, IT IS NOT NECESSARY TO CHECK THE HOOK TIMING.
1 RAISE THE NEEDLE TO ITS HIGHEST POSITION.
2 IN THIS CONDITION, THE DISTANCE BETWEEN THE TIP OF NEEDLE AND THE SURFACE OF THE NEEDLE PLATE SHOULD BE 16.3 MM.
![JANOME MC6600P - [TO ADJUST]: - 2](/content/2026/06/1242159/images/ac112fb7f2cfe8d8a951a69d1482675dfff0aaae92d4bce779075392c76d028c.jpg)
text_image
16.3 MM (Gauge 860G001)ADJUSTMENT OF CLEARANCE BETWEEN NEEDLE AND ROTARY HOOK
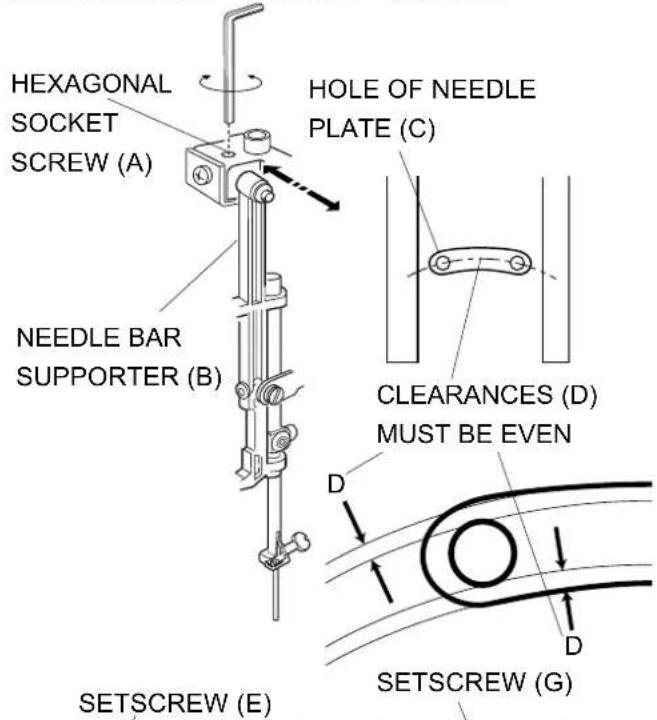
THE CLEARANCE BETWEEN NEEDLE AND THE TIP OF THE ROTARY HOOK (J) SHOULD BE BETWEEN -0.1 AND +0.05 MM
text_image
HEXAGONAL SOCKET SCREW (A) HOLE OF NEEDLE PLATE (C) NEEDLE BAR SUPPORTER (B) CLEARANCES (D) MUST BE EVEN SETSCREW (E) SETSCREW (G)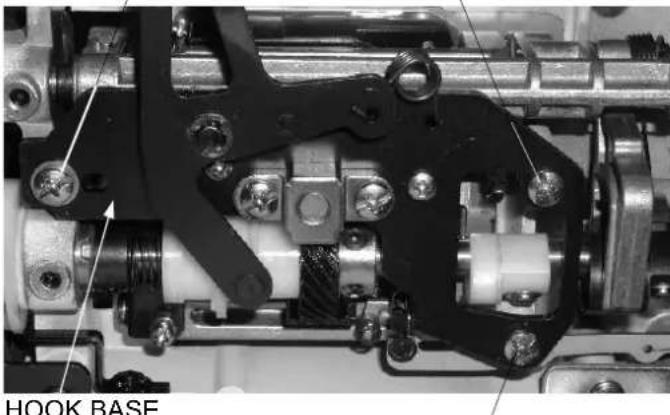
text_image
HOOK BASE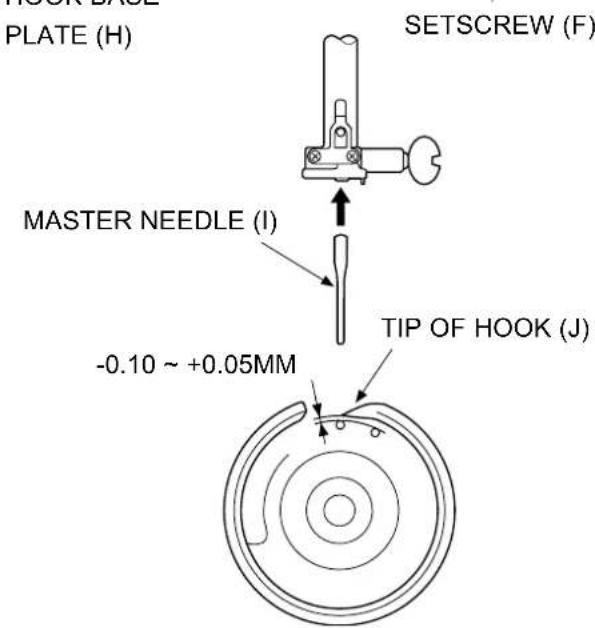
text_image
PLATE (H) SETSCREW (F) MASTER NEEDLE (I) TIP OF HOOK (J) -0.10 ~ +0.05MM[ADJUSTMENT I]
- REMOVE THE FACE PLATE, AND ATTACH A MASTER NEEDLE (I).
- TURN THE POWER SWITCH ON.
- SELECT THE STITCH PATTERN ≧ AND SET THE ZIGZAG WIDTH AT i7i.
- REMOVE THE PRESSER FOOT, NEEDLE PLATE AND BOBBIN HOLDER.
- LOOSEN THE HEXAGONAL SOCKET SCREW (A) AND ADJUST THE CLEARANCE BETWEEN THE NEEDLE AND TIP OF ROTARY HOOK (J) BY MOVING THE NEEDLE BAR SUPPORTER. CHECK THE CLEARANCE (D) BETWEEN THE NEEDLE AND THE EDGE OF NEEDLE PLATE HOLE. IF THE CLEARANCES (D) ARE NOT EVEN FOLLOW THE PROCEDURE BELOW.
[ADJUSTMENT II]
- REMOVE THE MACHINE BASE (REFER TO PAGE 2).
- TURN THE POWER SWITCH ON, AND SELECT THE STITCH PATTERN. SET THE ZIGZAG WIDTH AT i7i,
- REMOVE THE PRESSER FOOT, NEEDLE PLATE AND BOBBIN HOLDER.
- LOOSEN THE SETSCREWS (E) AND (F). LOOSEN THE SETSCREW (G) JUST ENOUGH TO MOVE THE HOOK BASE PLATE (H).
- TURN THE HANDWHEEL TOWARD YOU UNTIL THE TIP OF HOOK COMES JUST BEHIND THE MASTER NEEDLE. ADJUST THE CLEARANCE BETWEEN THE NEEDLE AND THE TIP OF THE ROTARY HOOK, BY MOVING THE HOOK BASE PLATE UP OR DOWN, TO WITHIN -0.1 TO +0.05 MM AT THE IEFT AND RIGHT NEEDLE POSITIONS.
- TIGHTEN THE SETSCREWS (E), (F) AND (G) FIRMLY.
- CHECK THE BACKLASH BETWEEN THE HOOK DRIVE AND LOWER SHAFT GEARS. REFER TO PAGE 13 FOR THE ADJUSTMENT.
- ATTACH THE MACHINE BASE, BOBBIN HOLDER, NEEDLE PLATE AND PRESSER FOOT.
ADJUSTMENT OF DIRECTION OF PRESSER BAR AND ITS HEIGHT (1)
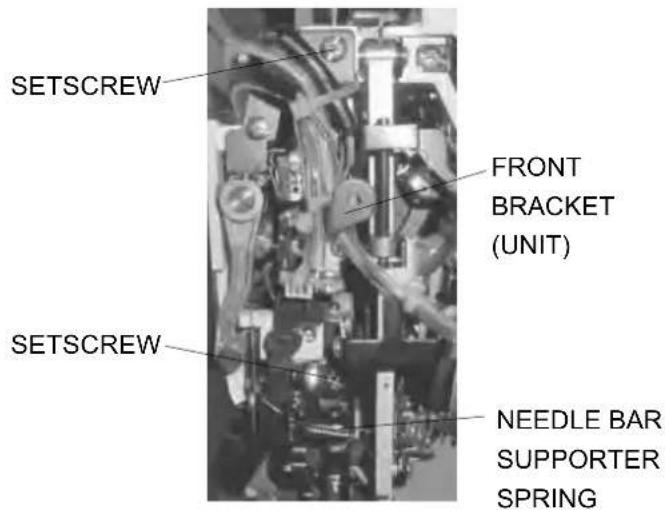
WHEN THE PRESSER FOOT IS LIFTED, THE DISTANCE BETWEEN THE SURFACE OF THE NEEDLE PLATE AND THE BOTTOM OF THE ZIGZAG FOOT SHOULD BE 6 MM. WHEN THE PRESSER BAR IS LOWERED, THE PRESSER FOOT SHOULD BE PARALLEL WITH THE
SLOTS FOR THE FEED DOGS.
text_image
SETSCREW FRONT BRACKET (UNIT) SETSCREW NEEDLE BAR SUPPORTER SPRINGTHE PRESSER FOOT IS HOLDING THE BLOCK (6.6 mm)
text_image
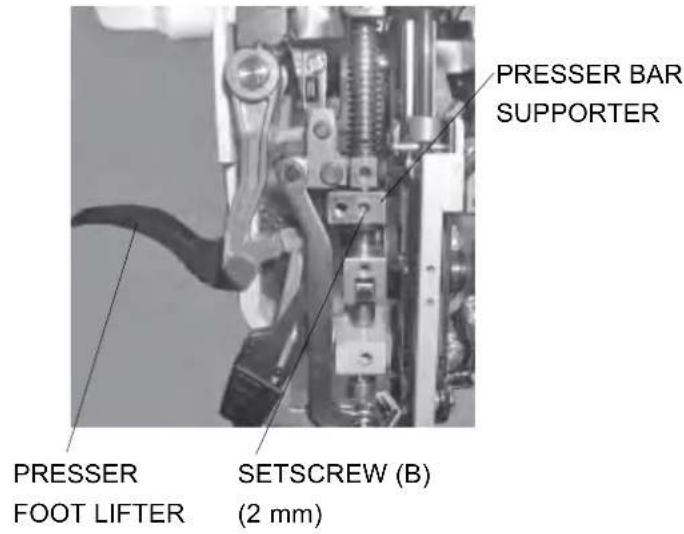
PRESSER BAR SUPPORTER PRESSER FOOT LIFTER SETSCREW (B) (2 mm)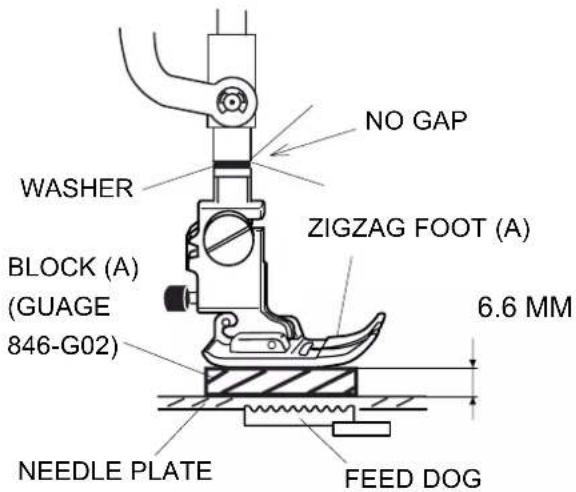
text_image
NO GAP WASHER ZIGZAG FOOT (A) BLOCK (A) (GUAGE 846-G02) 6.6 MM NEEDLE PLATE FEED DOG1 REMOVE THE FACE COVER AND TOP COVER.
2 REMOVE THE NEEDLE BAR SUPPORTER SPRING.
3 REMOVE THE SETSCREWS. REMOVE THE FRONT BRACKET (UNIT).
4 REMOVE THE ARM THREAD GUIDE (2) (REFER TO PAGE 6)
5 ATTACH THE ZIGZAG FOOT (A).
6 ADJUST THE PRESSER FOOT PRESSURE TO i3i.
7 RAISE THE PRESSER FOOT LIFTER.
8 LOWER THE FEED DOG.
TO ADJUST THE PRESSER BAR HEIGHT
9 PLACE THE 6.6 MM BLOCK (A) (GAUGE 846-G02) BETWEEN THE PRESSER FOOT AND NEEDLE PLATE. (THE PRESSER FOOT LIFTER SHOULD BE AT THE NORMAL UP POSITION)
10 LOOSEN THE SETSCREW (B). TIGHTEN THE SET SCREW (A).
* MAKE SURE THERE SHOULD BE NO GAP BETWEEN THE WASHER AND THE PRESSER BAR.
ADJUSTMENT OF DIRECTION OF PRESSER BAR AND ITS HEIGHT (2)
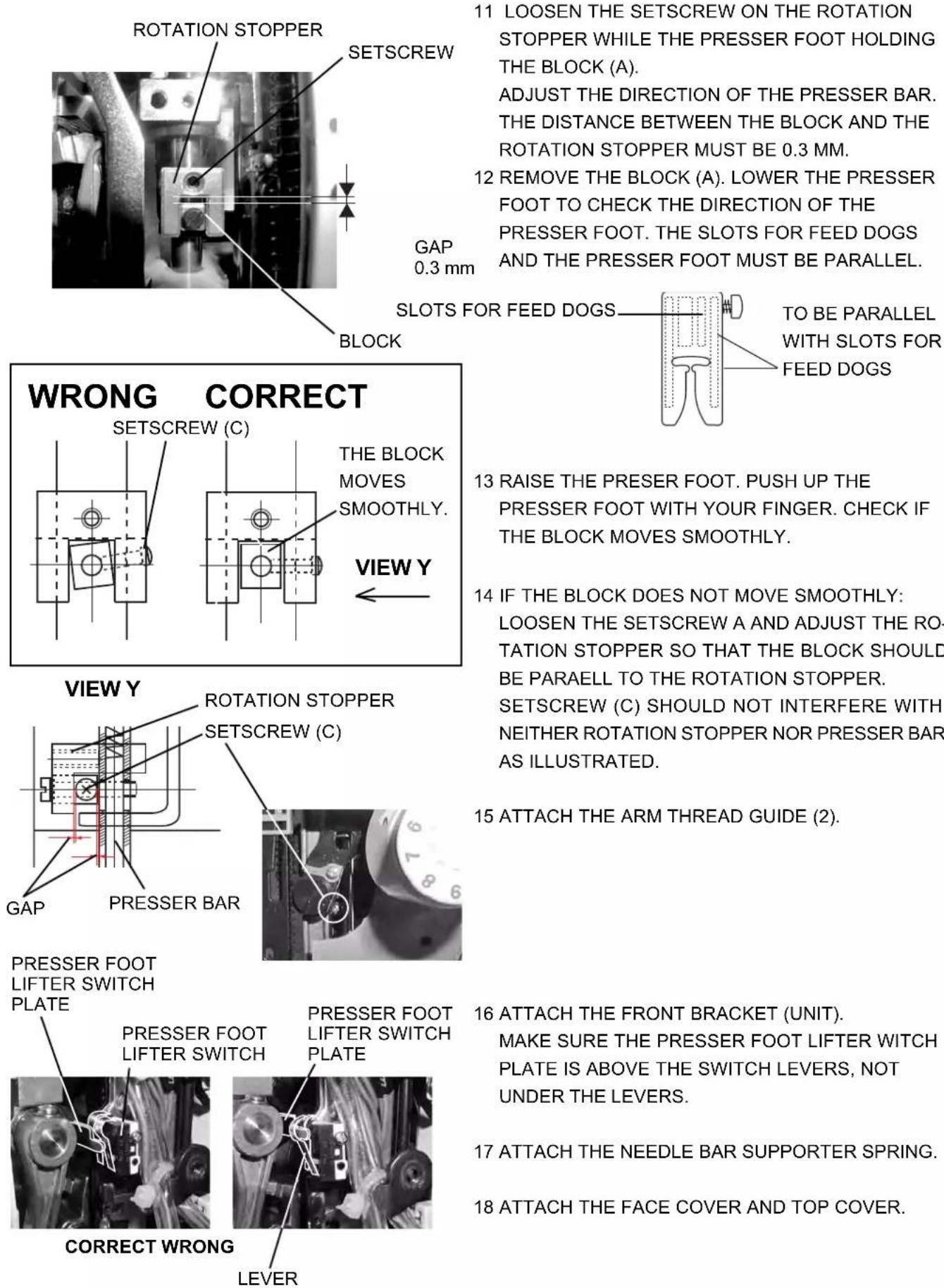
11 LOOSEN THE SETSCREW ON THE ROTATION STOPPER WHILE THE PRESSER FOOT HOLDING THE BLOCK (A).
ADJUST THE DIRECTION OF THE PRESSER BAR.
THE DISTANCE BETWEEN THE BLOCK AND THE ROTATION STOPPER MUST BE 0.3 MM.
12 REMOVE THE BLOCK (A). LOWER THE PRESSER FOOT TO CHECK THE DIRECTION OF THE PRESSER FOOT. THE SLOTS FOR FEED DOGS AND THE PRESSER FOOT MUST BE PARALLEL.
GAP 0.3 mm
SLOTS FOR FEED DOGS
TO BE PARALLEL WITH SLOTS FOR FEED DOGS
13 RAISE THE PRESER FOOT. PUSH UP THE PRESSER FOOT WITH YOUR FINGER. CHECK IF THE BLOCK MOVES SMOOTHLY.
14 IF THE BLOCK DOES NOT MOVE SMOOTHLY: LOOSEN THE SETSCREW A AND ADJUST THE ROTATION STOPPER SO THAT THE BLOCK SHOULD BE PARAELL TO THE ROTATION STOPPER. SETSCREW (C) SHOULD NOT INTERFERE WITH NEITHER ROTATION STOPPER NOR PRESSER BAR AS ILLUSTRATED.
15 ATTACH THE ARM THREAD GUIDE (2).
PRESSER FOOT LIFTER SWITCH PLATE
16 ATTACH THE FRONT BRACKET (UNIT).
MAKE SURE THE PRESSER FOOT LIFTER WITCH PLATE IS ABOVE THE SWITCH LEVERS, NOT UNDER THE LEVERS.
17 ATTACH THE NEEDLE BAR SUPPORTER SPRING.
18 ATTACH THE FACE COVER AND TOP COVER.
TO ADJUST THE FEED DOG HEIGHT
WHEN THE PRESSURE ADJUSTING DIAL IS AT i3i AND THE PRESSER FOOT (A) IS LOWERED, THE HIGHEST POSITION OF THE FEED DOG (B) SHOULD BE 0.80 TO 0.90 MM (C) FROM THE SURFACE OF THE NEEDLE PLATE (D).
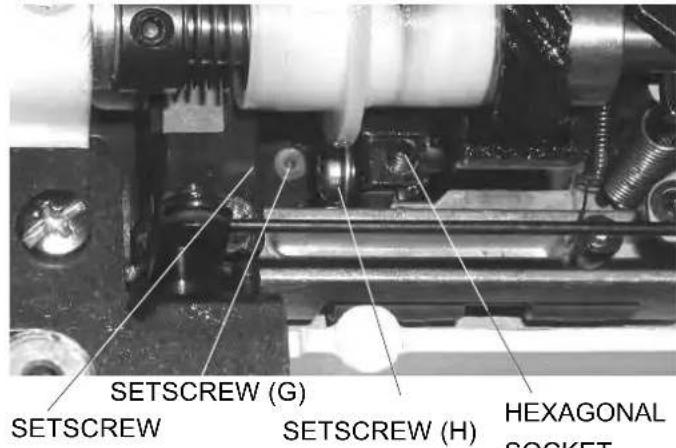
text_image
SETSCREW (G) SETSCREW SETSCREW (H) HEXAGONAL SOCKET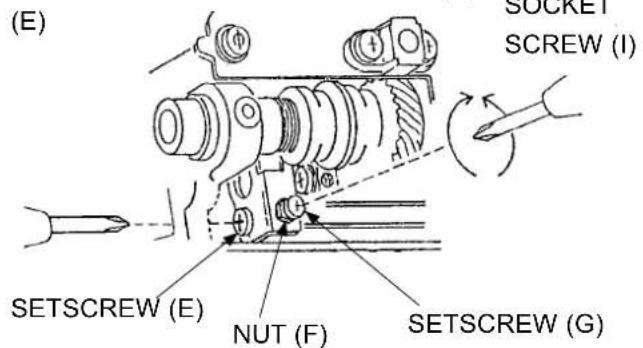
text_image
(E) SOCKET SCREW (I) SETSCREW (E) NUT (F) SETSCREW (G)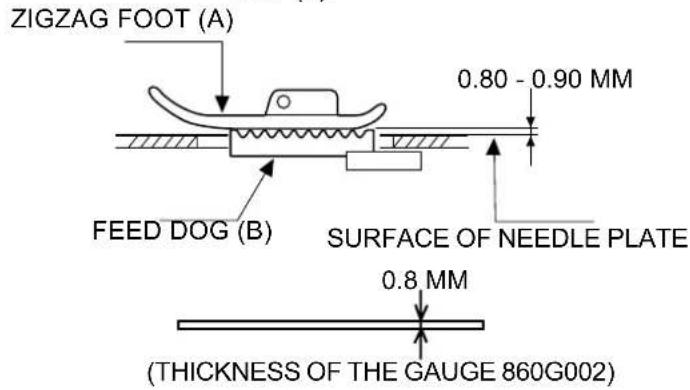
text_image
ZIGZAG FOOT (A) 0.80 - 0.90 MM FEED DOG (B) SURFACE OF NEEDLE PLATE 0.8 MM (THICKNESS OF THE GAUGE 860G002)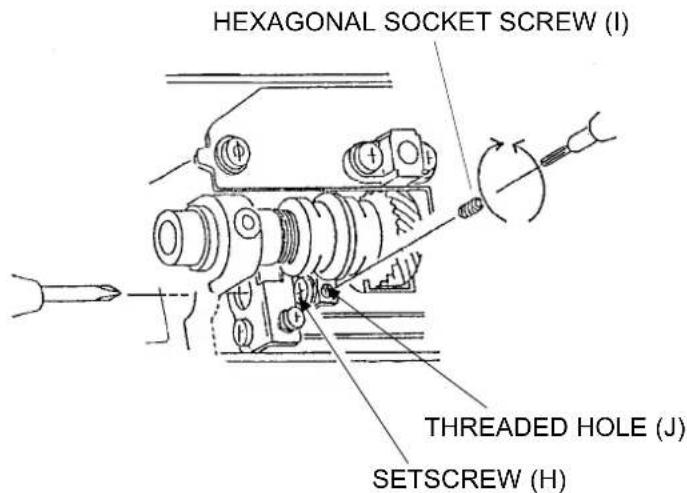
text_image
HEXAGONAL SOCKET SCREW (I) THREADED HOLE (J) SETSCREW (H)[TO ADJUST]:
- REMOVE THE MACHINE BASE AND AUTO-THREAD CUTTER COVER.
- SET THE PRESSURE ADJUSTING DIAL AT i3i WITH THE PRESSER FOOT LOWERED.
- TURN THE BALANCE WHEEL TOWARD YOU TO GET THE HIGHEST POSITION OF THE FEED DOG.
- LOOSEN THE SETSCREW (E).
- LOOSEN THE NUT (F).
- ADJUST THE FEED DOG HEIGHT TO 0.80 - 0.90 MM BY TURNING THE ADJUSTING SCREW (G).
- TIGHTEN THE NUT (F) AND SET SCREW (E).
- ATTACH THE BED COVER.
[PARALLEL OF THE FEED DOG]
IF THE FEED DOG IS NOT PARALLEL TO THE SURFACE OF THE NEEDLE PLATE AT ITS HIGHEST POSITION, MAKE THE ADJUSTMENT AS FOLLOWS:
* FOR THIS ADJUSTMENT, A HEXAGONAL SOCKET SCREW (I), PART NO. 000111108 IS REQUIRED.
- INSERT A HEXAGONAL SOCKET SCREW (I), PART NO. 000111108 INTO THE THREADED HOLE (J) UNTIL IT STOPS.
- TURN THE SETSCREW (H) CLOCKWISE TO LOOSEN IT.
- TURN THE HEXAGONAL SOCKET SCREW (I) UNTIL THE FEED DOG IS PARALLEL WITH THE SURFACE OF THE NEEDLE PLATE.
- TIGHTEN THE LEFT-HANDED SETSCREW (H).
- REMOVE THE HEXAGONAL SOCKET SCREW (I).
- ATTACH THE AUTO-THREAD CUTTER COVER AND MACHINE BASE.
TO REPLACE NEEDLE THREAD TENSION UNIT
text_image
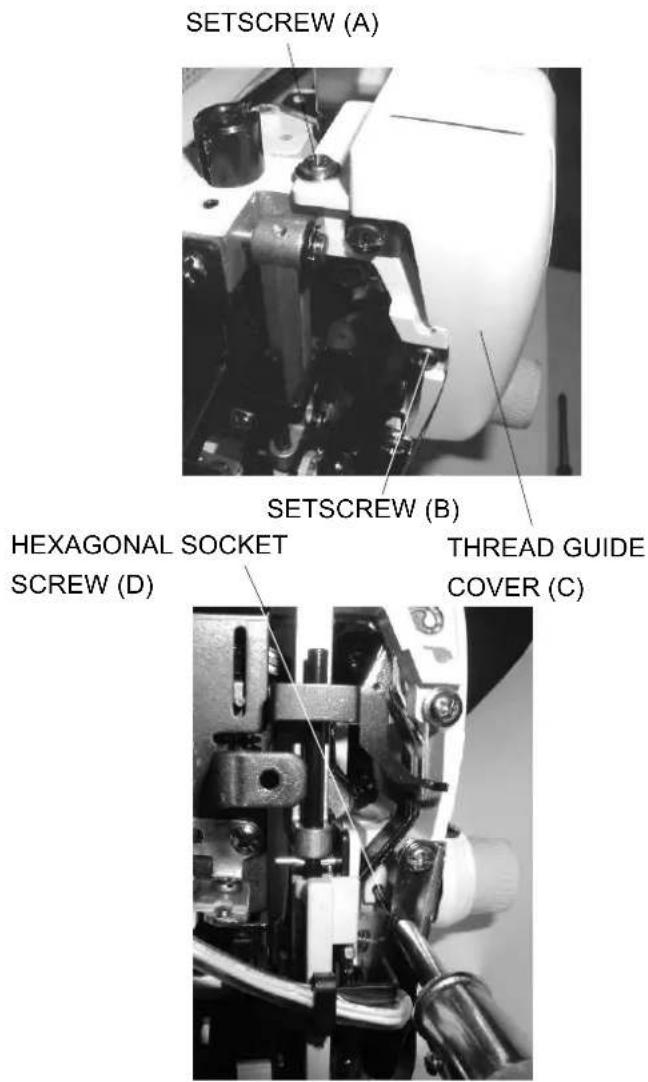
SETSCREW (A) SETSCREW (B) HEXAGONAL SOCKET SCREW (D) THREAD GUIDE COVER (C)[TO REMOVE]:
- REMOVE THE FACE PLATE.
- LOOSEN THE SETSCREWS (A) AND (B). REMOVE THE THREAD GUIDE COVER (C).
- LOOSEN THE HEXAGONAL SOCKET SCREW (D).
- REMOVE THE TENSION RELEASE PLATE (F) FROM THE TENSION RELEASE ARM (E). REMOVE THE NEEDLE THREAD TENSION UNIT (G).
[TO ATTACH]:
- REVERSE THE ABOVE PROCEDURE.
![JANOME MC6600P - [TO ATTACH]: - 1](/content/2026/06/1242159/images/44d0e2b431a26ca7b2160c7c031c2aa102f749f67ae0f3e77ad4d003664138a7.jpg)
text_image
NEEDLE THREAD TENSION (UNIT) SETSCREW (C) THREAD TENSION RELEASE ARM (E) THREAD TENSION RELEASE PLATE (F) THREAD TENSIONTO ADJUST THE UPPER THREAD TENSION RELEASE (1)
THE CLEARANCE OF UPPER THREAD TENSION DISKS SHOULD BE 0.8 MM WHEN THE PRESSER FOOT IS RAISED.
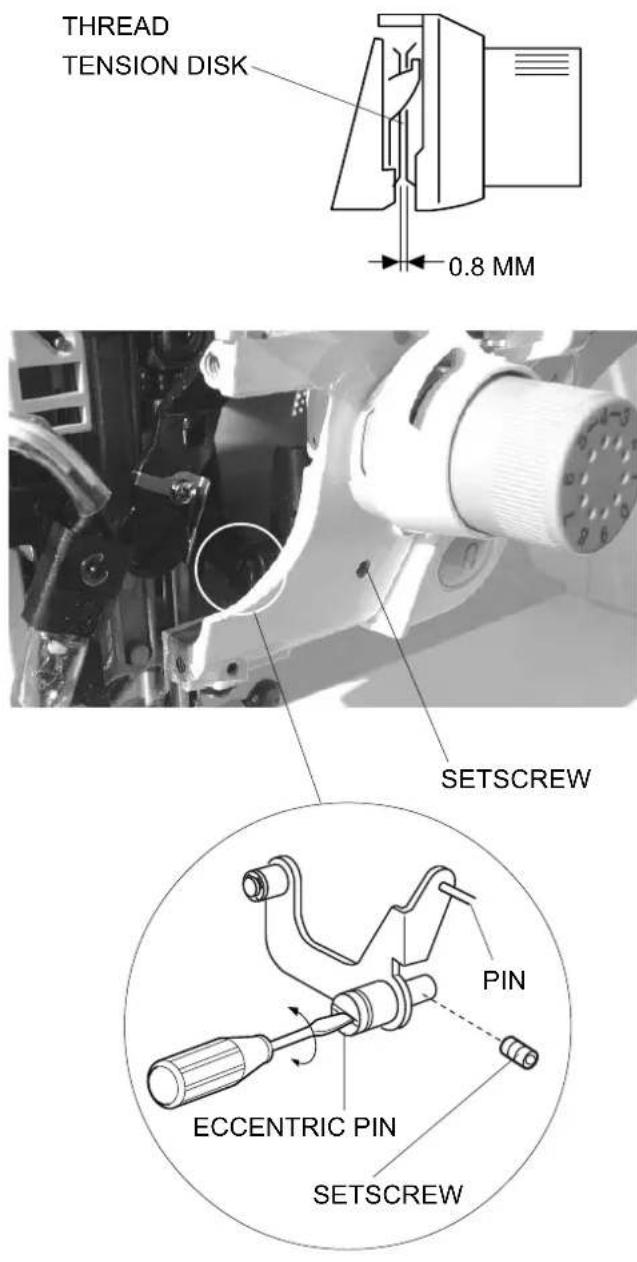
- REMOVE THE FACE PLATE AND ARM THREAD GUIDE (2).
- LOOSENTHE SETSCREW.
- ROTATE THE ECCENTRIC PIN TO ADJUST THE CLEARANCE BETWEEN THREAD TENSION DISKS.
- TIGHTEN THE SETSCREW.
text_image
0.8 MM (THICKNESS OF THE GAUGE 860G002)TO ADJUST THE UPPER THREAD TENSION RELEASE (2)
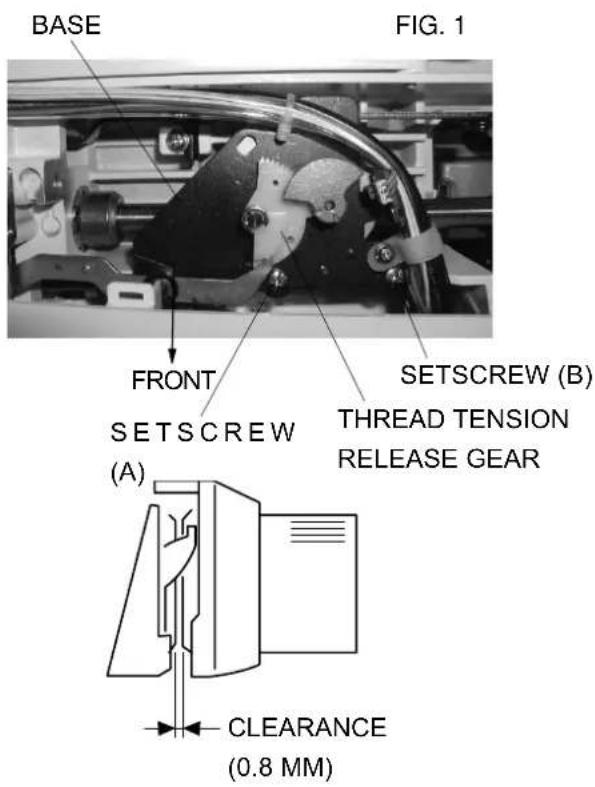
UPPER THREAD TENSION DISKS SHOULD OPEN 0.8 MM WHEN THE TENSION RELEASE MOTOR OPERATES. IF NOT, ADJUST FOLLOWS.
text_image
BASE FIG. 1 FRONT SETSCREW (A) SETSCREW (B) THREAD TENSION RELEASE GEAR CLEARANCE (0.8 MM)1 REMOVE THE FACE PLATE, TOP COVER AND THREAD GUIDE COVER.
2 SET THE THREAD TENSION DIAL TO "9".
LOWER THE PRESSER FOOT LIFTER.
3 TURN THE THREAD TENSION RELEASE GEAR COUNTERCLOCKWISE UNTIL IT STOPS.
4 CHECK THE GAP OF UPPER THREAD TENSION DISKS. THE CLEARANCE SHOULD BE 0.8 MM.
IF THE CLEARANCE IS SMALLER THAN 8.0 MM LOOSEN THE SETSCREW (A) AND (B). TIGHTEN THE SETSCREW (B) LIGHTLY. SLIDE THE BASE TO THE FRONT. TIGHTEN THE SETSCREW (A) AND (B) SECURELY.
5 ATTACH THE THREAD GUIDE COVER, TOP COVER AND FACE PLATE.
TO CHECK

natural_image
Close-up of mechanical components with gears and springs (no visible text or symbols)TO CHECK
TURN THE THREAD TENSION RELEASE GEAR COUNTERCLOCKWISE UNTIL IT STOPS.
THREAD TENSION RELEASE GEAR

natural_image
Close-up of mechanical components with no visible text or symbols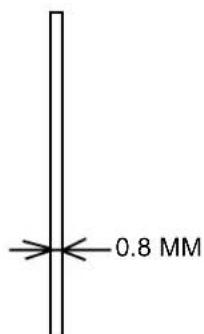
text_image
0.8 MM(THICKNESS OF THE GAUGE 860G002)
THREAD TENSION RELEASE PLATE
TO ADJUST THE UPPER THREAD TENSION
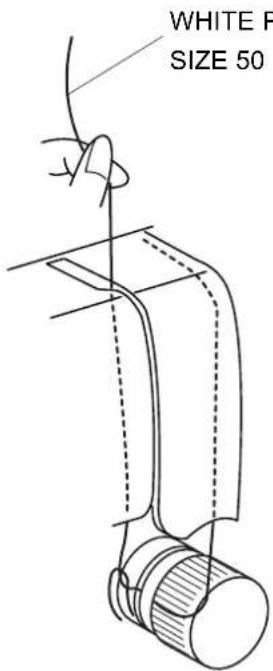
THE UPPER THREAD TENSION SHOULD BE 65 - 80 GRAMS WHEN PULLING THE THREAD (WHILE POLYESTER THREAD SIZE 50) AT THE SPEED OF 110 MM/SEC WITH THE TENSION DIAL AT i4i (MAKE SURE THE FOOT IS LOWERED.)
TENSION DIAL (A)

natural_image
Close-up of a rotary dial with control buttons and a 'START STOP' button (no readable text or symbols beyond basic labels)SETTING MARK (C)

text_image
START STOP1 SET THE THREAD TENSION DIAL (A) TO i4i.
2 PULL OUT THE TENSION DIAL (A).
3 LOWER THE PRESSER FOOT.
4 ADJUST THE TENSION BY TURNING THE DIAL (B).
TO LOOSEN THE TENSION, TURN IT COUNTER-
CLOCKWISE.
TO TIGHTEN THE TENSION, TURN IT CLOCKWISE.
5. PUSH IN THE TENSION DIAL (A) ALIGNING THE i41 WITH THE SETTING MARK (C).
DIAL (B)
text_image
WHITE F SIZE 50WHITE POLYESTER THREAD SIZE 50
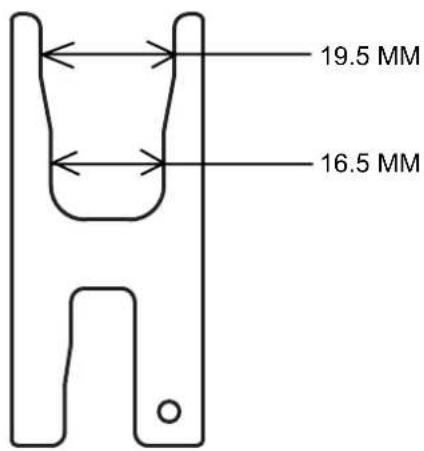
TO ADJUST THE BOBBIN WINDER STOPPER
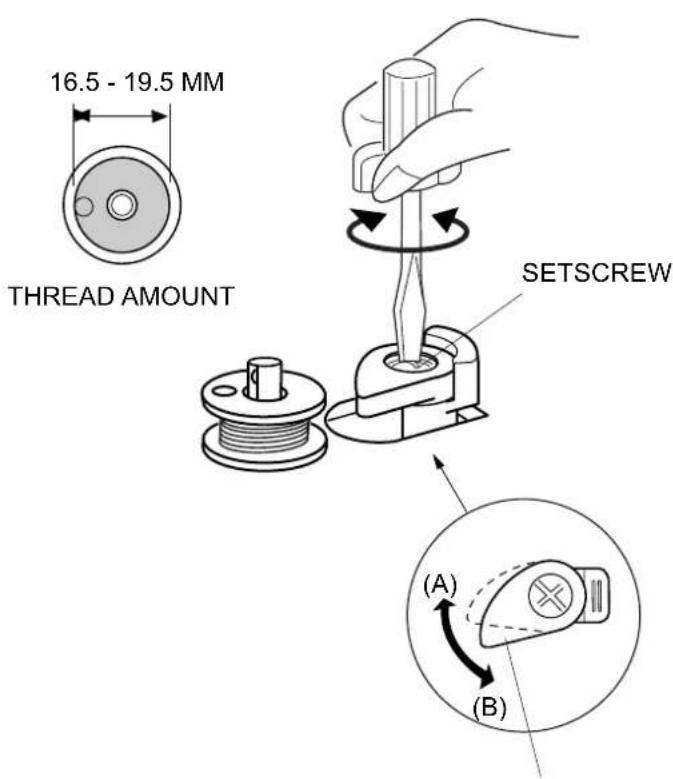
THE DIAMETER OF THREAD WOUND ON BOBBIN SHOULD BE 16.5 TO 19.5 MM.
text_image
16.5 - 19.5 MM THREAD AMOUNT SETSCREW (A) (B)1 TO ADJUST THE THREAD AMOUNT FOR BOBBIN, LOOSEN THE SETSCREW AND TURN THE BOBBIN WINDER STOPPER IN THE DIRECTION OF (A) OR (B). TURN THE BOBBIN WINDER STOPPER IN THE DIRECTION OF (A) WHEN THE THREAD AMOUNT FOR BOBBIN IS TOO LARGE. TURN THE BOBBIN WINDER STOPPER IN THE DIRECTION OF (B) WHEN THE THREAD AMOUNT FOR BOBBIN IS TOO SMALL.
2 TIGHTEN THE SETSCREW.
BOBBIN WINDER STOPPER
text_image
19.5 MM 16.5 MM(Gauge 860G002)
TO REPLACE NEEDLE THREADER PLATE
(FIG.I)
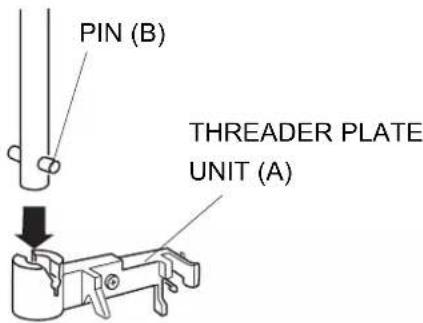
text_image
PIN (B) THREADER PLATE UNIT (A)[TO REMOVE]:
1 REMOVE THE FOOT HOLDER.
2 PULL OUT THE THREADER PLATE UNIT (A).
[TO ATTACH]:
3 PUSH THE THREADER PLATE UNIT (A) UP TO SNAP IT WITH THE PIN (B) AS SHOWN IN FIG. I.
4 ATTACH THE FOOT HOLDER
TO ADJUST THE POSITION OF THE THREADER PLATE (C)
IF THE THREADER HOOK THRUSTS OR HITS AGAINST EITHER LEFT OR RIGHT EDGE OF THE NEEDLE EYE:
LOOSEN SCREW (D) AND ADJUST THE POSITION OF THE THREADER PLATE (C).
IF THE THREADER HOOK THRUSTS AGAINST EITHER TOP OR BOTTOM EDGE OF THE NEEDLE EYE, OR MISSES THE NEEDLE EYE:
REMOVE THE FACE COVER AND LOOSEN THE HEXAGONAL SOCKE SCREW (F). MOVE THE SETTING PLATE (G) UP OR DOWN TO ADJUST THE HOOK POSITION. THEN TIGHTEN THE SETSCREW (F).
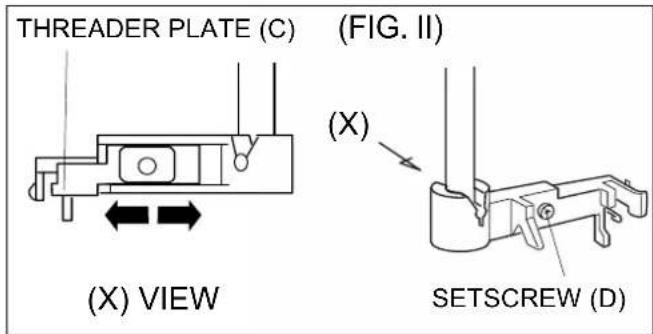
text_image
THREADER PLATE (C) (FIG. II) (X) VIEW SETSCREW (D)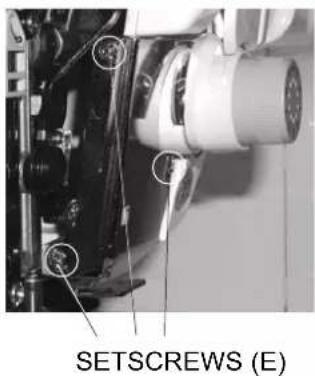
text_image
SETSCREWS (E)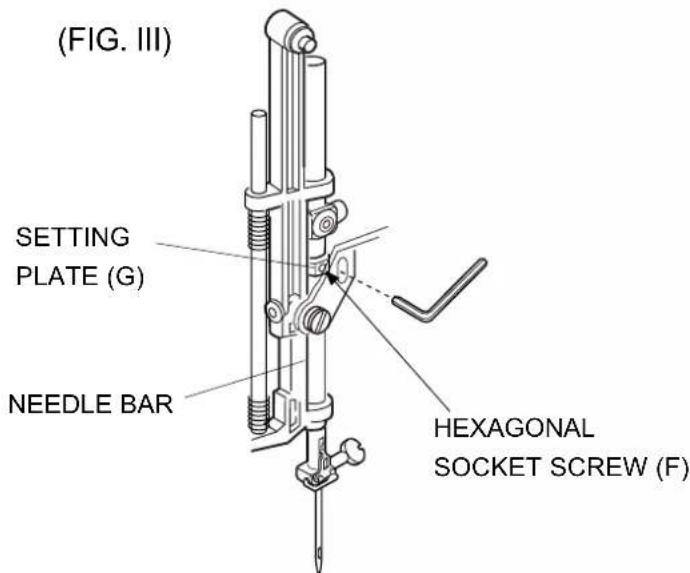
text_image
(FIG. III) SETTING PLATE (G) NEEDLE BAR HEXAGONAL SOCKET SCREW (F)TO REPLACE AUTO THREAD CUTTER
text_image
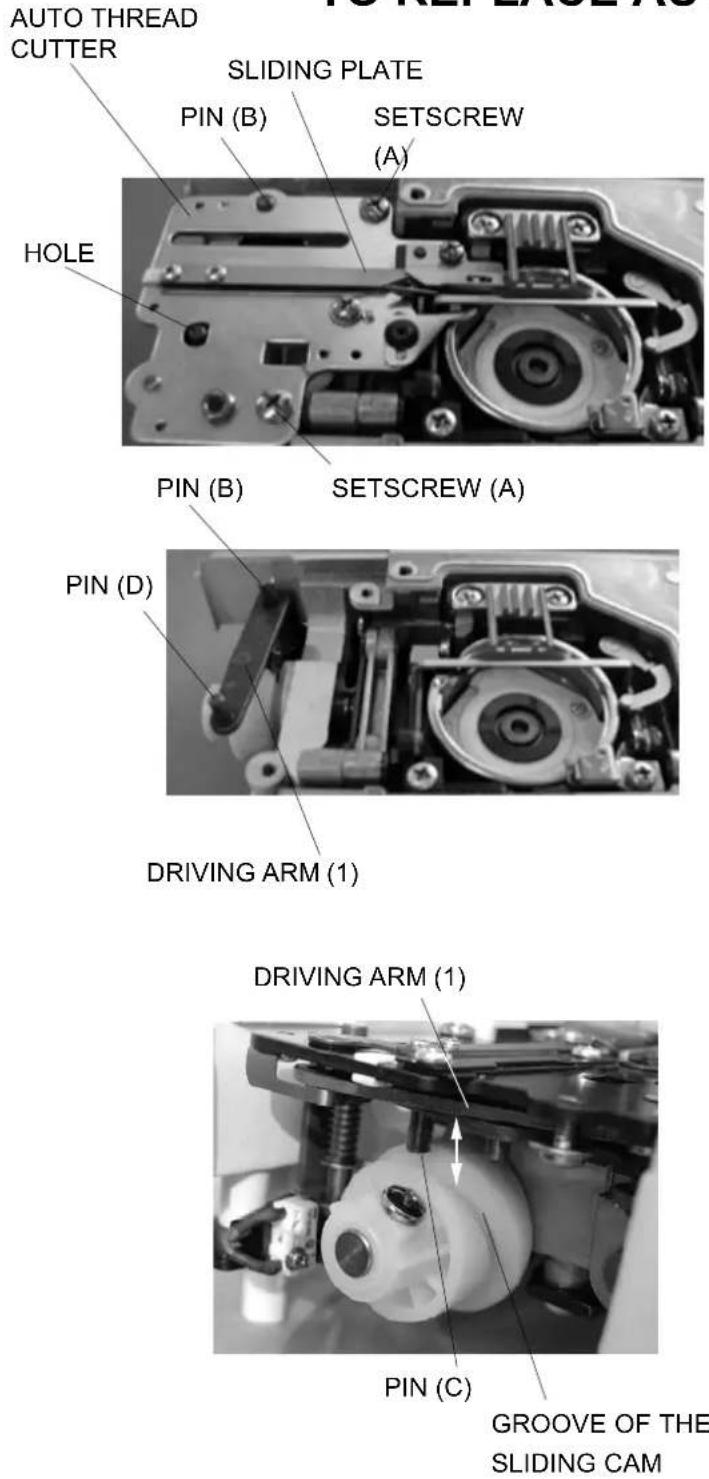
AUTO THREAD CUTTER SLIDING PLATE PIN (B) SETSCREW (A) HOLE PIN (B) SETSCREW (A) PIN (D) DRIVING ARM (1) DRIVING ARM (1) PIN (C) GROOVE OF THE SLIDING CAM[TO REMOVE]:
1 REMOVE THE NEEDLE PLATE, MACHINE BASE AND AUTO THREAD CUTTER COVER (REFER TO PAGE 2 AND 3).
2 REMOVE THE 2 SETSCREWS (A) AND REMOVE THE AUTO THREAD CUTTER.
[TO ATTACH]:
3 INSERT THE PINS (B) AND (D) INTO THE HOLES OF THE AUTO THREAD CUTTER.
[TO CHECK THE AUTO-THREAD CUTTER]
SET THE NEEDLE BAR AT THE LOWEST POSITION. INSERT THE PIN (C) INTO THE GROOVE OF THE CUTTER DRIVING CAM BY PUSHING DOWN THE DRIVING ARM (1). TURN THE HANDWHEEL TOWARD YOU TO MOVE THE SLIDING PLATE BACK AND FORTH. WHEN THE SLIDING PLATE RETURNS FROM THE RIGHTMOST POSITION, THE DRIVING ARM (1) SHOULD BE RELEASED AND THE PIN (D) SHOULD BE IN THE HOLE.
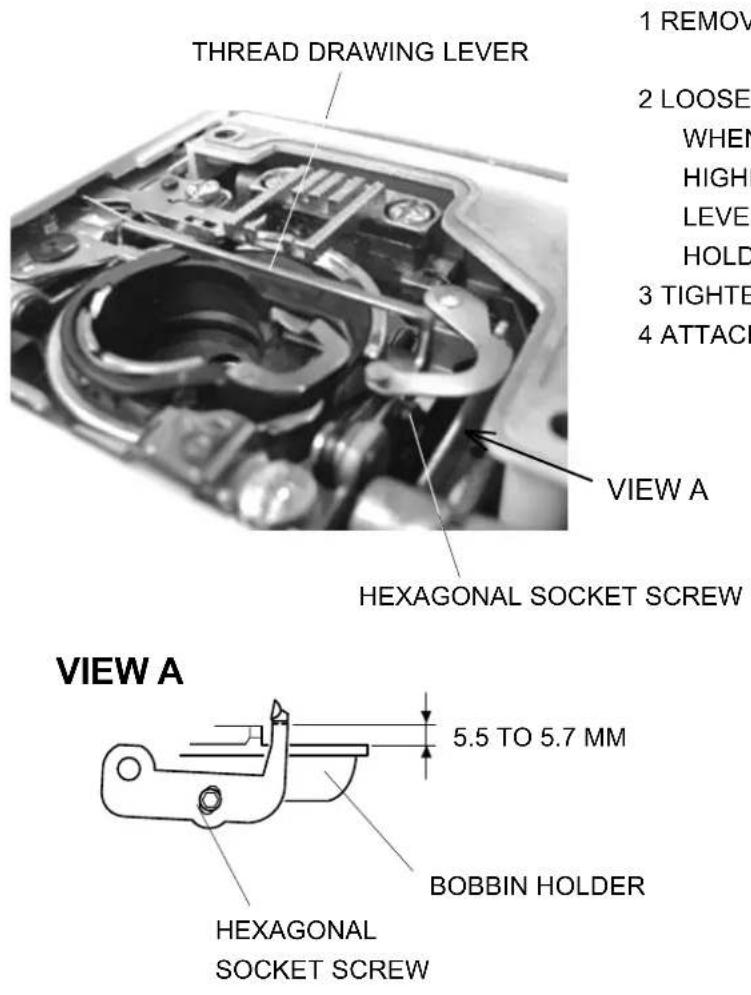
TO ADJUST THREAD DRAWING LEVER
THE MAXIMUM HEIGHT OF THE THREAD DRAWING LEVER SHOULD BE BETWEEN 5.5 TO 5.7 MM.
text_image
THREAD DRAWING LEVER 1 REMOV 2 LOOSE WHEN HIGH LEVEL HOLD 3 TIGHTER 4 ATTACI VIEW A HEXAGONAL SOCKET SCREW VIEW A 5.5 TO 5.7 MM BOBBIN HOLDER HEXAGONAL SOCKET SCREW1 REMOVE THE NEEDLE PLATE.
2 LOOSEN THE HEXAGONAL SOCKET SCREW. WHEN THE THREAD DRAWING LEVER IS AT THE HIGHEST POSITION, ADJUST THE DRAWING LEVER SO THE DISTANCE BETWEEN BOBBIN HOLDER AND THE DRAWING LEVER IS 5.6 MM.
3 TIGHTEN THE HEXAGONAL SOCKET SCREW.
4 ATTACH THE NEEDLE PLATE.
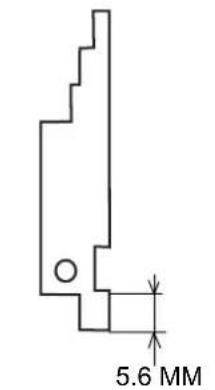
text_image
5.6 MM(GAUGE 846-G01)
TO ADJUST UPPER FEED DOG (1)
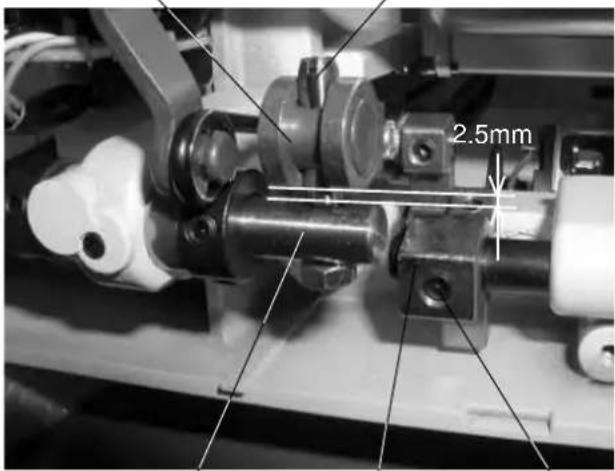
THE CLEARANCE BETWEEN THE UPPER FEED LINK SHAFT AND UPPER FEED LOWER SHAFT SHOULD BE 2.5 MM WHEN THE UPPER FEED ADJUSTING DIAL IS SET TO "0".
UPPER FEED DOG ADJUSTING DIAL

natural_image
Close-up of a white industrial machine control panel with buttons and a dial (no visible text or symbols)UPPER FEED
LINK SHAFT
UPPER FEED LOWER SHAFT
REAR ARM
text_image
2.5mmUPPER FEED
LOWER SHAFT
UPPER FEED ADJUSTING
ARM (1)
SETSCREW
TO CHECK
- TURN THE POWER ON AND SELECT MODE 1.
SELECT STITCH #1 ( ).
2 PRESS THE STITCH LENGTH ADJUSTING KEY. SET THE STITCH LENGTH TO i0i. TURN THE POWER OFF.
3 LOWER THE FEED DOGS.
4 REMOVE THE BASE.
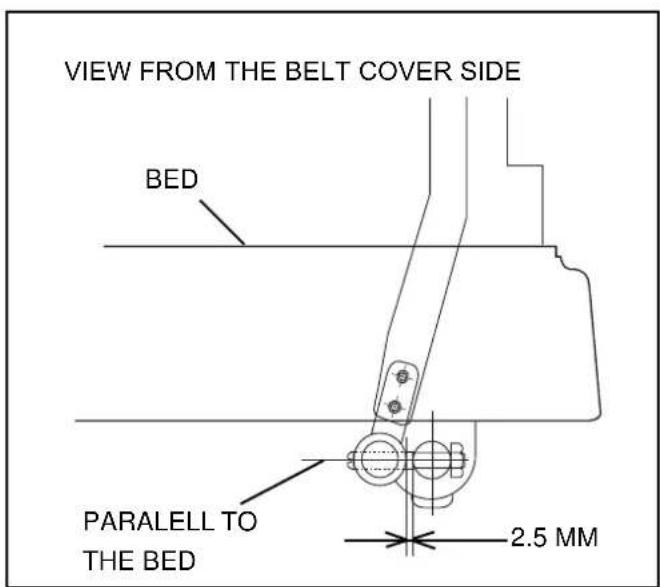
5 CHECK IF THE BED AND UPPER FEED LOWER SHAFT REAR ARM ARE PARALLEL.
ADJUSTMENT
6 SET THE UPPER FEED ADJUSTING DIAL TO 0.
7 LOOSEN THE SETSCREW SO THE CLEARANCE BETWEEN THE UPPER FEED LINK SHAFT AND UPPER FEED LOWER SHAFT SHOULD BE 2.5 MM.
8 ATTACH THE BASE.
text_image
VIEW FROM THE BELT COVER SIDE BED PARALELL TO THE BED 2.5 MM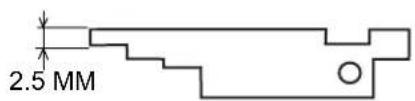
text_image
2.5 MM(GAUGE 846-G01)
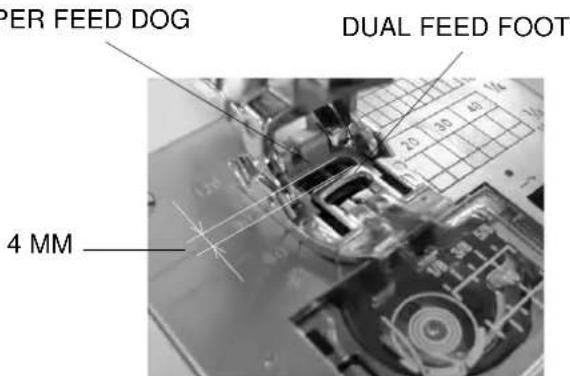
TO ADJUST THE UPPER FEED DOG (2)
UPPER FEED DOG ADJUSTING DIAL

natural_image
Close-up of a sewing machine control panel with buttons and dials (no visible text or symbols)UPPER SHAFT REAR
ARM (UPPER FEED)
text_image
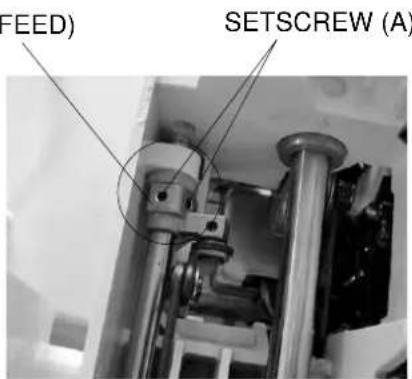
FEED) SETSCREW (A)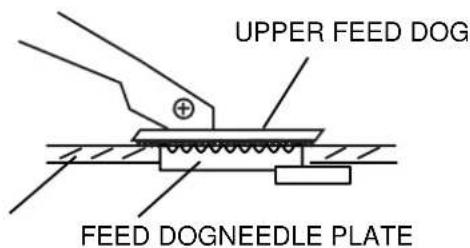
text_image
UPPER FEED DOG FEED DOGNEEDLE PLATE1 ATTACH THE DUAL FEED FOOT.
2 SET THE UPPER FEED DOG. TURN THE POWER SWITCH ON. SELECT THE MODE 1, THEN SELECT THE STITCH #1 ( ♦ ).
3 PRESS THE STITCH LENGTH ADJUSTING KEY.
SET THE STITCH LENGTH TO 0.
4 LOWER THE FEED DOG.
5 SET THE UPPER FEED DOG ADJUSTING DIAL TO i0i.
6 LOWER THE PRESSER FOOT. CHECK THE CLEARANCE BETWEEN THE DUAL FEED FOOT AND UPPER FEED DOG. THE CLEARANCE SHOULD BE 4 MM.
ADJUSTMENT
IF THE CLEARANCE BETWEEN THE DUAL FEED FOOT AND UPPER FEED DOG IS NOT 4MM, FOLLOW THE PROCEDURE BELOW.
7 REMOVE THE TOP COVER.
8 LOOSEN THE SETSCREWS (A).
9 ADJUST THE UPPER SHAFT REAR ARM SO THE CLEARANCE BETWEEN THE DUAL FEED FOOT AND UPPER FEED DOG IS 4MM.
10 ATTACH THE TOP COVER.
UPPER FEED DOG
text_image
PER FEED DOG DUAL FEED FOOT 4 MM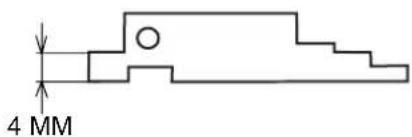
text_image
4 MM(GAUGE 846-G01)
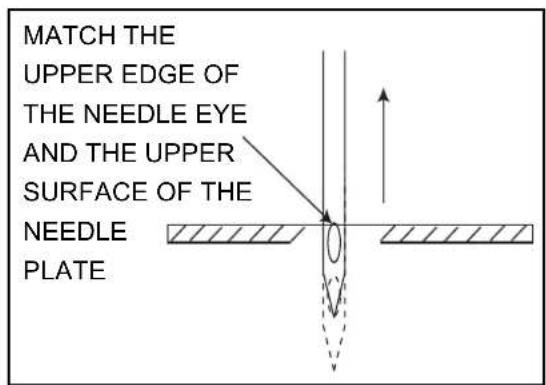
TO ADJUST UPPER FEED DOG HEIGHT
text_image
MATCH THE UPPER EDGE OF THE NEEDLE EYE AND THE UPPER SURFACE OF THE NEEDLE PLATE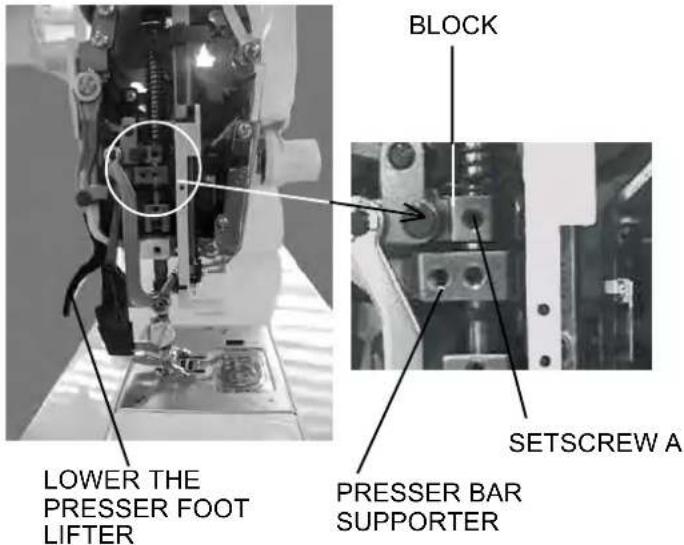
text_image
BLOCK LOWER THE PRESSER FOOT LIFTER PRESSER BAR SUPPORTER SETSCREW A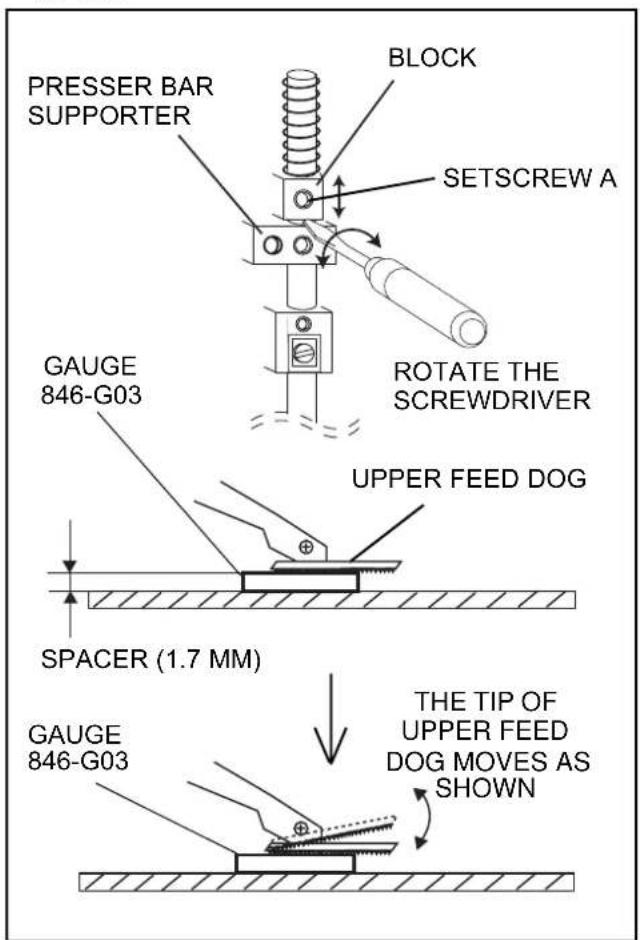
text_image
PRESSER BAR SUPPORTER BLOCK SETSCREW A ROTA TE THE SCREWDRIVER GAUGE 846-G03 UPPER FEED DOG SPACER (1.7 MM) GAUGE 846-G03 THE TIP OF UPPER FEED DOG MOVES AS SHOWN1 ATTACH THE DUAL FEED FOOT.
2 REMOVE THE FACE PLATE AND TOP COVER.
3 SET THE UPPER FEED DOG. TURN THE POWER SWITCH ON. SELECT THE MODE 1 AND STITCH PATTERN #1 ( ).
4 PRESS THE STITCH LENGTH ADJUSTMENT KEY.
SET THE STITCH LENGTH TO "0". TURN OFF THE POWER SWITCH.
5 LOWER THE FEED DOG.
6 REMOVE THE FRONT BRACKET (UNIT) AND NEEDLE BAR SUPPORTER SPRING.
7 TURN THE HANDWHEEL TOWARD YOU (COUNTERCLOCKWISE) TO RAISE THE NEEDLE FROM ITS LOWEST POSITION UNTIL THE UPPER EDGE OF THE NEEDLE EYE MEETS THE UPPER SURFACE OF THE NEEDLE PLATE.
8 INSERT THE 1.7 MM SPACER (GAUGE 846-G03) BETWEEN THE UPPER FEED DOG AND NEEDLE PLATE FROM THE REAR SIDE OF UPPER FEED DOG. LOWER THE PRESSER FOOT LIFTER.
9 LOOSEN THE SETSCREW A. INSERT A NARROW SCREWDRIVER BETWEEN THE BLOCK AND PRESSER BAR SUPPORTER. OPEN THE CLEARANCE WITH THE SCREW- DRIVER FEW TIMES.
10 TIGHTEN THE SETSCREW A WHILE THE UPPER FEED DOG PRESSING THE SPACER.
11 ATTACH THE FRONT BRACKET (UNIT) AND NEEDLE BAR SUPPORTER SPRING.
12 ATTACH THE TOP COVER AND THE FACE PLATE.
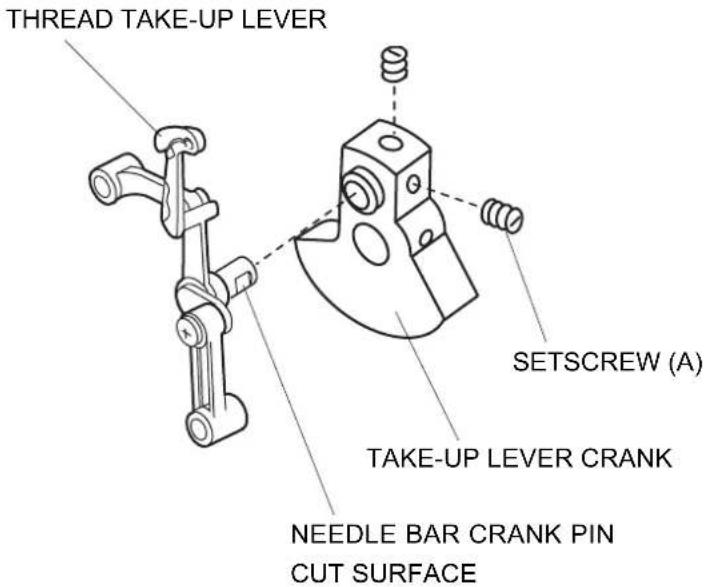
THREAD TAKE-UP LEVER PHASE
INSERT THE NEEDLE BAR CRANK PIN INTO THE TAKE-UP LEVER CRANK AS ILLUSTRATED. THE SETSCREW (A) MUST HOLD THE NEEDLE BAR CRANK PIN CUT SURFACE.
text_image
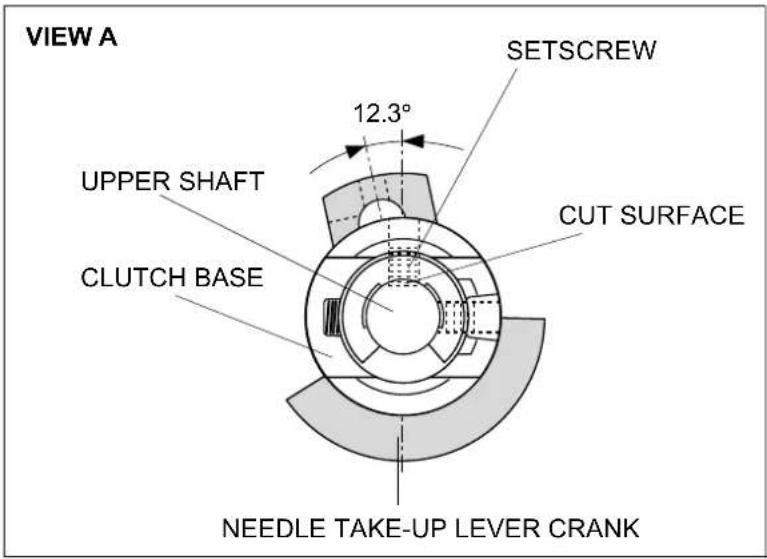
THREAD TAKE-UP LEVER SETSCREW (A) TAKE-UP LEVER CRANK NEEDLE BAR CRANK PIN CUT SURFACETO ADJUST UPPER SHAFT CLUTCH
text_image
VIEW A 12.3° SETSCREW UPPER SHAFT CLUTCH BASE CUT SURFACE NEEDLE TAKE-UP LEVER CRANKCLUTCH BASE (UNIT) ANGLE
WHEN THE CUT SURFACE OF THE UPPER SHAFT IS PARALLE TO THE GROUND, THE CRANK AXIS SHOULD BE A 12.3-DEGREE ANGLE.
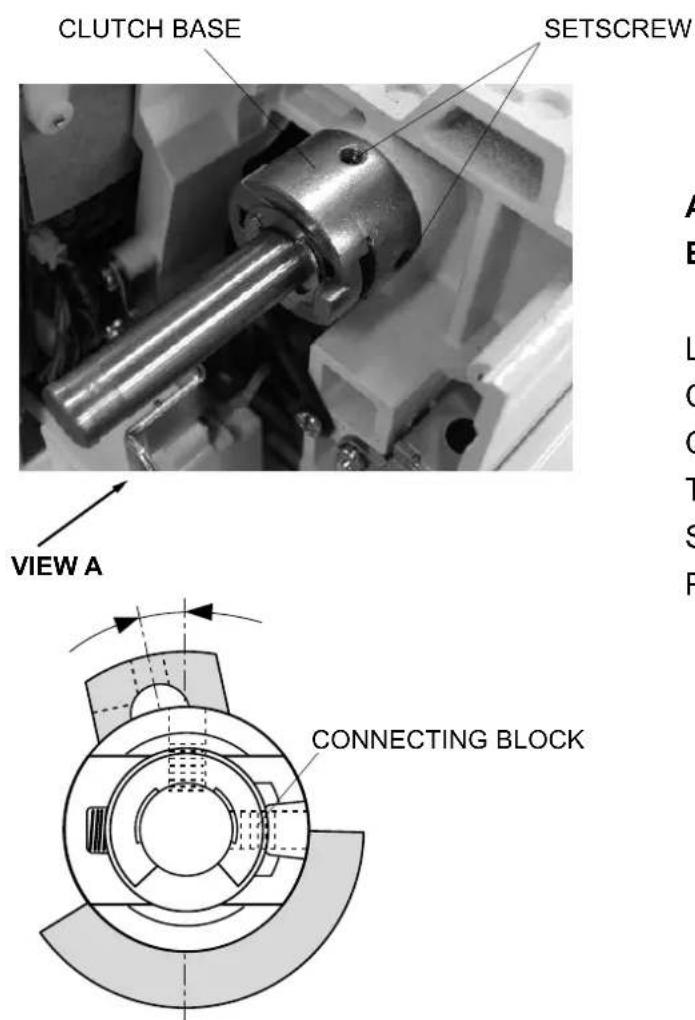
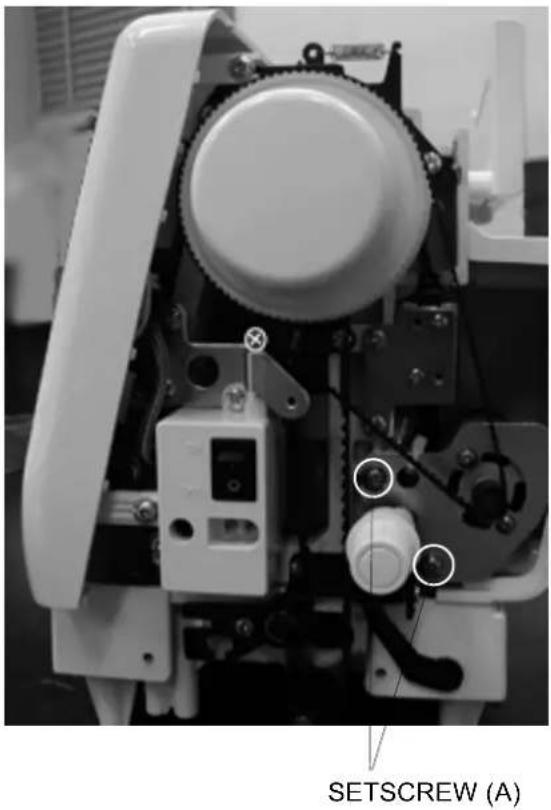
text_image
CLUTCH BASE SETSCREW VIEW A CONNECTING BLOCKADJUSTING THE PLAY OF CONNECTING BLOCK
LOOSEN THE SETSCREWS. ADJUST THE CLUTCH BASE POSITION TO FIX THE PLAY OF THE CONNECTING BLOCK.
THE CONNECTING BLOCK SHOULD WORK SMOOTHLY, AND THERE SHOULD BE NO PLAY.
LOWER SHAFT
TO ATTACH THE LOWER SHAFT PARTS
ANGLE:
THE ANGLE FOR (A), (B), (C) AND (D) IS SAME AS THAT OF THE SPRING PIN (D) ON THE LOWER SHAFT GEAR.
THE PHASE FOR (E), (F) ARE SHOWN THE ILLUSTRATION BELOW.
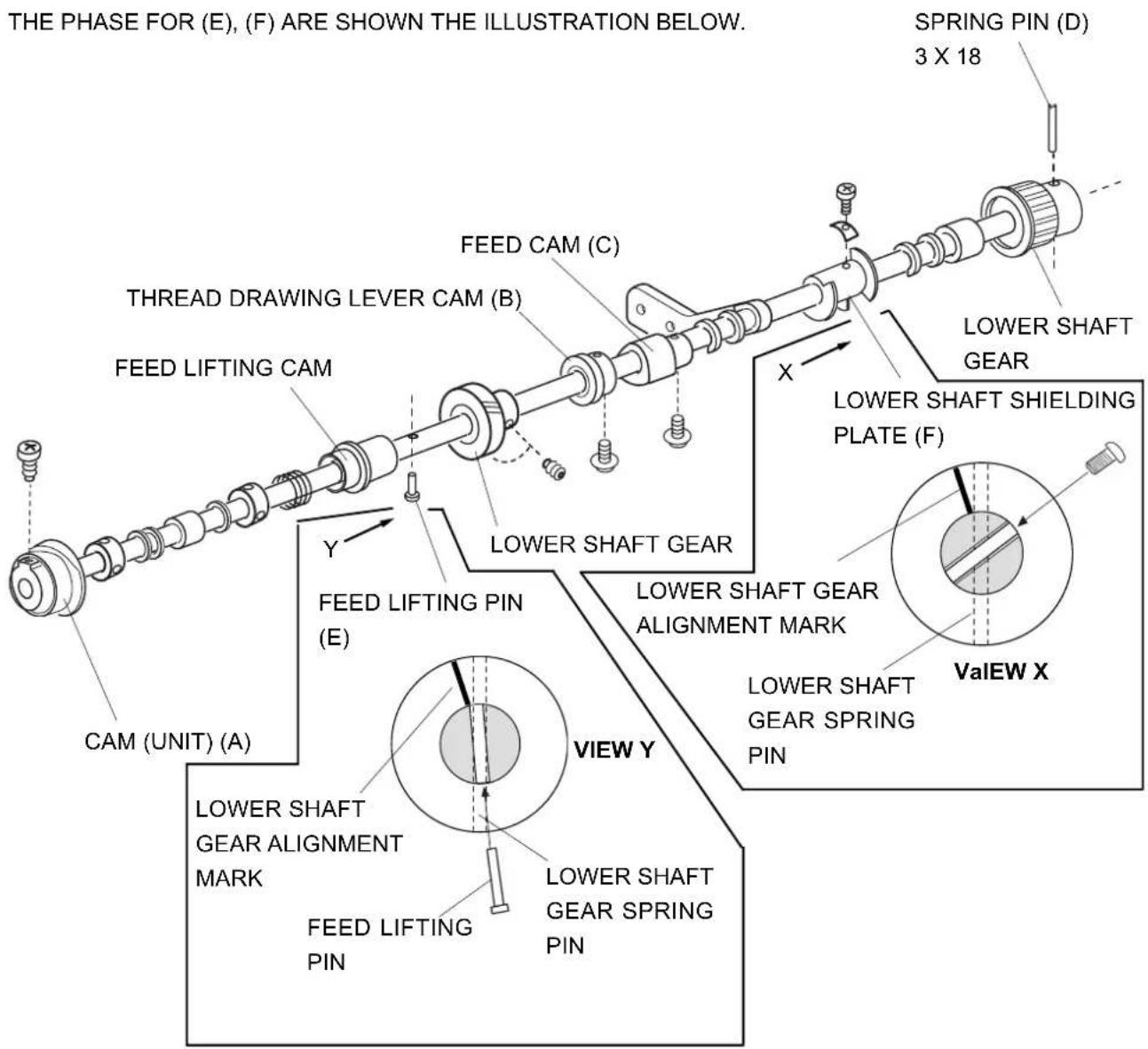
text_image
THE PHASE FOR (E), (F) ARE SHOWN THE ILLUSTRATION BELOW. SPRING PIN (D) 3 X 18 FEED CAM (C) THREAD DRAWING LEVER CAM (B) FEED LIFTING CAM LOWER SHAFT GEAR LOWER SHAFT SHIELDING PLATE (F) Y LOWER SHAFT GEAR FEED LIFTING PIN (E) VIEW Y CAM (UNIT) (A) LOWER SHAFT GEAR ALIGNMENT MARK FEED LIFTING PIN LOWER SHAFT GEAR SPRING PIN LOWER SHAFT GEAR ALIGNMENT MARK LOWER SHAFT GEAR SPRING PIN ValEW XTIMING BELT
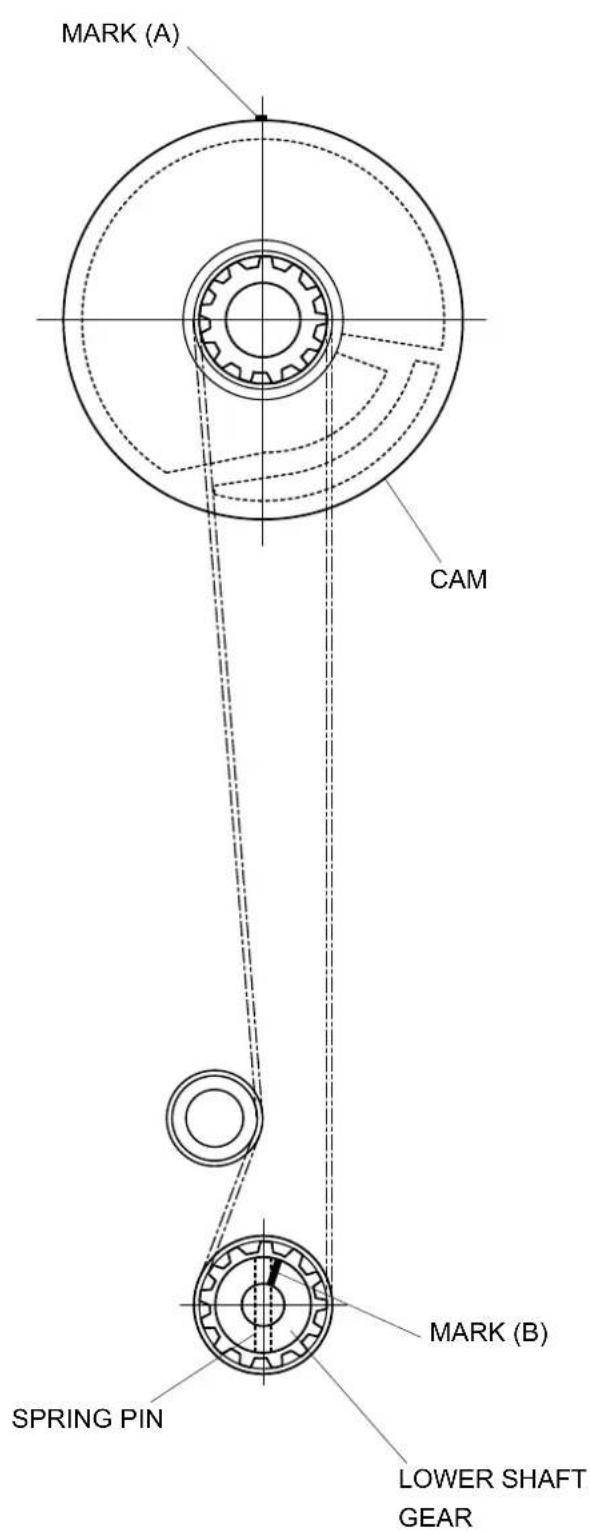
text_image
MARK (A) CAM SPRING PIN MARK (B) LOWER SHAFT GEAR1 SET THE THE MARK (A) TO THE TOP OF THE CAM, WHEN THE MARK (B) POINTING UPWARD. ATTACH THE BELT.
TO REPLACE DRIVING MOTOR
text_image
SETSCREW (A)[TO REMOVE]
1 REMOVE THE FRONT COVER.
(REFER TO PAGE 4)
2 REMOVE THE MOTOR BELT.
3 PULL OUT THE CONNECTOR FROM THE CIRCUIT BOARD A.
4 REMOVE THE 2 SETSCREWS (A) AND PULL OUT THE DRIVING MOTOR.
[TO ATTACH]
5 TIGHTEN THE 2 SETSCREWS (A) SLIGHTLY.
6 ADJUST THE BELT TENSION AND TIGHTEN THE 2 SETSCREWS (A) FIRMLY.
[CORRECT MOTOR BELT TENSION]:
WHEN THE MIDDLE OF THE MOTOR BELT IS PUSHED WITH A PRESSURE OF 200 G (B), THE DEFLECTION SHOULD BE 5 MM.
![JANOME MC6600P - [CORRECT MOTOR BELT TENSION]: - 1](/content/2026/06/1242159/images/79fa131f79335360592b400d48958ff82c74a82b7a3a1ecd5312eebf7bf82438.jpg)
text_image
PRESSURE = 200 G (B) DEFLECTION = 5 MM SETSCREW (A) 5 MM Gauge 860G-001 WHEN THE PUSHED V DEFLECTITO ADJUST ZIGZAG TIMING
text_image
START STOP ON OFF + 1 2 3 4 5 6 7 8 9 0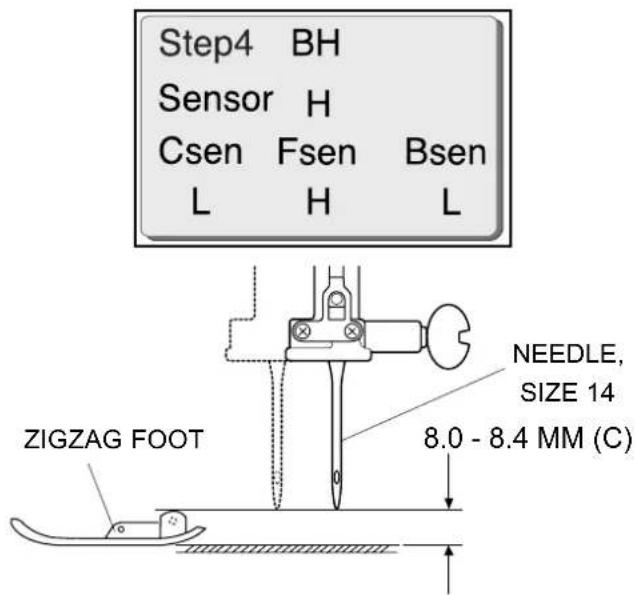
text_image
Step4 BH Sensor H Csen Fsen Bsen L H L ZIGZAG FOOT NEEDLE, SIZE 14 8.0 - 8.4 MM (C)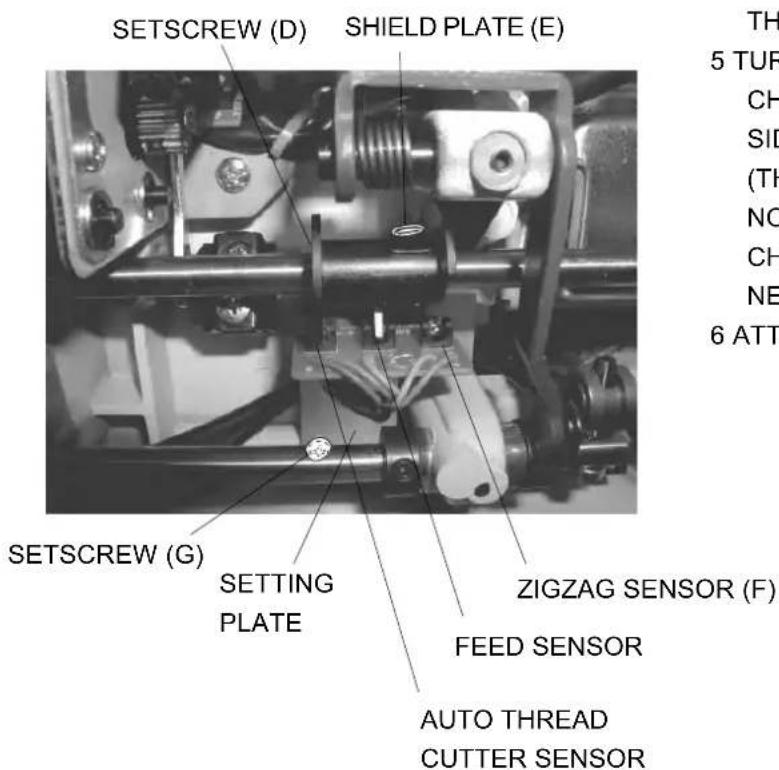
text_image
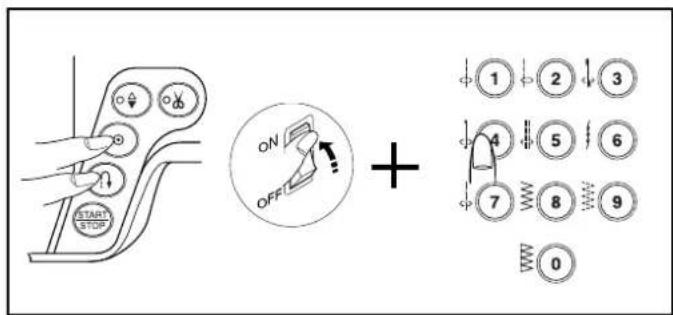
SETSCREW (D) SHIELD PLATE (E) SETSCREW (G) SETTING PLATE ZIGZAG SENSOR (F) FEED SENSOR AUTO THREAD CUTTER SENSORWHEN THE MACHINE IS SET FOR ZIGZAG STITCHING, THE NEEDLE SHOULD START TO ZIGZAG 8.0 MM TO 8.4 MM (C = HEIGHT OF ZIGZAG FOOT) ABOVE THE SURFACE OF THE NEEDLE PLATE.
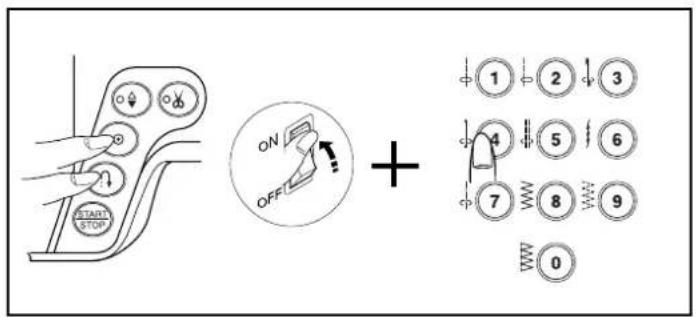
1 SET THE MACHINE FOR ADJUSTING MODE BY TURNING THE POWER SWITCH WHILE PRESSING THE NEEDLE UP/DOWN AND THE LOCK STITCH BUTTONS AT A TIME.
THEN PRESS THE NUMBER 4 BUTTON WITHIN
3 SECONDS (IF IT IS NOT PRESSED WITHIN
3 SECONDS, THE MACHINE WILL RETURN TO NORMAL SEWING MODE).
2 TURN THE HANDWHEEL TOWARD YOU SLOWLY WITH YOUR HAND UNTIL THE NEEDLE COMES 8.2 MM ABOVE THE SURFACE OF THE NEEDLE PLATE.
3 REMOVE THE MACHINE BASE.
LOOSEN THE SETSCREW (D) AND TURN THE SHIELD PLATE (E) UNTIL THE iBsenî ON THE LCD CHANGES FROM [L] TO [H] AND BUZZER SOUNDS.
TIGHTEN THE SETSCREW (D).
4 SET THE RIGHT SIDE OF THE SHIELD PLATE TO THE CENTER OF THE SENSOR AS SHOWN IN THE FIG. 1 AND TIGHTEN THE SET SCREW (G).
5 TURN THE BALANCE WHEEL TOWARD YOU, AND CHECK THE CLEARANCE BETWEEN THE LEFT SIDE OF THE SHIELD PLATES AND SENSORS. (THE SHIELD PLATES AND SENSORS SHOULD NOT TOUCH.) ALSO, CHECK THAT iCsenî CHANGES FROM [L] TO [H] AT THE LOWEST NEEDLE POSITION.
6 ATTACH THE MACHINE BASE.
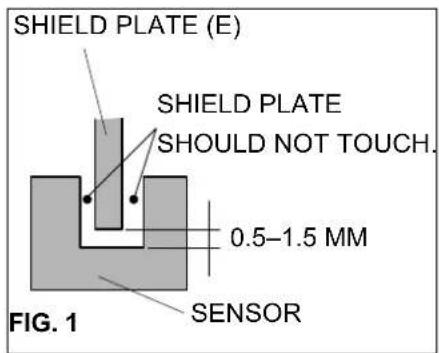
text_image
SHIELD PLATE (E) SHIELD PLATE SHOULD NOT TOUCH. 0.5–1.5 MM SENSOR FIG. 1TO ADJUST BUTTONHOLE LEVER POSITION
text_image
START STOP ON OFF + 1 2 3 4 5 6 7 8 9 0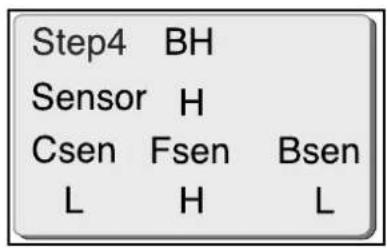
text_image
Step4 BH Sensor H Csen Fsen Bsen L H L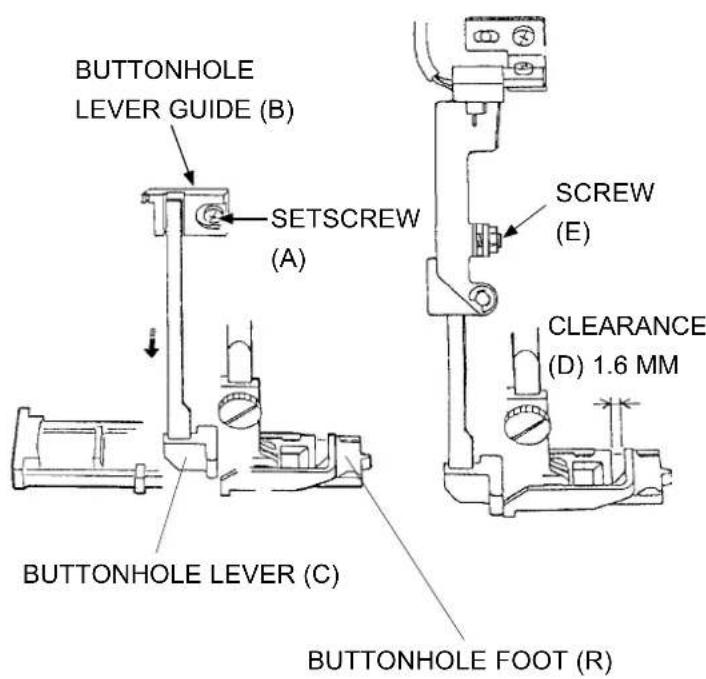
text_image
BUTTONHOLE LEVER GUIDE (B) SETSCREW (A) SCREW (E) CLEARANCE (D) 1.6 MM BUTTONHOLE LEVER (C) BUTTONHOLE FOOT (R)1 WHILE PRESSING THE NEEDLE UP/DOWN AND LOCK STITCH KEYS, TURN THE POWER SWITCH ON. PRESS THE NUMBER 14 ^1 BUTTON WITHIN 3 SECONDS.
2 REMOVE THE FACE PLATE (REFER TO PAGE 1).
LOWER THE BUTTONHOLE LEVER (C).
3 LOOSEN THE SETSCREW (A) AND MOVE THE BUTTONHOLE LEVER GUIDE (B) UNTIL THE DIS PLAY SHOWS iSENSOR Li.
4 ATTACH THE BUTTONHOLE FOOT (R).
5 ADJUST THE CLEARANCE OF THE BUTTON-HOLE FOOT TO 1.6 MM (D).
6 LOOSEN THE SCREW (E) UNTIL THE DISPLAY SHOWS iSENSOR Hi.
7 TIGHTEN THE SCREW (E) UNTIL THE DISPLAY JUST CHANGES FROM iSENSOR Hi TO iSENSOR Li.
8 TURN OFF THE POWER SWITCH.
9 ATTACH THE FACE PLATE.
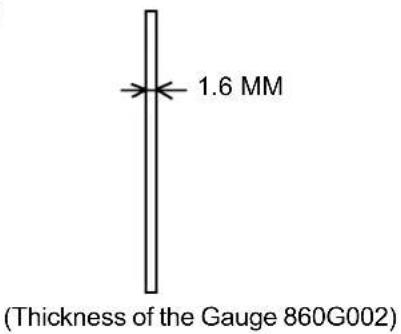
text_image
1.6 MM (Thickness of the Gauge 860G002)ADJUSTMENT OF STRETCH STITCH FEED BALANCE
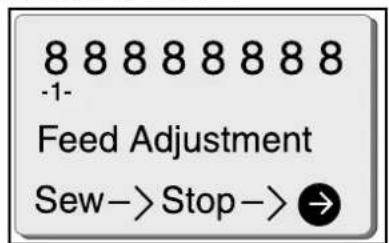
WHEN THE NUMBER 8 IS SHOWN 5 TIMES WITH THE STRETCH STITCH BALANCE DIAL (C) AT THE SETTING MARK (D), THE MEASUREMENT SHOULD BE BETWEEN 32 AND 38
MM AS SHOWN IN FIG. 1.
text_image
8 8 8 8 8 8 8 8 -1- Feed Adjustment Sew->Stop->→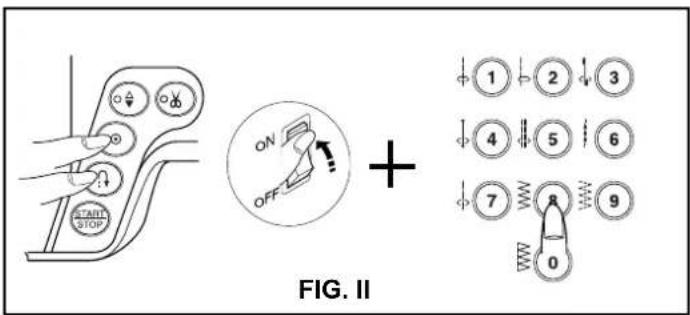
text_image
START STOP ON OFF + FIG. II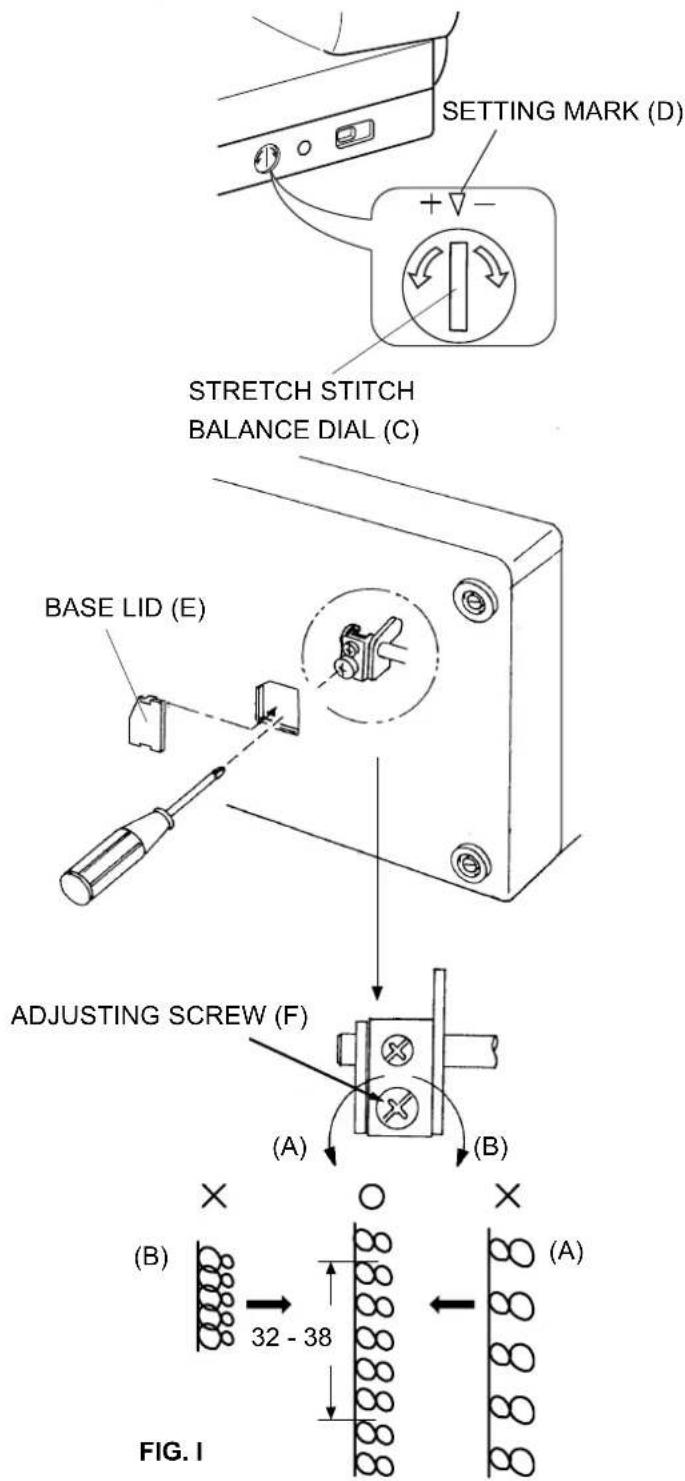
text_image
SETTING MARK (D) + - - STRETCH STITCH BALANCE DIAL (C) BASE LID (E) ADJUSTING SCREW (F) (A) (B) (B) 32 - 38 A FIG. I[TO ADJUST]
- WHILE PRESSING THE NEEDLE UP/DOWN BUTTON AND LOCK STITCH BUTTON, TURN THE POWER SWITCH ON. THEN PRESS THE NUMBER i8i BUTTON WITHIN 3 SECONDS AS SHOWN IN THE FIG II.
- SET THE STRETCH STITCH BALANCE DIAL (C) AT THE SETTING MARK (D).
- SEW 8 OF NUMBER 8 AND CHECK IF THE MEASUREMENT OF FIVE OF THEM IS BETWEEN 32 AND 38 MM.
- IF NOT, REMOVE THE BASE LID (E), AND TURN THE ADJUSTING SCREW IN THE DIRECTION OF:
(A) IF THE MEASUREMENT IS MORE THAN 38 MM.
(B) IF THE MEASUREMENT IS LESS THAN 32 MM.
* WHEN THE ☐ BUTTON IS PRESSED, THE ADJUSTING SCREW (F) COMES TO THE ADJUSTING POSITION. TURN THE ADJUSTING SCREW, THEN PRESS ☐ BUTTON AND SEW 8 OF NUMBER 8.
-
TURN OFF THE POWER SWITCH.
-
ATTACH THE BASE LID (E).
![JANOME MC6600P - [TO ADJUST] - 1](/content/2026/06/1242159/images/f5313d6bf09c79ea205022b1e92a27ddcff1eb3c957aedb2a1f6e348bac10578.jpg)
text_image
32 MM 38 MM (GAUGE 846-G01)ADJUSTMENT OF PRESSER BAR LIFTER SWITCH POSITION
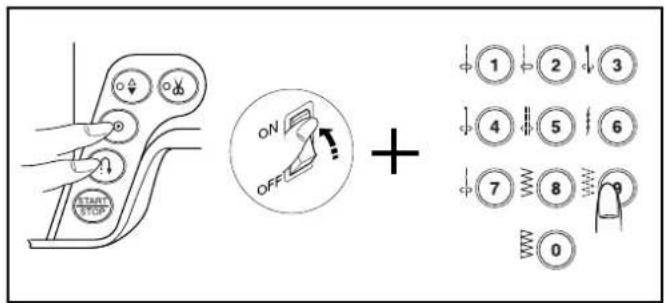
text_image
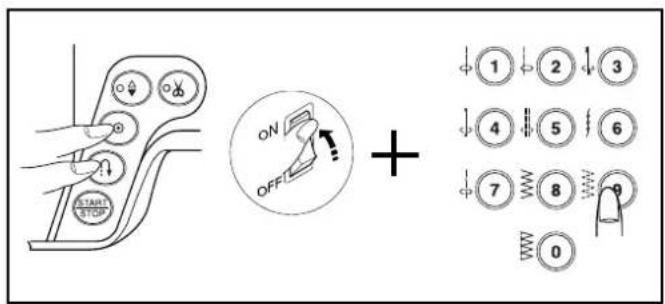
START STOP ON OFF + 1 2 3 4 5 6 7 8 9 01 WHILE THE PRESSING THE NEEDLE UP/DOWN AND LOCK STITCH BUTTONS, TURN THE POWER SWITCH ON. PRESS THE NUMBER i9i BUTTON IN 3 SECONDS.
2 REMOVE THE FACE PLATE AND TOP COVER PLATE.
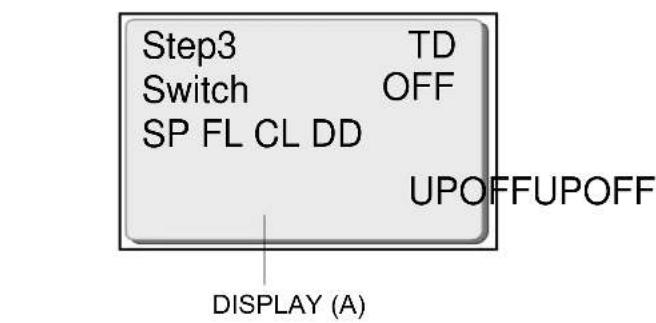
text_image
Step3 Switch SP FL CL DD TD OFF UPOFFUPOFF DISPLAY (A)3 WHEN THE PRESSER BAR IS LIFTED OR LOW-ERED, THE DISPLAY (A) SHOWS iUPi OR iDOWNi RESPECTIVELY. IF NOT, LOOSEN THE SETSCREW (A) AND ADJUST THE POSITION OF THE SWITCH SET PLATE SO THAT THE DISPLAY(A) CHANGES iUPi TO iDOWNi OR VICE VERSA, WHEN THE CLEARANCE BETWEEN THE FOOT AND NEEDLE PLATE IS 4 TO 5.5 MM BY LOWERING OR RAISING THE PRESSER FOOT LIFTER.
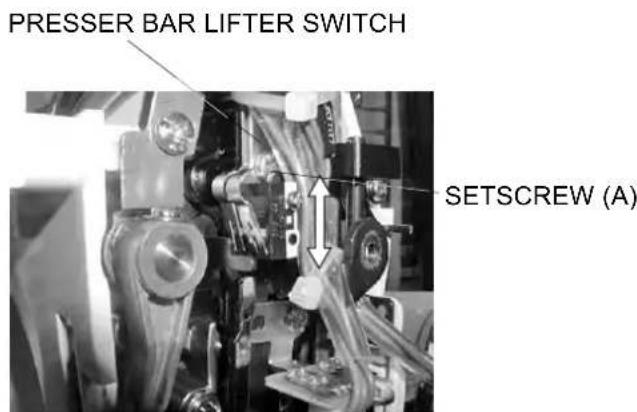
text_image
PRESSER BAR LIFTER SWITCH SETSCREW (A)4 TURN OFF THE POWER SWITCH.
5 ATTACH THE TOP COVER PLATE AND FACE PLATE.
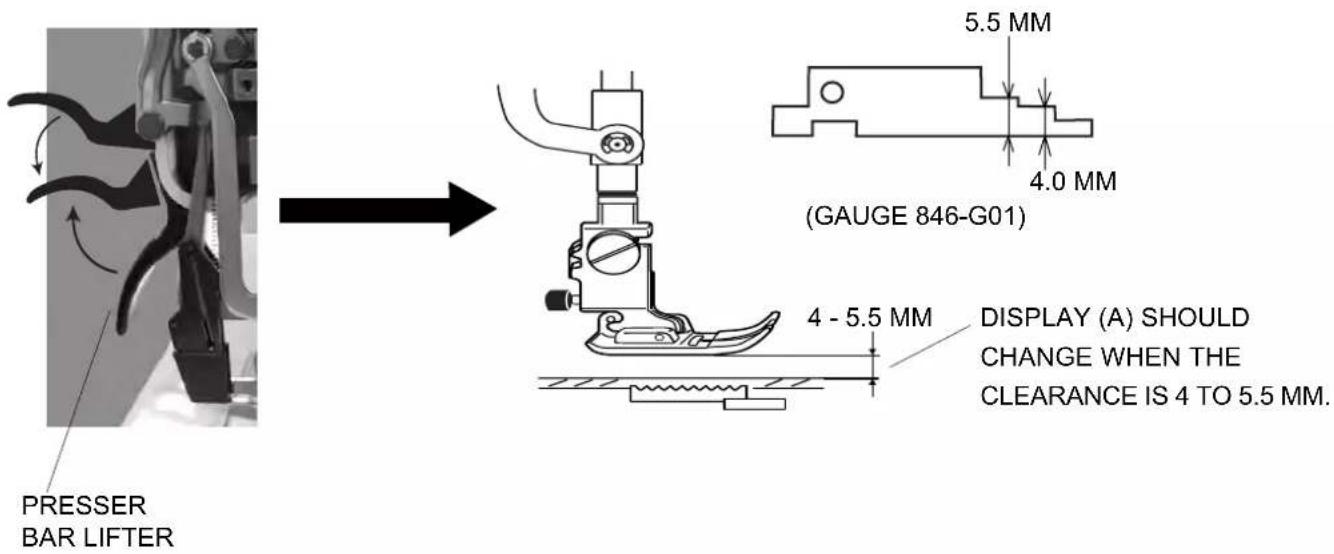
text_image
PRESSER BAR LIFTER 5.5 MM 4.0 MM (GAUGE 846-G01) 4 - 5.5 MM DISPLAY (A) SHOULD CHANGE WHEN THE CLEARANCE IS 4 TO 5.5 MM.TO ADJUST THE AUTO THREAD CUTTER SWITCH POSITION
text_image
START STOP ON OFF + 1 2 3 4 5 6 7 8 0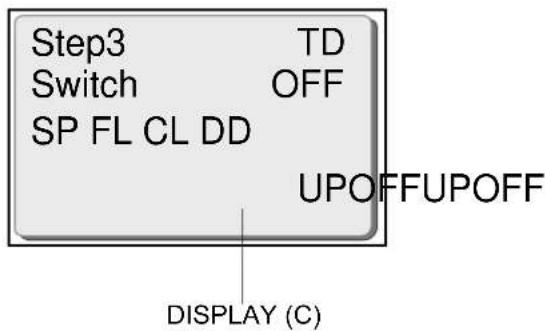
text_image
Step3 TD Switch OFF SP FL CL DD UPOFFUPOFF DISPLAY (C)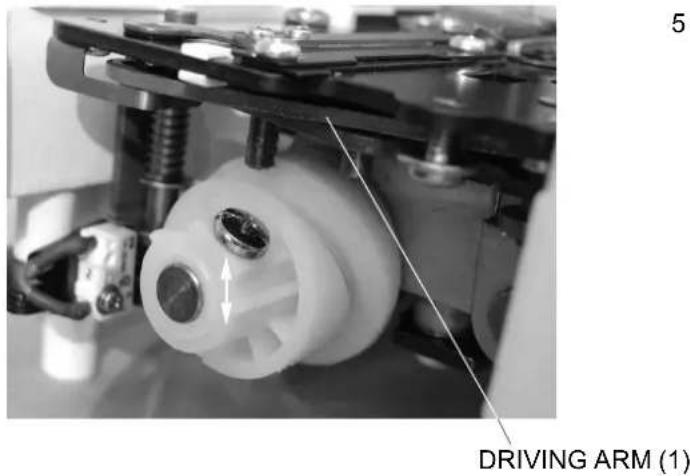
text_image
5 DRIVING ARM (1)(SEWING MODE) (CUTTING MODE)
THE DRIVING ARM (1) THE DRIVING ARM (1) IS RAISED. IS LOWERED.
text_image
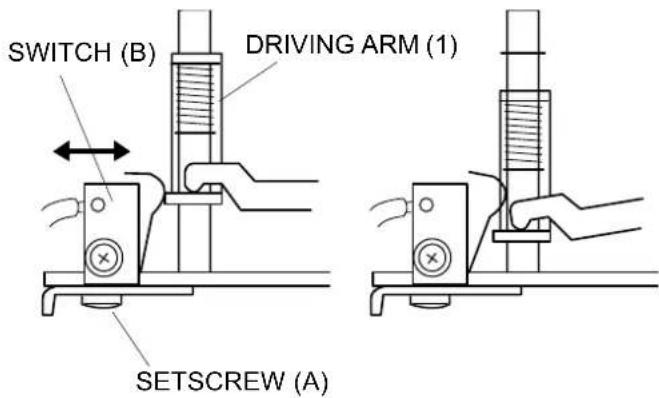
SWITCH (B) DRIVING ARM (1) SETSCREW (A)1 WHILE PRESSING THE NEEDLE UP/DOWN AND LOCK STITCH BUTTONS, TURN THE POWER SWITCH ON. PRESS THE NUMBER i9i BUTTON WITHIN 3 SECONDS.
2 REMOVE THE MACHINE BASE AND AUTO THREAD CUTTER COVER (REFER TO PAGES 2 AND 3).
3 SET THE NEEDLE BAR AT THE LOWEST POSITION.
4 LOOSEN THE SETSCREW (A) AND ADJUST THE POSITION OF THE SWITCH (B) AS FOLLOWS.
* WHEN THE DRIVING ARM (1) IS LOWERED, THE DISPLAY (C) SHOWS iONî. * WHEN THE DRIVING ARM (1) IS RAISED, THE DISPLAY (C) SHOWS iOFFî.
5 ATTACH THE MACHINE BASE AND AUTO THREAD CUTTER COVER.
TO ADJUST UPPER CLUTCH SOLENOID
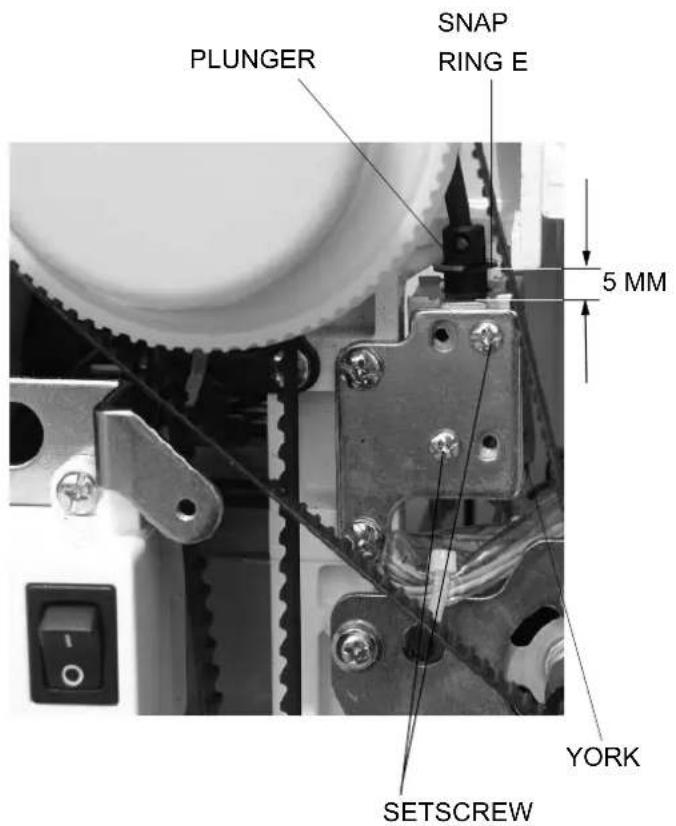
THE CLEARANCE BETWEEN THE SNAP RING E ON THE PLUNGER AND THE YORK SHOULD BE 5 MM.
text_image
PLUNGER SNAP RING E 5 MM YORK SETSCREW1 REMOVE THE BELT COVER.
2 LOOSEN THE SETSCRWS. ADJUST THE YORK SO THAT THE CLEARANCE BETWEEN THE SNAP RING E AND YORK IS 5 MM.
3 TIGHTEN THE SETSCREW.
4 ATTACH THE BELT COVER.
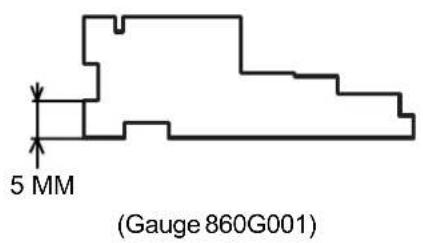
text_image
5 MM (Gauge 860G001)TO ADJUST THREAD CUTTER SOLENOID
THE CLEARANCE BETWEEN THE PLUNGER AND THE TOP OF YORK SHOULD BE 2.5 MM.
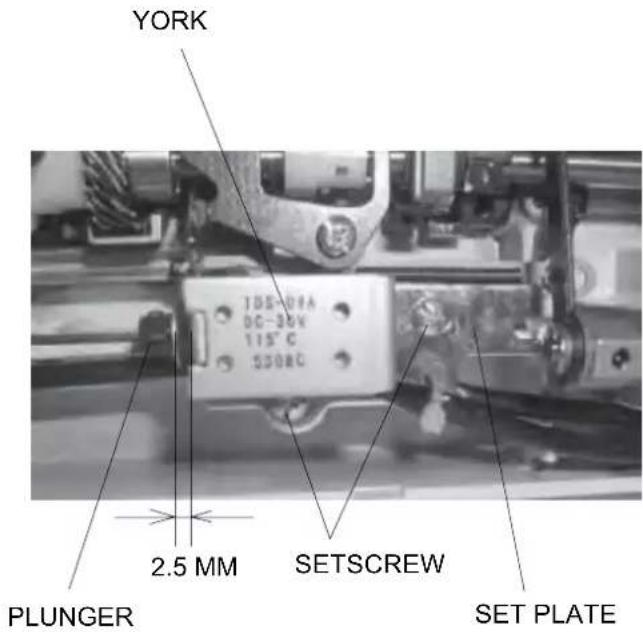
text_image
YORK 1DS-04A DC-30V 115°C 5508C 2.5 MM SETSCREW PLUNGER SET PLATE1 REMOVE THE BASE.
2 LOOSEN THE SETSCRWS. ADJUST THE YORK SO THAT THE CLEARANCE BETWEEN THE SNAP RING E AND YORK IS 2.5MM.
3 TIGHTEN THE SETSCREW.
4 ATTACH THE BELTCOVER.
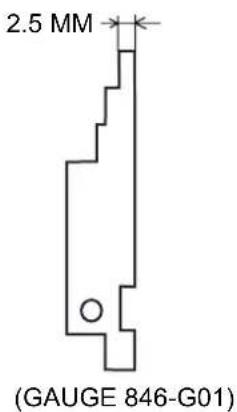
text_image
2.5 MM (GAUGE 846-G01)TO ADJUST BOBBIN DETAINING SOLENOID
THE CLEARANCE BETWEEN THE BOBBIN DETAINING SOLENOID AND THE TOP OF YORK SHOULD BE 3 MM.
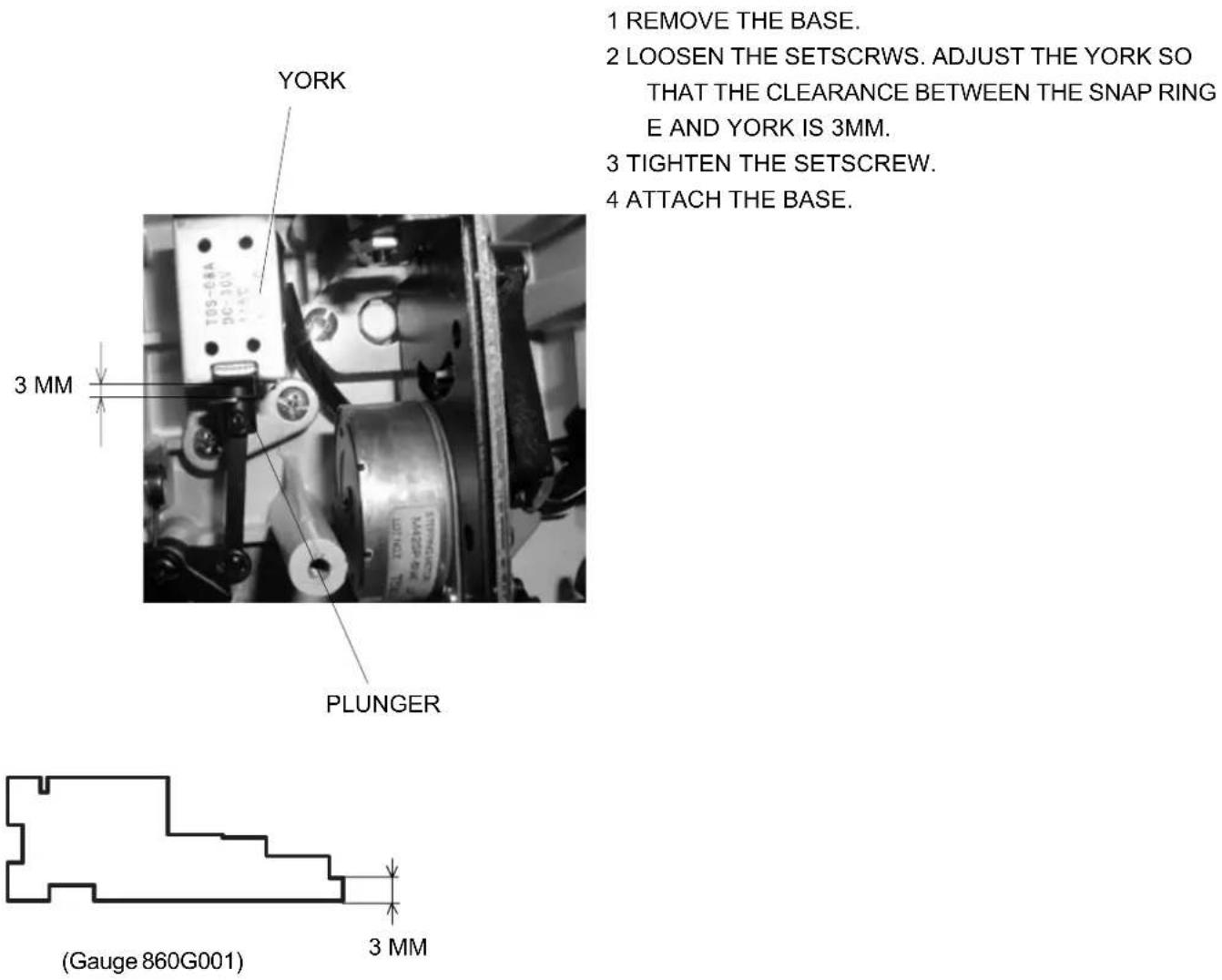
1 REMOVE THE BASE.
2 LOOSEN THE SETSCRWS. ADJUST THE YORK SO THAT THE CLEARANCE BETWEEN THE SNAP RING E AND YORK IS 3MM.
3 TIGHTEN THE SETSCREW.
4 ATTACH THE BASE.
DIAGNOSIS CHART
NOTE:
- THIS DIAGNOSIS DEVICE IS PROVIDED FOR THE PURPOSE OF CHECKING THE CIRCUIT BOARDS A AND K AND THE FUNCTIONS OF MC6600P.
- THE POWER SWITCH MUST BE TURNED OFF WHEN REPLACING PARTS.
- THE LANGUAGE ON THE LCD IS ENGLISH ONLY.
PREPARATION
- REMOVE THE MACHINE BASE.
- REMOVE THE BELT COVER.
- SHIFT THE BOBBIN WINDER STOPPER TO THE RIGHT.
- SLIDE THE DROP FEED LEVER TO THE LEFT TO RAISE THE FEED DOG.
- SLIDE THE SPEED ADJUSTING LEVER TO THE LEFT.
- REMOVE THE PRESSER FOOT AND RAISE THE PRESSER BAR LIFTER.
- SET THE NEEDLE BAR AT THE HIGHEST POSITION.
BEFORE USING THE DIAGNOSISI DEVICE,
CHECK OR REPLACE THE FOLLOWING PART(S) IF NOTHING HAPPENS WHEN THE POWER SWITCH IS TURNED ON:
- THE CONNECTORS ARE CONNECTED PROPERLY (REFER TO PAGE 8)
- REPLACE THE CIRCUIT BOARD A OR FUSE ON IT (REFER TO PAGE 7)
- REPLACE THE POWER SUPPLY CORD.
- REPLACE THE MACHINE SOCKET.
- REPLACE THE TRANSFORMER.
WHEN THE SEWING LAMP DOES NOT TURN ON,
- REPLACE THE SEWING LAMP.
- REPLACE THE CIRCUIT BOARD A.
text_image
START STOP + ON OFF 1 2 3 4 5 6 7 8 9 0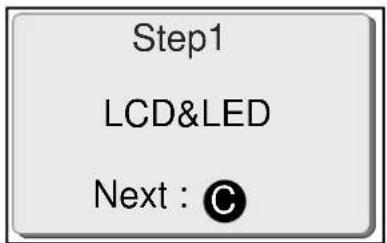
text_image
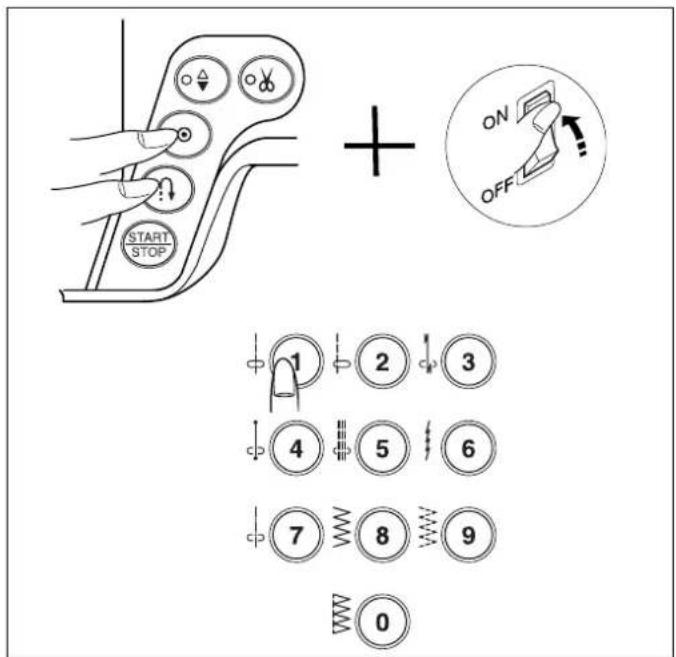
Step1 LCD&LED Next : ©TO ACTIVATE THE DIAGNOSIS DEVICE
- WHILE PRESSING THE NEEDLE UP/DOWN AND LOCK STITCH BUTTONS, TURN THE POWER SWITCH ON. THEN PRESS THE NUMBER 1 BUTTON WITHIN 3 SECONDS.
- THE STEP 1 SCREEN APPEARS.
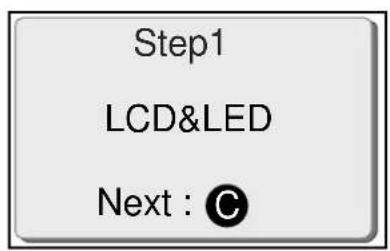
1. STEP 1 (FUNCTION OF BUZZER, LCD AND LED)
text_image
Step1 LCD&LED Next : ©[CORRECT CONDITION]
1) BUZZER SOUNDS
2) LCD AND LED BLINK AT 1 SECOND INTERVAL.
3) SEWING LIGHT TURNS ON.
PRESS THE iCLEAR! BUTTON TO PROCEED TO THE NEXT STEP.
[FAULTY CONDITION]
BUZZER DOES NOT SOUND. THE STEP 1 SCREEN DOES NOT APPEAR. LCD AND LED DO NOT BLINK.
-REMEDY-
A) TURN THE LCD BRIGHTNESS ADJUSTING DIAL CLOCKWISE OR COUNTERCLOCKWISE.
B) REPLACE CIRCUIT BOARDS, F, K, OR A.
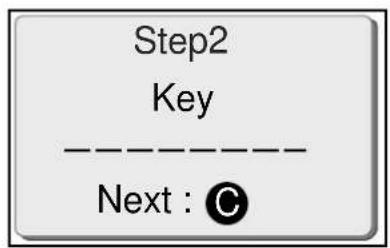
2.STEP 2 (FUNCTION OF BUTTONS)
text_image
Step2 Key -- -- Next : ©[CORRECT CONDITION]
PRESS ALL OF THE BUTTONS ON THE FRONT COVER. (PRESS THE BUTTON iCî AT LAST.)
EACH TIME A BUTTON IS PRESSED, THE NAME OF THE BUTTON APPEARS ON THE LCD.
PRESS iCLEAR! BUTTON TO PROCEED TO THE NEXT STEP
[FAULTY CONDITION]
THE NAME OF THE BUTTON DOES NOT APPEAR AND LCD CONTINUES TO INDICATE — — — — .
-REMEDY-
REPLACE CIRCUIT BOARDS F, K OR A.
3.STEP 3 (DETECTING SWITCH)
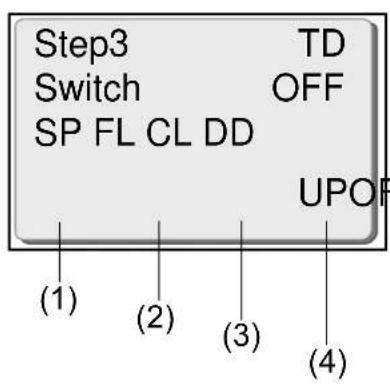
text_image
Step3 Switch SP FL CL DD TD OFF UPOF (1) (2) (3) (4)[CORRECT CONDITION]
(1) BOBBIN WINDING SWITCH (SP) BOBBIN WINDER STOPPER AT LEFT:ON BOBBIN WINDER STOPPER AT RIGHT:OFF
(2) PRESSER BAR LIFTER SWITCH (FL) PRESSER FOOT IS UP POSITION:UP PRESSER FOOT IS DOWN POSITION: DOWN
(3) AUTO THREAD CUTTER SWITCH (CL) DRIVING ARM AT UP POSITION: OFF DRIVING ARM AT DOWN POSITION: ON
[FAULTY CONDITION]
THE DISPLAY DOES NOT CHANGE OR IS REVERSED.
-REMEDY-
ADJUST THE POSITION OF THE SWITCHES, OR REPLACE A SWITCH OR CIRCUIT BOARD A.
PRESSER
BAR
LIFTER BOBBIN WINDER SWITCH SWITCH
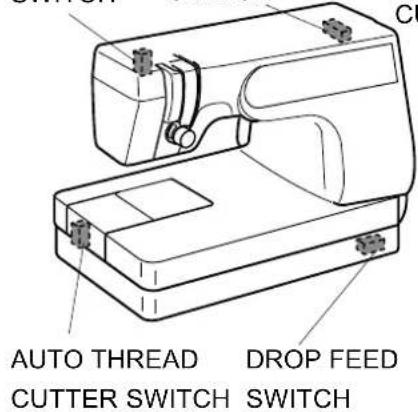
text_image
AUTO THREAD CUTTER SWITCH DROP FEED SWITCHAUTO THREAD
CUTTER SWITCH
DRIVING ARM (1)
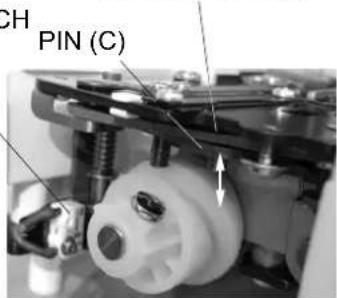
text_image
CH PIN (C)(4) DROP FEED SWITCH (DD)
LEVER AT THE LEFT: UP LEVER AT THE RIGHT: DOWN
4.STEP 4 (PHOTO SENSOR)
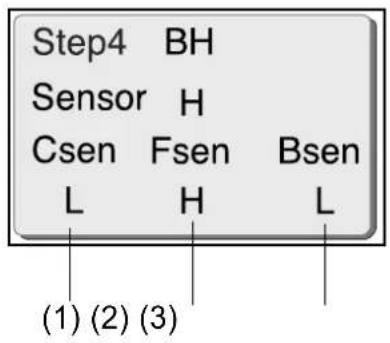
text_image
Step4 BH Sensor H Csen Fsen Bsen L H L (1) (2) (3)[CORRECT CONDITION]
THE DISPLAY SHOWS [H] OR [L].
PULL THE BUTTONHOLE LEVER TOWARD YOU-[H] RELEASE THE BUTTONHOLE LEVER-[L] PUSH THE BUTTONHOLE LEVER TO THE BACK-[H]
TURN THE HANDWHEEL AND SEE IF DISPLAY ((1), (2) AND (3)) CHANGES TO [H] OR [L].
[FAULTY CONDITION]
THE SCREEN DOES NOT CHANGE.
-REMEDY-
ADJUST THE POSITION OF THE SHIELD PLATE. ADJUST THE POSITION OF THE PHOTO SENSOR. REPLACE THE PHOTO SENSOR OR CIRCUIT BOARD A.
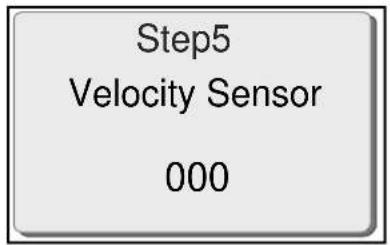
5.STEP 5 (SPEED SENSOR)
text_image
Step5 Velocity Sensor 000[CORRECT CONDITION]
TURN THE HANDWHEEL AGAINST YOU SLOWLY. THE 3-DIGIT NUMBER REACHES BETWEEN 414 AND 420, THEN RETURN TO 0. PRESS THE iCLEAR! BUTTON TO PROCEED TO THE NEXT STEP.
[FAULTY CONDITION]
THE DISPLAY DOES NOT CHANGE OR SHOWS 413 OR LESS.
-REMEDY-
CLEAN UP THE PHOTO SENSOR. ADJUST THE POSITION OF THE PHOTO SENSOR. REPLACE THE MOTOR OR CIRCUIT BOARD A.
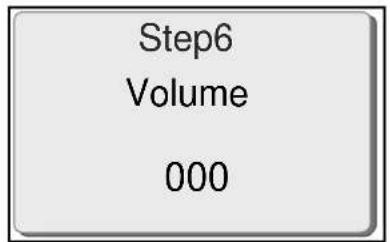
6.STEP 6 (SPEED CONTROL LEVER)
text_image
Step6 Volume 000[CORRECT CONDITION]
MOVE THE SPEED CONTROL LEVER SLOWLY. THE DISPLAY SHOWS: AT THE LEFT END: 000-002 AT THE RIGHT END: 253-255 PRESS THE iCLEARi BUTTON TO PROCEED TO THE NEXT STEP.
[FAULTY CONDITION]
THE DISPLAY DOES NOT CHANGE OR INDICATES INCORRECT VALUE.
-REMEDY-
REPLACE THE SPEED CONTROL LEVER, CIRCUIT BOARDS K OR A.
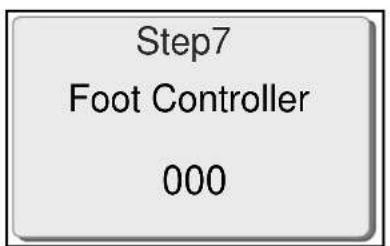
7.STEP 7 (FOOT CONTROL)
text_image
Step7 Foot Controller 000[CORRECT CONDITION]
THE DISPLAY SHOWS: 000-016 WHEN RELEASED FOOT CONTROL. 208 - 250 WHEN FULLY DEPRESSED. 251 - 255 WHEN THE FOOT CONTROL IS DISCONNECTED. PRESS iCLEAR ^i BUTTON TO PROCEED TO THE NEXT STEP.
[FAULTY CONDITION]
THE DISPLAY DOES NOT CHANGE OR INDICATES INCORRECT VALUE.
-REMEDY-
REPLACE THE FOOT CONTROL, MACHINE SOCKET OR CIRCUIT BOARD A.
8. STEP 8
(SOLENOID)

text_image
Step8 Solenoid Sol1 Sol2 Sol3 OFF OFF OFF ① ② ③ (1) (2) (3)AUTO THREADER CUTTER COVER
[CORRECT CONDITION]
PRESS A NUMBER CORRESPONDING TO THE SOLENOIDS
1) FOR AUTO-THREAD CUTTER SET THE NEEDLE BAR AT THE LOWEST POSITION.
PRESS THE BUTTON(1) WHEN THE DRIVING ARM IS AT: UP: OFF DOWN: ON
2) FOR BOBBIN SPINNING IDLE PREVENSION LEVER REMOVE THE HOOK COVER PLATE.
PRESS THE BUTTON (2)
WHEN THE LEVER IS AT THE:
RIGHT: OFF
LEFT: ON
[FAULTY CONDITION]
THE DRIVING MECHANISM DOES NOT FUNCTION.
-REMEDY-
CHECK IF THE CONNECTING PARTS MOVES PROPERLY. REPLACE A SOLENOID OR THE CIRCUIT BOARD A.
3) FOR UPPER SHAFT SET THE NEEDLE BAR AT THE HIGHEST POSITION. WHEN THE ACTIVATING ROD IS AT THE POSITION OF: UP: OFF DOWN: ON
PRESS iCLEAR! BUTTON TO PROCEED TO THE NEXT STEP.
9. STEP 9 (STEPPING MOTORS)
(1)
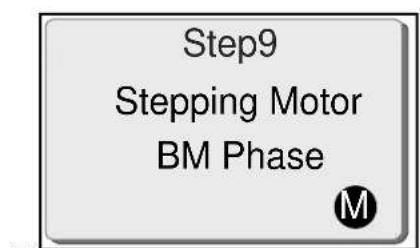
text_image
Step9 Stepping Motor BM Phase M(2)
text_image
Step9 Stepping Motor ------------------ M(3)
text_image
Step9 Stepping Motor FM Phase M[CORRECT CONDITION]
1) WHEN THE M BUTTON IS PRESSED WITH THE NEEDLE BAR AT iUPi POSITION, THE NEEDLE BAR VIBRATES AND THE NEEDLE DROP IS SET AT CENTER POSITION. (ZIGZAG STEPPING MOTOR)
2) WHEN THE M BUTTON IS PRESSED WITH THE NEEDLE BAR AT iMIDDLE POSITION, THE TENSION DISC IS CLOSED. (TENSION STEPPING MOTOR)
3) WHEN THE M BUTTON IS PRESSED WITH THE NEEDLE BAR AT IDOWNI POSITION, THE FEED DOG VIBRATES AND THE FEED DOG IS IN THE MIDDLE OF ITS TRAVEL (FEED STEPPING MOTOR)
PRESS THE iCLEARi BUTTON TO PROCEED TO THE NEXT STEP.
[FAULTY CONDITION]
THE DISPLAY SHOWS "E1 Error", "E2 Error" OR "Error2".
-REMEDY-
CHECK THE STEPPING MOTORS IF THEY ROTATE SMOOTHLY. REPLACE THE STEPPING MOTOR. REPLACE THE CIRCUIT BOARD A.
10. STEP 10 (DRIVING AND BOBBIN WINDING MOTORS)
Step10 Sewing Motor Spool Motor
[CORRECT CONDITION]
WHEN THE PRESSER BAR IS LOWERED AND THE FOOT CONTROL IS DEPRESSED, THE DRIVING MOTOR RUNS. WHEN THE BOBBIN WINDING BUTTON ⏻ IS PRESSED, THE BOBBIN WINDING MOTOR RUNS.
[FAULTY CONDITION]
THE DISPLAY SHOWS "error".
"REMEDY"
CHECK THE MOTOR BELT TENSION. REPLACE THE DRIVING MOTOR, BOBBIN WINDING MOTOR OR CIRCUIT BOARD A.