DESTi225AC - Soudeuse DEDRA - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia DESTi225AC DEDRA w formacie PDF.

| Typ produktu | Spawarka inwertorowa MMA |
| Model | DESTi225AC |
| Napięcie zasilania | 230 V ~ 50/60 Hz |
| Zakres prądu spawania | 20 - 225 A |
| Cykl pracy (przy 60%) | 60% przy 225 A |
| Średnica elektrod | 1,6 - 5,0 mm |
| Funkcja Hot Start | Tak |
| Funkcja Anti-Stick | Tak |
| Regulacja prądu | Płynna |
| Wymiary (DxSxW) | 350 x 150 x 260 mm |
| Waga | 5,2 kg |
| Klasa izolacji | F |
| Stopień ochrony | IP21S |
| Chłodzenie | Wentylator wymuszony |
| Materiał obudowy | Tworzywo sztuczne |
| Przewód spawalniczy | 2,5 m |
| Przewód masy | 2,5 m |
| Zabezpieczenie termiczne | Tak |
| Wskaźnik przeciążenia | LED |
| Części zamienne dostępne | Tak (uchwyt spawalniczy, elektrody, osłony) |
Często zadawane pytania - DESTi225AC DEDRA
Pytania użytkowników dotyczące DESTi225AC DEDRA
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Soudeuse w formacie PDF za darmo! Znajdź swoją instrukcję DESTi225AC - DEDRA i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. DESTi225AC marki DEDRA.
INSTRUKCJA OBSŁUGI DESTi225AC DEDRA
Podczas pracy spawarką zaleca się zawsze przestrzegać podstawowych zasad bezpieczeństwa pracy, w celu uniknięcia wybuchu pożaru, porażenia prądem elektrycznym lub obrażenia mechanicznego.
Przed przystąpieniem do eksploatacji urządzenia prosimy uprzejmie o zapoznanie się z treścią Instrukcji Obsługi. Prosimy o zachowanie Instrukcji.
Rygorystyczne przestrzeganie wskazówek i zaleceń zawartych w Instrukcji Obsługi wpłynie na przedłużenie żywotności Państwa spawarki.
SPIS TREŚG:
- Przeznaczenie urządzenia
- Ograniczenia użycia
- Dane techniczne
- Bezpieczeństwo pracy
- Podłączenie do sieci
- Przygotowanie do pracy
- Włączanie urządzenia
- Użytkowanie urządzenia
- Zasady doboru elektrod
- Bieżące czynności obsługowe
- Samodzielne usuwanie usterek
- Informacje dodatkowe
- Informacja dla użytkowników o pozbywaniu się zużytego sprzętu
- Karta Gwarancyjna
Deklaracja zgodności dostępna w siedzibie firmy Dedra Exim Sp. z O.O.
1. Przeznaczenie urządzenia
Spawarka inwertorowa DESTi225AC jest produktem przeznaczonym do spawania elektrodą nietopliwą w osłonie gazów obojętnych (metoda TIG AC oraz TIG DC) z dodatkową funkcją spawania łukowego elektrodą otuloną (metoda MMA)
Spawarki inwertorowe są nowym rodzajem spawarek, generujących niezbędne wartości prądowe za pomocą układów elektronicznych. Cechują je niewielkie rozmiary, niska waga, odpowiednia sprawność, szeroki zakres zastosowania, bardzo dobre efekty spawania i znaczna mobilność transportowa. Nadaje się do wszelakiego rodzaju prac naprawczych. Spawarka model DESTi225AC przeznaczona jest do spawania TIG AC lub TIG DC. Spawarka posiada w pełni funkcjonalny panel sterujący, który intuicyjnie umożliwia nastawienie parametrów spawania. Spawarka przystosowana jest do zasilania o napięciu 230V \~ 50 Hz (jednofazowe)
2. Ograniczenia użycia
Spawarka została zaprojektowana do pracy w obszarze przemysłowym. W warunkach gospodarstwa domowego użytkowanie spawarki możliwe jest tylko przy stosowaniu zgodnych z odpowiednimi normami, specjalnych zabezpieczeń, koniecznych do wyeliminowania oddziaływania pola elektromagnetycznego. Jednakże, pomimo zaprojektowania spawarki tak, aby emisja elektromagnetyczna była jak najmniejsza, spawarka może wytwarzać zakłócenia elektromagnetyczne, które może oddziaływać na pracę komputerów i urządzeń sterowanych komputerowo, urządzeń systemów bezpieczeństwa, sprzętu pomiarowego, sprzętu łączności radiowej, urządzeń sterowanych drogą radiową itp.
Urządzenie zostało zaprojektowane w taki sposób, aby mogło być służyć również użytkownikom amatorskim.
Samowolne zmiany w budowie mechanicznej i elektrycznej lub elektronicznej, wszelkie modyfikacje, czynności obsługowe nie opisane w Instrukcji Obsługi będą traktowane za bezprawne i powodują natychmiastową utratę Praw Gwarancyjnych oraz wystawionej deklaracji zgodności. Niezgodne z przeznaczeniem użytkowanie, bądź niezgodnie z zaleceniami i wskazówkami zawartymi w Instrukcji Obsługi, spowoduje natychmiastową utratę Praw Gwarancyjnych.
Należy upewnić się, że zainstalowanie spawarki nie będzie powodować niepoprawnej pracy innych urządzeń.
Zabroniona jest praca w dużym zapyleniu lub zakurzeniu (szczególnie drobiny metalu). Stopnie zanieczyszczenia definiuje norma PN-EN 60974-1. Należy zagwarantować odpowiednią jakość środowiska pracy, gdyż nie przestrzeganie jej może powodować uszkodzenie urządzenia (stopnie zanieczyszczenia urządzenia opisano w informacjach dodatkowych. Spawarkę umieścić w pomieszczeniu o swobodnej cyrkulacji powietrza i sprawnie działającą instalacją odciągową.
Dopuszczalnym stopniem zanieczyszczenia środowiska, w którym może funkcjonować urządzenie jest stopień 3 (patrz rozdział 13 - Informacje Dodatkowe).
Miejsce pracy spawarki należy dobrać tak, aby nie znajdowało się ono w pobliżu:
- przewodów komputerowych
- przewodów telefonicznych
- przewodów sterowania przemysłowego.
Zaleca się, aby osoby używające osobistych urządzeń medycznych, takich jak: rozruszniki serca, urządzenia wspomagające słuch itp. przed rozpoczęciem użytkowania urządzenia spawalniczego skonsultowały się z lekarzem prowadzącym.
Nie użytkować spawarki przy temperaturze powyżej 40° C. Nie przeciązać spawarki. Należy przestrzegać określonego cyklu pracy (współczynnik X) przy nastawach prądowych podczas spawania.
NIE STOSOWAĆ SPAWARKI DO ROZMRAŻANIA RUR !!!
Tabela nastaw i cyklu pracy znajduje się na tylnym panelu urządzenia. Legenda:
X - Cykl pracy I_2 - Znamionowy prąd spawania U_2 - Napięcie w stanie obciążenia
Przyjmuje się, iż czas pełnego cyklu pracy wynosi 10 min
3. Dane techniczne
Model spawarki inwertorowej
DESTi225AC
Napięcie zasilające
230 V \~ 50 Hz
Maksymalny prąd spawania:
Metoda TIG
225 A
Metoda MMA
200 A
Zakres regulacji prądu spawania
10 - 225 A
Chłodzenie
wentylator
Waga
19,5 kg
Funkcje: Hot Start, Zapłon Zbliżeniowy
Częstotliwość pulsacyjna
max 5 Hz
Częstotliwość prądu zmiennego TIG AC
60Hz
Funkcja spawania metodą TIG ( nr 141 wg PN-EN ISO 4063)
Średnice elektrody nietopliwej do zastosowania
1,6 mm, 2 mm oraz 2,4 mm
Funkcja spawania metodą MMA (nr 111 wg PN-EN ISO 4063)
Maksymalna średnica elektrody otulonej
4 mm
Stopień ochrony
IP21S
Maksymalny prąd spawania jest możliwy do osiągnięcia jedynie gdy sieć zasilająca zapewnia pełną wydajność prądową.
Spawarka wymaga przyłączenia do sieci elektrycznej o wartości nominalnej 230 V. Przewody przedłużające o małym przekroju powodują znaczne obniżenie osiągów spawarki.
Spawarka przystosowana jest do zasilania z agregatu o mocy nominalnej 10 kVA. Stosowanie agregatów o niższej mocy uniemożliwia użytkowanie spawarki w całym zakresie nastaw prądowych.
4. Bezpieczeństwo pracy
Należy dokładnie zapoznać się z treścią tego rozdziału, celem maksymalnego ograniczenia możliwości powstania urazu, bądź wypadku spowodowanego niewłaściwą obsługą, lub nieznajomością Przepisów Bezpieczeństwa Pracy.
OSTRZEŻENIE!
Podczas pracy urządzeniem spawalniczym zaleca się zawsze przestrzegać podstawowych zasad
- Należy dbać o porządek w miejscu pracy. Nieporządek może być przyczyną wypadków.
- Przed rozpoczęciem pracy należy zadbać o dobre oświetlenie stanowiska.
- Spawarkę może użytkować osoba, która dokładnie zapoznała się i zrozumiała treść Instrukcji Obsługi
- W czasie pracy należy stosować środki ochrony osobistej: fartuch spawalniczy, rękawice spawalnicze, maskę spawalniczą i odpowiednie obuwie o antypoślizgowej podeszwie.
- Stosować okulary ochronne podczas oczyszczania spoiny.
- Stanowisko spawalnicze powinno być wyposażone w sprawnie działającą instalację odciągową. Zabroniona jest praca w pomieszczeniu zapylonym lub zakurzonym.
- Stanowisko spawalnicze powinno być oddzielone ekranem ochronnym.
- Zabronione jest użytkowanie urządzenia w wilgotnym lub mokrym pomieszczeniu.
- Zabronione jest pozostawianie lub użytkowanie urządzenia na deszczu lub śniegu.
- Zabronione jest użytkowanie spawarki w miejscach, w których znajdują się ciece łatwopalne lub gazy.
- Zabronione jest umieszczanie spawarki na podłożu pochyłym, niestabilnym lub sypkim.
- Podczas pracy nie dotykać części uziemionych jak kaloryfery, przewody wodne, chłodziarki itp.
- Spawarkę należy włączać do sieci zasilającej jedynie na czas pracy. Po włączeniu zasilania w miejscu pracy nie mogą przebywać osoby nie powołane. Urządzenie jest szczególnie niebezpieczne dla dzieci, dlatego należy dołożyć szczególnej troski, by urządzenie było absolutnie niedostępne dla dzieci.
- Zabronione jest użytkowanie urządzenia niezgodnie z jego przeznaczeniem. Nie stosować spawarki do rozmrażania rur.
- Wszelkie czynności obsługowe należy wykonywać przy wyjętej z gniazdka wtyczce.
- Nie demontować obudowy urządzenia
- Sprawdzać każdorazowo przed uruchomieniem urządzenia stan osłon i wszelkich elementów bezpieczeństwa pracy. Nie pracować z uszkodzonymi, wymienić na wolne od wad.
- Przewód zasilający oraz ewentualnie zastosowany przedłużacz chronić przed nadmiernym ciepłem, olejami oraz ostrymi krawędziami. Nie pracować, gdy przedłużacz jest zwinięty.
- Przedłużacz stosowany przy pracy powinien zapewniać swobodną eksploatację, a długość przewodu powinna być tak dobrana by jego nadmiar nie przeszkadzał w pracy.
- Nie ciągnąć za przewód przyłączeniowy odłączając wtyczkę z gniazdka.
- Przed rozpoczęciem spawania należy unieruchomić obrabiany materiał za pomocą ścisków lub imadła.
- Podczas pracy przyjąć pozycję wykluczającą przewrócenie się. Stać pewnie.
- Każdorazowo przed rozpoczęciem pracy spawarką należy kontrolować stan przewodu zasilającego, przewodów spawalniczych, uchwytów elektrod i pozostałych stosowanych przewodów prądowych. Nie pracować uszkodzonymi. Uszkodzone wymienić na wolne od wad.
- Przed pierwszym podłączeniem spawarki należy sprawdzić czy napięcie zasilające odpowiada oznaczeniu na tabliczce znamionowej urządzenia. Gniazdko zasilające musi być wyposażone w bolec uziemiający.
- Zabronione jest pozostawianie urządzenia podłączonego do sieci bez dozoru. Każdorazowo po zakończeniu pracy obowiązkowo odłączyć wtyczkę od sieci zasilającej.
Jednakże nawet jeśli spawarka jest eksploatowana zgodnie z Instrukcją Obsługi niemożliwe jest całkowite wyeliminowanie pewnego czynnika ryzyka związanego z jej konstrukcją i przeznaczeniem.
W szczególności występują następujące ryzyka:
Poparzenia.
Zatrucia gazami, spalinami lub oparami.
Uszkodzenia wzroku.
Wzniecenia pożaru.
Porażenia prądem elektrycznym.
5. Podłączenie do sieci
Przed pierwszym podłączeniem spawarki upewnić się, czy napięcie zasilania odpowiada podanej na tabliczce znamionowej wartości.
Instalacja zasilająca powinna być wykonana przewodem miedzianym o minimalnym przekroju 3 x 2,5 mm 2, powinna być poprowadzona od bezpiecznika o wartości 16 A (np. nadmiarowo prądowy serii S300 (C)), i winna spełniać przepisy bezpieczeństwa użytkowania (nieodzowne jest zastosowanie instalacji ochronnej).
Instalacja zasilająca winna być wykonana przez uprawnionego elektryka. W przypadku korzystania z przedłużaczy należy użyć przedłużacza przystosowanego do nominalnego obciążenia i wyposażonego w przewód ochronny. Przewód elektryczny ułożyć tak, aby w czasie pracy nie był narażony na przecięcie, przepalenie lub stopienie. Nie używać uszkodzonych przedłużaczy. Nie ciągnąć za kabel zasilający wyjmując wtyczkę z gniazdka. Spawarka DESTi225AC/DC została zaprojektowana do pracy z agregatem prądotwórczym 10 kVA.
6. Przygotowanie do pracy
Spawarka powinna być ustawiona w miejscu dobrze oświetłonym bez dostępu wilgoci. Sprawdzić przed rozpoczęciem pracy spawarką stan przewodu zasilającego, przewodów spawalniczych, uchwytu elektrod i zacisku masowego. Nie pracować uszkodzonymi. Uszkodzone wymienić na wolne od wad. W czasie spawania przewody prądowe wytwarzają silne pole elektromagnetyczne. W celu zmniejszenia promieniowania elektromagnetycznego należy je ułożyć blisko siebie.
7. Włączanie urządzenia
Upewnić się że sieć zasilająca jest wyposażona w przewód ochronny. Należy stosować przedłużacz trójżyłowy (z przewodem ochronnym), o przekroju żył przystosowanym do nominalnego obciążenia.
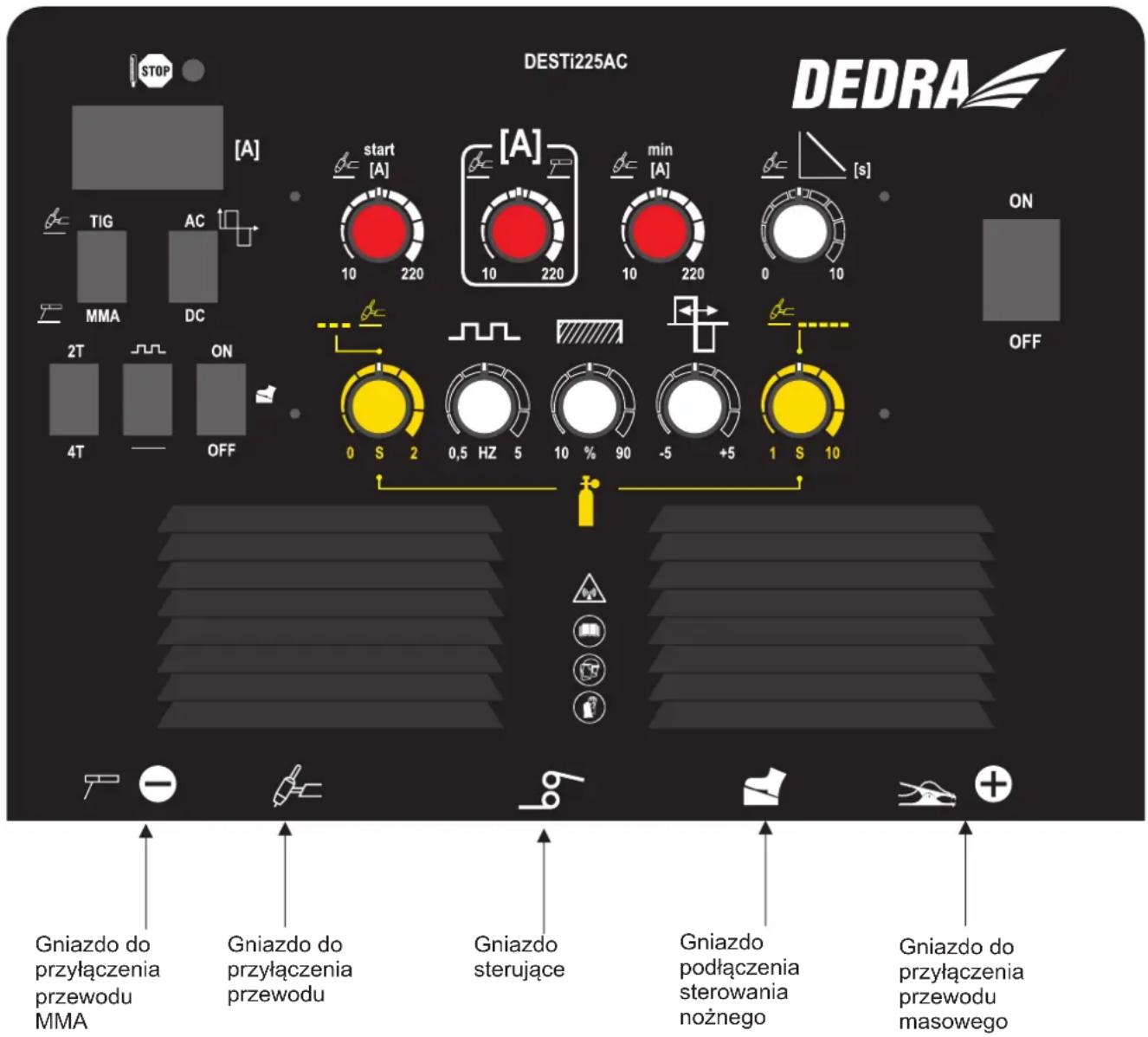
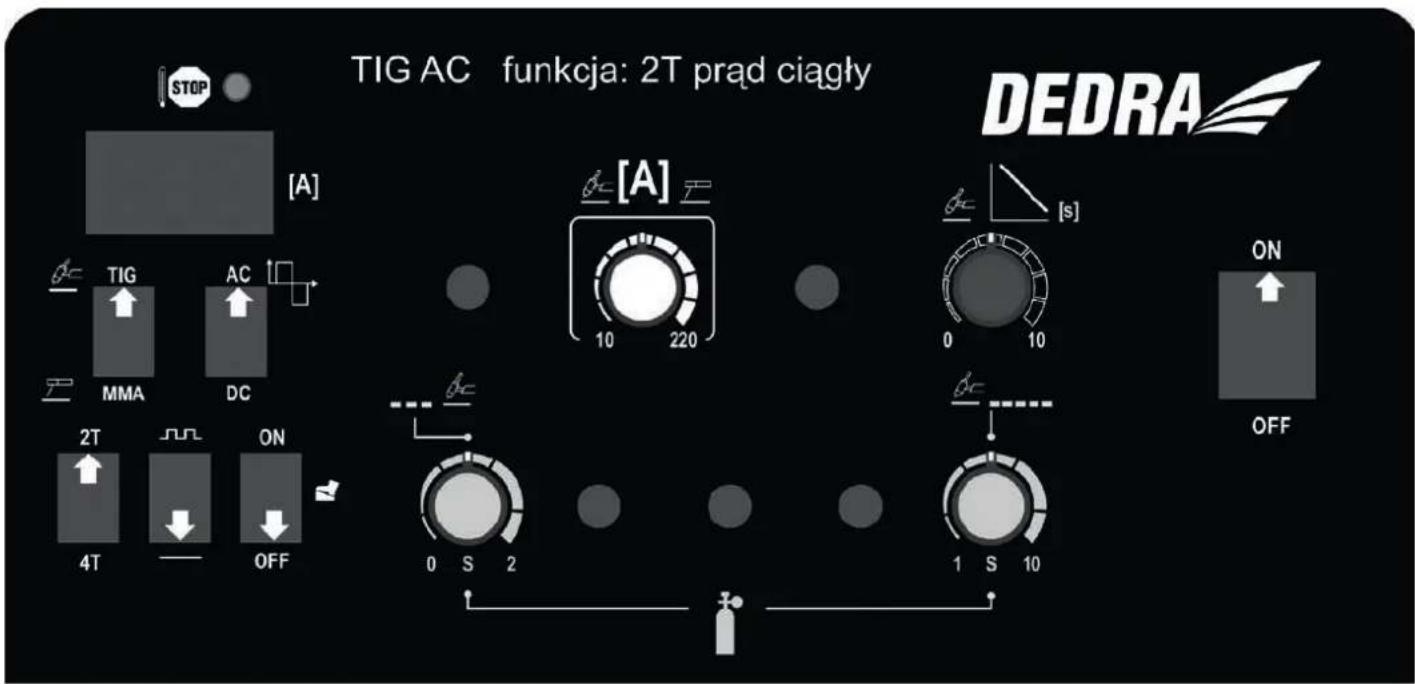
Upewnić się, że przycisk włącznika jest w pozycji wyłączony ( oznakowany OFF) - patrz rys.1. Załączenie napięcia następuje poprzez przestawienie przycisku włącznika w pozycję włączony (oznakowany ON ).
text_image
STOP DESTi225AC DEDRA [A] start [A] [A] min [A] [s] ON OFF TIG AC 10 220 10 220 10 220 0 10 MMA DC 2T ON 4T OFF 0 S 2 0,5 HZ 5 10 % 90 -5 +5 1 S 10 Gniazdo do przyłączenia przewodu MMA Gniazdo do przyłączenia przewodu Gniazdo sterujące Gniazdo podłączenia sterowania nożnego Gniazdo do przyłączenia przewodu masowegoRys. 1. Panel sterowania spawarki DESTi225AC
8. Użytkowanie urządzenia
8.1. Przygotowanie materiału do spawania
Oczyścić materiał przeznaczony do spawania w miejscach układania spoiny i w miejscu mocowania uchwytu zaciskowego materiału. Rdzę, farbę, lakier i tym podobne zabrudzenia usunąć za pomocą szczotki drucianej, papieru ściernego lub chemicznie przez odtłuszczenie. Oczyszczenie elementów do spawania ręcznego wykonać na szerokości ok. 25mm.
Wszelkie zanieczyszczenia materiału należy usunąć, gdyż w czasie spawania powodują wydzielanie się dużych ilości gazów i tlenków, a dodatkowo są przyczyną spadku wytrzymałości spoiny.
8.2. Spawanie elektrodą nietopliwą (TIG DC)
W tej metodzie spawania stosujemy elektrody wolframowe nietopliwe, spawając w osłonie gazów obojętnych np. argonu lub helu. Źródłem ciepła w tej metodzie jest łuk elektryczny jarzący się pomiędzy elektrodą nietopliwą zamocowaną w uchwycie, a materiałem spawanym. Strumień gazu podany z butli (argon lub hel) do uchwytu elektrody trafia w strefę łuku elektrycznego, chroniąc tym samym końcówkę elektrody i jeziorko ciekłego metalu przed dostępem tlenu i azotu z powietrza. Spawając tą metodą można stosować ręczne podawanie spoiwa (drut) lub spawać bez dodawania spoiwa. Należy zwrócić uwagę na fakt, że podczas spawania metodą TIG konieczne jest spawanie w pomieszczeniach zamkniętych, bowiem osłona gazów podana z butli do strefy spawania jest bardzo czuła na podmuchy powietrza. Spawanie w przeciągu jest niedopuszczalne. Pomieszczenie w którym spawamy musi być wolne od podmuchów powietrza i musi być wyposażone w sprawnie działającą instalację odciągową.
Przed przystąpieniem do pracy należy obowiązkowo wykonać wszelkie czynności opisane wcześniej. Szczególną uwagę zwrócić na wszelkie elementy związane z bezpieczeństwem pracy i przygotowaniem stanowiska pracy, oczyszczeniem materiału przeznaczonego do spawania oraz przygotowaniem urządzenia do pracy.
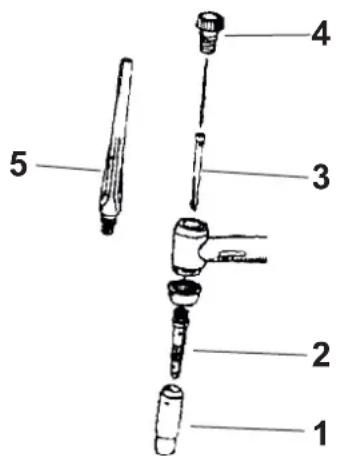
Zmontować przewód prądowy elektrody nietopliwej. Uchwyt elektrody nietopliwej (rys. 2) składa się z kilku elementów: dyszy ceramicznej, tulei prądowej, tulei zaciskowej elektrody, zaślepki tylnej długiej uchwytu elektrody oraz zaślepki krótkiej uchwytu elektrody. Odkręcić zaślepkę krótką uchwytu elektrody. Wyjąć tuleję zaciskową elektrody. Dobrać średnicę tulejki zaciskowej (rozmiar trwale naniesiony na tulejce) do średnicy elektrody, której mamy zamiar użyć. Wsunąć elektrodę w tulejkę, po czym wsunąć tulejkę z elektrodą do oprawki uchwytu. Wyjąć z opakowania zaślepkę długą elektrody i nakręcić na uchwyt. Zwrócić uwagę na fakt by elektroda wystawała z uchwytu na ok. 5 mm. Wskazane jest by elektrodę naostrzyć przed użyciem. Poprawi to żywotność elektrody, jakość łuku elektrycznego i jakość procesu spawania. Zmontowany przewód prądowy podłączyć do spawarki wkręcając go w gniazdo przyłączeniowe gazu oraz podłączyć wtyczkę zaworu (drugi cienki przewód) i dokręcić go nakrętką.
Podłączyć przewód uchwytu elektrody nietopliwej oraz przewód zaciskowy materiału do spawarki zgodnie z
rys. 1 (- przewód uchwytu elektrody, + zacisk materiału), włożyć wtyczkę do gniazda sieci zasilającej (przycisk włącznika musi być w pozycji wyłączony), osadzić uchwyt zaciskowy na materiale przeznaczonym do spawania. Przestawić włącznik trybu pracy w położenie górne TIG. Włączyć spawarkę i nastawić pokrętłem (1) wymagany prąd spawania. Wcisnąć dźwigienkę elektrozaworu znajdującą się w
text_image
1 2 3 4 51 - Dysza ceramiczna
2 - Tuleja prądowa
3 - Tuleja zaciskowa elektrody
4 - Zaślepka
5 - Uchwyt długi
Rys. 2 - uchwyt elektrody
8.3. Oznaczenie pokręteł
Pokrętła regulacji parametrów prądowych spawarki zostały podzielone na 3 obszary funkcjonalne:
OBSZAR CZERWONY to pokrętła pozwalające ustawiać wartości prądowe łuku spawalniczego.
OBSZAR BIAŁY to pokrętła służące do ustawiania przebiegu wartości prądowych
Oznaczenie pokręteł nastaw wartości prądowych (czerwonych):

Prąd początkowy wstępny [A], aktywny tylko w metodzie TIG (funkcja 4T). Bez względu na sposób spawania prąd ten jest prądem stałym, również przy włączonej funkcji pulse(rozgrzewanie materiału – arc starting). Wartość prądowa nastawiana tym pokrętłem nie ma powiązania z pozostałymi pokrętlami prądowymi, jednak jej wartość powinna być mniejsza od nominalnej wartości prądu spawania. W trakcie wykonywania taktu (spawania) można modyfikować nastawy.
Wartość nominalna prądu spawania albo wartość maksymalna (Tig PULSE) prądu spawania [A]. Wartość prądowa nastawiana tym pokrętem nie ma powiązania z pozostałymi pokrętłami prądowymi. Wartości prądowe nominalne powinny być nastawiane jako wartości największe.
W trakcie wykonywania taktu (spawania) można modyfikować nastawy.

Minimalna wartość prądu spawania [A] aktywny tylko w metodzie TIG z nastawą puls Wartość prądowa nastawiana tym pokrętem nie ma powiązania z pozostałymi pokrętłami prądowymi. W trakcie wykonywania taktu (spawania) można modyfikować nastawy. Uwaga: Jeżeli w cyklu pracy wartość minimalna prądu spawania będzie większa od wartości nominalnej to istnieje ryzyko uszkodzenia uchwytu spawalniczego (spawarka nie ulegnie uszkodzeniu)
Oznaczenie pokręteł trybu zmian wartości prądowych (białych)
Czas trwania wygaszania łuku [s] (tylko przy funkcji 4T)
Częstotliwość pulsu [Hz] (tylko w funkcji spawania pulsowego)

Szerokość impulsu (tylko w funkcji spawania pulsowego)
Asymetria cyklu zmiennoprądowego
Oznaczenie pokręteł trybu zmian wartości prądowych (czerwonych)

Regulacja czasu przepłukiwania strefy spawania

Regulacja czasu chłodzenia gazem osłonowym. Uruchamia się po wygaszeniu łuku.
Wyświetlacz prądu: spawania / startowego / tła:
[A]
Spawarka wyposażona jest w trójpozycyjny cyfrowy wyświetlacz, którego zadaniem jest wyświetlanie parametrów prądu spawania. Może on wyswietlać, w zależności od aktualnej konfiguracji nastaw spawarki, prąd spawania, prąd startowy lub naprzemiennie prąd spawania / prąd tła w przypadku ustawienia funkcji spawania
Prąd spawania wyświetlany jest w przypadku ustawienia metody spawania MMA, metody TIG w opcji 2T prąd ciągły. W tym przypadku wartość odczytana z wyświetlacza odpowiada nastawie pokrętem prądu:
Prąd startowy wyświetlany jest w przypadku ustawienia metody spawania TIG w opcji 4T prąd ciągły. W tym przypadku wartość odczytana z wyświetlacza odpowiada nastawie pokrętem prądu startowego:
Aby ustawić wartości prądu spawania i prądu startowego należy najpierw ustawić opcję TIG 2T i po ustawieniu poprawnej wartości prądu spawania przełączyć opcję na TIG 4T co daje możliwość poprawnego ustawienia prądu startowego.
W przypadku ustawienia w spawarce trybu pracy TIG w opcji 2T pulse na wyswietlaczu zostaje wyświetlony prąd spawania na zmianę z prądem tła ustawianym pokrętem:
Z uwagi na szybkie zmiany wartości prądu w trybie pulse, wartości pokazywane na wyświetlaczu w tym trybie należy uznać za bardzo przybliżone.
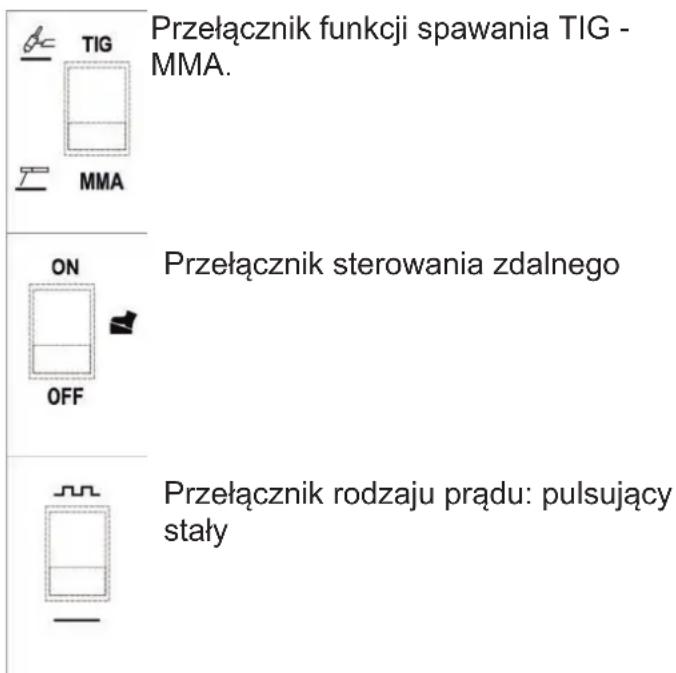
Przełączniki funkcji spawania
text_image
TIG MMA Przełącznik funkcji spawania TIG - MMA. ON OFF Przełącznik sterowania zdalnego Przełącznik rodzaju prądu: pulsujący stały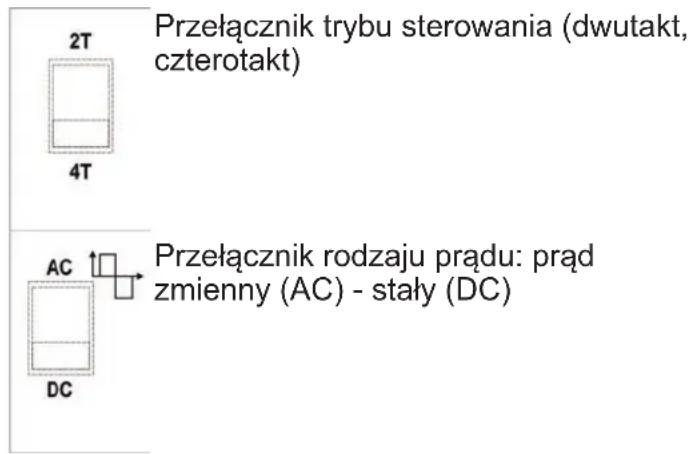
text_image
Przełącznik trybu sterowania (dwutakt, czterotakt) 2T 4T AC DC Przełącznik rodzaju prądu: prąd zmienny (AC) - stały (DC)8.4. Zestawianie funkcji:
9.4.1. TIG staly, ciągły (4T DC) (strona 9)
9.4.2. TIG stały, pulsujący (4T DC) (strona 10)
9.4.3. TIG staly, ciągły (2T DC) (strona 11)
9.4.4. TIG stały, pulsujący (2T DC) (strona 12)
9.4.5. TIG zmienny, ciągły (4T AC) (strona 13)
9.4.6. TIG zmienny, pulsujący (4T AC) (strona 14)
9.4.7. TIG zmienny, ciągły (2T AC) (strona 15)
9.4.8. TIG zmienny, pulsujący (2T AC) (strona 16)
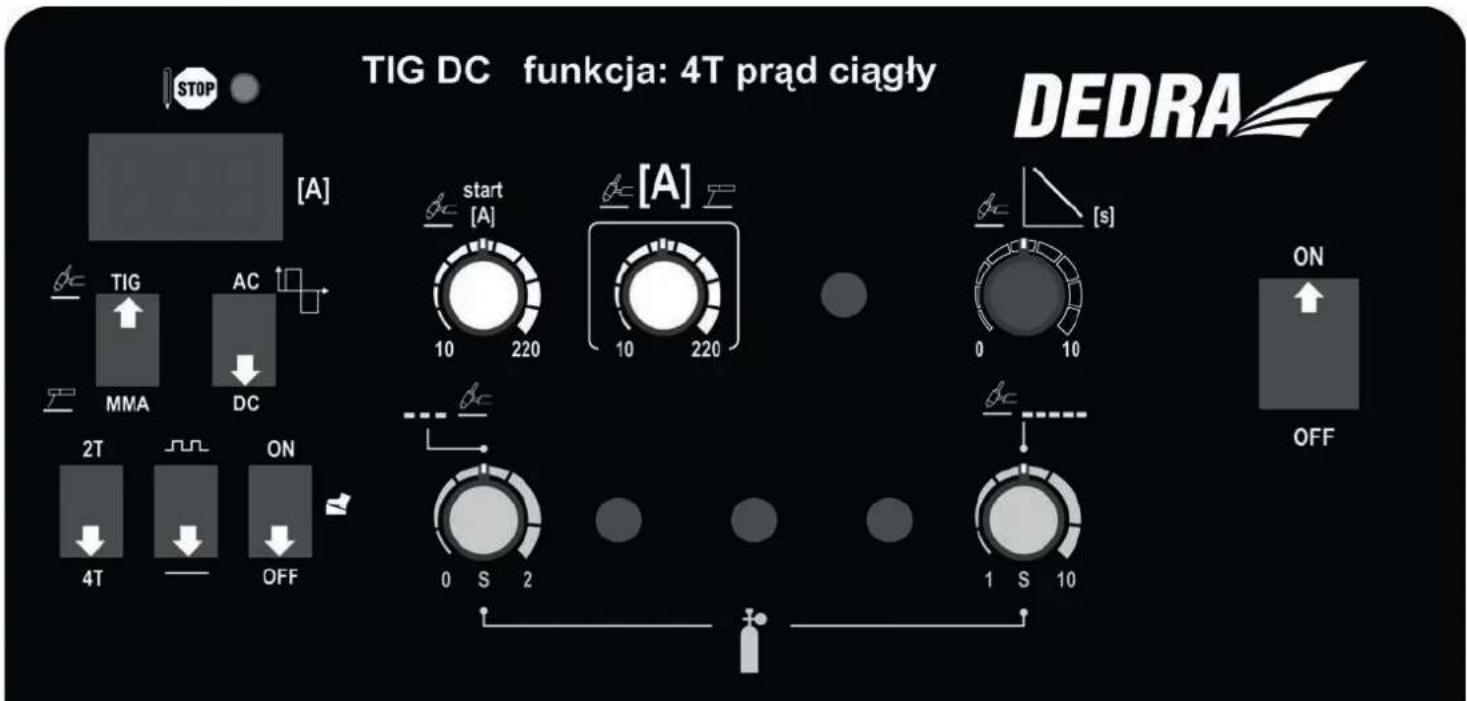
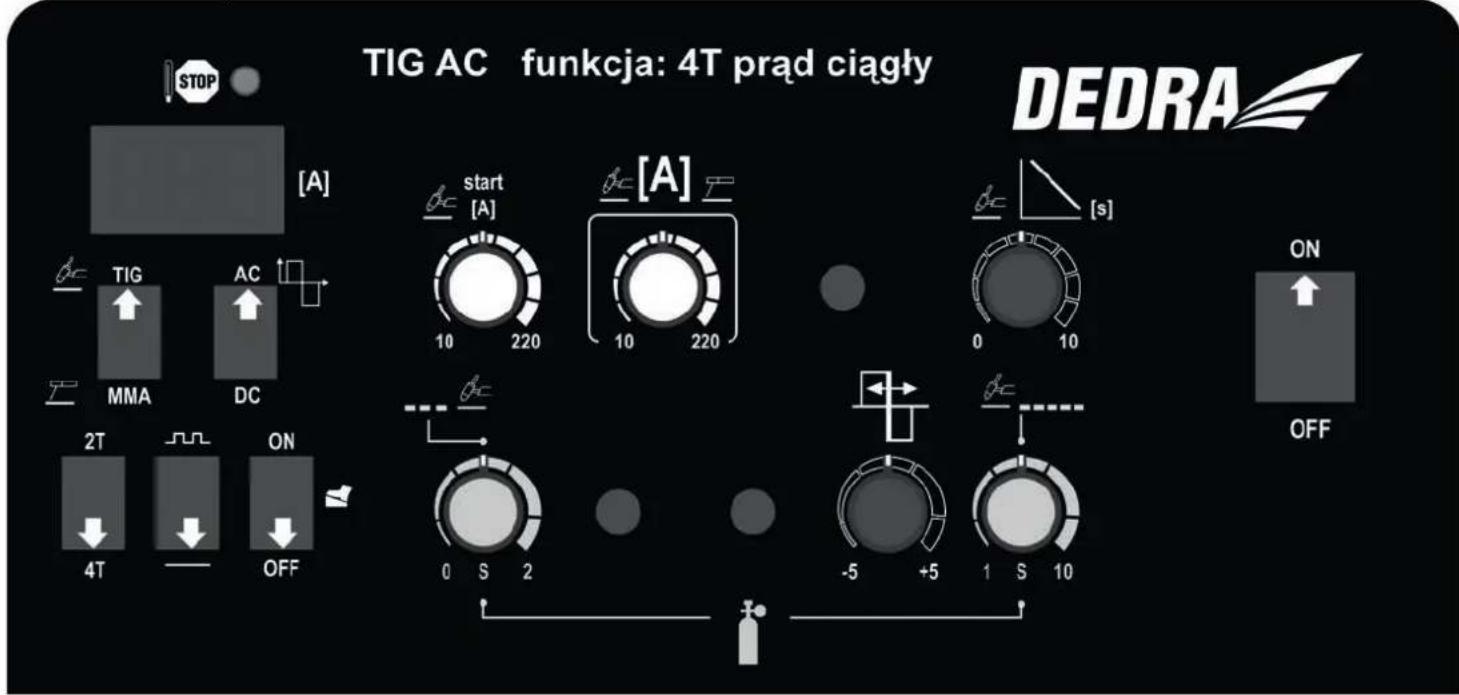
8.4.1. Funkcja DC 4T
text_image
TIG DC funkcia: 4T prąd ciągły STOP [A] start [A] [A] [MMA] DC 10 220 10 220 0 10 ON OFF 2T ON 4T OFF 0 S 2 1 S 10 DEDRA
OBSZAR CZERWONY: łuk zasilany jest prądem wstępnym stałym, regulowanym pokrętłem start[A] Łuk elektryczny będzie zasilany prądem stałym wstępnym, tak długo jak długo naciskany jest przycisk sterujący. Wartość prądowa wyświetlana jest na wskaźniku prądu spawania
OBSZAR BIAŁY nie podlega regulacji

OBSZAR ŻÓŁTY: Przed zapłonem łuku podawany jest gaz osłonowy, którego czas jest regulowany pokrętłem pokazanym po lewej stronie. Regulacja czasu przepłukiwania strefy spawania od 0 do 2 [s]. Po przepłukaniu następuje zapłon łuku
OBSZAR CZERWONY łuk elektryczny zasilany jest nominalnym prądem spawania ustawianym pokrętem. Wartość prądu wyświetlana na wskaźniku cyfrowym
OBSZAR BIAŁY nie podlega regulacji
OBSZAR ŻÓŁTY gaz osłonowy wypływa stale

OBSZAR CZERWONY nie podlega regulacji
OBSZAR BIAŁY łuk zasilany jest prądem którego wielkość zmniejsza się od wartości nominalnej do wartości minimalnej: gotowość do wygaszenia łuku. Regulacja czasu wygaszania odbywa się pokrętem pokazanym po lewej stronie.
OBSZAR ŻÓŁTY gaz osłonowy wypływa stale
OBSZAR CZERWONY nie podlega regulacji
OBSZAR BIAŁY nie podlega regulacji

OBSZAR ŻÓŁTY po wygaśnięciu łuku podawany jest gaz osłonowy którego czas ustawia się pokrętłem pokazanym po lewej stronie.
Uchwyt spawalniczy należy oddalić od strefy spawania dopiero po zakończeniu wypływu gazu osłonowego
8.4.2. Funkcja DC 4T

text_image
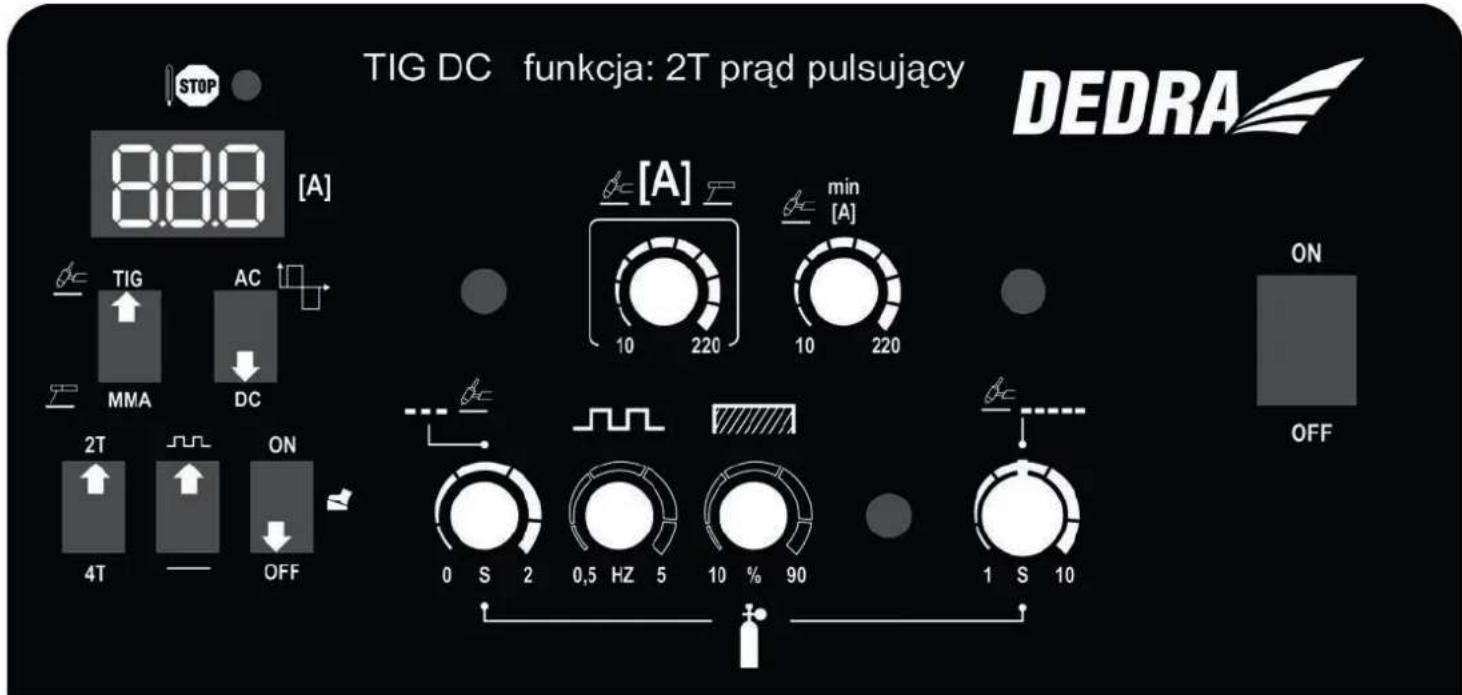
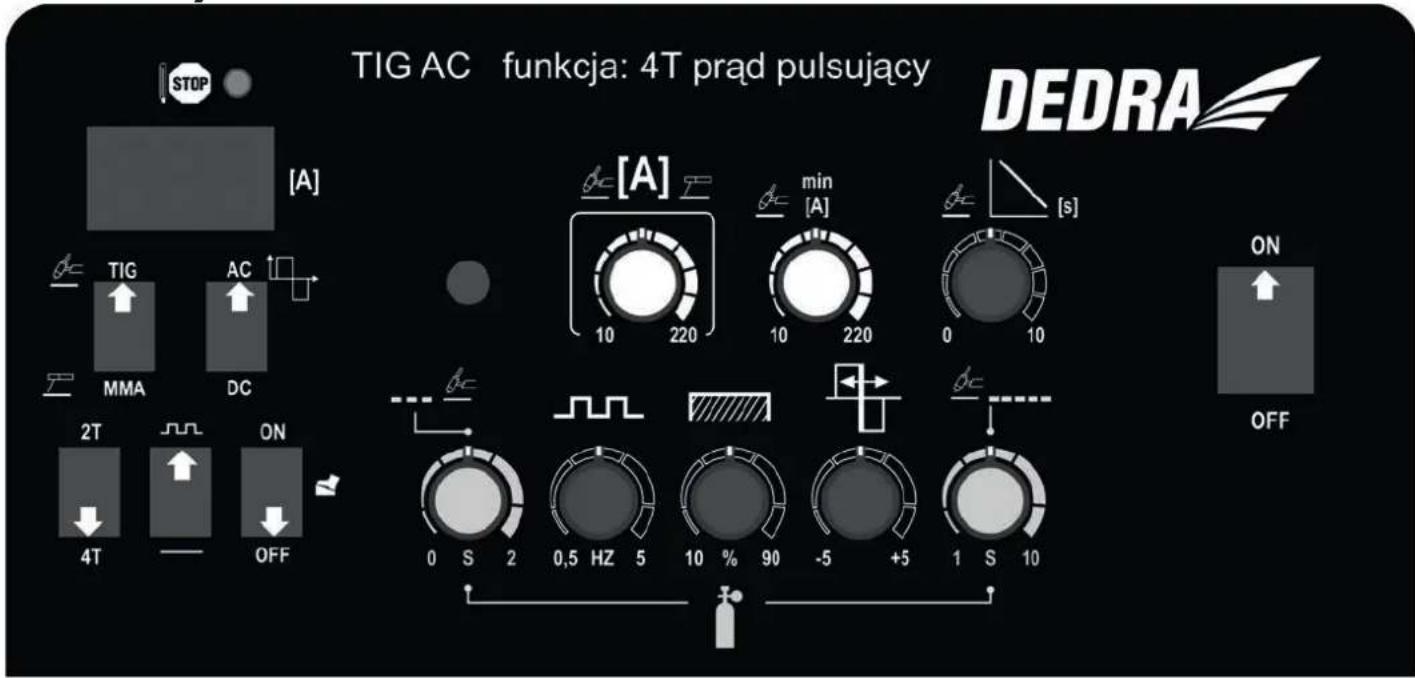
TIG DC funkcia: 4T prąd pulsujący DEDRA STOP 8.8.8 [A] start [A] min [A] 220 10 220 10 220 10 220 0 10 ON OFF TIG AC MMA DC 2T ON 4T OFF 0 S 2 0,5 HZ 5 10 % 90 1 S 10
OBSZAR CZERWONY: łuk zasilany jest prądem wstępnym stałym, regulowanym pokrętem start[A] czas trwania prądu wstępnego tak długo jak długo naciskamy przycisk, jego wartość widoczna jest na wyświetlaczu cyfrowym
OBSZAR BIAŁY nie podlega regulacji

OBSZAR ŻÓŁTY: Przed zapłonem łuku podawany jest gaz osłonowy, którego czas jest regulowany pokrętłem. Regulacja czasu przepłukiwania strefy spawania od 0 do 2 [s].
Po przepłukaniu następuje zapłon łuku

Łuk elektryczny zasilany jest w części cyklu nominalnym prądem spawania ustawianym pokrętem.

Łuk elektryczny zasilany jest w pozostałej części cyklu prądem spawania ustawianym pokrętem pokazanym po lewej stronie.
Uśredniona wartość prądu spawania wyświetlana na wskaźniku cyfrowym.

OBSZAR BIAŁY częstotliwość impulsów regulowana jest pokrętłem pokazanym po lewej stronie.

Procentowy udział wartości nominalnej ( w tym przypadku maksymalnej) regulowany jest pokrętem.
OBSZAR ŻÓŁTY gaz osłonowy wypływa stale
OBSZAR CZERWONY nie podlega regulacji

OBSZAR BIAŁY łuk zasilany jest prądem którego wielkość zmniejsza się od wartości nominalnej do wartości minimalnej: gotowość do wygaszenia łuku. Regulacja czasu wygaszania odbywa się pokrętem pokazanym po lewej stronie.
OBSZAR ŻÓŁTY gaz osłonowy wypływa stale
OBSZAR CZERWONY nie podlega regulacji
OBSZAR BIAŁY nie podlega regulacji

OBSZAR ŻÓŁTY po wygaśnięciu łuku podawany jest gaz osłonowy którego czas ustawia się pokrętem pokazanym po lewej stronie.
Uchwyt spawalniczy należy oddalić od strefy spawania dopiero po zakończeniu wypływu gazu osłonowego
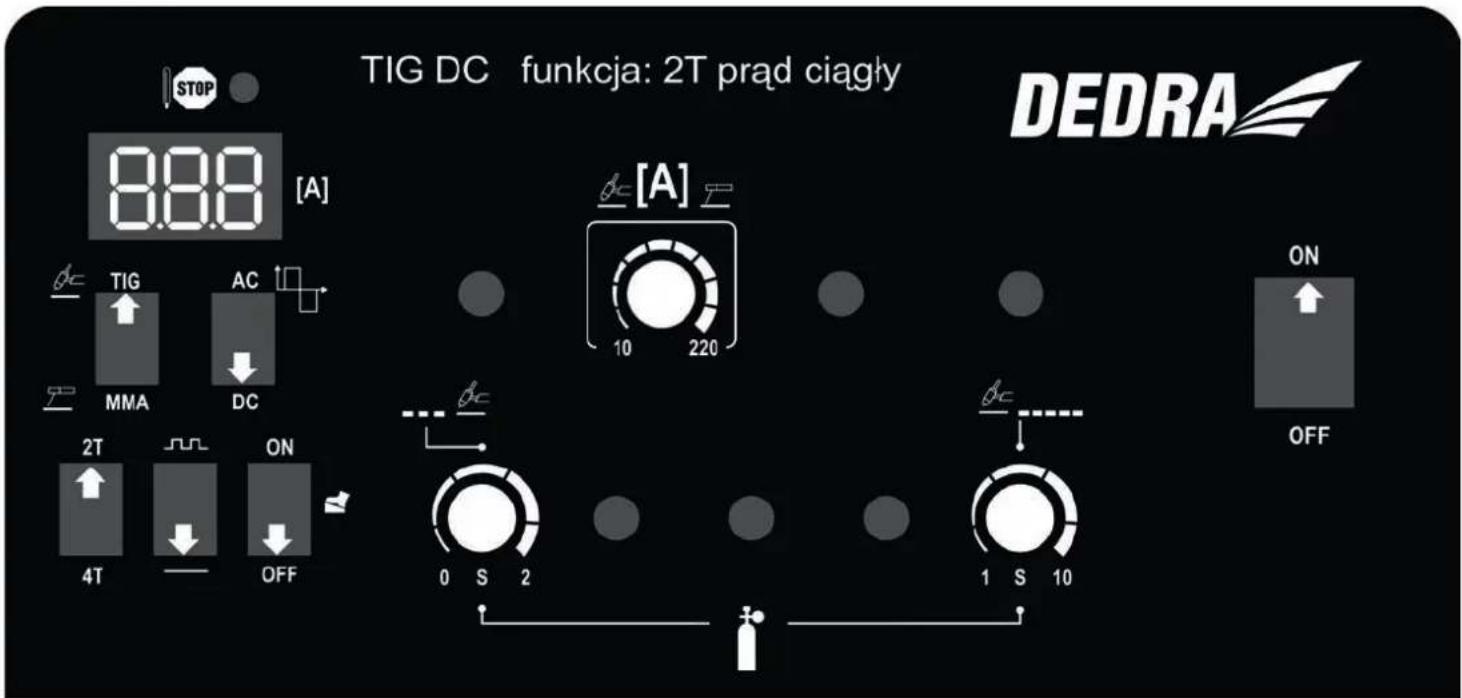
8.4.3. Funkcja DC 2T
text_image
TIG DC funkcia: 2T prąd ciągły 8.88 [A] φc [A] 10 220 φc ON OFF TIG AC MMA DC 2T ON 4T OFF 0 S 2 1 S 10
OBSZAR CZERWONY: Łuk elektryczny zasilany jest w części cyklu nominalnym prądem spawania ustawianym pokrętem.
OBSZAR BIAŁY nie podlega regulacji

OBSZAR ŻÓŁTY: Przed zapłonem łuku podawany jest gaz osłonowy, którego czas jest regulowany pokrętem.
Regulacja czasu przepłukiwania strefy spawania od 0 do 2 [s].
Po przepłukaniu następuje zapłon łuku
OBSZAR CZERWONY nie podlega regulacji
OBSZAR BIAŁY nie podlega regulacji

OBSZAR ŻÓŁTY po wygaśnięciu łuku podawany jest gaz osłonowy którego czas ustawia się pokrętem pokazanym po lewej stronie.
Uchwyt spawalniczy należy oddalić od strefy spawania dopiero po zakończeniu wypływu gazu osłonowego
Notatki:
8.4.4. Funkcja DC 2T
text_image
TIG DC funkcia: 2T prąd pulsujący DEDRA STOP 8.88 [A] TIG AC MMA DC 2T ON 4T OFF min [A] 10 220 10 220 ON OFF 0 S 2 0,5 HZ 5 10 % 90 1 S 10< TAKT 1 > Przycisk sterujący naciśnięty pokrętłem.
OBSZAR CZERWONY: Łuk elektryczny zasilany jest w części cyklu nominalnym prądem spawania ustawianym pokrętem.

Łuk elektryczny zasilany jest w pozostałej części cyklu prądem spawania ustawianym pokrętem. Uśredniona wartość prądu spawania wyświetlana na wskaźniku cyfrowym.
OBSZAR BIAŁY częstotliwość impulsów regulowana jest pokrętem pokazanym po lewej stronie.
Procentowy udział wartości nominalnej prądu( w tym przypadku maksymalnej) regulowany jest pokrętłem pokazanym obok.
OBSZAR ŻÓŁTY: Przed zapłonem łuku podawany jest gaz osłonowy, którego czas jest regulowany pokrętłem Regulacja czasu przepłukiwania strefy spawania od 0 do 2 [s].
OBSZAR CZERWONY nie podlega regulacji
OBSZAR BIAŁY nie podlega regulacji

OBSZAR ŻÓŁTY po wygaśnięciu łuku podawany jest gaz osłonowy którego czas ustawia się pokrętem pokazanym po lewej stronie.
Uchwyt spawalniczy należy oddalić od strefy spawania dopiero po zakończeniu wypływu gazu osłonowego
8.4.5. Funkcja AC 4T
text_image
TIG AC funkcia: 4T prąd ciągły DEDRA stop [A] start [A] [ s ] TIG AC 10 220 10 220 0 10 MMA DC 2T ON 4T OFF 0 S 2 -5 +5 1 S 10 OFF< TAKT 1 > Przycisk sterujący naciśnięty pokrętłem.
OBSZAR CZERWONY: łuk zasilany jest prądem wstępnym stałym, regulowanym pokrętem start[A] Łuk elektryczny będzie zasilany prądem zmiennym wstępnym, tak długo jak długo naciskany jest przycisk sterujący. Wartość prądowa wyświetlana jest na wskaźniku prądu spawania
OBSZAR BIAŁY nie podlega regulacji

OBSZAR ŻÓŁTY: Przed zapłonem łuku podawany jest gaz osłonowy, którego czas jest regulowany pokrętłem
Regulacja czasu przepłukiwania strefy spawania od 0 do 2 [s].
Po przepłukaniu następuje zapłon łuku
OBSZAR CZERWONY łuk elektryczny zasilany jest nominalnym prądem spawania ustawianym pokrętem.
Wartość prądu wyświetlana na wskaźniku cyfrowym
OBSZAR BIAŁY Asymetria cyklu nastawiana jest pokrętłem pokazanym po lewej stronie.
Zakres regulacji od -5 do +5
OBSZAR ŻÓŁTY gaz osłonowy wypływa stale
OBSZAR CZERWONY nie podlega regulacji
OBSZAR BIAŁY łuk zasilany jest prądem którego amplituda zmniejsza się od wartości nominalnej do wartości minimalnej: gotowość do wygaszenia łuku. Regulacja czasu wygaszania odbywa się pokazanym pokrętłem.
OBSZAR ŻÓŁTY gaz osłonowy wypływa stale
OBSZAR CZERWONY nie podlega regulacji
OBSZAR BIAŁY nie podlega regulacji
OBSZAR ŻÓŁTY po wygaśnięciu łuku podawany jest gaz osłonowy którego czas ustawia się pokrętłem pokazanym po lewej stronie.
Uchwyt spawalniczy należy oddalić od strefy spawania dopiero po zakończeniu wypływu gazu osłonowego
8.4.6. Funkcja AC 4T
text_image
TIG AC funkcia: 4T prąd pulsujący DEDRA STOP [A] A min [A] s [10 220 10 220 0 10 ON OFF TIG AC MMA DC 2T ON 4T OFF 0 S 2 0,5 HZ 5 10 % 90 -5 +5 1 S 10OBSZAR CZERWONY: nie podlega regulacji
OBSZAR BIAŁY: nie podlega regulacji

OBSZAR ŻÓŁTY: Przed zapłonem łuku podawany jest gaz osłonowy, którego czas jest regulowany pokrętłem pokazanym po lewej stronie.
Regulacja czasu przepłukiwania strefy spawania od 0 do 2 [s].
Po przepłukaniu następuje zapłon łuku

OBSZAR CZERWONY:
Łuk elektryczny zasilany jest w części cyklu nominalnym prądem spawania ustawianym pokrętem.

Łuk elektryczny zasilany jest w pozostałej części cyklu prądem spawania ustawianym pokrętem pokazanym w lewej strony
Uśredniona wartość prądu spawania wyświetlana na wskaźniku cyfrowym.

OBSZAR BIAŁY: częstotliwość impulsów regulowana jest pokrętem pokazanym obok.

Procentowy udział wartości nominalnej ( w tym przypadku maksymalnej) regulowany jest pokrętem pokazanym w lewej strony
Asymetria cyklu nastawiana jest pokrętłem
Zakres regulacji od -5 do +5
OBSZAR ŻÓŁTY gaz osłonowy wypływa stale

OBSZAR CZERWONY nie podlega regulacji
OBSZAR BIAŁY łuk zasilany jest prądem którego wielkość zmniejsza się od wartości nominalnej do wartości minimalnej: gotowość do wygaszenia łuku. Regulacja czasu wygaszania odbywa się pokrętem pokazanym w lewej strony.
OBSZAR ŻÓŁTY gaz osłonowy wypływa stale
OBSZAR CZERWONY nie podlega regulacji
OBSZAR BIAŁY nie podlega regulacji

OBSZAR ŻÓŁTY po wygaśnięciu łuku podawany jest gaz osłonowy którego czas ustawia się pokrętłem pokazanym w lewej strony.
Uchwyt spawalniczy należy oddalić od strefy spawania dopiero po zakończeniu wypływu gazu osłonowego Spawarka inwertorowa DESTi?
8.4.5. Funkcja AC 2T
text_image
TIG AC funkcia: 2T prąd ciągły STOP [A] TIG AC MMA DC 2T ON OFF 0 S 2 1 S 10 A [A] 10 220 s ON OFF DEDRA
OBSZAR CZERWONY
Łuk elektryczny zasilany jest w części cyklu nominalnym prądem spawania ustawianym pokrętem.
OBSZAR BIAŁY nie podlega regulacji

OBSZAR ŻÓŁTY: Przed zapłonem łuku podawany jest gaz osłonowy, którego czas jest regulowany pokrętłem pokazanym w lewej strony.
Regulacja czasu przepłukiwania strefy spawania od 0 do 2 [s].
Po przepłukaniu następuje zapłon łuku
OBSZAR CZERWONY nie podlega regulacji
OBSZAR BIAŁY nie podlega regulacji
OBSZAR ŻÓŁTY po wygaśnięciu łuku podawany jest gaz osłonowy którego czas ustawia się pokrętem pokazanym w lewej strony.
Uchwyt spawalniczy należy oddalić od strefy spawania dopiero po zakończeniu wypływu gazu osłonowego.
Notatki:
8.4.6. Funkcja AC 2T
text_image
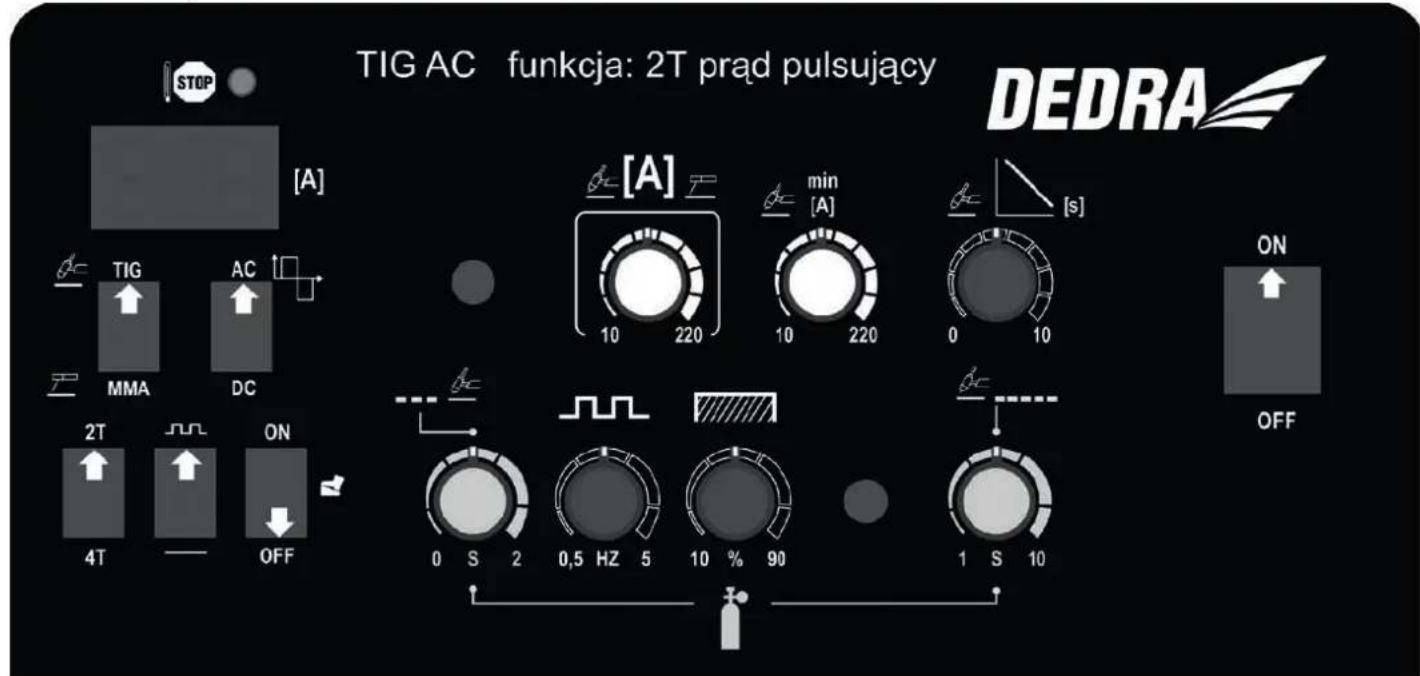
TIG AC funkcja: 2T prąd pulsujący DEDRA STOP [A] A min [A] [s] TIG AC 10 220 10 220 0 10 MMA DC ON OFF 2T ON 4T OFF 0 S 2 0,5 HZ 5 10 % 90 1 S 10 ON OFF
OBSZAR CZERWONY
Łuk elektryczny zasilany jest w części cyklu nominalnym prądem spawania ustawianym pokrętem pokazanym po lewej stronie.

Łuk elektryczny zasilany jest w pozostałej części cyklu prądem spawania ustawianym pokrętem pokazanym po lewej stronie.
Uśredniona wartość prądu spawania wyświetlana na wskaźniku cyfrowym.
OBSZAR BIAŁY częstotliwość impulsów regulowana jest pokrętłem pokazanym po lewej stronie.

Procentowy udział wartości nominalnej prądu( w tym przypadku maksymalnej) regulowany jest pokrętem pokazanym po lewej stronie.

OBSZAR ŻÓŁTY: Przed zapłonem łuku podawany jest gaz osłonowy, którego czas jest regulowany pokrętem pokazanym po lewej stronie.
Regulacja czasu przepłukiwania strefy spawania od 0 do 2 [s].
OBSZAR CZERWONY nie podlega regulacji
OBSZAR BIAŁY: Łuk nie podlega regulacji

OBSZAR ŻÓŁTY po wygaśnięciu łuku podawany jest gaz osłonowy którego czas ustawia się pokrętłem pokazanym po lewej stronie.
Uchwyt spawalniczy należy oddalić od strefy spawania dopiero po zakończeniu wypływu gazu osłonowego
Notatki:
Spawanie elektroda otulona (MMA)
Spawanie łukowe elektrodą otuloną polega na zajarzeniu łuku przez spawacza między końcem elektrody, a materiałem rodzimym przedmiotu spawanego. Jest to proces, w którym trwałe połączenie uzyskuje się poprzez stopienie ciepłem łuku elektrycznego rdzenia elektrody otulonej i metalicznych składników otuliny elektrody oraz materiału spawanego. Elektroda jest ręcznie przesuwana przez spawacza i ustawiana pod pewnym kątem.Tworzy się spoina. Otulina elektrody w zależności od rodzaju elektrody wytwarza podczas procesu spawania odsłonę gazową strefy spawania chroniąc ją przed dostępem atmosfery. Następuje również wprowadzenie do obszaru spawania pierwiastków odtleniających i wytworzenie powłoki żużlowej.
Do podstawowych parametrów spawania zaliczamy natężenie prądu spawania (regulowane, zadawane przez spawacza pokrętem nastaw prądu), napięcie łuku elektrycznego (regulowane przez spawacza odstępem elektrody od materiału), prędkość spawania (regulowana przez spawacza zwalnianiem lub przyspieszaniem posuwu ręcznego elektrody) oraz średnicę elektrody i jej położenie względem złącza. Z powyższych względów przebieg procesu spawania jest w bardzo znaczącym stopniu uzależniony od wiedzy, doświadczenia, umiejętności i praktyki spawającego. Zaleca się dla mniej wprawnych operatorów wykonanie prób spawania na zbędnych kawałkach materiału. Przed przystąpieniem do pracy należy obowiązkowo wykonać wszelkie czynności opisane wcześniej. Szczególną uwagę zwrócić na wszelkie elementy związane z bezpieczeństwem pracy i przygotowaniem stanowiska pracy, oczyszczeniem materiału przeznaczonego do spawania oraz przygotowaniem urządzenia do pracy.
Podłączyć przewody prądowe do spawarki zgodnie z biegunowością podaną przez producenta elektrod, wsunąć wtyczkę do sieci zasilającej (przycisk włącznika musi być w pozycji wyłączony), osadzić uchwyt zaciskowy na materiale przeznaczonym do spawania, osadzić elektrodę otuloną w uchwycie. Przestawić włącznik trybu pracy w położenie górne MMA. Włączyć spawarkę i nastawić pokrętłem wymagany prąd spawania. Zajarzyć łuk poprzez zwarcie elektrody z materiałem i uniesienie elektrody na odległość pozwalającą na utrzymanie łuku, lub poprzez pocieranie elektrodą o powierzchnię przedmiotu. Łuk zawsze zajarzamy w strefie spoiny, którą mamy nanieść. Wykonać operację spawania. Po spawaniu oczyścić spoinę
9. Zasady doboru elektrody
Elektrody otulone do spawania metoda MMA
Dobór średnicy elektrody otulonej oraz jej rodzaju do spawanego materiału jest bardzo istotnym parametrem poprawnego wykonania operacji spawania. Średnica elektrody ma istotny wpływ na kształt spoiny oraz na głębokość wtopienia. Zwiększenie średnicy elektrody, przy stałym natężeniu prądu obniża głębokość wtopienia i zwiększa szerokość spoiny.
Długości elektrod są uzależnione od średnic elektrod i przykładowo wynoszą: dla elektrod o średnicy 2,5mm; 250 - 300 - 350 mm, a dla elektrod o średnicy 3,2 mm; 300 - 350 - 400 - 450 mm.
Pełny zestaw własności elektrod podawany jest w charakterystykach technicznych opracowanych przez producenta. Charakterystyki te podają wszystkie dane: oznaczenie elektrody, typ otuliny, zastosowanie elektrody, pozycje spawania, rodzaj i natężenie prądu spawania w zależności od średnicy elektrody, biegunowość podłączenia elektrody, konieczne zabiegi cieplne przy spawaniu, warunki suszenia i przechowywania elektrod.
Oznaczenie elektrod otulonych według PN-EN 499 - "Spawalnictwo. Materiały dodatkowe do spawania. Elektrody otulone do ręcznego spawania łukowego stali niestopowych i drobnoziarnistych. Oznaczenie", składa się z ośmiu symboli, np.
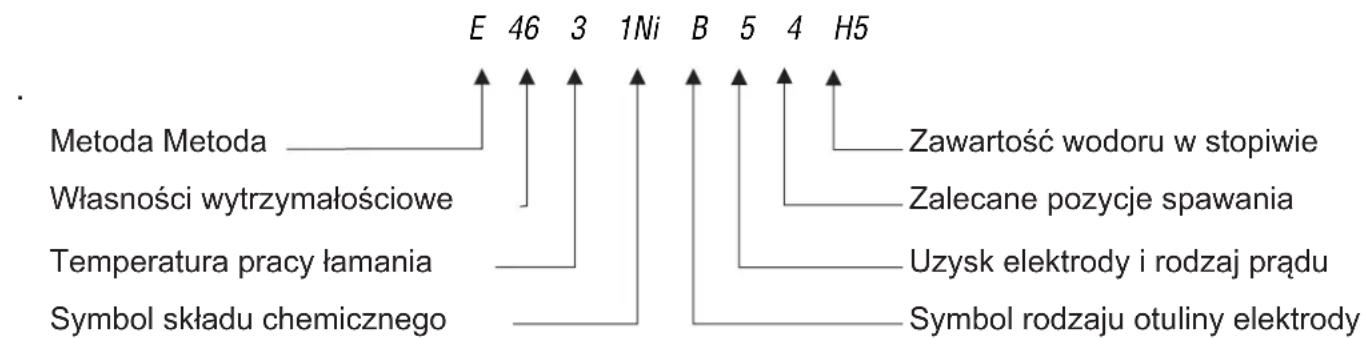
text_image
Metoda Metoda Własności wytrzymałościowe Temperatura pracy łamania Symbol składu chemicznego E 46 3 1Ni B 5 4 H5 Zawartość wodoru w stopiwie Zalecane pozycje spawania Uzysk elektrody i rodzaj prądu Symbol rodzaju otuliny elektrodyPoza oznaczeniami normatywnymi występują także oznaczenia własne poszczególnych producentów elektrod. Elektrody otulone do ręcznego spawania łukowego w zależności od przeznaczenia spawania konkretnych gatunków stali klasyfikowane są także według norm: PN-EN 757 dot. stali o wysokiej wytrzymałości, PN-EN 1599 dot. stali żarowytrzymałych, PN-EN 1600 dot. stali nierdzewnych i żaroodpornych.
Do prac spawalniczych spawarką DESTi225AC można stosować dostępne na rynku elektrody otulone różnych producentów.
Nie należy przekraczać zalecanych i dopuszczalnych średnic elektrod i należy dobrać odpowiednią średnicę elektrody w celu optymalnego wykonania kształtu spoiny. Należy także pamiętać o właściwym doborze otuliny czyli rodzaju elektrody do gatunku materiału przeznaczonego do spawania i rodzaju wykonywanej spoiny
Elektrody nietopliwe do spawania metodą TIG
Elektrody nietopliwe do spawania metodą TIG wykonywane są najczęściej z czystego wolframu. Elektrody wolframowe mogą zawierać także składniki dodatkowe takie jak tlenki toru, lantanu, litu lub cyrkonu. Te dodatkowe składniki z jednej strony podnoszą odporność elektrody na wysoką temperaturę łuku elektrycznego, z drugiej zmniejszają zużycie elektrody podczas spawania.
Zgodnie z normą PN EN 26848 elektrody wolframowe mogą mieć średnice: 0,5 - 1,0 - 1,6 - 2,0 - 2,4 - 3,2 - 4,0 - 5,0 - 6,3 - 10 mm oraz długości 50 - 75 - 150 - 175 mm. Do spawarki
10. Bieżące czynności obstługowe
Bieżące czynności obsługowe prowadzić należy przy wyjętej z gniazdka wtyczce.
Sprawdzić każdorazowo stan techniczny spawarki. Kontrolować czy przewody prądowe są sprawne i nie noszą żadnych śladów uszkodzeń mechanicznych. Sprawdzać stan obu uchwytów spawalniczych. Sprawdzać stan przewodu zasilającego. W przypadku wykrycia jakichkolwiek nieprawidłowości usunąć je. Przy każdej okazji, szczególnie po zakończeniu pracy oczyszczać wloty powietrza wentylatora chłodzącego układy spawarki. Czynność tą najlepiej wykonywać przy pomocy sprężonego powietrza. Utrzymywać w czystości oba uchwyty przewodów prądowych.
Spawarkę przechowywać w pomieszczeniu suchym bez dostępu wilgoci. Przewody prądowe odłączyć i zwinąć. Składować urządzenie w miejscu niedostępnym dla dzieci.
- Samodzielne usuwanie usterek
| PROBLEM | PRZYCZYNA | ROZWIAZANIE |
| Wskaźnik zasilania nie świeci się, wentylator nie działa, brak prądu na wyjściu. | Przewód zasilający jest złe podłączony lub uszkodzonyW gniazdku nie ma napięcia sieciowegoUszkodzony włącznik | Wcis nąć w ty czkę głęb ie j, sprawdzić przewód zasilającySprawdzić napięcie w gniazdku lub czy nie zadziałał bezpiecznikSpawarkę oddać do serwisu |
| Wskaźnik zasilania świeci się, wentylator nie działa lub działa chwilę, brak prądu na wyjściu. | Napięcie sieci inne niż 220-240 VUrządzenie może znajdować się w trybie awaryjnym | Włączyć wtyczkę w gniazdko zasilające o napięciu 230 V ~ 50 HzWyłączyć urządzenie na 2-3 min i załączyć ponownie |
| Wskaźnik (dioda) zabezpieczenia termicznego nie świeci się, brak prądu na wyjściu. | Uszkodzone lub żle podłączone jeden lub oba przewody prądowe: uchwytu elektrody i uchwytu zaciskowego | Sprawdzić oba przewody i ich podłączenie. Zacisnąć poprawnie lub wymienić na nowe w razie potrzeby |
| Wskaźnik (dioda) zabezpieczenia termicznego świeci się, brak prądu na wyjściu | Zadziałało zabezpieczenie termiczne | Pozostawić spawarkę włączoną |
12. Informacje dodatkowe
Stopnie zanieczyszczeń środowiska w pracy spawarki
Wg normy PN-EN 60974-1 Sprzęt do spawania łukowego część 1: Spawalnicze źródła energii rozróżnia się następujące rodzaje zanieczyszczeń:
a) Stopień zanieczyszczenia 1: Bez zanieczyszczeń lub tylko suche, nie przewodzące zanieczyszczenia. Zanieczyszczenia nie mają znaczenia.
b) Stopień zanieczyszczenia 2: Tylko nie przewodzące zanieczyszczenia, czasem jednak należy spodziewać się przewodności spowodowanej kondensacją.
c) Stopień zanieczyszczenia 3: Zanieczyszczenia przewodzące lub nie przewodzące zanieczyszczenia suche, które zaczynają przewodzić z powodu kondensacji.
d) Stopień zanieczyszczenia 4: Zanieczyszczenia generują stałe przewodzenie, spowodowane przez przewodzący pył, deszcz lub śnieg.
Stopnie zanieczyszczenia mikrośrodowiska zostały ustalone dla celów oceny odstępu izolacyjnego powietrznego I powierzchniowego wg 2.5.1 IEC 60664-1 (Terminy i definicje pkt. 3.40 str. 13 w/g normy PN-EN 60974-1).
Zgodnie z normą PN-EN 60974-1 oraz IEC 60664-1 większość spawalniczych źródeł energii mieści się w III kategorii przepięć. Powinny być zaprojektowane do stosowania w warunkach o minimum 3 stopniu zanieczyszczenia. Elementy składowe lub podzespoły z odstępami izolacyjnymi powietrznymi lub powierzchniowymi odpowiadającymi stopniowi zanieczyszczenia 2 są dopuszczalne, jeżeli są całkowicie powleczone, szczelnie obudowane lub zalane zgodnie z IEC 60664-1
Kompletacja
Wraz z urządzeniem, jako jego wyposażenie wchodzą:
- Przewód spawalniczy z uchwytem dla elektrody nietopliwej - TIG (1 szt.), 2. Przewód prądowy z zaciskiem masy (1 szt.), 3. Przewód spawalniczy z uchwytem dla elektrody otulonej - MMA (1szt.), 4. Maska ochronna kompletna (1szt.), 5. Szczotka z młoteczkiem (1 szt.).
Uwagi końcowe
W przypadku zgłaszania usterki, w celu dokładnej identyfikacji uszkodzonego elementu prosimy opisać uszkodzoną część oraz podać orientacyjny termin zakupu urządzenia spawalniczego.
W okresie gwarancyjnym, naprawy dokonywane są na zasadach podanych w Karcie Gwarancyjnej zawartej na końcowych stronach niniejszej instrukcji. Reklamowany produkt prosimy przekazać do naprawy w miejscu zakupu (sprzedawca jest obowiązany do przyjęcia reklamowanego produktu), albo przesłać do Serwisu Centralnego DEDRA EXIM. Adres podany jest poniżej oraz w Karcie Gwarancyjnej. Urządzenie powinno być na czas transportu starannie zabezpieczona przed uszkodzeniami (opakowanie oryginalne). Prosimy dołączyć Kartę Gwarancyjną wystawioną przez Importera oraz dowód zakupu. Bez tych dokumentów naprawa będzie taktowana jako pogwarancyjna
Po okresie gwarancyjnym naprawy wykonuje Serwis Centralny. Uszkodzony produkt należy wysłać do Serwisu (koszt wysyłki pokrywa użytkownik). Schematy elektryczne dostępne są w Dziale Technicznym DEDRA EXIM Sp. z o.o.
DEDRA-EXIM Sp. z o.o. zastrzega sobie prawo do wprowadzania zmian konstrukcyjnych lub kompletacyjnych bez uprzedniego powiadamiania.
13. Informacja dla użytkowników o pozbywaniu się urządzeń elektrycznych i elektronicznych (dotyczy gospodarstw domowych)

Przedstawiony symbol umieszczony na produktach lub dołączonej do nich dokumentacji informuje, że urządzeń elektrycznych lub elektronicznych nie można wyrzucać razem z odpadami bytowymi. Prawidłowe postępowanie w razie konieczności utylizacji, powtórnego użycia lub odzysku podzespołów polega na przekazaniu urządzenia do wyspecjalizowanego punktu zbiórki, gdzie będzie przyjęte bezpłatnie. Informacji o lokalizacji miejsc zbiórki zużytego sprzętu udzielają władze lokalne np. na swoich stronach internetowych.
Prawidłowa utylizacja urządzenia umożliwia zachowanie cennych zasobów i uniknięcie negatywnego wpływu na zdrowie i środowisko, które może być zagrożone przez nieodpowiednie postępowanie z odpadami.
Nieprawidłowa utylizacja odpadów zagrożona jest karami przewidzianymi w odpowiednich przepisach lokalnych. Użytkownicy w krajach Unii Europejskiej
W razie konieczności pozbycia się urządzeń elektrycznych lub elektronicznych, prosimy skontaktować się z najbliższym punktem sprzedaży lub z dostawcą, którzy udzielą dodatkowych informacji.
Pozbywanie się odpadów w krajach poza Unią Europejską
Taki symbol dotyczy tylko krajów Unii Europejskiej.
W razie potrzeby pozbycia się niniejszego produktu prosimy skontaktować się z lokalnymi władzami lub ze sprzedawcą celem uzyskania informacji o prawidłowym sposobie postępowania.
OZNAKOWANIE URZĄDZENIA I OPIS PIKTOGRAMÓW ZASTOSOWANYCH NA OPAKOWANI

text_image
HOT STARTŁatwy zapłon łuku

text_image
TIGZapłon zbliżeniowy

text_image
10 kVA GEN POWERPrzystosowanie do zasilania z generatora

text_image
podczerwień ultrafioletUwaga! Promieniowanie niebezpieczne dla oczu i skóry

Obowiązkowe rękawice ochronne

Obowiązkowa ochrona twarzy i oczu

Zapoznaj się z instrukcją obsługi
Wyprodukowano dla:
DEDRA - EXIM Sp. z o.o.
05-800 PRUSZKÓW ul. 3 Maja 8
Tel. (22) 73-83-777; fax (22) 73-83-779
Serwis: wew. 129,165; serwis@dedra.pl
www.dedra.pl
Notatki
Pieczęć sprzedawcy
Data i podpis ....
Oferta dotyczy spawarek wyszczególnionych na stronie drugiej (patrz tabela 1)
Nr katalogowy: DESTi225AC
Nazwa: Spawarka TIG AC/DC z funkcją MMA
Numer seryjny: ....
Gwarancja na sprzedany towar nie wyłącza, nie ogranicza ani nie zawiesza uprawnień kupującego wynikających z przepisów o rękojmi za wady rzeczy sprzedanej.
WARUNKI GWARANCJI
- Gwarantujemy sprawne działanie produktu, zgodnie z warunkami techniczno - użytkowymi opisanymi w Instrukcji Obsługi. Udzielamy gwarancji na okres 48 miesięcy* licząc od daty zakupu uwidocznionej w niniejszym dokumencie, oraz paragonie zakupu lub fakturze VAT, dla spawarki bez dodatkowego wyposażenia. Okres gwarancji dla wyposażenia przedstawia tabela 2 na drugiej stronie. Gwarancja obowiązuje na całym terenie Rzeczypospolitej Polskiej i UE. Adresy serwisów dla poszczególnych krajów dostępne są na stronie www.dedra.pl. W przypadku braku serwisu dla danego kraju zobowiązania gwaranta realizuje serwis centralny. Reklamacja winna być zgłoszona pisemnie w okresie trwania gwarancji.
- Gwarantowi przysługuje uprawnienie do wyboru sposobu zaspokojenia uznanych roszczeń gwarancyjnych (nieodpłatna naprawa, wymiana produktu na nowy lub odstąpienie od umowy).
- Gwarancja obejmuje wyłącznie uszkodzenia powstałe w okresie obowiązywania gwarancji, które wyniknęły z przyczyn tkwiących w sprzedanym produkcie lub nieprawidłowości spowodowanych złą technologią wykonania.
- Wady ujawnione w okresie gwarancyjnym będą usunięte przez DEDRA-EXIM w terminie nie dłuższym niż 14 dni roboczych od dnia dostarczenia do serwisu. Czas naprawy może się przedłużyć w wypadku konieczności sprowadzenia części niezbędnych do naprawy, o czym użytkownik zostanie powiadomiony.
-
Reklamowany produkt winien być dostarczony do punktu sprzedaży. Warunkiem rozpatrzenia reklamacji jest :
-
przedstawienie prawidłowo wypełnionej Karty Gwarancyjnej,
- przedstawienie dokumentu potwierdzającego fakt dokonania zakupu wraz z datą sprzedaży (np. paragon, faktura VAT)
-
dostarczenie pełnej kompletacji zgodnie z punktem „kompletacja” w instrukcji obsługi.
-
Gwarancja nie obejmuje wad powstałych w wyniku:
-
użytkowania niezgodnego z przeznaczeniem i zaleceniami Instrukcji Obsługi,
- przeciążenia urządzenia wynikającego z nieprzestrzegania cyklu pracy,
- dokonywania napraw przez osoby nieupoważnione,
-
dokonywania modyfikacji w konstrukcji,
-
uszkodzeń mechanicznych, fizycznych, chemicznych, spowodowanych siłami i czynnikami zewnętrznymi, zanieczyszczeniem mikrośrodowiska
-
uszkodzeń będących następstwem: montażu niewłaściwych części lub osprzętu, stosowania niewłaściwych smarów, olejów, środków konserwujących
-
Gwarancji nie podlegają części oraz dodatkowe komponenty ulegające naturalnemu zużyciu w czasie eksploatacji (patrz tabela 2 na drugiej stronie).
- Tabliczka znamionowa urządzenia powinna być czytelna. Reklamowany egzemplarz należy dokładnie zabezpieczyć przed uszkodzeniami w transporcie. Na ile to możliwe dostarczyć w oryginalnym opakowaniu.
Oświadczenie Nabywcy
Warunki gwarancji są mi znane, co potwierdzam własnoręcznym podpisem:
Tabela 1
| Modele spawarek podlegające przedłużonej gwarancji | DESi201DESTi160LDESTi200DESTi203PDESTi205AC/DCDESTi225AC/DC DESi199BT DESi178BT DESi168BT DESi160 DESi155BT DESMI160M DESMI180 DESPi40 |
Tabela 2
| Wszystkie spawarki inwertorowe oferty Dedra EXIM | Przewód elektrodowy Bez gwarancji | |
| Przewód masowy Bez gwarancji | ||
| Maska spawalnicza Bez gwarancji | ||
| Szczotka druciana / młoteczek Bez gwarancji | ||
| Przewód TIG 2 lata gwarancji | ||
| Osłonka ceramiczna TIG Bez gwarancji | ||
| Elektroda wolframowa Bez gwarancji | ||
| Uchwyt elektrody wolframowej Bez gwarancji | ||
| Uchwyt elektrodowy Bez gwarancji | ||
| Uchwyt masowy Bez gwarancji | ||
| Przewód MIG/MAG | 2 lata gwarancji | |
| Osłonka palnika MIG/MAG | Bez gwarancji | |
| Dysza palnika MIG/MAG Bez gwarancji | ||
| Przewód cięcia plazmowego | 2 lata gwarancji | |
| Dysza cięcia plazmowego | Bez gwarancji | |
| Osłonka ceramiczna przewodu plazmowego | Bez gwarancji | |
| L.P. | Data zgłoszenia do naprawy | Data wykonania naprawy | Zakres naprawy, opis czynności naprawczych | Podpis wykonującego naprawę |