Original SL1S SPEED - 3D pisač Prusa - Besplatni korisnički priručnik
Pronađite besplatno priručnik za uređaj Original SL1S SPEED Prusa u PDF formatu.

Pitanja korisnika o Original SL1S SPEED Prusa
0 pitanje o ovom uređaju. Odgovorite na one koje znate ili postavite svoje.
Postavi novo pitanje o ovom uređaju
Preuzmite upute za vaš 3D pisač u PDF formatu besplatno! Pronađite svoj priručnik Original SL1S SPEED - Prusa i uzmite svoju elektroničku napravu natrag u ruke. Na ovoj stranici objavljeni su svi dokumenti potrebni za korištenje vaše naprave. Original SL1S SPEED marke Prusa.
KORISNIČKI PRIRUČNIK Original SL1S SPEED Prusa
PODREÇZNIK DRUKOWANIA 3D
INSTRUKCJA UŻYTKOWNIKA DLA DRUKAREK 3D:
- ORIGINAL PRUSA SL1S SPEED

natural_image
Exterior view of a PRUSA SL1S 3D printer with orange interior and control panel (no readable text or symbols on device body)ORYGINALNE INSTRUKCJE
PRUSA
RESEARCH
by JOSEF PRUSA

POL
Oryginalne Instrukcje: Podstawowe informacje
Aby pobrać podręcznik w innych językach, takich jak Deutsch, Français, Italiano, Español, Čeština i Polski, odwiedź stronę prusa.io/s1s lub zeskanuj kod QR po prawej stronie. Ten link przeniesie Cię również do portalu zawierającego najnowsze pliki do pobrania (firmware, podręcznik, sterowniki, PrusaSlicer), a także odpowiednie artykuły pomocy.
Podręcznik w wersji 1.08 z 2. stycznia 2024

prusa.io/sl1s
SZYBKI PRZEWODNIK DO TWOJEGO PIERWSZEGO WYDRUKU
Przeczytaj ostrożnie instrukcje bezpieczeństwa1.
Postaw drukarkę na płaskiej i stabilnej powierzchni2.
Pobierz i zainstaluj zaktualizowane firmware i paczkę z oprogramowaniem3.
Skalibruj drukarkę zgodnie z instrukcjami wyświetlanymi na ekranie / z Asystentem4.
Sprawdź, czy folia FEP (dno zbiornika), nie wykazuje żadnych oznak zużycia.5.
Wlej żywicę do zbiornika6.
Użyj przeglądarki plików w menu "Druk", aby wybrać przykładowy model do wydruku7.

Ważna uwaga lub wskazówka, która może ułatwić Ci drukowanie.

Przeczytaj ostrożnie! Ta część jest najważniejsza - zarówno dla bezpieczeństwa użytkowania jak i prawidłowego serwisu drukarki.
JOSEF PRUSA®, PRUSA RESEARCH®, PRUSA POLYMERS®, PRUSA ORANGE®, ORIGINAL PRUSA®, PRUSA 3D® oraz PRUSAMENT® są zastrzeżonymi znakami towarowymi firmy Prusa Development a.s. używanymi przez Prusa Research a.s. na licencji Prusa Development a. s. I JOSEF PRUSA, ORIGINAL PRUSA i PRUSAMENT są zarejestrowanymi znakami towarowymi (lub zgłoszeniami znaków towarowych) Prusa Development a.s. i są używane przez Prusa Research a.s. na licencji od Prusa Development a.s. w następujących krajach: Australia, Nowa Zelandia, Izrael, Meksyk, Korea Południowa, Turcja, Ukraine, Rosja, Kazakhstan, Szwajcaria, Chiny, Kolumbia, Uzbekistan, Filipiny i Norwegia. I Wszystkie inne nazwy firm i nazwy produktów wymienione w niniejszej publikacji są znakami towarowymi lub zarejestrowanymi znakami towarowymi odpowiednich firm.
Podręcznik w wersji 1.08 z 2. stycznia 2024 © Prusa Research a.s.
O autorze
Josef Prusa (ur. 23 lutego 1990 r.) zainteresował się zjawiskiem druku 3D studiując na Uniwersytecie Ekonomicznym w Pradze, gdzie dostał się w 2009 r. - początkowo było to hobby, nowa technologia otwarta na zmiany i ulepszenia. Hobby szybko stało się pasją, a Josef stał się jednym z czołowych developerów międzynarodowego, open source'owego projektu Adriena Bowyera - RepRap. Dziś można zobaczyć projekt Prusa w różnych wersjach na całym świecie, jest to jedna z najpopularniejszych drukarek i dzięki temu poziom wiedzy na temat technologii druku 3D znacznie wzrósł.
Jo nadal pracuje nad samo-replikującymi się drukarkami (części drukarki mogą być wytwarzane za pomocą drukarki), a obecna wersja to Prusa i3 MK3S - ulepszona wersja trzeciej iteracji oryginalnej drukarki 3D. Prusa Research stale rozwija się w nowych dziedzinach a Twoja Original Prusa SL1S jest tego przykładem.
Josef Prusa organizuje również warsztaty i bierze udział w profesjonalnych konferencjach poświęconych popularyzacji druku 3D. Wykładał na przykład na konferencji TEDx w Pradze i Wiedniu, na World Maker Faire w Nowym Jorku, Maker Faire w Rzymie i na Open Hardware Summit organizowanym przez MIT. Josef uczy również Arduino na Uniwersytecie Karola, a także wykładał na Akademii Sztuk w Pradze.
Według jego słów, drukarki 3D będą dostępne w każdym domu w niezbyt odległej przyszłości. "Jeśli coś jest potrzebne, możesz to po prostu wydrukować. W tej dziedzinie przekraczasz granice każdego dnia ... Cieszymy się, że razem z nami jesteś tego częścią!"

Josef Prusa
Treść
1. Wprowadzenie 9
2. Słowniczek 10
2.1. Akcesoria - dołączone i opcjonalne 11
3. Szybki start 12
3.1. Kontakt ze wsparciem technicznym i przesłanie logów 13
4. Twój Pierwszy Wydruk 14
4.1. Rozpakowanie 14
4.2. Pierwsze uruchomienie i Kalibracja 14
4.3. Poruszanie się po menu 17
4.4. Aktualizowanie oprogramowania układowego drukarki 18
4.5. Podłączenie do sieci - zalecane 18
4.5.1. Połączenie Internetowe - Przewód Ethernet 18
4.5.2. Połączenie Internetowe - bezprzewodowe 18
4.6. Ustawienie czasu i strefy czasowej (opcjonalnie) 19
4.7. Uzupełnianie żywicy w zbiorniku 19
4.8. Niski poziom żywicy / Dolewanie jej w czasie druku 20
4.9. Rozpoczynanie Pierwszego Wydruku 21
4.10.Zdejmowanie wydruku 22
4.11. Usunięcie obiektu przyklejonego do dna zbiornika 23
4.12. Usuwanie podpór 23
4.13. Dołączone modele 3D 24
5. Czynności do wykonania po ukończeniu druku 25
5.1. Mycie / Utwardzanie / Suszenie wydruków 25
5.1.1. Mycie 26
5.1.2. Suszenie i utwardzanie 26
5.2. Utylizacja żywic 26
5.3. Struktura menu i funkcje zaawansowane 27
6. Drukowanie własnych modeli 29
6.1. Zdobycie modelu do druku 29
6.2. Tworzenie własnych modeli 30
6.3. Czym są pliki SL1S? 30
6.4. PrusaSlicer 31
6.5. Cięcie modeli dla SL1S 32
6.6. Importowanie modelu do PrusaSlicer 33
6.7. Ustawianie modelu 34
6.8. Jak wygenerować podpory dla wydruku SLA 34
6.9. Podkładka, podpory, wysokość warstwy i czasy naświetlania 36
6.9.1. Podkładka 37
6.9.2.Podpory 37
6.9.3. Wysokości warstwy 37
6.9.4. Czasy naświetlania 38
6.10. Cięcie, eksportowanie i drukowanie własnych wydruków 39
6.11. Umieszczenie modelu i przykłady cięcia 40
6.11.1. Katedra w Reims 40
6.11.2.Wieża Petrin 40
6.11.3. Biżuteria 40
6.11.4. Postacie i makiety 41
6.12. Jak rozpoznać problematyczne obszary 42
6.13. Drukowanie dużych i ciężkich modeli 43
6.14. Drażenie modeli w PrusaSlicer 43
-
Połączenie PrusaSlicer z SL1S przez sieć 46
-
Aktualizowanie oprogramowania układowego drukarki 48
-
O żywicach 48
9.1. Ważne informacje dotyczące żywic 49
9.2. Jakie żywice kupić? 50
9.3. Kalibracja niestandardowej żywicy 50
-
Paczka z oprogramowaniem/sterownikami 51
-
Kontrolowanie drukarki przez przeglądarkę internetową 51
-
Akcesoria opcjonalne 52
12.1. Original Prusa Curing and Washing Machine - CW1S (Maszyna do Utwardzania i Mycia) 52
12.2. Folia FEP - Oryginalna i zamiennik 52
12.3. Dodatkowe akcesoria 54
- Regularna konserwacja drukarki 54
13.1. Utrzymuj drukarkę w czystości 54
13.2. Utrzymanie folii FEP / zbiornika 55
13.3. Czyszczenie zbiornika i folii FEP 55
13.4. Utrzymanie platformy roboczej 56
13.5. Konserwacja ekranu naświetlającego 56
13.6. Pokrywa akrylowa 57
13.7. Światło UV i potencjalne zagrożenie dla zdrowia 57
13.8. Czyszczenie wentylatorów z kurzu 57
13.9. Wymiana filtra węglowego 58
13.10. Obsługa kolumny 58
13.11. Utrzymanie mechanizmu przechyłu 58
- Rozwiązywanie problemów sprzętowych 59
14.1. Wymiana folii FEP / dna zbiornika 59
14.2. Wymiana wyświetlacza druku 59
14.3. Rozlana żywica 60
- Rozwiązywanie problemów z jakością druku 60
15.1. Usuwanie obiektu przyklejonego do dna zbiornika 60
15.2. Pierwsza warstwa nie trzyma się (brak adhezji) 60
15.3. W drukowanym modelu brakuje kilku elementów 62
15.4. W drukowanym modelu brakuje szczegółów 63
15.5. Druk odrywa się od podpór 63
15.6. Uszkodzone podpory 64
15.7. Wydruk jest krzywy / zdeformowany 65
15.8. Wydruk nie pojawia się / żywica się nie zestala 65
15.9. Wydruk ma bardzo widoczne warstwy 65
15.10. Rozwarstwianie / Nieprzyleganie warstw 66
15.11. Pofalowane warstwy 67
15.12. Duże otwory w drukowanych modelach 68
- FAQ - Często Zadawane Pytania 69
O tym Podręczniku
Ten Podręcznik został stworzony, aby pomóc Ci rozpocząć drukowanie na Original Prusa SL1S tak szybko, jak to możliwe. Jest podzielony na kilka głównych części - zwrócić szczególną uwagę na rozdziały o prawidłowym użytkowaniu, zagrożeniach dla zdrowia, kalibracji i pierwszym wydruku.
Szczegóły produktu
- Nazwa: Original Prusa SL1S SPEED
- Producent: Prusa Research a.s., Partyzánská 188/7A, Praga, 170 00, Republika Czeska
• E-mail kontaktowy: info@prusa3d.com - Grupa EEE: 3 (sprzęt informatyczny i/lub telekomunikacyjny)
- Warunki użytkowania: tylko wewnątrz pomieszczeń
• Zasilanie: 100-240 VAC, 1,8 A (50-60 Hz) - Zakres temperatury pracy: 18 °C - 32 °C, tylko wewnątrz pomieszczeń
• Wilgotność otoczenia: 85 % lub mniej - Kompatybilne żywice: długość fali 405nm
Deklaracja zgodności może zostać pobrana z http://www.prusa3d.com
Waga zmontowanej drukarki (brutto / netto): 14.7 kg / 10.6 kg. Numer seryjny znajduje się z tyłu drukarki, w menu drukarki "Wsparcie" oraz na opakowaniu.
Original Prusa SL1S jest wyposażona w bezprzewodową kartę sieciową. Ten moduł jest kompatybilny ze standardami IEEE 802.11 b/g/n i może osiągnąć prędkość do 72.2Mbps przy pojedynczym strumieniu 802.11n, 54Mbps zgodnie ze specyfikacją 802.11g lub 11Mbps dla IEEE 802.11b przy łączeniu z siecią LAN bezprzewodową. Zintegrowany moduł zapewnia interfejs SDIO dla Wi-Fi.

natural_image
Symbol of a trash bin with crossed lines indicating no waste or discharge, and a solid black rectangle below (no text or labels)
Licencje
Original Prusa SL1S jest publikowana na licencji GNU GPL v3
(www.gnu.org/licenses/gpl-3.0.en.html). Jeśli ulepszasz lub zmieniasz jakąkolwiek część drukarki i chcesz ją sprzedawać, to musisz opublikować kod źródłowy na takiej samej licencji. Kody źródłowe można znaleźć na https://www.github.com/prusa3d
Gwarancja
Drukarka 3D Original Prusa SL1S dostarczona w formie zmontowanej jest objęta 24-miesięczną gwarancją konsumencką na terenie Unii Europejskiej i 12-miesięczną dla firm oraz użytkowników spoza UE.
Okres gwarancyjny rozpoczyna się od dnia, w którym klient otrzymać produkt. UWAGA: wyświetlacz naświetlający i folia FEP są zaliczane do kategorii elementów narażonych na zużycie, które nie są objęte podstawową gwarancją. Trwałość wyświetlacza naświetlającego to maksimum 2000 godzin drukowania - jego zużycie jest normalne dla procesu druku SLA stosowanego w Original Prusa SL1S.
Trwałość folii FEP to 10 cykli (wydruków). Używając drukarki zgodnie z instrukcjami zawartymi w oficjalnych materiałach (takich, jak ten Podręcznik), jej trwałość może być wydłużona kilkukrotnie.
Zarówno odpowiedzialność Producenta za wady fabryczne, jak i gwarancja jakości nie mają zastosowania w przypadku drukarek uszkodzonych podczas ich obsługi niezgodnej z instrukcjami oraz zaleceniami zawartymi w oficjalnych materiałach i instrukcjach oraz niewłaściwą obsługą związaną z własnymi modyfikacjami sprzętu jak i oprogramowania.
Instrukcje bezpieczeństwa
Zachowaj szczególną ostrożność podczas obsługi drukarki. Jest to urządzenie elektryczne z ruchomymi częściami, emitujące promieniowanie UV.
To urządzenie nadaje się tylko do pracy wewnątrz pomieszczeń. Nie wystawiaj drukarki na1. śnieg lub deszcz. Zawsze trzymaj drukarkę w suchych warunkach, w odległości minimum 30 cm od innych obiektów. Upewnij się, że żadne otwory wentylacyjne i wentylatory nie są zablokowane.
Zawsze stawiaj drukarkę w stabilnym miejscu, gdzie nie może się przewrócić ani spaść.2.
Drukarka jest zasilana z sieci 230 VAC, 50 Hz lub 110 VAC, 60 Hz. Nigdy nie podłączaj3. drukarki do sieci o innych parametrach - może to spowodować awarię lub poważne uszkodzenie drukarki.
Poprowadź przewód zasilający tak, aby nikt na niego nie nadepnął lub nie potknął się o4. niego przechodząc, w innym przypadku narażasz go na uszkodzenie. Zawsze sprawdzaj również, czy przewód nie jest uszkodzony w żaden sposób. Jeśli zauważysz uszkodzenia, to wymień go natychmiast nowy.
Wyciągając przewód zasilający z gniazda, trzymaj za wtyczkę, nie za przewód, aby uniknąć 5. ryzyka uszkodzenia przewodu lub gniazda.
Nie rozkręcaj zasilacza drukarki. Nie zawiera żadnych elementów, które mogłyby być6. naprawione przez niedoświadczonego serwisanta. Wszystkie naprawy muszą być dokonywane przez wykwalifikowany personel.
Nie wkładaj niczego do drukarki podczas jej pracy. Może to spowodować uraz przez7. ruchome części lub porażenie prądem.
Chron drukarkę przed dostępem dzieci bez nadzoru nawet, gdy nie pracuje.8.
Nie zostawiaj drukarki bez nadzoru gdy jest włączona!9.
Nie używaj drukarki rozmontowanej, z otwartą pokrywą lub brakującymi częściami.10.
Nie patrz bezpośrednio w światło UV.11.
Pamiętaj, że żywice to płyny, które wydzielają zapach. Upewnij się, że drukarka jest w12. wentylowanym pomieszczeniu. Chroń drukarkę przez rozłaniem żywicy.
Niektorzy ludzie mogą wykazywać uczulenia na żywice - zarówno przy kontakcie ze skórą,13. jak i oparami. Jeśli doświadczasz jakiegoś dyskomfortu (np. swędzenia) to przestań używać urządzenia i zasięgnij porady lekarza.
1. Wprowadzenie
Dziękujemy za zakup drukarki 3D Original Prusa SL1S SPEED! Twój zakup wspiera dalszy rozwój naszych produktów. Prosimy, przeczytaj ten Podręcznik bardzo uważnie, ponieważ wszystkie rozdziały zawierają ważne informacje dotyczące użytkowania, utrzymania i konserwacji oraz rozwiązywania problemów z Twoją SL1S.
SL1 była naszym pierwszym krokiem w świat druku SLA. Chcieliśmy stworzyć drukarkę 3D solidną, trwałą i niezawodną, która będzie powtarzalnie dawać wydruki o wysokiej jakości. Bazując na informacjach zwrotnych oraz recenzjach, wiele rzeczy zrobiliśmy dobrze. SL1 znalazła swoje miejsce w warsztatach hobbystów, ale także w różnych gałęziach przemysłu. Jak zwykle przeszliśmy do dalszego zbierania informacji i poprawiania urządzenia, a jednym z obszarów, na których chcieliśmy się skupić była prędkość drukowania. Zamieniliśmy wyświetlacz RGB na zupełnie nowy monochromatyczny ekran LCD o wysokiej rozdzielczości, dodaliśmy cztery razy mocniejszy panel UV LED, zwiększyliśmy obszar roboczy o 25% i wprowadziliśmy wiele innych zmian. Mamy nadzieję, że korzystanie z SL1S SPEED da Ci satysfakcję!
Więcej informacji o SL1S znajdziesz na naszej oficjalnej stronie https://www.prusa3d.pl/ oraz na naszym społecznościowym centrum https://www.printables.com, gdzie możesz znaleźć modele do druku, rozmawiać z innymi użytkownikami i tworzyć lokalne społeczności drukarskie!

natural_image
Two PRUSA 3D printers displayed against a hexagonal lattice background (no visible text or symbols on the devices themselves)Jak działa drukowanie 3D w technologii SLA?

Original Prusa SL1S SPEED jest drukarką 3D pracującą w technologii SLA, a dokładnie MSLA. SLA to skrót od "Stereolithography Apparatus" a "M" na początku oznacza "Masked" ("maskowany"). Drukarki SLA używają światła UV do zestalania (utwardzania) płynnej żywicy światłoczułej. SL1S ma monochromatyczny ekran LCD o wysokiej rozdzielczości, który wyświetla maskę w kształcie pojedynczej warstwy. Następnie panel UV LED emituje światło ultrafioletowe od dołu, przez maskę i przezroczyste dno zbiornika. Światło UV utwardza (zestala) pojedynczą warstwę drukowanego modelu, która przykleja się do platformy roboczej. Po utwardzeniu warstwy platforma robocza podnosi się, aby zrobić miejsce kolejnej warstwie. Dlatego druk SLA to metoda obróbki przyrostowej.

2. Słowniczek
Pokrywa - Pomarańczowa pokrywa jest wykonana ze szkła akrylowego a jej warstwy chronią1. żywicę przed promieniowaniem ultrafioletowym z zewnątrz (np. światłem słonecznym), które mogłoby ją utwardzać. Nie jest to jednak 100% ochrona, więc drukarka nie powinna stać bezpośrednio w świetle słonecznym. Podczas drukowania pokrywa musi być zamknięta.
Kolumna / Oś Z - mechanizm podnoszenia i opuszczania zespołu wspornika z platformą2. roboczą. Wspornik jest mocowany przegubem kulowym.
Pokrętło - Duże, czarne pokrętło na szczycie wspornika jest zaprojektowane dla łatwego3. montażu/demontażu platformy roboczej.
- Wspornik - Do niego zamocowana jest platforma, która porusza się wraz z nim wzdłuż osi Z.
Platforma robocza - Platforma robocza jest wykonana z jednego kawałka aluminium i jest5. połączona wspornikiem z kolumną osi Z. Duża, płaska powierzchnia to część, na której jest drukowany model. Platforma robocza może zostać łatwo wyciągnięta przez poluzowanie Pokrętła bez wpływu na kalibrację.
Zbiornik - Pojemnik na płynną żywicę. Ma przezroczyste dno, które pozwala przechodzić6. światłu UV. Dnem jest folia FEP, która jest materiałem eksploatacyjnym i zużyje się po jakimś czasie. Folia jest wymienna (patrz rozdział Konserwacja Drukarki). Czyść folię FEP tylko i wyłącznie przy użyciu ciepłej wody i płynu do mycia naczyń. Alternatywnie możesz również użyć IPA.
Tilt - (Platforma falująca/mechanizm przechylania) - Ogólna nazwa całego mechanizmu7. powodującego przechylanie zbiornika z żywicą i jej falowanie. Platforma falująca jest jedną z największych zalet tej maszyny. Dzięki temu do odklejenia wydruku z dnia zbiornika potrzebna jest mniejsza siła, co skutkuje gładszym wyglądem modeli i większą niezawodnością druku.
Wyświetlacz / panel dotykowy - Główny interfejs kontrolny SL1S. Pojemnościowy ekran8. dotykowy jest używany do poruszania się po menu, rozpoczynania wydruków, ustawiania parametrów i kalibracji drukarki.
Przycisk zasilania - Włącza i wyłącza drukarkę. Ten przycisk nie odcina dopływu zasilania do9. zasilacza. Aby całkowicie odciąć zasilanie, należy wyciągnąć przewód zasilający z gniazda z tyłu drukarki.
Port USB - Używany m.in. do odczytywania plików SL1S z pamięci USB10.
Tylny wentylator z filtrem z węglem aktywnym - Pomaga odfiltrować zapach wydzielany11. przez żywicę. Możesz przymocować do niego wąż przez dostępny za darmo adapter i wyprowadzić go np. za okno.
Gniazdo Ethernet - Może być użyte do podłączenia drukarki do sieci lokalnej. Jest12. umieszczone z tyłu urządzenia.
Serwisowy port microUSB - tylko do wsparcia technicznego13.
Złącze zasilacza - Użyj tego złącza do podłączenia zewnętrznego zasilacza.14.
Główny przełącznik zasilania15.
2.1. Akcesoria - dołączone i opcjonalne
W zestawie znajdziesz wiele akcesoriów i narzędzi. Pomogą Ci one w efektywniejszym i bezpieczniejszym użytkowaniu drukarki.
- Rękawiczki - dla bezpieczniejszego posługiwania się żywicą
- Obcążki - do usuwania podpór
- Lejek z filtrem - dla filtrowania żywicy
- Plastikowa szpachelka - jedyna szpachelka, której możesz użyć do ostrożnego czyszczenia folii FEP
- Metalowa szpachelka - tylko do zdejmowania wydruków z platformy roboczej
- Klucze inbusowe i torx - do konserwacji i utrzymania drukarki
- Żywica pomarańczowa - butelka 0,51
• Folia FEP - zapasowe arkusze folii FEP - Pamięć USB - Do przechowywania plików do druku.
- Strzykawka - Do zbierania niewielkich wycieków żywicy / wyciągnięcia żywicy ze zbiornika.

natural_image
Collection of cleaning and repair supplies including gloves, tools, and a product package (no visible text or symbols)Opcjonalne akcesoria, których zakup warto rozważyć:
- Ręczniki papierowe - do czyszczenia drukarki, osuszania wydruków...
- Alkohol izopropylowy - do mycia wydruków
- Cerata - aby zapobiec rozprzestrzenianiu się rozlanej żywicy i ułatwić czyszczenie
• Maseczka / rękawiczki ochronne
3. Szybki start
SLS1 wymaga konserwacji i regularnego dogłądania. Nie zajmuje to wiele czasu i nie jest skomplikowane, a kilka części drukarki 3D może zostać uszkodzonych przez niewłaściwą obsługę. Pamiętaj, że nieprzestrzeganie zaleceń tej instrukcji może prowadzić do poważnych uszkodzeń Twojej drukarki i/lub utraty gwarancji. Poniżej lista kilku rzeczy, których nie powinno robić się z Original Prusa SL1S.
Drukarka 3D SL1S
natural_image
Exterior view of a modern 3D printer with transparent casing and control panel (no visible text or symbols)- Umieść urządzenie w dobrze wentylowanym pomieszczeniu z temperaturą w zakresie 18-32°C
- Podłącz Internet i pobierz najnowsze aktualizacje firmware
- Skalibruj drukarkę przed pierwszym użyciem
-
Utrzymuj w czystości przez cały czas
-
Nie stawiaj drukarki bezpośrednio w świetle słonecznym
- Nie otwieraj pokrywy podczas drukowania
Zbiornik na żywicę

natural_image
Black rectangular device with a textured lid, no visible text or symbols- Opróżnij i wyczyść zbiornik po każdym wydruku ponieważ drobinki żywicy mogą wciąż tam pozostać
- Czyść tylko przy użyciu ciepłej wody z odrobiną środka do mycia naczyń lub zwykłego mydła
- Wymień folię FEP na nową w przypadku jej uszkodzenia
- Nie używaj agresywnych chemikaliów do czyszczenia folii FEP. Użyj płynu do mycia naczyń lub IPA.
- Nie używaj ostrych narzędzi do odrywania wydruków (np. metalowej szpachelki)
• Nie drukuj na uszkodzonej (przebitej) folii FEP
- Nie wlewaj większej ilości żywicy, niż zalecana (maksimum 200 ml)
Wyświetlacz druku i panel UV LED
- Używaj miękkiego ręcznika papierowego lub szmatki i środka do czyszczenia LCD, aby utrzymać szkło ochronne w czystości.
- Możesz przeprowadzić test ekranu LCD z menu Ustawień Zaawansowanych (opcja "Test Wyświetlacza")
- Nie patrz bezpośrednio w światło UV, zamiast tego użyj aparatu, aby sprawdzić działanie panelu UV! Możesz również położyć kartkę papieru na ekranie.
- Nie pozostawiaj rozlanej żywicy na wyświetlaczu druku
- Nie używaj ostrych narzędzi do czyszczenia ekranu
- Noś rękawiczki podczas posługiwania się żywicami, rozważ również używanie prostej maseczki i okularów ochronnych
- Przechowuj żywice w temperaturze pokojowej w butelkach nieprzepuszczających światła, poza zasięgiem dzieci i zwierząt
- Traktuj żywice jak płyny niebezpieczne
-
Przestrzegaj obowiązującego prawa w zakresie utylizacji odpadów niebezpiecznych
-
Unikaj kontaktu ze skóra
• Nie spożywaj żywicy
• Nie mieszaj różnych żywic - Nie mieszaj używanej i świeżej żywicy
- Nie wlewaj żywicy do kanalizacji / odpływów ściekowych
- Nie pozostawiaj nigdzie rozlanej żywicy - wytrzyj ją natychmiast
3.1. Kontakt ze wsparciem technicznym i przesłanie logów
Jeśli Twoja SL1S sprawia jakiś problem, to sprawdź ostatnie strony tego Podręcznika, gdzie znajdziesz ogólne wskazówki dotyczące rozwiązywania problemów. Znacznie bardziej rozbudowany zestaw artykułów związanych z rozwiązywaniem problemów znajdziesz na https://help.prusa3d.com. Jeśli jednak zaproponowane rozwiązania nie działają, to skontaktuj się z naszym wsparciem klienta przez e-mail na adres support@prusa3d.com lub przez Live Chat na https://www.prusa3d.com - Chat znajduje się w lewym dolnym rogu. Postaraj się dołączyć log z drukarki. Aby zapisać log, podążaj za poniższymi instrukcjami:
Włóż do drukarki nośnik USB sformatowany jako FAT321.
Przejdź do Menu Główne - Ustawienia - Logi systemowe - Zapisz na USB2.
Poczekaj, aż logi zostaną zapisane na USB. Po zakończeniu procedury drukarka powróci do3. menu Ustawień zaawansowanych.
Wyciągnij nośnik USB, podłącz do komputera i poszukaj zapisanego pliku (rozszerzenie4. .txt.gz). Wyślij ten plik wraz z opisem problem do wsparcia technicznego.
Możesz również użyć opcji "Prześlij na serwer", jeśli Twoja SL1S jest połączona z Internetem.5. Drukarka prześle log na nasz zabezpieczony serwer i wygeneruje unikalny kod. Skontaktuj się z naszym Wsparciem Klienta podając ten kod - dzięki niemu możemy odszukać log na naszym serwerze i przeanalizować problem.
4. Twój Pierwszy Wydruk
Zdajemy sobie sprawę, że chcesz od razu rozpocząć drukowanie, jednak jest kilka czynności, które musisz najpierw zrobić. Przeczytaj uważnie następne rozdziały.
4.1. Rozpakowanie
Po otwarciu kartonu: najpierw wyciągnij paczkę z akcesoriami (1), następnie górną piankę (2). Złap pudełko za uchwyty znajdujące się po bokach i pociągnij w góre (3). Odepnij kartonowe zawleczki (4) i wyciągnij wkładkę ochronną (5). Na końcu wyciągnij rozpakowaną SL1S i położ na stabilnej powierzchni (6). To wszystko na teraz! Nie otwieraj jeszcze pomarańczowej pokrywy!
Jeśli drukarka była przetrzymywana w niskiej temperaturze przez dłuższy czas, to pozwól jej się dogrzać do temperatury otoczenia przez co najmniej godzinę przed uruchomieniem. W innym przypadku możesz trafić na błędy spowodowane zbyt niską temperaturą.

Uruchom drukarkę i włącz Asystenta. Przejdź do rozdziału 4.2 Pierwsze uruchomienie i Kalibracja.
4.2. Pierwsze uruchomienie i Kalibracja

Kalibracja jest kluczowa do prawidłowego działania
Bez prawidłowo skalibrowanego mechanizmu przechylania (Tilt) i platformy roboczej, wydruki nie będą przylegać, a nawet gorzej - możesz uszkodzić drukarkę.
Podłącz przewód zasilający i włącz drukarkę używając włącznika umieszczonego z tyłu obudowy, nad złączem zasilania. Następnie wciśnij okrągły przycisk włącznika z przodu obudowy. Rozpoczęcie procedury uruchamiania będzie sygnalizowane powolnym muganiem lampki dookoła okrągłego przycisku włącznika. Po kilku sekundach ekran wyświetl logo Prusa Research, a po nim pojawi się Asystent. Użyj ekranu dotykowego, aby nawigować przez etapy Asystenta. Nie spiesz się, uważnie czytaj wszystkie instrukcje i pamiętaj, że możesz przesuwać w lewo/prawo, aby odsłonić więcej informacji o danym etapie.
Każdy opisany etap musi zostać potwierdzony naciśnięciem przycisku "Kontynuuj" na ekranie!
Pierwszym jest Asystent Rozpakowania, który pomoże Ci usunąć pozostałe części opakowania:

Odklej naklejkę z prawej strony drukarki i otwórz pokrywę1.
Wyciągnij piankowe wkładki ochronne2.
Wyciągnij zbiornik i znajdująca się pod spodem piankę3.
Ostrożnie odklej naklejkę z wyświetlacza4.
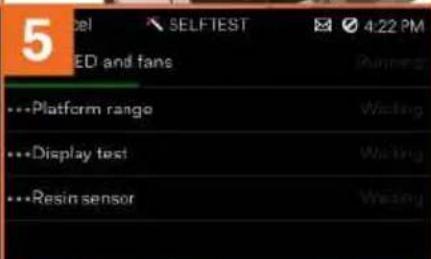
Po kompletnym odpakowaniu drukarki rozpocznie się Selftest. Ta procedura pozwala upewnić się, czy drukarka została dostarczona w dobrym stanie:

natural_image
Close-up of hands performing a mechanical press or stamping operation on a dark object, with orange arrows indicating motion direction (no text or symbols visible)
natural_image
Close-up of a hand pressing a mechanical component with an orange arrow pointing to a section (no visible text or symbols)
natural_image
Hand holding an orange 3D printer next to a black base, with no visible text or symbols

natural_image
Close-up of an orange industrial machine with a visible baseplate labeled 'PEUSA RESEARCH' (no additional text or symbols)
natural_image
Close-up of hands performing a mechanical press or stamping operation on a dark mechanical component, with orange arrows indicating motion direction (no text or symbols visible)
natural_image
Close-up of a mechanical testing machine with a white tray and metal components (no visible text or symbols)
natural_image
Close-up of hands holding a small electronic device with an orange circular logo (no visible text or symbols)Wyciągnij zbiornik na żywicę1.
Wyciągnij platformę roboczą2.
Zamknij pomarańczową pokrywę3.
Potwierdź, że słyszysz muzykę.4.
Poczekaj na zakończenie ostatniej weryfikacji5.
Spójrz na ekran PRZEZ pomarańczową pokrywę. Czy widzisz na nim logo firmy? Możesz6. położyć na ekranie kartkę papieru, aby bardziej uwidocznić logo, ale nie zapomnij zamknąć pokrywy!
Włóż zbiornik i przykręć dwoma śrubami.7.
Położ platformę na zbiorniku, tak jak jest to pokazane na ilustracji. Zamknij pokrywę i8. poczekaj, aż wspornik zetknie się z platformą.
Na końcu upewnij się, że zbiornik jest prawidłowo zamocowany. Zamontuj platformę na9. wsporniku i dokręć ją czarnym pokrętłem. Drukarka przeprowadzi ostatnią weryfikację i zakończy Selftest.
Na końcu mamy Asystenta Kalibracji.

natural_image
Close-up of hands operating a mechanical device with a circular orange button (no visible text or symbols)
natural_image
Close-up of a hand using a tool to adjust a mechanical component with an orange letter 'G' (no text or symbols visible)
natural_image
Close-up of a mechanical component with a magnified inset showing a detail (no visible text or symbols)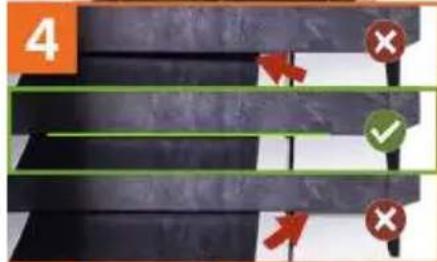


natural_image
Close-up of hands performing a mechanical press or stamping operation on a dark surface, with an orange arrow indicating motion (no text or symbols visible)
natural_image
Close-up of hands holding a circular orange and black object with 'HUS' branding, mounted on a white base (no visible text or symbols)
natural_image
Two identical 3D printing machines with black circular components and red/green checkmarks indicating status (no text or symbols on the devices themselves)
natural_image
Close-up of hands using a tool to adjust or install a mechanical component, no visible text or symbolsUpewnij się, że platforma robocza jest czysta, następnie wsuń ją w uchwyt we wsporniku i1. dokręć czarne pokrętło.
Poluzuj śrubę na wsporniku przy użyciu klucza inbusowego. Platforma powinna mieć pewien2. stopień swobody poruszania się, ale pokrętło na szczycie powinno być wkręcone.
Weź pusty zbiornik na żywicę, wyciągnij obydwie duże śruby, obróć zbiornik o 90° i umieść w3. poprzek ramy drukarki tak, jak jest to pokazane na ilustracji. Upewnij się, że zbiornik leży płasko na brzegach ramki, a NIE na wyświetlaczu
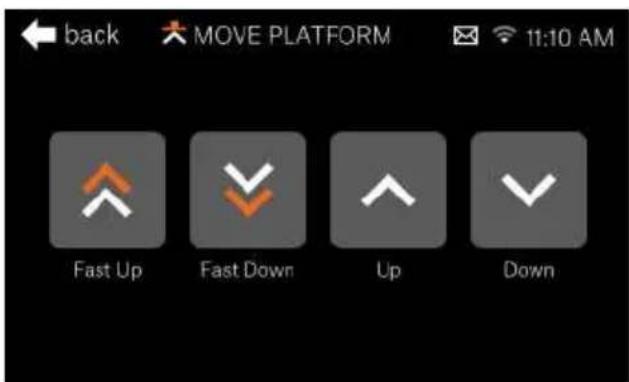
Użyj przycisków ekranowych, aby poruszać mechanizmem przechyłu, aż zarówno rama jak i4. wyświetlacz będą w kontakcie ze zbiornikiem. Zbiornik nie może zostać podniesiony ponad ramę. Spójrz na poniższą ilustrację. Naciskaj lub przytrzymaj przyciski ekranowe, aby poruszać mechanizmem.
Zanim przejdziemy dalej, upewnij się, że zarówno platforma, jak i zbiornik są idealnie czyste.5.
Umieść zbiornik na żywicę z powrotem na przechylanej platformie i dokręć obydwie śruby.6. Dokręcaj je równo i z taką samą siłą, aby nie przekrzywić zbiornika.
Upewnij się, że czarne pokrętło na szczycie wspornika jest dobrze dokręcone.7.
Platforma zjedzie na dół i zetknie się z dnem zbiornika. Obróć platformę, aby jej krawędzie8. były równoległe do boków zbiornika.
Dociśnij lekko czarne pokrętło jedną ręką, a drugą ręką dokręć śrubę na wsporniku.9.
To wszystko! Drukarka jest teraz skalibrowana i nie musisz robić tego ponownie aż do czasu przenoszenia jej w inne miejsce lub wymiany niektórych części (np. folii FEP). Platforma robocza jest mocowana czarnym pokrętłem na szczycie wspornika, a wyciągnięcie jej z drukarki nie ma wpływu na kalibrację.
Po zakończeniu kalibracji pojawi się Główne Menu. Przeczytaj rozdziały Nawigacja po menu i Struktura menu, aby uzyskać więcej informacji.
4.3. Poruszanie się po menu
SL1S jest wyposażona w wyświetlacz dotykowy do obsługi i konfiguracji podstawowych oraz zaawansowanych funkcji. Aby wejść w podmenu (np. Ustawienia, Druk...), naciśnij wybraną ikonę na wyświetlaczu. Aby wrócić do poprzedniego ekranu, naciśnij przycisk ekranowy Wstecz. Aby zmienić wartości w poszczególnych podmenu, użyj symboli wyświetlanych na ekranie (takich, jak + i - oraz strzałki w górę i w dół). Naciśnięcie i przytrzymanie symbolu skutkuje ciągłym zwiększaniem lub zmniejszaniem wybranej wartości. Niektóre z ekranów możesz przesuwać, aby odkryć dodatkowe informacje - są one oznaczone kropkami na spodzie strony.
Używaj kontrolek na ekranie dotykwym, aby poruszać się po menu. Naciskaj lub przytrzymuj przyciski ekranowe, aby zmieniać wartości na ekranie
4.4. Aktualizowanie oprogramowania układowego drukarki
Dobrą praktyką jest aktualizowanie firmware na bieżąco, ponieważ nowe wersje dodają nowe funkcje, poprawki błędów i usprawnienia.
Jeśli Twoja drukarka nie jest podłączona do Internetu, to możesz zaktualizować firmware przez nośnik USB. Pobierz plik z firmware z https://www.prusa3d.pl/sterowniki/, umieść w pamięci USB i podłącz do drukarki. Następnie przejdź do Menu - Ustawienia - Firmware.
Drukarka ma możliwość automatycznego sprawdzania dostępności aktualizacji online. Przejdź do Menu Główne - Ustawienia - Firmware i włącz automatyczne wyszukiwanie aktualizacji. Ta funkcja wymaga aktywnego połączenia z Internetem.
4.5. Podłączenie do sieci - zalecane
Zanim zaczniesz procedurę kalibracji, zalecamy podłączenie drukarki do Internetu, aby mogła pobrać zaktualizowane pliki firmware (jeśli są dostępne). Są dwa sposoby podłączenia drukarki do Internetu.
4.5.1. Połączenie Internetowe - Przewód Ethernet
Możesz użyć standardowego przewodu RJ-45. Połącz drukarkę z Twoim routerem, a powinna ona sama uzyskać adres IP (może to jednak zależeć od ustawień Twojej sieci). W związku z tym, że każda sieć jest inna, to w przypadku wystąpienia problemów zalecamy odniesienie się do instrukcji do Twojego routera lub pomocy technicznej Twojego dostawcy Internetu. Aby sprawdzić, czy połączenie się powiodło, przejdź do Menu Główne - Ustawienia - Sieć.
4.5.2. Połączenie Internetowe - bezprzewodowe
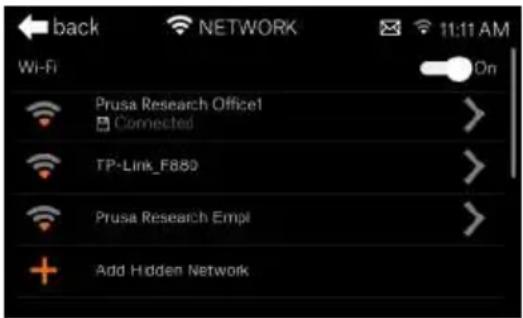
Drukarka 3D SL1S ma wbudowaną kartę sieciową Wi-Fi kompatybilną z sieciami 2.4GHz. Aby otworzyć wyszukiwanie sieci Wi-Fi, wejdź w Ustawienia - Sieć. Zostanie wyświetlona lista dostępnych sieci. Wybierz swoją sieć Wi-Fi i połącz się z nią przez wpisanie hasła używając klawiatury ekranowej. Możesz również podłączyć klawiaturę do przedniego portu USB w przypadku, gdy klawiatura ekranowa jest dla Ciebie zbyt mała.

Rozwiązywanie problemów z siecią
W związku z tym, że każda sieć jest inna, to nie możemy dostarczyć Ci dokładnych instrukcji podłączenia drukarki do Twojej sieci przewodowej/bezprzewodowej. Jeśli napotkasz jakiś problem, to odnieś się do instrukcji do Twojego routera lub skontaktuj się ze wsparciem technicznym Twojego dostawcy Internetu. Jakość połączenia bezprzewodowego zależy od wielu czynników - takich jak typ/konfiguracja routera, odległość drukarki od niego lub zakłócenia sieci w Twojej okolicy.
Prawidłowe połączenie jest sygnalizowane ikonką Wi-Fi na górnym pasku, obok zegarka i pokazuje również siłę sygnału. Więcej informacji o połączeniu znajdziesz przechodząc do: Główne Menu - Ustawienia - Sieć, wybierając rodzaj aktualnie używanego połączenia.
4.6. Ustawienie czasu i strefy czasowej (opcjonalnie)
Możesz ustawić strefę czasową i godzinę w menu Ustawienia - Język i czas - Ustawienia Czasu. Jeśli drukarka jest podłączona do Internetu, to funkcja Automatycznego ustawienia czasu może to robić automatycznie, w zależności od strefy czasowej. Następnie przejdź do menu Strefa czasowa i wybierz swój kontynent oraz najbliższe miasto. Jeśli drukarka nie jest połączona z Internetem, to ustaw czas ręcznie.

Ustawienie czasu jest przydatne - na ekranie będzie pokazywać się czas ukończenia druku.
4.7. Uzupełnianie żywicy w zbiorniku
Przed rozpoczęciem druku upewnij się, że folia FEP na dnie zbiornika jest czysta, przejrzysta i nie ma dziur, wgnieceń ani głębokich rys. Sprawdź też, czy platforma przechylana z wyświetlaczem są czyste i nigdzie nie ma żadnych odpadów ani brudu.

Noś rękawiczki podczas posługiwania się żywicami!
Umieść zbiornik na żywicę na przechylanej platformie. Jest w niej mały rowek, który pomoże Ci umieścić go w prawidłowej pozycji. Po wpadnięciu na miejsce możesz usłyszeć cichy "klik". Przykręć zbiornik dwoma śrubami. Dokręcaj śruby jednocześnie i z taką samą siłą, inaczej możesz przekrzywić zbiornik.

natural_image
Close-up of hands holding a black rectangular object with orange arrows indicating rotation or movement (no text or symbols visible)
natural_image
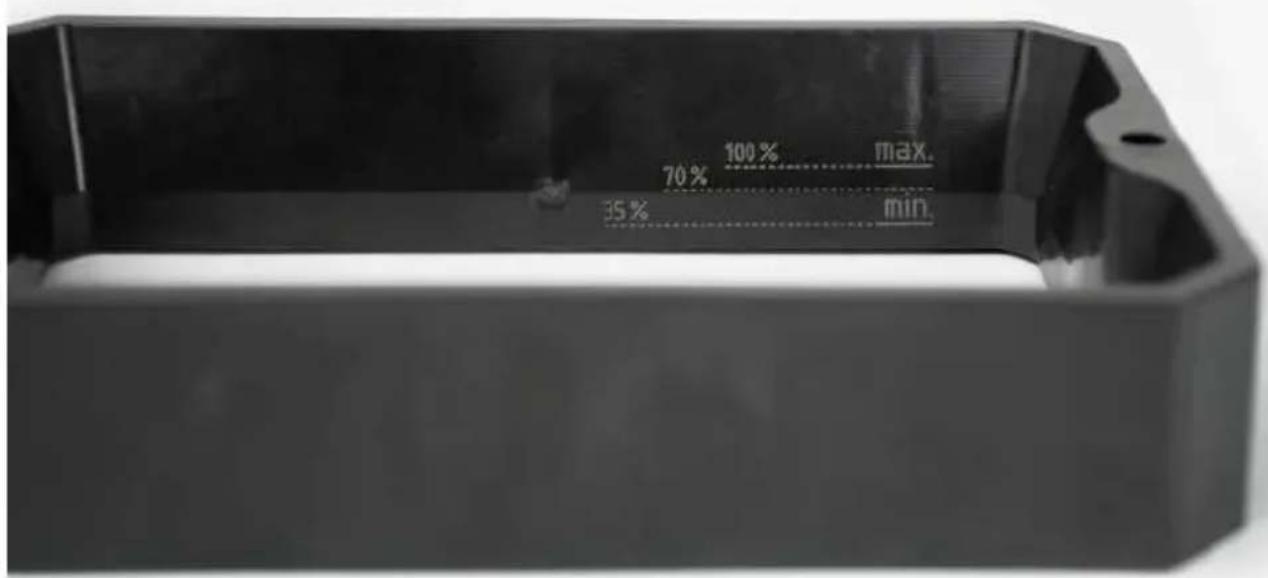
Close-up of a gloved hand pouring liquid from a bottle labeled 'INSTE RESN DURRYING' into an orange liquid in a 3D printer (no text or symbols on the object itself)Dokręcaj obydwie śruby na raz i z taką samą siłą. Wlej zalecaną ilość żywicy - w zbiorniku znajduje się znacznik maksymalnego poziomu.
Po zamocowaniu zbiornika, wlej do niego żywicę. Zauważ, że zbiornik ma znacznik maksymalnego poziomu, który pozwoli Ci zmierzyć odpowiednią ilość. SL1S ma również wbudowany czujnik poziomu żywicy, więc gdy będzie jej zbyt mało lub zbyt dużo, to drukarka wstrzyma wydruk i wyświetl i odpowiedni komunikat. Podążaj za instrukcjami wyświetlanymi na ekranie, aby rozwiązać problem.

Nie przepelniaj zbiornika!
Zawsze, gdy spotkasz się z prośbą o uzupełnienie zbiornika do pełna, to oznacza, że należy dolać żywicy do znacznika 100%, nie do krawędzi zbiornika!
4.8. Niski poziom żywicy / Dolewanie jej w czasie druku
SL1S ma wbudowany czujnik poziomu żywicy, który mierzy jej ilość przed każdym wydrukiem. Niektóre z modeli mogą być zbyt duże i wymagać więcej niż maksymalna ilość żywicy w zbiorniku, czyli 200 ml. Drukarka potrafi rozpoznać kiedy żywica się kończy i wstrzymać druk. Na ekranie pojawi się komunikat o konieczności uzupełnienia poziomu z powrotem do maksimum. Po dolaniu materiału możesz wcisnąć przycisk Kontynuuj, aby wznowić wydruk.

Pamiętaj, że w niektórych przypadkach (np. gdy wydruk został wstrzymany na długi czas), nowa warstwa może nie scalić się idealnie (lub nawet w ogółe) z resztą modelu.
4.9. Rozpoczynanie Pierwszego Wydruku
Ostatnie punkty do sprawdzenia przed rozpoczęciem Twojego pierwszego wydruku:
- Czy drukarka jest zaktualizowana do najnowszej wersji firmware?
- Czy drukarka została skalibrowana zgodnie z Asystentem?
• Czy folia FEP w zbiorniku jest ok? - Czy w zbiorniku znajduje się odpowiednia ilość żywicy?
- Czy platforma robocza została odtłuszczona przy pomocy alkoholu izopropylowego?
• Czy pokrywa jest zamknięta?
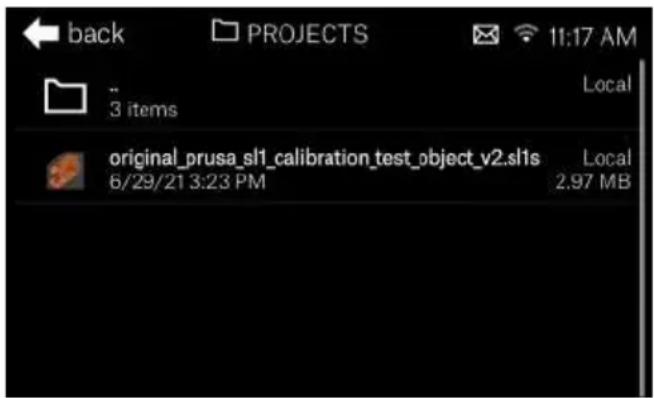
Wejdź w Menu Główne - Druk - Pliki
przykładowe. Na ekranie pojawi się lista plików możliwych do wydrukowania. Przesuń ekran w górę lub w dół, aby przewijać dostępne pozycje. Zacznij od modelu przykładowego, ponieważ są one idealnym wyborem na pierwszy wydruk, ze względu na to, iż dają Ci jasną informację o tym, czy drukarka została poprawnie skalibrowana. Dotknij modelu na liście, aby go zaznaczyć i potwierdź wybór przyciskiem Kontynuuj. Jeśli pozycja "Pliki przykładowe" nie jest dostępna w menu, możesz je pobrać w menu Menu Główne - Ustawienia - Wsparcie - Pobierz przykładowe modele (wymagane jest połączenie z Internetem).
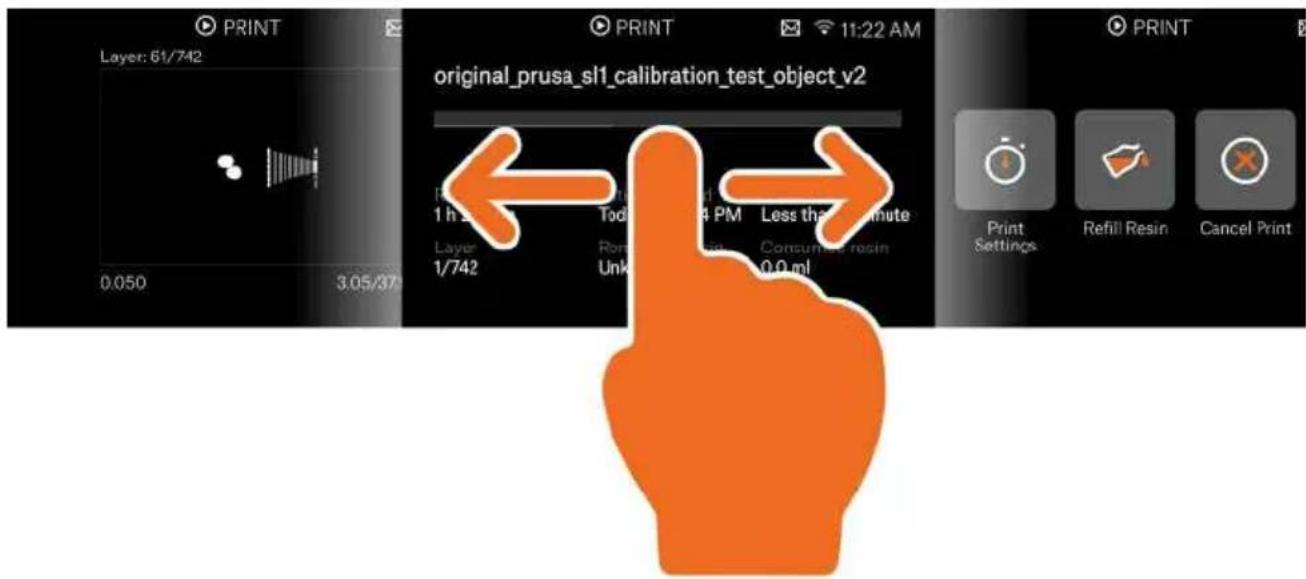
Po wybraniu modelu do wydrukowania pojawi się podgląd. Możesz obejrzeć miniaturkę, aby upewnić się, że wybrany jest właściwy plik. Przesuń w lewo, aby otworzyć menu ustawień druku. W tym miejscu możesz rozpocząć drukowanie lub przejść do ustawień druku, gdzie masz możliwość ustawienia czasu naświetlania dla pierwszej warstwy i pozostałych oraz wybrać tryb drukowania. Domyślnie włączony jest tryb szybszy. Jeśli wydrukowanie modelu sprawi Ci problemy lub też wydruk odklei się od platformy, spróbuj przełączyć profil na wolniejszy. Jeśli drukujesz model przykładowy, to wszystko jest już skonfigurowane. Naciśnij Druk.
Drukarka przeprowadzi szybki selftest i rozpocznie drukowanie. Utrzymuj pokrywę zamkniętą i nie przerywaj wydruku. Po zanurzeniu platformy w żywicy, nie będziesz w stanie zobaczyć, czy pierwsza warstwa przykleiła się prawidłowo. Wstuchaj się w typowy odgłos odseparowania warstwy od folii FEP - jest podobny do odklejania taśmy klejącej. Nie panikuj jednak, jeśli wyraźnie go nie słyszysz.
Nawet jeśli pierwsza warstwa nie przyklei się prawidłowo do platformy, to nie spowoduje to żadnego trwałego uszkodzenia drukarki.
SL1S przeprowadza równolegle kilka weryfikacji przed drukowaniem. Ich postęp jest widoczny na ekranie wraz kodem QR, który możesz zeskanować przy pomocy urządzenia mobilnego, aby przejść od razu do odpowiedniego artykułu z rozwiązaniem problemu. Jeśli któryś z testów nie powiedzie się, wyświetlone zostanie ostrzeżenie. Przewodnik rozwiązywania problemów znajdziesz w ostatnich rozdziałach tego "Podręcznika" lub na help.prusa3d.com/pl
4.10. Zdejmowanie wydruku

Instrukcja bezpieczeństwa - noś rękawiczki!
Zawsze noś rękawiczki podczas posługiwania się żywicami i zawsze wycieraj krople/plamy żywicy dookoła drukarki. Jeśli żywica wejdzie w kontakt ze skórą, to umyj to miejsce natychmiast wodą z mydłem. Jeśli odczuwasz dyskomfort (np. swędzenie) lub jeśli żywica dostanie się do Twojego oka, to natychmiast udaj się do lekarza.
Po zakończeniu wydruku, otwórz pokrywę. Rozważ użycie tacki ociekowej (opcjonalne akcesorium sprzedawane oddzielnie), jak na ilustracji.
Użyj plastikowej szpachelki lub ręczników papierowych, aby wytrzeć do czysta górną część platformy roboczej. Następnie odkręć czarne pokrętło na wsporniku, aby zwolnić platformę. Ostrożnie wysuń ją i przechyl, aby pozostałości żywicy ściekły do zbiornika.

natural_image
Hand in gloves using a 3D printer to lift an orange-handled object, no visible text or symbolsUżyj dołączonej metalowej szpachelki do ściągnięcia wydruku z platformy roboczej. Aby uniknąć urazów, NIE zdejmuj wydruków przy pomocy paznokci, ponieważ plastik może łatwo dostać się pod nie i złamać.

natural_image
Close-up of two orange 3D-printed mechanical components being held by gloved hands (no text or symbols visible)
natural_image
Close-up of gloved hands holding an orange 3D-printed object with a white scraper (no text or symbols visible)Zdejmowanie wydruku przy pomocy metalowej szpachelki
Dokładnie obejrzyj wydruki. Szukaj niedokładności, brakujących elementów, widocznych warstw/linii, zagłębień i podobnych defektów. Jeśli wydruk posiada widoczne defekty, to przejrzyj ostatnie rozdziały tego Podręcznika, gdzie znajdziesz przykłady rozwiązywania problemów.
Po każdym wydruku platforma robocza powinna być dokładnie wyczyszczona - krople żywicy mogą utwardzić się w świetle słonecznym, co sprawi, że będą trudne do usunięcia. Dokładnie wyczyść również kanałek w górnej części. Do czyszczenia platformy użyj alkoholu izopropylowego.

natural_image
Close-up of gloved hands holding a white rectangular object over a metallic tray (no text or symbols visible)4.11. Usunięcie obiektu przyklejonego do dna zbiornika
Jeśli pierwsza warstwa nie przykleiła się do platformy roboczej, a zamiast tego została na dnie zbiornika, to nie ważne jak jest duża - istnieje szybki i bezpieczny sposób na odklejenie jej od folii FEP bez uszkadzania dna. Przejdź do rozdziału 15.1 Usunięcie obiektu przyklejonego do dna zbiornika.
4.12. Usuwanie podpór
Podpory w druku SLA są zaprojektowane tak, by były cienkie, ale wystarczająco mocne do podparcia drukowanego modelu. Końcówka podpory jest zwana łącznikiem (główką) i zazwyczaj jest cieńska niż jej reszta, co ułatwia jej usunięcie, zostawiając mały ślad lub nawet nie pozostawiając jakichkolwiek resztek. Duże lub cięższe modele wymagają jednak mocniejszych (grubszych) struktur.

natural_image
Close-up of gloved hands using red pliers to cut a yellow plastic component (no text or symbols visible)
natural_image
Close-up of gloved hands assembling a yellow plastic component (no text or symbols visible)Usuwając podpory z wydruków 3D należy mieć kilka rzeczy na uwadze:
- Łatwiej jest usunąć podpory od razu po umyciu wydruku w alkoholu izopropyłowym. Utwardzanie modelu z podporami może sprawić, że będą trudniejsze do odcięcia (często jednak zależy to od właściwości żywicy).
- Nie używaj nadmiernej siły. Użyj natomiast dołączonych obcązków i ostrożnie odetnij podpory.
- Aby osiągnąć lepsze rezultaty (szczególnie przy małych wydrukach), spróbuj najpierw przeciąć podporę po środku, następnie przejdź do końcówek. Kolejną skuteczną możliwością jest opłukanie podpór ciepła woda, aby je zmiękczyć i ułatwić ich usunięcie.
- Odcięte podpory powinny być traktowane jako odpady z tworzyw sztucznych.
4.13. Dołączone modele 3D
Original Prusa SL1S jest dostarczana z kilkoma modelami przykładowymi. Są one już pocięte na warstwy i są punktem odniesienia dla użytkownika. Zawierając skomplikowane geometrie, bardzo cienkie linie i miniaturowe wzory, te modele zapewnią Ci dobry wgląd w to, czy Twoja drukarka została prawidłowo skalibrowana. Jeśli nie drukują się prawidłowo, to możesz wykluczyć kwestię złych ustawień cięcia.
Aby usunąć przykładowe modele z pamięci wewnętrznej drukarki lub Twoje własne z pamięci USB, wejdź w menu Projekt (Menu Główne - Druk), wybierz model i przesuń w lewo, aby pokazała się ikonka kosza. Dotknij tej ikonki aby usunąć projekt.
Przykładowe modele możesz znaleźć w menu drukarki. Wejdź w Druk - Przykłady aby wyświetlić ich listę. Wszystkie są ustawione pod druk żywicą Prusa Orange. Jeśli użyjesz innej żywicy, to przestaw również domyślne ustawienia!
5. Czynności do wykonania po ukończeniu druku
SL1S powinna zostać wyczyszczona po każdym wydruku, aby uniknąć potencjalnej awarii. Nieprawidłowe utrzymanie drukarki może prowadzić do poważnych uszkodzeń i utraty gwarancji.
- Nigdy nie zostawiaj żywicy w zbiorniku po ukończeniu druku. W żywicy mogą znajdować się zestalone drobinki, które mogą uszkodzić folię FEP przy kolejnym uruchomieniu drukarki (gdy platforma robocza zjeżdża do dna zbiornika). Żywica również stwardnieje w zbiorniku, jeśli pozostawisz ją na długi czas.
- Po wylaniu żywicy ze zbiornika, wytrzyj go do sucha bardzo miękkim ręcznikiem papierowym. Upewnij się, że zarówno na zewnętrznych ściankach zbiornika jak i pod spodem nie ma żywicy.
- Jeśli folia FEP ma szarawy nalot (nie jest kompletnie przezroczysta), to możesz przywrócić jej pierwotny wygląd poprzez umycie jej w ciepłej wodzie z odrobiną płynu do mycia naczyń lub nawet zwykłego mydła. Alternatywnie możesz użyć IPA. Następnie dokładnie wysusz.
- Wyczyść platformę roboczą - wytrzyj ją ręcznikiem papierowym lub umyj ostrożnie alkoholem izopropylowym. Przeczytaj instrukcje i ostrzeżenia na butelce z płynem przed jego użyciem.
5.1. Mycie / Utwardzanie / Suszenie wydruków

Wydruki, przed utwardzeniem, mogą być częściowo pokryte płynną żywicą i/lub alkoholem izopropylowym. Noś rękawiczki, gdy posługujesz się takimi wydrukami. Zaleca się to szczególnie przy kolejnych rozdziałach.
Wydruki prosto po zestaleniu w drukarce mogą być miękkie i kleiste. Do otrzymania optymalnej jakości powierzchni, konieczne jest ich umycie, wysuszenie i utwardzenie. Zalecamy użycie naszej Curing and Washing Machine (Maszyna do Utwardzania i Mycia) - w skrócie CW1S. Jest to urządzenie 4-w-1: potrafi umyc wydruk w alkoholu izopropylowym, wysuszyć ciepłym powietrzem i utwardzić w świetle ultrafioletowym - wszystko w ciągu kilku minut i bez wysiłku. Ma również opcję podgrzewania żywicy do optymalnej temperatury pracy.
Maszyna do Utwardzania i Mycia jest wyposażona w obrotową platformę i pokrywę odbijającą promieniowanie wewnątrz, która zwiększa wydajność, skracając czas potrzebny do wykonania tych trzech czynności do zaledwie dziesięciu minut.
Oprócz Maszyny do Utwardzania i Mycia masz kilka innych opcji:
5.1.1. Mycie
Wydruki z żywicy powinny być zawsze umyte w alkoholu izopropylowym (IPA). Zachowaj ostrożność, gdy posługujesz się tym płynem - jest łatwopalny i nie powinien wchodzić z kontakt z Twoją skórą i oczami. Przed użyciem przeczytaj instrukcje użytkowania na butelce.
Podczas mycia wydruków w IPA postaraj się poruszać nimi lub użyć małej, miękkiej szczoteczki (lub szczoteczki do zębów), aby dokładnie umyć wszystkie części wydruku. Wydruk zazwyczaj może pozostać zanurzony w alkoholu izopropylowym przez kilka minut bez zauważalnego spadku jakości powierzchni/degradacji materiału. Nie przetrzymuj wydruków w alkoholu izopropylowym przez długi czas (godziny lub dni). Jeśli na obiekcie pojawią się pęknięcia (nawet po 24 godzinach), to zazwyczaj dlatego, że był on przetrzymywany w IPA zbyt długo.

natural_image
Hand in gloves handling a sliced orange fruit inside a metal container (no text or symbols visible)5.1.2. Suszenie i upwardzanie
Użyj miękkiego ręcznika papierowego aby wysuszyć wydruk i/lub położ go na parapecie - idealnie bezpośrednio w słońcu.
Utwardzanie modelu bez silnego źródła promieni UV może trwać bardzo długo. Jedną z często stosowanych metod jest umieszczenie wydruku bezpośrednio w słońcu na dłużej (np. 24-48 godzin) - czas zależy od nasłonecznienia. CW1 może utrwalić model w 3-5 minut.
Protip: możesz użyć lampy UV do suszenia lakieru na paznokciach. Kosztują od 40-50 zł i mogą szybko i efektywnie utwardzić powierzchnię wydruku z żywicy. Upewnij się tylko, że Twoja lampa zmieści wydruk.
Tryb suszenia może również służyć do podgrzewania żywicy.
5.2. Utylizacja żywic

Żywice powinny być traktowane jako płyn niebezpieczny (np. jak olej silnikowy itp.). Sprawdź obowiązujące w Twoim kraju prawo w zakresie utylizacji odpadów niebezpiecznych / chemikaliów. Płynnej żywicy nie wolno pod żadnym pozorem wylewać do kanalizacji (np. do zlewu).
Po zakończeniu wydruku zalecamy przelanie żywicy do innego pojemnika, aby nie mieszać jej z nieużywaną, czystą żywicą. Używana żywica może zawierać zostalone drobinki, które mogą wpłynąć na jakość kolejnych wydruków a nawet uszkodzić Twoją drukarkę. Również fakt, że żywica była wystawiona na działanie promieni UV może powodować, że jej właściwości się zmieniły.
Zalecamy wysuszenie i utwardzenie ręczników papierowych nasiąkniętych płynną żywicą w komorze utwardzającej (np. w naszej Curing and Washing Machine lub pod lampą UV do paznokci). Inną opcją jest zostawienie ich na słońcu, aby żywica stwardniała. Potem traktuj je jako odpady plastikowe.
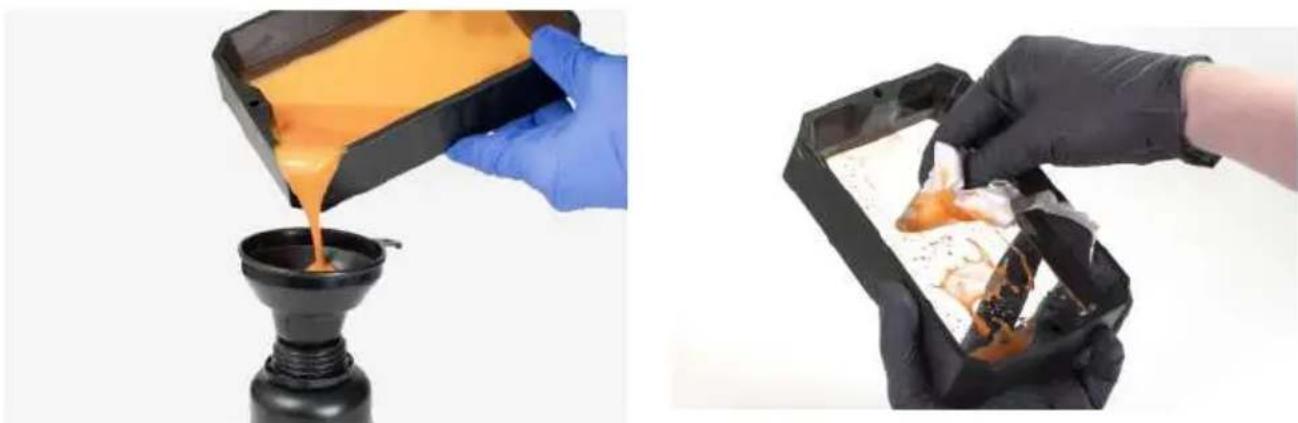
natural_image
Two-step food preparation: one pouring orange liquid into a black container, the other handling a packaged food item (no text or symbols visible)Użyj dołączonego lejka z filtrem, aby przelać żywicę do innego pojemnika (nie mieszaj starej i nowej żywicy). Wyczyść zbiornik dokładnie po każdym wydruku.
Jeśli jednak zdecydujesz się użyć ponownie żywicy, to upewnij się, że jest odpowiednio przefiltrowana i nie zawiera żadnych zestalonych fragmentów z poprzednich wydruków. Jeśli jakość drukowanego modelu jest niższa na używanej żywicy, to rozważ wymianę jej na świeżą. Czyść filtr, aby zapobiegać jego zatykaniu.
5.3. Struktura menu i funkcje zaawansowane
• Druk
- Przegładarka plików
■ Podglad projektu
- Sterowanie
- Bazowanie platformy
○ Bazowanie zbiornika
○ Wyłącz silniki
○ Czyszczenie zbiornika
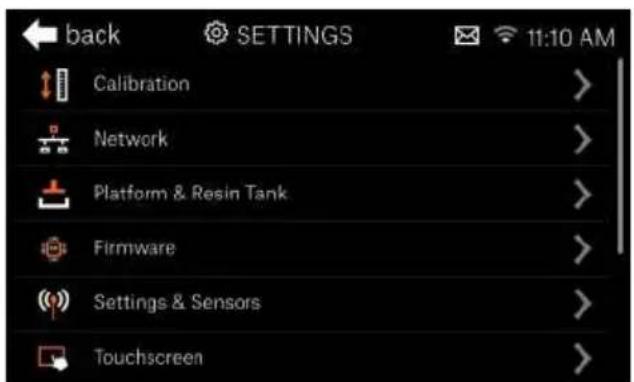
• Ustawienia
- Kalibracja
■ Selftest
■ Kalibracja drukarki
■ Test wyświetlacza
- Sieć
- Ethernet
■ Wi-Fi
■ Hotspot
■ Nazwa hosta
■ Dane logowania
- Platforma i zbiornik na żywicę
■ Ruch platformy
■ Ruch zbiornika
■ Wyłącz silniki
■ Czułość osi platformy
■ Czułość osi zbiornika
■ Limit szybkiego przechylania
■ Odsadzenie platformy
■ Naświetlanie podczas czyszczenia zbiornika
- Firmware
■ Zainstalowana wersja
■ Sprawdź aktualizacje
■ Otrzymuj aktualizacje beta
■ Przełącz na wersję
■ Ustawienia fabryczne
- Ustawienia i czujniki
■ Identyfikator urządzenia w QR
■ Automatyczne wyłączanie
■ Czujnik otwarcia pokrywy
■ Czujnik poziomu żywicy
■ Obroty wentylatora tylnego
- Ekran dotykowy
■ Czas wygaszacza ekranu
■ Jasność ekranu dotykowego
- Język i czas
■ Język
■ Ustawienia czasu
- Logi systemowe
■ Ostatnio oglądane logi
■ Zapisz na USB
■ Prześlij na serwer
- Wsparcie
■ Pobierz przykładowe modele
■ Instrukcja
■ Wideo
■ Informacje o systemie
■ O nas
- Wyłącz

Możesz ściągnąć na dół górny pasek z zegarkiem oraz informacjami sieciowymi, aby pokazać obszar powiadomień.
6. Drukowanie własnych modeli
Po przejściu całego procesu kalibracji, gdy wydrukowane modele przykładowe będą dobrze wyglądać, prawdopodobnie zechcesz wydrukować swój własny model. Masz mnóstwo opcji - w kolejnych rozdziałach dowiesz się więcej.
6.1. Zdobycie modelu do druku
Najłatwiejszą drogą do drukowania 3D po swojemu, jest znalezienie modeli w Internecie - zazwyczaj występują w formatach .3mf, .stl lub .obj. Na szczęście druk 3D ma wielu fanów, więc istnieje mnóstwo stron, z których za darmo możesz ściągać różnorodne, gotowe modele 3D: od prostych kostek do gry po figurki z Twoich ulubionych filmów, gier i seriali. Możesz również pobrać elementy mechaniczne, akcesoria do modeli RC, przedmioty użytku domowego i wiele więcej.
Pobierz najlepsze modele z Printables.com
Printables.com (dawniej PrusaPrinters.org) to ogromna biblioteka online wysokiej jakości modeli 3D zarządzana przez Prusa Research. Głównym celem jest zgromadzenie dużej, aktywnej społeczności projektantów, twórców i entuzjastów druku 3D - bez względu na to, jaką markę drukarki 3D preferują. Regularnie organizowane są konkursy społecznościowe, w których nagrodami głównymi są drukarki 3D i filamenty, a także system nagród z nagrodami wirtualnymi i fizycznymi - po prostu będąc aktywnym użytkownikiem, możesz zbierać punkty i wymieniać je na szpule Prusamentu lub fajne gadżety.
Skupiamy się na wysokiej jakości, unikalnych i użytecznych modelach, dzięki czemu jesteś zawsze o kilka kliknięć od odkrycia czegoś nowego i niesamowitego do wydrukowania. A zanim faktycznie pobierzesz i wydrukujesz coś, możesz użyć zaawansowanej, wbudowanej przeglądarki modeli 3D, która działa nie tylko z plikami STL i 3MF, ale także z G-Code.
Odwiedź Printables.com i odkryj różnego rodzaju aktywności, konkursy, wydarzenia, grupy, kolekcje i wiele więcej!
Jednakże, modele w formatoch .stl, .obj i podobnych nie mogą być drukowane bezpośrednio. Najpierw muszą zostać "pocięte" (przekonwertowane) w plik SL1S, który potem musi zostać umieszczony w pamięci USB. Podłącz pamięć USB z pociętym projektem do drukarki i wybierz model do druku z menu Druk. Przeczytaj rozdziały 6.3 Czym są pliki SL1S? oraz 6.4 PrusaSlicer, aby zyskać więcej informacji.
- http://www.printables.com
- http://www.thingiverse.com/
- http://www.myminifactory.com
- https://pinshape.com/
- https://www.youmagine.com/
- http://www.shapeways.com/
- http://www.gambody.com
6.2. Tworzenie własnych modeli
Do stworzenia modelu 3D potrzebujesz dedykowanego oprogramowania - edytora 3D. Jest wiele różnych programów tego typu a Twój wybór zazwyczaj będzie zależał od rodzaju modelu, który chcesz stworzyć.
Najłatwiejszym na początek jest TinkerCad (www.tinkercard.com) - jest to edytor online uruchamiany w oknie przeglądarki, więc nie wymaga instalacji. Jest darmowy, łatwy w obsłudze a w Internecie znajdziesz masę poradników. Jednakże TinkerCad jest zaprojektowany do tworzenia mniej szczegółowych i większych części (np. mechanicznych), idealnych do druku w technologii FFF/FDM. Innym popularnym narzędziem jest Autodesk Fusion 360 (www.autodesk.com/products/fusion-360) na PC, Mac i iPad. Strona www zawiera szybki przewodnik wraz ze szczegółowymi instrukcjami wideo, więc jest idealnym wyborem zarówno dla początkujących entuzjastów, jak i profesjonalistów.

Aby w pełni wykorzystać precyzję SL1, warto jest skupić się na programach takich jak Blender, Zbrush, Maya, SculptGL, MakeHuman, SketchUp, Clara.io, Moment of Inspiration lub 3D Studio Max. Te aplikacje lepiej nadają się to tworzenia organicznych kształtów (takich jak postacie lub części ciała), jednak tylko kilka z nich jest darmowych.
6.3. Czym są pliki SL1S?
Zanim wydrukujesz w 3D pobrany lub stworzony model, to najpierw musisz go przekonwertować na plik SL1S. Ten proces jest zazwyczaj nazywany "cięciem" i wymaga dedykowanego oprogramowania - PrusaSlicer.
W skrócie, slicer tnie model 3D na cienkie warstwy. Każda warstwa jest zapisywana jako osobny plik .PNG. Te pliki, wraz z plikiem konfiguracyjnym .INI, są przechowywane w skompresowanym archiwum .ZIP, które jest automatycznie zmienianie na .SL1S. Jeśli zmienisz rozszerzenie pliku z powrotem na .ZIP to możesz podejrzeć jego zawartość.
6.4. PrusaSlicer
PrusaSlicer jest naszym oprogramowaniem do cięcia modeli o otwartym źródle. Jest jedynym slicerem, którego kiedykolwiek będziesz potrzebować do drukarek Original Prusa! Zawiera profile druku i zalecane ustawienia dla całej gamy drukarek Original Prusa.
Możesz pobrać najnowszą wersję PrusaSlicer z www.prusa3d.pl/sterowniki/ (wersje stabilne) jako część paczki ze Sterownikami i Oprogramowaniem. Original Prusa SL1S SPEED jest wspierana przez PrusaSlicer 2.3.2 i nowsze wersje.
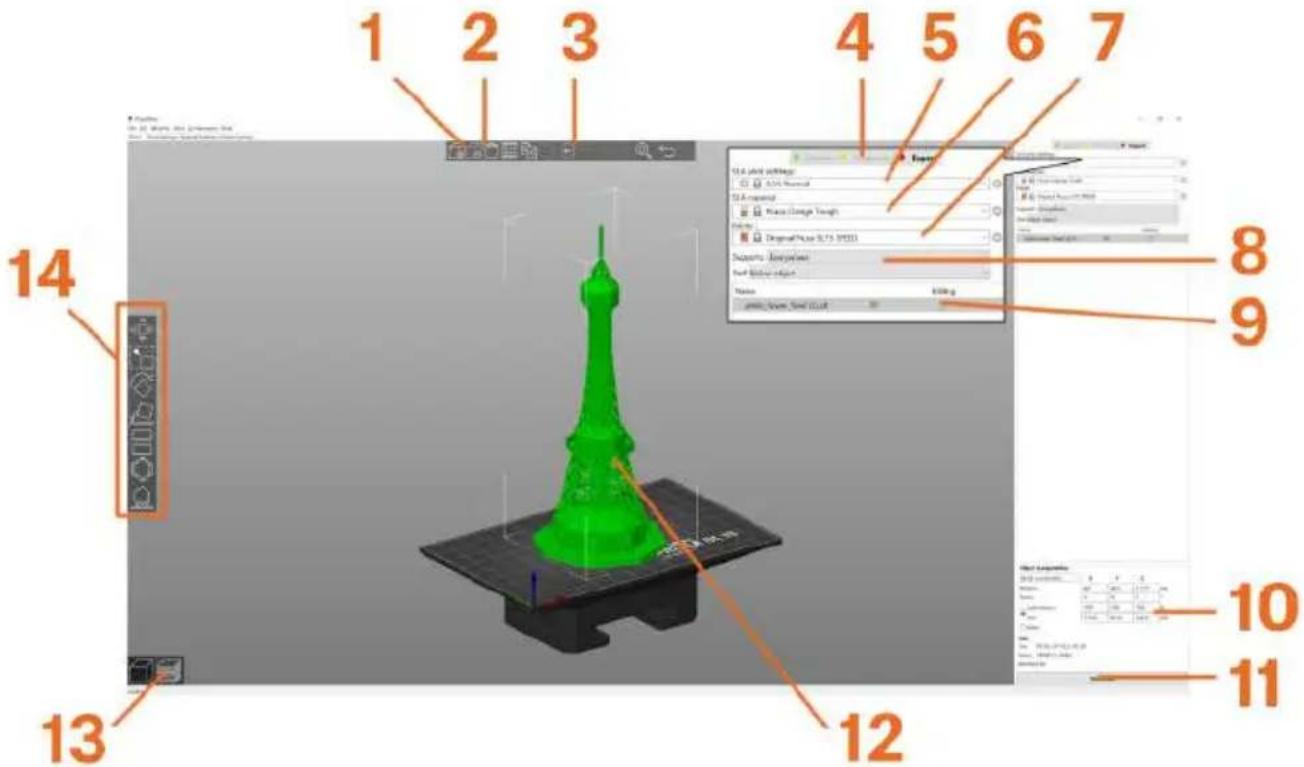
Dodaj model1.
Usuń model / Usuń wszystkie2.
Dodaj / Usuń kopię modelu3.
Przełącz między trybem Prostym / Zaawansowanym / Eksperckim4.
Wysokość warstwy5.
Rodzaj płynnej żywicy6.
Wybór drukarki7.
Pola wyboru generowania podpór / podkładki8.
Modyfikatory modelu9.
Informacje o wymiarach / skali modelu10.
Przyciski Cięcia i Eksportowania G-code11.
Podgląd modelu 3D12.
Przełączanie pomiędzy edytorem w widoku 3D a oknem podglądu13.
Narzędzie przemieszczania, obracania, skalowania, przycinania, drążenia i podpór - opisane w14. kolejnych rozdziałach
Zwykłe importowanie, cięcie i eksportowanie modeli 3D jest proste. PrusaSlicer ma jednak zaawansowane funkcje i ustawienia dla doświadczonych użytkowników, dające większą kontrolę.

Chcesz dowiedzieć się więcej o PrusaSlicer?
Odwiedź naszego Bloga pod adresem https://blog.prusa3d.com, gdzie publikujemy wskazówki i rozbudowane poradniki, które pozwolą Ci stać się mistrzem cięcia!
6.5. Cięcie modeli dla SL1S
Każdy model 3D jest inny, więc do każdego jest wymagane indywidualne podejście. Możemy jednak zaoferować Ci kilka ogólnych praktyk, wskazówek i podpowiedzi, które ułatwią cięcie modeli i ich druk. Jeśli masz już doświadczenie z drukarkami FFF/FDM, to zauważysz, że przygotowanie modeli dla drukarek SLA różni się nieznacznie. Niniejsze rozdziały wytłumaczą poszczególne etapy prawidłowego przygotowania modelu do druku - zawiera się w to generowanie podpór, wyjaśnienie pojęć takich jak podkładka, naświetłanie czy wysokość warstwy oraz wiele więcej.

Dowiedz się o podporach SLA!
SLA używa zupełnie innych rodzajów podpór i orientacji modeli w porównaniu do drukarek 3D FFF/FDM. Jeśli masz już którąś z naszych Original Prusa i3, to poniżej znajdziesz główne różnice.
Jest kilka założeń, które musisz spełnić tak dobrze, jak to możliwe, żeby prawidłowo przygotować model do cięcia/drukowania.
- SLA jest techniką obróbki przyrostowej - modele są tworzone warstwa po warstwie, co oznacza, że kolejne warstwy są tworzone na już istniejących i nie mogą być wydrukowane "w powietrzu". Takie elementy muszą być podparte strukturą podobną rusztowania. Prawidłowe obrócenie modelu minimalizuje ilość wymaganych podpór. Podpory dla SLA różnią się od tych dla drukarek 3D FFF/FDM.
- Zdecyduj kiedy użyć Podkładki i/lub podpór - dla niektórych modeli ani podkładka ani podpory nie będą potrzebne. Jednym z takich przykładów jest wieża Eiffla. Ma cztery punkty podparcia o rozsądnych wymiarach, które mogą być umieszczone bezpośrednio na platformie roboczej. A ze względu na to, że kąt konstrukcji jest optymalny, to nie potrzebuje ona podpór.
- Modele pochylone wychodzą lepiej - jeśli masz model z dużą, płaską podstawą, to dobrą metodą jest obrócenie go tak, aby unosił się pod kątem 45° w dwóch osiach, w zależności od jego kształtu. Model umieszczony pod kątem wyzwala mniejsze siły przylegania podczas oddzielania wydrukowanej warstwy od folii FEP.
- Zdecyduj pomiędzy jakością a "bezpieczeństwem" - nawet pomimo tego, że podpory SLA są malutkie w porównaniu do tych z FFF/FDM, to mogą pozostawiać drobne ślady na powierzchni modelu. Jeśli obrócisz model tak, aby ważne elementy nie były skierowane w stronę platformy roboczej, to pomoże to zachować detale na tych powierzchniach. Czasami jednak lepiej jest dodać więcej podpór dla "bezpieczeństwa" wydruku - szczególnie w przypadku dużych modeli, które mogłyby odkleić się od platformy ze względu na ich wagę. Inną opcją jest użycie grubszych podpór.
-
Ułożenie modelu ma wpływ na czas druku - wysokie modele będą drukować się dłużej niż krótsze. Rozważ obrócenie modelu, żeby zaoszczędzić czas.
-
Rozważ wydrażenie modelu - wydruki SLA mogą nie udać się z powodu zbyt dużych sił ssących: ogólnie rzecz biorąc, drukowana warstwa musi zostać oddzielona od dna zbiornika. Jeśli wydruk ma dużą, płaską powierzchnię lub jakąś pustą przestrzeń to siły przylegania mogą być tak duże, że wydruk może oderwać się od podpór lub platformy roboczej. Masz możliwość wydrażenia modelu przy pomocy PrusaSlicer.
- Drukowanie "mostów" nie jest zalecane - użytkownicy drukarek 3D FFF/FDM znają metodę drukowania mostów. Oznacza to, że drukarka wytłacza i wychładza nitkę filamentu w powietrzu, aby połączyć dwie odległe krawędzie bez użycia podpór. Drukowanie mostów przy SLA jest jednak niezalecane. Pierwsza warstwa mostu jest zazwyczaj bardzo cienka i elastyczna, co sprawi, że kolejne nie skleją się tak, jak powinny, a na wydruku mogą pojawić się pęknięcia i szpary. Zamiast tego dodaj podpory lub obróć model.
- ZAWSZE dokładnie sprawdzaj pociety model w oknie Podglądu i upewnij się, że nie ma niepodpartych elementów lub innych problemów, które mogłyby uniemożliwić druk.
6.6. Importowanie modelu do PrusaSlicer
Po włączeniu PrusaSlicer, w menu Drukarka po prawej stronie okna wybierz Original Prusa SL1S. Jeśli jej tam nie ma, to możesz ją dodać przez opcję Dodaj nową drukarkę lub wchodząc w menu Konfiguracja - Asystent Konfiguracji. Następnie wybierz wysokość warstwy w menu Ustawienia Druku SLA i na końcu żywicę, której chcesz użyć. Zauważ, że wbudowane profile ustawień żywic mają już przetestowane parametry. Jeśli wybierzesz niewłaściwy profil, to może to wpłynąć na jakość wydruku przez nieprawidłowe czasy naświetlania.
PrusaSlicer pozwala Ci importować pliki z modelami w formatach STL, OBJ, AMF i 3MF - są to najpopularniejsze rodzaje plików 3D udostępniane w Internecie. Możesz przeciągać i upuszczać je w oknie z podglądem stołu 3D lub użyć przycisku Dodaj... na górnym pasku narzędzi.
Następnie użyj narzędzi z lewego paska, aby przesuwać, skalować i obracać model. Jeśli ma niebieski kolor, to znaczy, że nie mieści się na platformie roboczej. Przeczytaj rozdział (6.7 Ustawianie modelu), gdzie znajdziesz więcej szczegółów. Każdy model jest inny, więc nie ma domyślnego ustawienia, które zadziałaloby dla każdego z nich. W kolejnych rozdziałach znajdziesz jednak kilka przykładów, które dadzą Ci lepszy pogląd na prawidłowe umieszczenie i podparcie niektórych rodzajów modeli.
6.7. Ustawianie modelu

flowchart
graph TD
A["Square"] --> B["Arrow to Square"]
B --> C["Dashed Box"]
C --> D["Diamond"]
D --> E["Arrow to Square"]
E --> F["Horizontal Line"]
F --> G["Horizontal Line"]
G --> H["Hexagon"]
H --> I["Hand-drawn Shape"]
Narzędzie Przemieszczania (M) - pozwala przesuwać model w osiach XYZ. Kliknij i przeciągnij model, aby przemieszczać go w osiach XY lub użyj niebieskiej strzałki, aby przesuwać go w osi Z (w górę i w dół).
Narzędzie Skalowania (S) - pozwala zmieniać rozmiary modelu, zarówno jednolicie we wszystkich osiach lub w pojedynczej. Możesz zmienić wartości w panelu bocznym wprowadzając wartości liczbowe. Liczba 100 przywraca pierwotny rozmiar modelu.
Narzędzie Obracania (R) - obraca model w osi X, Y lub Z. Naciśnij i przeciągnij jeden z uchwytów, aby obracać model gładko lub stopniowo (przesuwając znacznik po okręgu).
Położ na Płaszczyźnie (F) - wyświetla płaszczyzny (strony) modelu, które możesz wybrać kliknięciem. Spowoduje to automatyczne położenie modelu tak, aby leżał płasko na wybranej powierzchni. Użyteczne przy modelach z płaską podstawą, które chcesz szybko obrócić i położyć.
Narzędzie Przycinania (C) - służy do dzielenia modeli. Jeśli masz model, który ma niechcianą część (np. jakąś podstawkę pod figurką), to możesz użyć tego narzędzia, aby go przeciąć. Możesz zdecydować, czy chcesz zachować obydwie części modelu czy jedną z nich usunąć. Ciąć można tylko w jednej płaszczyźnie.
Drażenie i wiercenie (H) - dostępne tylko gdy wybrana jest drukarka Original Prusa SL1S. Pozwala Ci stworzyć pustą przestrzeń wewnątrz modelu, co zmniejsza wagę i oszczędza żywicę. W rozdziale "Drażenie" znajdziesz więcej informacji.
Punkty podpór SLA (L) - dostępne tylko dla Original Prusa SL1S. W kolejnym rozdziale znajdziesz objaśnienie.
6.8. Jak wygenerować podpory dla wydruku SLA
Podpory są niezwykle ważne - rzadko zdarza się możliwość druku modelu zupełnie bez podpór. W porównaniu do drukarek 3D FFF/FDM, drukarki żywiczne zazwyczaj wymagają większej ilości podpór, ponieważ modele powinny być drukowane w pewnym odstępie od platformy roboczej i pod kątem, dla otrzymania lepszych rezultatów. Podpory z SLA są jednak cieńsze i łatwiejsze do usunięcia. PrusaSlicer to narzędzie w pełni wyposażone w opcje zarówno automatycznego generowania podpór, jak i ich ręcznego edytowania.
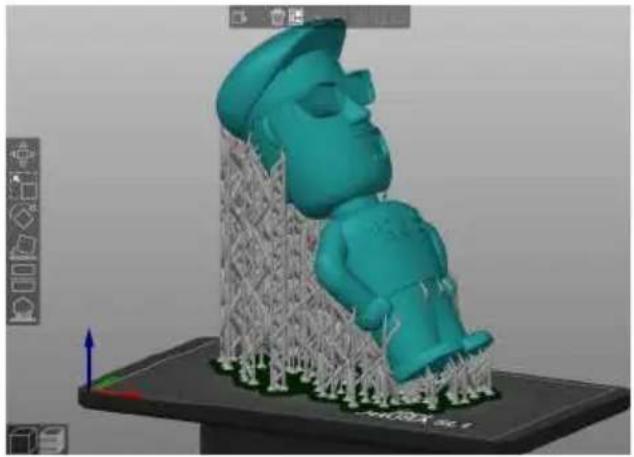
natural_image
3D model of a stylized human figure with a helmet, displayed on a stand with coordinate axes (no text or symbols)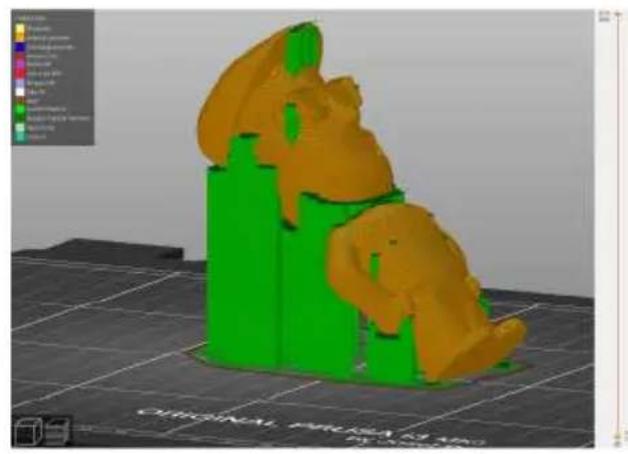
natural_image
3D rendered model of a yellow and green object resembling a rabbit or creature, displayed on a grid floor (no text or symbols visible)Porównanie podpór SLA (po lewej) oraz FFF (po prawej)
Każdy wydruk wymaga trochę innego podejścia w zależności od kształtu, wymiarów oraz poziomu szczegółowości. W tym rozdziale opiszemy ogólne podstawy generowania podpór. W następnym rozdziale znajdziesz więcej przykładów.
Zdecyduj, czy model wymaga podkładki. Podkładka (patrz rozdział 6.9.1 Podkładka) jest bazą dla modelu i podpór, która ułatwia drukowanie i późniejsze ściągnięcie wydruku z platformy.
Niektóre modele mają spore, płaskie podstawy, które nie wymagają użycia podkładki.
Z menu po prawej stronie możesz włączyć lub wyłączyć Podkładkę oraz wybrać rodzaj generowanych podpór: Brak (nie zostaną dodane żadne podpory), Podpory jedynie na powierzchni stołu (będą zaczynać się tylko na platformie roboczej) lub Wszędzie (nawet pomiędzy częściami modelu, co może przydać się w przypadku bardzo skomplikowanych kształtów). Po wyborze możesz przejść do generowania podpór i wrócić do wyboru opcji w każdej chwili.
![SLA Support Points [L] Minimal points distance: 0 mm Support points density: 100 % Auto-generate points [A] Manual editing [M] Remove all points No points (will be autogenerated)](/content/2026/06/1150101/images/62adcbeb3f5ebb60b09267818145e530f3159c1c88f86d46cf603653f5d2a152.jpg)
Na ilustracji po lewej pokazane jest menu Punktów podpór SLA, które znajduje się w lewym pasku narzędzi. Jeśli nie możesz go otworzyć, to znaczy, że Twój model jest zbyt duży dla przestrzeni roboczej. Przesuń, obróć lub wyskaluj go, aby mieścił się - jego kolor powinien zmienić się na zielony.
Minimalny dystans pomiędzy punktami: określa jak daleko od siebie będą umieszczone punkty podpór. Domyślną wartością jest 1 mm.
Gęstość punktów podpór: określa ilość wygenerowanych podpór. Większe i cięższe modele wymagają ich więcej. Ta opcja uwzględnia również wartość parametru "Minimalny dystans pomiędzy punktami".
Generuj punkty automatycznie: rozpoczyna generowanie podpór na podstawie wprowadzonych parametrów. Jeśli efekty nie spełniają Twoich oczekiwań, to możesz zmienić ustawienia i wygenerować podpory ponownie.
Edycja ręczna
![SLA Support Points [L] Left mouse click - add point Right mouse click - remove point Shift + Left (+ drag) - select point(s) Head diameter: 0.4 ✓ Lock supports under new islands Remove selected points Remove all points Apply changes Discard changes](/content/2026/06/1150101/images/1f52ea9ee24ddf7d60289056779b59e8df2d4a492ecaa2235097cbaeebdc80dc.jpg)
Kliknięcie przycisku "Edycja ręczna" otworzy nowe menu i pojawi się nowy zestaw narzędzi, które umożliwia Ci ręczne dodanie, usunięcie i modyfikacje punktów na modelu. Użyj lewego przycisku myszy aby dodać punkt, prawego aby go usunąć i kombinacji klawisza Shift i lewego przycisku z przeciągnięciem myszy aby zaznaczyć więcej punktów. Możesz również kliknąć lewym przyciskiem na punkt i przeciągnąć go myszą, aby zmienić jego pozycję.
Ręczna edycja podpór przydaje się, gdy ich automatyczne generowanie nie przynosi idealnych efektów. Po pocięciu i wydrukowaniu kilku modeli będziesz w stanie od razu rozpoznać te, które wymagają dodatkowych podpór - są to miejsca, które nazywamy "wyspami", ogólnie mówiąc są to elementy, których druk miałby rozpocząć się "w powietrzu". Dobrą praktyką jest dodanie kilku podpór w takich miejscach, aby upewnić się, że model wytrzyma siły przylegania występujące podczas drukowania.
- Średnica łącznika - określa rozmiar łącznika (główki) podpory. Maksymalną wartością jest domyślnie 1 mm - możesz ją zmienić w menu Ustawienia druku -> Podpory -> Średnia słupków podpór. Zwiększanie tej wartości może wymagać również zwiększenia Podniesienia modelu. Większe i cięższe wydruki mogą również wymagać mocniejszych połączeń (większej średnicy podpór). Uchwyt od sterowania podporami ma małą część w kształcie stożka, która pokazuje kierunek łączenia podpory oraz rozmiar.
- Zablokuj podpory pod nowymi wyspami - są to krytyczne części modelu, które zazwyczaj zaczynają się w powietrzu. Automatyczne generowanie podpór potrafi rozpoznać takie elementy i dobrać do nich podpory. Jeśli decydujesz się edytować je ręcznie, to możesz "zablokować" te punkty, aby przypadkowo ich nie usunąć.
- Usuń wybrane punkty - usuwa zaznaczone punkty (np. przez użycie kombinacji Shift+lewy przycisk myszy). Wybrane punkty są oznaczone na czerwono. Punkty zablokowane nie będą usunięte.
- Usuń wszystkie punkty - usuwa wszystkie punkty, włączając w to wygenerowane automatycznie, a nawet te zablokowane
- Zastosuj zmiany - potwierdza wykonanie zmian i powraca do poprzedniego menu
- Odrzuć zmiany - anuluje ręcznie wprowadzone zmiany i powraca do poprzedniego stanu
6.9. Podkładka, podpory, wysokość warstwy i czasy naświetlania
Jest kilka narzędzi i ustawień, które pomogą Ci wydrukować nawet bardzo skomplikowane modele bez zająknięcia. Podkładka i podpory są przydatne dla prawidłowego umieszczenia modelu na platformie roboczej, podczas gdy wysokość warstwy i czasy naświetlania dotyczą szczegółowości modelu, jak i również całkowitego czasu druku. Czas druku jest jednak najsilniej zależny od całkowitej wysokości modelu.
6.9.1. Podkładka
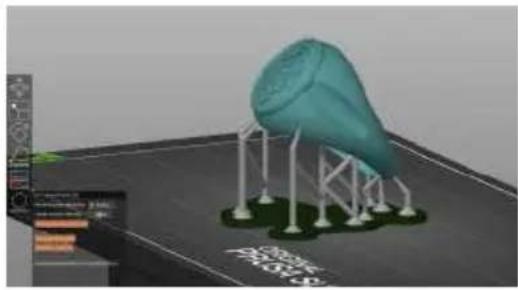
Podkładka jest konstrukcją generowaną pod modelem - jest podstawą dla podpór. Możesz łatwo odkleić Podkładkę razem z wydrukiem od platformy roboczej przy pomocy szpachelki. Użycie podkładki jest zalecane, jednak druk niektórych modeli jest możliwy bez niej, w zależności od ich kształtu. Podkładkę możesz włączyć lub wyłączyć w PrusaSlicer. Jeśli chcesz drukować z użyciem podpór, to użycie Podkładki jest szczególnie zalecane.
natural_image
3D rendered model of a teal-colored abstract object mounted on a road with white railings, displayed in a modeling software interface (no text or symbols on the object itself)6.9.2. Podpory
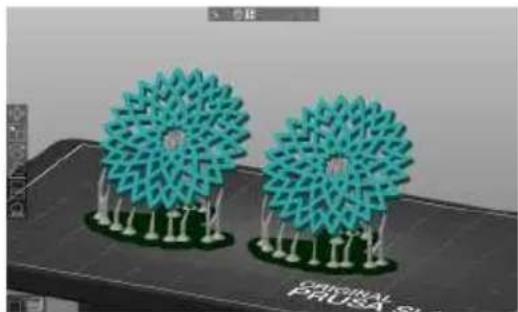
Druk SLA jest techniką obróbki przyrostowej: każda kolejna warstwa musi mieć coś poniżej, aby mieć się na czym oprzeć. Nie jest możliwe rozpoczęcie warstwy "w powietrzu". Masz do wyboru obrócenie modelu, aby osiągnąć optymalne kąty zwisów lub użycie podpór. Podpory są strukturami podobnymi do rusztowań, które mogą być automatycznie lub ręcznie wygenerowane w PrusaSlicer. Podpory w technologii SLA są bardzo cienkie i mają zaostrzone końcówki, co sprawia, że powierzchnia ich kontaktu z modelem jest bardzo mała. Podpory mają szereg parametrów (grubość, średnica łącznika, podniesienie modelu...) i powinny one być dostosowane do konkretnego modelu. Większe/cięższe wydruki wymagają większej ilości (lub grubszych) podpór.
natural_image
3D model of two stylized trees with green and cyan facades, mounted on a dark surface (no text or symbols)6.9.3. Wysokości warstwy
W porównaniu do drukarek FFF/FDM, drukarki 3D MSLA mają stałą rozdzielczość w osiach X/Y (określoną rozdzielczością ekranu LCD), więc jedyną osią, która może dynamicznie wpływać na wygląd modelu jest oś Z. Dystans przemieszczania się osi Z (kolumna z platformą roboczą) pomiędzy warstwami jest określany przez ustawienie wysokości warstwy.
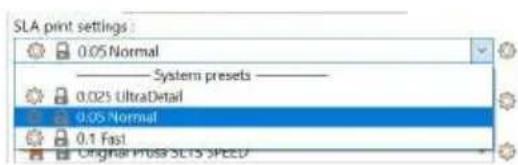
Technologie zastosowane w SL1S umożliwiają osiągnięcie wysokości warstwy równej 0.01 mm. Nie zalecamy jednak stałego używania takiej wysokości, ponieważ nie oferuje ona wymiernych korzyści. Zamiast tego, udostępniamy ustawienia z wysokością warstwy 0.025, 0.05 i 0.1 mm. Przy SL1S "normalną" wysokością warstwy jest 0,05 mm i zalecamy trzymanie się jej - oferuje kompromis pomiędzy prędkością (czasem druku) a dobrym wykończeniem powierzchni z prawie niewidocznymi warstwami. Niższe wartości skutkują lepszym wyglądem powierzchni, jednak kosztem dłuższego czasu druku. Zauważ, że niektóre żywice mają ograniczony zakres możliwej do użycia wysokości warstwy.

Użycie niższej wysokości warstwy skutkuje wyższą szczegółowością wydruku, jednak zajmie on znacznie więcej czasu. Szacowany czas druku z różnymi wysokościami warstw możesz podejrzeć w oknie PrusaSlicer po pocięciu modelu.
Info
Size: 61.82 x 52.06 x 44.01
Facets: 43992 (1 shells)
Manifold: Yes
Sliced Info
Used Material (ml): 5.19
- object(s) 2.31
- supports and pad 2.38
Estimated printing time: 3h 33m 16s
PrusaSlicer może obliczyć czas druku i ilość potrzebnej żywicy
6.9.4. Czasy naświetlania
PrusaSlicer pozwala zmienić czas naświetlania (liczbę sekund, przez które warstwa jest utwardzana) osobno dla pierwszych warstw i pozostałych. Nie ma "uniwersalnej wartości", dlatego zalecamy używanie profili ustawień wbudowanych w PrusaSlicer. Przetestowaliśmy ponad 100 różnych żywic i przygotowaliśmy sprawdzone profile dla każdej z nich. Jeśli żywicy, której używasz nie ma na liście w PrusaSlicer, to możesz samemu ustawić te wartości - dobrą praktyką jest ustawienie 1,8-2,2 sekundy dla normalnych warstw i 12-25 sekund dla pierwszych.
SL1S jest wyposażona w bardzo wydajny panel UV LED, który ma wystarczającą moc, aby zachować doskonałą jakość powierzchni drukowanego modelu przy krótkich czasach naświetlania. Zejście poniżej 1,6 sekundy jest możliwe, jednak większość żywic nie zdąży się zestalić w tak krótkim czasie. Wydruk może tracić na szczegółowości lub warstwy w ogółe nie przykleją się do siebie, co spowoduje jego niepowodzenie. Są jednak na rynku żywice, które zestalają się nawet w 1,4 sekundy (np. żywice transparentne). Najlepszą opcją jest używanie żywic, dla których zestawy ustawień zawarte są w PrusaSlicer, ponieważ są w nich już skonfigurowane prawidłowe czasy naświetlania.
Możliwa jest zmiana czasu naświetlania warstwy przed wydrukiem, a nawet w jego trakcie, przez menu Ustawienia - Zmiana czasu naświetlania. Jednak zmiana tego ustawienia podczas druku może skutkować widocznymi liniami na modelu. Bardzo krótkie lub długie czasy naświetlania prawie zawsze kończą się nieudanym wydrukiem.

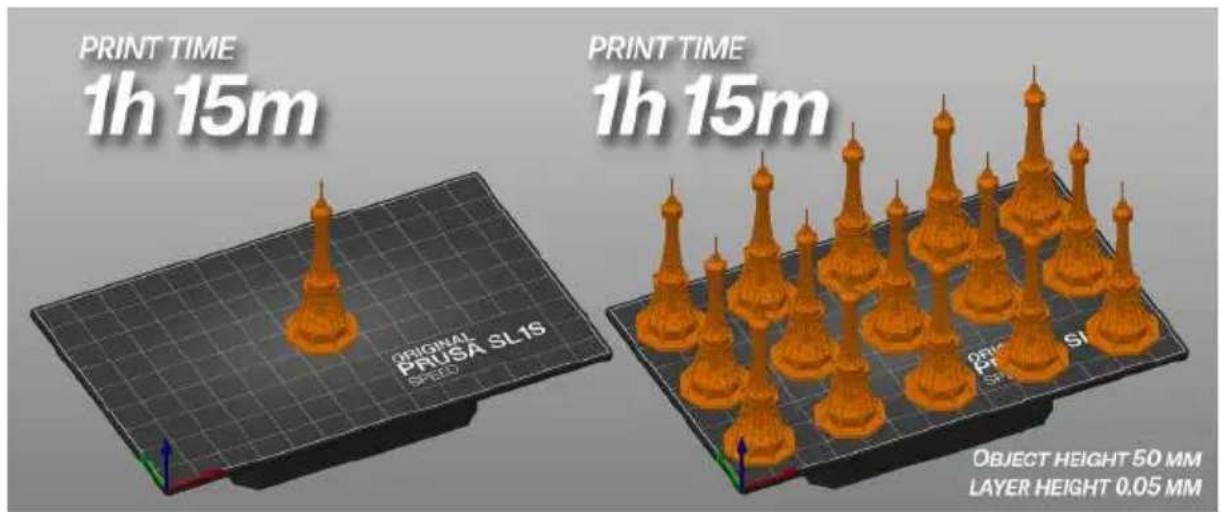
Ważna informacja o czasie druku
Pamiętaj, że nie ma znaczenia ile modeli (lub jak dużych) umieścisz na platformie roboczej - czasy naświetlania pozostaną takie same, więc każda warstwa zostanie ukończona w takim samym czasie. Innymi słowy, drukowanie jednego 10-centymetrowego modelu lub tuzina takich samych na raz, umieszczonych obok siebie, zawsze zajmie taką samą ilość czasu. To główna różnica w porównaniu z drukarkami FFF/FDM. Korzystaj z tej zalety!
6.10. Cięcie, eksportowanie i drukowanie własnych wydruków
Po prawidłowym ustawieniu modelu i wygenerowaniu podpór możesz użyć przycisku Cięcie. Algorytmy przeanalizują model 3D i przekształcą w pojedyncze warstwy.
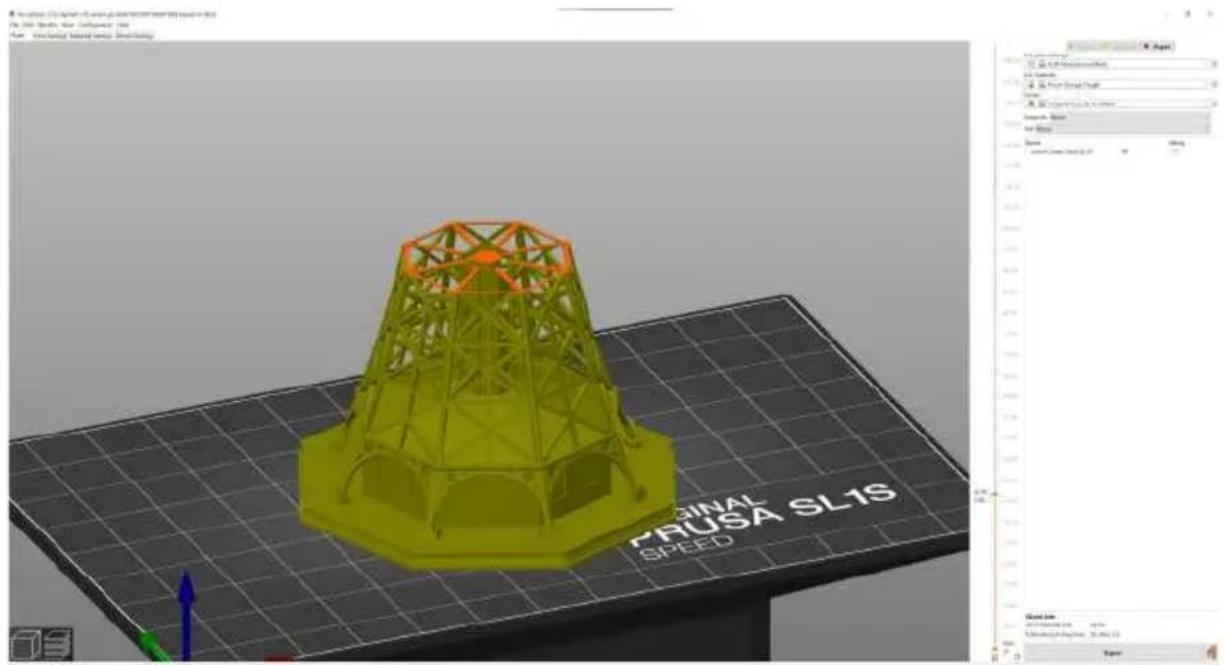
natural_image
3D model of a yellow industrial structure with orange top, displayed on a grid surface (no text or symbols on the model itself)Sprawdź dokładnie model w oknie Podglądu używając suwaka po prawej stronie. Jeśli wszystko wygląda ok, to naciśnij przycisk Eksport, aby wygenerować plik .SL1S. Skopiuj ten plik na nośnik USB, a następnie podłącz go do drukarki. Wciśnij ikonkę Druk, aby wyświetlić listę kompatybilnych projektów w pamięci. Wybierz model i potwierdź przyciskiem Kontynuuj. Możesz również przesłać pliki bezpośrednio do pamięci wewnętrznej SL1 - przeczytaj rozdział 7 Połączenie PrusaSlicer z SL1S przez sieć.
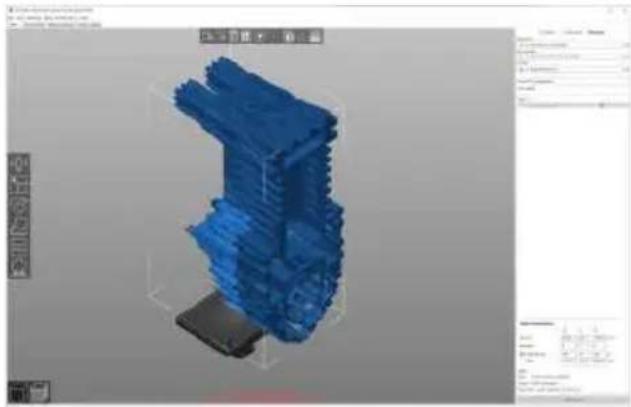
6.11. Umieszczenie modelu i przykłady cięcia
Jest wiele rodzajów modeli, które możesz wydrukować, więc praktycznie niemożliwe jest podanie dokładnych instrukcji dla każdego z nich. Na kolejnych stronach pokazujemy przykłady popularnych modeli i wskazówki ich prawidłowego umieszczenia na platformie.
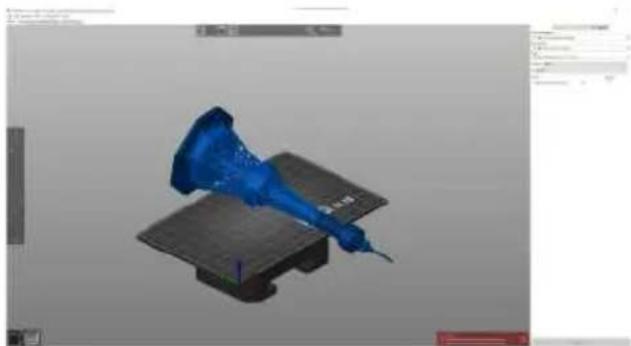
6.11.1. Katedra w Reims
To jest bardzo skomplikowany model, który jest tak właściwie bardzo łatwy do pocięcia i wydruku. Wyłącz podpory i podkładkę i użyj funkcji położenia na płaszczyźnie, aby szybko go obrócić. Użyj funkcji Skalowania, Przemieszczania i Obracania, aby ustawić ostateczną pozycję przed cięciem.
natural_image
3D CAD model of a blue mechanical assembly with no visible text or symbols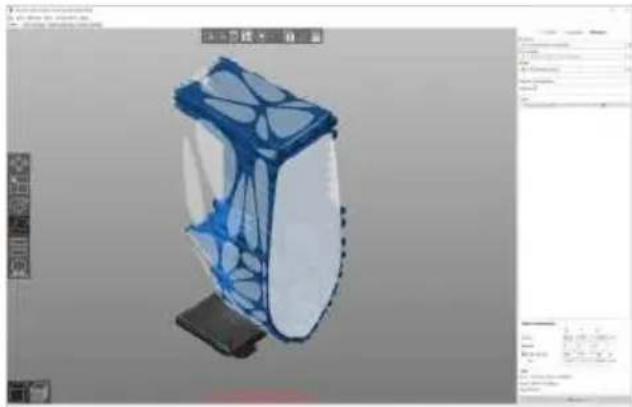
natural_image
3D model of a blue geometric object with mesh overlay, displayed in a design software interface (no text or symbols on the object itself)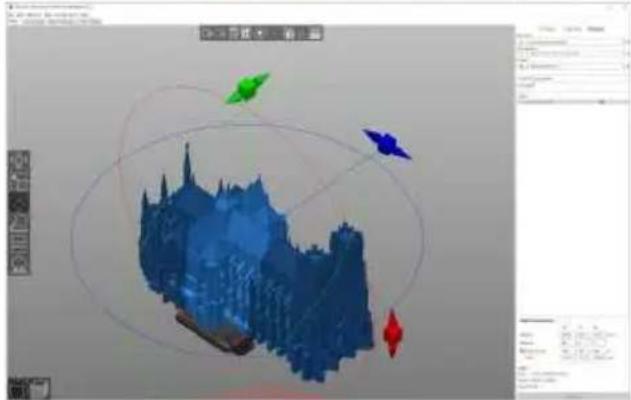
natural_image
3D rendered blue terrain model with directional arrows and a small boat on the ground, displayed in a design software interface (no text or symbols on the terrain itself)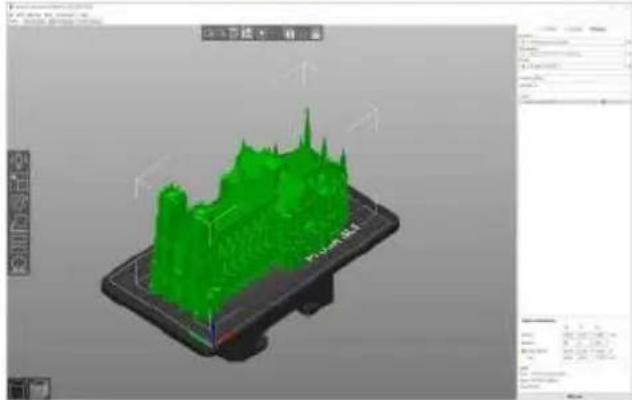
natural_image
3D rendered green surface model of a device with coordinate axes, displayed in a design software interface (no readable text or symbols on the model itself)6.11.2. Wieża Petrin
Ten model również łatwo pociąć. Wyłącz podkładkę i podpory i użyj funkcji Położ na płaszczyźnie wraz z funkcjami przemieszczania/skalowania/obracania, aby model zmienił kolor na zielony (to znaczy, że mieści się na platformie roboczej).
natural_image
3D rendered model of a blue object resting on a dark base, no visible text or symbols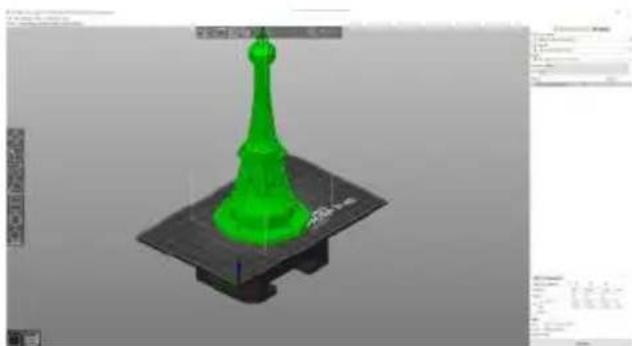
natural_image
3D rendered model of a green conical object on a base, displayed in a CAD software interface (no text or symbols on the object itself)6.11.3. Biżuteria
Original Prusa SL1S jest idealna do drukowania małych, bardzo szczegółowych modeli. Kilku rzeczy warto unikać, aby uzyskać świetnie wyglądające powierzchnie. Najważniejszą rzeczą jest
fakt, iż podpory mogą zostawić malutkie ślady na powierzchni modelu, więc jeśli pewne elementy Twojego modelu powinny mieć idealny wygląd, to upewnij się, że nie wychodzą z nich podpory.
Będziesz potrzebować kombinacji Podkładki, podpór oraz narzędzi obracania/przesuwania/skalowania. Jeśli automatyczne generowanie podpór nie daje oczekiwanych rezultatów, to skonfiguruj podpory po swojemu. Modele biżuteryjne są zazwyczaj bardzo małe, więc nie będą potrzebować wielu podpór.
Spójrz na poniższe przykłady, aby porównać nasze umieszczenie ich do druku.
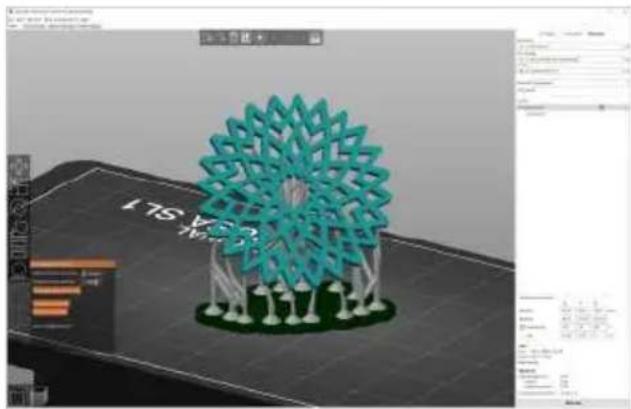
natural_image
3D rendered model of a stylized tree with angular and petal-like features, displayed in a design software interface (no readable text or symbols on the model itself)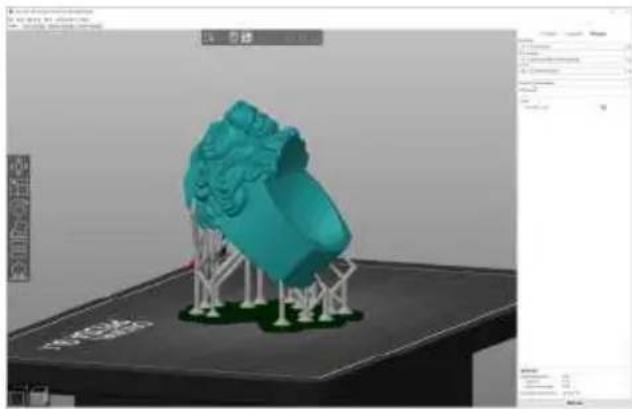
natural_image
3D rendered model of a teal-colored abstract object mounted on a black platform, displayed in a design software interface (no text or symbols on the object itself)6.11.4. Postacie i makiety
Postaci i makiety są często najbardziej złożonymi modelami. Original Prusa SL1S poradzi sobie ze szczegółami w takich modelach bez żadnych problemów, więc możesz tworzyć wysokiej jakości figurki lub makiety z Twojego ulubionego filmu lub gry.
W przypadku drukowania skomplikowanych modeli zazwyczaj wymagane będzie użycie podkładki oraz podpór i ustawienie ich gęstości (lub dodanie podpór ręcznie). Pamiętaj również, że modele składające się z wielu części, jak np. korpus, ramiona, głowa i nogi, mogą być kłopotliwe do złożenia, jeśli projektant nie uwzględnił tolerancji połączeń. Opcją dopasowania jest wtedy potraktowanie problematycznych połączeń przy użyciu drobnego papieru ściernego. Duże modele powinny najpierw zostać wydrażone, aby zmniejszyć ich wagę - wydrażenie modelu pomoże oszczędzić żywicę i podpory. Zobacz rozdział 6.14 Drążenie modelu
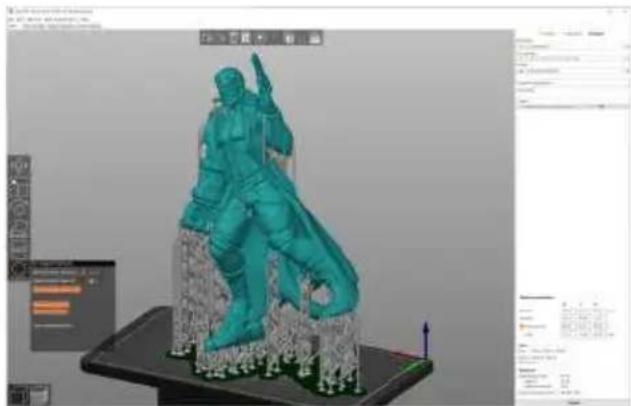
natural_image
3D rendered model of a teal-colored statue on a platform, displayed in a design software interface (no text or symbols on the model itself)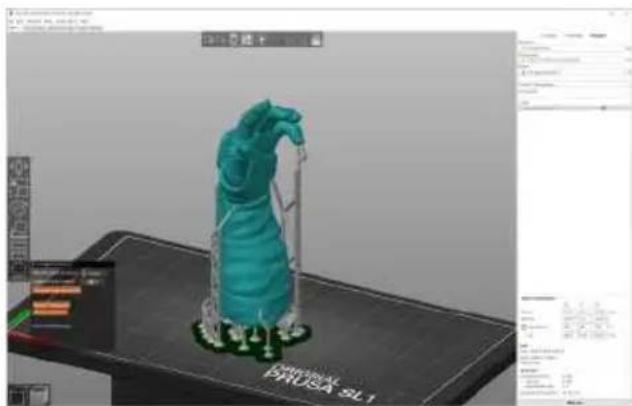
natural_image
3D rendered model of a blue, stylized creature on a platform with no visible text or symbols6.12. Jak rozpoznać problematyczne obszary
Po każdym pocięciu modelu przejrzyj jego podgląd warstwa po warstwie. Nie rozpoczynaj wydruku bez dokładnego sprawdzenia. Tryb Podglądu pomoże Ci rozpoznać problematyczne obszary, które mogłyby prowadzić do niepowodzenia wydruku. Zazwyczaj są to elementy niewystarczająco podparte, uszkodzone pliki z modelami, żle umieszczone otwory (po drążeniu modelu) itp.
Nieprawidłowo obrócony model - SL1S poradzi sobie z jego wydrukowaniem, jednak podpory mogą pozostawić ślady na szczegółach modelu (czyli najważniejszych elementach).
Drukowanie mostów nie działa tak samo jak w drukarkach FFF/FDM. SL1S utwardza warstwę po warstwie, co w takim przypadku mogłoby prowadzić do ich rozrywania przez siły przylegania do folii FEP. Obróć model o 45° i wygeneruj podpory, aby wydrukować ten model bez problemów.
Niewystarczająca ilość podpór - pomarańczowy kolor pokazuje pojedynczą warstwę, którą drukarka będzie utwardzać, a następnie oddzielać od dna zbiornika. Pojedyncza podpora nie wytrzyma sił przylegania do folii FEP. Dzieje się to zazwyczaj, gdy ustawisz zbyt małą gęstość podpór.
Część modelu rozpoczyna się "w powietrzu". PrusaSlicer potrafi prawie zawsze rozpoznać takie problemy - pojawiają się one zazwyczaj, gdy ręcznie usuniesz ważny punkt podpory. Możesz to naprawić przez ponowne wygenerowanie podpór lub przez dodanie ich ręcznie.

6.13. Drukowanie dużych i ciężkich modeli
Podczas drukowania dużych i ciężkich modeli może okazać się, że standardowe podpory nie są wystarczająco mocne, aby skutecznie podeprzeć ich wagę.
Są dwa sposoby radzenia sobie z dużymi i ciężkimi modelami:
Zmiana ustawień podpór, aby były grubsze i bardziej stabilne1.
Wydrażenie modelu w PrusaSlicer - przejdź do następnego rozdziału2.
Możesz z łatwością edytować opcje podpór otwierając zakładkę Ustawienia Druku w PrusaSlicer, sekcja Podpory. Są trzy parametry, których zmiany warto spróbować:
Średnica słupków podpór - zmienia średnicę podpór1.
Średnica początku łącznika - zmienia rozmiar łącznika (główki) podpory2.
Przenikanie łączników podpór - zmienia głębokość wnikania łączników (główek) podpór w3. powierzchnię modelu
i
Jeśli próbujesz wydrukować bardzo duży model, który ma tendencję do odklejania się od platformy, spróbuj zmienić profil druku przed rozpoczęciem go ponownie. Wybierz projekt z przeglądarki plików i przejdź do sekcji Ustawienia druku. Zmień profil na wolniejszy - przechylanie zbiornika będzie trwać trochę dłużej, co sprawi, że siły działające na wydruk będą mniejsze.
6.14. Drążenie modeli w PrusaSlicer
Modele cięte pod druk SLA są domyślnie pełne w środku - nie mają ażurowego wypełnienia, jak te przygotowywane pod druk FFF/FDM. Takie modele drukowane z żywic mogą być ciężkie i potrzebować sporo żywicy w porównaniu do pustych w środku, szczególnie, jeśli są duże.
Drażenie modeli ma wiele zalet:
- oszczędza znaczne ilości żywicy (zmniejsza koszt)
- redukuje powierzchnię każdej warstwy, co przekłada się na zmniejszenie siły potrzebnej do odklejenia jej od dna zbiornika przy przechodzeniu do kolejnej
- zmniejsza liczbę potrzebnych podpór przez obniżenie wagi wydruku
Zalecamy dodanie co najmniej dwóch otworów odpływowych. Bez nich nieutwardzona, płynna żywica zostanie zamknięta w środku wydruku. Zachowaj jednak ostrożność: drukowanie wydrażonego modelu może powodować powstawanie sił ssących, utrudniających oddzielenie modelu od dna zbiornika. Dlatego konieczne jest strategiczne umieszczenie otworów drenażowych, ponieważ osłabiają one również działanie tych sił.

Narzędzie "Drażenie i wiercenie" jest dostępne w PrusaSlicer w wersjach 2.2 i nowszych.
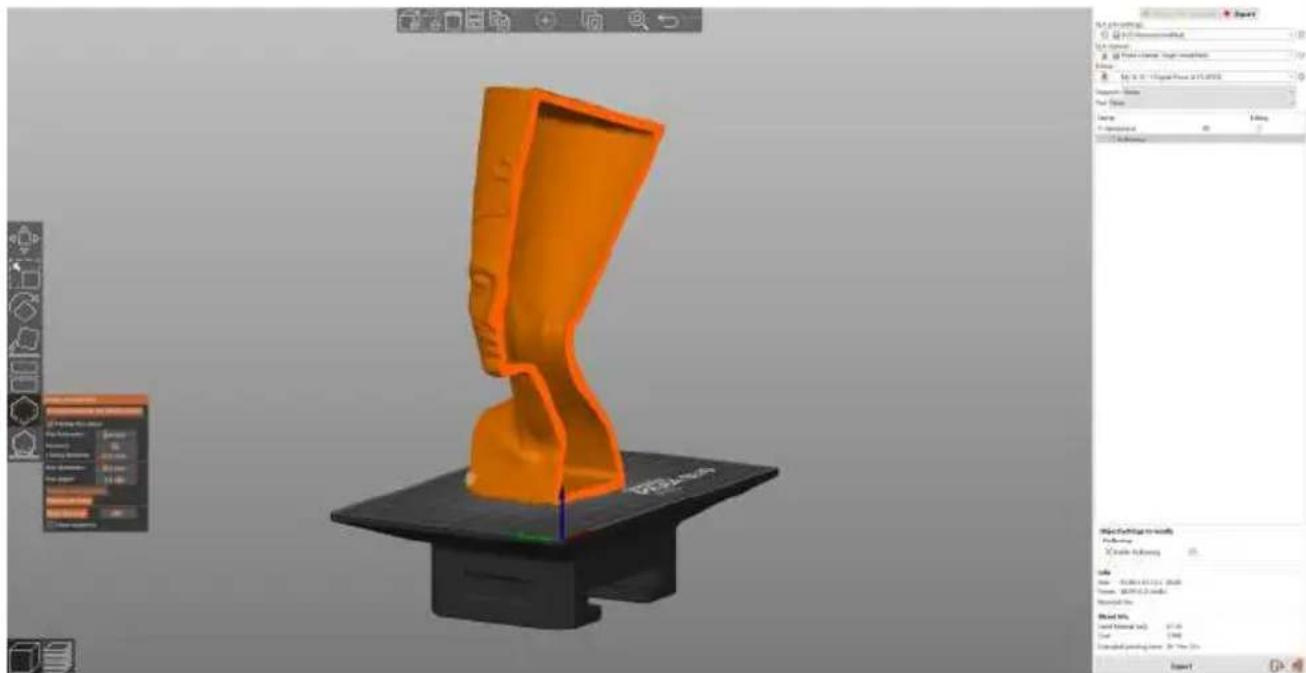
natural_image
3D model of a mechanical part with orange highlighted, displayed in a design software interface (no readable text or symbols on the model itself)Drażenie można ustawić dla każdego modelu z osobna używając narzędzia Drażenie i wiercenie na lewym pasku narzędzi. Alternatywnie możesz ustawić takie same parametry dla wszystkich modeli w menu Ustawienia druku - Drażenie.

Drażenie i wiercenie otworów odpływowych nie zmienia modelu nieodwracalnie. Można je anulować, a otwory można przesunąć lub usunąć w każdej chwili.
Grubość ścianki - Grubość powłoki wydrażonego modelu. Minimalna wartość to 1 mm.
Dokładność - Dokładność kontra wydajność. Przy niskiej dokładności otrzymana powłoka może mieć nierówną grubość. Wyższa dokładność jest zalecana dla modeli z cienkimi ściankami, aby zapewnić jej minimalny wymiar.
Dystans domykania - Spowoduje zamknięcie szczelin węższych niż ta wartość oraz wypełnienie ostrych, zagłębionych kątów, w których mogłaby zbierać się gęsta żywica, co utrudniałoby jej wypłukanie.
![Hollow and drill [H] Preview hollowed and drilled model ✓ Hollow this object Wall thickness: 1.0 mm Accuracy: 0.5 Closing distance: 2.0 mm Hole diameter: 4.0 mm Hole depth: 5.0 mm Remove selected holes Remove all holes Capping of view: 0.00 ✓ Show supports](/content/2026/06/1150101/images/f9b2c4c8320f1d5b1976de11d472d97bc58c3a11750cc275bc6054537d540a97.jpg)
Dodanie otworów odpływowych - Otwory odpływowe można dodać klikając lewym przyciskiem z aktywnym menu drążenia. Można je następnie przesunąć przeciągając po modelu. Prawym przyciskiem możesz je usuwać.
Otwory są prostopadłe do zewnętrznej powierzchni, na których je umieszczasz, a ich średnicę i głębokość można zmienić. Ustawienia zostaną zastosowane do kolejnych dodawanych otworów.

Jeśli siatka modelu jest niekompletna (zepsuta), to algorytm może zablokować możliwość dodania otworu, aby nie spowodować zawieszenia programu lub błędów.
Potwierdź i obejrzyj wydrażony model - Drażenie i wiercenie odbywa się po naciśnięciu przycisku Podgląd drążenia/wiercenia. Weź pod uwagę, że zarówno drążenie, jak i wiercenie wymaga większej mocy obliczeniowej i może zająć dłuższą chwilę, szczególnie przy skomplikowanych modelach. Jeśli nie naciśniesz przycisku podglądu, to drążenie i wiercenie zostanie przeprowadzone podczas cięcia.
Narzędzia przekroju możesz użyć do zajrzenia do wnętrza modelu (to samo narzędzie jest dostępne w menu edycji podpór SLA). Przesuwając suwak od lewej do prawej zmieniasz pozycję płaszczyzny przekroju. Możesz dzięki temu podejrzeć wewnętrzną geometrię i prawidłowo umieścić otwory odpływowe.
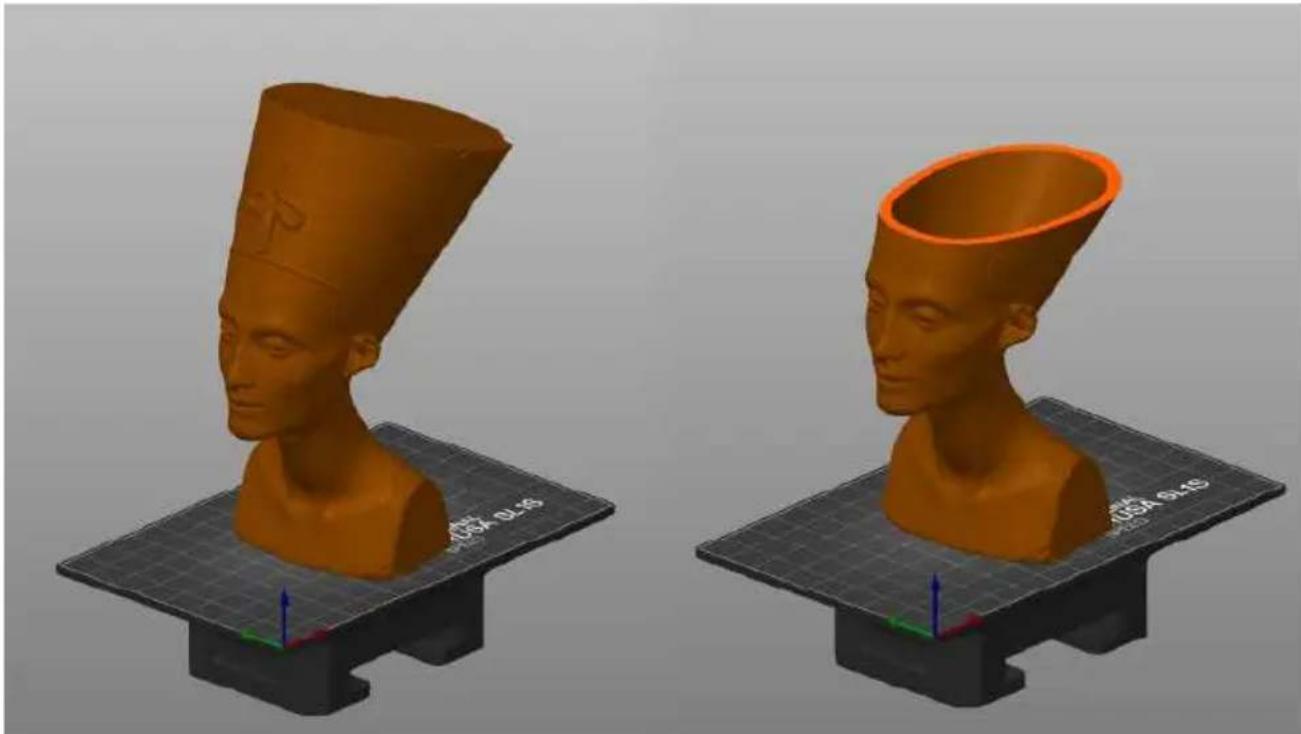
natural_image
3D model of a human head with conical top, displayed on a grid base (no text or symbols visible)Solid model: 237 ml of resin, \13.75 resin costs (left). Hollowed model: 81 ml, \4.70 resin costs (right)
7. Połączenie PrusaSlicer z SL1S przez sieć
PrusaSlicer może być połączony z SL1S bezpośrednio, przez połączenie Ethernet lub Wi-Fi, pozwalając Ci wysyłać pocięte modele do pamięci wewnętrznej drukarki przez sieć.
Otwórz PrusaSlicer i spójrz na prawy panel, gdzie znajduje się lista drukarek. Rozwiń listę i wybierz ostatnią pozycję (Dodaj/Usuń drukarki), następnie wybierz Dodaj fizyczną drukarkę. Otworzy to nowe okienko, w którym możesz wybrać SL1S, w której aktywne jest połączenie sieciowe. Naciśnij Przeglądaj, aby przeskanować sieć i wybierz drukarkę z listy. Jeśli drukarka nie została wykryta, to spróbuj wprowadzić adres IP ręcznie (w drukarce otwórz Menu Główne - Ustawienia - Sieć, aby pokazać adres IP). Kolejnym krokiem jest ustawienie danych do logowania. Są dwie metody:
Domyślnie drukarka ma włączony HTTPS Digest dla zwiększenia poziomu bezpieczeństwa.1. Zalecamy zostawienie włączonego HTTP Digest. Możesz zmienić tę opcję w Menu - Ustawienia - Sieć - Dane logowania. Jeśli zdecydujesz się używać HTTP Digest, jedynym parametrem możliwym do zmiany w menu Dane Logowania pozostanie hasło. Zapisz nazwę użytkownika i hasło, następnie przejdź do PrusaSlicer, ustaw Rodzaj autoryzacji na HTTP Digest i wpisz nazwę użytkownika oraz hasło. Następnie potwierdź wybór naciskając OK.
Masz możliwość wyłączenia HTTPS Digest (ze względów bezpieczeństwa nie zalecamy2. wyłączenia go!) i używania jedynie hasła. Przejdź do Menu - Ustawienia - Sieć - Dane do logowania i wyłącz HTTP Digest. Zanotuj hasło. Przejdź do PrusaSlicer, zmień Rodzaj autoryzacji na klucz API i wpisz hasło. Następnie potwierdź naciskając OK.
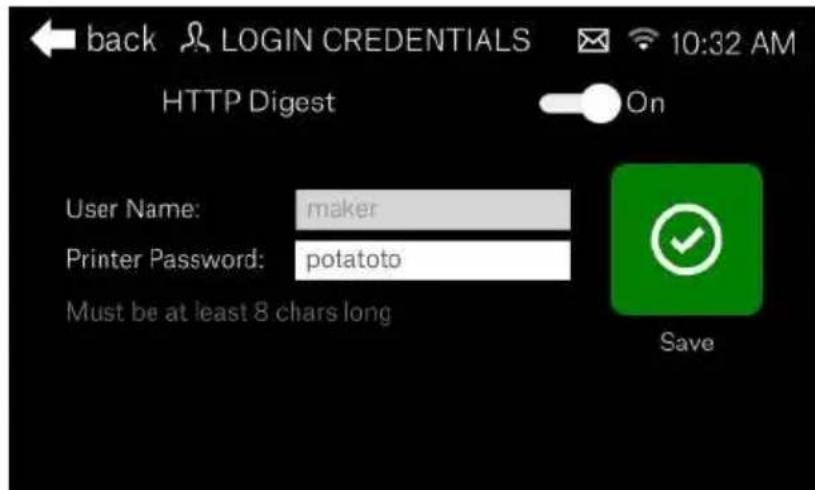
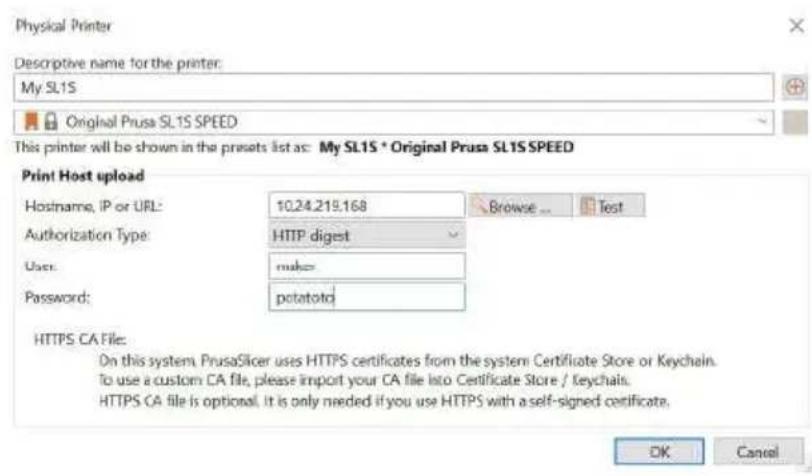
Wróć do głównego okna z widokiem 3D w PrusaSlicer. Zaimportuj model i potnij, jak zwykle. Zobaczysz nowy przycisk w prawym dolnym narożniku okna, o nazwie "Wyślij do Drukarki", gdy najedziesz na niego myszką. Naciśnij ten przycisk, aby przesłać plik przez sieć do Twojej drukarki. Na ekranie drukarki pojawi się powiadomienie, a plik pojawi się w przeglądarce (Menu Główne - Druk - Lokalnie).

Uwaga! Zdecydowanie odradzamy pozostawianie drukarki bez nadzoru. Zawsze przygotowuj drukarkę do kolejnego wydruku zgodnie z instrukcjami w tym Podręczniku. Zamysłem tej funkcji jest wyeliminowanie potrzeby korzystania z nośnika USB i zwiększenie wygody użytkowania. Nie jest możliwe zdalne rozpoczęcie wydruku.
8. Aktualizowanie oprogramowania układowego drukarki
Zalecamy aktualizowanie drukarki na bieżąco. Nowe wersje firmware przynoszą wiele korzyści, jak np. nowe funkcje, poprawki błędów i inne usprawnienia. Są dwa sposoby aktualizacji oprogramowania układowego (firmware):
Aktualizacja firmware OTA
Aktualizacje firmware OTA (Over The Air - "Przez powietrze") są dostarczane przez kabel Ethernet lub sieć Wi-Fi. Podłącz drukarkę do Internetu tak, jak jest to opisane w rozdziale "4.4 Podłączenie do sieci". Jeśli dostępna jest nowsza wersja firmware, drukarka wyświetli powiadomienie.
Aktualizacja firmware przez USB
Jeśli Twoja drukarka nie jest podłączona do Internetu, to możesz pobrać firmware z naszej oficjalnej strony https://www.prusa3d.pl/sterowniki/. Ściągnij plik ZIP na komputer, rozpakuj go (ma rozszerzenie .raucb) i umieść w pamięci USB sformatowanej jako FAT32. Następnie podłącz nośnik do portu w drukarce, przejdź do menu Ustawienia - Firmware i wybierz plik z listy.

OSTRZEŻENIE! Nie wyłączaj ani nie resetuj drukarki podczas procesu wgrywania firmware!
9. O żywicach
Płynne żywice to materiały światloczułe używane w drukarkach 3D SLA. Żywice są również znane pod nazwą "fotopolimery" i są utwardzane przez światło ultrafioletowe - w tym również światło słoneczne. W porównaniu do filamentów dla drukarek FFF/FDM, główną różnicą jest brak rozgraniczenia materiałów na np. PLA, PETG lub ASA. Jest po prostu żywica, materiał bazowy, który może być ulepszany przez dodatki lub pigmenty. Typowym efektem stosowania dodatków jest zwiększona twardość lub udarność wydruku.

Drukarka 3D Original Prusa SL1S jest kompatybilna z żywicami 405nm.
Żywice zazwyczaj składają się z 3 głównych składników:
- Baza żywicy (monomery i oligomery)
- Fotoinicjatory - molekuły reagujące na światło UV, które inicjuje proces utwardzania
- Dodatki - domieszki, które zmieniają kolor i właściwości żywicy

9.1. Ważne informacje dotyczące żywic
Podczas pracy z żywicami trzeba mieć kilka rzeczy na uwadze:
- Noś rękawiczki aby uniknąć bezpośredniego kontaktu skóry z żywicą
• Prosta maseczka ochronna jest zalecana - Przechowuj poza zasięgiem dzieci i zwierząt
- Dobrze wstrząśnij butelkę przed każdym użyciem, przez ok 10 sekund (najpierw upewnij się, ze zakrętka jest dobrze dokręcona)
- W przypadku kontaktu żywicy ze skórą/oczami, umyj te miejsca woda
- Jeśli po kontakcie z żywicą skóra swędzi lub czujesz jakiegoś rodzaju dyskomfort, to zasięgnij porady lekarza
- Chron przed światłem i trzymaj ją w opakowaniach nieprzepuszczających światła
- Przechowuj w temperaturze pokojowej (18°-32°C) - niższa temperatura zmniejsza lepkość żywicy
- Chron przed kurzem
- Żywice wydzielają opary - wentyluj pomieszczenie podczas druku
- Niektórzy ludzie mogą wykazywać uczulenia na żywice - jeśli doświadczasz jakiegoś dyskomfortu (swędzenie, wysypki), to przestań używać urządzenia i zasięgnij porady lekarza.

Nie wyrzucaj butelek po żywicy (zarówno zawierających żywicę, jak i pustych) od normalnego kosza na śmieci.
Żywice powinny być traktowane jako płyn niebezpieczny z przestrzeganiem obowiązującego prawa w zakresie utylizacji odpadów niebezpiecznych / chemikaliów. Specjalne beczki na pojemniki na olej możesz znaleźć na niektórych stacjach paliw i w podobnych miejscach.
9.2. Jakie żywice kupić?
Gdy szukasz żywic w sklepach, to zawsze sprawdzaj długość fali dla danej żywicy - określa ona, jakiej długości fale światła ultrafioletowego rozpoczynają proces utwardzania żywicy. Drukarka Original Prusa SL1S jest skalibrowana dla żywic 405nm i nie jest zamknięta na żywice konkretnych producentów. W związku z tym, że urządzenie ma otwarte źródło, to możesz wybrać dowolną markę żywicy, dopóki jest ona kompatybilna ze światłem o długości fali równej 405nm. Zawsze jednak ustawiaj rekomendowane czasy naświetlania dla Twojej żywicy - zbyt duże różnice w czasach mogą uszkodzić Twoją drukarkę (np. ustawienie czasu naświetlania 40 sekund dla żywicy, która została się w 2 sekundy).

Zwróć uwagę, że żywice wymagające długich czasów naświetlania wymagają ich również podczas późniejszej obróbki (np. utwardzania w Curing and Washing Machine)!
Żywice powinny być przechowywane w swoich oryginalnych i szczelnie zamkniętych opakowaniach, najlepiej w zaciemnionym miejscu ze stabilną temperaturą. Jeśli oryginalny pojemnik jest uszkodzony, to użyj innej, nieprzepuszczającej światła butelki i przelej do niej materiał przy pomocy dołączonego lejka z filtrem. Nie przechowuj żywic w butelkach po napojach, a jeśli już musisz to zrobić, to oznacz ją wyraźnie. Nie przechowuj żywic w zimnych miejscach, ponieważ mogą wtedy ulegać koagulacji.
9.3. Kalibracja niestandardowej żywicy
Nieprzerwanie testujemy nowe żywice i dodajemy je do listy obsługiwanych przez SL1S oraz udostępniamy opcję dla zaawansowanych użytkowników, którzy używają specjalnych żywic i chcieliby dostroić ustawienia pod nie.

W paczce z przykładowymi wydrukami znajduje się teraz nowy plik stłużący kalibracji żywicy. Jeśli użytkownik uruchomi drukowanie tego pliku, to system rozpozna go i rozpocznie kalibrację. Wydrukowanych zostanie osiem modeli kalibracyjnych z różnymi czasami naświetlania (ustawionymi przez użytkownika), pozwalając ocenić wyniki i ustawić najlepszy czas naświetlania dla danej żywicy. Artykuł Wydruk kalibracyjny żywicy dla SL1S szczegółowo opisujący procedurę znajdziesz na help.prusa3d.com/pl
10. Paczka z oprogramowaniem/sterownikami
Udostępniamy użytkownikom drukarek Original Prusa paczkę przydatnych programów i narzędzi nazwaną "Drivers and Apps" (Oprogramowanie i Sterowniki). Możesz pobrać ją ze strony https://www.prusa3d.pl/sterowniki/
Paczka ta zawiera m.in. zawsze najnowszą stabilną wersję PrusaSlicer oraz kilka przykładowych modeli, które mogą być użyte do przetestowania Twojej drukarki 3D.
Możesz również pobrać PrusaSlicer w wersjach alfa i beta z naszego oficjalnego kanału na GitHubie pod adresem http://www.github.com/prusa3d
11. Kontrolowanie drukarki przez przeglądarkę internetową
Możesz zarządzać swoją drukarką Original Prusa SL1S SPEED przez przeglądarkę internetową - nawet na urządzeniach mobilnych (w sieci lokalnej) przez interfejs sieciowy o nazwie Prusa Link. Pozwala on na przesyłanie plików, zdalne uruchamianie wydruków i sprawdzanie stanu drukarki podczas pracy.
- Podłącz drukarkę do sieci zgodnie z rozdziałem 4.4 Podłączenie do sieci
- Sprawdź adres IP oraz nazwę użytkownika/hasło. Zobacz rozdział 7 Połączenie Slicera z SL1S, gdzie znajdziesz informacje o wyświetlaniu adresu IP oraz danych do logowania.
Otwórz wybraną przeglądarkę internetową i wpisz adres IP drukarki.3.
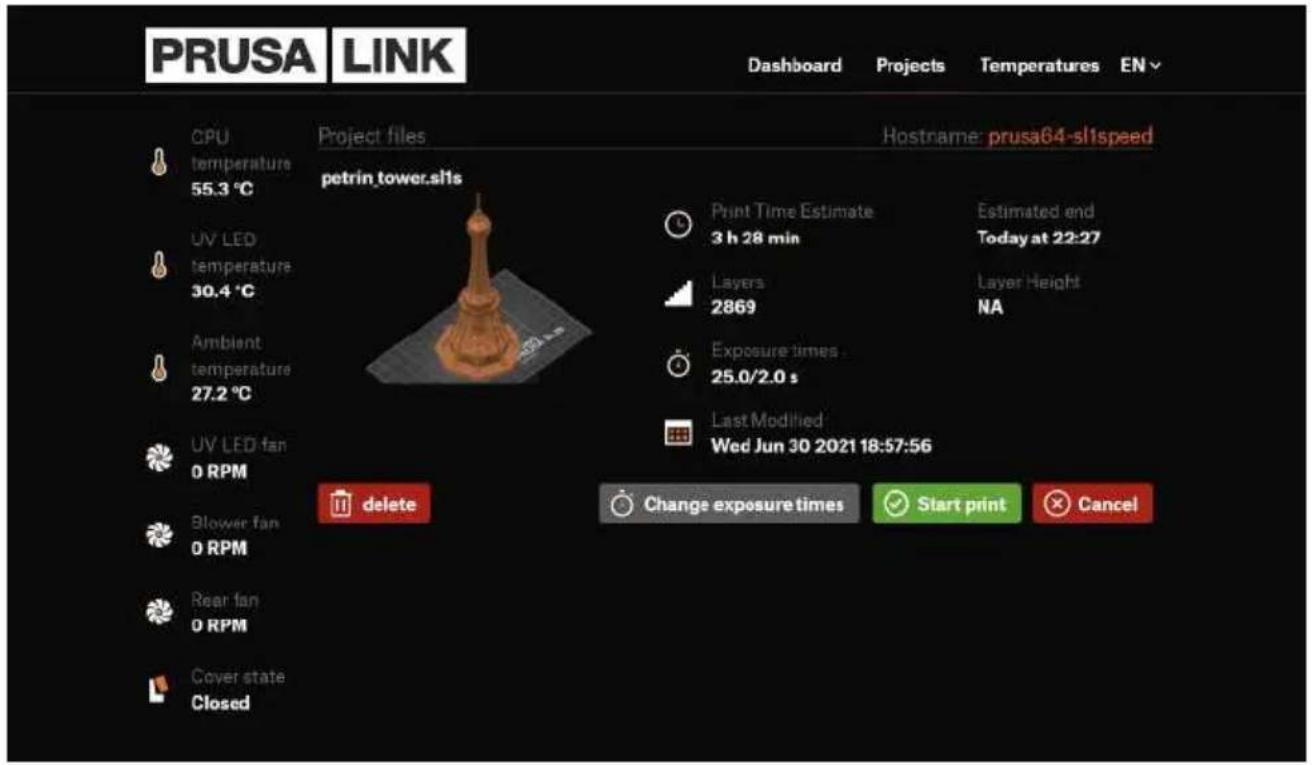
12. Akcesoria opcjonalne
Rozważ zakup kilku rzeczy, które mogą sprawić, że Twoje doświadczenia z drukiem 3D będą bezpieczniejsze i wygodniejsze.
12.1. Original Prusa Curing and Washing Machine - CW1S (Maszyna do Utwardzania i Mycia)
Wydruki z żywicy są zazwyczaj dość miękkie i lekko kleiste. Aby je wyczyścić i osiągnąć odpowiednie właściwości powierzchni, muszą być umyte, wysuszone i utwardzone. Ten proces wymaga umycia wydruku w alkoholu izopropylowym, wysuszenia używając gorącego powietrza i utwardzenia przy użyciu światła UV - zobacz rozdział 5.1 Suszenie i Utwardzanie Wydruków.
Aby ten proces był szybszy, łatwiejszy i wygodniejszy, zaprojektowaliśmy urządzenie 4-w-1, nazwane Curing and Washing Machine (w skrócie CW1, czyli maszyna do utwardzania i mycia). Jest ona sprzedawana jako osobne akcesorium i redukuje dość skomplikowany i brudnawy proces do kilku minut. Więcej informacji o tym urządzeniu znajdziesz w naszym sklepie internetowym na https://www.prusa3d.com.

natural_image
Product photo of an PRUSA CW15 kitchen appliance, a wire basket, and a stainless steel baking pan (no visible text or symbols)12.2. Folia FEP - Oryginalna i zamiennik
Original Prusa SL1S jest dostarczana z zapasową folią FEP, która stanowi przezroczyste dno zbiornika na żywicę. Ponieważ ten element jest eksploatacyjny (uniknie degradacji podczas używania), to od czasu do czasu będzie wymagać wymiany. W porównaniu z niektórychi drukarkami 3D innych producentów, nie musisz wymieniać całego zbiornika, wystarczy wymienić folię.
Możesz zamówić nową folię FEP w naszym sklepie internetowym na https://www.prusa3d.com. Proces wymiany folii FEP jest opisany w rozdziale 14.1 Wymiana folii FEP, na końcu tego podręcznika.
Kilka rzeczy dotyczących folii FEP, które warto mieć na uwadze:
- Nie musisz używać wyłącznie naszej folii FEP - masz swobodę wyboru folii z innych sklepów.
- Folia FEP jest materiałem eksploatacyjnym - to oznacza, że jej powierzchnia uniknie degradacji podczas używania. Naszym celem jest jednak jej łatwa i niedroga wymiana. Możesz kupić folię FEP w naszym e-sklepie.
- Zachowaj najwyższą ostrożność podczas posługiwania się zbiornikiem. Trzymaj go z dala od ostrych obiektów, które mogłyby uszkodzić jego dno. Folia FEP nie podlega gwarancji jeśli została przebita, zarysowana lub uszkodzona w inny sposób.
Oczywście możesz użyć folii FEP z własnego źródła. Pamiętaj jednak, że grubość folii ma wpływ na jakość wydruku, a folie z naszego sklepu mają odpowiednie wymiary i otwory pod śruby. Grubsza folia bardziej rozprasza światło, więc w takim przypadku wydruki mogą tracić na szczegółowości. Z drugiej strony, zbyt cienka folia FEP jest bardziej narażona na uszkodzenie.

Nie używaj dołączonej metalowej szpachelki do usuwania czegokolwiek przyczepionego do folii FEP. Nie rób tego również paznokciami, śrubokrętem ani innymi ostrymi przedmiotami! Możesz czyścić folię FEP alkoholem izopropylowym, alternatywnie użyj ciepłej wody z płynem do mycia naczyń.

natural_image
Hand in orange glove opening a black plastic box with yellow interior (no text or symbols visible)12.3. Dodatkowe akcesoria
Opcjonalne akcesoria, których zakup warto rozważyć:
- Ręczniki papierowe - do czyszczenia drukarki, osuszania wydruków...
- Alkohol izopropylowy - do mycia wydruków
- Cerata - aby zapobiec rozprzestrzenianiu się rozlanej żywicy i ułatwić czyszczenie
- Pipeta - do usuwania większych kropli/plam żywicy
• Maseczka / rękawiczki ochronne
13. Regularna konserwacja drukarki
Pomimo tego, że Original Prusa SL1S posiada wiele inteligentnych czujników i została zaprojektowana z myślą o łatwości użytkowania, to nadal jest urządzeniem i wymaga regularnej konserwacji. Jest kilka kluczowych obszarów, które wymagają uwagi, jeśli chcesz utrzymać drukarkę w dobrym stanie przez długi czas.
13.1. Utrzymuj drukarkę w czystości
Kluczem do bezproblemowego doświadczenia z użytkowania jest przede wszystkim utrzymanie drukarki w czystości. Żywice są płynami i łatwo można je rozlać. Zawsze, gdy używasz drukarki, upewnij się, że nigdzie nie pozostawiasz kropli lub plam z żywicy. Płynna żywica zestali się nawet w świetle słonecznym, co sprawi, że będzie znacznie trudniejsza do usunięcia, niż w formie płynnej.
Podczas wyciągania platformy roboczej / zdejmowania wydruków uważaj, aby nie rozlać żywicy na drukarkę. Zawsze trzymaj ręczniki papierowe obok drukarki, aby natychmiast zetrzeć krople/plamy z żywicy. Aby efektywniej je usuwać, użyj materiału/ręcznika nasiąkniętego alkoholem izopropylowym. Dla bardziej wrażliwych powierzchni (np. wyświetlacza) użyj mieszanki wody i środka do mycia naczyń.
Dobrą metodą jest podłożenie ceraty pod drukarkę dla łatwiejszego czyszczenia. Jednakże zachowaj ostrożność - cerata nie może blokować wentylatora znajdującego się na spodzie drukarki.

Nie używaj acetonu, IPA ani alkoholu etylowego do czyszczenia pokrywy!
Pokrywa jest wykonana ze szkła akrylowego i jest pokryta powłoką blokującą dostęp światła UV do komory. Możesz czyścić ją standardowymi produktami do czyszczenia szyb. Nie używaj acetonu, IPA i alkoholi technicznych - uszkodzą one szkło akrylowe.
13.2. Utrzymanie folii FEP / zbiornika
Dobrą praktyką jest opróżnianie zbiornika z żywicy po każdym wydruku - mogą znajdować się w nim utwardzone, niewidoczne drobinki żywicy, które mogłyby uszkodzić folię FEP przy kolejny wydruku. Użyj lejka, aby przelać żywicę do innego pojemnika. Użyj nowego, aby nie pomieszać używanej żywicy ze świeżą.
Przyjrzyj się zbiornikowi na żywicę przed i po każdym wydruku. Zwróć uwagę na rysy, wgniecenia i dziury. Jeśli folia FEP jest uszkodzona, to wymień ją natychmiast, aby uniknąć ryzyka rozlania żywicy.
Jeśli folia FEP ma szarawy nalot, to możesz przywrócić jej pierwotny wygląd poprzez umycie jej w ciepłej wodzie z odrobiną płynu do mycia naczyń (lub nawet zwykłego mydła) przed kolejnym wydrukiem. Nie drukuj z brudną lub uszkodzoną folią FEP, ponieważ wpłynie to negatywnie na jakość wydruku. Może nawet spowodować uszkodzenie drukarki.

natural_image
Two transparent rectangular metal enclosure cases with mounting holes, shown against a dark background (no text or symbols visible)W naszej Bazie Wiedzy pod adresem https://help.prusa3d.com/pl znajdziesz instrukcję wymiany folii FEP.
13.3. Czyszczenie zbiornika i folii FEP
Wszelkie utwardzone kawałki żywicy pozostawione w zbiorniku po wydruku mogą powodować nieudane wydruki (dziury, brakująca geometria), a nawet uszkodzenie wyświetlacza. Firmware w wersji 1.7.0 wprowadza funkcję czyszczenia zbiornika w poszukiwaniu utwardzonych fragmentów lub innych zanieczyszczeń pozostawionych na dnie.
Działa to w ten sposób, że pojedyncza warstwa całej przestrzeni roboczej jest utwardzana jednocześnie, wychwytując wszelkie stałe elementy, które mogły spaść na dno zbiornika. Następnie można ją łatwo usunąć za pomocą adaptera czyszczącego umieszczonego w zbiorniku przed uruchomieniem procedury czyszczenia.
Zalecamy przeprowadzenie procedury czyszczenia przed każdym wydrukiem, chyba że żywica została przed chwilą wymieniona i zbiornik został wyczyszczony ręcznie.
Zaczynając od firmware 1.7.0, wprowadzamy nową funkcję o nazwie "Czyszczenie zbiornika żywicy" oraz specjalny adapter, który możesz pobrać z Printables.com i wydrukować. Funkcję tę można znaleźć w menu LCD - Sterowanie - Czyszczenie zbiornika.

Procedura czyszczenia zbiornika na żywicę została opisana w przewodniku krok po kroku w naszej internetowej Bazie Wiedzy. Odwiedź stronę https://prusa.io/sl1s-resin-tank-cleaning lub zeskanuj kod QR po lewej stronie, aby wyświetlić szczegółowy przewodnik.
13.4. Utrzymanie platformy roboczej
Platforma powinna być dokładnie wyczyszczona po każdym wydruku - na platformie zazwyczaj zostanie trochę żywicy. Użyj ręcznika papierowego lub szpachelki, aby wytrzeć platformę do czysta, następnie odkręć ją i wyciągnij wraz z wydrukiem.
Po ściągnięciu wydruku z platformy, użyj alkoholu izopropylowego i ręczników papierowych, aby dokładnie ją wyczyścić. Pozostawienie płynnej żywicy na platformie przez dłuższy czas może prowadzić do jej utwardzenia.
Po zdjęciu wydruku użyj metalowej szpachelki, aby zeskrobać resztki żywicy i wytrzyj spód do czysta ręcznikiem papierowym - upewnij się, że platforma jest czysta i błyszcząca przed rozpoczęciem kolejnego wydruku. Wszelkie pozostałości na platformie (kawałki podpór, podkładki) mogą uszkodzić dno zbiornika lub nawet wyświetlacz. Rysy na platformie roboczej nie wpłyną na jakość wydruku.

Wysusz dokładnie platformę po wyczyszczeniu jej przy pomocy alkoholu izopropylowego!
13.5. Konserwacja ekranu naświetlającego
Użyj wilgotnej ściereczki lub sprayu do czyszczenia LCD, aby utrzymać szkło / wyświetlacz LCD w czystości. Nie używaj twardych materiałów (takich jak np. papier ścierny) lub niskiej jakości ręczników papierowych, inaczej możesz porysować powierzchnię. Przed rozpoczęciem drukowania upewnij się, że wyświetlacz jest czysty i nie ma na nim smug, plam, rys i pęknięć.

Nie używaj ostrych narzędzi, jak metalowe szpachelki, noże, płaskie śrubokręty itp. do usuwania zabrudzeń lub żywicy ze szkła ochronnego. Zamiast tego użyj alkoholu izopropylowego lub płynu do mycia naczyń w połączeniu z miękkim ręcznikiem papierowym. Pozwoli to uniknąć zarysowań wyświetlacza.
13.6. Pokrywa akrylowa
Pokrywa ma trzy podstawowe funkcje: chroni drukowany model przed potencjalnym uszkodzeniem, utrzymuje opary żywicy wewnątrz i blokuje znaczną część światła ultrafioletowego przed dostaniem się do wnętrza komory. Ostatnia cecha jest szczególnie ważna - jeśli zostawisz żywicę w zbiorniku i zostawisz otwartą pokrywę, to może ona szybko stwardnieć, w zależności od otoczenia.

Pokrywa nie zatrzyma 100% światła UV - nie stawiaj drukarki 3D obok okna, ponieważ światło słoneczne może utwardzić żywicę znajdującą się w zbiorniku.
Oznacza to również, że czujnik otwarcia pokrywy nie powinien być wyłączany. Obserwowanie druku może być kuszące, ale dla lepszych rezultatów i większego bezpieczeństwa, utrzymuj pokrywę zamkniętą podczas pracy. Oczywiście możesz ją otworzyć dla szybkiego sprawdzenia i zamknąć.
Nie uruchamiaj drukarki ze zdjętymi dolnymi panelami obudowy lub bez innych części. Obudowa pomaga zachować światło UV wewnątrz.
Możesz myć pokrywę płynem do mycia szyb. Nie myj jej alkoholem izopropylowym, etylowym ani acetonem! Nie używaj twardych materiałów do jej wycierania (np. papieru ściernego, twardych gąbek).
13.7. Światło UV i potencjalne zagrożenie dla zdrowia
Oczy są bardzo wrażliwe na światło i promieniowanie UV, ponieważ rogówka wchłania jego duże ilości. Wystawianie rogówki na przedłużone działanie światła ultrafioletowego może prowadzić do jej uszkodzenia, zwyrodnienia plamki żółtej lub zaćmy - wszystkie te schorzenia prowadzą do ślepoty.
Dlatego Original Prusa SL1S została zaprojektowana tak, aby zatrzymać światło UV w środku, co oznacza, że przestrzegając instrukcji, podczas normalnego użytkowania nie narażasz się na ryzyko związane z promieniowaniem UV.

NIE PATRZ BEZPOŚREDNIO W ŚWIATŁO UV I NIE DRUKUJ ZE ZDJĘTĄ POKRYWA! Jeśli chcesz sprawdzić działanie panelu UV LED, to popatrz na niego przez swój telefon z włączoną aplikacją aparatu lub zrób zdjęcie tak, aby nie patrzeć bezpośrednio w światło ultrafioletowe.
13.8. Czyszczenie wentylatorów z kurzu
Dobrym nawykiem jest czyszczenie wentylatorów od czasu do czasu, zwłaszcza, jeśli masz w domu zwierzęta. Czas od czyszczenia do czyszczenia zależy od środowiska, w którym używasz SL1S. Generalnie, dobrze jest przejrzeć drukarkę co 6-8 tygodni. W środku drukarki znajdują się trzy wentylatory. Dostęp do bocznego wentylatora zapewnia odkręcenie głównej pokrywy korpusu.
Najpierw wyłącz drukarkę i odłącz przewód zasilający. Odnajdź osiem śrub umieszczonych na bocznych panelach (po cztery na stronę) i odkręć je kluczem inbusowym. Następnie ostrożnie wysuń pokrywę korpusu. Zachowaj ostrożność, aby nie uszkodzić żadnego z przewodów idących do włącznika. Te czynności zapewnią Ci lepszy dostęp do dwóch wentylatorów. Użyj spreżonego powietrza, aby ostrożnie je przedmuchać.
Trzeci wentylator jest umieszczony w tylnej części drukarki. Odnajdź dwie śruby mocujące małą pokrywę i odkręć je. Otwórz pokrywę i przedmuchaj wentylator sprężonym powietrzem.

Nie dmuchaj sprężonym powietrzem w obracający się wentylator!
Pod ekranem i reflektorem może się również zbierać kurz. Możesz ostrożnie wyczyścić te części przy użyciu sprężonego powietrza. Najpierw odkręć osiem śrub mocujących wyświetlacz, następnie wyciągnij go powoli i ostrożnie - zwrócić szczególnie uwagę na przewody. Nakieruj strumień sprężonego powietrza z odległości ok. 30 cm, aby delikatnie zdmuchnąć kurz. Nie używaj ostrych ani twardych narzędzi/przedmiotów!
13.9. Wymiana filtra węglowego
Od czasu do czasu sprawdź kondycję filtra węglowego. Filtr węglowy jest umieszczony z tyłu drukarki, pod małymi drzwiczkami. Użyj klucza inbusowego, aby odkręcić 2 śrubki. Otwórz drzwiczki i wyciągnij filtr. Sprawdź, czy jest w dobrym stanie i wymień go, jeśli tak nie jest.
13.10. Obsługa kolumny
Kolumna (oś Z ze śrubą kulową i wspornikiem) nie wymaga prawie żadnej obsługi. Jeśli drukarka zacznie wydawać niechiane dźwięki przy podnoszeniu i opuszczaniu platformy, to nałoż odrobinę smaru na śrubę kulową - każdy dobry jakościowo smar się nada.
13.11. Utrzymanie mechanizmu przechyłu
Klucz do długiej i gładkiej pracy przechylanej platformy ze zbiornikiem jest prosty: utrzymuj ją tak czystą, jak to możliwe. Rozważ zakup plastikowej tacki ochronnej (akcesorium opcjonalne), aby używać jej zawsze, gdy posługujesz się żywicą lub platformą roboczą z wydrukiem. Ochroni ona mechanizm przechyłu przed oblaniem go żywicą.
14. Rozwiązyanie problemów sprzętowych
Informujemy, że szczegółowe artykuły dot. rozwiązywania problemów sprzętowych będą dostępne tylko online, pod adresem https://help.prusa3d.com/pl.
14.1. Wymiana folii FEP / dna zbiornika
Folia FEP służąca za dno zbiornika na żywicę jest materiałem eksploatacyjnym. Oznacza to, że będzie ulegać zużyciu z czasem - jest to normalne zachowanie. Folia FEP używana w SL1S nie jest zastrzeżona, co oznacza, że możesz ją kupić gdziekolwiek chcesz. W takim przypadku musisz jedynie przygotować szablon do wycięcia otworów na śruby, który możesz pobrać z naszej strony z projektem Original-Prusa-SL1 na github.com/prusa3d. Możesz oczywiście kupić ją również w naszym sklepie internetowym.**
Proces wymiany folii FEP jest opisany w naszej bazie wiedzy: https://help.prusa3d.com.

natural_image
Close-up of a damaged wall with visible cracks and debris, no text or symbols presentEkstremalny przypadek uszkodzenia folii FEP

Skalibruj drukarkę po wymianie folii FEP!
14.2. Wymiana wyświetlacza druku
Wyświetlacz druku (naświetlający) jest elementem eksploatacyjnym i zużywa się wraz z użytkowaniem. Wyraźne artefakty na wydrukach (np. brakujące elementy, żywica losowo utwardzona w różnych miejscach w zbiorniku) zazwyczaj oznaczają konieczność wymiany modułu LCD. Zanim to zrobisz, upewnij się, że znasz procedurę rozwiązywania problemów opisaną w tym "Podręczniku", aby upewnić się, że problem nie leży gdzie indziej (może to być np. zabrudzona folia FEP, niewłaściwie skalibrowana drukarka i inne). Możesz zamówić nowy wyświetlacz w naszym sklepie internetowym na https://www.prusa3d.com - upewnij się, że jesteś zalogowany, aby widzieć sekcję części zamiennych.
Po otrzymaniu nowego wyświetlacza przejdź na help.prusa3d.com/pl, gdzie znajdziesz instrukcję wymiany (Original Prusa SL1S - Używanie drukarki - Wymiana wyświetlacza druku).
14.3. Rozlana żywica
Zawsze zachowaj ostrożność przy posługiwaniu się płynną żywicą. Jeśli dostanie się do środka drukarki (np. przez pochylaną platformę), to natychmiast wyłącz drukarkę i odłącz przewód zasilający.
Znajdź osiem śrub na obudowie drukarki (po cztery na stronę), odkręć je i zdejmij metalowe pokrywy korpusu. Oceń skalę problemu: jeśli w środku jest tylko kilka kropli, to bardzo prawdopodobne, że reszta zatrzymała się na mechanizmie pochylania zbiornika. Wytrzyj je dokładnie i upewnij się, że nie ma ich w innych miejscach. Następnie zamontuj pokrywy i sprawdź, czy wszystko działa.
W przypadku poważnego zalania (np. płyty głównej), pozostaw drukarkę wyłączoną i skontaktuj się z naszym wsparciem technicznym.
15. Rozwiązywanie problemów z jakością druku
Drukując na drukarkach SLA możesz napotkać kilka problemów z jakością wydruków. Ta sekcja pomoże Ci je rozpoznawać i rozwiązywać.
15.1. Usuwanie obiektu przyklejonego do dna zbiornika
Jeśli pierwsza warstwa nie przykleiła się do platformy roboczej, to została na dnie zbiornika. Nie ważne jak duża jest, mamy szybki i bezpieczny sposób, który pomoże Ci odkleić ją od folii FEP bez jej uszkadzania:
Odkręć zbiornik na żywicę i zdejmij go1.
Weź pusty pojemnik i włóż dołączony lejek z filtrem we wlew2.
Jeden z narożników zbiornika ma inny kształt - tej strony użyj do przelania żywicy ze zbiornika3. do innego pojemnika. Wlewaj żywicę zawsze do innego pojemnika - nie mieszaj jej z nieużywaną żywicą, zwłaszcza w przypadku nieudanego wydruku.
Wytrzyj zbiornik do sucha miękkim ręcznikiem papierowym. Warstwa, która przywarła do dna4. powinna być widoczna.
Trzymaj zbiornik poziomo i używając opuszek palców naciśnij od dołu na folię FEP. Pozwoli5. to odkleić warstwę od dna. Nie używaj zbyt dużej siły i nie rób tego paznokciami. Jeśli warstwa jest większa, to zacznij od krawędzi i odklejaj ją ruchem okrężnym. Odklejaniu warstwy z folii FEP zazwyczaj towarzyszy dźwięk - oznacza on, że robisz to skutecznie.
Po usunięciu przyklejonej warstwy wyczyść drukarkę oraz zbiornik i spróbuj wydrukować któryś z modeli przykładowych. Jeśli wydruk znów się nie powiedzie, to powtórz procedurę kalibracji. Najczęstszą przyczyną problemów jest niewłaściwy odstęp platformy roboczej od dna zbiornika.
15.2. Pierwsza warstwa nie trzyma się (brak adhezji)
Jeśli podczas drukowania zauważysz, że na platformie roboczej nie pojawia się żaden wydruk, to zazwyczaj oznacza to, że pierwsza warstwa nie przykleiła się, lub wydruk odkleił się w trakcie. Spróbuj wydrukować model przykładowy (pocięty wcześniej), aby wykluczyć problemy z cięciem.
Istnieje wiele powodów, dla których pierwsza warstwa nie przykleja się do platformy roboczej:
a) Platforma robocza nie jest odpowiednio przymocowana
Platforma robocza nie jest prawidłowo przymocowana. Upewnij się, że czarne pokrętło na wsporniku jest dobrze dokręcone. Luźna platforma robocza nie jest w stanie zatrzymać się w odpowiedniej pozycji, a pierwsza warstwa nie przyklei się.
Rozwiązanie: Dokręć czarne pokrętło nad platformą.
b) Dno zbiornika jest zamglone/brudne
Zanim wlejesz żywicę do zbiornika, upewnij się, że jego dno (folia FEP) jest całkowicie przejrzyste. Zamglona, brudna lub uszkodzona folia FEP będzie miała negatywny wpływ na jakość wydruku, a nawet może blokować światło UV w stopniu, który uniemożliwi żywicy zestalenie się.
Rozwiązanie: Wyczyść folię FEP używając ciepłej wody z odrobiną płynu do mycia naczyń i wytrzyj do sucha miękkim ręcznikiem papierowym. Niskiej jakości (twardy) ręcznik papierowy może zostawić rysy na powierzchni.
c) Nieprawidłowe ustawienia cięcia
Kilka rzeczy może być ustawionych nie tak podczas cięcia - niewłaściwe czasy naświetlania, złę ustawienie modelu lub brak podpór.
Upewnij się, że masz ustawione zalecane czasy naświetlania dla żywicy, której używasz. Przetestowaliśmy ponad setkę różnych żywic i ciągle sprawdzamy nowe, abyśmy mogli dodawać dopasowane profile materiałów do PrusaSlicer.
Rozwiązanie: Potnij model ponownie używając ustawień domyślnych i spróbuj wydrukować go ponownie lub spróbuj wydrukować któryś z modeli przykładowych, aby wykluczyć błędy cięcia. Czasy naświetlania dla pierwszych warstw powinny być znacznie dłuższe niż dla reszty warstw - nawet 25 sekund, aby zapewnić odpowiednie przyleganie do platformy roboczej.
d) Niewłaściwe położenie modelu na platformie / niewystarczające podpory
Niewłaściwe położenie modelu może być kolejną przyczyną nieprawidłowej adhezji. Po utwardzeniu każdej warstwy drukarka musi odkleić wydruk od dna zbiornika. Jeśli duża część wydruku trzyma się na pojedynczej podporze, to nie będzie ona w stanie sprostać siłom przylegania, co sprawi, że oderwie się od platformy.
Rozwiązanie: Odnieś się do rozdziału 6. Drukowanie własnych modeli, aby dowiedzieć się, jak prawidłowo umieścić i pociąć model.
e) Żywica zmieszana z IPA
Żywica mogła zostać rozcieńczona alkoholem izopropylowym (np. podczas czyszczenia platformy roboczej) i jej właściwości zmieniły się, uniemożliwiając utwardzenie.
Rozwiązanie: Wyczyść dokładnie zbiornik, uzupełnij świeżą żywicą i spróbuj ponownie.
f) Drukarka nie jest właściwie skalibrowana
Możliwe jest, że coś uległo zmianie od ostatniej kalibracji drukarki - np. jakieś części zostały wymienione lub drukarka została przeniesiona.
Rozwiązanie: Zalecana jest ponowna kalibracja. Odnieś się do rozdziału 4.2 Kalibracja dla instrukcji krok po kroku.
g) Wadliwy wyświetlacz druku lub panel UV LED
Jeśli pierwsza warstwa nie przykleiła się do platformy roboczej i nie jest również przyklejona do dna zbiornika, to zazwyczaj oznacza to, że w ogółe nie została wydrukowana. Możliwą przyczyną jest wada wyświetlacza druku lub odłączony panel UV LED.
Rozwiązanie: Odnieś się do przewodników rozwiązywania problemów online na https://help.prusa3d.com, aby dowiedzieć się więcej o diagnozowaniu działania obydwoch elementów.
15.3. W drukowanym modelu brakuje kilku elementów
W niektórych przypadkach, wydruk może zostać ukończony nawet, jeśli któreś z elementów nie wydrukują się w pełni, ale zazwyczaj spowoduje to niepowodzenie całego procesu. Spróbuj wydrukować któryś z przykładowych modeli, aby sprawdzić, czy problem się powtarza.

natural_image
Golden 3D-printed statue of a warrior figure with spiked arms, standing beside a lattice structure (no visible text or symbols)Wojownik nie ma całego prawego ramienia a część tarczy jest uszkodzona.
Są dwa główne powody (i trzeci, rzadziej występujący) braku elementów drukowanych modeli i zazwyczaj sprowadzają się one do niewłaściwych ustawień cięcia:
a) Brak podpór
W rozdziale 6.5 Cięcie modeli dla SL1S znajdziesz informacje o prawidłowym umieszczeniu modelu i generowaniu podpór. Pamiętaj, że żaden z elementów modelu nie może zaczynac się "w powietrzu" i, że drukarka ma pewien próg możliwości drukowania zwisów.
Rozwiązanie: Popraw ustawienia podpór w PrusaSlicer, potnij model jeszcze raz i postaraj się wydrukować go jeszcze raz. Jeśli problem nadal występuje, to spróbuj wydrukować model przykładowy, aby sprawdzić, czy to go rozwiąże. Jeśli nie, to problem może leżeć w wyświetlaczu druku lub panelu UV LED. W naszych przewodnikach rozwiązywania problemów na
https://help.prusa3d.com znajdziesz więcej informacji.
b) Niewłaściwe czasy naświetlania
Jeśli ustawisz niewłaściwe czasy naświetlania (szczególnie zbyt krótkie), to żywica nie będzie miała wystarczająco dużo czasu, aby się zestalić, co może skutkować brakiem szczegółów. Upewnij się, że ustawiasz czasy naświetlania odpowiednie dla Twojego wydruku.
Rozwiązanie: Upewnij się, że czasy naświetlania są zgodne z zalecanymi dla wybranej przez Ciebie żywicy.
c) Awaria sprzętowa
Inną możliwością (rzadziej występującą) jest wada Twojego wyświetlacza druku lub panelu UV LED, co może powodować nieprawidłowe wyświetlanie maski lub utwardzanie światłem UV tylko części modelu. Przeczytaj sekcję Rozwiązywanie Problemów Sprzętowych (Hardware Troubleshooting) na https://help.prusa3d.com, aby dowiedzieć się, jak zdiagnozować wady wyświetlacza druku i panelu UV LED.
15.4. W drukowanym modelu brakuje szczegółów
Drukarka 3D Original Prusa SL1S potrafi drukować modele z niesamowitą ilością szczegółów - malutkie zmarszczki na ubraniach figurek, struktura skóry, cienkie orurowania budynków... jednak brak takich drobnych detali (nie całych części modelu) może być powodowany przez nieprawidłowe czasy naświetlania.
a) Zbyt krótkie naświetlanie
Zbyt krótkie czasy naświetlania skutkują detalami "zlanymi" ze sobą. Zwiększ czasy naświetlania do wartości zalecanych, aby naprawić problem.
b) Prześwietlone warstwy
Długie czasy naświetlania powodują efekt "schodów" - warstwy nie będą łączyć się ze sobą gładko a niektóre szczegóły mogą zanikać. Ustaw zalecane czasy naświetlania, aby to naprawić.
15.5. Druk odrywa się od podpór
Jeśli model odkleja się od podpór w trakcie druku, to zazwyczaj wpada do zbiornika z żywicą a podpory zostają na platformie roboczej. Jest to często spowodowane połączeniem zbyt dużej wagi modelu i zbyt małej ilości podpór. Inną przyczyną może być drukowanie wydrażonego obiektu bez otworów drenażowych - wytwarza to siły ssące na dnie zbiornika, które nie pozwalają modelowi prawidłowo odseparować się od folii FEP.
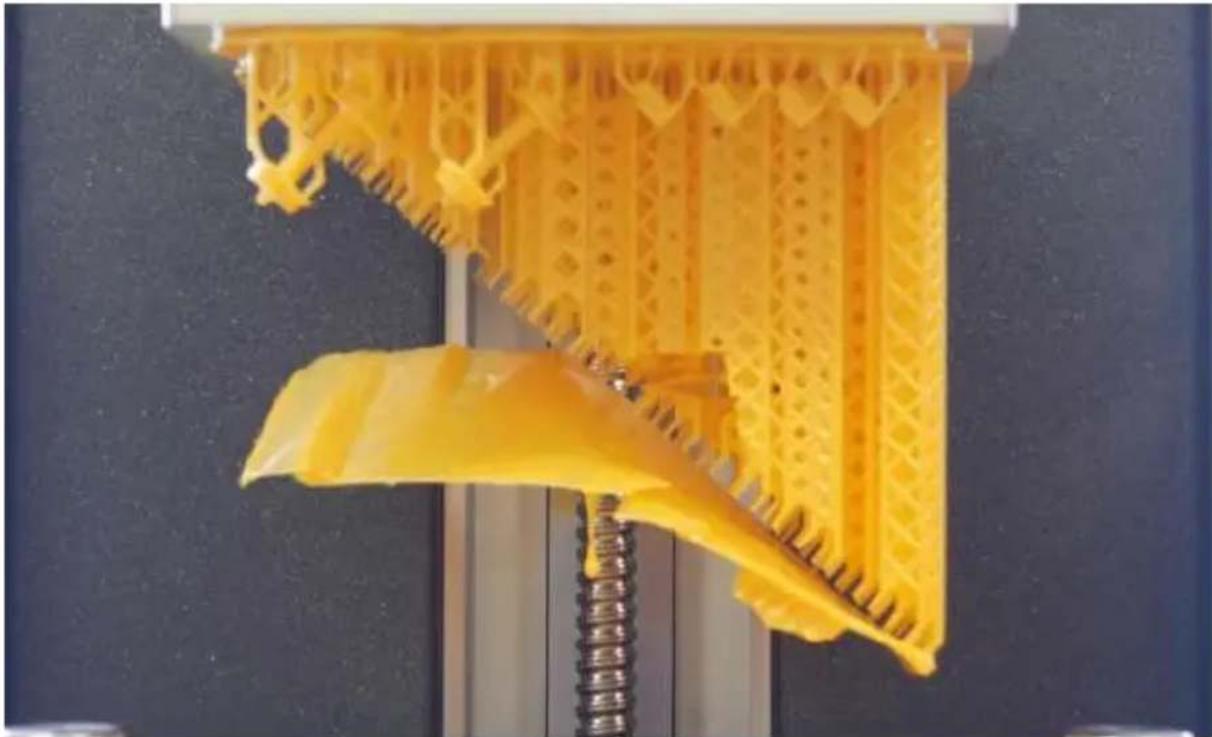
natural_image
Yellow 3D-printed mechanical component with textured surfaces and a coiled spring, mounted on a stand against a dark background (no text or symbols visible)Rozważ użycie PrusaSlicera do wydrążenia modelu. Zbyt ciężkie (pełne w środku) modele mogą obciążać podpory za bardzo, co w rezultacie prowadzi często do oderwania się od nich po przekroczeniu pewnej wagi.
Rozwiązanie: Zwiększ ilość podpór lub ich grubość. Sprawdź czasy naświetlania i ewentualnie zmień ja na zalecane wartości. Możesz również włączyć wolniejszy tryb drukowania - po wybraniu pliku w przeglądarce SL1S, możesz otworzyć menu "Ustawienia drukowania" i zmienić profil na wolniejszy (bezpieczniejszy).
15.6. Uszkodzone podpory
Złamane (lub częściowo brakujące) podpory są zazwyczaj spowodowane niewłaściwymi ustawieniami w PrusaSlicer - podpory mogą być zbyt cienkie lub czas naświetlania zbyt krótki. W niektórych przypadkach może to być również spowodowane awarią panelu UV LED lub brudną folią FEP.

natural_image
Yellow 3D-printed architectural model of a building structure on a red surface (no text or symbols visible)Rozwiązanie: Spróbuj wydrukować jeden z modeli przykładowych, aby sprawdzić czy problem pozostaje. Jeśli wydruk zakończy się bez problemów, to zresetuj swoje ustawienia w PrusaSlicer. Jeśli ten wydruk napotyka takie same problemy, to sprawdź folię FEP na dnie zbiornika - może być zanieczyszczona. W bardzo niewielu przypadkach może to być kwestia wadliwego panelu UV LED.
15.7. Wydruk jest krzywy / zdeformowany
Krzywy/zdeformowany wydruk jest zazwyczaj spowodowany lużnymi śrubami - może to być czarne pokrętło na wsporniku i/lub śruby zbiornika.
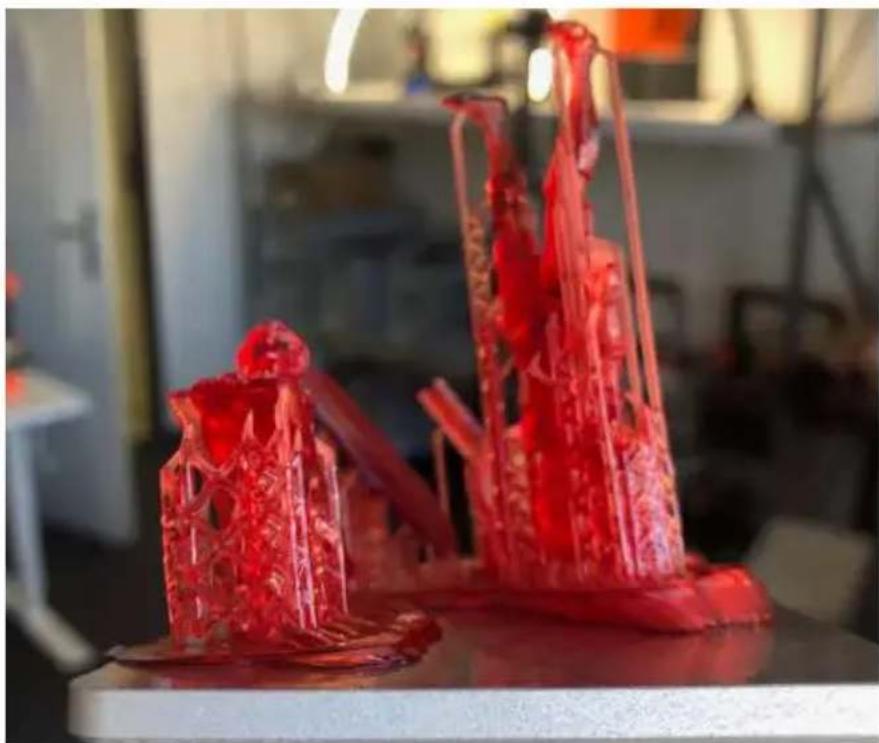
natural_image
Red 3D-printed sculptural models of abstract structures displayed on a reflective surface (no text or symbols visible)Rozwiązanie: Upewnij się, że drukarka jest prawidłowo skalibrowana, dokręć czarne pokrętło na wsporniku platformy oraz obydwie śruby zbiornika na żywicę z taką samą siłą.
15.8. Wydruk nie pojawia się / żywica się nie została
Jeśli wydruk nie pojawia się na platformie roboczej, ani też na dnie zbiornika z żywicą, to jest kilka możliwości: zbyt krótki czas naświetlania, wadliwy panel LED UV, wadliwy ekran LCD lub zbyt duże stężenie alkoholu izopropylowego w żywicy.
Rozwiązanie: Najpierw użyj świeżej żywicy. Jeśli używasz tej samej żywicy kilka razy, to może ona stracić swoje właściwości i możliwość zestalenia się. Sprawdź, czy panel UV LED i ekran LCD pracują prawidłowo - uruchom self-test drukarki i kalibrację, aby upewnić się, że sprzęt działa prawidłowo.
15.9. Wydruk ma bardzo widoczne warstwy
Nawet pomimo tego, że drukarki SLA osiągają dużo wyższe rozdzielczości niż drukarki FFF/FDM, to wciąż możesz dostrzec warstwy, jeśli przyjrzysz się bardzo dokładnie. Jeśli jednak wydaje Ci się, że są one zbyt wyraźne, to jest kilka rzeczy, które możesz spróbować poprawić.

natural_image
Close-up of a dark, glossy, textured object resembling a stylized human figure or mask, with no visible text or symbols.Rozwiązanie: Wydrukuj model przykładowy z dobrej/przetestowanej żywicy (np. z dołączonej butelki z Prusa Orange) i sprawdź, czy problem nadal występuje. Jeśli nie, to znaczy, że prawdopodobnie był spowodowany ustawieniami cięcia. Postaraj się obrócić model, aby zmienić kąty powierzchni. Również bardzo długie czasy naświetlania mogą powodować nadmiernie widoczne warstwy. Kolejną rzeczą jest mieszanie żywic lub stosowanie materiałów niskiej jakości - używaj świeżej, wysokiej jakości żywicy i wstrząsaj butelkę co najmniej 20 sekund przed wlaniem jej do zbiornika.
15.10. Rozwarstwianie / Nieprzyleganie warstw
Jeśli trafi Ci się problem rozwarstwiania, nieprzylegania warstw lub ich braku, to ich przyczyną zazwyczaj są błędy w pliku SL1S / STL - jest to inny przypadek, niż brak podpór. Inną przyczyną może być wadliwy panel UV LED lub zanieczyszczenia w zbiorniku z żywicą.
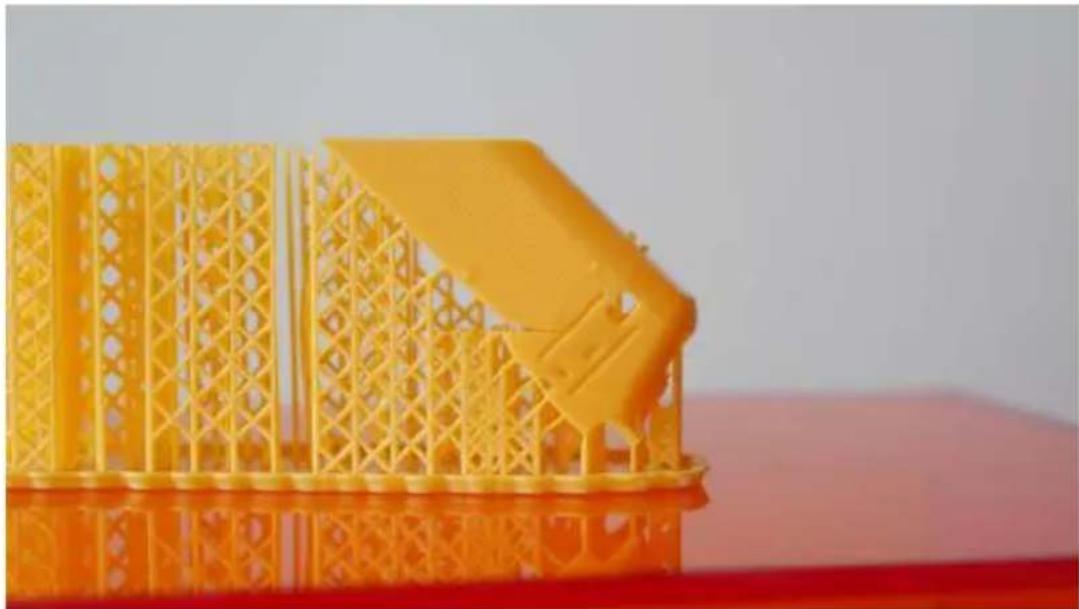
natural_image
Yellow 3D-printed architectural model of a building structure (no text or symbols visible)Rozwiązanie: Spróbuj wydrukować jeden z modeli przykładowych, aby sprawdzić czy problem pozostaje. Jeśli tak, to wyczyść prawidłowo zbiornik i spróbuj ponownie. Powtarzające się
problemy z brakiem warstw lub ich rozklejaniem się mogą być spowodowane wadliwym panelem UV LED - sprawdź, czy działa on prawidłowo. W innych przypadkach najprawdopodobniej będzie to błędny plik z modelem. Spróbuj pociąć go lub ściągnąć jeszcze raz.
15.11. Pofalowane warstwy
Większość żywic wykazuje tendencję do rozszerzania się o kilka mikrometrów po utwardzeniu. Ta rozszerzalność i towarzyszące jej siły mogą powodować falowanie warstw i ich oddzielanie. Są one jednak domeną dużych, litych warstw.

natural_image
Stacked orange blocks mounted on a gray base (no text or symbols visible)Rozwiązanie: Ten problem jest powodowany fizycznymi właściwościami żywic. Przemyśl wydrażenie problematycznego modelu, jeśli napotykasz falowanie warstw.
15.12. Duże otwory w drukowanych modelach
Rozwiązanie: Upewnij się, że folia FEP na dnie zbiornika jest idealnie czysta. Ostrożnie usuń wszelkie drobinki brudu / zestalonej żywicy. Jeśli folia FEP jest nieprzejrzysta, to możesz przywrócić jej wygląd przez umycie wodą z płynem do mycia naczyń.

natural_image
Close-up of a yellow rectangular dessert with a small, porous opening on top (no text or symbols visible)Rozwiązanie: Upewnij się, że folia FEP na dnie zbiornika jest idealnie czysta. Ostrożnie usuń wszelkie drobinki brudu / zestalonej żywicy. Jeśli folia FEP jest nieprzejrzysta, to możesz przywrócić jej wygląd przez umycie wodą z płynem do mycia naczyń.
16. FAQ - Często Zadawane Pytania
P: LEDy UV nie włączają się
O: Jeśli chcesz sprawdzić, czy panel UV LED działa poprawnie, to NIE PATRZ BEZPOŚREDNIO W ŚWIATŁO UV! Bezpiecznym sposobem sprawdzenia działania panelu jest użycie aparatu w smartfonie - patrz na panel UV LED przez ekran Twojego smartfona lub zrób zdjęcie i obejrzyj je. Możesz również położyć kartkę papieru na ekranie naświetlającym, następnie uruchomić test wyświetlacza: Menu Główne - Ustawienia - Kalibracja - Test wyświetlacza.
P: Drukarka nie może zostać skalibrowana - wydruki nie przylegają do platformy roboczej
O: Spróbuj wydrukować przykładowy model. Jeśli wydruk pozostaje przyklejony do dna zbiornika, to przeprowadź ponownie procedurę kalibracji. Jeśli to nie pomaga, to spróbuj wymienić folię FEP.
P: Drukarka wyświetla komunikat dotyczący przegrzewania
O: upewnij się, że drukarka jest umieszczona w pomieszczeniu, w którym temperatura otoczenia mieści się w zakresie 18-32°C. Sprawdź, czy wszystkie wentylatory obracają się i czy nic nie blokuje wlotów i wylotów powietrza. Drukarka powinna stać w odległości przynajmniej 20 cm od innych przedmiotów wokół, a najlepiej, gdyby ten dystans wynosił 30 cm.
P: Nośnik USB nie jest rozpoznawany lub wyświetla się błąd "Plik jest uszkodzony"
O: Spróbuj ponownie wyeksportować / skopiować plik SL1S. Jeśli błąd nadal występuje, to użyj innego nośnika USB.
P: Przeglądarka Wi-Fi nie pokazuje mojej sieci
O: Upewnij się, że w nazwie Twojej sieci nie ma żadnych niestandardowych znaków. Spróbuj zmienić nazwę sieci Wi-Fi i sprawdź, czy to rozwiązało problem.
P: Nie można połączyć się z otwartymi (publicznymi) sieciami bezprzewodowymi
O: Ze względów bezpieczeństwa, drukarka może łączyć się tylko z sieciami zabezpieczonymi przez WPA2.
P: Brak połączenia z Wi-Fi / Lan
O: Może być kilka przyczyn braku połączenia drukarki z Twoją siecią i ze względu na to, że każda sieć jest inna, to ciężko jest jednoznacznie wskazać przyczynę.
- Czy widzisz listę innych sieci WiFi w przeglądarce?
- Czy na pewno podajesz prawidłowe hasło?
- Czy inne urządzenia mogą połączyć się z Twoją siecią?
- Czy Twoja sieć pracuje z usługą DHCP i automatycznie przydziela adresy IP?
P: Drukarka nie włącza się
O: Czy przewód zasilający jest prawidłowo podłączony? Czy włącznik z tyłu drukarki znajduje się w pozycji "On" ("włączony")? Spróbuj odłączyć przewód zasilający i podłączyć go ponownie po kilku sekundach.
P: Ekran dotykowy LCD nie reaguje na dotyk
O: Wyświetlacz jest oparty na pojemnościowym panelu dotykowym i może nie wykrywać dotknięcia mokrego palca. Upewnij się, że masz suche ręce a ekran jest czysty.
P: Opary żywic są silnie wyczuwalne
O: Niektóre żywice wydzielają silniejszy zapach od innych. Uruchamiaj drukarkę tylko w dobrze wentylowanych pomieszczeniach. Rozważ zmianę żywicy na taką, której producent deklaruje wydzielanie słabiej wyczuwalnego zapachu. Całkowite wyeliminowanie zapachu jest jednak niemożliwe. SL1S jest wyposażona w tylny wentylator z filtrem z aktywnym węglem, który ma opcję dołączenia przewodu (nie jest częścią zestawu).
P: Pokrywa drukarki była otwarta i żywica zaczeła utwardzać się w zbiorniku
O: W większości przypadków możliwe jest "uratowanie" zbiornika, czasami nawet folii FEP, w zależności od tego ile żywicy zostało zostalone. Wyciągnij zbiornik z drukarki, przygotuj większy pojemnik (np. wiaderko) i ostrożnie usuwaj żywicę przy użyciu metalowej szpachelki. Jeśli uszkodzisz folię FEP, to możesz ją wymienić podążając za instrukcjami w tym Podręczniku.

natural_image
Abstract geometric logo with orange shapes on black background (no text or symbols)Printables
by JOSEF PRUSA
DRUKUJ I DZIEL SIĘ! DOŁĄCZ DO NASZEJ SPOŁECZNOŚCI!
Pobieraj modele 3D za darmo z printables.com i bierz udział w konkursach projektowych!
Śledź nas, aby uzyskać porady, przewodniki, inspirujące filmy i niesamowite wydruki 3D!
Podziel się swoimi wydrukami oznaczając je