
AutoDrive S - 工业机器 LINCOLN ELECTRIC - 免费用户手册
免费查找设备手册 AutoDrive S LINCOLN ELECTRIC PDF格式.

| 产品类型 | 机器人焊接送丝机 |
| 尺寸(长 x 宽 x 高) | 231 x 191 x 213 mm |
| 重量 | 6,6 kg |
| 电源 | 40 V DC, 10 A 最大 |
| 送丝速度 | 0.8 至 30.5 米/分钟 |
| 兼容焊丝直径 | 0.9 至 1.2 毫米(实心焊丝) |
| 额定焊接电流 | 500 A,100% 暂载率 |
| 驱动方式 | 闭环伺服电机,带高分辨率编码器 |
| 驱动系统 | 4 辊,免工具更换 |
| 系统连接 | ArcLink 5 针 |
| 防护等级 | IP2X |
| 标准 | CSA, CE, GB 15579-5 |
| 机器人兼容性 | FANUC、Motoman、ABB、KUKA(详见具体型号) |
| 安装 | 使用提供的支架安装在机器人手臂上 |
| 维护 | 定期清洁,检查并更换送丝轮 |
| 安全 | 维护前断开电源,穿戴个人防护装备 |
常见问题 - AutoDrive S LINCOLN ELECTRIC
用户关于以下问题的提问 AutoDrive S LINCOLN ELECTRIC
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 工业机器 免费PDF格式!查找您的手册 AutoDrive S - LINCOLN ELECTRIC 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 AutoDrive S 品牌 LINCOLN ELECTRIC.
用户手册 AutoDrive S LINCOLN ELECTRIC
感谢您选择来自LINCOLN ELEC TRIC的高质量产品。
请立即检查纸箱和设备是否有损坏。
在设备进行运输时,在收到设备时所有权就由承运人传递给购买人。因此,必须由购买人在收到货物时对运输过程中重大损坏的向运输公司提出索赔。
安全在您手中
我们在设计和生产Lincoln电弧焊和切割设备时始终牢记安全。但您恰当的安装及周密的操作可提高您的整体安全性。在安装、操作或维修本设备前必须阅读本手册及其中包含的安全防范措施。且最重要的是,在行动前要仔细考虑,且要谨慎小心。
出现该声明的地方要求您必须完全遵循本声明,以避免

警告
造成严重的人身伤害或生命损失。

注意
出现该声明的地方要求您必须完全遵循本声明,以避免造成轻微的人身伤害或给本设备造成损害。

头部务必远离烟尘。
请勿过于靠近电弧。必要时请使用矫正镜片,从而与电弧保持合理距离。
阅读和遵守物料安全数据表(MSDS)及所有焊接物料容器上出现的警告标签。
在电弧上进行足够通风或排气,或两者都使用,使烟尘远离呼吸区域和普通区域。

在大房间中或室外,若您让头部远离烟尘(请见下文),则自然通风可能就足够。
利用自然通风或风扇,让烟尘远离您的面部。
若您出现异常症状,请告知您的主管。可能要检查焊接环境和通风系统。
穿戴正确的眼睛、耳朵和身体防护装置

请用合身且配有合适等级滤板的焊工帽保护您的眼睛和面部。(请见ANSI Z49.1)。
请用防护服保护您的身体免受焊渣飞溅和电弧闪光,其中包括羊毛服装、防火围裙和手套、皮裤和高筒靴。
用防护屏或栅栏保护他人免受飞溅物、闪光和眩光。
在一些区域,可能需要合适的噪音防护。
确保防护设备处于良好状态。
而且在作业区域要始终佩戴护目镜。

特殊情况
请勿焊接或切割之前曾接触危险物质的容器或材料,除非它们已被恰当清理。否则会极其危险。
请勿焊接或切割喷漆或电镀的部件,除非已经采取带通风的特殊预防措施。它们可能会释放剧毒烟尘或气体。
其它预防措施
保护压缩气瓶免于过热、机械冲击和电弧;固定气瓶,使它们无法倒下。
确保气瓶始终不接地,或不会成为电路的一部分。
移除焊接区域的所有潜在火灾危险。
始终让灭火设备处于立即可用的状态,且知道如何使用它们。

A 部分:警告

加州65号提案警告
柴油发动机
加州人知道柴油机尾气及它的一些成分会导致癌症、出生缺陷及其它生殖损害。
汽油发动机
加州人知道来自这种产品的发动机尾气及它的一些成分会导致癌症、出生缺陷或其他它生殖损害。
电弧焊可能是危险的。保护您自己和其他人免受可能的严重伤害或死亡。让儿童远离。戴起搏器的人在操作前要咨询自己的医生。
请阅读和理解一下安全要点。要获取其它安全信息,强烈建议您购买一份来自美国焊接学会的《焊接与切割中的安全-ANSI标准Z49.1》,地址是P.O.Box351040,Miami,Florida33135,或购买《CSA标准W117.2-1974》。Lincoln Electric Company可免费提供一份《电弧焊安全》宣传册E205,地址是22801St.Clair Avenue,Cleveland,Ohio44117-1199。
请确保仅由合格人员进行所有安装、操作、维护和维修程序。

对于发动机驱动的设备。
1.a.在故障排除和维护作业前请关闭发动机,除非维护作业要求其运行。
1.b.在开阔、通风良好的区域运行发动机,或将殷勤排放的烟尘排到室外。
1.c.请勿在明火焊接电弧附近或当发动机运行时添加燃料。在重新加注燃料前让发动机停止,且让其冷却,防止溅出的燃料在接触热发动机部件时汽化并点燃。在往油箱加注燃料时请勿溅出燃料。若燃料溅出,请将其擦干净,且请勿启动发动机,直到烟尘已消除。


1.d.让所有设备安全护栏、安全盖和安全设备都就位,且处于良好维修状态。在启动、操作或维修设备时让手、头发、衣服和工具远离三角带、齿轮、风扇和所有其它活动部件。

1.e.在一些情况下,进行所需维护时可能需要移除安全护栏。只在必要时才移除护栏,且当需要移除护栏的维护工作完成时,请更换护栏。在活动部件附近作业时始终要格外小心。
1.f. 请勿将手放到发动机风扇附近。在发动机运行过程中请勿尝试通过推动节流阀操纵杆来超控调速器或空转轮。
1.g.为防止在进行维护作业过程中转动发动机或焊接发电机时不慎启动汽油发动机,请视情况断开火花塞线、分离器盖或磁发电机线。
1.h.为避免烫伤,请勿在发动机很热时移除散热器压力式水箱盖。


电场和磁场可能非常危险。

2.a.流经任何导体的电流会产生局部电磁场(EMF)。焊接电流会在焊接电缆和焊接机器周围产生电磁场。
2.b. 电磁场可能会干扰一些心脏起搏器,且拥有起搏器的焊工在焊接前应咨询自己的医师。
2.c.暴露于焊接过程中的磁场可能还有其它未知健康影响。
2.d.为了将对焊接电路磁场的暴露降到最低,所有焊工都应遵守以下程序:
2.d.1. 将电极和作业电缆的线路设计到一起,在可能的情况下用胶带固定它们。
2.d.2. 决不能将电极导线缠绕在您身体周围。
2.d.3. 请勿让身体置于电极和作业电缆之间。若电极电缆在您右侧,则作业电缆也应在您右侧。
2.d.4. 工件电缆连接到工件上时要尽可能靠近被焊接的区域。
2.d.5. 请勿在焊接电源旁边作业。

触电可能致命。
3.a. 当电焊机打开时,电极和作业(或接地)电路会有电“热”。请勿让赤裸的皮肤或湿衣服触碰这些“热”部件。穿戴干燥无孔的手套,让手绝缘。

3.b. 用干式绝缘的方法让自己从作业和地面绝缘。确保绝缘大到足够覆盖您与作业和地面的所有身体接触区域。
除了正常安全预防措施外,若必须在有电力危险的情况下进行焊接(在潮湿的地方或在穿湿衣服时;在金属结构上,如地板或脚手架上;在狭窄的位置时,如坐着、跪着或躺着;或若存在很高风险会与加工件或地面有不可避免的或意外的接触),则请使用以下设备:
·半自动直流恒压(焊丝)焊机。
- 直流手动(焊条)焊机。
·带降压控制的交流焊机。
3.c.在自动或半自动焊丝焊接中,电极、电极轴、焊头、喷嘴或半自动焊枪也会有电“热”。
3.d.要始终确保作业电缆与被焊接的金属有良好的电连接。这种连接要尽可能靠近被焊接的区域。
3.e.要让作业电缆或被焊接金属有良好的接地状态。
3.f.让电极夹、作业钳、焊接电缆和焊接机器处于良好、安全的运行状态。更换损坏的绝缘。
3.g.决不能将电极浸入水中进行冷却。
3.h.决不能同时触碰连接到2个焊机上的电极夹的电“热”部分,因为两者之间的电压可能会是2个焊机开路电压之和。
3.i.当在楼面上进行作业时,请用安全带保护您免于在触电时跌落。
3.j.也请 见条目6.c.和8。

警告主题:电弧光可能会灼伤。

4.a. 在焊接或观察开弧焊接时,请使用带有合适过滤器和盖板的护罩,保护您的眼睛免于火花和电弧光线损害。护面罩和滤光镜要符合ANSI Z87.1标准。
4.b.利用由耐用防火材料制成的合适衣服来保护您的皮肤及您助手的皮肤免于电弧光损害。
4.c.用合适的不可燃屏障保护附近其他人,和/或警告他们不要看电视弧,且不要讲自己暴露于电弧光或热飞溅物或金属。

烟尘和气体可能会很危险。

5.a.焊接可能会产生对身体有害的烟尘和气
体。要避免吸入这些烟尘和气体。在焊接时,头部务必远离烟尘。在电弧上进行足够通风和/或排气,使烟尘远离呼吸区域和普通区域。当使用需要特殊通风的焊条进行焊接时,如不锈钢或硬面(请见容器上的说明或MSDS),或在镀铅或镀铜钢和其他金属上,或在产生剧毒烟尘的涂层上,必须通过局部排气或机械通风将暴露保持在尽可能低的水平,且处于适用的职业安全与健康管理局容许暴露限度(OSHAPEL)和美国政府工业卫生学家会议阈限值(ACGIHTLV)范围内。在封闭空间中或在某些情况中、在室外时,可能需要戴口罩。当在镀锌钢材上进行焊接时,也需要其它预防措施。
5.b.焊接烟尘控制设备的运行会受到各种因素的影响,其中包括设备的正确使用和位置、设备维护及具体焊接工艺和相关应用。要在安装时检查且定期检查工人暴露水平,从而确保处于适用的OSHAPELACGIHTLV限值内。
5.c.请勿在脱脂、清洁或喷雾操作产生的履氯代烃蒸汽附近的地点内进行焊接。电弧的热量和光线可能会与溶剂蒸汽产生化学反应,形成剧毒气体光气及其它刺激性产品。
5.d. 电弧焊使用的保护气体可置换空气,并导致受伤或死亡。要始终使用足够通风,尤其是在狭窄区域中,确保呼吸空气的安全。
5.e.要阅读和理解关于本设备及将使用的消耗品的说明,包括物料安全数据表(MSDS),且遵循雇主的安全实务。可从焊接分销商或制造商处获得MSDS表格。
5.f. 也请见条目1.b。

焊接与切割火花可能或导致火灾或爆炸。

6.a.移除焊接区域的火灾危险。若不可能做到这一点,请将它们覆盖,防止焊接火花引起火灾。请记住,焊接产生的焊接火花和热材料能轻易穿过小裂纹和开口,到达邻近区域。要避免在液压管线附近进行焊接。要配备现成的灭火器。
6.b.当在工作现场使用压缩空气时,要用特殊预防措施来防止出现危险情况。请参见《焊接与切割中的安全》(ANSI标准Z49.1)及所用设备的操作信息。
6.c.当不进行焊接时,请确保电极电路的任何部分都未接触工件或地面。意外接触可能会导致过热,并产生火灾危险。
6.d. 请勿加热、切割或焊接槽罐、圆桶或容器,直到已经采取恰当措施来确保此类程序将不会导致内部物质产生易燃或有毒蒸汽。即使它们已经被“清理”,但它们仍能导致爆炸。要了解信息,请购买美国焊接学会的《关于含有危险物质的容器和管道的焊接和切割准备工作的推荐安全实务》AWS F4.1(请见上面的地址)。
6.e. 在加热、切割或焊接前要对中空的铸件或容器进行通风。它们可能会爆炸。
6.f.焊接电弧会抛出火花和飞溅物。请穿戴无油防护服装,如皮手套、重衬衫、筒裤、高筒靴,并用一顶帽子盖住头发。当在不适当的位置或在狭窄地方进行焊接时,请戴上耳塞。身处焊接区域时,要始终戴着配有侧护板的护目镜。
6.g. 工件电缆连接到工件上时要尽可能靠近焊接区域。连接到建筑物框架上的或远离焊接区域其它地点上的工件电缆会增加焊接电流穿过起重链、吊机电缆或其它交替电路的可能性。这可能或造成火灾危险,或使起重链或电缆过热,直到它们出现故障。
6.h.也请见条目1c。
6.1. 请阅读和遵守NFPA51B《焊接、切割和其他热作业过程中的防火标准》,由美国国家消防协会(NFPA)提供,地址是1Batterymarch Park,PObox9101,Quincy,Ma022690-9101。
6.j.请勿将焊接电源用于管线解冻。

警告主题:气瓶若受损,可能会爆炸。
7.a.只能使用这样的压缩气瓶:气瓶中包含针对所用工艺的正确保护气体,且有为所用气体和工艺设计的、能正确运行的调节器。所有软管、连接件等都要适合相关应用,且处于良好状态。要始终让气瓶处于直立位置,且牢固地用链子拴到底架上或固定支架上。所有软管、连接件等都要适合相关应用,且处于良好

7.b. 要始终让气瓶处于直立位置,且牢固地用链子拴到底架上或固定支架上。
7.c.气瓶的位置应:
- 远离气瓶可能会被撞击或遭受物理损害的区域。
- 与电弧焊接或切割操作及其他热量、火花或火焰来源保持安全距离。
7.d.决不能让电极、电极夹或任何其他电“热”部件触碰气瓶。打开气瓶阀门时,要让头部和面部远离气瓶阀门。阀门保护帽要始终就位,且除气瓶正在使用或连接供适用时之外,要将保护帽拧紧。请阅读和遵守关于压缩气体瓶、相关设备的说明及美国压缩气体协会(CGA)出版物P-1《关于气瓶中压缩空气的安全操作的注意事项》,出版物由CGA提供,地址是1235 Jefferson Davis Highway, Arlington, VA 22202。
7.e. 打开气瓶阀门时,要让头部和面部远离气瓶阀门。
7.f. 阀门保护帽要始终就位,且除气瓶正在使用或连接供适用时之外,要将保护帽拧紧。
7.g.请阅读和遵守关于压缩气体瓶、相关设备的说明及美国压缩气体协会(CGA)出版物P-1《关于气瓶中压缩空气的安全操作的注意事项》,出版物由CGA提供,地址是1235 Jefferson Davis Highway, Arlington, VA 22202。

对电动设备。
8.a.在设备上开始作业前,请用保险丝盒上的断开开关去关闭输入电源。
8.b. 安装设备时请根据美国国家电气规范、所有本地规范和制造商的建议。
8.c. 给设备接地时要遵守美国国家电气规范和制造商的建议。

请参见http://www.lincolnelectric.com/safety,了解更多安全信息。


焊接安全互动网页指南移动设备适用
获取免费手机应用
页码
目录
一般说明 7
一般功能性说明 7
推荐的工艺
工艺局限 7
设备局限. 7
推荐电源. 7
技术规格. 8
设计特点 9
安装 A-1
典型送丝机安装 A-2
驱动辊调整 A-5
系统设置 A-5
MAGNUM PRO衬里安装与更改 A-6
焊接电缆尺寸 A-8
送丝配置 A-8
保护气体连接 A-10
操作 B-1
配饰 C-1
维护 D-1
故障排除 E-1
DIA GRAMS F-1
零部件清单 PARTSLINCOLNELECTRICOM
可能会在未给出通知的情况下修改或升级内容/详情。要获取最新说明手册,请访问:
pa tls.linco Inde ctric.com.
一般说明
一般物理说明
AutoDrive®S送丝机是面向机器人应用的一种强大但紧凑的焊丝驱动器。
Servo Controlled4卷焊丝驱动器能精确地供给0.035英寸到0.045英寸的实心钢芯和金属芯焊丝。该驱动器的特点是有一个快速改动衬里配置和免工具驱动辊改动,它们都安装在一个精确的压铸件铝框架中。一个直角精度变速箱能高效地将发动机功率转化为高扭矩和高速度。
AutoDrive®S是大部分“穿手臂”类型机械臂的最优选择。该小而轻量的套装能让机械臂速度和工作包络面最大化。能快速更换的安装支架连同一个全新的统一电缆系统能让送丝机和焊炬快速开始作业。
一般功能性说明
AutoDrive®S焊丝驱动器的特点是一个高分辨率编码器,用于向前和反向的精确送丝。
推荐的工艺
- 熔化极气体保护电弧焊(GMAW)
工艺局限
AutoDrive® S
- 最大焊丝尺寸 = 0.045英寸(1.2毫米)
设备局限
AutoDrive® S
- 最大GMAW焊枪长度=10英尺(3.1米)
- 最大焊丝驱动控制电缆长度 = 100英尺(31米)
- 机器人、电源和送丝机软件可能需要更新。
-
与送丝机一起提供的只有0.045英寸驱动辊。
-
所有Lincoln Power Wave系列电源
技术规格
| AUTODRIVE® S | |
| 产品# | K4303-1 |
| 评级 | |
| 送丝速度 | 30-800英寸/分(0.8 30.5米/分) |
| 焊丝尺寸、实心 | .035-.045英寸(0.9 1.2毫米) |
| 焊接电流 | 500毫安@ 100% |
| 电源 | |
| 输入电压 | 40伏直流电 |
| 输入电流 | 最大10安 |
| 电机功率 | 109瓦 |
| 电缆连接 5针ARCLINK | 8 |
| 物理性 | |
| 长度 | 9.1英寸(231毫米) |
| 宽度 | 7.5英寸(191毫米) |
| 高度 | 8.4英寸(213毫米) |
| 重量 | 14.5磅(6.6千克) |
| 送丝方向 右手 | |
| 导管套 快速连接 (WIRE WIZARD兼容) | |
| 兼容的机器人 | FANUC ARCMATE 100系列FANUC ARCMATE 120系列YASKAWA/MOTOMAN 2010YASKAWA/MOTOMAN 1440ABB IRB1520IRB ABB 1600IRB ABB 2600IRB-8/2.00KUKA KR5-HW-2、KR16-HW KR16-L8-HW |
| 推荐的最大导管长度 25英尺 (最大导管长度取决于) | |
| 保护气体进气压力 保护气体进气压力 | |
| 冷却要求 | |
| 最低流速 | 0.32加仑/分(1.5升/分)-(只用于用水冷却的焊炬) |
| 最低入口压力 | 50磅/平方英寸(345千帕)-(只用于用水冷却的焊炬) |
| 最大入口压力 | 70磅/平方英寸(483千帕)-(只用于用水冷却的焊炬) |
| 最低冷却功率 | 0.30千瓦(1023英热单位/时)@1.5升/分-(只用于用水冷却的焊炬) |
| 许可和标记 | |
| CSA C/USCAN/CSA-E 60974-5 ANSI/IEC 60974-5 | 是 |
| CEEN 60974-5、EN60974-10 | 是 |
| GB 15579-5: 2013 | 是 |
| CCC | 否 |
| IP防护等级 IP2X | |
AutoDrive® S
正面3/4视图:
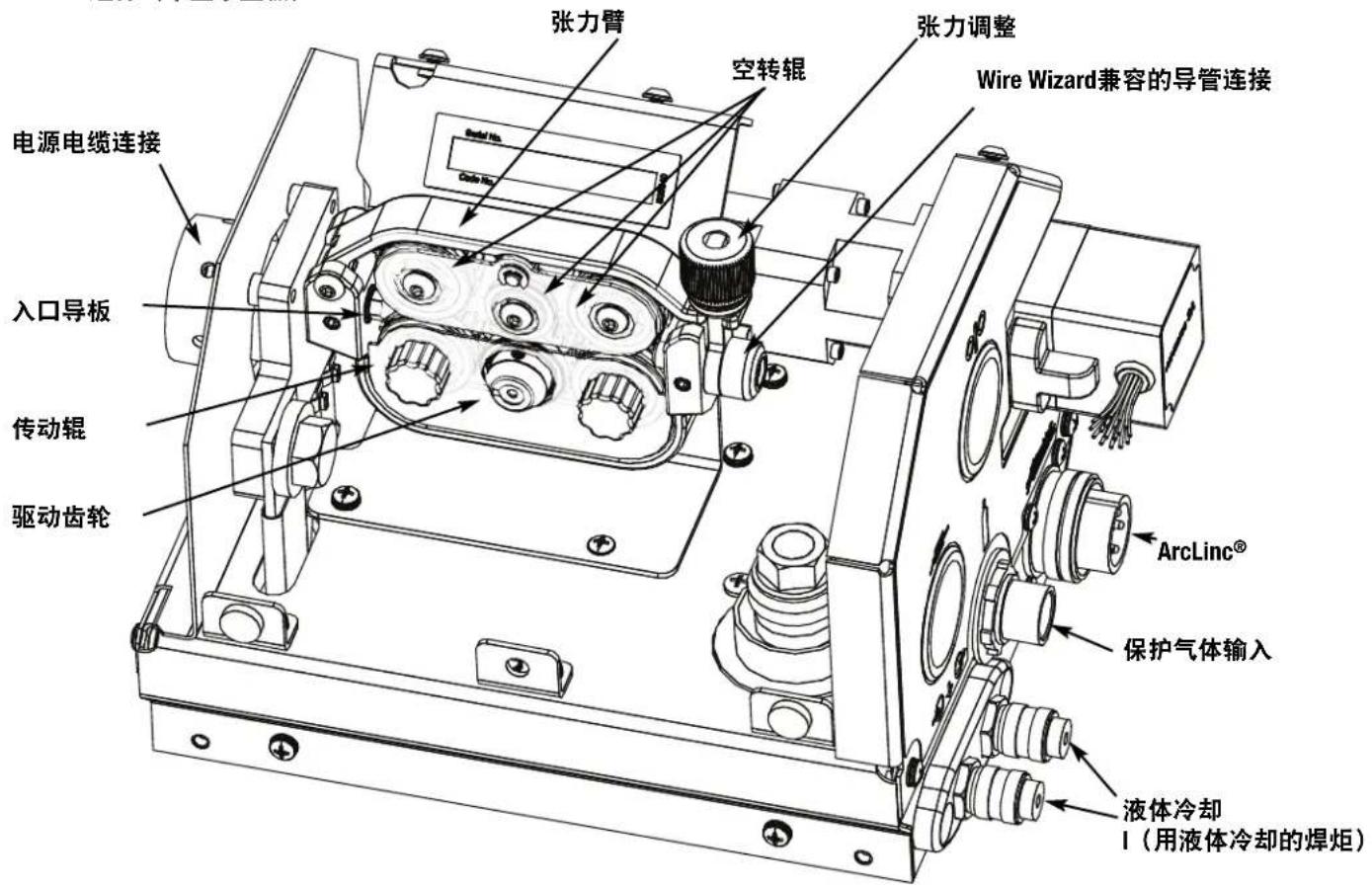
组件(未显示盖板):
设计特点
- 闭环伺服电机和伺服控制器能够实现最高精度的焊丝布置。
- 高分辨率编码器能用于精确的第送丝速度控制和快速动态响应。
- 优化的齿轮减速器能提高电机效率,从而在更小的包装中实现更多输出。
- 4 驱动辊设计提高了实心焊丝上的牵引力。
- 可调节的张力能在不让焊丝变形的情况下实现最大驱动辊夹紧压力。
- 每个驱动辊在每个衬套内部都有独立滚珠轴承。
- 所有齿轮驱动的辊都能实现最大强引力。
- 精密加工的组件能确保同轴度,且几乎能消除焊丝拥挤。
- 更换驱动辊时无需任何工具。
- 可在无需移除焊炬总成的情况下快速更换焊丝衬里。
- 快速断开焊丝输入能兼容很多行业标准的送丝系统。
安装

警告
触电可能致命。
- 在安装或更换驱动辊和/或导板前,请在焊接电源上关闭输入电源。
- 请勿触碰带电部件。
- 焊接电源必须根据国家电气规范或任何适用的本地规范连接到系统接地上。
- 仅限合格人员进行维护工作。

位置
本设备仅用于工业用途,且不是用于由公共低压供电系统提供电力的住宅中。传导及辐射无线电频率干扰可能会在住宅中造成潜在难题。本设备的EMC或RF分类是A类。
注意:请从POWERWAVESOFTWARE.COM上更新电源软件。

警告
首先安装焊炬。请参考合适的手册,了解焊炬安装说明。
硬件零部件分解包括硬件包及送丝机支架。
只能在干燥环境中安装。
送丝机安装
硬件零部件分解包括硬件包及送丝机支架。
将Autodrive®S送丝机牢固地安装到一个机械臂上或固定装置上。确保焊炬电缆后面的接头处于一个与图示近似的方向。若焊炬并未处于该近似方向,则请移除焊炬电缆,并改变位置。请参见Magnum Pro穿手臂焊炬AutoDrive S文件,了解焊炬安装说明。(请见图A.1a至A.1g,了解合适的机械臂)。确保焊炬电缆后面的接头处于一个与图示近似的方向。若焊炬并未处于该近似方向,则请移除焊炬电缆,并改变位置。请参见Magnum Pro穿手臂焊炬AutoDrive S文件,了解焊炬安装说明。(请见图A.1a至A.1g了解合适的机械臂)。
让机械臂处于水平位置。
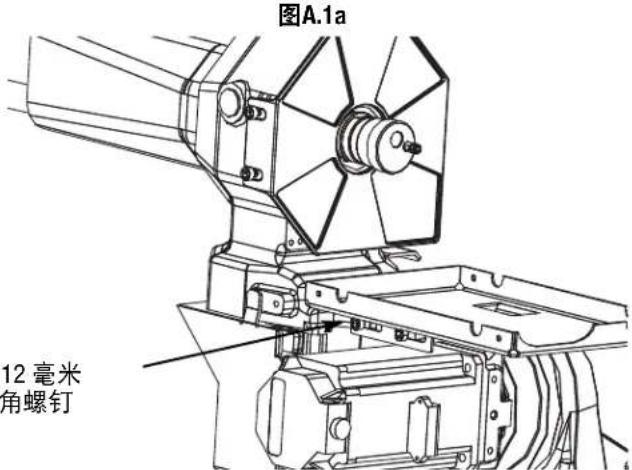
1)根据下图将安装支架固定到机械臂下面。
a)FANUC机械臂,图A.1a:用(3)M6X12毫米内六角螺钉和垫圈将FANUC100iC/120iC安装支架宽松地安装到机械臂上。将送丝机滑到最后的位置。
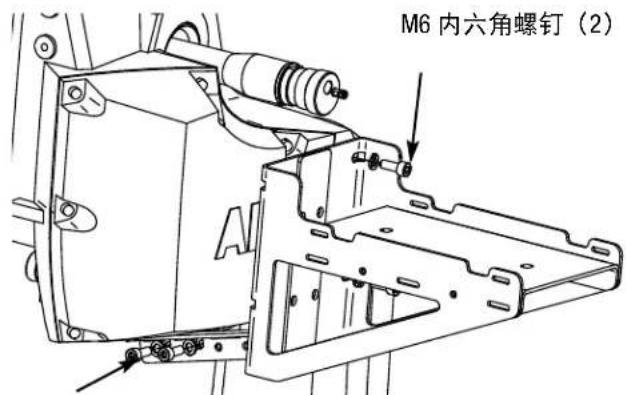
b)MOTOMAN MA1440或MA2010机械臂,图A.1b:用(2)M6和(2)M8内六角螺钉和垫圈将支架安装到机械臂上。拧紧螺丝。
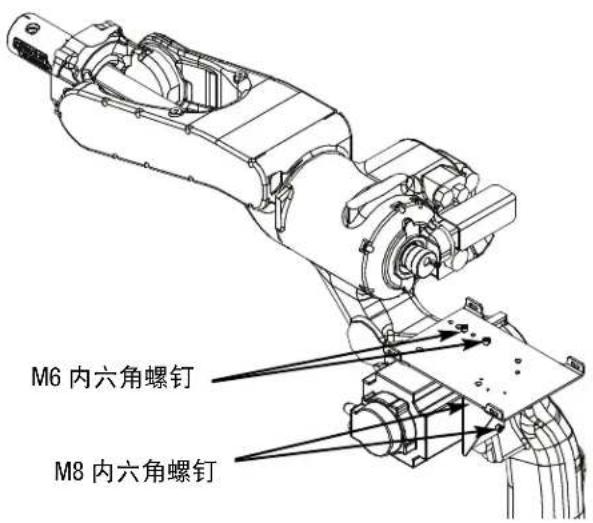
图A.1b
c)ABB IRB 1520ID 机械臂,图A.1c:用(4)M6内六角螺钉、(2)M8平垫圈(放在右侧的支架和送丝机机械臂之间)和垫圈将支架安装到机械臂上。拧紧螺丝。
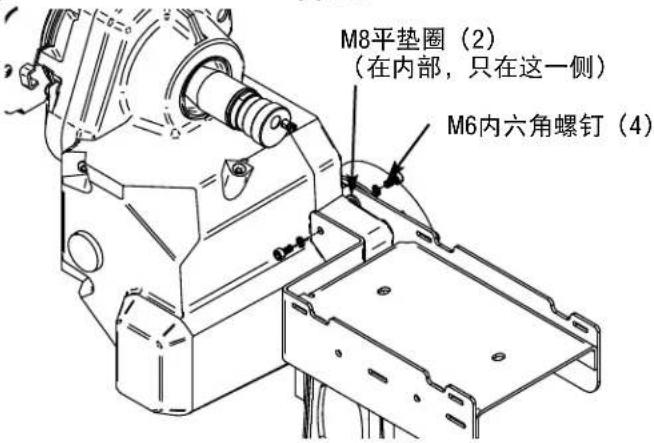
图A.1c
d)ABB IRB 1600ID 机械臂,图A.1d:将安装支架安装到机械臂左侧;安装(2)M8内六角螺钉和垫圈。拧紧螺丝。
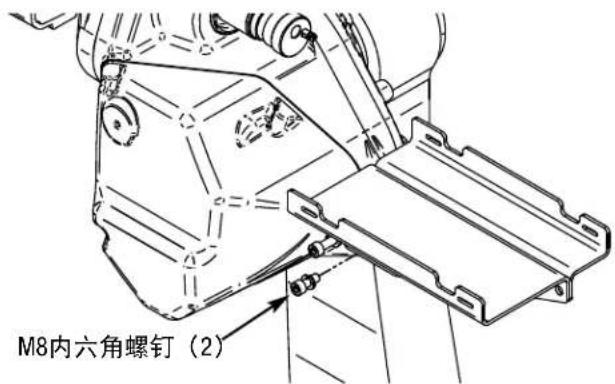
图A.1d
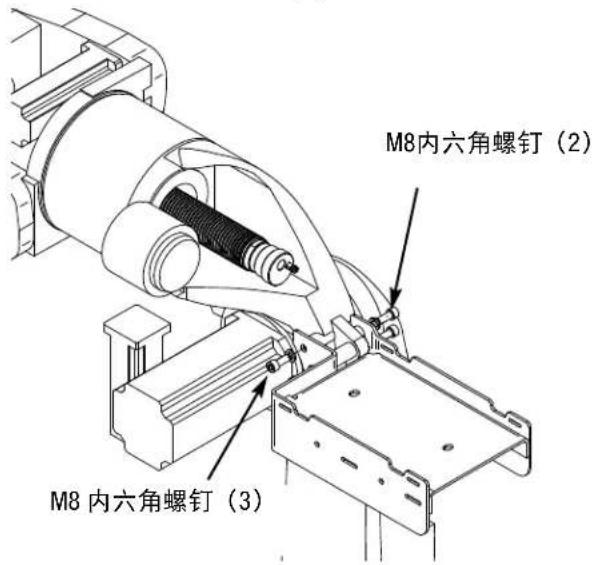
e)ABB IRB 2600 ID 机械臂,图A1e:用(4)M8 内六角螺钉和垫圈将支架安装到机械臂上。拧紧螺丝。
图A.1e
M8内六角螺钉(2)
f) UKA KR5-HW-2机械臂,图A.1f:用(5)M8内六角螺钉和垫圈将支架安装到机械臂上。拧紧螺丝。
图A.1f
g) KUKA KR16-HW and KR16-HW-L8机械臂, 图A1g: 用 (3) M10 内六角螺钉和垫圈将支架安装到机械臂上。拧紧螺丝。
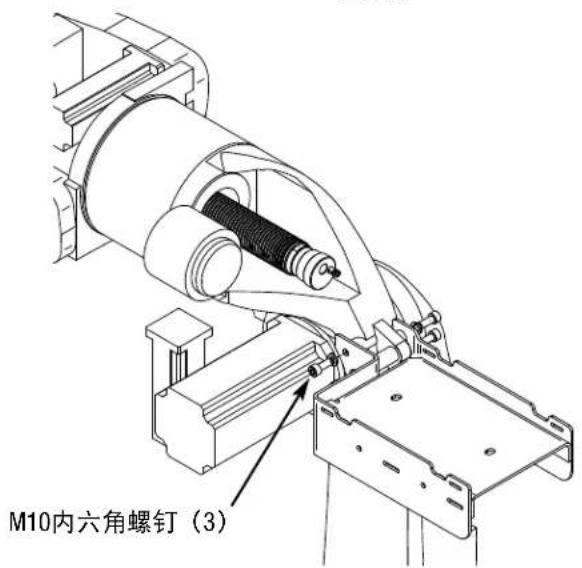
图A.1g
2)将送丝机放到安装支架上。可能需要提升送丝机,且稍微滑动,从而留下足够空间来对齐连接。
3)将后侧电源接头的端口和针(气体)与送丝机上的针(衬里导板)与端口对齐。逆时针转动锁紧螺母(上方视图),接触后侧电源接头上的螺纹。
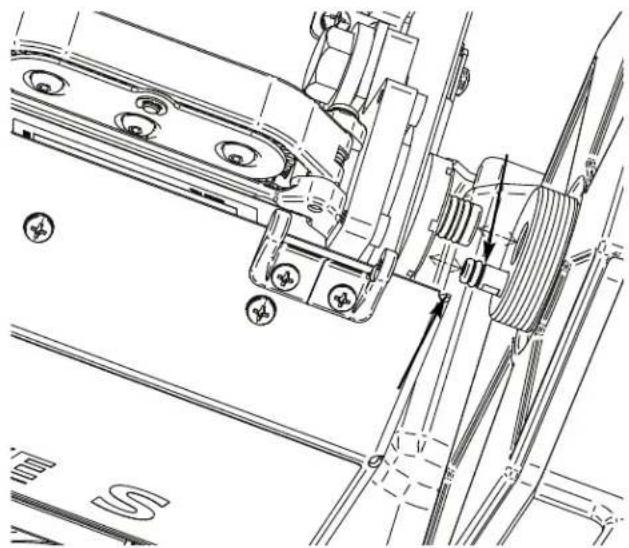
图A.2(典型)
4)安装送丝机垫圈和#8-32盘头螺钉。在MOTOMAN、ABB和KUKA上,要宽松地安装,从而送丝机仍能活动。要让所有其余的螺丝松开。在FANUC上,拧紧送丝机螺钉。
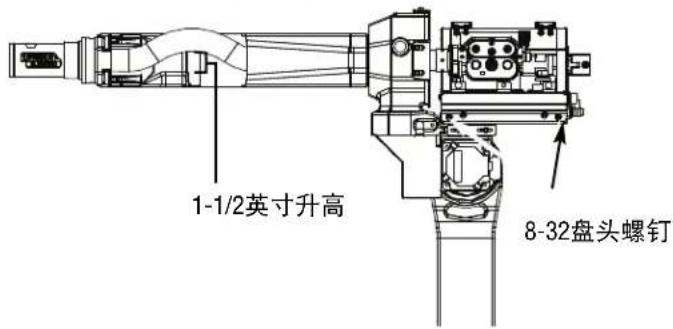
图A.3(典型)
5)用提供的活动扳手,通过继续逆时针旋转来拧紧锁紧螺母,图A.4。A.4.请勿使用活动扳手上的杠杆臂或套筒扳手。该接头只是用于通过提供的工具、用中等力量拧紧。
图A.4
6)调整送丝机,直到焊炬电源电缆上能够看到一个大约1-1/2英寸的升高。在安装送丝机和安装支架的过程中,(请见图A.3)
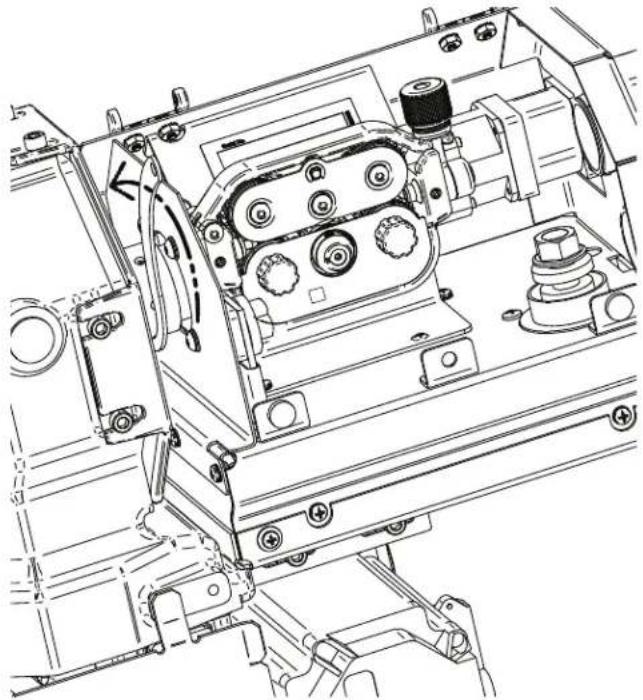
驱动辊调整
默认设置是#5线,且装有焊丝。
(请见图A.9)
调整张力,获得最优送丝性能。
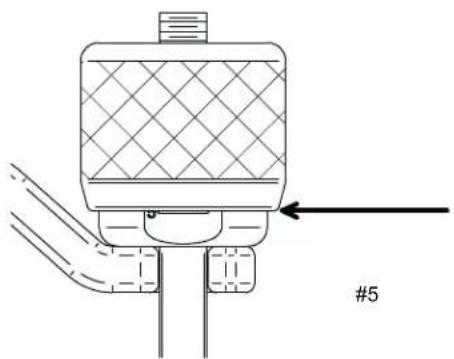
图A.9
系统设置
新机械臂
请参见安装A部分,且遵守提供的步骤,以参考操作B部分,了解基本操作。
MAGNUM PRO衬里安装与更改
- 将焊炬总成放到一个水平位置。
- 打开送丝机门。
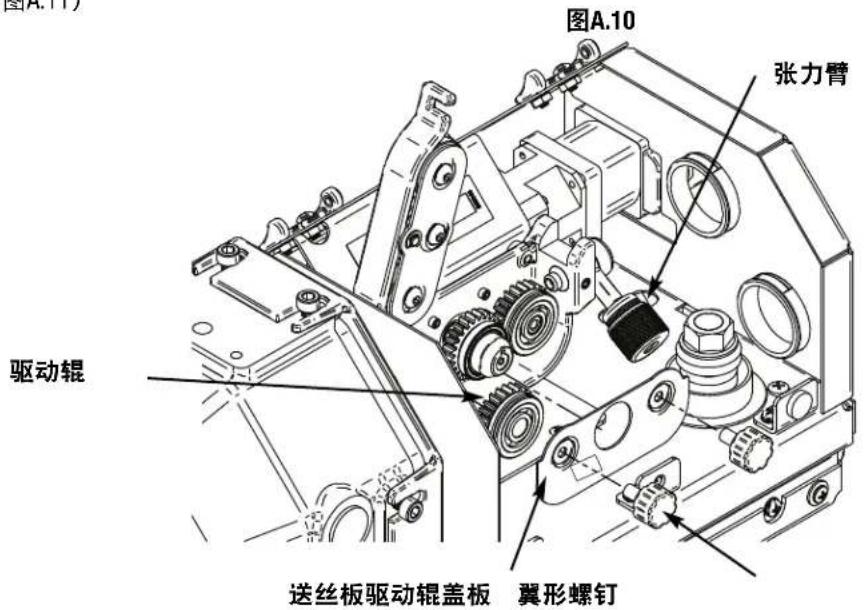
- 释放送丝板上的张力臂,并允许其上翻到一个垂直位置。
- 移除翼形螺钉和送丝板驱动辊盖板。
- 移除前驱动辊(请见图A.10)
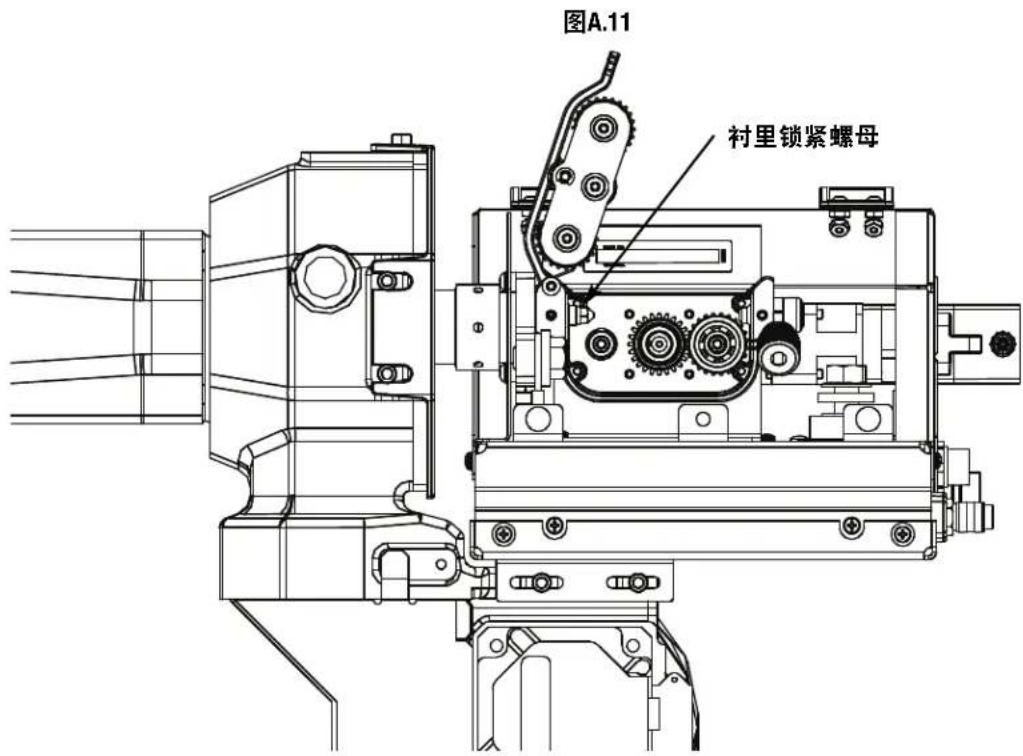
- 用5/16英寸开口扳手移除衬里锁紧螺母。(请见图A.11)
- 从焊炬前面移除喷嘴、绝缘体和气体扩散器。
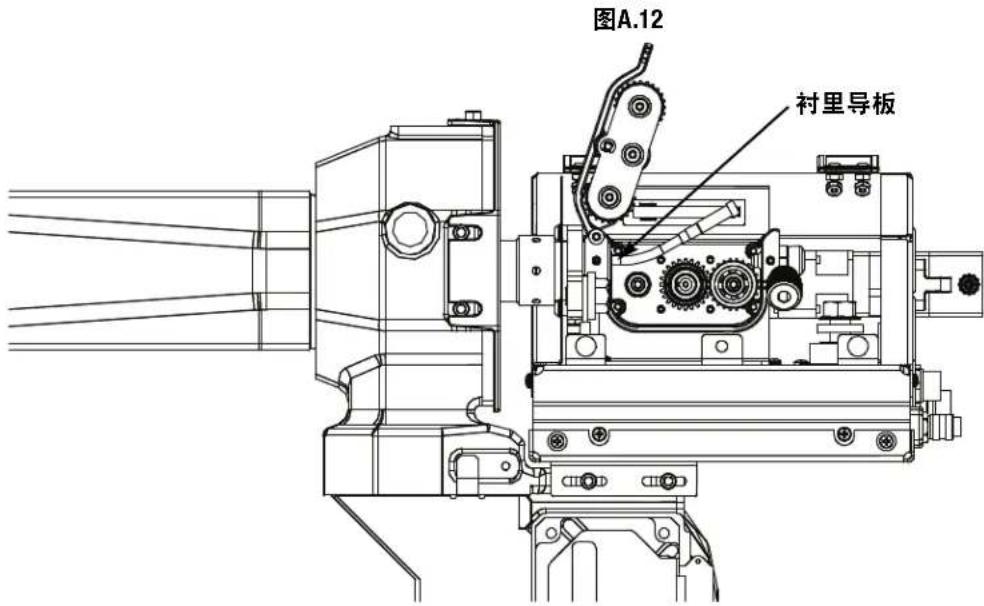
8.推动从鹅颈管伸出来的Magnum PRO衬里末端。 - 向后拉Magnum PRO衬里,并从衬里导板和送丝机上移除(请见图A.12)。
- 将新的Magnum PRO衬里放入衬里导板中,要注意不要损坏衬里线圈。
- 将Magnum PRO衬里推入衬里导板中,安装衬里锁紧螺母,并用5/16英寸开口扳手拧紧,直到感到舒适。
- 重新安装驱动辊和送丝板驱动辊盖板,有标签的一侧朝外。
- 将Magnum PRO衬里整理为突出鹅颈管前端5/8英寸。
13.重新安装绝缘体、气体扩散器和喷嘴。
焊接电缆尺寸
下面的表格显示的是为不同电流和负载率推荐的铜线电缆尺寸。规定的长度指的是从焊机到工件且再返回焊机的距离。为了将引入电缆最小话,电缆尺寸增大的主要是实现更大的长度。
表A.5电缆尺寸
| 0 - 50 | 50 - 00 | 100 - 50 | 150 - 200 | 200 - 250 | ||
| 200 | 60 | 2 | 2 | 2 | 1 | 1/0 |
| 200 | 100 | 2 | 2 | 2 | 1 | 1/0 |
| 225 | 20 | 4 or 5 | 3 | 2 | 1 | 1/0 |
| 225 | 40 & 30 | 3 | 3 | 2 | 1 | 1/0 |
| 250 | 30 | 3 | 3 | 2 | 1 | 1/0 |
| 250 | 40 | 2 | 2 | 1 | 1 | 1/0 |
| 250 | 60 | 1 | 1 | 1 | 1 | 1/0 |
| 250 | 100 | 1 | 1 | 1 | 1 | 1/0 |
| 300 | 60 | 1 | 1 | 1 | 1/0 | 2/0 |
| 325 | 100 | 2/0 | 2/0 | 2/0 | 2/0 | 3/0 |
| 350 | 60 | 1/0 | 1/0 | 2/0 | 2/0 | 3/0 |
| 400 | 60 | 2/0 | 2/0 | 2/0 | 3/0 | 4/0 |
| 400 | 100 | 3/0 | 3/0 | 3/0 | 3/0 | 4/0 |
| 500 | 60 | 2/0 | 2/0 | 3/0 | 3/0 | 4/0 |
**表中的值是在 40^ 及以下的环境温度中运行。高于 40^ 的应用可能需要比推荐尺寸更大的电缆,或特定水平高 75^ 的电缆。
送丝配置
装配驱动辊和焊丝导板的程序
备注:当改变驱动辊尺寸或类型时(“v”型槽到“u”型槽,或相反),必须使用POWER WAVE MANAGER。在POWER WAVE MANAGER的送丝机部分中的设置参数中更改驱动辊尺寸。根据驱动辊上印制的内容,选择合适的驱动辊尺寸和类型,如“045V”或“035U”。
请参见POWER WAVE MANAGER(IM8002)了解详细用法。
警告
触电可能致命。
- 在安装或更换驱动辊和/或导板前,请在焊接电源上关闭输入电源。

- 请勿触碰带电部件。
- 当用焊枪触发器微调时,电极和驱动装置在工作和接地时会“很热”,且在焊枪触发器松开几秒后仍然会通电。
- 请勿在盖子、面板或防护装置被移除或打开的情况下运行。
- 仅限合格人员进行维护工作。
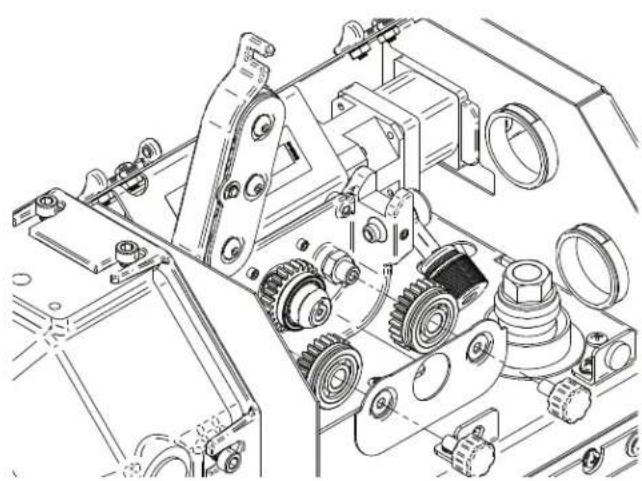
要移除驱动辊:
- 在焊接电源上关闭电源。
- 通过移除拇指螺丝来移除外部保护盖。
- 打开空转臂。
- 移除驱动辊。
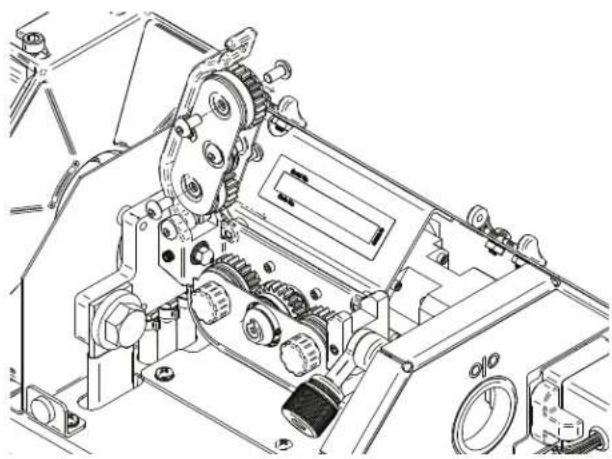
要安装驱动辊:
- 在焊接电源上关闭电源。
- 打开空转臂。
- 将驱动辊滑到驱动衬套上。
- 关闭空转臂。
- 安装外部保护盖,有标签的一侧朝外。
- 调整压力臂的张力,进行合适的设置。
要更改空转辊:
- 在焊接电源上关闭电源。
- 打开空转臂。
- 用六角扳手移除空转辊两侧的螺丝。
- 移除磨损的空转辊,并更换为新的空转辊。
- 重新安装螺丝,并旋转拧紧。
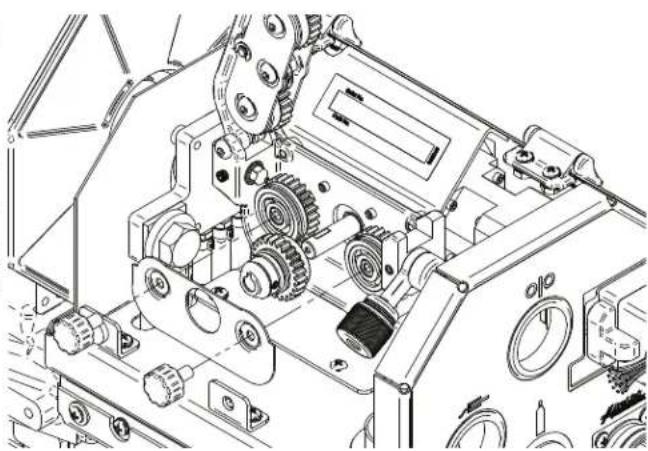
要更换主驱动齿轮:
- 在焊接电源上关闭电源。
- 打开空转臂。
- 移除驱动辊。
- 松开主齿轮上的六角螺钉。
- 从驱动轴上移除主驱动齿轮。
- 安装更换的驱动齿轮,拧紧固定螺丝。
保护气体连接
警告
气瓶若受损,可能会爆炸。
- 保持气瓶直立,且用链子锁住提供支撑。
- 让气瓶远离可能受到损害的区域。
- 决不能在连着气瓶时提升焊机。
- 决不能让焊接电极触碰气瓶。
- 让气瓶远离焊接或其他有电的电路。

保护气体聚集可能会损害健康或致命
。当不使用时要关闭保护气体。

请见美国国家标准Z-49.1
“焊接与切割安全”,由美国焊接协会发布。
最大入口压力是100磅/平方英寸(6.9巴)。
要确保气体类型和混合物对所用的工艺来说是正确的。
根据下的步骤安装保护气体瓶供给:
- 固定气瓶,防止其倒下。
- 移除气瓶帽。检查气瓶阀门和调节器,查看是否有损坏的螺纹、污物、灰尘、油或润滑脂。用干净的布子移除灰尘和污物。
警告
若出现油、润滑脂或损坏,请勿固定上调节器!
要请情况告知您的气体供应商。油或润滑脂在出现高压氧气时会爆炸。
3.站在远离出口的一侧,将气瓶阀门打开一会。这会吹走可能聚集在阀门出口的任何灰尘或污物。
4. 将流量调节器固定到气瓶阀门上,并用扳手牢固地拧紧联管螺母。注意:若连接到 100% 二氧化碳气瓶上,请在调节器和气瓶阀门之间插入调节器适配器。若适配器上配有塑料垫圈,请确保它位于面向二氧化碳气瓶的接头中。
5. 将进气软管的一端固定到流量调节器的出气接头上。将另一端固定到焊接系统保护气体的进气口上。用扳手拧紧联管螺母。
6. 打开气瓶阀门前,逆时针旋转调节器的调整旋钮,直到将调整弹簧压力释放。
7. 站在一侧,缓慢地将气瓶阀门打开一圈的一小部分。当气瓶压力表停止移动时,完全打开阀门。
8. 流量调节器是可调节的。在进行焊接前,请将其调整到所用程序和工业推荐的流量速度。
操作
AutoDrive®S送丝机完全由电源上的一个机器人、控制箱或用户界面进行控制和操作。AutoDrive®S系统需要一个第三代Power Wave®Power Source。使用前可能需要进行软件更新。
AutoDrive® S焊炬或送丝机上或在本手册中出现的图形符号

警告或
注意

送丝机

气体净化

保护气体入口
1
输入电流
12
输出电流

液体入口

液体出口
可选套件和配件
装配驱动辊和焊丝导板的程序
备注:当改变驱动辊尺寸或类型时(“v”型槽到“u”型槽,或相反),必须使用POWER WAVE MANAGER。在POWER WAVE MANAGER的送丝机部分中的设置参数中更改驱动辊尺寸。根据驱动辊上印制的内容,选择合适的驱动辊尺寸和类型,如“045V”或“035U”。
请参见POWER WAVE MANAGER(IM8002)了解详细用法。
警告
触电可能致命。

- 在安装或更换驱动辊和/或导板前,请在焊接电源上关闭输入电源。
请勿触碰带电部件。 - 焊接电源必须根据国家电气规范或任何适用的本地规范连接到系统接地上。
仅限合格人员进行维护工作。
驱动辊套件、4个辊驱动
| 驱动辊套件包含零部件 | ||||||
| 套件号码 带槽纹驱动辊 数量 主驱 动齿轮 数量 光滑的驱动辊 数量 | ||||||
| KP4335-035S | 0.9/.035伏 | 2 | 包含在套件中 | 1 | 包含在套件中 | 1 |
| KP4335-040S | 1.0/.040伏 | 2 | ||||
| KP4335-045S | 1.1/.045伏 | 2 | ||||
| KP4335-047S | 1.2/.047伏 | 2 | ||||
| KP4335-035C 0.9 | .035 VR | 2 | ||||
| KP4335-040C 1.0 | .040 VR | 2 | ||||
| KP4335-045C 1.1 | .045 VR | 2 | ||||
| KP4335-047C 1.2 | .047 VR | 2 | ||||
| 可选套件和配件 | |
| KP42-3035-15 | 衬里,.030 - .035 |
| KP42-4045-15 | 衬里,.035 - .045 |
| 9SM25261 | 电缆移除工具 |
维护
警告

在进行任何维修、维护和/或修复工作前,请完全断开机器的电源。

使用个人防护装备(PPE)来避免受伤,包括护目镜、防尘面罩和手套。这也适用于进入作业区的人员。

活动部件 可能会让人受伤。
-
请勿在门打开或防护装置关闭的情况下运行。
-
在维修前让发动机停止。
- 远离活动部件。

请让合格人员进行所有维护和故障排除工作。

若由于任何原因您不理解程序,或无法安全地进行维护或维修,请联系您的
Lincoln授权服务商,在您进行操作前获取技术故障排除协助。
WWW.LINCOLNELECTRIC.COM/LOCATOR
故障排除

警告
服务与维修只能由经过Lincoln Electric Factory培训的人进行。在本机器上进行未经授权的维修可能会给技术人员和机器操作员带来危险,且将让您的工厂质保失效。为了您的安全及为了避免触电,请注意本手册中详细列出的所有安全提示及预防措施。
这份故障排除指南是为帮您锁定和维修可能的机器故障。只需遵循下面列出的3步程序即可。
第1步:锁定问题 (症状)
在标题为“问题(症状)”的一列中查看。这一列描述了机器可能展现的症状。找到最能描述机器目前所展示症状的列表内容。
第2步 可能的原因。
第二列的名称是“可能的原因”,其中列出了可能导致机器症状的明显的外部可能因素。
第3步 建议措施
这一列为可能的原因提供了行动措施,一般它会说联系您本地的Lincoln授权现场服务商。
若您不理解或无法安全地进行建议措施,请联系您本地的Lincoln授权现场服务商。
请注意本手册中详细介绍的所有额外的安全指南

注意
若由于任何原因您不理解程序,或无法安全地进行维护或维修,请联系您本地的Lincoln授权服务商,在您进行操作前获取技术故障排除协助。
请注意本手册中详细介绍的所有安全指南
| 问题 可能的原因 建议措施 | ||
| 送丝机不送丝,且驱动辊不旋转。 | 1.核实电源是否打开。 | 如已检查所有推荐的可能失调之处,则请联系您本地的Lincoln授权现场服务商。 |
| 2.核实所有电缆是否连接正确。 | ||
| 3.核实电力是否供应到送丝机上。 | ||
| 送丝不稳定。 1.核实是否在焊丝驱动器上安装了正确的驱动辊。 | ||
| 无保护气体 1.核实气体供应是否打开且不为空。 | ||
| 电弧可变或“震荡”。 1.检查导电嘴尺寸是否合适。确保导电嘴未磨损、没有飞溅物,且未融化。 | ||

注意
若由于任何原因您不理解程序,或无法安全地进行维护或维修,请联系您本地的Lincoln授权服务商,在您进行操作前获取技术故障排除协助。
请注意本手册中详细介绍的所有安全指南
| 问题 可能的原因 建议措施 | ||
| 出现电机过载错误。1.检查焊枪缸套和导管中的锐角弯头。 | 如已检查所有推荐的可能失调之处,则请联系您本地的Lincoln授权现场服务商。 | |
| 2.检查导电嘴的磨损情况及尺寸是否正确。必要时更换。 | ||
| 3.检查焊枪缸套和导管。焊接电极应当能轻松地从两者上滑过。 | ||
| 4.核实是否安装了正确的焊枪缸套。 | ||
| 5.降低压力臂设置。 | ||

注意
若由于任何原因您不理解程序,或无法安全地进行维护或维修,请联系您本地的Lincoln授权服务商,在您进行操作前获取技术故障排除协助。
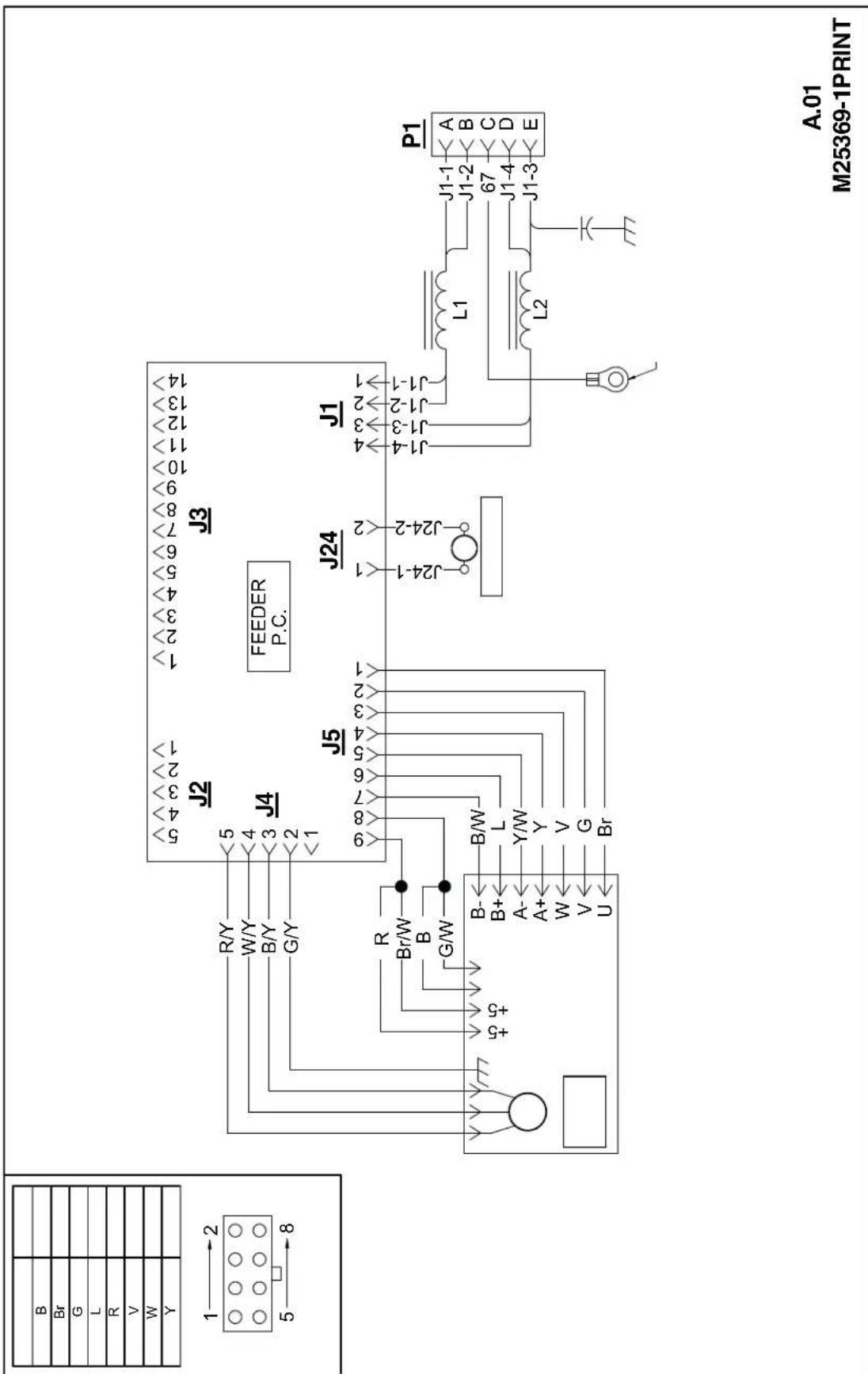
注意:本图仅供参考。它可能并不是对本手册涵盖的所有机器来说都正确。特定代码的具体图形位于机器内部的一个外壳面板上。若图形难辨认的,请写信给服务部进行更换。请提供设备的代码号。
|  |  |  |  |
| WARNING | - Do not touch electrically live parts o electrode with skin or wet clothing. - Insulate yourself from work and ground. | - Keep flammable materials away. | - Wear eye, ear and body protection. |
| Spanish AVISO DE PRECAUCION | - No toque las partes o los electrodos bajo carga con la piel o ropa mojada. - Aislese del trabajo y de la tierra. | - Mantenga el material combustible fauna del área de trabajo. | - Protégase los ojos,los oidos y el cierto. |
| French ATTENTION | - Ne laissez ni la peau ni des vete- ments mouillés entraer en contact avec des pièces sous tension. - Isolez-vous du travail et de la terre. | - Gardez à l'écart de tout matériel inflammable. | - Protégéz vos yeux,vos oreilles et votre corps. |
| German WARNING | - Berühren Sie keine stromfuhrrenden Teile oder Elektroden mit ihrem Körper oder feuchter Kleidung! - Isolieren Sie sich von den Elektroden und dem Erdboden! | - Entfernen Sie brennbarres Material! | - Tragen Sie Augen-, Ohren- und Kör-perschutz! |
| Portuguese ATENÇAO | - Não toque partes electrolycas e electrodos com a pele ou roupa molhada. - Isole-se da peça e terra. | - Mantenha inflamáveis hem guardados. | - Use proteção para a vista, ouvido e corpse. |
| Japanese 注意事項 | - 通電中的電気部品、又は溶材に フやねけた布で触れないこ。 - 施工物やアスから身体が経線を てる様にして下方。 | - 燃えやすいの側の溶接作業は絶対にしおはなりません。 | - 目、耳及び身体に保護具をじて下 壹。 |
| Chinese 警告 | - 皮肤或濕衣物切勿接觸帶電部件及 鳞條。 - 使你自己與地面和工件絕緣。 | - 把一切易燃物品移離工作場所。 | - 佩戴眼、耳及身體勞動保護用具。 |
| Korean 發訟 | - 전드체내运用목상遍布于 기재에还是 才부로 쓸개 쓸류지 사신지요. - 再래와 쓸지를 쓸류지 사신지요. | - 在화성물 쓸류울 키리 사신지 사신지요. | - 言, 凶과 놀에 toxic장구름 썷을 하심지요. |
| Arabic |  |  |  |
READ AND UNDERSTAND THE MANUFACTURER'S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER'S SAFETY PRACTICES.
請詳細閱讀並理解製造廠提供的說明以及應該使用的銀捍材料,並請遵守貴方的有關勞動保護規定。
i
Jlll lal 1glll clllgl glll llll 11111111
客户协助政策
The Lincoln Electric Company的业务是制造和销售高质量焊接设备、消耗品和切割设备。我们的挑战是满足我们客户的需求,且超越他们的预期。购买者有时会向Lincoln Electric寻求关于产品使用的建议和信息。我们会基于我们当时拥有的最佳信息对客户做出回应。Lincoln Electric并不对此类建议做出担保或保证,且我们不对此类信息或建议承担任何责任。我们明确拒绝对做出任何类型的保证,包括对此类信息或建议是否适合任何客户的特定目的。作为现实考虑,我们也不会负责在给出任何此类信息或建议后对其进行更新或纠正,且提供信息或建议也不会产生、扩展或修改关于我们产品销售的保证。
Lincoln Electric是一家负责任的制造商,但选择和使用Lincoln Electric销售的特定产品仍然由客户自己决定,且客户要自己对此负责。超出The Lincoln Electric Company控制的很多变量会影响应用这些制备方法和服务要求时获得的结果。
可能会做修改。我们尽全力保证这些信息在印刷时是准确的。请参见
www.lincolnelectric.com,了解任何更新信息。