KWJ900 - Fres Trend - Gratis bruksanvisning og manual
Finn enhetens veiledning gratis KWJ900 Trend i PDF-format.

Brukerspørsmål om KWJ900 Trend
0 spørsmål om dette apparatet. Svar på dem du kjenner, eller still ditt eget.
Still et nytt spørsmål om dette apparatet
Last ned instruksjonene for din Fres i PDF-format gratis! Finn veiledningen din KWJ900 - Trend og ta den elektroniske enheten tilbake i hendene. På denne siden er alle dokumenter som er nødvendige for bruken av enheten din publisert. KWJ900 av merket Trend.
BRUKSANVISNING KWJ900 Trend
Takk for at du har kjøpt dette produktet fra Trend, vi håper du vil ha glede av å arbeide med det i mange år framover.
Vennligst husk å returnere garantikortet senest 28 dager etter kjøpsdato.
INNHOLD
TEKNISKE DATA 1
SIKKERHET 2-3
DELER SOM F∅LGER MED 4
BESKRIVELSE AV DELENE 4
TILBEH∅R
- Anbefalte fresestål 5
- Undersåle, sett og 30 mm styrehylse ____5
- Plateforbindere 6
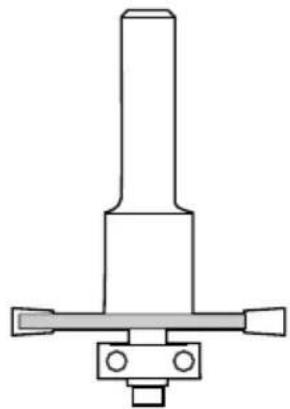
– Lamellfresestål for håndoverfres ____ 6
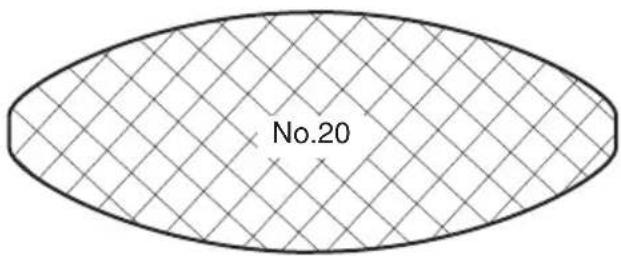
- Flate lamellkjeks 6
– Tvinger 6
MONTERING
– Identifisering av styretapper____7
- Størrelse på klaring 7
SKJ∅TTYPER 7
DIMENSJONERING 8
ARBEIDSBESKRIVELSE
- 90° høyreskjøt ____ 9–10
- 90° venstreskjøt ____11-12
- 45° høyreskjøt ____13–14
- 45° venstreskjøt ____15–16
- Forsterkning og forsegling av skjøter____17
- 45° vinklet endekutt ____ 17
– Buet hjørne 18
- Buet karnapp R 400 mm ____18
– Rettvinklet fresing av benkeplater ____19
– Oversikt og liste over reservedeler ____20
FEILRETTING IB
TEKNISKE DATA
Jiggtykkelse 12 mm
Diameter fresestål 12,7 mm
Størrelse på styrehylse 30 mm
Vekt 7,7 kg
Følgende symboler er brukt gjennom hele bruksanvisningen:

Betegner fare for personskader, dødsulykke eller skade på verktøyet hvis ikke instruksjonene i denne veiledningen følges.

Sjekk i bruksanvisningen for maskinen din.
Denne enheten må ikke tas i bruk før det er fastslått at den maskinen som skal benyttes sammen med enheten, er i samsvar med 98/37/EC (identifiseres via CE-merkingen på maskinen).
HVA JIGGEN SKAL BRUKES TIL
Denne jigen er beregnet til bruk med en håndoverfres med en egnet styrehylse et ditto fresestål montert for å frese skjøter på benkeplater av laminatbelagte sponplater.

Hvis du trenger ytterligere teknisk informasjon eller reservedeler, vennligst ring vår avdeling for teknisk support på tlf. 0047 3837 1636.
SIKKERHET

Følg sikkerhetsinstruksene i bruksanvisningen for den maskinen som skal brukes eller kobles til tilbehøret. Følg også andre tilleggsbestemmelser som kan komme til anvendelse. Les de følgende sikkerhetsbestemmelsene før du tar dette produktet i bruk.
VENNLIGST OPPBEVAR DENNE BRUKSANVISNINGEN PÅ ET TRYGT STED.
I tillegg til de etterfølgende forskriftene må alle vernebestemmelsene til Statens Arbeidstilsyn følges når det gjelder alt arbeid med elektroverktøy.
Generelt
■Trekk støpselet ut av kontakten när maskinen ikke er i bruk, før ettersyn og när du bytter verktøy, f.eks. fresestål. Sørg for at bryteren på maskinen står på "av" (off) før du setter støpselet i kontakten.
■Monter alltid maskinen, verktøy og tilbehør i overensstemmelse med de medfølgende instruksene.
■Hold barn og besøkende unna. La aldri barn eller besøkende komme i kontakt med maskinen, verktøy eller tilbehør. Hold barn og besøkende unna arbeidsområdet.
■Gjør verkstedet barnesikkert med hengelås og hovedbryter.
■Kle deg riktig. Bruk ikke vide klær eller smykker; de kan komme borti roterende verktøy. Gummihansker og sklisikkert fottøy anbefales når du arbeider utendørs. Bruk hårnett for å holde langt hår på plass.
■Tenk på arbeidsmiljøet. Bruk ikke produktet i regn eller fuktige omgivelser. Sørg for godt lys på arbeidsplassen. Elektroverktøy må ikke brukes i nærheten av bensin eller andre brannfarlige væsker. Sørg for oppvarming av arbeidsrommet så du ikke fryser på hendene.
■Tilbehør må alltid være riktig og stabilt montert.
■Bruk bare tilbehør som er spesifisert i denne veiledningen sammen med anviste elverktøy. Press ikke verktøyet eller tilbehøret til å gjøre arbeid de ikke er beregnet for.
■Verktøy som ikke brukes, må sikres. Oppbevar maskiner og verktøy på et tørt og høyt sted utenfor barns rekkevidde, og helst innlåst.
■Best kontroll og sikkerhet gir det å ha begge hender på maskin og tilbehør. Hold begge hendene godt unna skjærende verktøy. Vent alltid til spindel og stål har sluttet å rotere før du foretar innstillinger eller justeringer.
■Alle beskyttelsesinnretninger må være på plass og i god stand.
■Fjern alt av spiker, stifter og andre metallgjenstander fra emnet.
Vedlikehold maskiner og skjærende verktøy omsorgsfullt. Hold stålene skarpe og rene for bedre og sikrere funksjon. Bruk aldri skadete kuttere. Følg rådene om smøring og bytte av tilbehør. Hold alle håndtak tørre, rene og fri for olje og fett.
■Vedlikehold tilbehøret. Bruk aldri skadet tilbehør. Bruk bare tilbehør anbefalt av produsenten.
■Sjekk skadete deler. Før igangsetting må du undersøke tilbehør, maskin, ledning, skjøteledning og støpsel grundig for tegn på skader. Sjekk at alle bevegelige deler står riktig, at ikke noe er i klem, brukket eller på andre måter kan virke skadelig inn på funksjonen. Få enhver skade/feil reparert av godkjent serviceverksted før du bruker maskinen eller tilbehøret.
■Bruk aldri en maskin hvis den ikke lar seg starte eller stanse med bryteren. Sørg for å få defekte brytere byttet på godkjent serviceverksted.
■Strekk deg ikke for langt. Sørg for alltid å stå støtt og ha god balanse.
■Bruk utstyr for støvavsug. Hvis verktøyene er utstyrt for tilkobling av utstyr for støvavsug og -oppsamling, så sørg for at disse er tilkoblet og brukes etter sin hensikt.
■Sjekk alle muttere, festebolter og -skruer før bruk for å forvisse deg om at de er tiltrukket og sikre. Foreta periodiske kontroller når du bruker en maskin i lengre perioder.
■Hold deg våken. Se på det du gjør. Bruk sunn fornuft. Bruk ikke maskiner när du er trett, er påvirket av narkotiske stoffer, alkohol eller noen form for sterke medisiner.
Sikkerhet ved fresing
■Koble overfresen fra. Når overfresen ikke brukes eller når du bytter tilbehør som fresestål, må du koble den og tilbehør fra strømforsyningen.
■Forviss deg om at fresestålet har sluttet å rotere før du bytter det. Bruk aldri spindellåsen som bremse.
■Fjern alle justeringsverktøy og nøkler. Gjør det til en vane å sjekke at nøkler og justeringsverktøy er fjernet fra overfresen, fresestälet og tilbehørsdeler før du starter maskinen. Forviss deg om at fresestälet kan rotere fritt.
■Sjekk alle festeskruer for styrerull og kniver før bruk for å sikre deg at de er tiltrukket og sikre. Kontroller fra tid til annen ved bruk av maskinen i lengre perioder.
■Når du bruker en styrehylse ved fresing med mal, så sjekk at den ikke kan komme i kontakt med spennhylse og mutter.
■Støy. Ta nødvendige forholdsregler for å beskytte hørselen hvis lydtrykket overstiger 85 dB(A). Lydtrykket fra fresing kan overstige 85 dB(A), så hørselvern må brukes.
■∅yebeskyttelse. Bruk beskyttelsesbriller, briller eller visir for å beskytte øynene mot sprut av fliser.
■Pustevern. Bruk ansikts- eller støvmaske, eller motordrevet pustevern. Støvmasker/filtre bør skiftes regelmessig.
■Start aldri overfresen mens stålet er i kontakt med emnet.
■Fresføringen skal alltid gå i motsatt retning av fresestålets rotasjon.
■Etter fresingen må du la spindelen få tid til å slutte å rotere før du setter maskinen fra deg.
■Før du freser, må du sjekke at det ikke finnes hindringer i overfresens arbeidsområde. Ved fresing tvers gjennom emnet må du forvisse deg om at det ikke finnes hindringer under emnet og at det finnes et mothold av tre som stålet kan ta i.
Ekstra sikkerhetsregler for fresestål
■Skjærende verktøy er skarpt. Det bør derfor håndteres med forsiktighet.
■Bruk alltid fresestål med riktig skaftdiameter i forhold til størrelsen på spennhylsen i overfresen.
■Bruk alltid den spindelhastigheten som er anbefalt for det fresestälet du har satt i. Forsikre deg om at stålet er kommet opp i full hastighet før du setter det i kontakt med emnet. Du finner anbefalt spindelhastighet på innpakningen, i bruksanvisningen for stålet eller i Trends fresekatalog.
■Bruk aldri annet enn fresestål i overfresen. Fresestål må aldri brukes i en drill. Drillbits og borebits må aldri brukes i en overfres. Fresestål må bare brukes til fresing i den typen materiale de er beregnet for. Bruk dem aldri på metall eller murverk.
■Bruk aldri fresestål med større diameter enn den som er angitt som den maksimale i de tekniske spesifikasjonene for vedkommende elektroverktøy eller tilbehør.
■Slipp ikke ned fresestål eller bank dem mot harde gjenstander. Bruk aldri fresestål som har fått skader.
■Fresestålene må holdes rene. Fjern regelmessig avleiringer av kvaed Resin Cleaner®. Bruk av tört smøremiddel (Trendicote® PTFE) vil virke forebyggende. Bruk ikke PTFE-spray på deler av plast.
■Skaftet på fresestålet må settes i spennhylsen til den streken som er avmerket på skaftet. Dette sikrer at minst 3/4 av skaftlengden holdes inne i spennhylsen. Trekk ikke mutteren på spennhylsen for hardt til, da dette vil lage riper i skaftet og føre til en svakhet og et mulig bruddsted.
■Overhold instruksene for riktig montering av spennhylse og mutter i bruksanvisningen for overfresen. Overhold instruksene for riktig montering av fresestål i overfresens bruksanvisning.
Det anbefales å regelmessig sjekke spennhylse og muttere. En slitt, forvridd eller skadd spennhylse kan skape ubalanse og skade skaftet på fresestålet, og bør byttes ut. En slitt spennhylsemutter må også skiftes ut.
■Fres ikke vekk mye virke om gangen; ta flere grunne eller lette drag for å redusere det sideveis presset som stålet blir utsatt for. Å ta et for dypt drag på én gang, kan overbelaste maskinen.
■Fresestål med svært liten diameter må brukes med forsiktighet.
■Legg alltid fresestälet tilbake i innpakningen eller sett det i en egen oppbevaringsanordning etter bruk.
■Merker du uvanlig vibrasjon mens du freser, må du stanse maskinen øyeblikkelig. Sørg for å få sjekket enhver eksentrisitet på fresen, fresestälet og fastspenningssystemet.
■Alle fastspenningsskruer og muttere må trekkes til med korrekt nøkkel i overensstemmelse med produsentens anvisninger.
Bruk av håndoverfresen fastmontert
■Etter fullført fresing bør du løse ut overfresens dykkmekanisme for å beskytte fresestålet.
■Bruk alltid en påskyver ved de siste 300 millimeterne av fresekuttet.
■Bruk en fastspenningsanordning for emnet eller en jigg for sikker håndtering av komponentene i alle tilfeller der det er mulig.
■Sørg for at tilbehør er trygt festet til arbeidsbordet, med bordplata cirka i hoftehøyde.
■Sørg for at det er montert en nullspenningsutløser på eller like ved siden av tilbehøret, og at du bruker den korrekt.
■Unngå å bruke vanskelige eller ubehagelige håndstillinger.
■Strekk ikke hendene under bordet, og hold heller aldri noensinne hender eller fingre i skjæreområdet for fresestålet mens maskinen er koblet til strømnettet.
Nyttige freseråd
■Vurder matehastigheten etter lyden fra motoren. Mat fram i jevn hastighet. En for langsom matehastighet vil føre til at det blir svimerker på emnet.
■Ta mange lette drag i stedet for ett dypt kutt for å redusere den sideveis belastningen som både overfres og fresestål utsettes for.
■Det bør alltid utføres testfresing på et prøveemne før den endelige fresingen foretas på selve emnet.
■Ved bruk av tilbehør, inklusiv fresebord eller sinkejigg, er det sterkt å anbefale at innstillingsanordningen for fininnstilling brukes.
■Ved bruk av styrehylse for fresing med mal eller jigg må det sørges for tilstrekkelig klaring mellom fresestål og den innvendige kanten av styrehylsen. Sørg for at fresestål og styrehylse er konsentriske.
Vedlikehold av fresestål
■Fresestål av komposittypen (med skjær som er loddet på) må vedlikeholdes av en kyndig person, dvs. en som har opplæring og erfaring, og som har kunnskaper om krav til utforming og forståelse for de sikkerhetsnivåene som må innfris.
■Utformingen av komposittverktøy må aldri endres gjennom vedlikeholdet.
■Reservedeler må oppfylle Trends spesifikasjoner.
■De toleransene som sikrer riktig innspenning i spennhylsen, må opprettholdes.
■Ved ny sliping av verktøyet må det sørges for at det ikke oppstår noen svekkelse av verktøykroppen eller forbindelsen mellom skjær og kropp.
Versjon 5.0 05/2004
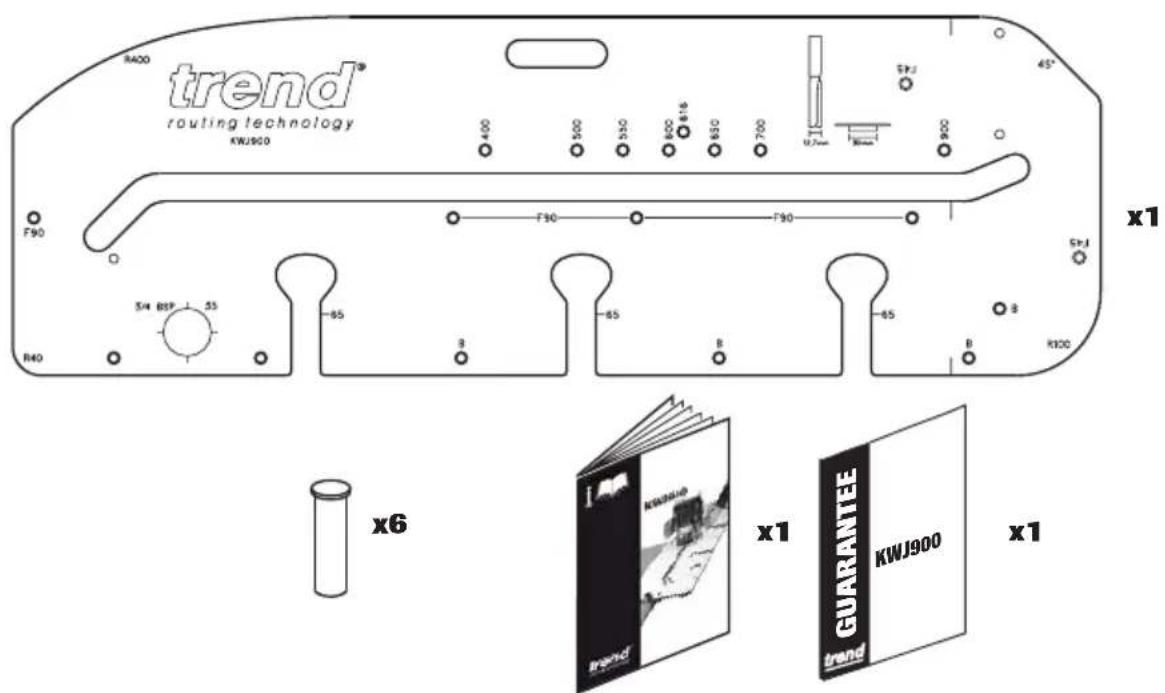
DELER SOM F∅LGER MED
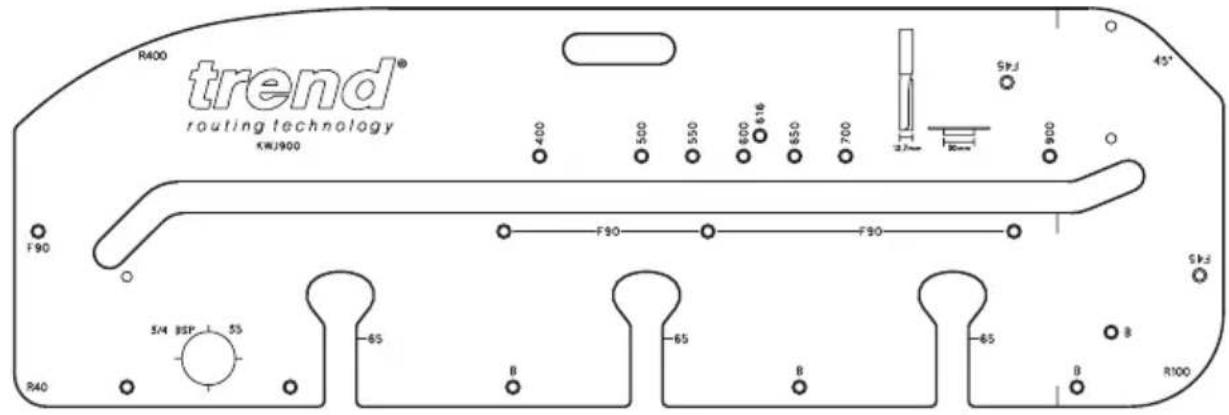
BESKRIVELSE AV DELENE
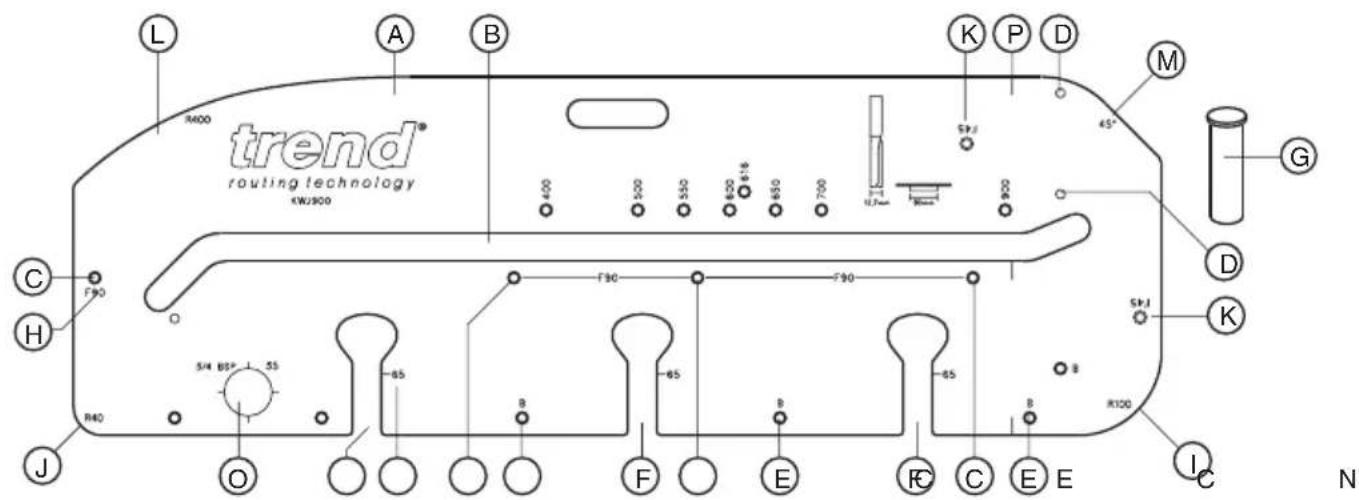
ⒶJiggkropp
B Spor for postformskjøt
©Hull for styretapp til hunnskjøt
(D)Hull for styretapp til hannskjøt
© Hull for styretapp til plateforbinder
⑤ Spor for utfresing til 150 mm plateforbider med åpen ende
© Styretapp
©Kodemerking av innstillingshull
I Buet hjørne R 100
J Buet hjørne R 40
©Hull for styretapp ved fresing av 22,5° skjøt
L Buet karnapp R 400
M Endefresing, vinkel 45°
N Siktelinje for 65 mm plateforbinder
© Hull for fresing av 35 mm hengselhull og 3/4" kranhull
©Siktelinje for vinkelkutt
TILBEH∅R
Anbefalte fresestål
Det må benyttes et fresestål med 12,7 mm diameter, og det må ha en skjærlengde på 50 mm og bunnskjær.
For å oppnå en helt nøyaktig og lytefri skjøt må det brukes en 30 mm styrehylse. Den må alltid være montert konsentrisk med fresestålet. Dette kan oppnås med Trend undersåler og en styrehylse med 30 mm utv. diameter, ref. GB30.
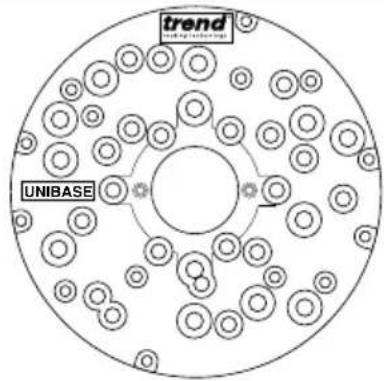
Undersålen Universal Sub-base har en utsparing i midten som muliggjør montering av styrehylse på de fleste merker av overfreser og kan kjøpes klar til å monteres på de vanligste merkene.
Med undersålen følger det skruer, en innstillingshylse og to innstillingstapper. Innstillingstappene og -hylsen sikrer nøyaktig sentrering av undersålen med fresspindelen när det brukes riktig spennhylse.
Generelle retningslinjer for montering av undersåler på overfres
- Monter instillingshylsen på undersålen med de medfølgende skruene.
- Monter innstillingstappen med 12,7 mm skaft i spennhylsen. Trykk fresen ned til tappen stikker ut av sålen og lås dykkvandringen.
- Plasser undersålen med påmontert hylse over den utstikkende tappen.
- Juster sålen til skruehullene og sett i skruene.
- Trekk nå til skruene.
- Fjern innstillingshylsen og innstillingstappen. Sentreringen skal nå være nøyaktig. Monter styrehylsen på 30 mm og fresestålet.
- Sjekk fra tid til annen at undersålen er konsentrisk med spindelen på overfresen.
Passer til følgende modeller
Atlas Copco OFSE2000 Bosch GOF 1300ACE, 1600A, 1700ACE Casals FT2000VCE DeWalt DW625EK, 629 Draper R1900V Elu MOF 31, 77, 98, 131, 177(E) Felisatti TP246(E), R346EC Festo OF2000E Freud FT2000E Hitachi MI12V, M12SA, TR12 Makita 3612BR, 3612(C) Metabo OF1612, OFE1812 Performance Pro CLM1250R >11/2003, CLM2050R Ryobi RE600N, R600N, RE601, R500, R502 Skil 1875U1 T-TECH TT/R127 Wadkin R500
Beskrivelse
Universal undersåle
Order Ref.
UNIBASE
30 mm styrehylse
Ref. GB30

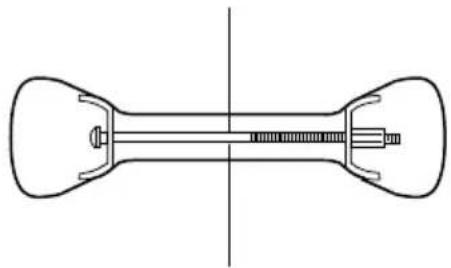
Plateforbindere er nødvendige når benkeplater skal skjøtes sammen. De settes inn i utsparinger på undersiden av benkeplatene og trekkes sammen med en 10 mm fastnøkkel. Jiggen har komplette plateforbinderspor slik at det kan fresse ut utsparinger på undersiden av benkeplata ved hjelp av et fesestål. Utsparingen er utvidet for å gjøre det lett å komme til med fastnøkkelen.
Benkeplater som ikke har god nok støtte på undersiden, må forsterkes ved at kantene føyes sammen med lameller. Trends lamellfresesett for overfres vil samen med lameller str. 20 sørge for at ikke platene synker eller vrir seg med tida.
Ref. BSC/20/100 (pakning med 100 stk.)
Ref. BSC/20/1000 (pakning med 1000 stk.)
Lamellkjeks brukes for å styrke skjøten. Når de limes med PVAc-lim, ekspanderer de slik at det dannes en stram sammenføyning.
Tvinger
Ref. FC/200
Det trengs to kraftige hurtigtvinger eller skrutvinger for å feste jiggen forsvarlig på benkeplata.
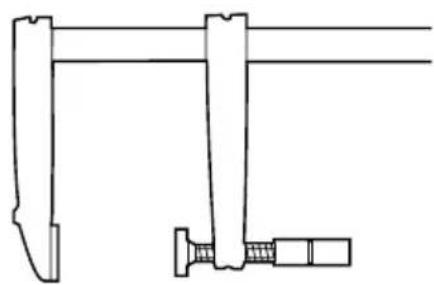
Alltid når hurtigtvinger brukes, må det påses at de ikke er i veien for freseføringen og at de er forsvarlig tiltrukket.
MONTERING
Identifisering av styretapper
Det brukes fire styretapper som settes i de forskjellige hullene på jiggen for å stille inn det riktige jiggsporet til den aktuelle fresingen.
For å være lette å identifisere, er hullene fargekodet med følgende punktmerking:
F90 – Hunnskjøt
M90 –Hannskjøt
F45 – Karnapp- og gjæringsskjøter
B – Spor for plateforbinder
Innstillingstappene er litt konet for å sikre en god og stram tilpasning i hullet. Sett den minste enden på tappen i hullet ved å skyve den lett på plass. Sjekk før bruk at tappene er helt inne og at hodet er under overflaten. Når du bruker jiggen, må du sørge for at ikke tappene berører benken.
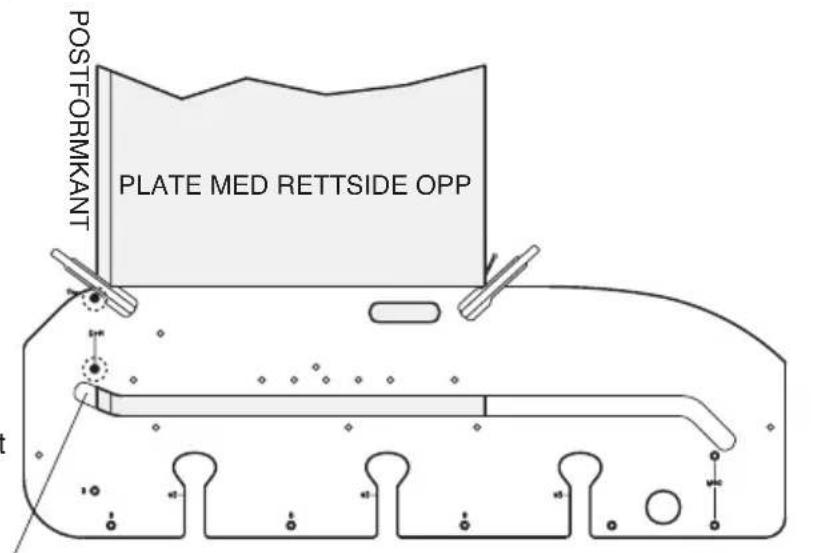
For å hindre utrifter i laminatet må du sørge for at fresestålets rotasjon og materetningen alltid er inn i postformkanten på benkeplata.
Nødvendig klaring
Planlegging av skjøtene
Ved fresing av skjøter, pass på at styretappene ligger an mot postformkanten på benkeplata. Ved fresingen av noen skjøter må benkeplata snus opp ned slik at all fresing skjer inn mot postformkanten, aldri ut av den. Ved fresing av benkeplater kan sperrefolien på undersida få en frynsete kant – denne frynsekanten bør fjernes med slipepapir.
SKJ∅TTYPER
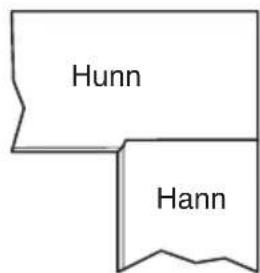
90° venstreskjøt
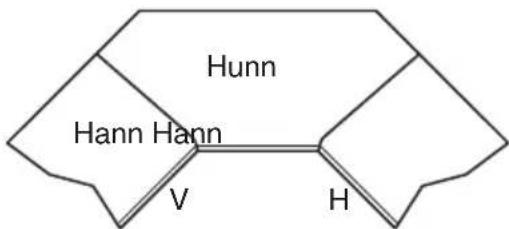
45° skjøt (hjørneskjøt)
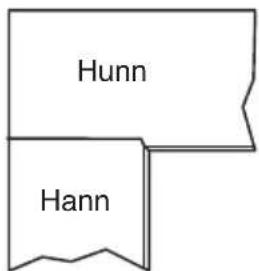
90° høyreskjøt
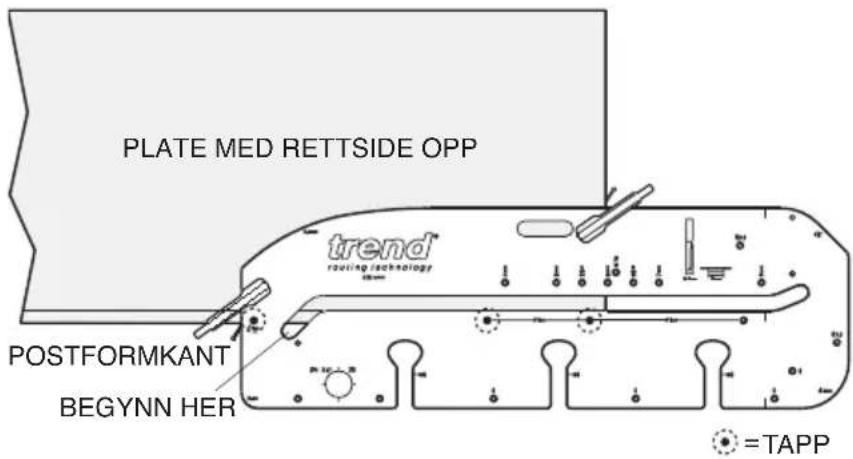
Innstillingsprosedyre for en 90° hunn høyreskjøt

■Legg benkeplata med rettsiden opp og postformkanten mot deg.
■Sett tre tapper i de hullene som er merket F90.
■Sett den fjerde tappen i det hullet som er merket 400, 450, 500, etc., avhengig av bredden på benkeplata.
■Legg jiggen på plass og sørg for at alle fire tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
Fresing av en 90° hunn høyreskjøt

■Still inn fresedybden på 8–10 mm til det første grove fresedraget.
■Plasser overfresen på venstre hånds side av sporet og begynn fresingen ved å trekke fresen langs den kanten av sporet som er nærmest deg.
■∅k fresedybden og gjenta fresingen til grovfresingen er gjennomført.
For å ta sluttdraget må du plassere fresen på venstre side av sporet (med fresen innstilt på full fresedybde), og fres så ved å skyve fresen langs den kanten av sporet som er lengst vekk fra deg.
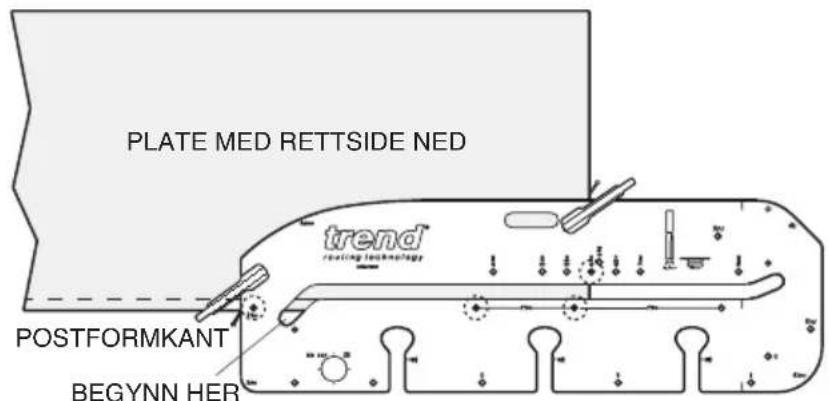
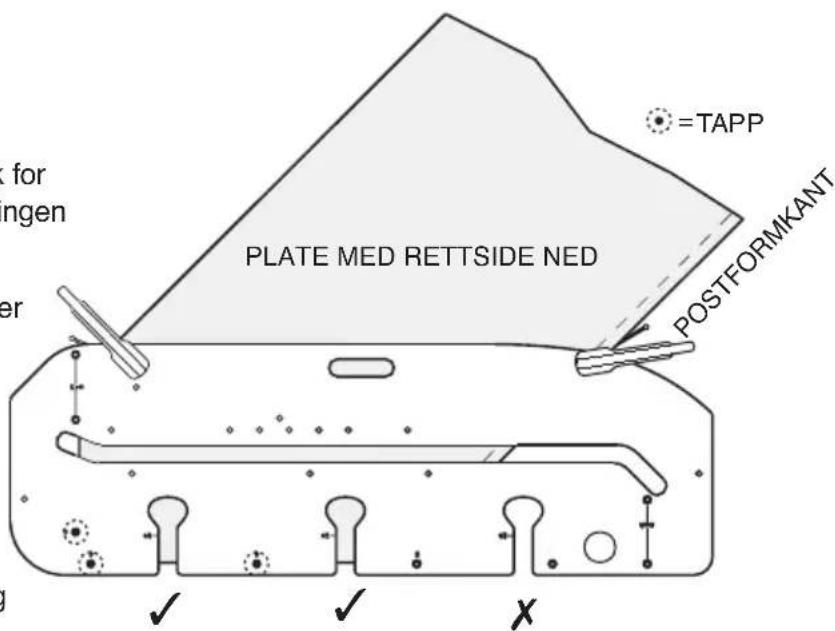
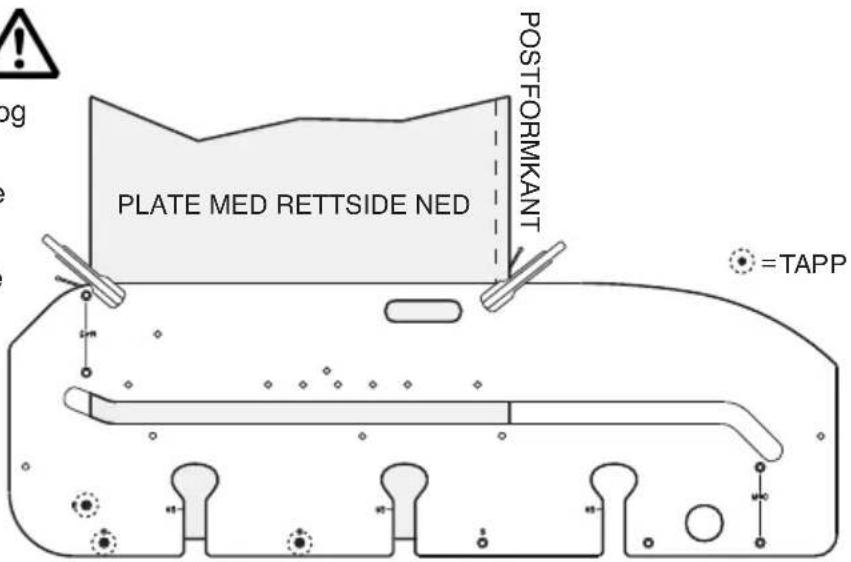
Fresing av plateforbinderspor hunn 90° plateforbinder

■Legg benkeplata med rettsiden ned og postformkanten vendt mot deg.
■Sett tre innstillingstapper i de hullene som er merket med B.
■Legg på jiggen og sørg for at alle tre tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
■Sporet for plateforbinderen bør være ca. 20 mm dypt for 30 mm tykk benkeplate og 28 mm dypt for 40 mm tykk benkeplate.
■Gjenta for alle de sporene som trengs.
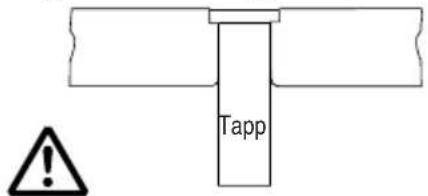
=TAPP
=TAPP
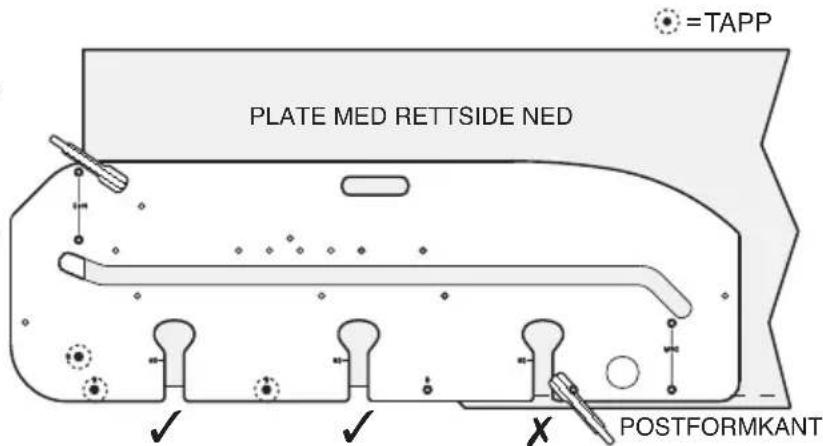
Innstillingsprosedyre for en 90° hann høyreskjøt

■Legg benkeplata med rettsiden ned og postformkanten mot deg.
■Sett to tapper i de hullene som er merket M90.
■Legg jiggen på plass og sørg for at begge tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
Fresing av en 90° hann høyreskjøt

■Still inn fresedybden på 8–10 mm til det første grove fresedraget.
■Plasser overfresen på venstre side av sporet og begynn fresingen ved å trekke fresen langs den kanten av sporet som er nærmest deg.
■∅k fresedybden og gjenta fresingen til grovfresingen er gjennomført.
■For å ta sluttdraget må du plassere fresen på venstre side av sporet (med fresen innstilt på full fresedybde), og fres så ved å skyve fresen langs den kanten av sporet som er lengst vekk fra deg.
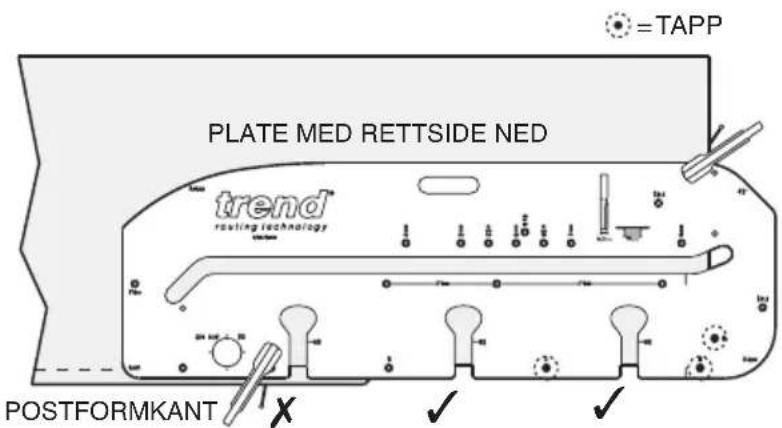
Fresing av plateforbinderspor hann 90° plateforbinder

■Legg benkeplata med rettsiden ned.
■Sett tre innstillingstapper i de hullene som er merket med B.
■Legg på jiggen og sørg for at alle tre tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
■Sporet for plateforbinderen bør være ca. 20 mm dypt for 30 mm tykk benkeplate og 28 mm dypt for 40 mm tykk benkeplate.
■Gjenta for alle de sporene som trengs.
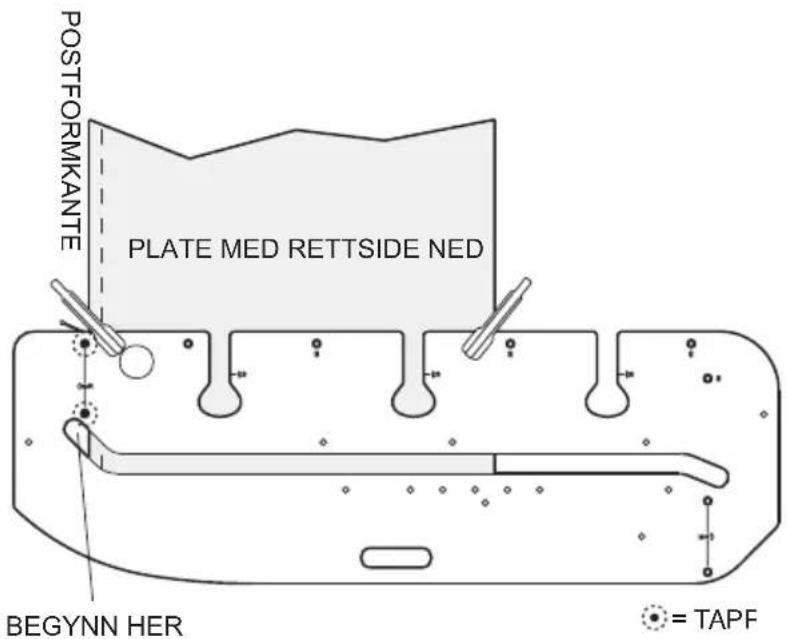
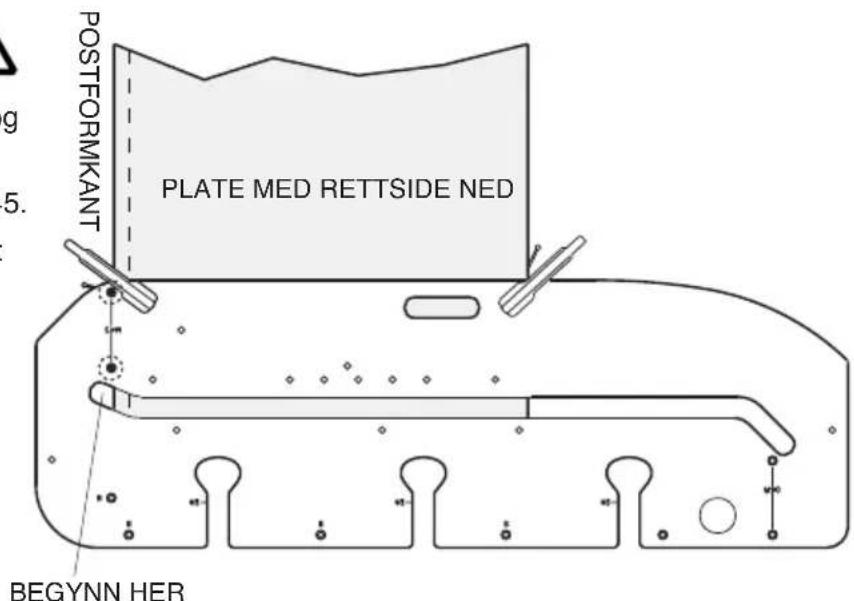
Innstillingsprosedyre for en 90° hunn venstreskjøt

■Legg benkeplata med rettsiden ned og postformkanten mot deg.
■Sett tre tapper i de hullene som er merket F90.
■Sett den fjerde tappen i det hullet som er merket 400, 450, 500, etc., avhengig av bredden på benkeplata.
■Legg jiggen på plass og sørg for at alle fire tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
Fresing av en 90° hunn 90° hunn venstreskjøt

■Still inn fresedybden på 8–10 mm til det første grove fresedraget.
■Plasser fresen på venstre side av sporet og begynn fresingen ved å trekke fresen langs den kanten av sporet som er nærmest deg.
■∅k fresedybden og gjenta fresingen til grovfresingen er gjennomført.
For å ta sluttdraget må du plassere fresen på venstre side av sporet (med fresen innstilt på full fresedybde) og frese ved å skyve fresen langs den kanten av sporet som er lengst vekk fra deg.
Fresing av plateforbinderspor hunn 90° plateforbinder

■Legg benkeplata med rettsiden ned og postformkanten vendt mot deg.
■Sett tre innstillingstapper i de hullene som er merket med B.
■Legg på jiggen og sørg for at alle tre tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
■Sporet for plateforbinderen bør være ca. 20 mm dypt for 30 mm tykk benkeplate og 28 mm dypt for 40 mm tykk benkeplate.
■Gjenta for alle sporene som trengs.
=TAPP
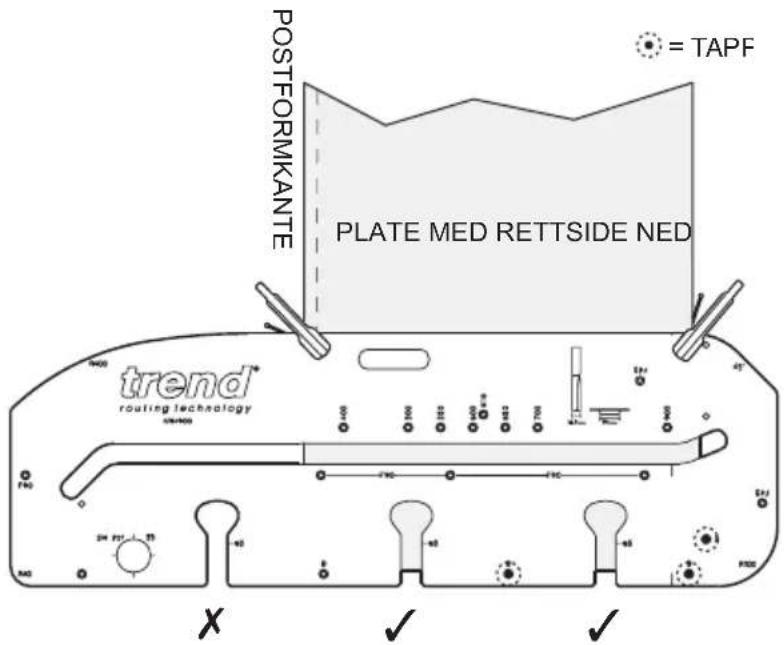
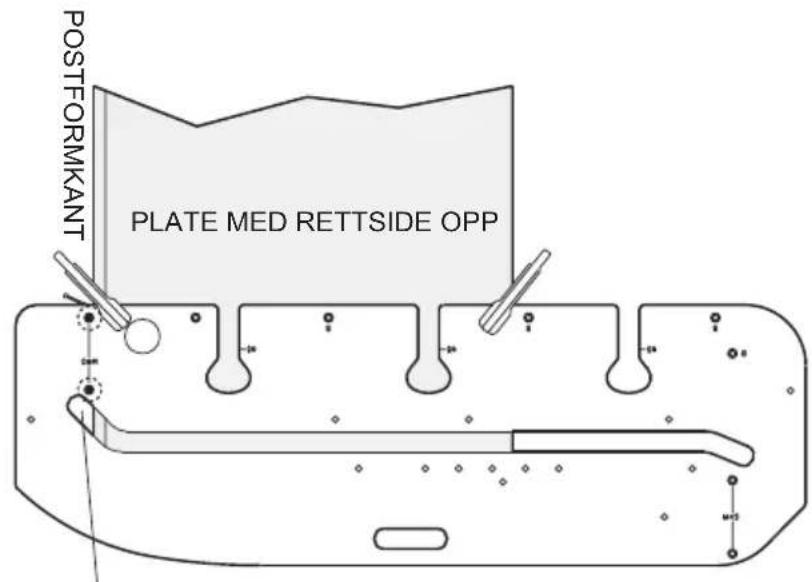
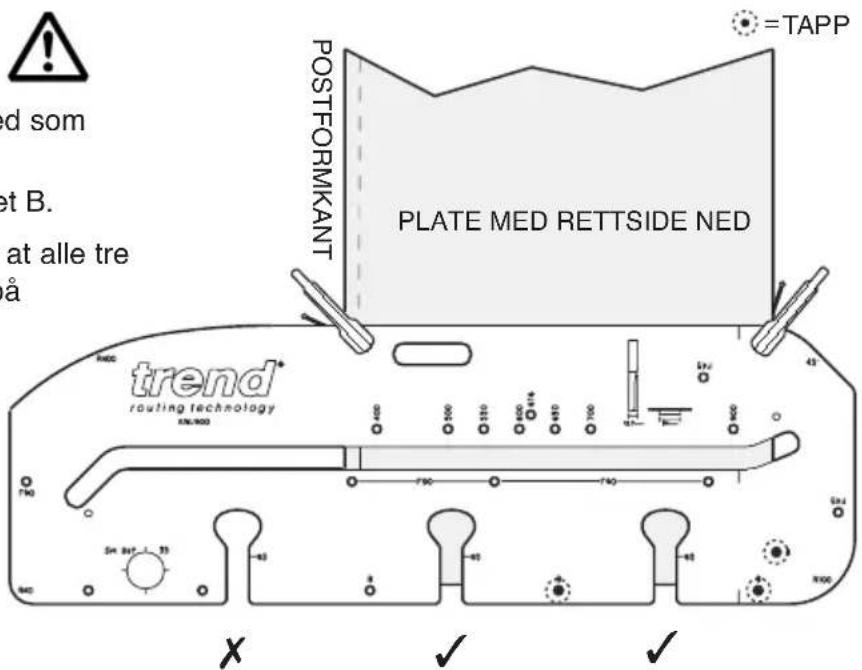
Innstillingsprosedyre for en 90° hann venstreskjøt

■Legg benkeplata med rettsiden opp og postformkanten mot deg.
■Sett to tapper i de hullene som er merket M90.
■Legg jiggen på plass og sørg for at begge tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
Fresing av en 90° hann venstreskjøt

■Still inn fresedybden på 8–10 mm til det første grove fresedraget.
■Plasser overfresen på venstre side av sporet og begynn fresingen ved å trekke fresen langs den kanten av sporet som er nærmest deg.
■∅k fresedybden og gjenta fresingen til grovfresingen er gjennomført.
■For å ta sluttdraget må du plassere fresen på venstre side av sporet (med fresen innstilt på full fresedybde) og frese ved å skyve fresen langs den kanten av sporet som er lengst vekk fra deg.
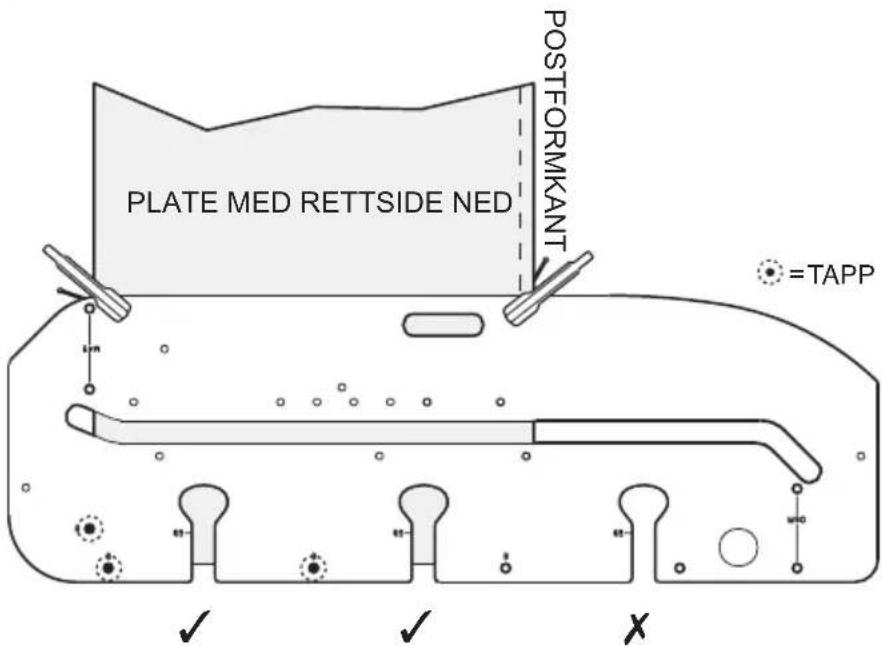
Fresing av plateforbindersport hann 90° plateforbinder

■Legg benkeplata med rettsiden ned som vist.
■Sett tre innstillingstapper i de hullene som er merket med B.
■Legg på jiggen og sørg for at alle tre tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
■Sporet for plateforbinderen bør være ca. 20 mm dypt for 30 mm tykk benkeplate og 28 mm dypt for 40 mm tykk benkeplate.
■Gjenta for alle de sporene som trengs.
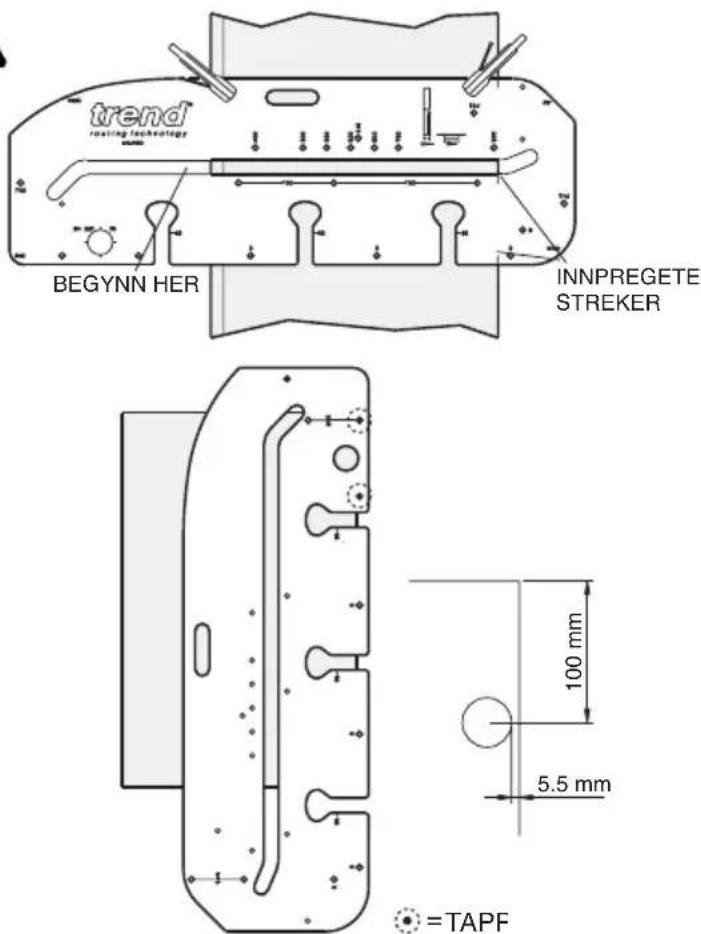
BEGYNN HER
=TAPP
45° H∅YRESKJ∅T
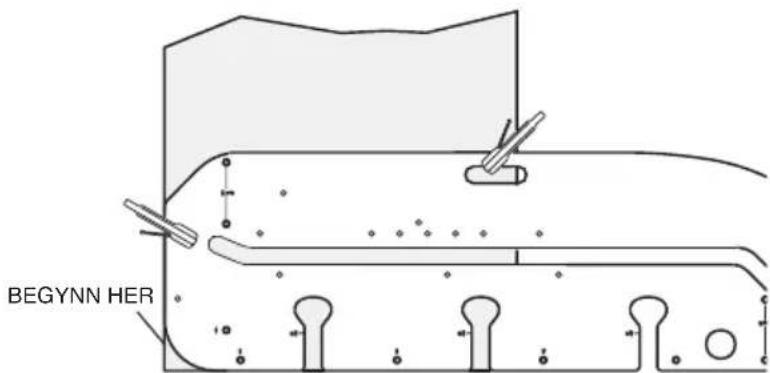
Innstillingsprosedyre for en 45° hunn høyreskjøt

■Legg benkeplata med rettsiden opp og postformkanten mot deg.
■Sett tre tapper i de hullene som er merket F45.
■Legg jiggen på plass og sørg for at bakkanten på jiggen flukter med blyantstreken (650 mm fra midtlinjen – se tegning side 8).
■Sørg for at begge tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
Fresing av en 45° hunn høyreskjøt

■Still inn fresedybden på 8–10 mm til det første grove fresedraget.
■Plasser overfresen på venstre hånds side av sporet og begynn fresingen ved å trekke fresen langs den kanten av sporet som er nærmest deg.
■∅k fresedybden og gjenta fresingen til grovfresingen er gjennomført.
■For å ta sluttdraget må du plassere fresen på venstre side av sporet (med fresen innstilt på full fresedybde) og fres ved å skyve fresen langs den kanten av sporet som er lengst vekk fra deg.
Fresing av plateforbinderspor hunn 45° plateforbinder

■Legg benkeplata med rettsiden ned og postformkanten vendt mot deg.
■Sørg for at den skraverte delen er sagd vekk for den riktige bredden på benkeplata (se tegningen på side 8).
■Sett tre innstillingstapper i de hullene som er merket med B.
■Legg på jiggen og sørg for at alle tre tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
■Sporet for plateforbinderen bør være ca. 20 mm dypt for 30 mm tykk benkeplate og 28 mm dypt for 40 mm tykk benkeplate.
■Gjenta for alle de sporene som trengs.
Innstillingsprosedyre for en 45° hann høyreskjøt

■Legg benkeplata med rettsiden ned og postformkanten mot deg.
■Sett to tapper i hull som er merket F45.
■Plasser jiggen som vist og sørg for at begge tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
Fresing av en 45° hann høyreskjøt

■Still inn fresedybden på 8–10 mm til det første grove fresedraget.
■Plasser overfresen på venstre hånds side av sporet og begynn fresingen ved å trekke fresen langs den kanten av sporet som er nærmest deg.
■∅k fresedybden og gjenta fresingen til grovfresingen er gjennomført.
For å ta sluttdraget må du plassere fresen på venstre side av sporet (med fresen innstilt på full fresedybde) og fres ved å skyve fresen langs den kanten av sporet som er lengst vekk fra deg.
Fresing av plateforbinderspor hann 45° plateforbinder

■Plasser benkeplata med rettsiden ned som vist.
■Sett tre innstillingstapper i hull merket B.
■Legg på jiggen som vist, og sørg for at alle tre tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
■Sporet for plateforbinderen bør være ca. 20 mm dypt for 30 mm tykk benkeplate og 28 mm dypt for 40 mm tykk benkeplate.
■Gjenta for alle de sporene som trengs.
=TAPP
45° VENSTRESKJ∅T
Innstillingsprosedyre for en 45° hunn venstreskjøt

■Legg benkeplata med rettsiden ned og postformkanten mot deg.
■Sett to tapper i de hullene som er merket F45.
■Legg jiggen på plass og sørg for at bakkanten på jiggen flukter med blyantstreken (650 mm fra midtlinjen – se tegning side 8).
■Spenn jiggen fast med tvinger.
Fresing av en 45° hunn venstreskjøt
■Still inn fresedybden på 8–10 mm til det første grove fresedraget.
■Plasser overfresen på venstre hånds side av sporet og begynn fresingen ved å trekke fresen langs den kanten av sporet som er nærmest deg.
■∅k fresedybden og gjenta fresingen til grovfresingen er gjennomført.
For å ta sluttdraget må du plassere fresen på venstre side av sporet (med fresen innstilt på full fresedybde) og fres ved å skyve fresen langs den kanten av sporet som er lengst vekk fra deg.
Fresing av plateforbinderspor hunn 45° plateforbinder
■Legg benkeplata med rettsiden ned og postformkanten vendt mot deg.
■Sørg for at den skraverte delen er sagd vekk for den riktige bredden på benkeplata (se tegningen på side 8).
■Sett tre innstillingstapper i de hullene som er merket med B.
■Legg på jiggen medt alle tre tappene liggende fast mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
■Sporet for plateforbinderen bør være ca. 20 mm dypt for 30 mm tykk benkeplate og 28 mm dypt for 40 mm tykk benkeplate.
■Gjenta for alle de sporene som trengs.
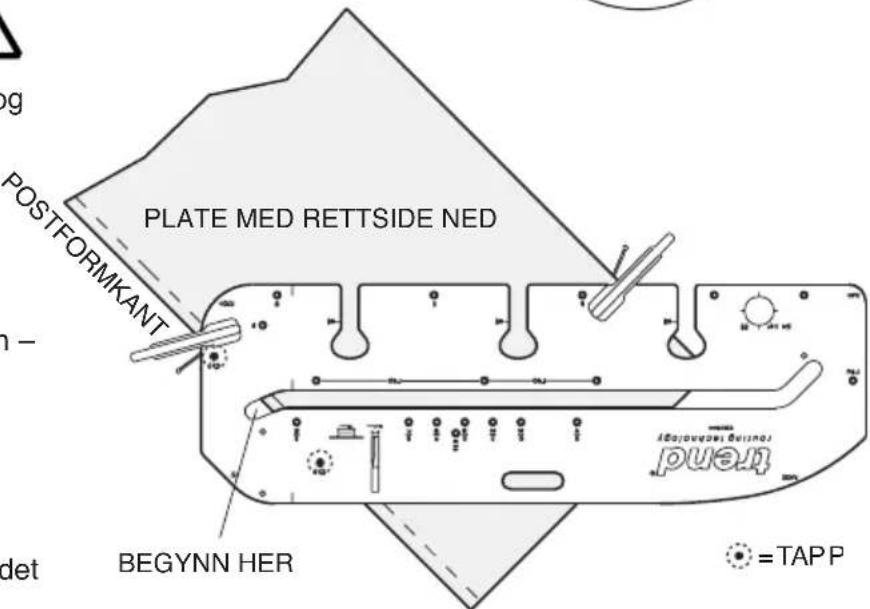
PLATE MED RETTSIDE NED



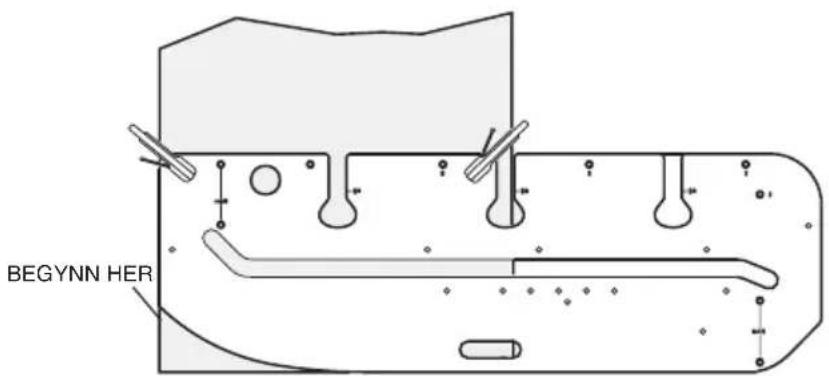
Innstillingsprosedyre for en 45° hann venstreskjøt

■Legg benkeplata med rettsiden opp og postformkanten mot deg.
■Sett to tapper i hull merket M45.
■Plasser jiggen og sørg for at begge tappene ligger fast an mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
Fresing av en 45° hann venstreskjøt

■Still inn fresedybden på 8–10 mm til det første grove fresedraget.
■Plasser overfresen på venstre side av sporet og begynn fresingen ved å trekke fresen langs den kanten av sporet som er nærmest deg.
■∅k fresedybden og gjenta fresingen til grovfresingen er gjennomført.
■For å ta sluttdraget må du plassere fresen på venstre side av sporet (med fresen innstilt på full fresedybde) og fres ved å skyve fresen langs den kanten av sporet som er lengst vekk fra deg.
=TAPP
Fresing av plateforbinderspor for hann 45° plateforbinder

■Legg benkeplata med rettsiden ned og postformkanten vendt mot deg.
■Sett tre innstillingstapper i de hullene som er merket med B.
■Legg på jiggen medt alle tre tappene liggende fast mot kanten på benkeplata.
■Spenn jiggen fast med tvinger.
■Sporet for plateforbinderen bør være ca. 20 mm dypt for 30 mm tykk benkeplate og 28 mm dypt for 40 mm tykk benkeplate.
■Gjenta for alle de sporene som trengs.
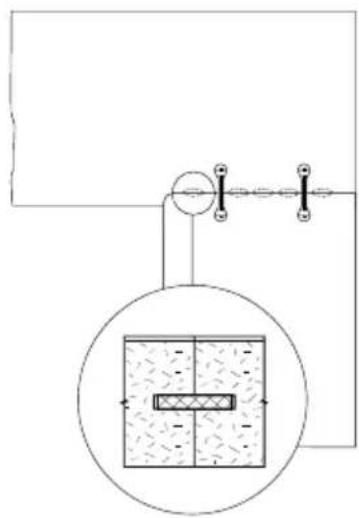
Forsterkning av skjøten

Hvis ikke skjøten mellom benkeplatene støttes nedenfra, kan den etter en tid synke og komme ut av stilling. For at dette ikke skal skje, bør skjøten forsterkes med en løs tunge eller trelameller (kjeks). Lamellfresingssettet Trend Ref. 342 eller C 152 kan benyttes sammen med en håndoverfres. Det bør brukes lameller i størrelsen 20.
I en benkeplate som er 650 mm bred, bør det minst brukes 5 lameller.
Forsegling av skjøten
De freste kantene av skjøten bør primes med et vannfast lim, eller en forsegler før den endelige monteringen slik at det ikke kan komme fuktighet inn i kjernematerialet i benkeplatene, da dette i så fall vil svelle og benkeplatene bli ødelagt.
Bruk et finkornet slipepapir for å slipe ned treflisene i de kantene som skal sammenføyes. Dra slipepapiret lett langs kantene for å glatte til den freste sponplatekanten. Dette vil sikre deg at du oppnår en fin og god skjøt.
Plasser jiggen på benkeplata og still den inn på øyemål idet du forvisser deg om at jiggen ligger minst 8 mm inn fra kantene på benkeplata for å ta høyde for sideforskyvningen fra styrehylse of fresestål. Fest jiggen godt med tvinger.
Det anbefales å bruke dybdestoppere og at det tas tre eller fire fresedrag. Fres fra venstre mot høyre.

For å hindre at det blir utrifter i laminatet, må du alltid passe på at rotasjonen på stålet og materetningen er imot postformkanten på benkeplata.
Fresing av 45° endekutt

Merk spesielt: På grunn av fasongen på dette spesielle fresekuttet vil hjørnebuen bli mer vanskelig å laminere.
Legg jiggen på benkeplata og still den inn på øyemål. Forviss deg om at jiggen ligger minst 8 mm inn fra kantene på benkeplata for å fange inn sideforskyvningen fra styrehylse og fresestål. Fest jiggen med tvinger.
Når du freser buen, må du holde fresens styrehylse mot buen på jiggen. Fres fra venstre mot høyre.
Det anbefales å bruke dybdestoppere og at det tas tre eller fire
Freses med laminatet ned
fresedrag. Fres fra venstre mot høyre.
Fresing av hjørnebuen


Den radiusstørrelsen som er preget inn i jigger, er den radien som bruk av et fresestål og en styrehylse gir.
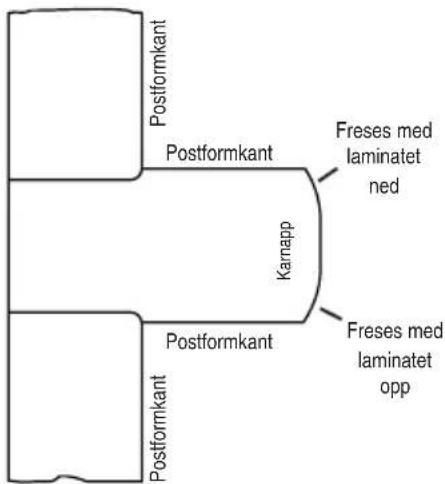
Buet karnapp R 400 mm

Legg jiggen på benkeplata og still den inn på øyemål. Forviss deg om at jiggen ligger minst 8 mm inn fra kantene på benkeplata for å fange inn sideforskyvningen fra styrehylse og fresestål. Fest jiggen med tvinger.
Når du freser karnappbuen, må du holde fresens styrehylse mot buen på jiggen. Fres fra venstre mot høyre.
Det anbefales å bruke dybdestoppere og at det tas minst tre eller fire fresedrag.
Peninsular End Cuts
Fresing av buet karnapp

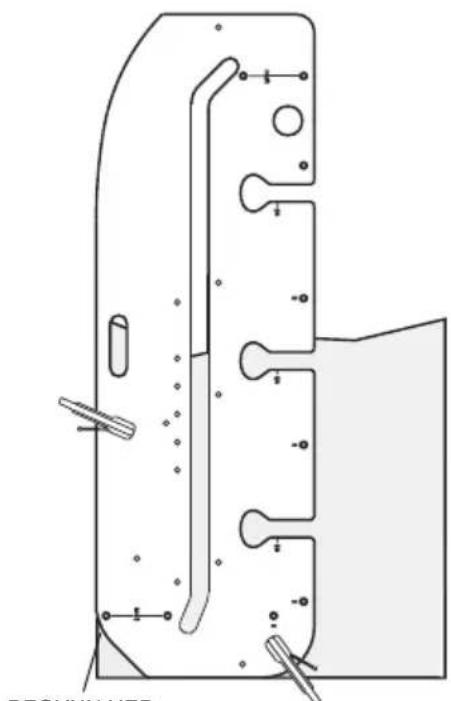
Rettvinklet fresing av benkeplater

Det sentrale sporet på jiggen kan brukes for å kutte benkeplater i rett vinkel. De innpregete linjene på jiggen tilsvarer kanten på benkeplata. Det kan freses opptil 650 mm brede benkeplater i rett vinkel ved bruk av det sentrale sporet som fresstyring. Følg instruksene for fresing på foregående sider for å frese benkeplata.
Fresing av hull for 35 mm skjult hengsel

■Merk opp plasseringen av hengslet på døra. Sentrum i hullene bør være cirka 100 mm fra toppen av døra for å gi den nødvendige holdekraften. Sørg for at oppmålingen er så nøyaktig som mulig.
■Plasser to tapper i de hullene som er avmerket i tegningen til høyre. (Eng. sier left)
■Plasser jiggen som vist på tegningen med de to tappene skjøvet godt fast mot kanten på døra.
■Fest jiggen med tvinger.
■Still inn fresedybden på 10 mm.
■Begynn fresingen av hullet, og sørg for å fjerne alt materialet både i midten av hullet og langs kanten.
Gjenta fresingen etter å ha økt fresedybden med 1 mm, slik at total dybdeinnstilling er på 11 mm. (Dette burde gi god nok klaring for de fleste hengsler. Juster dette målet hvis du trenger hull for tykkere hengsler.)
Fresing av hull for 3/4" vannkran

■Merk opp plasseringen av hullet for vannkranen i benkeplata.
■Plasser jiggen slik at hullet i den er rett over hullplasseringen.
■Fest jiggen med tvinger.
■Still inn fresedybden på 8–10 mm og fres ved å dykke overfresen. Gjenta med økende dybde til hullet er utfrest.
Denne jiggen er designet for å kunne brukes i lang tid med et minimum av vedlikehold. Vedvarende og tilfredsstillende funksjonsdyktighet er avhengig av riktig stell og regelmessig renhold.
Renhold
■Rens jiggen regelmessig med en myk klut.
Smøring
■Jiggen krever ingen ekstra smøring.
MILJ∅VERN

Resirkuler råstoffer i stedet for å kaste dem som avfall.
Emballasje bør kildesorteres for miljøvennlig gjenvinning.
Produkt og tilbehør bør kildesorteres for miljøvennlig gjenvinning når de er utslitt.
GARANTI
Fabrikken yter garanti på jiggen i henhold til de betingelsene som er gjengitt på det vedlagte garantikortet.
KWJ900 - OVERSIKT OVER RESERVEDELER
v1.0 03/2005

| KWJ900 - LISTE OVER RESERVEDELER v1.0 03/2005 | |||
| Nr. Antall Betegnelse Ref. | |||
| 1 1 KWJ900 KWJ900 | |||
| 2 1 Tapp 10 mm plasti (pakke med 4 stk.) KWJ/PIN/4 | |||
| 3 1 Brukerveiledning MANU/KWJ900 | |||
FEILRETTING
Feil Årsak Tiltak
| ■ Skjøten passer ikke godt nok i buen.. riktig diameter, eller styretappene trisk med styrehylsen. Fresestålligger ikke godt nok an mot kanten ∅ 12,7 mm med styrehlysepå benkeplata. ∅ 30 mm. Styretappene skalligge an mot benkeplata. | ||
| ■ Bakkanten av skjøten erikke i plan. jiggen plassert i feil stilling, eller stopperen og fres skjøtene igjen.så har ikke benkeplata støtt godtopp mot lengdestopperen daskjøten ble frest. | ||
| ■ Skjøten har ujevne gliper nården er satt sammen. | Styrehylsen har vandret vekk frakanten av sporet i jiggen mens hvilken del av skjøten som erdu freste en av delene i skjøten,eller det kan være at det er blitt bare revet ut fliser fra sponplata. | Sjekk ved hjelp av en linjalunjevn og fres på nytt (dette kangjøres på hanndelen).Pass på å holde styrehylsenmot jiggsporet mens du freserfra venstre mot høyre. Brukslipepapir for å fjerne utrevnesponpartikler. |
| ■ Oppfliset laminat | Kan være forårsaket av et sløvtstål eller at du har frest vekk formye materiale i ett drag, eller atdu har frest ut av postformkanten. | Bruk alltid skarpe fresestål. Nårdu freser igjennom laminatet,bør du bare frese vekk 3–4mmom gangen. Hold riktig retningpå matingen slik at stålet går inni postformkanten. |
| ■ Jiggen glipper på emnet | Tvingene sitter ikke godt eller dettas for dype kutt eller freseståleter sløvt. | Sjekk om tvingene er slitt. Spenngodt fast, ta grunne fresedrag,bruk skarpe fresestål. |
| ■ Utfreste skjøter ikke i vinkel | Overfresen har tiltet eller det erbrukt hardt press på maskinen, press ikke hardt på fresen, mentslik at jiggen har bøyd seg. | Sørg for at jiggen har støtte, ogta grunne drag. Sørg for attyngden av overfresen hviler påden delen av jiggen som harstøtte og at fresen står i lodd. |
| ■ Den sammenføyde skjøtener ikke i plan eller buer. | Benkeplater av ulik tykkelse ellerplatene er ikke plane (kuver). | Sørg for å bruke jevntykke oghelt plane benkeplater. |

Trend Machinery & Cutting Tools Ltd. Scandinavia
Ovedal
4440 Tonstad. Norway
Tel: 0047 3837 1636
Fax: 0047 3837 1634
Email: sales-scandinavia@trendm.co.uk
WWW: ____ www.trendfreseteknikk.no
