DESTi203P - Soudeuse DEDRA - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia DESTi203P DEDRA w formacie PDF.

Pytania użytkowników dotyczące DESTi203P DEDRA
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Soudeuse w formacie PDF za darmo! Znajdź swoją instrukcję DESTi203P - DEDRA i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. DESTi203P marki DEDRA.
INSTRUKCJA OBSŁUGI DESTi203P DEDRA
PL Spawarka inwertorowa do spawania łukowego
Instrukcja obsługi z kartą gwarancyjną

text_image
DEDRA spawarka TIG MMA inwertorowa pulse HOMELISE NEW TYPE SMALL CONTRACTOR UNIVERSITY INDUSTRAL HYTY (RUT) PROFESSIONAL POWER/POWER INDUSTRIAL HYTY (RUT) PROFESSIONAL POWER/POWER DESTI203P 200A ON OFF STOP 105 130 80 155 55 30 10 30 200 10 2 4 A S TIG MMA pulseSpis treści
- Zdjęcia, rysunki i schematy
- Bezpieczeństwo pracy
- Przeznaczenie spawarki
- Ograniczenia użycia
- Dane techniczne
- Przygotowanie do pracy
- Podłączanie do sieci
- Włączanie spawarki
- Użytkowanie spawarki
- Bieżące czynności obsługowe
- Samodzielne usuwanie usterek
- Uwagi końcowe, kompletacja
- Informacja dla użytkowników o pozbywaniu się urządzeń elektrycznych i elektronicznych
- Karta gwarancyjna
UWAGA
Podczas pracy urządzeniem zaleca się zawsze przestrzegać podstawowych zasad bezpieczeństwa pracy, w celu uniknięcia wybuchu pożaru, porażenia prądem elektrycznym lub obrażenia mechanicznego.
Przed przystąpieniem do eksploatacji urządzenia prosimy o uważne zapoznanie się z treścią Instrukcji Obsługi. Prosimy o zachowanie Instrukcji Obsługi i Deklaracji Zgodności.
Rygorystyczne przestrzeganie wskazówek i zaleceń zawartych w Instrukcji Obsługi wpłynie na przedłużenie żywotności Państwa urządzenia.
Deklaracja Zgodności znajduje się w siedzibie producenta Dedra-Exim Sp. z o.o.
Kontakt:
DEDRA - EXIM Sp. z o.o.
05-800 Pruszków ul. 3 Maja 8
Tel. (22) 73-83-777 wew. 129,165;
fax (22) 73-83-779
E-mail info@dedra.com.pl
www.dedra.pl
Wszelkie prawa zastrzeżone. Niniejsze opracowanie jest chronione prawem autorskim. Kopiowanie lub rozpowszechnianie Instrukcji Obsługi we fragmentach albo w całości bez zgody DEDRA-EXIM zabronione
Instrukcja obsługi ważna dla egzemplarzy zakupionych po:
01.06.2017
Dedra-Exim zastrzega sobie prawo do wprowadzania zmian konstrukcyjno-technicznych oraz kompletacyjnych bez uprzedniego powiadamiania
- Zdjęcia, rysunki, schematy
text_image
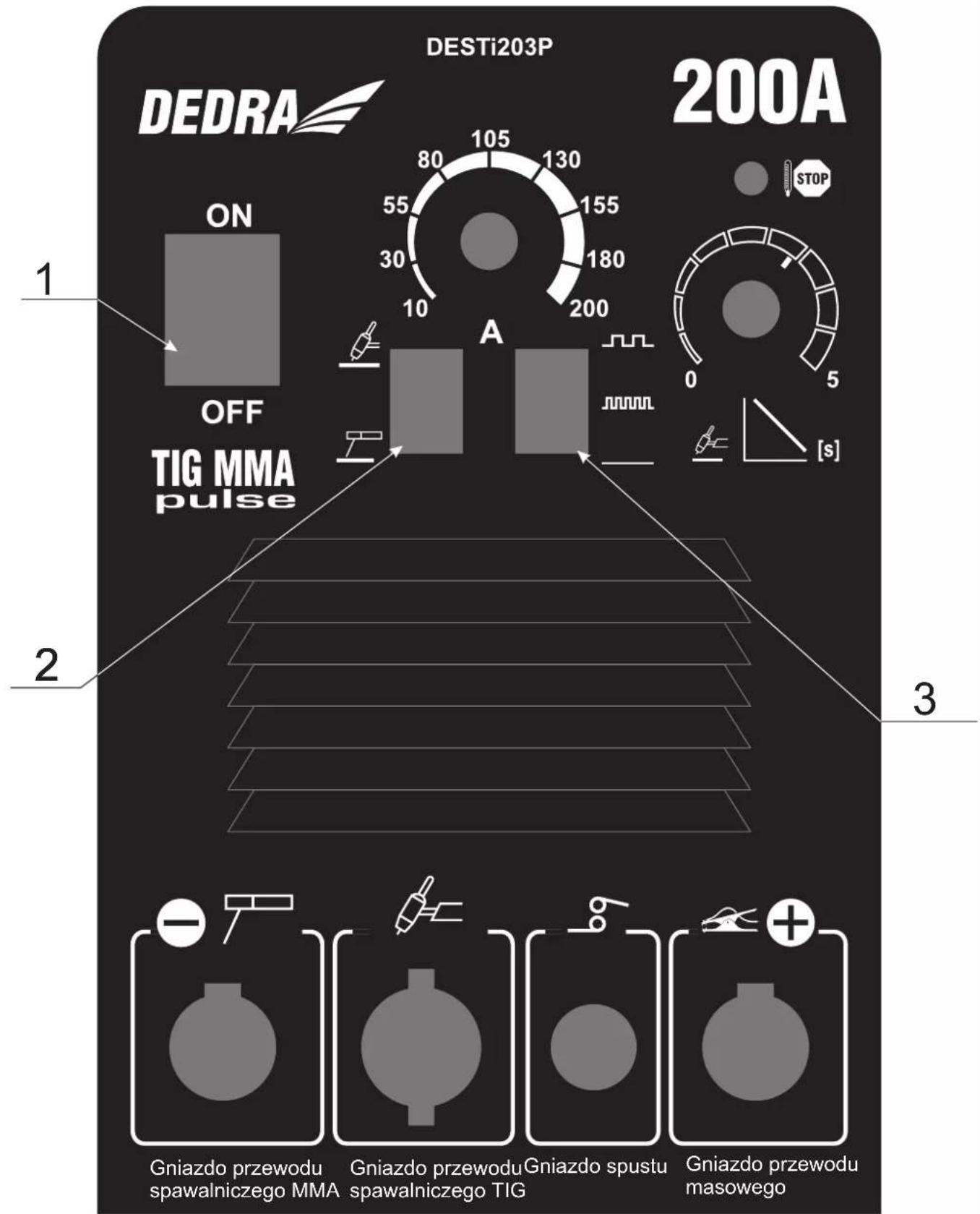
DESTi203P DEDRA 200A STOP 1 ON OFF TIG MMA pulse A 0 5 [ s ] 2 3 Gniazdo przewodu spawalniczego MMA Gniazdo przewodu spawalniczego TIG Gniazdo spustu Gniazdo przewodu masowegoA
text_image
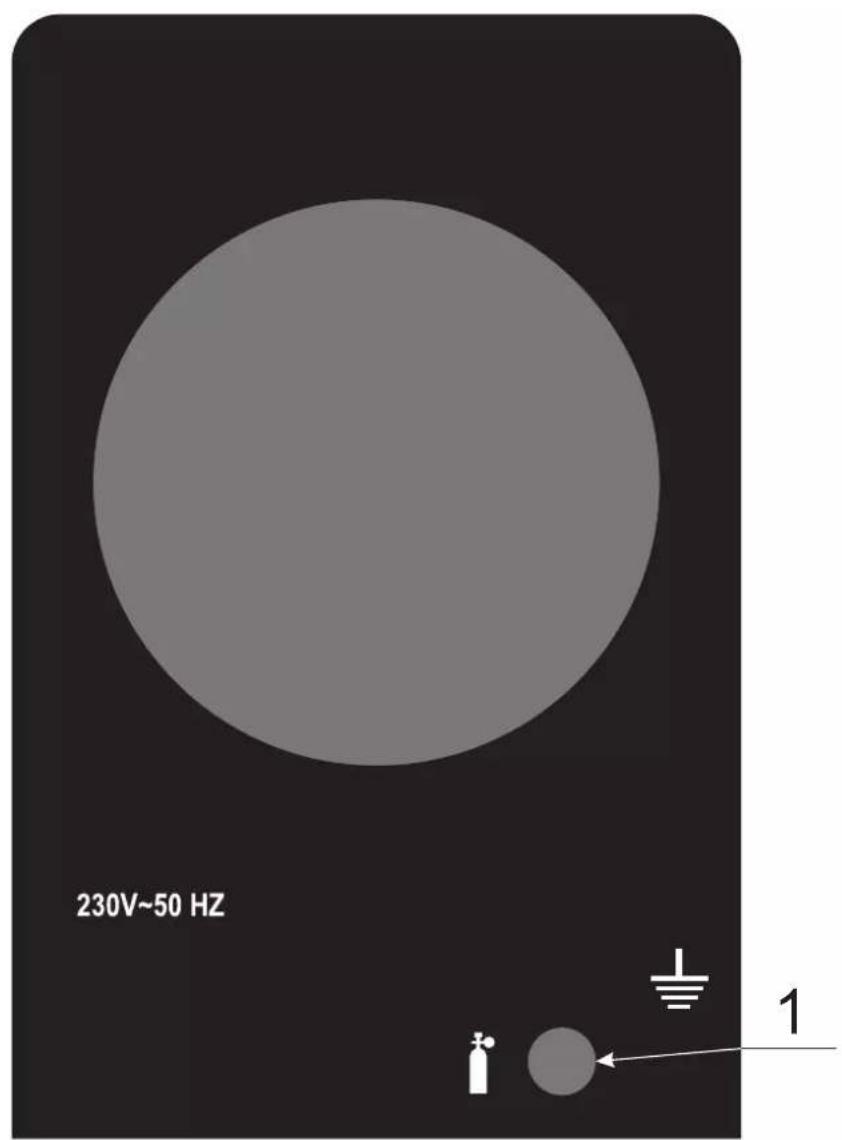
230V~50 HZ 1B
text_image
1 2 3 4 5C
Opis zastosowanych piktogramów

Łatwy zapłon łuku - układ ułatwiający zapłon łuku

Nakaz przeczytania instrukcji obsługi
Startowy wzrost prądu spawania - układ regulujący dynamikę łuku i jego stabilność

Nakaz stosowania osłony twarzy (maska spawalnicza)

Układ zapobiegający zniszczeniu elektrody w wyniku jej przyklejenia

Nakaz stosowania rękawic

Przystosowanie do zasilania z generatora oraz informacja o jego minimalnej mocy

Ostrzeżenie o promieniowaniu podczerwonym

Sygnalizacja zadziałania zabezpieczenia termicznego

Oznakowanie gniazda przyłączeniowego biegunu (-) przed podłączeniem sprawdzić zalecenie producenta elektrod - zazwyczaj do tego gniazda należy przyłączyć przewód z uchwytem elektody
Oznakowanie sygnalizacji gotowości do pracy

Oznakowanie gniazda przyłączeniowego biegunu (+) przed podłączeniem sprawdzić zalecenie producenta elektrod - zazwyczaj do tego gniazda należy przyłączyć przewód z uchwytem elektody

Występujące pole magnetyczne
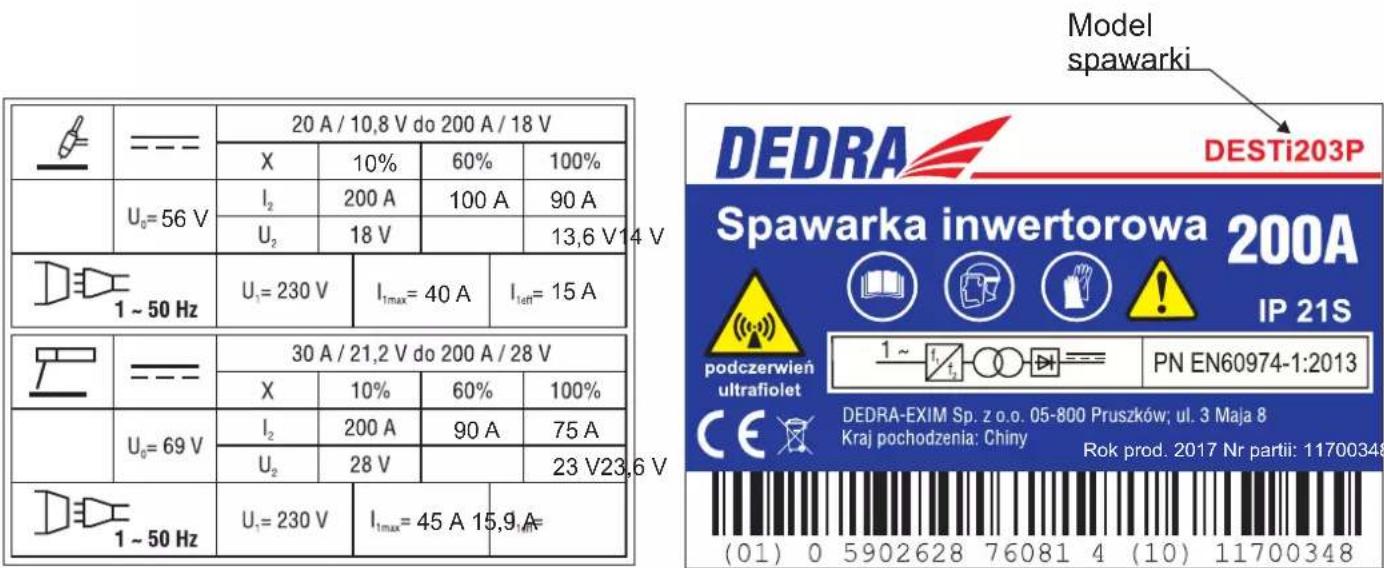
Tabliczki znamionowe
text_image
Model spawarki DESTi203P 20 A / 10,8 V do 200 A / 18 V X 10% 60% 100% U₀=56 V I₂ 200 A 100 A 90 A U₂ 18 V 13,6 V 14 V U₁=230 V I₁ₘₐₓ=40 A I₁ₑₜ=15 A 30 A / 21,2 V do 200 A / 28 V X 10% 60% 100% U₀=69 V I₂ 200 A 90 A 75 A U₂ 28 V 23 V 23,6 V U₁=230 V I₁ₘₐₓ=45 A 15,9 A= SPawarka inwertorowa 200A IP 21S podczerwień ultrafiolet 1~t₂ PN EN60974-1:2013 CE DEDRA-EXIM Sp. z o.o. 05-800 Pruszków; ul. 3 Maja 8 Kraj pochodzenia: Chiny Rok prod. 2017 Nr partii: 11700348 (01) 0 5902628 76081 4 (10) 11700348Parametry elektryczne
2. Bezpieczeństwo pracy

Należy dokładnie zapoznać się z treścią tego rozdziału celem maksymalnego ograniczenia możliwości powstania urazu, bądź wypadku spowodowanego
niewłaściwą obsługą lub nieznajomością Przepisów Bezpieczeństwa Pracy.
Ogólne warunki bezpieczeństwa miejsca pracy urządzenia.
- Należy utrzymywać strefę pracy urządzenia w porządku i czystości. Nieporządek lub pozostawienie materiałów palnych w pobliżu miejsca pracy spawarki może być przyczyną powstania pożaru.
- Nie pracować urządzeniem w pobliżu środków wybuchowych (łatwopalnych, gazów, pyłu itp.). Podczas pracy urządzeniem wytwarzane są iskry oraz ogień mogące być przyczyną zapłonu co w konsekwencji może doprowadzić do powstania pożaru.
- Dzieci nie mogą przebywać w pobliżu urządzenia w trakcie jego pracy. Urządzenie musi być tak przechowywane, aby było niedostępne dla dzieci. Przebywanie osób trzecich może skutkować utrata kontroli nad urządzeniem.
- Nie wolno zasłaniać wlotów i wylotów powietrza do urządzenia. Spowoduje to szybkie przegrzanie.
- Nie wolno zbliżać rąk lub dotykać elementów mocowania elektrod podczas pracy urządzenia. Może to skutkować poparzeniem.
- Bezpieczeństwo elektryczne
- Wtyczka musi być dostosowana do gniazda zasilającego. Zabronione jest używanie przewodów, w których wtyczka była przerabiana. Zabronione jest używanie adapterów wtyczki z uziemieniem ochronnym. Niemodyfikowane wtyczki i odpowiednie gniazda zmniejszają ryzyko powstania wypadku.
- Instalacja elektryczna, do której podłączona jest spawarka, musi spełniać wymogi ochrony przeciwporażeniowej. W szczególności musi być wyposażona w sprawnie działające uziemienie ochronne. W przypadku braku takiej instalacji należy przez podłączeniem spawarki zlecić jej wykonanie przez uprawnionego elektryka.
- Unikać kontaktu z nieuziemioną powierzchnią np.: lodówek, radiatorów, rur. Porażenie prądem jest większe, gdy ciało użytkownika jest uziemione.
- Nie wystawiać urządzenia na działanie deszczu i wilgoci. Przedostanie się wody do urządzenia zwiększa ryzyko porażenia prądem.
- Dbać o przewód zasilający. Nigdy nie używać przewodu do przenoszenia narzędzia, ciągnięcia lub wyciągania wtyczki z kontaktu. Przewód zasilający chronić przed działaniem ciepła, oleju, ostrych krawędzi lub ruchomymi częściami urządzenia. W razie stwierdzenia uszkodzenia przewodu sieciowego należy go bez względudnie wymienić. Czynność tę powinien wykonać uprawniony elektryk a w okresie gwarancyjnym jedynie autoryzowany serwis Dedra EXIM.
- Użytkując spawarkę, jeżeli zachodzi taka potrzeba, należy używać odpowiednich przedłużaczy elektrycznych. Zastosowanie odpowiedniego przedłużacza wyposażonego w gniazdo i wtyczkę z uziemieniem ochronnym zmniejsza ryzyko porażenia prądem. Stosowanie przedłużaczy bez uziemienia ochronnego jest zabronione.
- Jeżeli urządzenie pracuje w wilgotnej atmosferze sieć zasilająca musi być wyposażona w zabezpieczenie różnicowo - prądowe (RDC).
Bezpieczeństwo osób
- Podczas pracy spawarką zachować ostrożność. Nie wolno włączać urządzenia, gdy jest się zmęczonym, pod wpływem leków, alkoholu lub innych środków odurzających. Nieuwaga lub nieumiejętne użytkowania może być przyczyną powstania urazu ciała, zniszczenia mienia, poparzenia skóry a nawet powstania pożaru.
- Nie wolno blokować otworów wlotowych i wylotowych spawarki.
-
Nie używać urządzenia w opadach atmosferycznych a także w warunkach mocno podwyższonej wilgotności.
-
W trakcie pracy urządzeniem powstają spaliny, które są szkodliwe dla zdrowia. W trakcie spawania powstają bardzo szkodliwe gazy takie jak dwutlenek i tlenek węgla, dwutlenek siarki itp.
Nagromadzenie się spalin w pomieszczeniu powoduje silne zatrucia. W związku z tym zabroniona jest praca urządzenia w pomieszczeniu o niesprawnej lub nieistniejącej wentylacji. W przypadku pojawienia się objawów zatrucia, takich jak bóle głowy, nudności, wymioty, osłabienie należy bezwzględnie wyłączyć spawarkę, szybko opuścić pomieszczenie i skonsultować z lekarzem.
Pomieszczenie należy bardzo dokładnie wywietrzyć a następnie zlecić sprawdzenie działania wentylacji przez wykwalifikowanego i uprawnionego kominiarza. - Nie wolno używać produktów w aerozolach (spray) w pomieszczeniu, gdzie pracuje spawarka, może to spowodować wybuch lub pożar.
- Nie wolno używać spawarki w pomieszczeniach, w których występuje silne zapylenie np.mąka, pył drzewny, skrawki papieru itp.
Bezpieczeństwo pracy ze spawarkami
- Należy dbać o porządek w miejscu pracy. Nieporządek może być przyczyną wypadków.
- Przed rozpoczęciem pracy należy zadbać o dobre oświetlenie stanowiska.
- Spawarkę może użytkować osoba, która dokładnie zapoznała się i zrozumiała treść Instrukcji Obsługi
- W czasie pracy należy stosować środki ochrony osobistej: fartuch spawalniczy, rękawice spawalnicze, maskę spawalniczą i odpowiednie obuwie o antypoślizgowej podeszwie.
- Stosować okulary ochronne podczas oczyszczania spoiny.
- Stanowisko spawalnicze powinno być wyposażone w sprawnie działającą instalację odciągową.
- Stanowisko spawalnicze powinno być oddzielone ekranem ochronnym.
- Zabronione jest użytkowanie urządzenia w wilgotnym lub mokrym pomieszczeniu.
- Zabronione jest pozostawianie urządzenia na deszczu.
- Zabronione jest użytkowanie spawarki w miejscach, w których znajdują się ciecze łatwopalne lub gazy.
- Podczas pracy nie dotykać części uziemionych jak kaloryfery, przewody wodne, chłodziarki itp..
- Spawarkę należy włączać do sieci zasilającej jedynie na czas pracy. Po włączeniu zasilania w miejscu pracy nie mogą przebywać osoby niepowołane. Urządzenie jest szczególnie niebezpieczne dla dzieci, dlatego należy dołożyć szczególnej troski, by urządzenie było absolutnie niedostępne dla dzieci.
- Zabronione jest użytkowanie urządzenia niezgodnie z jego przeznaczeniem.
- Wszelkie czynności obsługowe należy wykonywać przy wyjętej z gniazdka wtyczce.
- Nie demontować obudowy urządzenia
- Sprawdzać każdorazowo przed uruchomieniem urządzenia stan osłon i wszelkich elementów bezpieczeństwa pracy. Nie pracować z uszkodzonymi, wymienić na wolne od wad.
- Przewód zasilający oraz ewentualnie zastosowany przedłużacz chronić przed nadmiernym ciepłem, olejami oraz ostrymi krawędziami.
- Przedłużacz stosowany przy pracy powinien zapewniać swobodną eksploatację, a długość przewodu powinna być tak dobrana by jego nadmiar nie przeszkadzał w pracy.
- Nie ciągnąć za przewód przyłączeniowy odłączając wtyczkę z gniazdka.
- Przed rozpoczęciem spawania należy unieruchomić obrabiany materiał za pomocą ścisków lub imadła.
- Podczas pracy przyjąć pozycję wykluczającą przewrócenie się. Stać pewnie.
- Każdorazowo przed rozpoczęciem pracy spawarką należy kontrolować stan przewodu zasilającego, przewodów spawalniczych, uchwytów elektrod i pozostałych stosowanych przewodów prądowych. Nie pracować uszkodzonymi. Uszkodzone wymienić na wolne od wad.
- Przed pierwszym podłączeniem spawarki należy sprawdzić czy napięcie zasilające odpowiada oznaczeniu na tabliczce znamionowej urządzenia. Gniazdko zasilające powinno być wyposażone w zacisk ochronny.
- Zabronione jest pozostawianie urządzenia podłączonego do sieci bez dozoru. Każdorazowo po zakończeniu pracy obowiązkowo odłączyć wtyczkę od sieci zasilającej.
Spawarkę przechowywać w pomieszczeniu suchym bez dostępu wilgoci. Przewody prądowe odłączyć i zwinąć. Składować urządzenie w miejscu niedostępnym dla dzieci.
Jednakże nawet jeśli spawarka jest eksploatowana zgodnie z Instrukcją Obsługi niemożliwe jest całkowite wyeliminowanie pewnego czynnika ryzyka związanego z jej konstrukcją i przeznaczeniem.
W szczególności występują następujące ryzyka:
- Poparzenia.
• Zatrucia gazami, spalinami lub oparami.
• Uszkodzenia wzroku.
• Wzniecenia pożaru. - Porażenia prądem elektrycznym.
- Negatywnego oddziaływania pola elektromagnetycznego na zdrowie spawacza.
3. Przeznaczenie spawarki
Spawarka inwertorowa DESTi203P jest produktem technologicznie zaawansowanym przeznaczonym do:
- spawania elektrodą nietopliwą w oslonie gazów obojętnych (metoda TIG)
- spawania łukowego elektrodą otuloną (metoda MMA).
Spawarki inwertorowe są nowym rodzajem spawarek, generujących niezbędne wartości prądowe za pomocą układów elektronicznych. Cechują je niewielkie rozmiary, niska waga, znaczna sprawność, szeroki zakres zastosowania, bardzo dobre efekty spawania i znaczna mobilność transportowa.
Spawarka model DESTi203P przeznaczona jest do spawania ręcznego elektrodami otulonymi takich materiałów jak stale stopowe, konstrukcyjne oraz żeliwa. Można nią pracować z zastosowaniem elektrod otulonych o średnicach od 1,6 mm do 4 mm, w zależności od zadanego prądu spawania, potrzeb i rodzaju wykonywanych operacji. Spawarką można także pracować elektrodami nietopliwymi w osłonie gazów spawając także metale kolorowe i bardzo cienkie elementy, uzyskując jednocześnie znacznie lepsze jakościowo spoiny. Spawarki przystosowane są do zasilania o napięciu 230V \~ 50 Hz (jednofazowe).
4. Ograniczenia użycia
Spawarka została zaprojektowana do pracy w obszarze przemysłowym. W warunkach gospodarstwa domowego użytkowanie spawarki możliwe jest tylko przy stosowaniu zgodnych z odpowiednimi normami, specjalnych zabezpieczeń, koniecznych do wyeliminowania oddziaływania pola elektromagnetycznego. Jednakże, pomimo zaprojektowania spawarki tak, aby emisja elektromagnetyczna była jak najmniejsza, mogą one wytwarzać zakłócenia elektromagnetyczne, które może oddziaływać na pracę komputerów i urządzeń sterowanych komputerowo, urządzeń systemów bezpieczeństwa, sprzętu pomiarowego, sprzętu łączności radiowej, urządzeń sterowanych drogą radiową itp.
Urządzenie zostało zaprojektowane w taki sposób, aby mogło służyć również użytkownikom amatorskim.
! UWAGA
Samowolne zmiany w budowie mechanicznej, elektrycznej lub elektronicznej, wszelkie modyfikacje, czynności obsługowe nieopisane w Instrukcji Obsługi będą traktowane za bezprawne i powodują natychmiastową utratę Praw Gwarancyjnych, a deklaracja zgodności traci ważność.
- Nie umieszczać spawarki na podłożu pochyłym, niestabilnym lub sypkim
- Praca urządzeń sterowanych drogą radiową może zostać zakłócona przez spawarkę. Należy odpowiednio przygotować miejsce pracy i nie używać sprzętu łączności radiowej w pobliżu spawarki.
- Zabroniona jest praca w pomieszczeniach zapylonych lub zakurzonych. Spawarkę umieścić w pomieszczeniu wolnym od kurzu i brudu, o swobodnej cyrkulacji powietrza i sprawnie działającą instalacją odciągową
Zabroniona jest praca w pomieszczeniach z dostępem wilgoci. Nie użytkować spawarki przy temperaturze powyżej 40°C
Nie przeciązać spawarki. Przestrzegać określonego cyklu pracy (współczynnik X) przy nastawach prądowych podczas spawania.
Wg normy PN-EN 60974-1 Sprzęt do spawania łukowego część 1: Spawalnicze źródła energii rozróżnia się następujące rodzaje zanieczyszczeń:
a) Stopień zanieczyszczenia 1: Bez zanieczyszczeń lub tylko suche, nieprzewodzące zanieczyszczenia. Zanieczyszczenia nie mają znaczenia.
b) Stopień zanieczyszczenia 2: Tylko nieprzewodzące zanieczyszczenia, czasem jednak należy spodziewać się przewodności spowodowanej kondensacją.
c) Stopień zanieczyszczenia 3: Zanieczyszczenia przewodzące lub nieprzewodzące zanieczyszczenia suche, które zaczynają przewodzić z powodu kondensacji.
d) Stopień zanieczyszczenia 4: Zanieczyszczenia generują stałe przewodzenie, spowodowane przez przewodzący pył, deszcz lub śnieg.
Stopnie zanieczyszczenia mikrośrodowiska zostały ustalone dla celów oceny odstępu izolacyjnego powietrznego i powierzchniowego wg 2.5.1 IEC 60664-1
(Terminy i definicje pkt. 3.40 str. 13 w/g normy PN-EN 60974-1)
Zgodnie z normą PN-EN 60974-1 oraz IEC 60664-1 większość spawalniczych źródeł energii mieści się w III kategorii przepięć. Powinny być zaprojektowane do stosowania w warunkach o minimum 3 stopniu zanieczyszczenia. Elementy składowe lub podzespoły z odstępami izolacyjnymi powietrznymi lub powierzchniowymi odpowiadającymi stopniowi zanieczyszczenia 2 są dopuszczalne, jeżeli są całkowicie powleczone, szczelnie obudowane lub zalane zgodnie z IEC 60664-1
Tabela nastaw i cyklu pracy znajduje się na tylnym panelu lub u dołu urządzenia. Legenda:
X - Cykl pracy I_2 - Znamionowy prąd spawania U_2 - Napięcie w stanie obciążenia
Przyjmuje się, iż czas pełnego cyklu pracy wynosi 10 min (Przykładowo: X = 60% oznacza, że obciążenie trwa 6 min. zaś po nim następuje przerwa 4 min.)
- Dane techniczne
| Model spawarki inwertorowej | DESTi203P |
| Napięcie zasilające | 230 V ~ 50 Hz |
| Maksymalny prąd spawania | 200 A |
| Zakres regulacji prądu spawania | 20 - 200 A |
| Chłodzenie | wentylator |
| Waga | 9 kg |
| Stopień ochrony | IP 21S |
| Funkcja spawania metodą TIG ( nr 141 wg PN-EN ISO 4063) | |
| Maksymalny prąd spawania | 200 A |
| Zakres regulacji prądu spawania | 20 - 200 A |
| Średnice elektrody nietopliwej do zastosowania | 1,6 mm, 2 mm oraz 2, 4 mm |
| Długość max elektrody nietopliwej | 170 mm |
| Funkcja spawania metodą MMA (nr 111 wg PN-EN ISO 4063) | |
| Maksymalna średnica elektrody otulonej | 4 mm |
Maksymalny prąd spawania jest możliwy do osiągnięcia jedynie gdy sieć zasilająca zapewnia pełną wydajność prądową. Spawarka wymaga przyłączenia do sieci elektrycznej o napięciu znamionowym 230 V. Przewody przedłużające o małym przekroju powodują znaczne obniżenie osiągów spawarki.
Spawarka przystosowana jest do zasilania z zespołu prądotwórczego o mocy nominalnej 10 kVA. Stosowanie zespołów o niższej mocy uniemożliwia użytkowanie spawarki w całym zakresie nastaw prądowych. Szczegóły w instrukcji obsługi zespołu prądotwórczego.
6. Przygotowanie do pracy
Spawarka powinna być ustawiona na równej powierzchni, w miejscu dobrze oświetłonym bez dostępu wilgoci. Przed rozpoczęciem pracy spawarką należy sprawdzić stan przewodu zasilającego, przewodów spawalniczych, uchwytu elektrod i zacisku masowego (nie pracować uszkodzonymi, wymienić na wolne od wad)
W czasie spawania przewody spawalnicze wytwarzają silne pole elektromagnetyczne. W celu zmniejszenia promieniowania elektromagnetycznego należy ułożyć przewody możliwie blisko siebie.
7. Podłączenie do sieci
Przed pierwszym podłączeniem spawarki upewnić się, czy napięcie zasilającej odpowiada wartości podanej na tabliczce znamionowej.
Instalacja zasilająca spawarkę powinna być wykonana przewodem miedzianym o minimalnym przekroju 3 x 2,5 mm , powinna być poprowadzona od bezpiecznika o wartości co najmniej 16A o charakterystyce zwłocznej „C” przy założeniu, że urządzenie będzie podłączone, jako jedyne, do obwodu zasilania i powinna spełniać przepisy bezpieczeństwa użytkowania. Nie podłączać i nie użytkować spawarki jeżeli sieć zasilająca nie posiada przewodu ochronnego.
Instalacja zasilająca powinna być wykonana przez uprawnionego elektryka. W przypadku korzystania z przedłużaczy należy użyć przedłużacza przystosowanego do nominalnego obciążenia i wyposażonego w przewód ochronny. Przewód elektryczny ułożyć tak, aby w czasie pracy nie był narażony na przecięcie, przepalenie lub stopienie. Przedłużacz należy całkowicie rozwinąć. Nie używać uszkodzonych przedłużaczy.
Nie ciągnąć za przewód zasilający wyjmując wtyczkę z gniazdka.
8. Włączanie spawarki
Upewnić się że sieć zasilająca jest wyposażona w przewód ochronny. Należy stosować przedłużacz trójżyłowy (z przewodem ochronnym), o przekroju żył przystosowanym do nominalnego obciążenia. Upewnić się, że przycisk włącznika jest w pozycji wyłączony (oznakowany OFF lub O - patrz rys. A). Załączenie napięcia następuje poprzez przestawienie przycisku włącznika w pozycję włączony (oznakowany ON lub I - patrz rys. A). W kompletacji spawarki znajduje się przewód masowy (wspólny dla obu metod spawania MMA i TIG) oraz przewód prądowy elektrody otulonej do spawania metodą MMA i przewód prądowy elektrody nietopliwej dla metody TIG.
Przygotowanie do spawania elektrodą nietopliwą (TIG)
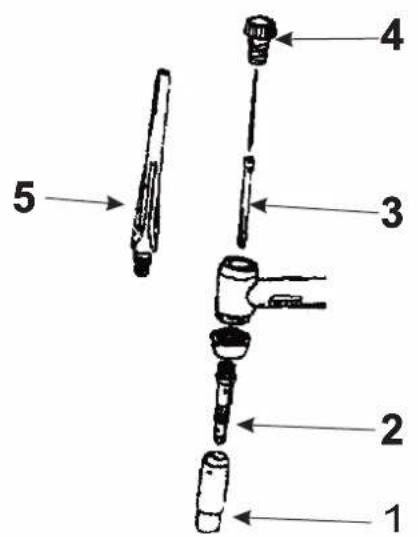
Zmontować przewód prądowy elektrody nietopliwej. Uchwyt elektrody nietopliwej (rys. 3) składa się z kilku elementów: dyszy ceramicznej, tulei prądowej, tulei zaciskowej elektrody, zaślepki tylnej długiej uchwytu elektrody oraz zaślepki krótkiej uchwytu elektrody.
Odkręcić zaślepkę krótką uchwytu elektrody. Wyjąć tuleję zaciskową elektrody. Dobrać średnicę tulejki zaciskowej (rozmiar trwale naniesiony na tulejce) do średnicy elektrody, której mamy zamiar użyć. Wsunąć elektrodę w tulejkę, po czym wsunąć tulejkę z elektrodą do oprawki uchwytu. Wyjąć z opakowania zaślepkę długą elektrody i nakręcić na uchwyt. Zwrócić uwagę na fakt by elektroda wystawała z uchwytu na ok. 5 mm. Wskazane jest by elektrodę naostrzyć przed użyciem. Poprawi to żywotność elektrody, jakość łuku elektrycznego i jakość procesu spawania. Zmontowany przewód prądowy podłączyć do spawarki wkręcając go w gniazdo przyłączeniowe gazu oraz podłączyć wtyczkę zaworu (drugi cienki przewód) i dokręcić go nakrętką.
Z tyłu spawarki należy podłączyć butlę z gazem (dobór gazów stanowiących osłonę podczas spawania metodą TIG (rys B1). Butła z gazem, reduktor oraz przewód ciśnieniowy gazu nie stanowią kompletacji spawarki. Aby podłączyć butlę należy przewód doprowadzający gaz osadzić na króćcu gazu (tylna część spawarki) i zacisnąć opaską zaciskową. Ustawić na reduktorze przy butli pożądane ciśnienie gazów osłonowych odczytując wartość z manometru. Przestawić na panelu sterującym spawarki przełącznik trybu pracy w dolne położenie oznakowane metoda TIG. Włączyć spawarkę.
Uwaga: w przypadku zbyt intensywnej i długotrwałej pracy, niezależnie od metody spawania czy MMA czy TIG, załącza się układ zabezpieczenia. Sygnalizuje to dioda sygnalizacji zadziałania zabezpieczenia termicznego (rys. A). Wentylator spawarki działa dalej studząc elementy sterujące obwodem spawania. Po pewnym czasie, zależnym od temperatury otoczenia, dioda gaśnie. Spawanie można kontynuować.
Na panelu sterującym spawarki, obok przycisku włącznika znajduje się dwupołożeniowy przełącznik trybu spawania (rys. A 2). Górne położenie przełącznika oznacza tryb spawania metodą MMA. Przestawić przełącznik w to położenie. Na panelu sterującym znajduje się także pokrętło nastaw prądu spawania wraz ze skalą. Prąd spawania jest jednym z podstawowych parametrów pracy elektrodą otuloną. Pokręcając pokrętem możemy zadać wartość prądu spawania (A).
Spawarką można spawać prądem pulsującym (rys. A 3 - przełącznik spawania prądem stałym/pulsującym), który polega na impulsowym wprowadzaniu ciepła łuku spawalniczego cyklicznie powtarzającymi się impulsami prądu spawania. Stosuje się wtedy biegunowość ujemną, a prąd podstawowy stanowi 10-15% prądu impulsowego. Spawanie prądem stałym pulsującym stosuje się do spawania folii i blach o grubości 0,1-3mm (dobre wyniki dla stali niskostopowych, stopowych).
W celu wykonania spawania prądem pulsowym należy przełącznik prądu spawania dla metody TIG przestawić z pozycji prądu stałego na pozycję prądu pulsowego. Mamy do wyboru dwie wartości częstotliwości pulsu:
- przełącznik w pozycji środkowej – szybki puls,
- przełącznik w pozycji górnej – wolny puls.
Przy ustawieniu przełącznika w pozycji dolnej – brak pulsu.
Przygotowanie do spawania elektrodą otuloną (MMA)
Podłączyć przewody spawalnicze do spawarki zgodnie z biegunowością zalecaną przez producenta elektrod i uwidocznioną na opakowaniu. Biegunowość podłączenia przykładowo: elektroda oznakowana na opakowaniu DC (-) prąd stały, biegunowość (-), należy przewody prądowe podłączyć następująco:
-
Przewód spawalniczy doprowadzający prąd do uchwytu elektrodowego - wcisnąć końcówkę przewodu w gniazdo oznaczone (-) i przekręcić w prawo do oporu.
-
Przewód spawalniczy, masowy - wcisnąć końcówkę przewodu w gniazdo oznaczone (+) i przekręcić w prawo do oporu.
Osadzić elektrodę w uchwycie, a zacisk drugiego przewodu przymocować do spawanego materiału. Materiał w miejscu mocowania zacisku musi być oczyszczony z rdzy, resztek farby czy lakieru. Miejsce mocowania zacisku na materiale powinno znajdować się możliwe blisko strefy spawania, ale w odległości uniemożliwiającej uszkodzenie przewodu doprowadzającego prąd do spawanego materiału.
W przypadku konieczności spawania w miejscu odległym od źródła zasilania i ze względu na możliwe znaczne spadki napięcia w przewodzie zasilającym, należy stosować przedłużacze o przekroju żył większym niż 2,5 mm². Przedłużacz musi być wyposażony w przewód ochronny.
9. Użytkowanie spawarki
Spawanie elektrodą nietopliwą (TIG)
W tej metodzie spawania stosujemy elektrody wolframowe nietopliwe, spawając w osłonie gazów obojętnych np. argonu lub helu. Żródłem ciepła w tej metodzie jest łuk elektryczny jarzący się pomiędzy elektrodą nietopliwą zamocowaną w uchwycie, a materiałem spawanym. Strumień gazu podany z butli (argon lub hel) do uchwytu elektrody trafia w strefę łuku elektrycznego, chroniąc tym samym końcówkę elektrody i jeziorko ciekłego metalu przed dostępem tlenu i azotu z powietrza. Zabrania się podłączania do spawarki gazów palnych i wybuchowych. Spawając tą metodą można stosować ręczne podawanie spoiwa (drut) lub spawać bez dodawania spoiwa. Należy zwrócić uwagę na fakt, że podczas spawania metodą TIG konieczne jest spawanie w pomieszczeniach zamkniętych, bowiem osłona gazów podana z butli do strefy spawania jest bardzo czuła na podmuchy powietrza. Spawanie w przeciągu jest niedopuszczalne. Spawanie metodą TIG jest ok. 2 razy wolniejsze od metody MMA, ale jakość spawu jest znacznie lepsza. Metoda TIG zapewnia możliwość spawania cienkich elementów od grubości 1 mm, co nie jest możliwe przy metodzie MMA.
Przy spawaniu bardzo cienkich materiałów, stali nierdzewnych oraz metali kolorowych takich jak miedź i jej stopy (np. mosiądz) korzystne jest zastosowanie metody prądu pulsowego. Polega ona na tym, że prąd stały jest przerywany cyklicznie z określoną częstotliwością. Jak sama nazwa wskazuje prąd ma charakterystykę raz opadającą, raz wzrastającą ze stałą częstotliwością. Jest to wykorzystywane przede wszystkim w automatycznych spawarkach orbitalnych ale można tą techniką również spawać manualnie. Spawanie pulsacyjne sprawia, że materiał spawany nie jest przegrzany jak to może mieć miejsce w przypadku normalnego spawania metodą TIG. W praktyce daje nam to, że spawacz spawa szybciej, zmniejsza się ryzyko niewykonania przetopu, sama spoina jest węższa i ładniejsza.
Impulsem można spawać zarówno stale nierdzewne jak i metale kolorowe z wyjątkiem stopów lekkich (aluminium, magnez) gdzie wymagany jest prąd zmienny. Przy spawaniu zwykłym TIG prądu stałego niepulsowego spawamy cały czas tym samym prądem np. 80 A, przy pulsie prąd zmienia się od wartości minimalnej, koniecznej do podtrzymania łuku, do wartości zadanej przez operatora, przy czym kierunek przepływu prądu jest stały. Spawanie takie nie od razu każdemu wychodzi, trzeba nabrać doświadczenia. Ta metoda spawania minimalizuje ryzyko przegrzewania spawanego materiału a w przypadku cienkich i bardzo cienkich blach, również ryzyko przypadkowego
Przed przystąpieniem do pracy należy obowiązkowo wykonać wszelkie czynności opisane wcześniej. Szczególną uwagę zwrócić na wszelkie elementy związane z bezpieczeństwem pracy i przygotowaniem stanowiska pracy, oczyszczeniem materiału przeznaczonego do spawania oraz przygotowaniem urządzenia do pracy.
Przygotować przewód z uchwytem elektrody montując ją zgodnie z wcześniejjszym opisem. Podłączyć przewód uchwytu elektrody nietopliwej oraz przewód zaciskowy materiału do spawarki zgodnie z oznaczeniem z rysunku A („-” przewód uchwytu elektrody, „+” zacisk materiału), włączyć wtyczkę do sieci zasilającej (przycisk włącznika musi być w pozycji wyłączony), osadzić uchwyt zaciskowy na materiale przeznaczonym do spawania. Przestawić włącznik trybu pracy w położenie dolne TIG.
Włączyć spawarkę i nastawić pokrętłem wymagany prąd spawania. Wcisnąć dźwigienkę elektrozaworu znajdującą się w rękojeści uchwytu elektrody nietopliwej podając gaz w strefę spawania. Po 2-3 sek. zajarzyć łuk poprzez zbliżenie elektrody do strefy spawania i uniesienie elektrody na odległość pozwalającą na utrzymanie łuku. Łuk zawsze zajarzymy w strefie spoiny, którą mamy nanieść. Wykonać operację spawania podając (lub nie) spoiwo.
Spawarka wyposażona jest w pokrętło, które pozwala na ustawienie czasu wygaszania łuku spawalniczego po zakończeniu spawania. W celu ustawienia czasu wygaszania łuku spawalniczego należy pokrętło, znajdujące się na panelu przednim (rys. A - pokrętło czasu wygaszania łuku) ustawić na żądany czas (w sekundach) w zakresie 0 ÷ 5 sekund. Dodatkowo po zakończeniu spawania podawany jest gaz przez ok. 2sek w celu ochrony źródełka, przed tlenem.
W przypadku zbyt intensywnej i długotrwałej pracy niezależnie od metody spawania czy MMA czy TIG, załącza się układ zabezpieczenia. Sygnalizuje to czerwona dioda jak na rys. A (sygnalizacja zadziałania zabezpieczenia termicznego). Wentylator spawarki działa dalej studząc elementy sterujące obwodem spawania. Po pewnym czasie, zależnym od temperatury otoczenia dioda gaśnie. Spawanie można kontynuować.
Spawanie elektroda otulona (MMA)
Spawanie łukowe elektrodą otuloną polega na zajarzeniu łuku przez spawacza między końcem elektrody, a materiałem rodzimym przedmiotu spawanego. Jest to proces, w którym trwałe połączenie uzyskuje się poprzez stopienie ciepłem łuku elektrycznego rdzenia elektrody otulonej i metalicznych składników otuliny elektrody oraz materiału spawanego. Elektroda jest ręcznie przesuwana przez spawacza i ustawiana pod pewnym kątem. Tworzy się spoina. Otulina elektrody w zależności od rodzaju elektrody wytwarza podczas procesu spawania osłonę gazową strefy spawania chroniąc ją przed dostępem atmosfery (tlenu i azotu). Następuje również wprowadzenie do obszaru spawania pierwiastków odtleniających i wytworzenie powłoki żużlowej.
Do podstawowych parametrów spawania zaliczamy natężenie prądu spawania (regulowane, zadawane przez spawacza pokrętłem nastaw prądu), napięcie łuku elektrycznego (regulowane przez spawacza odstępem elektrody od materiału), prędkość spawania (regulowana przez spawacza zwalnianiem lub przyspieszaniem posuwu ręcznego elektrody) oraz średnicę elektrody i jej położenie względem złącza. Z powyższych względów przebieg procesu spawania jest w bardzo znaczącym stopniu uzależniony od wiedzy, doświadczenia, umiejętności i praktyki spawającego. Zaleca się dla mniej wprawnych operatorów wykonanie prób spawania na zbędnych kawałkach materiału.
Podłączyć przewody prądowe do spawarki zgodnie z biegunowością podaną przez producenta elektrod, wsunąć wtyczkę do sieci zasilającej przycisk włącznika musi być w pozycji „wyłączony”, osadzić uchwyt zaciskowy na materiale przeznaczonym do spawania, osadzić elektrodę otuloną w uchwycie. Przestawić włącznik trybu pracy w położenie górne MMA. Włączyć spawarkę i nastawić pokrętłem wymagany prąd spawania. Zajarzyć łuk poprzez zwarcie elektrody z materiałem i uniesienie elektrody na odległość pozwalającą na utrzymanie łuku, lub poprzez pocieranie elektrodą o powierzchnię przedmiotu. Łuk zawsze zajarzamy w strefie spoiny, którą mamy nanieść. Wykonać operację spawania. Po spawaniu oczyścić spoinę usuwając resztki żużła za pomocą młotka. Nie układać kolejnego ściegu na nie oczyszczonej powierzchni.
10. Bieżące czynności obsługowe
Bieżące czynności obsługowe prowadzić należy przy wyjętej z gniazdka wtyczce.
Sprawdzić każdorazowo stan techniczny spawarki. Kontrolować czy przewody prądowe są sprawne i nie noszą żadnych śladów uszkodzeń mechanicznych. Sprawdzić stan obu uchwytów. Sprawdzić stan przewodu zasilającego. W przypadku wykrycia jakichkolwiek nieprawidłowości usunąć je.
Przy każdej okazji, szczególnie po zakończeniu pracy oczyszczać wloty powietrza wentylatora chłodzącego układy spawarki. Czynność tą najlepiej wykonywać przy pomocy sprężonego powietrza. Utrzymywać w czystości oba uchwyty przewodów prądowych.
Spawarkę przechowywać w pomieszczeniu suchym bez dostępu wilgoci. Przewody prądowe odłączyć i zwinąć. Składować urządzenie w miejscu niedostępnym dla dzieci.
W przypadku zbyt intensywnej i długotrwałej pracy załączy się układ zabezpieczenia. Sygnalizuje to żółta dioda jak na rys A. W przypadku przejścia spawarki w stan przeciążenia nie należy jej wyłącać ponieważ wentylator spawarki działa dalej studząc elementy sterujące obwodem spawania. Po pewnym czasie, zależnym od stanu termicznego przeciążenia oraz od temperatury otoczenia dioda gaśnie. Spawanie można ponowić.
Nie zasłaniać otworów wentylacyjnych spawarki. Nie przykrywać spawarki. W przypadku konieczności ochrony spawarki np. przed deszczem należy wykonać osłonę na zasadzie parasola lub wiaty. Przepływ powietrza chłodzącego musi być swobodny.
Elektrody
Dobór średnicy elektrody otulonej oraz jej rodzaju do spawanego materiału jest bardzo istotnym parametrem poprawnego wykonania operacji spawania. Średnica elektrody ma istotny wpływ na kształt spoiny oraz na głębokość wtopienia. Zwiększenie średnicy elektrody, przy stałym natężeniu prądu obniża głębokość wtopienia i zwiększa szerokość spoiny. Elektrody otulone mogą mieć średnice: 1,6 - 2,0 - 2,5 - 3,2 - 4,0 - 6,0 - 8,0mm. Długości elektrod są uzależnione od średnic elektrod i przykładowo wynoszą: dla elektrod o średnicy 2,5mm; 250 - 300 - 350 mm, a dla elektrod o średnicy 3,2 mm; 300 - 350 - 400 - 450 mm.
Pełny zestaw własności elektrod podawany jest w charakterystykach technicznych opracowanych przez producenta elektrod. W tych charakterystykach uwzględnione winny być wszystkie dane wymagane przez normy, w tym: oznaczenie elektrody, typ otuliny, zastosowanie elektrody, pozycje spawania, rodzaj i natężenie prądu spawania w zależności od średnicy elektrody, biegunowość podłączenia elektrody, konieczne zabiegi cieplne przy spawaniu, warunki suszenia i przechowywania elektrod.
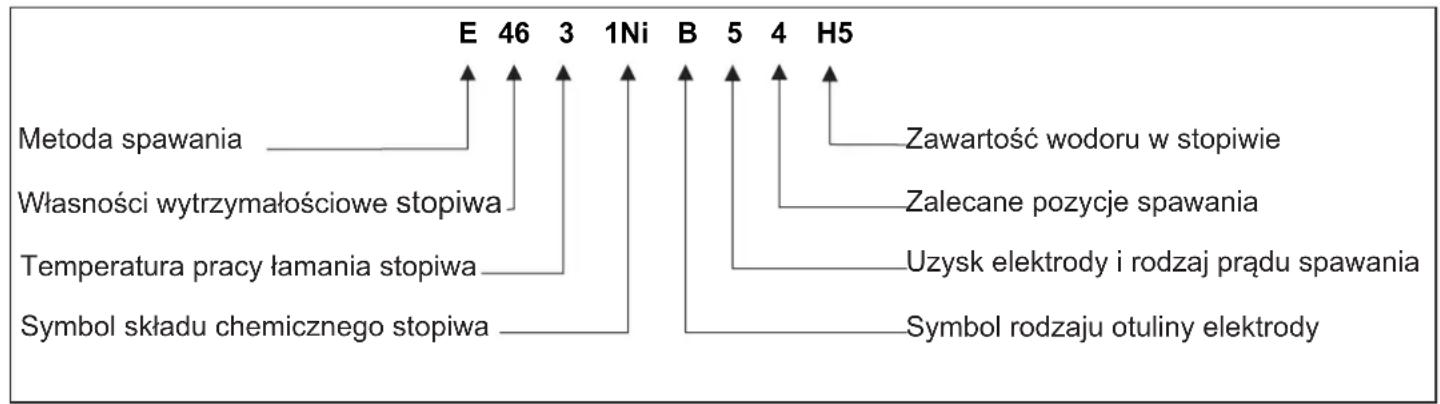
Oznaczenie elektrod otulonych według PN-EN 499 - "Spawalnictwo. Materiały dodatkowe do spawania. Elektrody otulone do ręcznego spawania łukowego stali niestopowych i drobnoziarnistych. Oznaczenie", składa się z ośmiu symboli, np.
text_image
Metoda spawania Własności wytrzymałościowe stopiwa Temperatura pracy łamania stopiwa Symbol składu chemicznego stopiwa E 46 3 1Ni B 5 4 H5 Zawartość wodoru w stopiwie Zalecane pozycje spawania Uzysk elektrody i rodzaj prądu spawania Symbol rodzaju otuliny elektrodyPoza oznaczeniami normatywnymi występują także oznaczenia własne poszczególnych producentów elektrod. Elektrody otulone do ręcznego spawania łukowego w zależności od przeznaczenia spawania konkretnych gatunków stali klasyfikowane są także według norm: PN-EN 757 dot. stali o wysokiej wytrzymałości, PN-EN 1599 dot. stali żarowytrzymałych, PN-EN 1600 dot. stali nierdzewnych i żaroodpornych.
Do prac spawalniczych spawarką DESTi203P można stosować dostępne na rynku elektrody otulone różnych producentów.
Zwyczajowo należy przyjąć na 1mm średnicy elektrody - 40A prąd spawania.
- Samodzielne usuwanie usterek
| PROBLEM | PRZYCZYNA | ROZWIĄZANIE |
| Wskaźnik zasilania nie świeci się, wentylator nie działa, brak prądu na wyjściu. | Przewód zasilający jest złe podłączony lub uszkodzony | Wcisnąć wtyczkę głębiej, sprawdzić przewód zasilający |
| W gniazdku nie ma napięcia sieciowego | Sprawdzić napięcie w gniazdku lub czy nie zadziałał bezpiecznik | |
| Uszkodzony włącznik | Wymienić włącznik na nowy | |
| Wskaźnik zasilania świeci się, wentylator nie działa lub działa chwilę, brak prądu na wyjściu. | Napięcie sieci inne niż 220-240 V | Włączyć wtyczkę w gniazdko zasilające o napięciu 230 V ~ 50 Hz |
| Spawarka może znajdować się w trybie awaryjnym | Wyłączyć spawarkę na 2-3 min i załączyć ponownie | |
| Wskaźnik (dioda) zabezpieczenia termicznego nie świeci się, brak prądu na wyjściu. | Uszkodzone lub złe podłączone jeden lub oba przewody prądowe: uchwytu elektrody i uchwytu zaciskowego | Sprawdzić oba przewody i ich podłączenie. Zacisnąć poprawnie lub wymienić na nowe w razie potrzeby |
| Wskaźnik (dioda) zabezpieczenia termicznego świeci się, brak prądu na wyjściu | Zadziałało zabezpieczenie termiczne | Pozostawić spawarkę włączoną do ostygnięcia |
12. Uwagi końcowe, kompletacja
Kompletacja
Wraz z urządzeniem, jako jego wyposażenie wchodzą:
- Przewód spawalniczy z uchwytem dla elektrody nietopliwej - TIG (1 szt.), 2. Elektrody (3 szt.),
- Tulejki zaciskowe, 4. Dysza ceramiczna (3 szt.), 5. Zaślepka tylna długa (1 szt.), 6. Zaślepka tylna krótka, 7. Przewód spawalniczy z uchwytem dla elektrody otulonej - MMA (1szt.), 8. Przewód prądowy z zaciskiem masy (1 szt.), 9. Maska ochronna kompletna (1 szt.), 10. Szczotka z młoteczkiem (1 szt.)
Uwagi końcowe
Przy zamawianiu części zamiennych, prosimy opisać uszkodzoną część podając orientacyjny termin zakupu spawarki.
W okresie gwarancyjnym, naprawy dokonywane są na zasadach podanych w Karcie Gwarancyjnej zawartej na końcowych stronach niniejszej instrukcji. Reklamowany produkt prosimy przekazać do naprawy w miejscu zakupu (sprzedawca jest obowiązany do przyjęcia reklamowanego produktu), albo przesłać do Serwisu Centralnego DEDRA EXIM. Adres podany jest poniżej oraz w Karcie Gwarancyjnej. Spawarka powinna być na czas transportu starannie zabezpieczona przed uszkodzeniami (opakowanie oryginalne). Prosimy dołączyć Kartę Gwarancyjną wystawioną przez Importera oraz dowód zakupu. Bez tych dokumentów naprawa będzie taktowana jako pogwarancyjna
Po okresie gwarancyjnym naprawy wykonuje Serwis Centralny. Uszkodzony produkt należy wysłać do Serwisu (koszt wysyłki pokrywa użytkownik).
DEDRA-EXIM Sp. z o.o. zastrzega sobie prawo do wprowadzania zmian konstrukcyjnych lub kompletacyjnych bez uprzedniego powiadamiania.
13. Informacje dla użytkowników o pozbywaniu się urządzeń elektrycznych i elektronicznych
(dotyczy gospodarstw domowych)

Przedstawiony symbol umieszczony na produktach lub dołączonej do nich dokumentacji informuje, że niesprawnych urządzeń elektrycznych lub elektronicznych nie można wyrzucać razem z odpadami bytowymi. Prawidłowe postępowanie w razie konieczności utylizacji, powtórnego użycia lub odzysku podzespołów polega na przekazaniu urządzenia do wyspecjalizowanego punktu zbiórki, gdzie będzie przyjęte bezpłatnie. Informacji o lokalizacji miejsc zbiórki zużytego sprzętu udzielają władze lokalne np. na swoich stronach internetowych.
Prawidłowa utylizacja urządzenia umożliwia zachowanie cennych zasobów i uniknięcia negatywnego wpływu na zdrowie i środowisko, które może być zagrożone przez nieodpowiednie postępowanie z odpadami.
Nieprawidłowa utylizacja odpadów zagrożona jest karami przewidzianymi w odpowiednich przepisach lokalnych.
Użytkownicy w krajach Unii Europejskiej
W razie konieczności pozbycia się urządzeń elektrycznych lub elektronicznych, prosimy skontaktować się z najbliższym punktem sprzedaży lub z dostawcą, którzy udzielą dodatkowych informacji.
Pozbywanie się odpadów w krajach poza Unią Europejską
Taki symbol dotyczy tylko krajów Unii Europejskiej. W razie potrzeby pozbycia się niniejszego produktu prosimy skontaktować się z lokalnymi władzami lub ze sprzedawcą celem uzyskania informacji o prawidłowym sposobie postępowania.
Notatki
Notatki
W domu możesz zrobić z nami wszystko!
Dziękujemy za dokonanie wyboru elektronarzędzi DEDRA.
Zapraszamy do wypróbowania także innych naszych narzędzi i elektronarzędzi, przeznaczonych do obróbki drewna, ceramiki i metalu.
Wśród nich znajdą Państwo między innymi:
Pilarki tarczowe do drewna stołowe, taśmowe, ręczne oraz kątowe 600 W - 3000 W
Strugarki grubościowe, wyrówniarki oraz strugi elektryczne ręczne
Wyrzynarki przenośne
Przecinarki do płytek ceramicznych z tarczami diamentowymi
Młotowiertarki, wiertarki stołowe i ręczne, wiertarko-wkrętarki akumulatorowe
Przecinarki taśmowe do metalu
Szlifierki kątowe
Wciągniki elektryczne
Piły tarczowe do drewna z węglikami spiekanymi oraz uniwersalne o średnicach do 600 mm
Diamentowe piły tarczowe do cięcia ceramiki oraz jej szlifowania o średnicach 110 mm-350 mm
Diamentowe koronki do ceramiki
Wycinacze otworów z nasypem węglika wolframu oraz pilniki
Otwornice do drewna
Mieszaki do zapraw, tynków, klejów oraz farb
Komplety kluczy, nasadek, końcówek roboczych
Wkrętaki, kombinerki, szczypce, cęgi
Zestawy wiertel do drewna, ceramiki i metalu
Zestawy wierteł oraz dług do mightowiertarek
Piły ręczne oraz brzeszczoty
Miarki zwijane oraz składane, noże
Poziomnice, poziomnice laserowe, poziomnice wodne, łaty murarskie
Noże do szkła, przyssawki, oleje
Torby narzędziowe
oraz wiele innych narzędzi i akcesoriów
Zapraszamy do odwiedzenia naszej strony internetowej www.dedra.pl lub bezpośredni kontakt z nami. Wszelkich niezbędnych informacji udzielą Państwu nasi pracownicy z działów handlowego oraz technicznego. Do Państwa dyspozycji jest serwis elektronarzędzi DEDRA z możliwością zakupu dowolnej części zamiennej do wszystkich naszych maszyn.
DEDRA EXIM Sp. z o.o.
05-800 Pruszków ul. 3 Maja 8
tel: (+48 / 22) 73-83-777
fax: (+48 / 22) 73-83-779
http://www.dedra.pl
e-mail: info@dedra.pl
Pieczęć sprzedawcy
Data i podpis ....
text_image
4^Lata GWARANCJI DEDRAOferta dotyczy spawarek wyszczególnionych na stronie drugiej (patrz tabela 1)
Nr katalogowy: DESTi203P
Nazwa: Spawarka inwertorowa
Numer seryjny: ....
Gwarancja na sprzedany towar nie wyłącza, nie ogranicza ani nie zawiesza uprawnień kupującego wynikających z przepisów o rękojmi za wady rzeczy sprzedanej.
WARUNKI GWARANCJI
- Gwarantujemy sprawne działanie produktu, zgodnie z warunkami techniczno - użytkowymi opisanymi w Instrukcji Obsługi. Udzielamy gwarancji na okres 48 miesięcy* dla zakupu konsumenckiego lub 24 miesięcy dla zakupu związanego z działalnością gospodarczą licząc od daty zakupu uwidocznionej w niniejszym dokumencie, oraz paragonie zakupu lub fakturze VAT, dla spawarki bez dodatkowego wyposażenia. Okres gwarancji dla wyposażenia przedstawia tabela 2 na drugiej stronie. Gwarancja obowiązuje na całym terenie Rzeczypospolitej Polskiej i UE. Adresy serwisów dla poszczególnych krajów dostępne są na stronie www.dedra.pl. W przypadku braku serwisu dla danego kraju zobowiązania gwaranta realizuje serwis centralny. Reklamacja winna być zgłoszona pisemnie w okresie trwania gwarancji.
- Gwarantowi przysługuje uprawnienie do wyboru sposobu zaspokojenia uznanych roszczeń gwarancyjnych (nieodpłatna naprawa, wymiana produktu na nowy lub odstąpienie od umowy).
- Gwarancja obejmuje wyłącznie uszkodzenia powstałe w okresie obowiązywania gwarancji, które wyniknęły z przyczyn tkwiących w sprzedanym produkcie lub nieprawidłowości spowodowanych złą technologią wykonania.
- Wady ujawnione w okresie gwarancyjnym będą usunięte przez DEDRA-EXIM w terminie nie dłuższym niż 14 dni roboczych od dnia dostarczenia do serwisu. Czas naprawy może się przedłużyć w wypadku konieczności sprowadzenia części niezbędnych do naprawy, o czym użytkownik zostanie powiadomiony.
-
Reklamowany produkt winien być dostarczony do punktu sprzedaży. Warunkiem rozpatrzenia reklamacji jest :
-
przedstawienie prawidłowo wypełnionej Karty Gwarancyjnej,
- przedstawienie dokumentu potwierdzającego fakt dokonania zakupu wraz z datą sprzedaży (np. paragon, faktura VAT)
-
dostarczenie pełnej kompletacji zgodnie z punktem „kompletacja” w instrukcji obsługi.
-
Gwarancja nie obejmuje wad powstałych w wyniku:
-
użytkowania niezgodnego z przeznaczeniem i zaleceniami Instrukcji Obsługi,
- przeciążenia urządzenia wynikającego z nieprzestrzegania cyklu pracy,
- dokonywania napraw przez osoby nieupoważnione,
- dokonywania modyfikacji w konstrukcji,
- uszkodzeń mechanicznych, fizycznych, chemicznych, spowodowanych siłami i czynnikami zewnętrznymi, zanieczyszczeniem mikrośrodowiska
-
uszkodzeń będących następstwem: montażu niewłaściwych części lub osprzętu, stosowania niewłaściwych smarów, olejów, środków konserwujących
-
Gwarancji nie podlegają części oraz dodatkowe komponenty ulegające naturalnemu zużyciu w czasie eksploatacji (patrz tabela 2 na drugiej stronie).
- Tabliczka znamionowa urządzenia powinna być czytelna. Reklamowany egzemplarz należy dokładnie zabezpieczyć przed uszkodzeniami w transporcie. Na ile to możliwe dostarczyć w oryginalnym opakowaniu. Oświadczenie Nabywcy
Oświadczenie Nabywcy
Warunki gwarancji są mi znane, co potwierdzam własnoręcznym podpisem:
Tabela 1
| Modele spawarek podlegające przedłużonej gwarancji | DESi201DESTi160LDESTi200DESTi203PDESTi205AC/DCDESTi225AC/DC DESi199BT DESi178BT DESi168BT DESi160 DESi155BT DESMI160M DESMI180 DESPi40 |
Tabela 2
| Wszystkie spawarki inwertorowe oferty Dedra EXIM | Przewód elektrodowy Bez gwarancji | |
| Przewód masowy Bez gwarancji | ||
| Maska spawalnicza Bez gwarancji | ||
| Szczotka druciana / młoteczek Bez gwarancji | ||
| Przewód TIG 2 lata gwarancji | 2 lata gwarancji | |
| Osłonka ceramiczna TIG Bez gwarancji | ||
| Elektroda wolframowa Bez gwarancji | ||
| Uchwyt elektrody wolframowej Bez gwarancji | ||
| Uchwyt elektrodowy Bez gwarancji | ||
| Uchwyt masowy Bez gwarancji | ||
| Przewód MIG/MAG | 2 lata gwarancji | |
| Osłonka palnika MIG/MAG | Bez gwarancji | |
| Dysza palnika MIG/MAG Bez gwarancji | ||
| Przewód cięcia plazmowego | 2 lata gwarancji | |
| Dysza cięcia plazmowego | Bez gwarancji | |
| Osłonka ceramiczna przewodu plazmowego | Bez gwarancji | |
| L.P. | Data zgłoszenia do naprawy | Data wykonania naprawy | Zakres naprawy, opis czynności naprawczych | Podpis wykonującego naprawę |