DC5100 - Machine à coudre JANOME - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil DC5100 JANOME au format PDF.

Questions des utilisateurs sur DC5100 JANOME
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Machine à coudre au format PDF gratuitement ! Retrouvez votre notice DC5100 - JANOME et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil DC5100 de la marque JANOME.
MODE D'EMPLOI DC5100 JANOME
SERVICE MANUAL PARTS LIST
natural_image
Line drawing of a sewing machine with control panel and buttons (no text or symbols)DC5100
CONTENTS
LOCATE AND IDENTIFY THE PARTS....1
WINDING THE BOBBIN 2
THREADING THE MACHINE ....3
CONNECTOR DIAGRAM 4
GENERAL TROUBLE SHOOTING PROCEDURE ....5
WHAT TO DO WHEN 6-8
SELF-DIAGNOSTIC TESTS 9-11
SERVICE ACCESS
FACE COVER 12
TOP COVER 12
BELT COVER....13
BASE PLATE 14
BED COVER....14
FRONT COVER 15
REAR COVER 16
FREE ARM COVER....17
MECHANICAL ADJUSTMENT
NEEDLE DROP POSITION....18
NEEDLE BAR HEIGHT 19
NEEDLE TO HOOK TIMING....20
CLEARANCE BETWEEN NEEDLE AND HOOK 21
BACKLASH (BETWEEN LOWER SHAFT GEAR AND HOOK GEAR) 22
FEED DOG HEIGHT 23
ZIGZAG SYNCHRONIZATION 24
TENSION RELEASE MECHANISM 25
STRETCH STITCH FEED BALANCE ADJUSTMENT 26
NEEDLE THREAD TENSION 27
BUTTONHOLE LEVER....28
PRESSER FOOT HEIGHT AND ALIGNMENT 29
PART REMOVAL AND REPLACEMENT
NEEDLE THREAD TENSION UNIT ....30
THREADER PLATE 31
REPLACING THE PRINTED CIRCUIT BOARD "A" 32
REPLACING THE PRINTED CIRCUIT BOARD "F" 33
REPLACING SLIDE VOLUME 34
REPLACING DC MOTOR AND ADJUSTING MOTOR BELT TENSION 35
REPLACING THE FUSES 36
REPLACING MACHINE SOCKET (UNIT) 37
REPLACING TRANSFORMER....38
REPLACING THE ZIGZAG WIDTH MOTOR 39
REPLACING THE FEED STITCH MOTOR 40
ADJUSTING THE BOBBIN WINDER SWITCH 41
OILING 42
PARTS LIST 43-61
LOCATE AND IDENTIFY THE PARTS
text_image
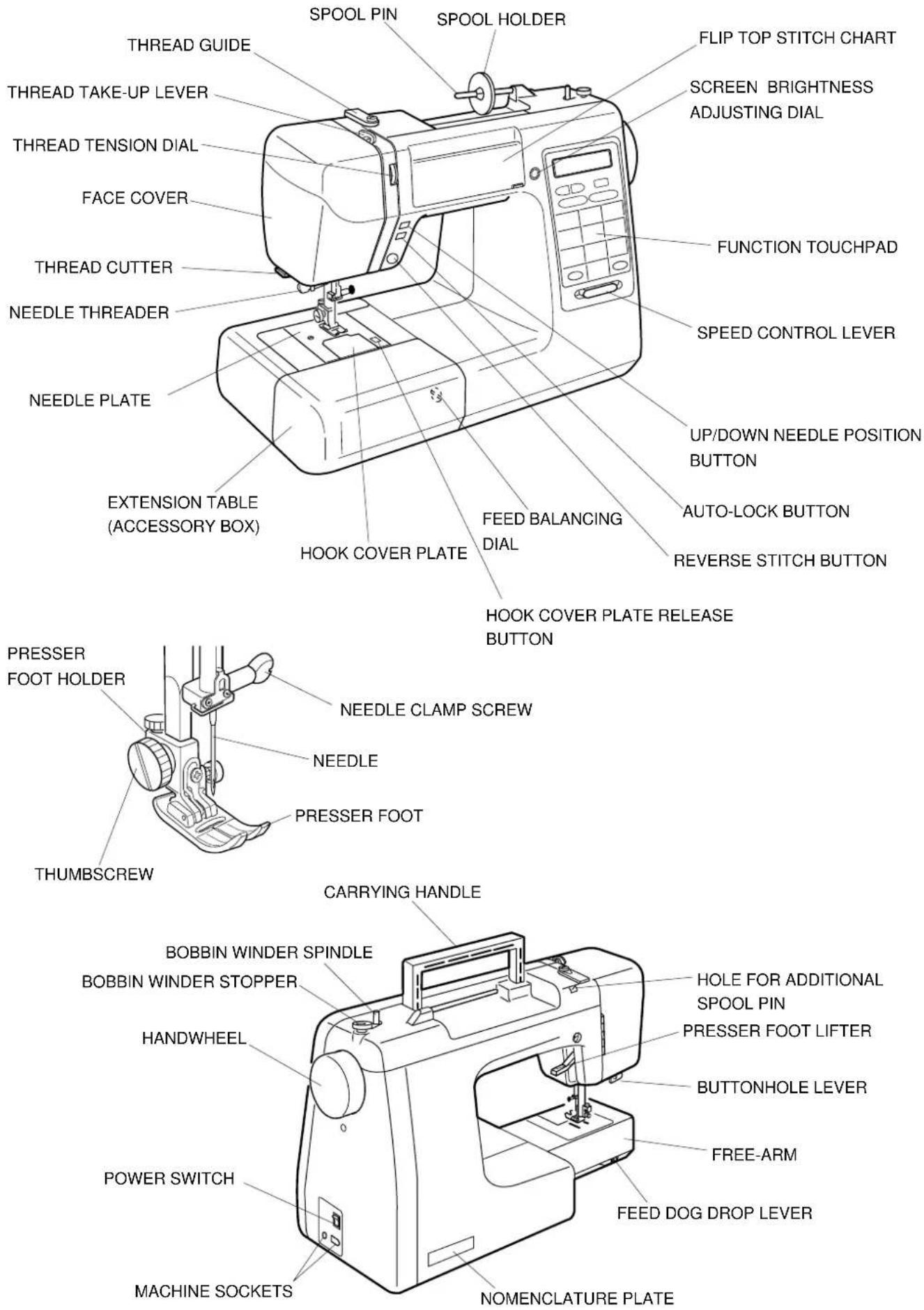
SPOOL PIN SPOOL HOLDER THREAD GUIDE THREAD TAKE-UP LEVER THREAD TENSION DIAL FACE COVER THREAD CUTTER NEEDLE THREADER NEEDLE PLATE EXTENSION TABLE (ACCESSORY BOX) HOOK COVER PLATE FEED BALANCING DIAL HOOK COVER PLATE RELEASE BUTTON PRESSER FOOT HOLDER THUMBSCREW NEEDLE CLAMP SCREW NEEDLE PRESSER FOOT CARRYING HANDLE BOBBIN WINDER SPINDLE BOBBIN WINDER STOPPER HANDWHEEL POWER SWITCH MACHINE SOCKETS Nomenclature Plate FLIP TOP STITCH CHART SCREEN BRIGHTNESS ADJUSTING DIAL FUNCTION TOUCHPAD SPEED CONTROL LEVER UP/DOWN NEEDLE POSITION BUTTON AUTO-LOCK BUTTON REVERSE STITCH BUTTON HOLE FOR ADDITIONAL SPOOL PIN PRESSER FOOT LIFTER BUTTONHOLE LEVER FREE-ARM FEED DOG DROP LEVERWINDING THE BOBBIN
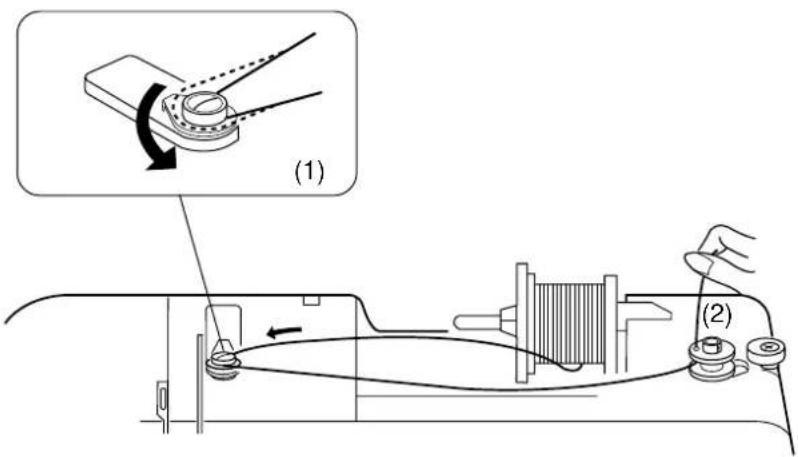
(1) PASS THE THREAD AROUND THREAD GUIDE.
(2) THEN THROUGH THE HOLE IN THE BOBBIN.
(3) PUT THE BOBBIN ON THE BOBBIN WINDER SPINDLE, AND PUSH THE BOBBIN TO THE RIGHT.
(4) WHEN THE BOBBIN IS FULLY WOUND, IT WILL STOP AUTOMATICALLY. RETURN THE BOBBIN WINDER TO ITS ORIGINAL POSITION BY MOVING THE SPINDLE TO THE LEFT, AND CUT THE THREAD AS SHOWN.
text_image
(1) (2)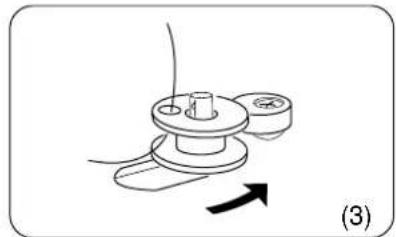
natural_image
Simple line drawing of a mechanical device with a rotating shaft and base, no text or symbols present.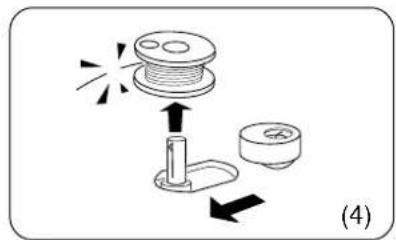
natural_image
Diagram of a mechanical assembly with a spool, shaft, and housing (no text or symbols)INSERTING THE BOBBIN

natural_image
Mechanical component diagram showing a threaded fastener pressing into a base plate (no text or symbols)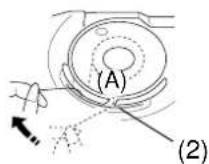
text_image
(B) (3)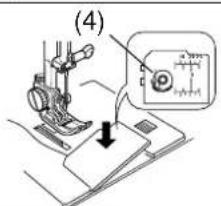
text_image
(4)PLACE THE BOBBIN IN THE BOBBIN HOLDER WITH THE THREAD RUNNING OFF IN THE COUNTERCLOCKWISE.
(1) END OF THREAD
GUIDE THE THREAD INTO THE NOTCH (A) ON THE FRONT SIDE OF THE BOBBIN HOLDER.
DRAW THE THREAD TO THE LEFT, SLIDING IT BETWEEN THE TENSION SPRING BLADES.
(2) NOTCH (A)
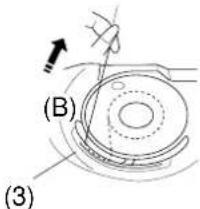
CONTINUE TO DRAW THE THREAD LIGHTLY UNTIL THE THREAD SLIPS INTO NOTCH (B).
PULL OUT ABOUT 15 CM (6") OF THREAD.
(3) NOTCH (B)
ATTACH THE HOOK COVER PLATE.
CHECK THE THREADING BY REFERRING TO THE CHART SHOWN ON THE HOOK COVER PLATE.
(4) THREADING CHART
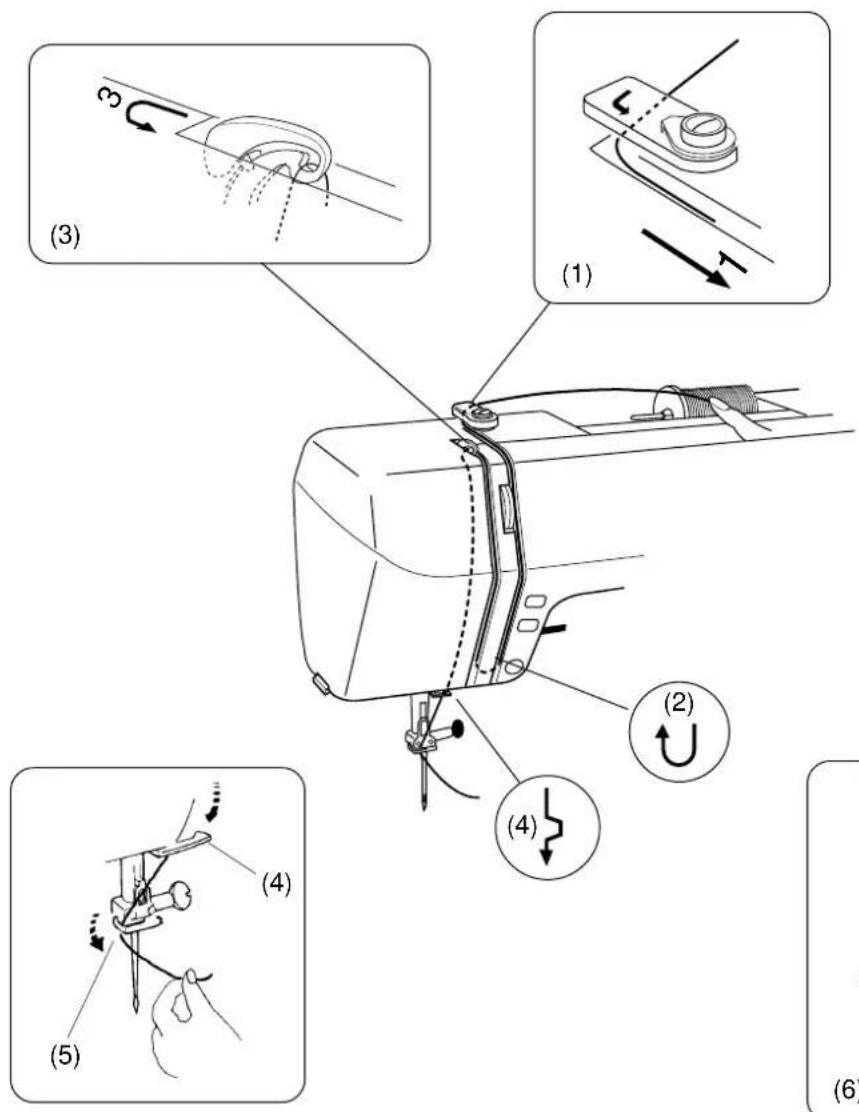
THREADING THE MACHINE
RAISE THE PRESSER FOOT LIFTER, AND PASS THE THREAD THROUGH POINTS (1) TO (6).
(1) HOLD THE UPPER THREAD AND PASS THE THREAD UNDER THE THREAD GUIDE. PULL THE THREAD DOWN ALONG THE RIGHT CHANNEL.
(2) DRAW THE THREAD AROUND THE CHECK SPRING HOLDER FROM RIGHT TO LEFT, THEN PULL UP THE THREAD.
(3) FIRMLY DRAW THE THREAD FROM RIGHT TO LEFT AND PULL IT TOWARD YOU INTO THE EYE OF THE THREAD TAKE-UP LEVER, THEN DOWN TO THE LOWER THREAD GUIDE.
(4) DRAW THE THREAD FROM RIGHT TO LEFT BEHIND THE LOWER THREAD GUIDE.
(5) SLIDE THE THREAD BEHIND THE NEEDLE BAR THREAD GUIDE FROM THE LEFT.
(6) THREAD THE NEEDLE FROM FRONT TO BACK USING THE NEEDLE THREADER.
text_image
(3) (1) (2) (4) (5) (6)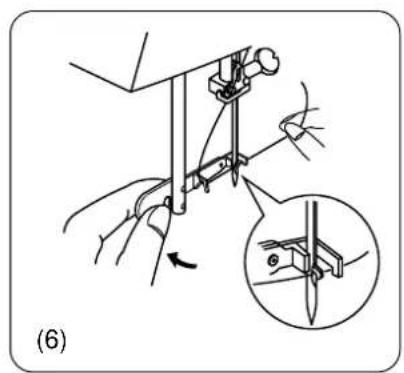
natural_image
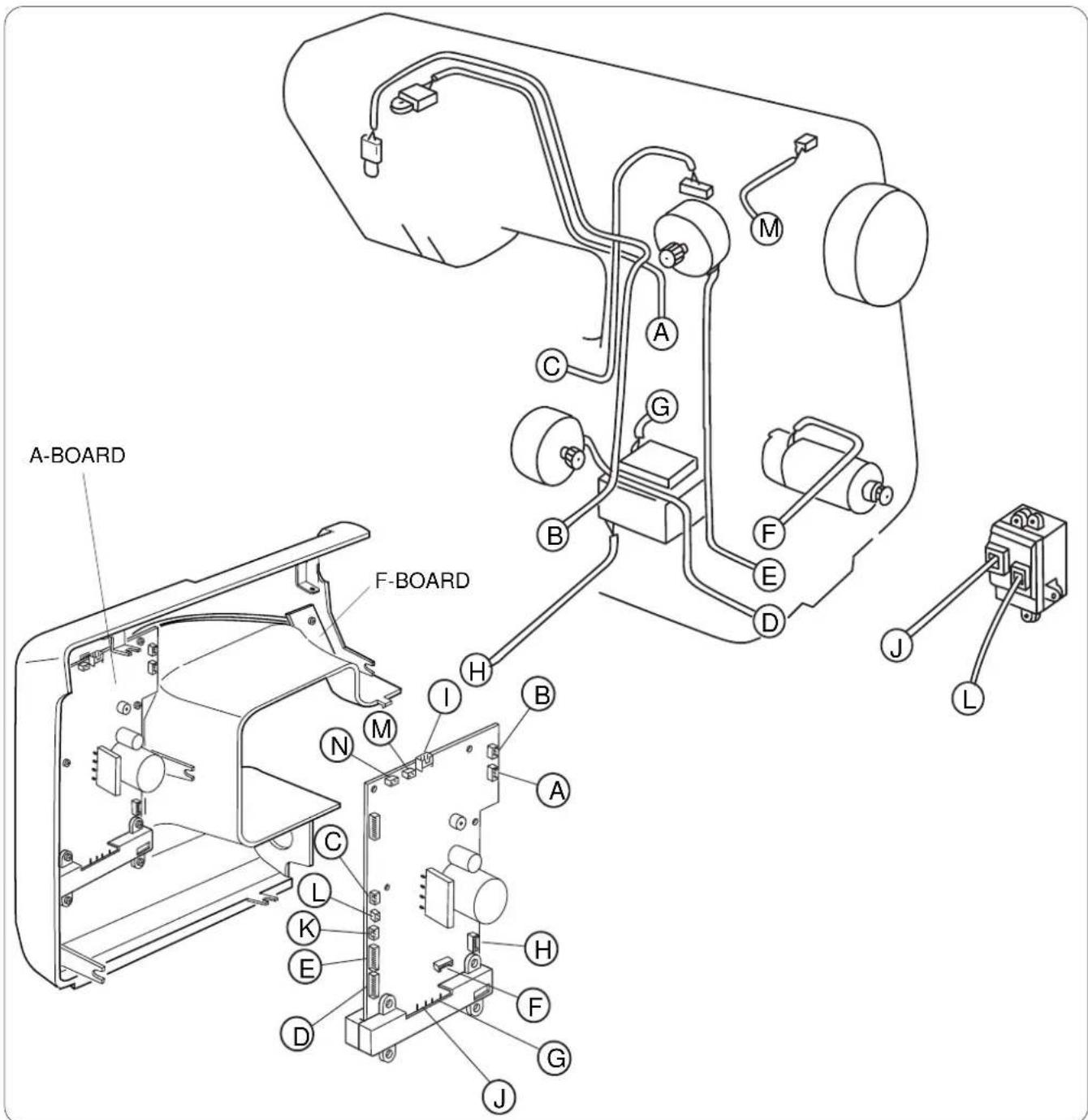
Illustration of a sewing machine needle being adjusted, with a magnified inset showing the needle detail (no text or symbols)CONNECTOR DIAGRAM
REFER TO THE DIAGRAM FOR LOCATING THE CONNECTOR POST ON THE CIRCUIT BOARD
EACH CONNECTOR SHOULD BE CONNECTED AS FOLLOWS;
A: BUTTONHOLE SENSOR
B: SEWING LIGHT
C: UPPER SHAFT SENSOR
D: FEED MOTOR
E: ZIGZAG WIDTH MOTOR
F: DC MOTOR
G: POWER TRANSFORMER (PRIMARY CIRCUIT)
H: POWER TRANSFORMER (SECONDARY CIRCUIT)
I : PRINTED CIRCUIT BOARD "F"
J : MACHINE PLUG (PRIMARY CIRCUIT)
K: SLIDE VOLUME
L : MACHINE PLUG (SECONDARY CIRCUIT)
M: BOBBIN WINDER SWITCH
N: TOUCH PANEL
text_image
A-BOARD F-BOARD M C G B F E D J L N M I H B A C L K E D H F G JGENERAL TROUBLE SHOOTING PROCEDURE
(MACHINE DOESN'T WORK WELL)
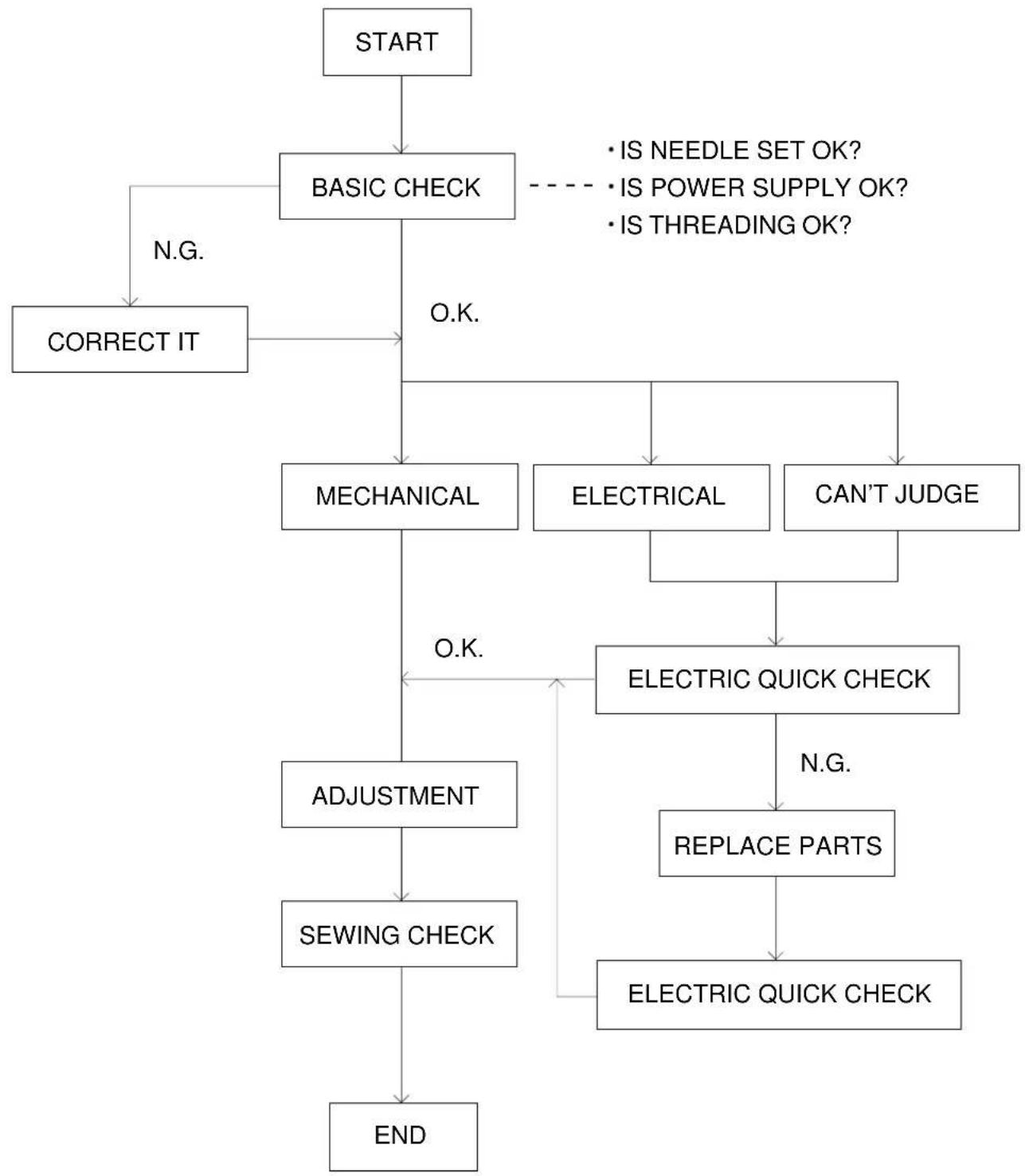
flowchart
graph TD
A["START"] --> B["BASIC CHECK"]
B -->|N.G.| C["CORRECT IT"]
B -->|O.K.| D["MECHANICAL"]
D -->|O.K.| E["ADJUSTMENT"]
E --> F["SEWING CHECK"]
F --> G["END"]
B -.->|• IS NEEDLE SET OK? \n• IS POWER SUPPLY OK? \n• IS THREADING OK?|
D --> H["ELECTRICAL"]
D --> I["CAN'T JUDGE"]
H --> J["ELECTRIC QUICK CHECK"]
I --> J
J -->|N.G.| K["REPLACE PARTS"]
K --> L["ELECTRIC QUICK CHECK"]
WHAT TO DO WHEN
| CONDITION CAUSE HOW TO FIX REFERENCE | |||
| 1. SKIPPING STITCHES | 1. NEEDLE IS NOT INSERTED PROPERLY.2. NEEDLE IS BENT OR WORN.3. INCORRECTLY THREADED.4. NEEDLE OR THREAD ARE INAPPROPRIATE FOR FABRIC BEING SEWN.5. SEWING ON STRETCH FABRIC.6. INAPPROPRIATE NEEDLE BAR HEIGHT.7. INAPPROPRIATE NEEDLE TO HOOK TIMING.8. INAPPROPRIATE NEEDLE TO HOOK CLEARANCE. | INSERT THE NEEDLE PROPERLY.CHANGE THE NEEDLE.RETHREAD.USE THE RECOMMENDED SEWING NEEDLE AND THREAD.USE A #11 BLUE TIP NEEDLE.SEE MECHANICAL ADJUSTMENT “NEEDLE BAR HEIGHT”.SEE MECHANICAL ADJUSTMENT “NEEDLE TO HOOK TIMING”.SEE MECHANICAL ADJUSTMENT “CLEARANCE BETWEEN NEEDLE AND HOOK”. | P.19P.20P.21 |
| 2. FABRIC NOT MOVING | 1.INCORRECT FEED DOG HEIGHT.2.FEED DOG IS IN DOWN POSITION.3.THREAD ON BOTTOM SIDE OF FABRIC IS JAMMED UP.4.FEED DOG TEETH ARE WORN. | SEE MECHANICAL ADJUSTMENT “FEED DOG HEIGHT”.RAISE THE FEED DOG.MAKE SURE TO BRING BOTH NEEDLE AND BOBBIN.THREAD UNDER THE FOOT WHEN STARTING SEWING.CHANGE THE FEED DOG. | P.23 |
| 3. BREAKINGUPPERTHREAD | 1. INITIAL SEWING SPEED ISTOO FAST.2. THREAD PATH IS INCORRECT.3. NEEDLE IS BENT OR DULL.4. UPPER THREAD TENSION ISTOO STRONG.5. NEEDLE SIZE ISINAPPROPRIATE FOR FABRIC.6. NEEDLE EYE IS WORN.7. NEEDLE HOLE IN NEEDLEPLATE IS WORN OR BURRED. | START WITH MEDIUM SPEED.USE THE PROPER THREAD PATH.REPLACE WITH A NEW NEEDLE.ADJUST NEEDLE THREAD TENSION CORRECTLY.USE APPROPRIATE NEEDLE FOR FABRIC AND THREAD IN USE.CHANGE THE NEEDLE.REPAIR THE HOLE OR REPLACE THE NEEDLE PLATE. | P.27 |
| 4. BREAKINGBOBBINTHREAD | 1. INCORRECTLY THREADED BOBBIN.2. TOO MUCH THREAD IS WOUND ON THE BOBBIN.3. LINT IS STUCK INSIDE THE BOBBIN HOLDER.4. THREAD QUALITY ISTOO LOW.5. THREAD IS JAMMINGAROUND THE BOBBIN. | THREAD BOBBIN CORRECTLY.ADJUST THE POSITION OF STOPPER.CLEAN THE BOBBIN HOLDER.CHANGE TO A HIGH QUALITY SEWING THREAD.CLEAR OUT THE JAMMING THREAD. | |
| 5. NEEDLEBREAKS | 1. NEEDLE IS HITTING THENEEDLE PLATE.2. NEEDLE IS BENT OR WORN.3. NEEDLE IS HITTING THE HOOK.4. THE FABRIC MOVES WHILETHE NEEDLE IS PIERCINGIT, OR THE NEEDLE ZIGZAGSWHILE IN FABRIC.5. FABRIC IS BEING PULLED TOO STRONGLY WHILE SEWING. | SEE MECHANICAL ADJUSTMENT “NEEDLE DROP POSITION”.CHANGE THE NEEDLE.SEE MECHANICAL ADJUSTMENT “CLEARANCE BETWEEN NEEDLE AND HOOK”.SEE MECHANICAL ADJUSTMENT “ZIGZAG SYNCHRONIZATION”.GUIDE THE FABRIC GENTLY WHILE SEWING. | P.18P.21P.24 |
| 6. NOISY OPERATION | 1. BACKLASH BETWEEN HOOK GEAR AND LOWER SHAFT GEAR IS TOO GREAT.2. LOWER SHAFT GEAR IS LOOSE.3. INAPPROPRIATE BELT TENSION.4. NOT ENOUGH OIL. | SEE MECHANICAL ADJUSTMENT “BACKLASH (BETWEEN LOWER SHAFT GEAR AND HOOK GEAR)".ELIMINATE THE LOOSENESS.SEE REPLACING DC MOTOR AND ADJUSTING MOTOR BELT TENSION (DC MOTOR)".OIL ALL MOVING PARTS. | P.22P.35P.42 |
| 7. DEFORMATION PATTERN | 1. INAPPROPRIATE FEED BALANCE.2. INAPPROPRIATE ZIGZAG SYNCHRONIZATION.3. UPPER THREAD TENSION IS TOO STRONG. | SEE MECHANICAL ADJUSTMENT “STRETCH STITCH FEED BALANCE ADJUSTMENT".SEE MECHANICAL ADJUSTMENT “ZIGZAG SYNCHRONIZATION”.SEE MECHANICAL ADJUSTMENT “NEEDLE THREAD TENSION”. | P.26P.24P.27 |
SELF DIAGNOSTIC TESTS
PREPARATION:
• TURN OFF THE POWER SWITCH.
- SHIFT THE BOBBIN WINDER SPINDLE TO THE LEFT.
- RAISE THE FEED DOG.
- SHIFT THE SLIDE VOLUME TO THE LEFT.
- REMOVE THE PRESSER FOOT AND RAISE THE PRESSER FOOT LIFTER.
- TURN THE HANDWHEEL TOWARD YOU TO RAISE THE NEEDLE TO ITS HIGHEST POSITION.
- PLUG THE FOOT CONTROL TO THE MACHINE.
NOTE:
- BE CAREFUL: THE SEWING MACHINE MAY START RUNNING BY ITS OWN WHILE IN TEST MODE.
- TURN OFF THE POWER SWITCH BEFORE REPLACING ANY PARTS.
• R EPEAT THE DIAGNOSTIC TEST UNTIL THE PROBLEMS HAS BEEN RESOLVED.
TURN ON THE POWER SWITCH. IF ANY OF FOLLOWING PROBLEMS OCCUR, TAKE THE RECOMMENDED ACTIONS IN THE ORDER THEY ARE SHOWN.
- THE MACHINE DOES NOT RESPOND WHEN THE POWER SWITCH IS TURNED ON.
- CHECK EACH CONNECTOR CONNECTION.
- REPLACE THE MACHINE SOCKET.
- REPLACE THE PRINTED CIRCUIT BOARD "A".
- REPLACE THE POWER SUPPLY CORD.
- REPLACE THE POWER TRANSFORMER.
• THE SEWING MACHINE LIGHT DOES NOT LIGHT UP.
- REPLACE THE LAMP.
- REPLACE THE CIRCUIT BOARD "A".
• THE LCD SCREEN DOES NOT DISPLAY.
- REPLACE THE PRINTED CIRCUIT BOARD "A".
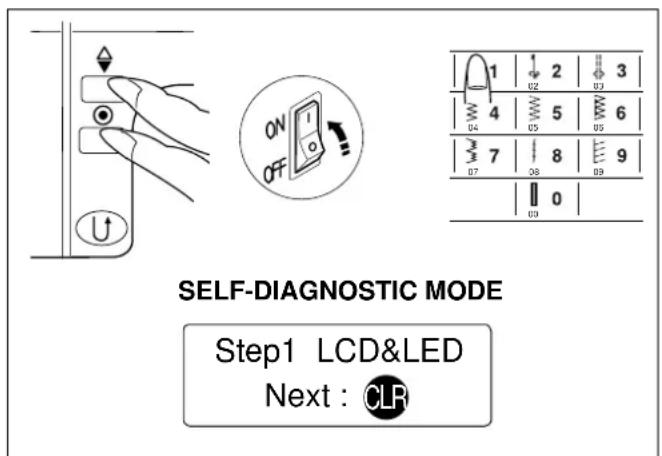
SELF-DIAGNOSTIC TEST:
text_image
SELF-DIAGNOSTIC MODE Step1 LCD&LED Next : CLRTURN THE POWER SWITCH ON WHILE PRESSING THE REVERSE BUTTON & AUTO-LOCK BUTTON. THEN PRESS THE 01 BUTTON WITHIN 3 SECONDS TO ENTER THE SELF-DIAGNOSTIC MODE. THE STANDARD MODE SHOWS UP IF YOU DO NOT PRESS THE 01 BUTTON WITHIN 3 SECONDS. TURN THE POWER SWITCH OFF AND START OVER AGAIN.
SELF DIAGNOSTIC TESTS
| TESTS | CORRECT RESULTS | DEFECTIVE RESULTS / REPLACEMENT AND ADJUSTMENT | |
| 1)LCD & LED | TURN THE POWER SWITCH ON WHILE PRESSING THE REVERSE BUTTON & AUTO-LOCK BUTTON. THEN PRESS THE 01 BUTTON WITHIN 3 SECONDS TO ENTER THE SELF-DIAGNOSTIC MODE. | THE DISPLAY SHOWS “Self Check Start”. LCD AND LED BLINKS.BEEPS WHEN ENTER THE LCD & LED CHECK MODE. PRESS CLR BUTTON TO PROCEED TO THE NEXT STEP. PRESS CLR BUTTON TO PROCEED TO THE NEXT STEP. | DEFECTIVE RESULTS:DOES NOT ENTER THE SELF-DIAGNOSTIC MODE.REPLACE:REPLACE THE TOUCH PANEL.REPLACE THE BOARD A. |
| 2)KEYS | PRESS THE KEYS IN ORDER AS DESCRIBED BELOW.1REVERSE STITCH BUTTON2AUTO-LOCK BUTTON3UP/DOWN NEEDLE POSITION BUTTON4MODE KEY5STITCH WIDTH KEY “+”6STITCH WIDTH KEY“-”7STITCH LENGTH KEY “+”8STITCH LENGTH KEY “-”PRESS THE REST OF KEYS IN ORDER FROM LEFT TO RIGHT, STARTING FROM THE HIGHEST COLUMN TO THE LOWEST COLUMN. | THE DISPLAY SHOWS “Key” AND THE MACHINE BEEPS.BEEPS WHEN ENTER THE KEY CHECK MODE.BEEPS WHEN BUTTONS OR KEYS ARE PRESSED.THE DISPLAY SHOWS THE NAME OF PRESSED BUTTON OR KEY. PRESS CLR BUTTON TO PROCEED TO THE NEXT STEP. PRESS CLR BUTTON TO PROCEED TO THE NEXT STEP. | DEFECTIVE RESULTS:DOES NOT DISPLAY THE NAME OF BUTTON OR DOES NOT BEEP WHEN BUTTONS ARE PRESSED.REPLACE:REPLACE THE TOUCH PANEL.REPLACE THE BOARD A. |
| 3)BOBBIN WINDER SPINDLE | MOVE THE BOBBIN WINDER TO THE RIGHT.MOVE THE BOBBIN WINDER TO THE LEFT. | THE DISPLAY SHOWS “Switch” AND THE MACHINE BEEPS.THE DISPLAY SHOWS “ON” AND BEEPS WHEN BOBBIN WINDER IS MOVED TO THE RIGHT.THE DISPLAY SHOWS “OFF” AND BEEPS WHEN BOBBIN WINDER IS MOVED TO THE LEFT. PRESS CLR BUTTON TO PROCEED TO THE NEXT STEP. PRESS CLR BUTTON TO PROCEED TO THE NEXT STEP. | DEFECTIVE RESULTS:DOES NOT DISPLAY THE NAME OF BUTTON OR DOES NOT BEEP WHEN BUTTONS ARE PRESSED.REPLACE:REPLACE THE BOBBIN WINDER.REPLACE THE BOARD A. |
| 4)BUTTONHOLE CENSOR | LOWER THE BUTTONHOLE LEVER.PULL, AND PUSH THE BUTTON-HOLE LEVER, THEN CHECK THE DISPLAY. | THE DISPLAY SHOWS “Sensor” AND THE MACHINE BEEPS.WHEN THE BUTTONHOLE LEVER IS PULLED, THE SCREEN DISPLAYS "H".WHEN THE BUTTONHOLE LEVER IS POSITIONED IN CENTER, THE SCREEN DISPLAYS "L".WHEN THE BUTTONHOLE LEVER IS PUSHED, THE SCREEN DISPLAYS "H".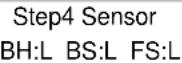 | DEFECTIVE RESULTS:THE DISPLAY DOES NOT CHANGE OR SHOW THE CORRECT. RESULTS WHEN THE BUTTONHOLE LEVER IS PULLED OR PUSHED.REPLACE OR ADJUST:REPLACE THE BUTTONHOLE LEVER SENSOR.REPLACE THE BOARD A. |
| UPPER-SHAFT CENSOR | TURN THE HANDWHELL TOWARD YOU TO MOVE THE NEEDLE FROM HIGHEST TO THE LOWEST POSITION.CHECK THE SCREEN. | WHEN NEEDLE IS IN THE HIGHEST POSITION, THE SCREEN SHOWS:[BS:H FS:L]WHEN NEEDLE IS IN THE LOWEST POSITION, THE SCREEN SHOWS:[BS:L FS:H]WHEN NEEDLE IS IN NEITHER THE HIGHEST NOR THE LOWEST POSITIONS.[BS:L FS:L]PRESS CLR BUTTON TO PROCEED TO THE NEXT STEP. | DEFECTIVE RESULTS:THE DISPLAY DOES NOT CHANGE OR SHOW THE CORRECT. RESULTS WHEN THE NEEDLE IS MOVED.REPLACE OR ADJUST:REPLACE THE UPPER SHAFT SENSOR.REPLACE THE BOARD A. |
SELF DIAGNOSTIC TESTS
| TESTS | CORRECT RESULTS | DEFECTIVE RESULTS / REPLACEMENT AND ADJUSTMENT | |
| 5) VELOCITY SENSOR (DC MOTOR) | TURN THE HANDWHEEL CLOCKWISE TO MOVE THE NEEDLE FROM HIGHEST TO THE LOWEST POSITION. | ·THE DISPLAY SHOWS “VeloSen”.·BEEP SOUND.Step5 VeloSen000·THE VALUE SHOULD BE 365 TO 375 WHEN THE HANDWHEEL IS ROTATED ONCE.PRESS CLR BUTTON TO PROCEED TO THE NEXT STEP. | DEFECTIVE RESULTS:·THE VALUE DOES NOT CHANGE.·T HE VALUE DECREASES WHEN THE FOOT CONTROL IS DEPRESSED.REPLACE:·REPLACE THE DC MOTOR.·REPLACE THE BOARD A. |
| 6) SLIDE VOLUME | SET THE SPEED CONTROL TO THE LEFTMOST POSITION. THEN SLIDE THE SPEED CONTROL LEVER FROM LEFT TO RIGHT, THEN RETURN TO LEFT. | ·THE DISPLAY SHOWS “Volume” AND THE MACHINE BEEPS.Step6 Volume255·WHEN THE SPEED CONTROL LEVER IS AT LEFT, THE SCREEN DISPLAYS “000” TO “010”.·WHEN THE SPEED CONTROL LEVER IS AT RIGHT, THE SCREEN DISPLAYS “255” TO “250”.PRESS CLR BUTTON TO PROCEED TO THE NEXT STEP. | DEFECTIVE RESULTS:·THE VALUE DOES NOT CHANGE.·THE VALUE DOES NOT MATCH. WITH THE CORRECT RESULTS.REPLACE:·REPLACE THE DC MOTOR.·REPLACE THE BOARD A. |
| 7) FOOT CONTROL | DEPRESS THE FOOT CONTROL FULLY, THEN RELEASE THE FOOT CONTROL. | ·THE DISPLAY SHOWS “FootCont” AND THE MACHINE BEEPS.Step7 FootCont210·WHEN THE FOOT CONTROL IS NOT DEPRESSED, THE SCREEN SHOULD DISPLAY “000” TO “016”.WHEN THE FOOT CONTROL IS DEPRESSED FULLY, THE SCREEN SHOULD DISPLAY 210” TO “200”.PRESS CLR BUTTON TO PROCEED TO THE NEXT STEP. | DEFECTIVE RESULTS:·THE VALUE DOES NOT CHANGE.·T HE VALUE DECREASES WHEN THE FOOT CONTROL IS DE PRESSED.REPLACE:·REPLACE THE FOOT CONTROL.·REPLACE THE BOARD A. |
| 8) ZIGZAG WIDTH MOTORFEED MOTOR | TURN THE HANDWHELL TOWARD YOU TO MOVE THE NEEDLE FROM HIGHEST TO THE LOWEST POSITION.CHECK THE SCREEN. | ·THE DISPLAY SHOWS “Stm” AND THE MACHINE BEEPS.·THE NEEDLE IS CENTERED.Step8 Stm MEMBM Phase·THE FEED MOTOR IS INITIALIZED.(THE STITCH LENGTH IS “0”)Step8 Stm MEMFM PhasePRESS CLR BUTTON TO PROCEED TO THE NEXT STEP. | DEFECTIVE RESULTS:·THE VALUE DOES NOT CHANGE.·THE NEEDLE IS NOT CENTERED.REPLACE:·REPLACE THE ZIGZAG WIDTH MOTOR.·REPLACE THE BOARD A.DEFFECTIVE RESULTS:·THE VALUE DOES NOT CHANGE.REPLACE:·REPLACE THE FEED MOTOR.·REPLACE THE BOARD A. |
| 9) DC MOTOR | DEPRESS THE FOOT CONTROL TO CHECK THE SEWING SPEED. | ·THE DISPLAY SHOWS “SewMotor” AND THE MACHINE BEEPS.Step9 SewMotor | DEFECTIVE RESULTS:·THE MOTOR DOES NOT START, OR ROTATES UNSTABLY.REPLACE:·REPLACE THE DC MOTOR.·REPLACE THE BOARD A. |
* PRESS THE CLR BUTTON TO RETURN TO "STEP 1". END THE SELF DIAGNOSTIC TESTS.
SERVICE ACCESS (1)
FACE COVER
TO REMOVE:
- OPEN THE FACE COVER. REMOVE THE 2 SCREWS (A) AND REMOVE THE FACE COVER (B).
TO ATTACH:
- FOLLOW THE PROCEDURE ABOVE IN REVERSE.
TOP COVER
TO REMOVE:
- REMOVE THE 3 SCREWS (C) AND REMOVE THE TOP COVER (D).
TO ATTACH:
- FOLLOW THE PROCEDURE ABOVE IN REVERSE.
text_image
SCREWS (C) TOP COVER (D) SCREW (C) FACE COVER (B) SCREW (A)SERVICE ACCESS (2)
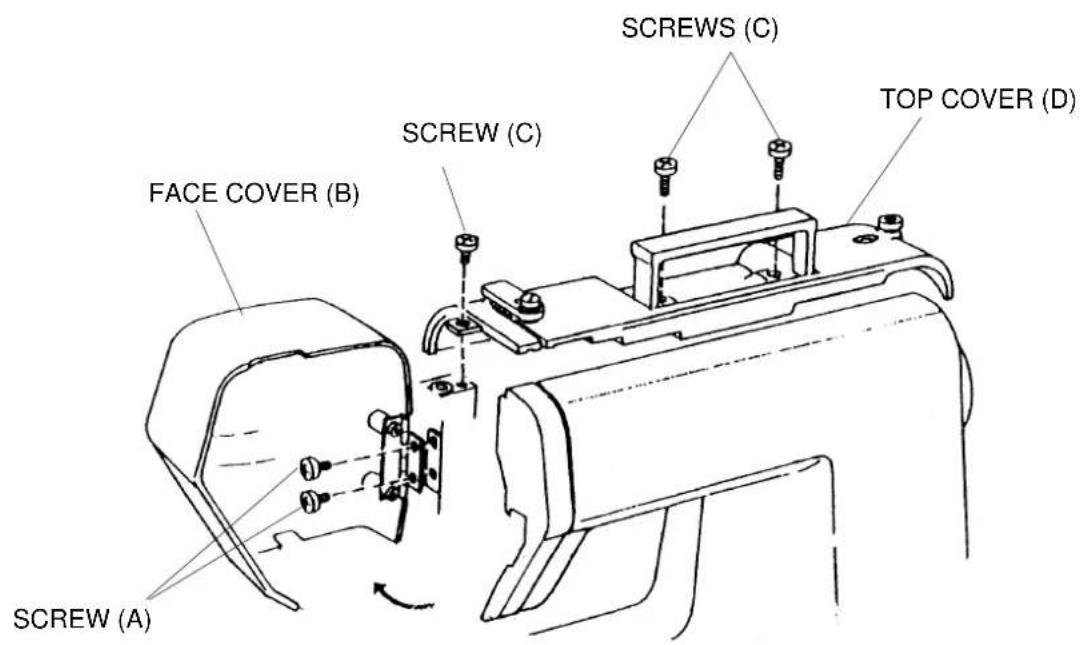
BELT COVER
TO REMOVE:
- REMOVE THE 2 SCREWS (A), THEN UNHOOK THE RIB (C) AND REMOVE THE BELT COVER (B).
TO ATTACH:
- FOLLOW THE PROCEDURE ABOVE IN REVERSE
text_image
RIB (C) BELT COVER (B) SCREW (A) SCREW (A)SERVICE ACCESS (3)
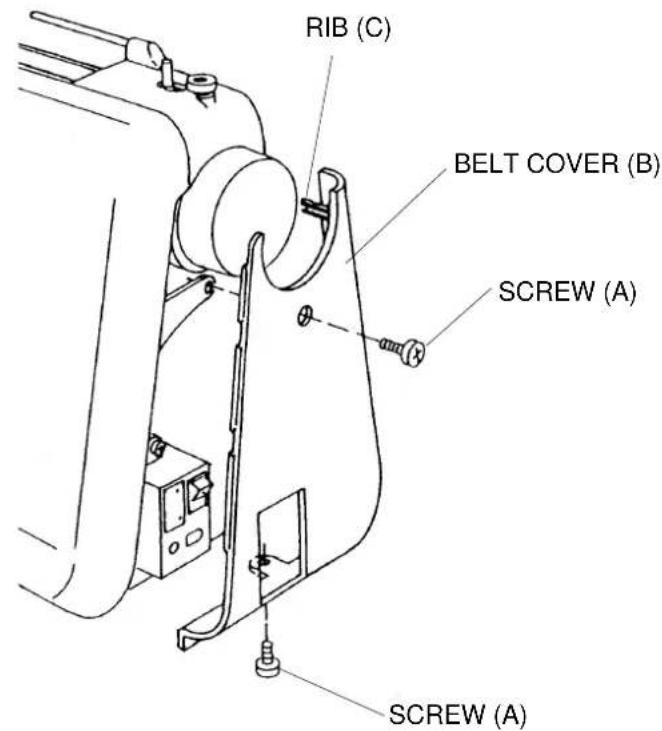
BASE PLATE
TO REMOVE:
- REMOVE THE 2 SCREWS (A) AND 4 SCREWS (B).
- REMOVE THE BASE (C).
TO ATTACH:
- REVERSE THIS PROCEDURE.
BED COVER
TO REMOVE:
- REMOVE THE 2 SCREWS (D).
- REMOVE THE BED COVER (E).
TO ATTACH:
- MOVE THE DROP LEVER TO THE LEFT AND ATTACH THE BED COVER WITH 2 SCREWS (D).
text_image
BED COVER (E) DROP LEVER 2 SCREWS (D) SCREW (A) SCREW (B) BASE (C) SCREW (B)SERVICE ACCESS (4)
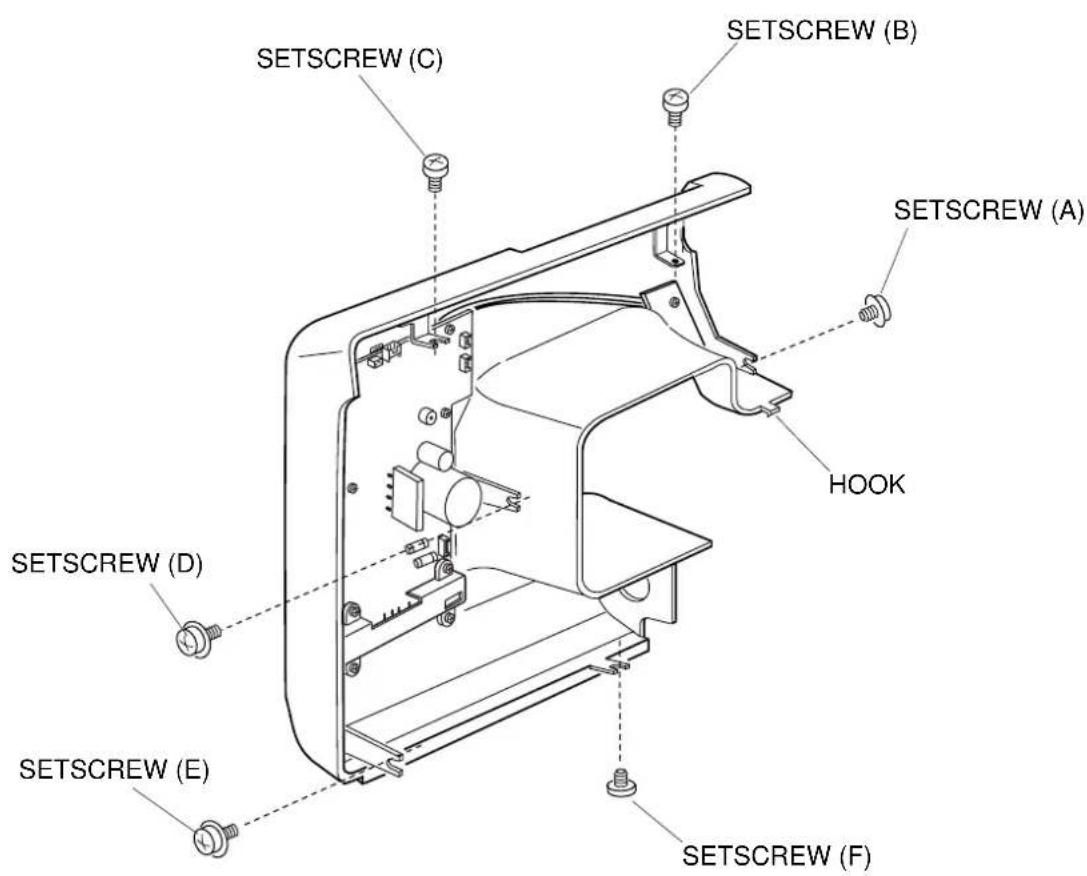
FRONT COVER
TO REMOVE:
- REMOVE THE TOP COVER, BELT COVER AND BED COVER.
- LOOSEN THE SETSCREWS (A), (D), (E) AND REMOVE THE SETCREWS (B), (C) AND (F).
- REMOVE THE FRONT COVER.
TO ATTACH:
- FOLLOW THE PROCEDURE ABOVE IN REVERSE.
text_image
SETSCREW (C) SETSCREW (B) SETSCREW (A) HOOK SETSCREW (D) SETSCREW (E) SETSCREW (F)SERVICE ACCESS (5)
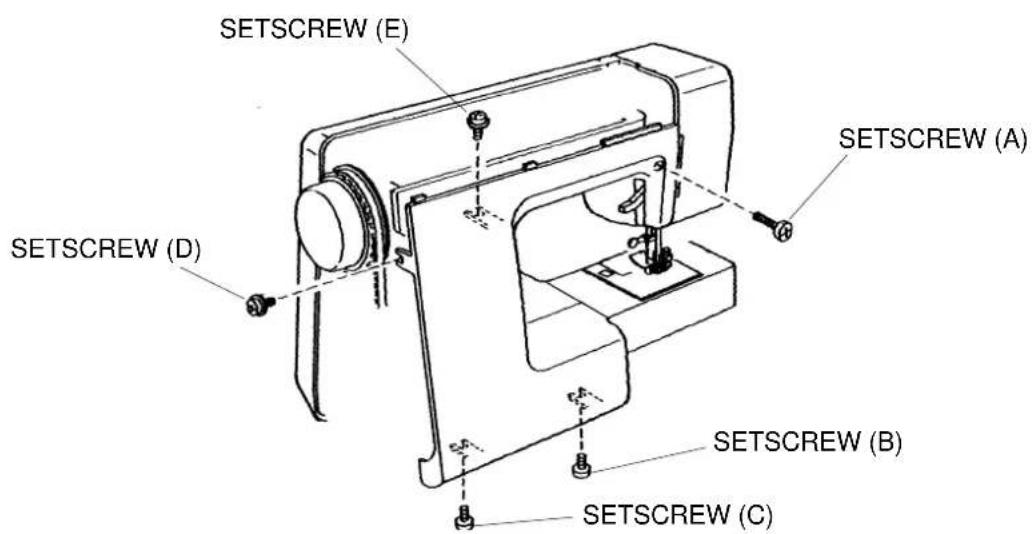
REAR COVER
TO REMOVE:
- REMOVE THE BELT COVER.
- REMOVE THE SETSCREWS (A), (B), (C), (D) AND (E).
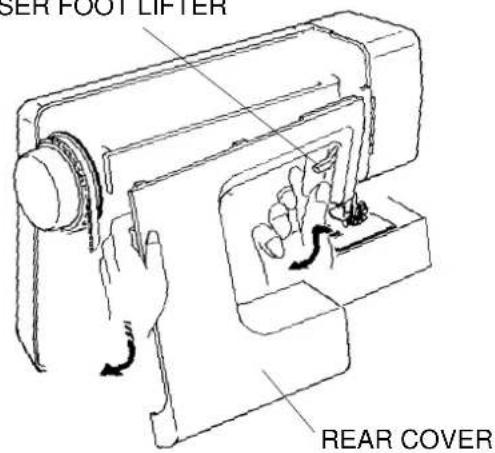
- TO REMOVE THE COVER, DETACH THE PRESSER FOOT LIFTER SECTION FIRST, WITH THE PRESSER FOOT LIFTER IN THE DOWN POSITION.
TO ATTACH:
- FOLLOW THE PROCEDURE ABOVE IN REVERSE.
text_image
SETSCREW (E) SETSCREW (D) SETSCREW (A) SETSCREW (B) SETSCREW (C)PRESSER FOOT LIFTER
natural_image
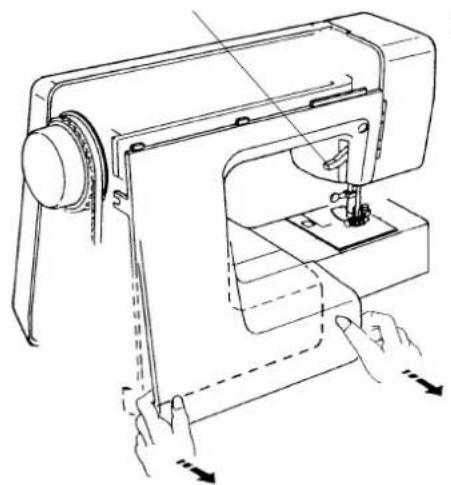
Line drawing of a sewing machine with hands operating it (no text or symbols)TWIST AND REMOVE THE ARM COVER
PART FROM PRESSER FOOT LIFTER
text_image
SER FOOT LIFTER REAR COVERSERVICE ACCESS (6)
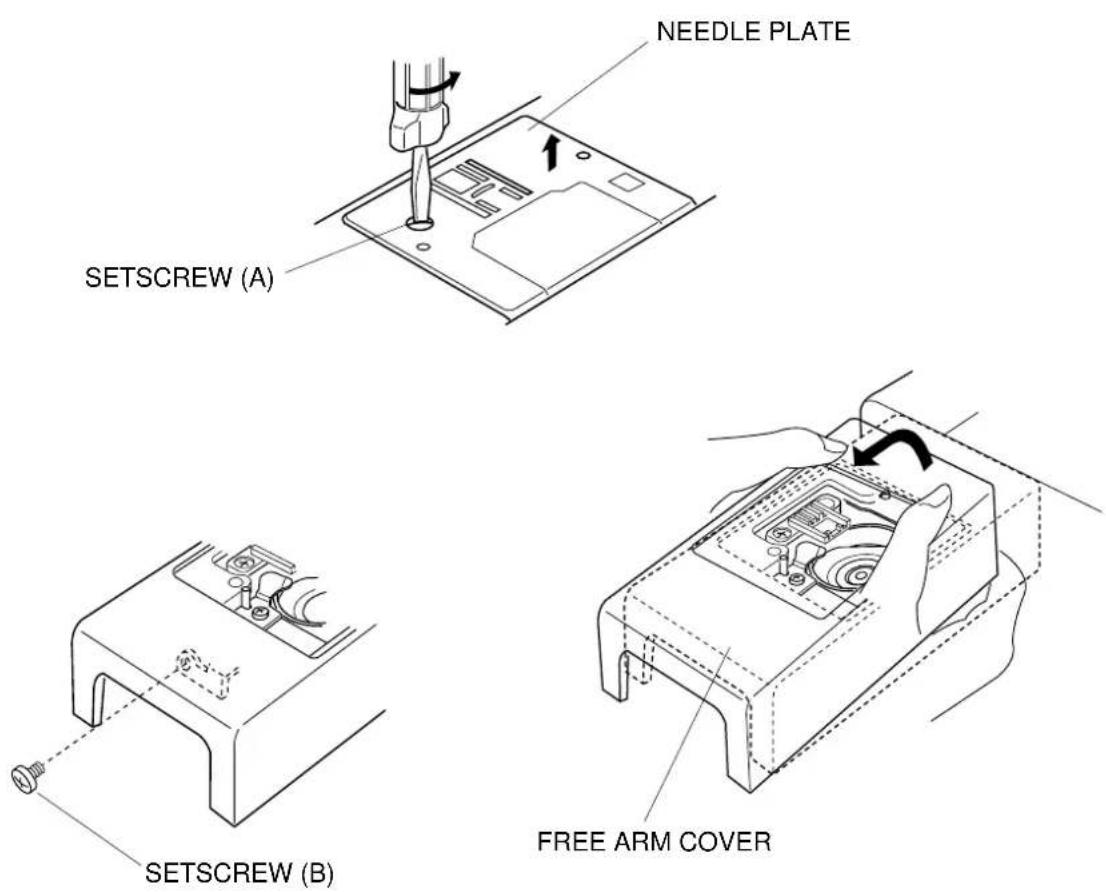
FREE ARM COVER
TO REMOVE:
- REMOVE SETSCREW (A) AND THE NEEDLE PLATE.
- REMOVE THE BED COVER (SEE PAGE 14).
- REMOVE SETSCREW (B) AND THE FREE-ARM COVER.
TO ATTACH:
- FOLLOW THE PROCEDURE ABOVE IN REVERSE.
MECHANICAL ADJUSTMENT (1)
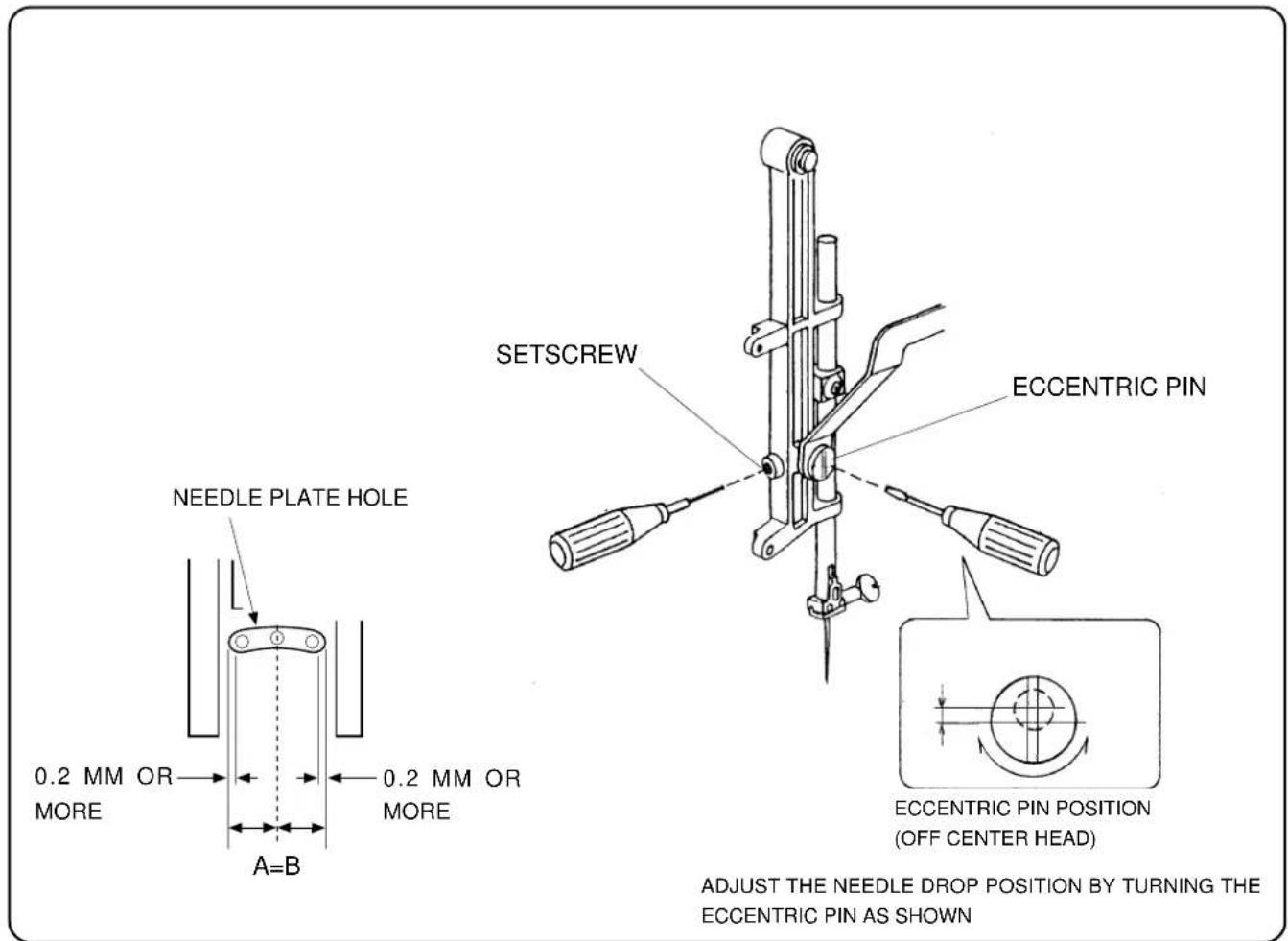
NEEDLE DROP POSITION
SET THE STITCH PATTERN AT " "; THE STANDARD NEEDLE DROP POSITION SHOULD BE AT THE CENTER OF THE NEEDLE PLATE HOLE. WHEN THE NEEDLE SWINGS IN MAXIMUM ZIGZAG WIDTH "", THE DISTANCE BETWEEN BOTH ENDS OF THE NEEDLE HOLE IN THE NEEDLE PLATE AND THE NEEDLE SHOULD BE 0.2 MM OR MORE. IF NOT, ADJUST AS FOLLOWS.
ADJUSTMENT PROCEDURE:
- TURN ON THE POWER SWITCH, SET THE STITCH PATTERN AT STRAIGHT "∅" AND THE ZIGZAG WIDTH AT MAXIMUM "≡" THEN CHECK THE NEEDLE DROP POSITION.
- IF THE NEEDLE DROP POSITION IS NOT IN THE CENTER OF THE NEEDLE PLATE HOLE WHEN THE STRAIGHT STITCH IS SELECTED, OR IF THE CLEARANCE BETWEEN THE NEEDLE AND EDGE OF THE NEEDLE PLATE HOLE ON BOTH SIDE IS LESS THAN 0.2 MM WHEN THE STITCH PATTERN IS SET TO MAXIMUM ZIGZAG WIDTH, OPEN THE FACE COVER AND LOOSEN THE SETSCREW, THEN ADJUST THE NEEDLE DROP POSITION BY TURNING THE ECCENTRIC PIN.
NOTE:
MAKE SURE THE ECCENTRIC PIN IS POSITIONED WITH ITS OFF-CENTER HEAD FACING DOWNWARD.
3.WHEN YOU HAVE FINISHED ADJUSTING THE NEEDLE DROP POSITION, TIGHTEN THE SETSCREW AND CLOSE THE FACE COVER.
text_image
NEEDLE PLATE HOLE 0.2 MM OR MORE A=B 0.2 MM OR MORE SETSCREW ECCENTRIC PIN ECCENTRIC PIN POSITION (OFF CENTER HEAD) ADJUST THE NEEDLE DROP POSITION BY TURNING THE ECCENTRIC PIN AS SHOWNMECHANICAL ADJUSTMENT (2)
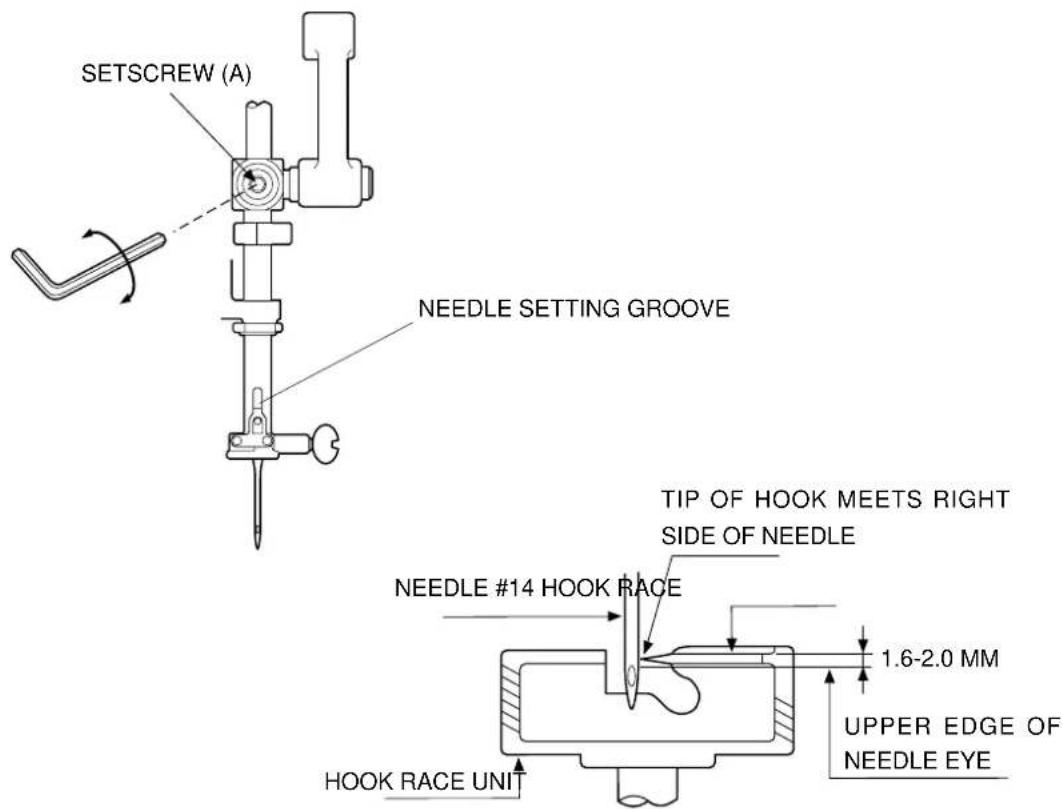
NEEDLE BAR HEIGHT
THE DISTANCE BETWEEN THE UPPER EDGE OF NEEDLE EYE AND THE TIP OF THE HOOK SHOULD BE IN THE RANGE OF 1.6-2.0 MM WHEN THE TIP OF HOOK MEETS THE RIGHT SIDE OF THE NEEDLE IN ASCENDING TRAVEL OF NEEDLE FROM ITS LEFT AND LOWEST POPOSITION.
- REMOVE THE NEEDLE PLATE AND BOBBIN HOLDER. TURN ON THE POWER SWITCH.
- SELECT THE PATTERN ≧ (SIMPLE ZIGZAG). (MAXIMUM ZIGZAG WIDTH)
- TURN THE HANDWHEEL TOWARD YOU UNTIL THE TIP OF HOOK MEETS THE RIGHT SIDE OF THE NEEDLE.
- LOOSEN THE SETSCREW (A).
- ADJUST THE HEIGHT OF THE NEEDLE BAR BY MOVING THE NEEDLE BAR UPWARD OR DOWNWARD WITHOUT TURNING IT. (MAKE SURE THAT THE NEEDLE SETTING GROOVE OF THE NEEDLE BAR IS IN THE FRONT).
- TIGHTEN THE SETSCREW (A).
- INSERT THE BOBBIN HOLDER, THEN ATTACH THE NEEDLE PLATE.
text_image
SETSCREW (A) NEEDLE SETTING GROOVE TIP OF HOOK MEETS RIGHT SIDE OF NEEDLE NEEDLE #14 HOOK RACE 1.6-2.0 MM UPPER EDGE OF NEEDLE EYE HOOK RACE UNITMECHANICAL ADJUSTMENT (3)
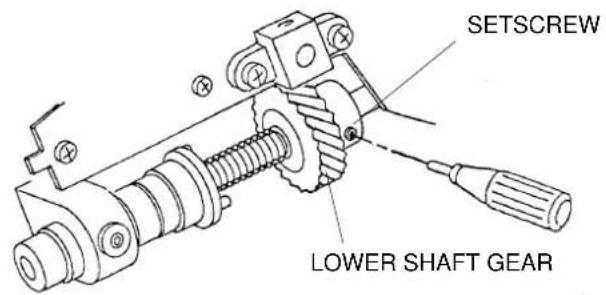
NEEDLE TO HOOK TIMING
WHEN THE MACHINE IS SET THE STRAIGHT STITCH PATTERN NO.2 (LEFT NEEDLE POSITION), THE AMOUNT OF ASCENDING TRAVEL OF THE NEEDLE BAR FROM ITS LOWEST POSITION TO THE POSITION WHERE THE TIP OF THE HOOK MEETS THE RIGHT SIDE OF THE NEEDLE SHOULD BE 3.25 - 3.55 MM.
1 REMOVE THE NEEDLE PLATE AND BOBBIN HOLDER.
2 TURN ON THE POWER SWITCH, SET THE STRAIGHT STITCH PATTERN NO.2 (LEFT NEEDLE POSITION).
3 REMOVE THE BED COVER.
4 TURN THE HANDWHEEL TOWARD YOU, AND SET THE NEEDLE BAR AT THE LOWEST POSITION.
5 L OOSEN THE SETSCREWS ON THE LOWER SHAFT TIMING GEAR.
6 RAISE THE NEEDLE BAR BETWEEN 3.25 - 3.55 MM FROM THE LOWEST POSITION OF THE NEEDLE BAR.
7 TURN THE LOWER SHAFT TIMING GEAR UNTIL THE TIP OF HOOK MEETS WITH THE RIGHT SIDE OF NEEDLE.
8 T IIGHTEN THE SETSCREWS ON THE LOWER SHAFT TIMING GEAR.
9 ATTACH THE BED COVER, BOBBIN HOLDER AND NEEDLE PLATE.
text_image
SETSCREW LOWER SHAFT GEAR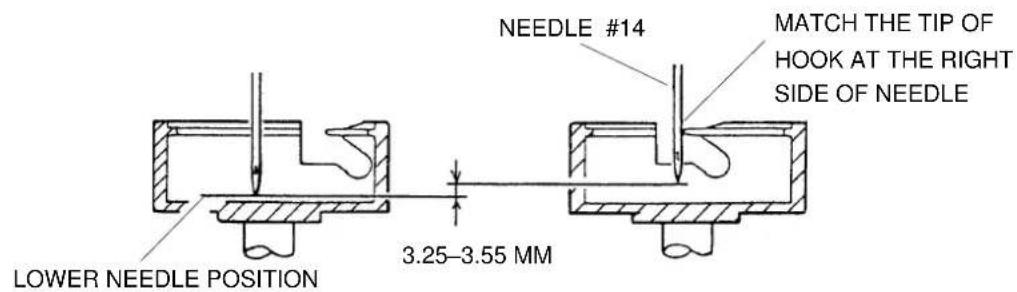
text_image
NEEDLE #14 MATCH THE TIP OF HOOK AT THE RIGHT SIDE OF NEEDLE LOWER NEEDLE POSITION 3.25–3.55 MMMECHANICAL ADJUSTMENT (4)
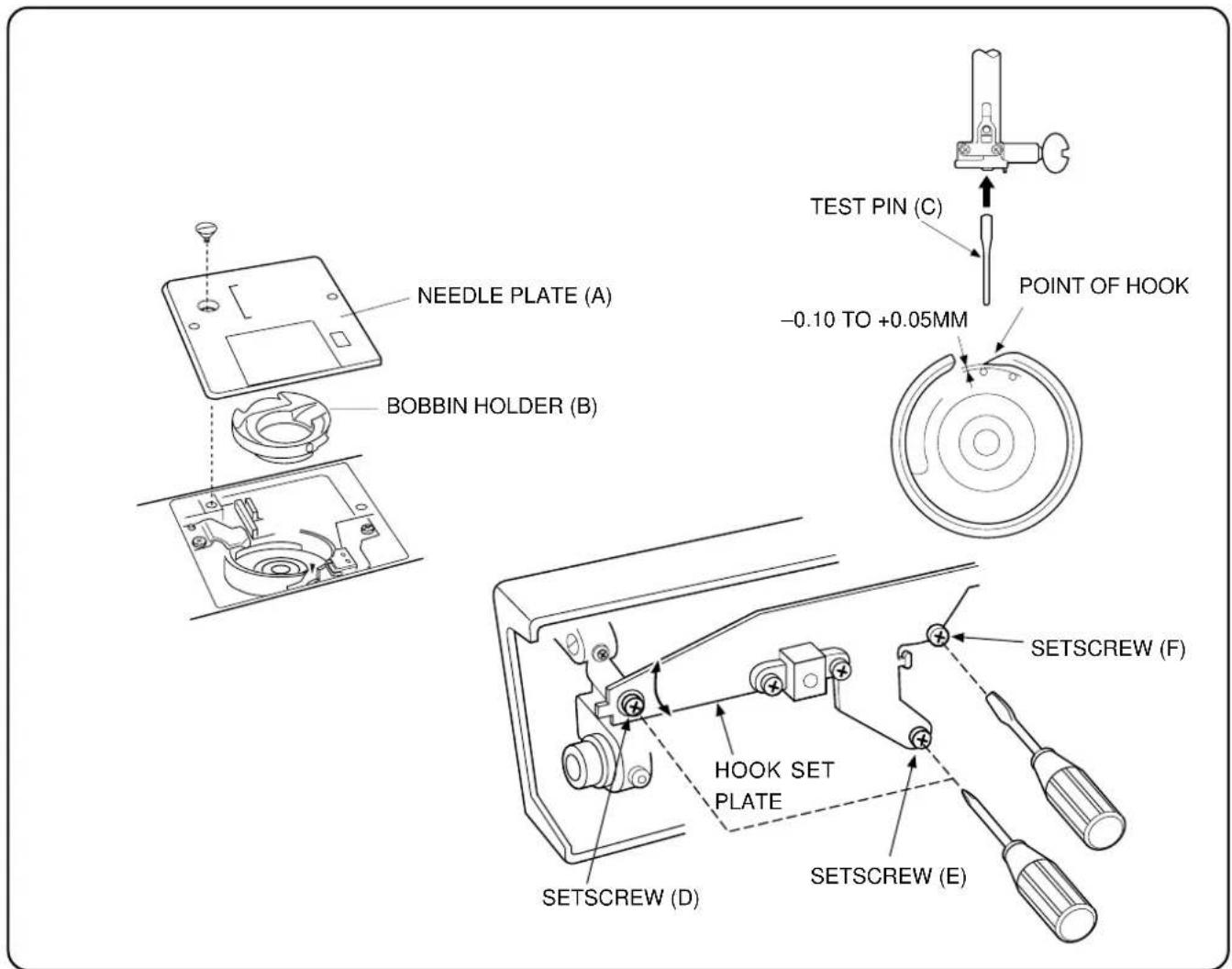
CLEARANCE BETWEEN NEEDLE AND HOOK
THE CLEARANCE BETWEEN THE TEST PIN AND THE TIP OF THE HOOK SHOULD BE BETWEEN -0.10 AND +0.05 MM.
PREPARATION:
- TURN ON THE POWER SWITCH AND SET THE STITCH PATTERN TO MAXIMUM ZIGZAG WIDTH "
- REMOVE THE NEEDLE PLATE (A) AND BOBBIN HOLDER (B), INSERT THE TEST PIN (C) INTO THE NEEDLE BAR AND PUSH IT UP UNTIL IT STOPS, THEN TIGHTEN THE NEEDLE CLAMP SCREW.
- REMOVE THE BED COVER (SEE PAGE14).
ADJUSTMENT:
- LOOSEN THE SETSCREWS (D) AND (E), THEN LIGHTLY LOOSEN THE SETSCREW (F).
- TURNING THE HANDWHEEL TOWARD YOU SLOWLY BY HAND, MOVE THE HOOK SETPLATE UP OR DOWN TO ADJUST THE CLEARANCE BETWEEN THE TEST PIN (C) AND THE POINT OF THE HOOK TO -0.10 TO +0.05 MM. REPEAT THE PROCEDURE FOR BOTH THE LEFT AND RIGHT NEEDLE POSITIONS.
- TIGHTEN THE SETSCREWS (D), (E) AND (F) SECURELY.
- CHECK THE BACKLASH OF THE HOOK DRIVE GEAR AND THE LOWER SHAFT GEAR. IF THE BACKLASH IS TOO LARGE OR SMALL, IT NEEDS TO BE ADJUSTED (SEE PAGE 22).
- INSTALL THE BED COVER.
- REMOVE THE TEST PIN (C), THEN INSTALL THE BOBBIN HOLDER (B) AND THE NEEDLE PLATE (A).
text_image
NEEDLE PLATE (A) BOBBIN HOLDER (B) TEST PIN (C) -0.10 TO +0.05MM POINT OF HOOK SETSCREW (F) HOOK SET PLATE SETSCREW (D) SETSCREW (E)MECHANICAL ADJUSTMENT (5)
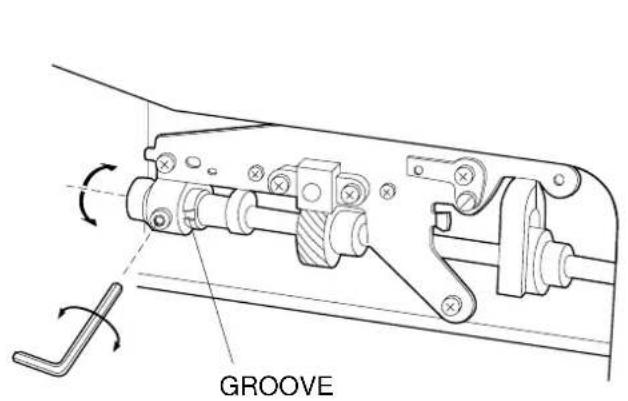
BACKLASH (BETWEEN LOWER SHAFT GEAR AND HOOK GEAR)
JOG THE HOOK RACE BACK AND FORTH TO CHECK ROTARY PLAY.
THE STANDARD PLAY SHOULD BE 0.8 MM (0.03") OR LESS WHEN THE HOOK POINT IS WITHIN THE FEED DOG WIDTH. IF THE PLAY EXCEEDS 0.8 MM, ADJUST AS FOLLOWS.
ADJUSTMENT:
- REMOVE THE BED COVER (SEE PAGE 14)
- LOOSEN THE SETSCREW.
- TURN THE LOWER SHAFT BUSHING (ECCENTRIC BUSHING) CLOCKWISE (B) IF THERE IS TOO MUCH PLAY IN THE HOOK RECE.
TURN THE LOWER SHAFT BUSHING (ECCENTRIC BUSHING) COUNTERCLOCKWISE (A) IF THERE IS TOO LITTLE PLAY IN THE HOOK.
- TIGHTEN THE SETSCREW SECURELY AFTER ADJUSTMENT AND INSTALL THE BED COVER.
NOTE:
AFTER ADJUSTING THE BACKLASH, BE SURE TO CHECK THE NEEDLE TO HOOK TIMING AND THE FEED DOG HEIGHT.
text_image
GROOVE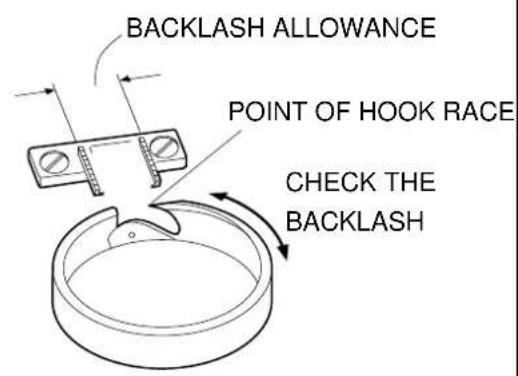
text_image
BACKLASH ALLOWANCE POINT OF HOOK RACE CHECK THE BACKLASH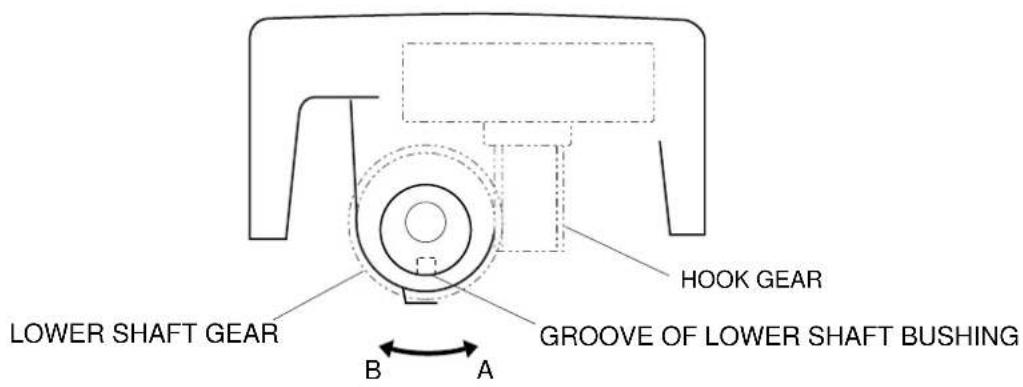
text_image
LOWER SHAFT GEAR HOOK GEAR GROOVE OF LOWER SHAFT BUSHING B AMECHANICAL ADJUSTMENT (6)
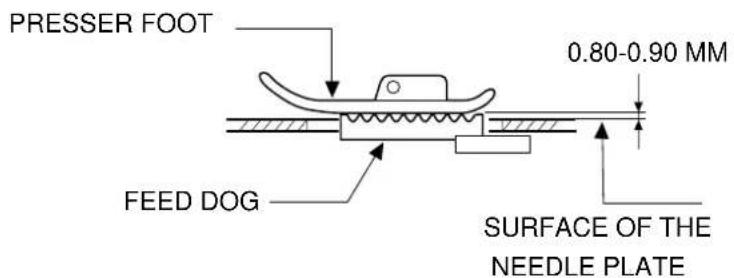
FEED DOG HEIGHT
THE HIGHEST POSITION OF THE FEED DOG SHOULD BE BETWEEN 0.8 TO 0.9 MM FROM THE SURFACE OF THE NEEDLE PLATE WHEN THE THE PRESSER FOOT IS RAISED.
- LOWER THE PRESSER FOOT.
- TURN ON THE POWER SWITCH.
- REMOVE THE BED COVER.
- TURN THE HANDWHEEL TOWARD YOU TO SET THE FEED DOG AT THE HIGHEST POSITION.
- LOOSEN THE SETSCREW(A) AND NUT(B).
- ADJUST THE FEED DOG HEIGHT BY TURNING THE ADJUSTING SCREW (C).
- TIGHTEN THE NUT (B) AND SETSCREW (A).
text_image
PRESSER FOOT 0.80-0.90 MM FEED DOG SURFACE OF THE NEEDLE PLATE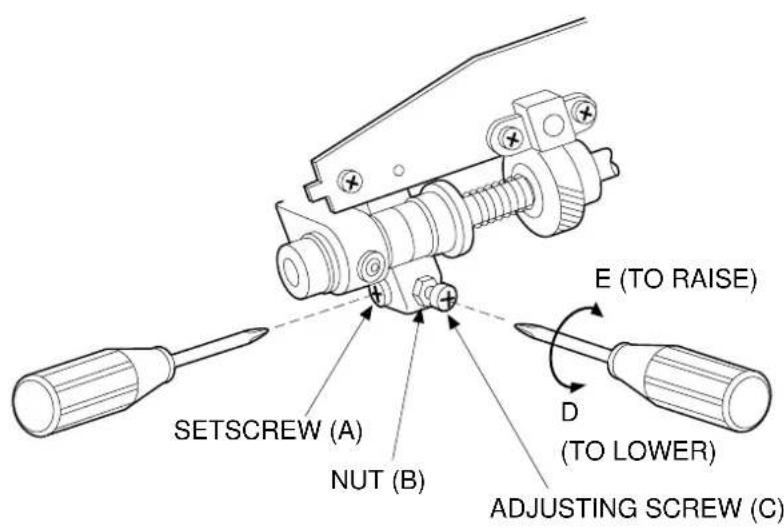
text_image
E (TO RAISE) SETSCREW (A) NUT (B) D (TO LOWER) ADJUSTING SCREW (C)MECHANICAL ADJUSTMENT (7)
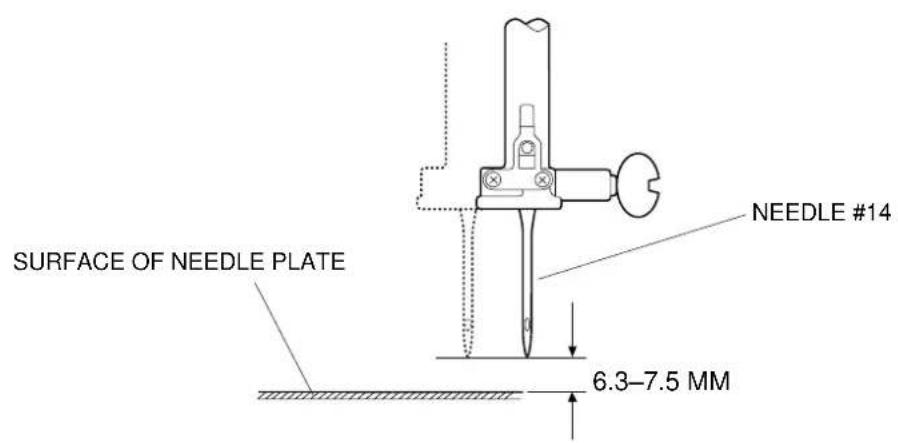
ZIGZAG SYNCHRONIZATION
- PATTERN: (ZIGZAG STITCH)
THE NEEDLE SHOULD START SWING BETWEEN 6.3 TO 7.5 MM ABOVE THE SURFACE OF THE NEEDLE PLATE WHEN THE MACHINE IS SET FOR ZIGZAG STITCHING.
- REMOVE THE FRONT COVER (REFER TO PAGE 15).
- TURN ON THE POWER SWITCH, SELECT THE PATTERN NO. 2 AND SET THE MACHINE AT THE MAXIMUM ZIGZAG WIDTH.
- TURN THE HANDWHEEL TOWARD YOU SLOWLY WITH YOUR HAND UNTIL THE NEEDLE START TO SEWING. LOOSEN THE SETSCREW AND TURN THE UPPER SHAFT SHIELD PLATE IN THE DIRECTION OF;
* A. IF THE SWING POINT IS HIGHER THAN 7.5 MM.
* B . IF THE SWING POINT IS LOWER THAN 6.3 MM.
-
POSITION THE UPPER SHAFT SHIELD PLATE AS CLOSE AS POSSIBLE TO THE LEFT. (IT SHOULD NOT TOUCH THE UPPER SHAFT SENSOR).
-
CHECK THE SWING POINT BY TURNING THE HANDWHEEL, THEN TIGHTEN THE SETSCREW.
-
ATTACH THE FRONT COVER.
text_image
SURFACE OF NEEDLE PLATE 6.3–7.5 MM NEEDLE #14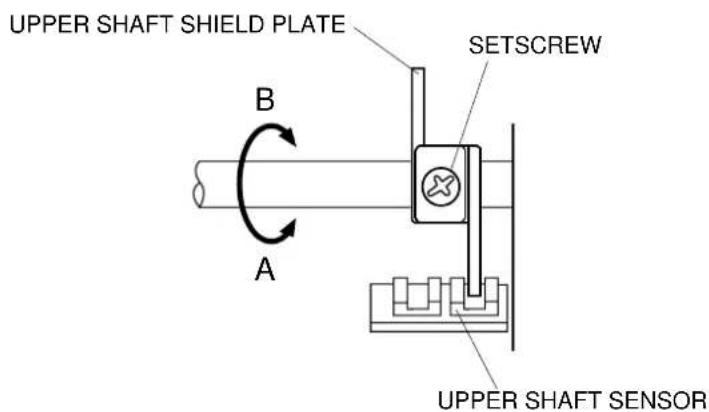
text_image
UPPER SHAFT SHIELD PLATE B A SETSCREW UPPER SHAFT SENSORMECHANICAL ADJUSTMENT (8)
TENSION RELEASE MECHANISM
CORRECT SETTING:
WHEN THE PRESSER FOOT LIFTER IS RAISED, THE TENSION DISK SUPPORTER SHOULD MOVE APPROXIMATELY 1 MM.
TO ADJUST:
- REMOVE THE TOP COVER, BELT COVER AND FRONT COVER (SEE PAGES 12, 13 AND 15).
- LOWER THE PRESSER FOOT LIFTER, AND SET THE THREAD TENSION DIAL AT "9". THEN LOOSEN THE SET SCREW (A).
- WHILE PUSHING THE TENSION RELEASE PLATE (2) IN THE DIRECTION OF "A", MOVE THE TENSION RELEASE PLATE (1) UNTIL IT TOUCHES TENSION DISK SUPPORTER. IN THIS CONDITION, TIGHTEN THE SET SCREW (A).
- RAISE THE PRESSER FOOT LIFTER, AND CHECK THE TENSION RELEASE MECHANISM.
- SET THE THREAD TENSION DIAL AT "0". LOWER THE PRESSER FOOT LIFTER.
MOVE THE TENSION RELEASE PLATE (2) BACK AND FORTH. IN THIS CONDITION, THE TENSION DISK SUPPORTER SHOULD NOT MOVE. - ATTACH THE TOP COVER, BELT COVER AND FRONT COVER (SEE PAGES 12, 13 AND 15).

text_image
TENSION RELEASE PLATE (1) TENSION DISK SUPPORTER SETSCREW (A) A TENSION RELEASE PLATE (2) TENSION RELEASE LEVER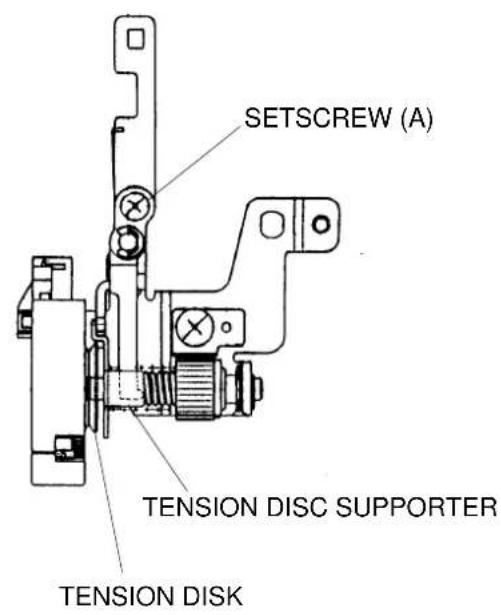
text_image
SETSCREW (A) TENSION DISC SUPPORTER TENSION DISKMECHANICAL ADJUSTMENT (9)
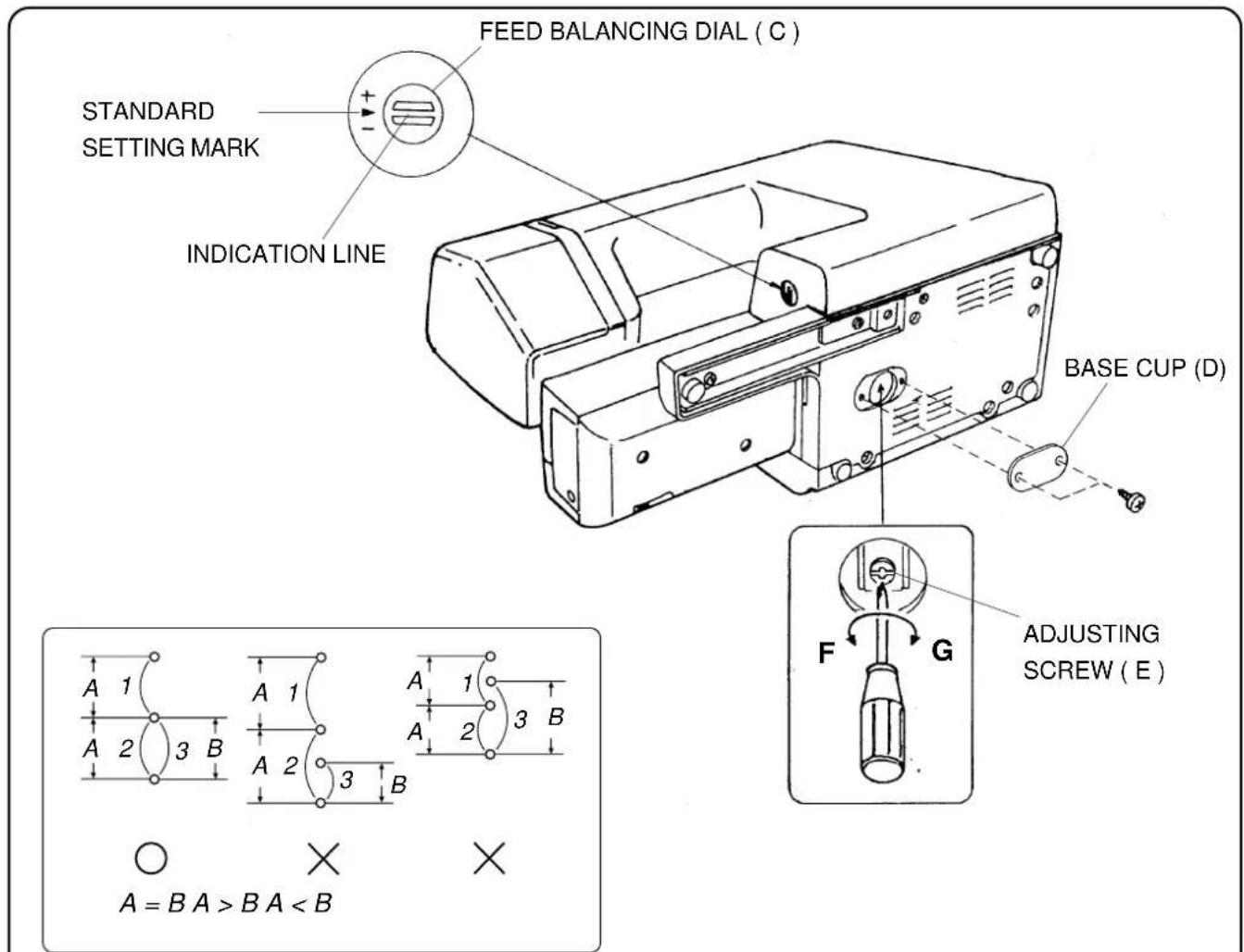
STRETCH STITCH FEED BALANCE ADJUSTMENT
- WHEN A STRECH PATTERN IS SEWN WITH THE FEED BALANCING DIAL (C) SET AT THE STANDARD SETTING MARK "▷", THE PATTERN SHOULD BE AS INDICATED WITH THE "○" MARK IN THE FOLLOWING FIGURE. IF NOT (IF THERE IS UNEVENESS BETWEEN FORWARD FEEDING AND BACKWARD FEEDING), THEN MAKE AN ADJUSTMENT AS FOLLOWS.
ADJUSTMENT PROCEDURE:
- TURN THE POWER SWITCH ON, AND SELECT PATTERN NO.3 ( ).
- SET THE SLIT OF THE FEED BALANCING DIAL (C) AT THE STANDARD SETTING MARK "▷" ON THE FRONT COVER.
- PUT THE PAPER BETWEEN THE FOOT AND FEED DOG AND LOWER THE PRESSER BAR LIFTER.
- TURN THE HANDWHEEL, AND CHECK THE NEEDLE MARKS "A" AND "B".
- REMOVE BASE CUP (D).
- IF THE LENGTH OF A IS BIGGER THAN THE LENGTH OF B, TURN THE ADJUSTING SCREW (E) IN THE DIRECTION OF "F". IF THE LENGTH OF A IS SMALLER THAN THE LENGTH OF B, TURN THE ADJUSTING SCREW (E) IN THE DIRECTION OF "G".
- ATTACH THE BASE CUP (D).
text_image
FEED BALANCING DIAL (C) STANDARD SETTING MARK INDICATION LINE BASE CUP (D) A = B A > B A < B F G ADJUSTING SCREW (E)MECHANICAL ADJUSTMENT (10)
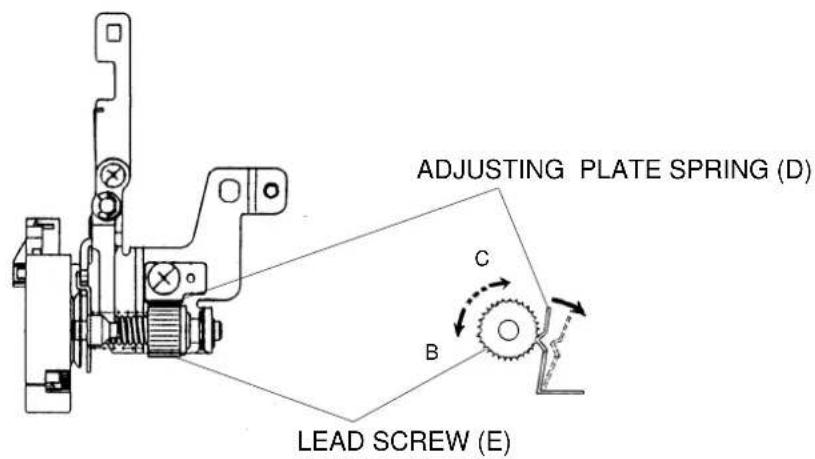
NEEDLE THREAD TENSION
TO CHECK:
- THE STANDARD TENSION SHOULD BE 75 TO 90 GRAMS WHEN THE TENSION DIAL IS SET AT "4", MESURED BY A #50 WHITE POLYESTER THREAD BEING PULLED AT APPROXIMATELY 110 MM/SEC. IF THE TENSION IS OUT OF THE STANDARD RANGE, ADJUST AS FOLLOWS.
ADJUSTMENT PROCEDURE:
- REMOVE THE FRONT COVER UNIT (SEE PAGE 15).
-
PULL THE ADJUSTING PLATE SPRING (D) AWAY FROM THE LEAD SCREW (D) AND ADJUST BY TURNING THE LEAD SCREW (E).
—IF THE TENSION IS STRONG, TURN THE LEAD SCREW IN DIRECTION "B".
—IF THE TENSION IS WEAK, TURN THE LEAD SCREW IN THE DIRECTION "C". -
ATTACH THE FRONT COVER UNIT.
text_image
ADJUSTING PLATE SPRING (D) LEAD SCREW (E) C BTHREAD TENSION DIAL AT "4"
FIG.1
natural_image
Pure technical line drawing of a mechanical part with no text, numbers, or symbolsNEEDLE THREAD POLYESTER SEWING THREAD
50 (WHITE)
MECHANICAL ADJUSTMENT (11)
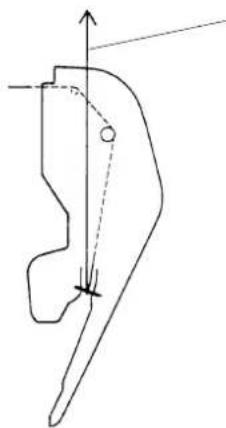
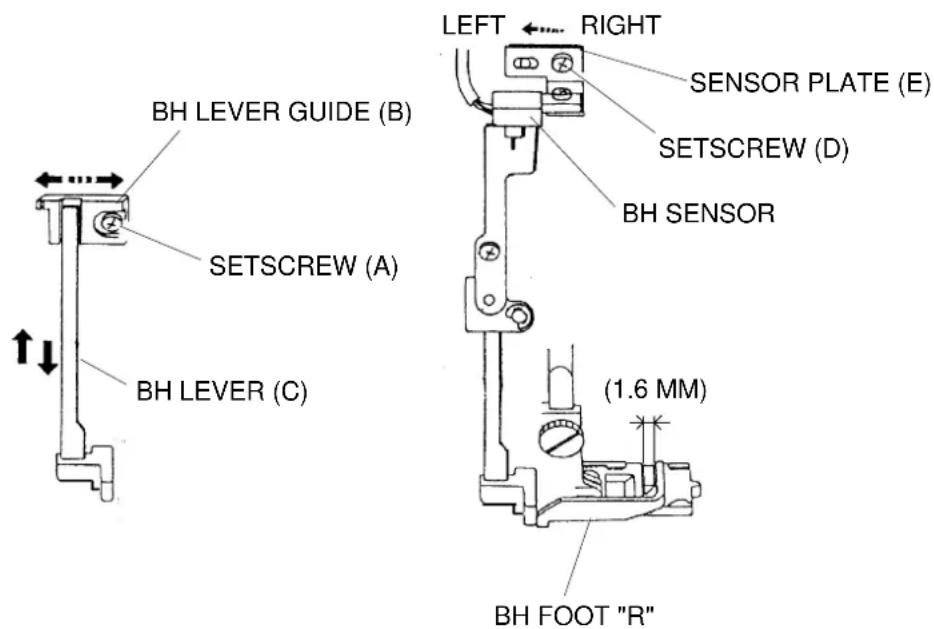
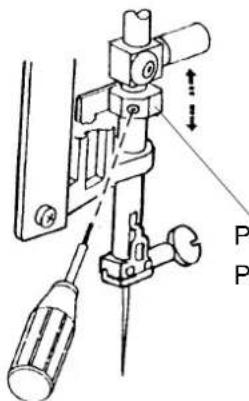
BUTTONHOLE LEVER
TO ADJUST THE BUTTONHOLE LEVER GUIDE:
- ENTER ADJUSTING MODE, TURN THE POWER SWITCH ON WHILE PRESSING THE "REVERSE" AND "AUTO-LOCK" BUTTONS. PRESS THE #4 KEY WITHIN 3 SECONDS.
THE LCD SCREEN SHOWS "BH SENSOR [H] OR [L]".
- REMOVE THE FACE COVER AND LOOSEN SETSCREW(A).
- LOWER THE BUTTONHOLE LEVER. POSITION THE BUTTONHOLE LEVER GUIDE SO THE SCREEN DISPLAYS "L". TIGHTEN SETSCREW (A).
TO ADJUST THE BUTTONHOLE SENSOR POSITION:
- INSTALL THE BUTTONHOLE FOOT (R).
- LOWER THE BUTTONHOLE LEVER TO ITS LOWEST POSITION, AND INSERT A 1.6 MM THICKNESS GAUGE.
- TURN THE ADJUSTING SCREW TO THE LEFT UNTIL THE SCREEN DISPLAY CHANGES FROM "L" TO "H".
- THEN, TURN THE ADJUSTING SCREW TO THE RIGHT UNTIL THE SCREEN DISPLAY CHANGES FROM "H" TO "L".
- CHECK IF THE LCD SCREEN SHOWS "H" WHEN THE CLEARENCE OF THE BUTTONHOLE FOOT IS 1.4 MM AND "L" WHEN THE CLEARENCE IS 1.8 MM.
- TURN OFF THE POWER SWITCH.
- INSTALL THE FACE COVER.
NOTE
IF THERE IS ANY LINT IN THE BUTTONHOLE SENSOR SLIT, CLEAN OUT WITH A SWAB.

flowchart
graph LR
A["LEFT\nStep4 Sensor\nBH:H BS:L FS:L"] --> B["(LCD SCREEN)\nStep4 Sensor\nBH:L BS:L FS:L"]
B --> C["RIGHT\nStep4 Sensor\nBH:H BS:L FS:L"]
text_image
BH LEVER GUIDE (B) SETSCREW (A) BH LEVER (C) LEFT RIGHT SENSOR PLATE (E) SETSCREW (D) BH SENSOR (1.6 MM) BH FOOT "R"SEWING MACHINE MODEL DC5100
MECHANICAL ADJUSTMENT (12)
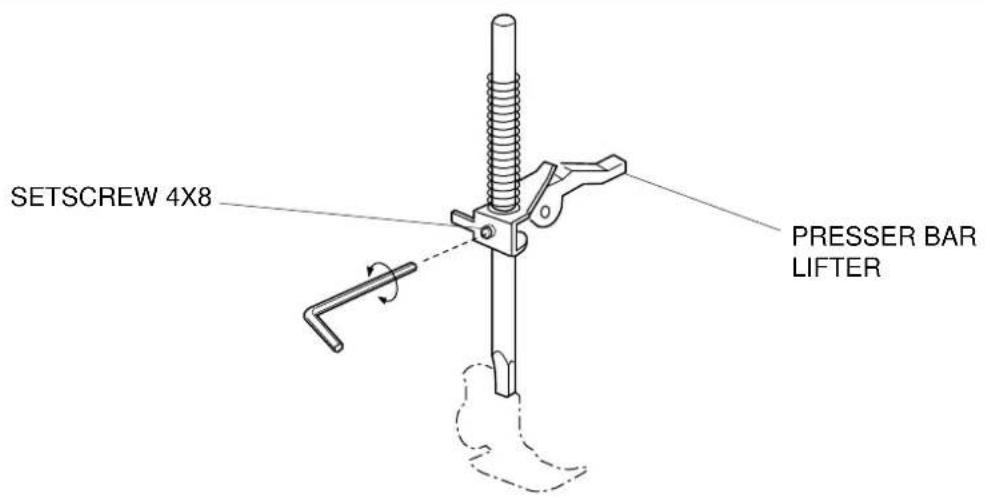
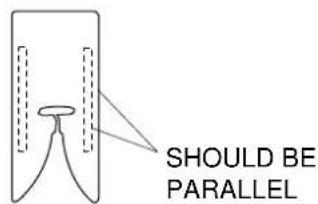
PRESSER FOOT HEIGHT AND ALIGNMENT
WHEN THE PRESSER FOOT IS RAISED, THE CLEARANCE BETWEEN THE PRESSER FOOT AND THE NEEDLE PLATE SHOULD BE 5.7 TO 6.3 MM.
WHEN THE PRESSER FOOT IS LOWERED, THE EDGE OF THE FOOT AND THE FEED DOG WINDOW ON THE NEEDLE PLATE SHOULD BE PARALLEL.
- OPEN THE FACE COVER AND RAISE THE PRESSER FOOT.
LOOSEN THE SETSCREW TO ADJUST THE PRESSER FOOT HEIGHT (6.0 MM) AND THE PRESSER FOOT ALIGNMENT.
- TIGHTEN THE SETSCREW FIRMLY.
- CLOSE THE FACE COVER.
text_image
SETSCREW 4X8 PRESSER BAR LIFTER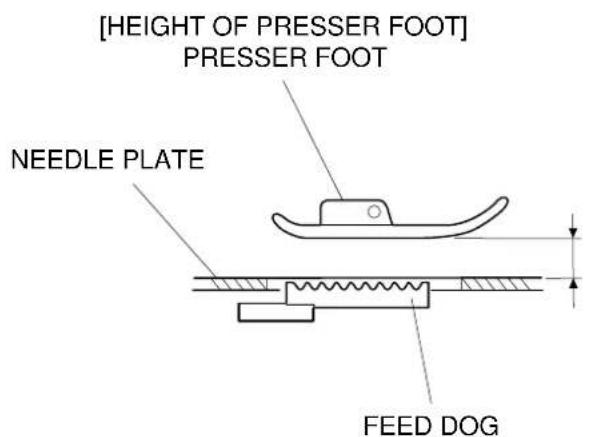
text_image
[HEIGHT OF PRESSER FOOT] PRESSER FOOT NEEDLE PLATE FEED DOG[PRESSER FOOT ALIGNMENT]
text_image
SHOULD BE PARALLELPART REMOVAL AND REPLACEMENT (1)
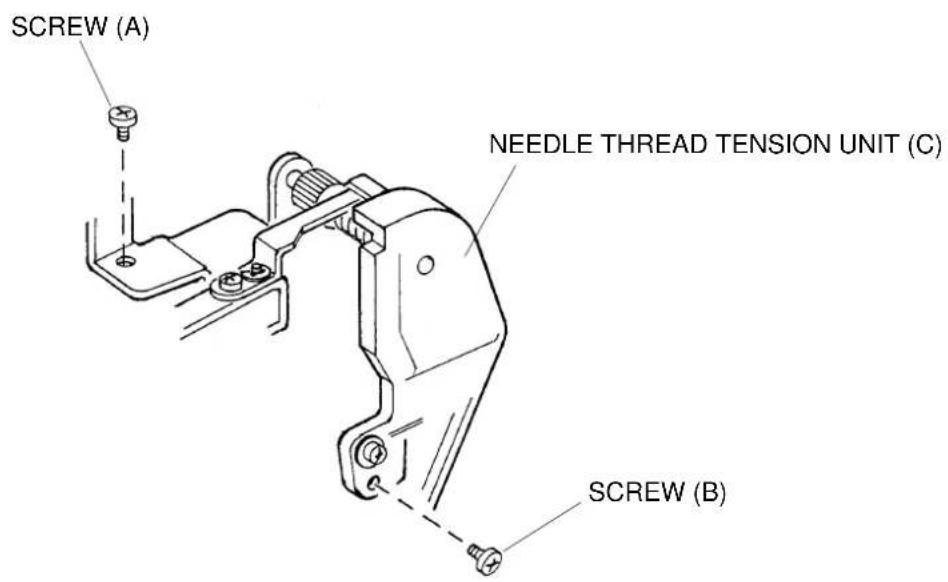
NEEDLE THREAD TENSION UNIT
TO REMOVE:
- REMOVE THE FRONT COVER (SEE PAGE 15).
- REMOVE SCREWS (A) AND (B) AND THE NEEDLE THREAD TENSION UNIT (C).
TO ATTACH:
- REVERSE THIS PROCEDURE.
NOTE:
AFTER CHANGING THE NEEDLE THREAD TENSION UNIT, CHECK THE MECHANICAL ADJUSTMENT, "TENSION RELEASE MECHANISM".
text_image
SCREW (A) NEEDLE THREAD TENSION UNIT (C) SCREW (B)PART REMOVAL AND REPLACEMENT (2)
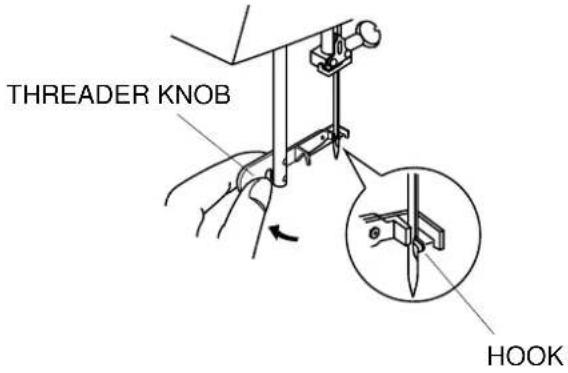
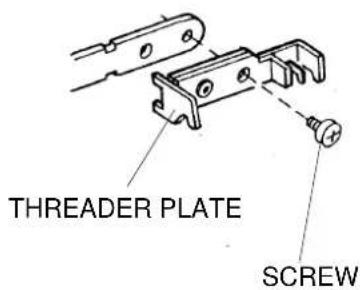
THREADER PLATE
WHEN THE HOOK OF THE THREADER PLATE IS DAMAGED, CHANGE OR ADJUST THE PART AS FOLLOWS.
TO CHANGE THE THREADER PLATE:
-
RAISE THE NEEDLE TO ITS HIGHEST POSITION AND LOWER THE THREADER KNOB TO ITS LOWEST POSITION.
-
LOOSEN THE SCREW AND REMOVE THE THREADER PLATE (FIG. A).
TO CHANGE THE NEEDLE THREADER:
- IF THE HOOK OF THE THREADER PLATE TOUCHES LEFT OR RIGHT SIDE OF THE NEEDLE EYE, LOOSEN THE SCREW AND ADJUST THE HOOK POSITION (FIG. B).
- IF THE HOOK OF THE THREADER PLATE TOUCHES THE TOP OR BOTTOM SIDE OF THE NEEDLE EYE, LOOSEN THE SCREW AND ADJUST THE HOOK POSITION (FIG. C).
text_image
THREADER KNOB HOOKTO CHANGE THE THREADER PLATE (FIG. A)
text_image
THREADER PLATE SCREWADJUST THE DIRECTION OF LEFT OR RIGHT
(FIG. C)
text_image
Technical diagram of a mechanical device with labeled parts and directional arrows indicating movement or forcePOSITION SETTING PLATE
ADJUST THE DIRECTION OF LEFT OR RIGHT (FIG. B)
natural_image
Line drawing of a hand holding a mechanical device with motion arrows indicating movement (no text or symbols)THREADER PLATE
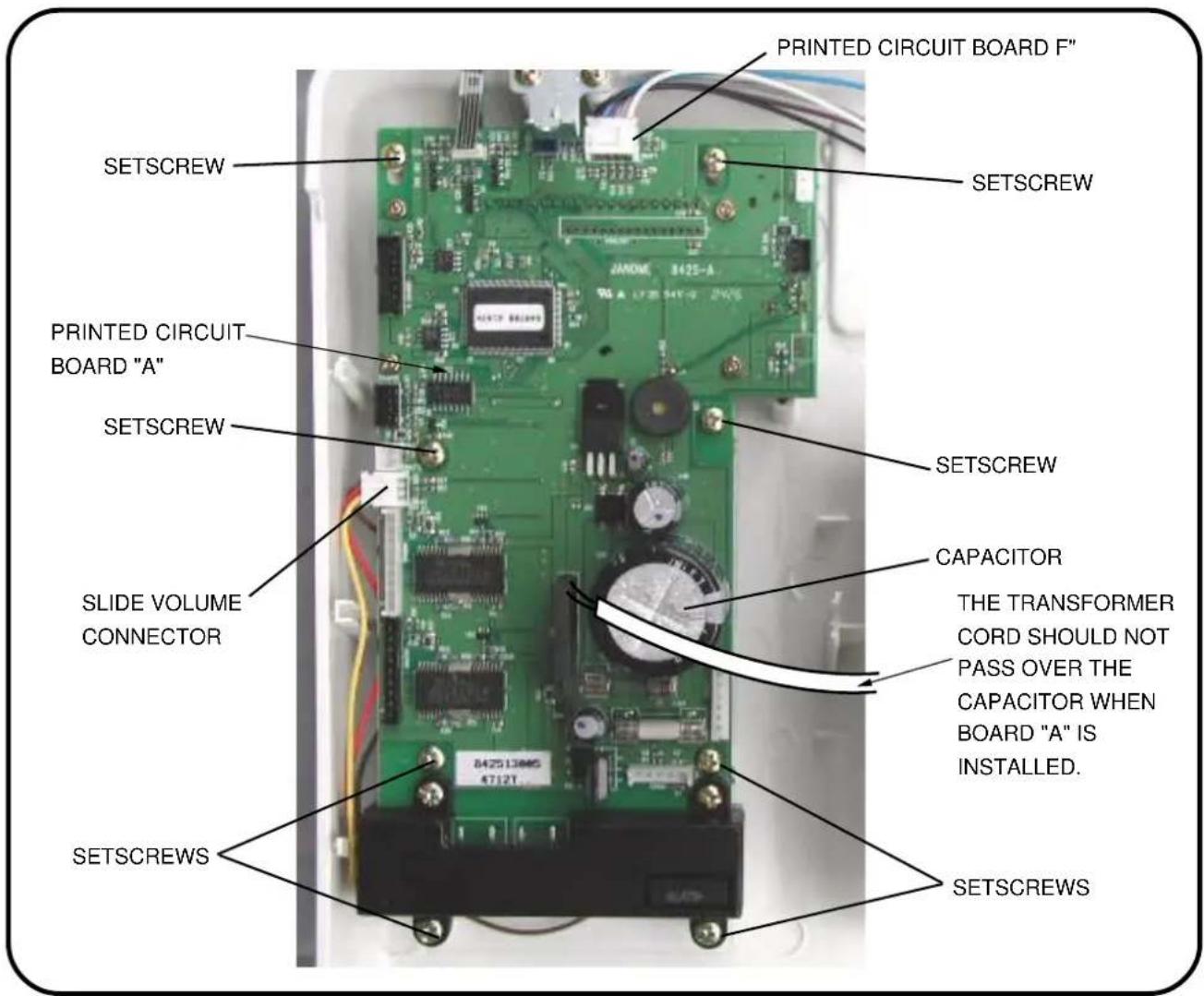
REPLACING THE PRINTED CIRCUIT BOARD "A"
TO REMOVE:
- REMOVE THE FRONT COVER (SEE PAGE 15).
- UNPLUG THE CONNECTORS FROM THE BOARD "A".
- REMOVE THE 6 SCREWS AND REMOVE BOARD "A".
NOTE: TO DISCONNECT THE CONNECTORS:
- GRASP THE CONNECTOR DIRECTORY WITH YOUR FINGERS AND PULL. DO NOT PULL ON THE LEAD WIRE, AS THIS WAY DAMAGE THE CONTACT SLEEVE INSIDE THE CONNECTOR.
- WHEN DISCONNECTING THE MACHINE SOCKET AND POWER TRANSFORMER CONNECTORS, PULL THEM WHILE PUSHING THEM TOWARD THE A BOARD TO UNLOCK THEM.
TO INSTALL:
- TO INSTALL, FOLLOW THE ABOVE PROCEDURE IN REVERSE.
NOTE:
WHEN INSTALLING BOARD "A" IN THE MACHINE.
THE TRANSFORMER WIRE SHOULD NOT PASS OVER THE CAPACITOR WHEN BOARD "A" IS INSTALLED.
IF THE CORD IS RESTING ON THE CAPACITOR, IT MAY INTERFERE THE PATTERN SELECTOR BUTTON AFTER THE FRONT COVER IS INSTALLED.
text_image
PRINTED CIRCUIT BOARD F" SETSCREW PRINTED CIRCUIT BOARD "A" SETSCREW SLIDE VOLUME CONNECTOR SETSCREWS CAPACITOR THE TRANSFORMER CORD SHOULD NOT PASS OVER THE CAPACITOR WHEN BOARD "A" IS INSTALLED. SETSCREWSREPLACING THE PRINTED CIRCUIT BOARD "F"
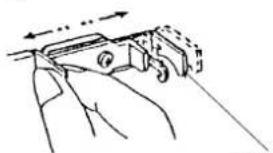
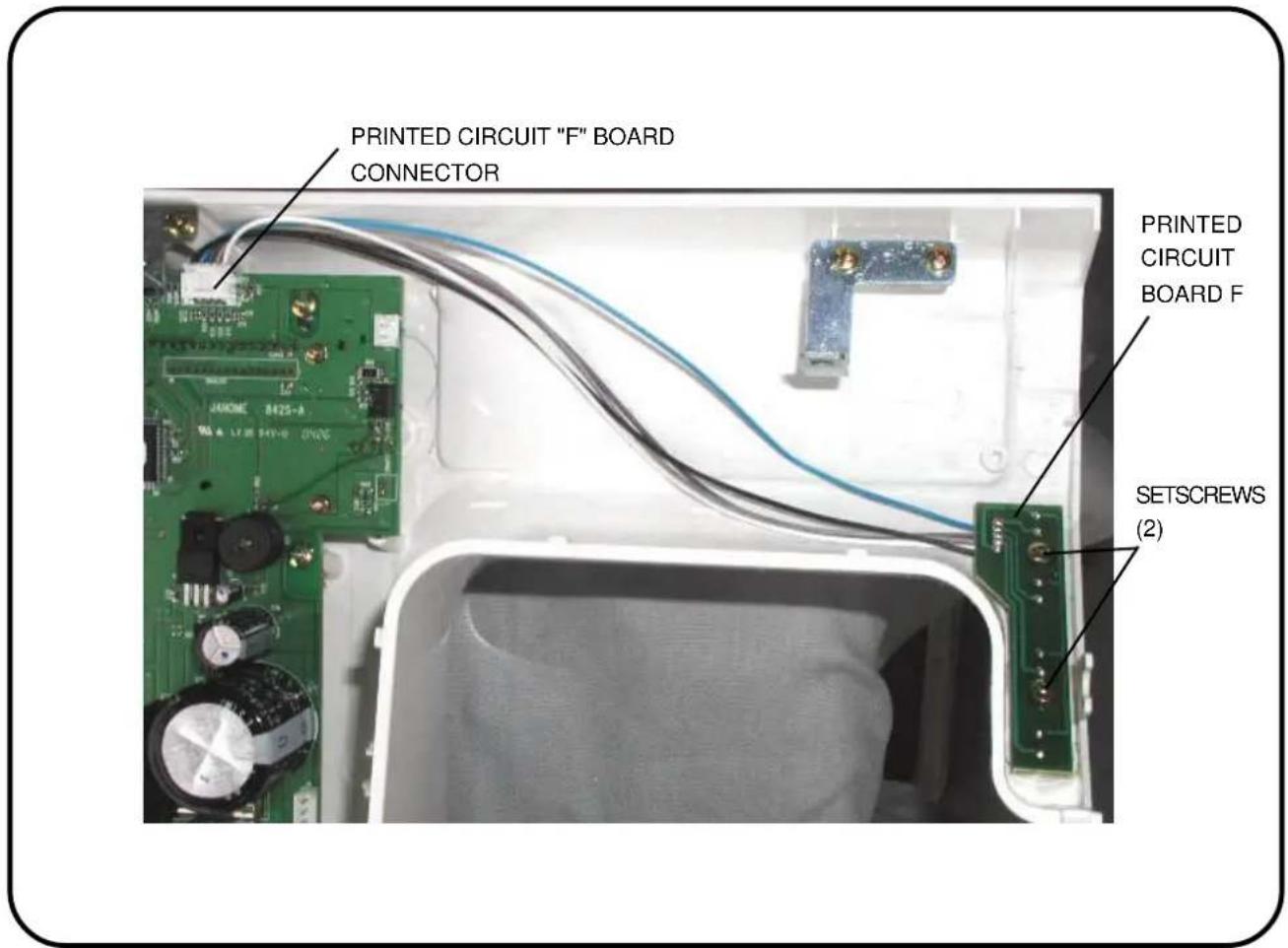
TO REMOVE:
- REMOVE THE FRONT COVER UNIT
- UNPLUG THE CONNECTOR OF THE PRINTED CIRCUIT BOARD "F".
- REMOVE THE 2 SETSCREWS AND PRINTED CIRCUIT BOARD "F".
TO ATTACH:
4.FOLLOW THE PROCEDURE ABOVE IN REVERSE.
text_image
PRINTED CIRCUIT "F" BOARD CONNECTOR PRINTED CIRCUIT BOARD F SETSCREWS (2)REPLACING SLIDE VOLUME
REPLACING SLIDE VOLUME
TO REMOVE:
1 REMOVE THE FRONT COVER.
2 DISCONNECT THE SLIDE VOLUME CONNECTOR.
3 REMOVE THE PRINTED CIRCUIT BOARD "A".
4 REMOVE THE CS RINGS (2).
5 REMOVE THE SLIDE VOLUME.
TO ATTACH:
6 FOLLOW THE PROCEDURE ABOVE IN REVERSE.
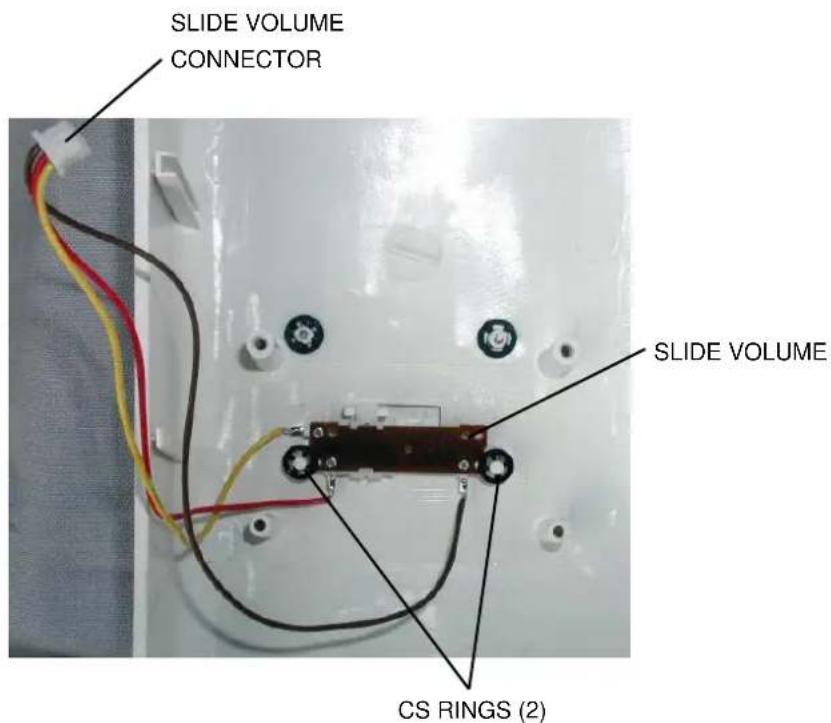
text_image
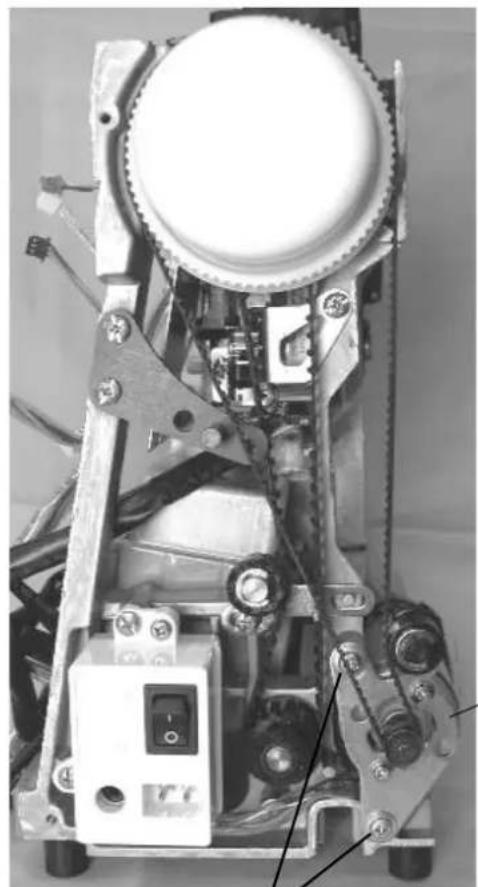
SLIDE VOLUME CONNECTOR SLIDE VOLUME CS RINGS (2)REPLACING DC MOTOR AND ADJUSTING MOTOR BELT TENSION
TO REMOVE:
- REMOVE THE FRONT AND REAR COVERS (SEE PAGE 8).
- DISCONNECT THE MOTOR CONNECTOR.
REMOVE THE TWO SETSCREWS, THEN REMOVE THE DC MOTOR AND BELT.
TO ATTACH:
- SET THE MOTOR IN MACHINE AND REPLACE SCREW (A) AND (B).
- INSERT THE MOTOR CONNECTOR INTO THE CONNECTOR POST (E) ON THE A-BOARD.
- REPLACE THE MOTOR BELT.
- MOVE THE MOTOR MOUNTING BLANKET (C) UP AND DOWN WHILE APPLYING APPROXIMATELY 300 GRAMS PRESSURE IN THE MIDDLE OF THE BELT, IT SHOULD DEFLECT 7 TO 9 MM WHEN SET PROPERLY.
- TIGHTEN THE SETSCREWS.
- ATTACH THE FRONT COVER.
natural_image
Mechanical robotic device with visible gears and control panels (no text or symbols)SETSCREWS (2)
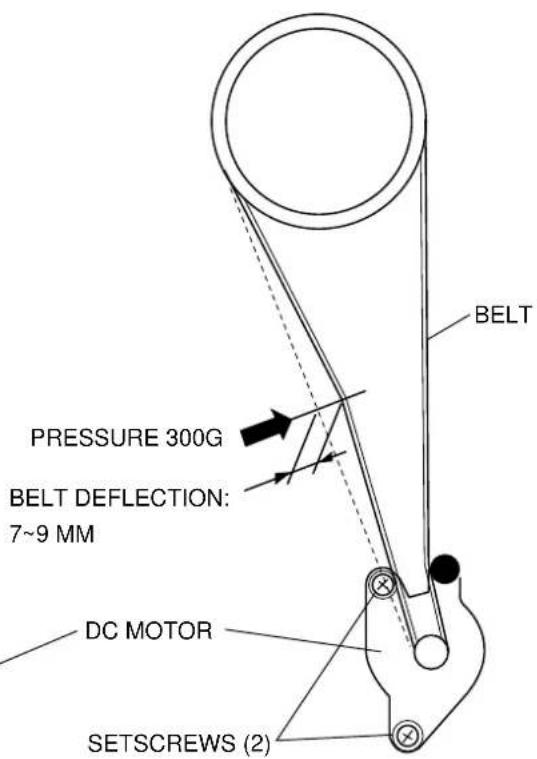
text_image
BELT PRESSURE 300G BELT DEFLECTION: 7~9 MM DC MOTOR SETSCREWS (2)REPLACING THE FUSES
REPLACING THE FUSES
TO REMOVE:
- REMOVE THE FRONT COVERS (SEE PAGE 15).
- REMOVE THE PRINTED CIRCUIT BOARD "A". REMOVE THE FOUR SETSCREWS AND REMOVE THE COVER FROM THE PRINTED CIRCUIT BOARD "A".
- REMOVE THE FUSE (PRY UP THE FUSE WITH A SCREWDRIVER).
| FUSE NO. | PART NO. | TYPE/SPECIFICATION |
| F 1 | 000-144-605 | TSD-2.5A-250V5.2∅ X 20 MM 2.5A TIME-LAG FUSE |
NOTE:
- REPLACE THE PRINTED CIRCUIT BOARD "A" IF YOU NOTICE ANY BROWNING, DISCOLORATION, OR OTHER ABNORMALITIES.
- ONLY INSTALL FUSES WITH THE CORRECT RATING. IF THE FUSE IS LOOSE, BEND THE FUSE CLIPS INWARD TO SECURE THE FUSE.

text_image
PRINTED CIRCUIT BOARD "A" NUT F1 AC 250V 2.5A COVER OF PRINTED CIRCUIT BOARD "A" SETSCREWS (4) FUSE FUSE HOLDERREPLACING MACHINE SOCKET (UNIT)
TO REMOVE:
- REMOVE THE FRONT AND REAR COVER (SEE PAGE 16).
- REMOVE THE TWO SETSCREWS AND REMOVE THE MACHINE SOCKET.
TO INSTALL:
- TO INSTALL THE MACHINE SOCKET, FOLLOW THE ABOVE PROCEDURE IN REVERSE.
NOTE:
PULL OUT THE CORD IN FRONT OF THE ARM TO PREVENT IT FROM CONTACTING WITH THE LOWER SHAFT OR OTHER MOVING PARTS, AND SECURE IT TO THE FEED MOTOR CORD WITH A BINDER.
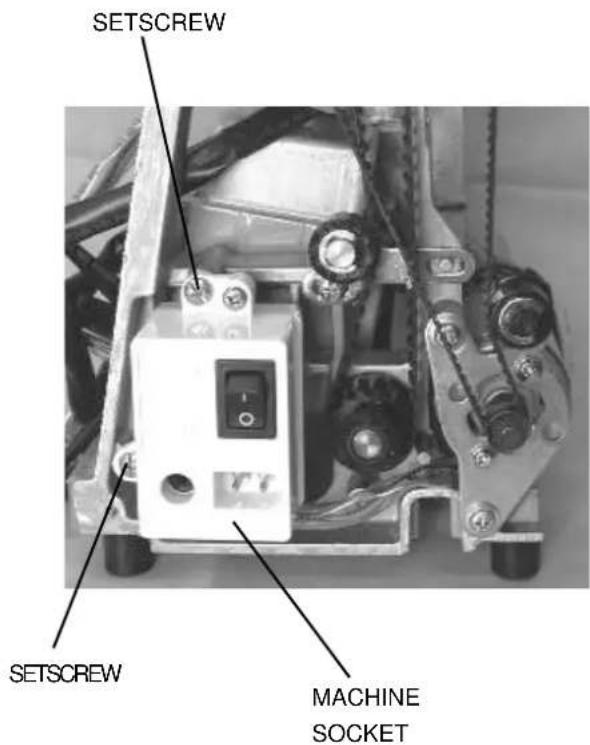
text_image
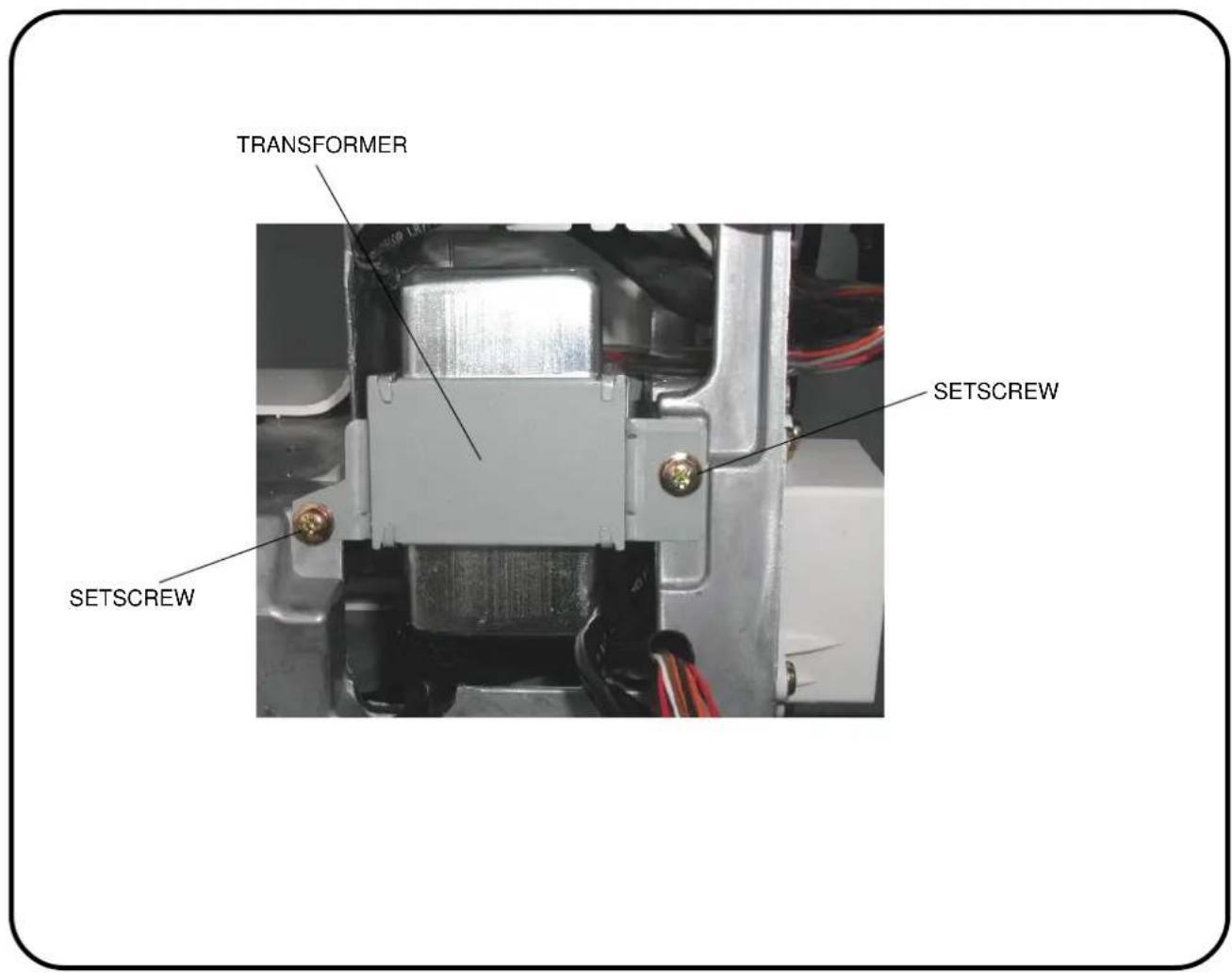
SETSCREW SETSCREW MACHINE SOCKETREPLACING TRANSFORMER
TO REMOVE:
- REMOVE THE FRONT COVER
- REMOVE THE TWO SETSCREWS AND REMOVE THE TRANSFORMER.
TO INSTALL:
- TO INSTALL THE TRANSFORMER, FOLLOW THE ABOVE PROCEDURE IN REVERSE
NOTE:
PLACE THE REAR END OF THE TRANSFORMER ON THE TRANSFORMER SUPPORT.
SLIDE THE TWO TRANSFORMER WIRE TUBES TO THE SIDE OF TRANSFORMER AND SECURE THEM TO THE ZIGZAG STEPPING MOTOR WIRE SO THEY WILL NOT COME IN CONTACT ANY MOVING PARTS.
text_image
TRANSFORMER SETSCREW SETSCREWREPLACING THE ZIGZAG WIDTH MOTOR
TO REMOVE:
- REMOVE THE FRONT AND REAR COVER.
- REMOVE THE TWO SETSCREWS (A) AND REMOVE THE ZIGZAG WIDTH MOTOR PROTECTOR PLATE. CUT THE BINDER.
- REMOVE THE TWO ZIGZAG ROD SETSCREWS (B).
- REMOVE THE TWO SETSCREWS (C) AND REMOVE THE ZIGZAG WIDTH MOTOR.
TO INSTALL:
- TO INSTALL THE ZIGZAG WIDTH MOTOR, FOLLOW THE ABOVE PROCEDURE IN REVERSE.
NOTE:
- THE SETSCREW OF ZIGZAG ROD SHOULD BE TIGHTENED TO 5\~7 KGF OF TORQUE.
- CHECK TO ENSURE THAT THE UPPER SHAFT SENSOR MOUNTED ON THE ZIGZAG WIDTH MOTOR DOES NOT INTERFERE WITH THE UPPER SHAFT SHIELD PLATE.
- ADJUST THE NEEDLE DROP POSITION (SEE PAGE 19).
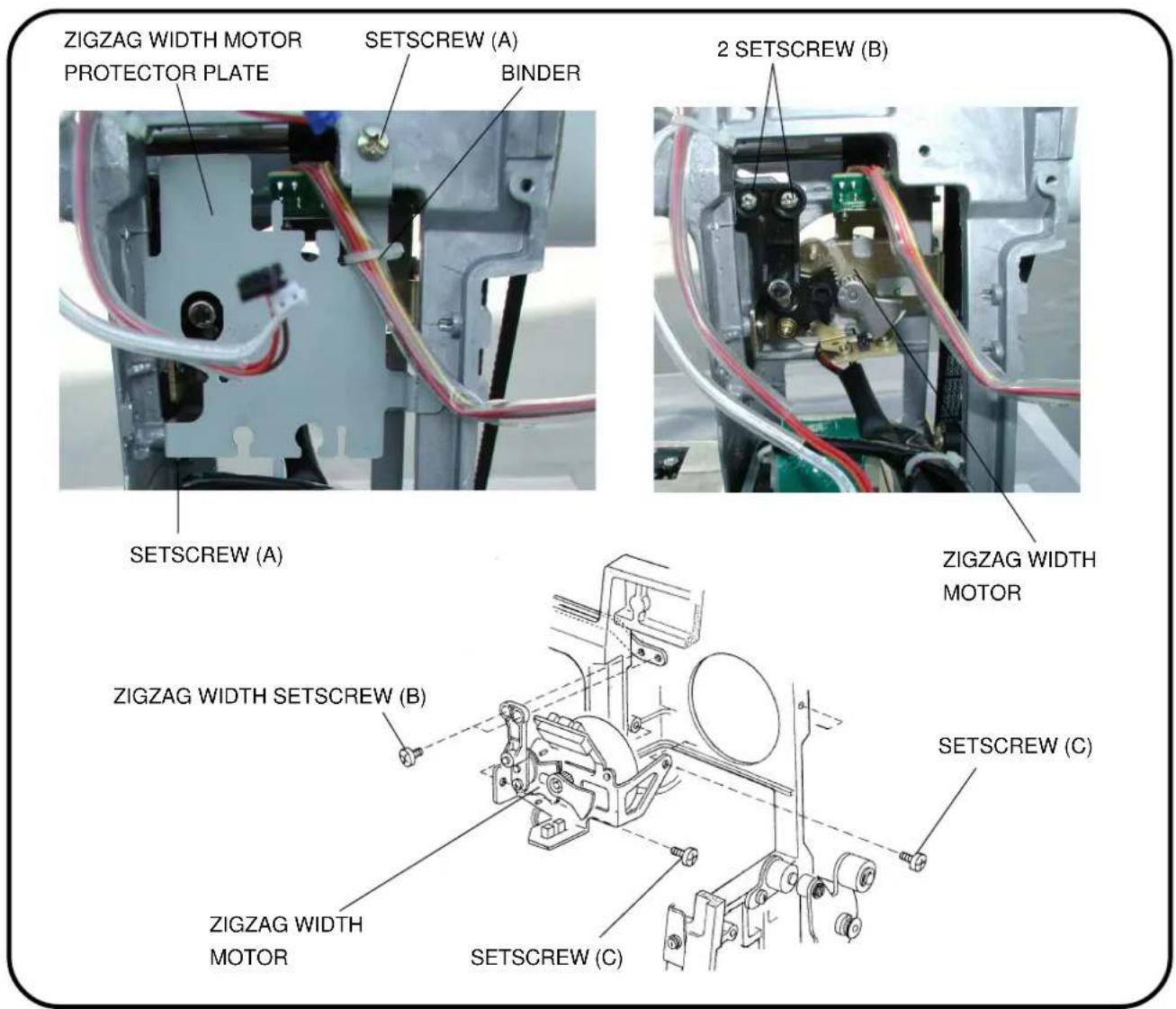
text_image
ZIGZAG WIDTH MOTOR PROTECTOR PLATE SETSCREW (A) BINDER 2 SETSCREW (B) SETSCREW (A) ZIGZAG WIDTH MOTOR ZIGZAG WIDTH SETSCREW (B) SETSCREW (C) ZIGZAG WIDTH MOTOR SETSCREW (C)REPLACING THE FEED STITCH MOTOR
TO REMOVE:
- REMOVE THE FRONT COVER AND REAR COVERS (SEE PAGE 15 AND 16)
- REMOVE THE SNAP RING (E-3)
- REMOVE THE TWO SETSCREWS AND REMOVE THE FEED MOTOR.
CUT OFF THE CORD BINDER.
TO INSTALL:
TO INSTALL THE FEED MOTOR, FOLLOW THE ABOVE PROCEDURE IN REVERSE.
NOTE:
ADJUST THE STRETCH STITCH PATTERNS (SEE PAGE 26).
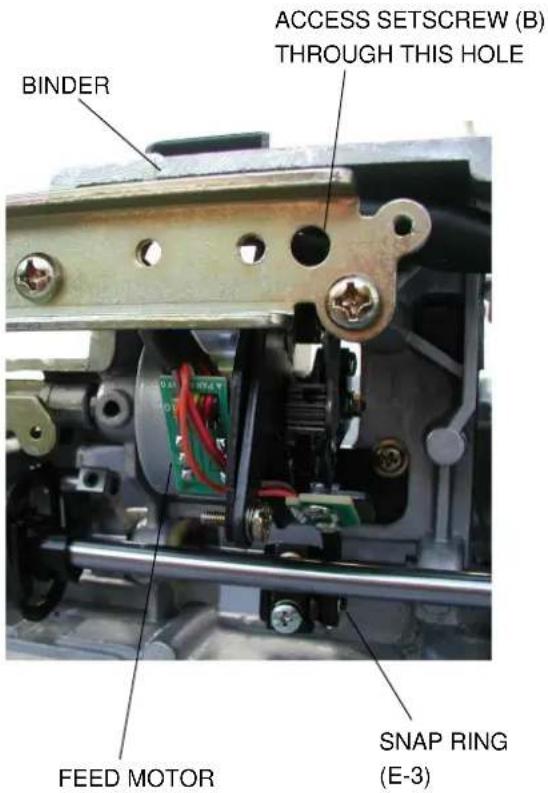
text_image
BINDER ACCESS SETSCREW (B) THROUGH THIS HOLE FEED MOTOR SNAP RING (E-3)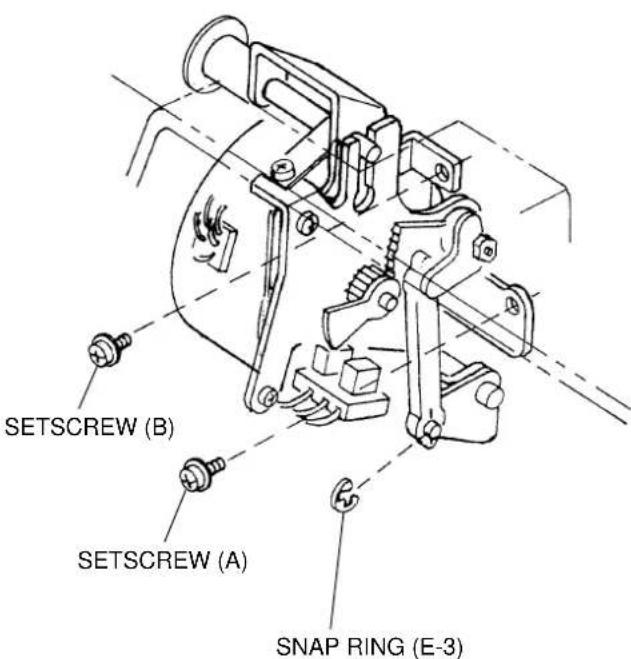
text_image
SETSCREW (B) SETSCREW (A) SNAP RING (E-3)ADJUSTING THE BOBBIN WINDER SWITCH
ADJUST THE BOBBIN WINDING SWITCH
- REMOVE THE FRONT COVER.
- SET THE BOBBIN WINDER ARM IN THE SEWING POSITION AND LOOSEN THE SETSCREW. ADJUST THE CLEARANCE BETWEEN THE BOBBIN WINDER ARM AND THE SWITCH FIXING PLATE TO 0.7 TO 1.3 MM.
- TIGHTEN THE SETSCREW.
- INSTALL THE FRONT COVER.
TO CONFIRM:
TURN THE POWER SWITCH ON.
THE LED DISPLAYS
WHEN THE BOBBIN WINDER SPINDLE IS SET THE BOBBIN AYS SEWING STITCH PATTERN SELECTION WHEN THE BOBBIN SEWING POSITION.
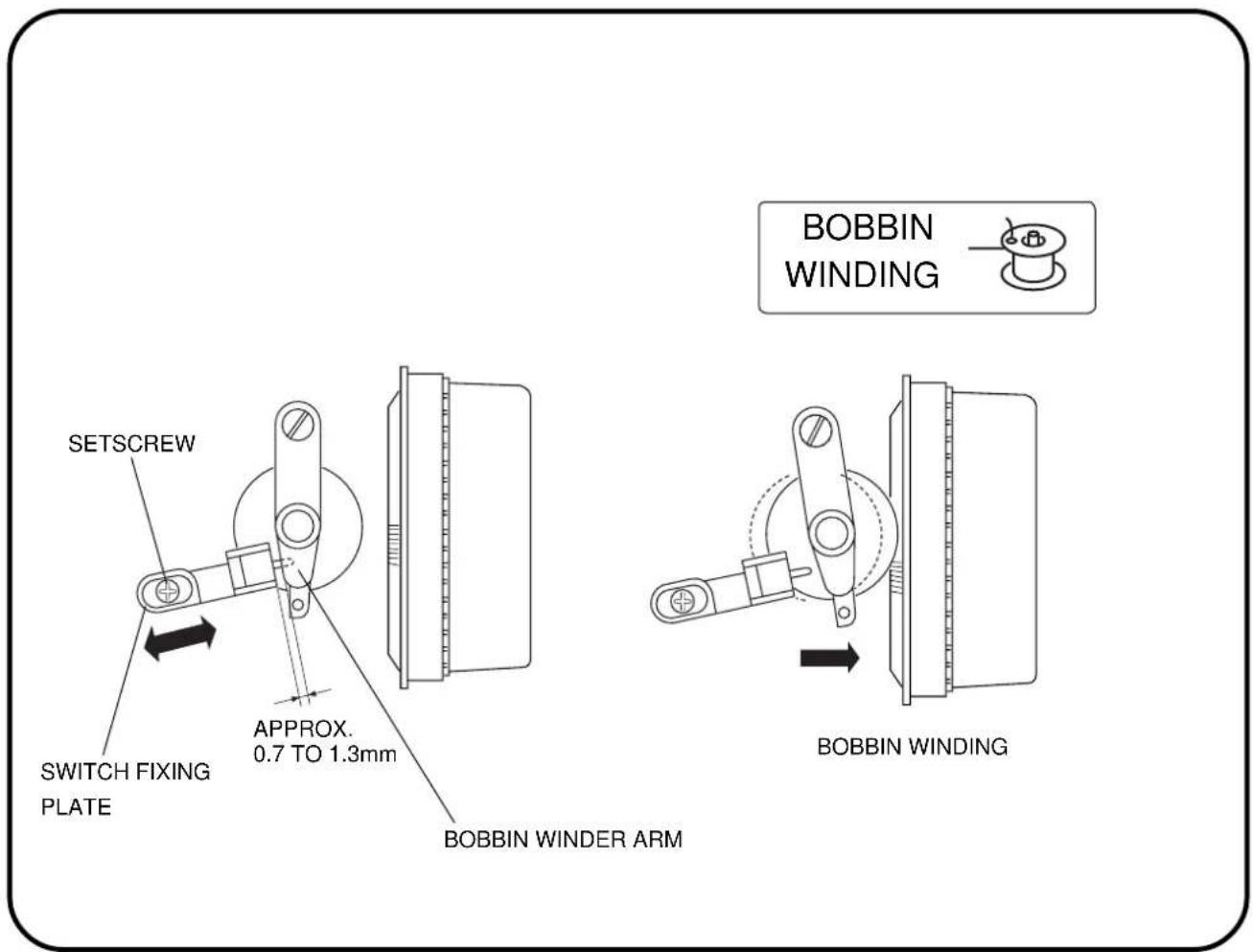
text_image
SETSCREW SWITCH FIXING PLATE APPROX. 0.7 TO 1.3mm BOBBIN WINDER ARM BOBBIN WINDINGOILING
FACTORY LUBRICATED PARTS WILL PROVIDE YEARS OF HOUSEHOLD SEWING WITHOUT ROUTINE OILING, BUT YOU SHOULD STILL CHECK FOR POSSIBLE LUBRICATION NEEDS WHENEVER SERVICING MACHINES.
OIL:
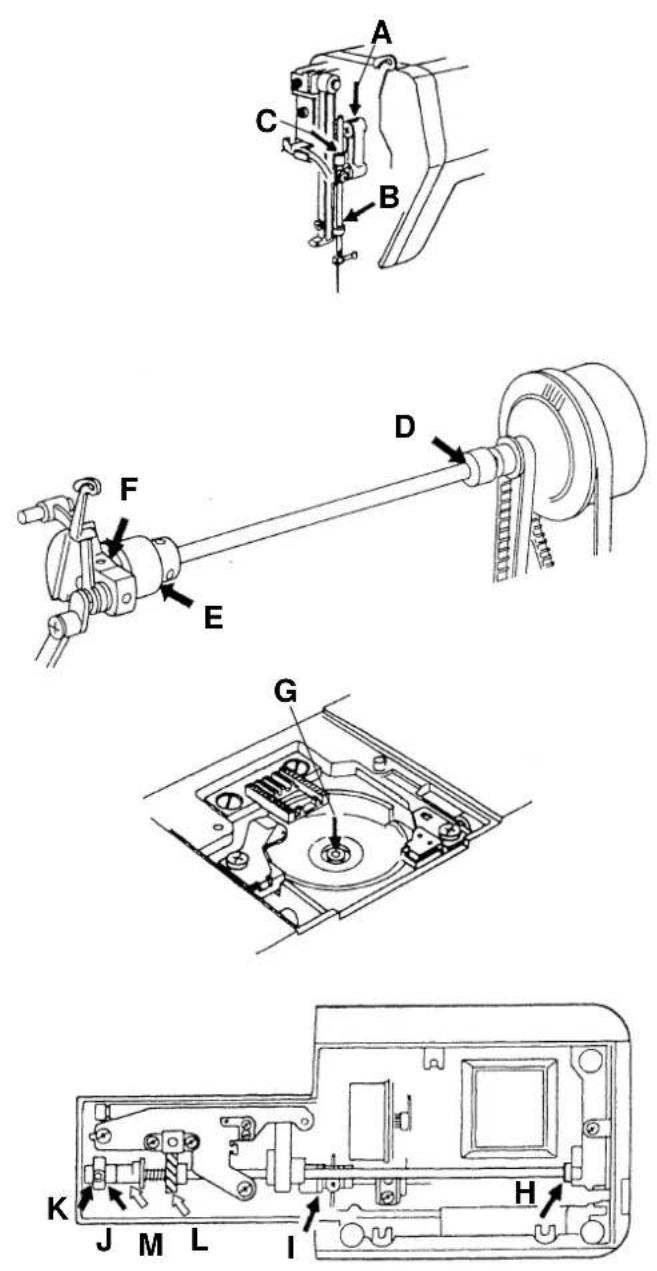
USE GOOD QUALITY SEWING MACHINE OIL AT THE POINTS (A, B, C, D, E, F, G, H, I, J & K) INDICATED BY THE BLACK ARROWS.
GREASE:
USE WHITE GREASE SUCH AS MOLYCOTE EM-40M AT THE POINTS (L& M) INDICATED BY THE WHITE ARROWS.