PRotos V2.0 - 3D-Drucker German RepRap - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts PRotos V2.0 German RepRap als PDF.

Benutzerfragen zu PRotos V2.0 German RepRap
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr 3D-Drucker kostenlos im PDF-Format! Finden Sie Ihr Handbuch PRotos V2.0 - German RepRap und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. PRotos V2.0 von der Marke German RepRap.
BEDIENUNGSANLEITUNG PRotos V2.0 German RepRap
PRotos V2.0 3D Drucker Betriebsanleitung
von German RepRap GmbH
\Rev: 352 \
1. Wichtige Hinweise 14
1.1. Sicherheitshinweise 14
1.2. Wichtige Hinweise 16
1.3. Rechtliche Hinweise 17
2. Technische Daten 18
3. Aufbau 19
3.1. Werkzeug 19
3.2. Bauteilübersicht 20
3.3. Grundlegendes 39
3.4. Der Rahmen 40
3.5.Y-Achse 45
3.5.1. Y-Schlitten 45
3.5.2. Y-Achsen Schrittmotor 50
3.5.3. Zahnriemenführung 51
3.6.Z-Achse 55
3.6.1. Z-Achsen Führungsstangen 55
3.6.2. Z-Achsen-Halterung Fixierung 59
3.6.3. X-Achse Halterung 60
3.6.4. Z-Achsen-Halterung Fixierung 66
3.7. X-Achse 71
3.7.1. X-Achsen Führungsstangen 71
3.7.2. X-Achsen Schrittmotor 76
3.7.3. Zahnriemenführung 77
3.7.4.Zahnriemenspanner 79
3.7.5. Zahnriemenspanner am Schlitten 80
3.7.6. X-Achsen Schlitten 82
3.7.7. X-Achsen Zahnriemen 85
3.7.8. X-Achsen Abschluss: Z-Achsen Kalibrierung 87
3.8. Überischt: Thermalbarrieren & Düsen 87
3.9. Hot-End Montage 91
3.10. Der Extruder 100
3.10.1. DD-Extruder Single (Direct-Drive) 101
3.10.2. Upgrade-Kit DD-Extruder Dual (Direct-Drive) 118
3.10.3. Befestigung DD-Extruder 143
3.10.4. DD2-Extruder Single 150
3.10.5. Befestigung DD2-Extruder 157
3.11. Das Druckbett 158
3.11.1. Befestigung Druckbett 158
3.11.2. Abschluss Druckbett 160
3.12. Das beheizbare Druckbett 163
3.12.1. Befestigung Heizmatte 163
3.12.2. Vormontage Thermistor 164
3.12.3. Isolierung Thermistor 167
3.12.4. Montage Thermistor 169
3.12.5. Kabelhalterung 171
3.12.6. Dämmwatte 174
3.12.7. Befestigung beheizbares Druckbett 176
3.12.8. Opferplatte 180
3.12.9. Mosfet-Kühler 182
3.13. Die Elektronik 184
3.13.1. Montage Ramps v1.4 184
3.13.2. Opto Endstop- & Lichtschrankenmontage 195
3.14. Die Verkabelung 204
3.14.1. Verkabelung Y-Achse 204
3.14.2. Verkabelung Z-Achse 206
3.14.3. Verkabelung X-Achse 211
3.14.4. Verkabelung Hot-End 214
3.14.5. Verkabelung ATX-Buchse und Ramps 216
3.14.6. Verkabelung Druckbett (nur beheiztes Druckbett) 237
- Inbetriebnahme 239
4.1. Inbetriebnahme Mac OS X 239
4.1.1. Firmware (OS X) 239
4.1.2.Repetier-Host(OS X) 248
4.1.3. Slic3r (OS X) 250
4.2. Inbetriebnahme Windows 251
4.2.1. Firmware (Windows) 251
4.2.2.Repetier-Host (Windows) 256
4.2.3. Slic3r (Windows) 257
4.3. Inbetriebnahme Linux (in Arbeit) 258
4.4. Inbetriebnahme SD-RAMPS 258
- Kalibrierung 263
5.1. Ausrichtung der Achsen 263
5.2. Abmessungen 264
5.3. Schraubensicherung 270
- Bedienung 272
6.1. GCode Generierung 272
6.1.1. Slic3r 273
6.2. Druckersteuerung 275
6.2.1.Repetier-Host 276
- Problembehebung 278
7.1. Der Drucker kann nicht mit Repetier-Host verbunden werden 278
7.2. Es werden keine Befehle an den Drucker übermittelt 278
7.3. Die Motoren lassen sich nicht ansteuern 278
7.4. Die Y-Achse lässt sich nicht bewegen und macht nur laute Geräusche 278
7.5. Die Motoren drehen nur in eine Richtung 278
7.6. Es wird zu wenig Material gedruckt 279
7.7. Der Drucker bricht beim Drucken ab und reagiert nicht mehr 279
7.8. Blasenfreies aufkleben der PET-Folie 279
Glossar 280
Abbildungsverzeichnis
- PRotos V2.0 3D-Drucker 13
3.1. Werkzeug 19
3.2. ©Arduino MEGA 2560 21
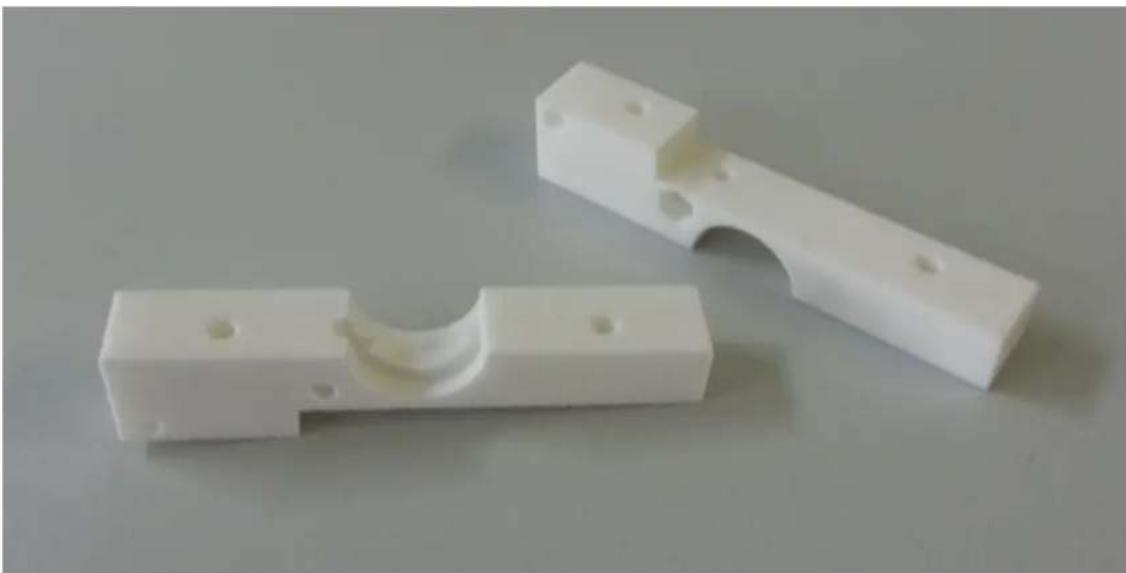
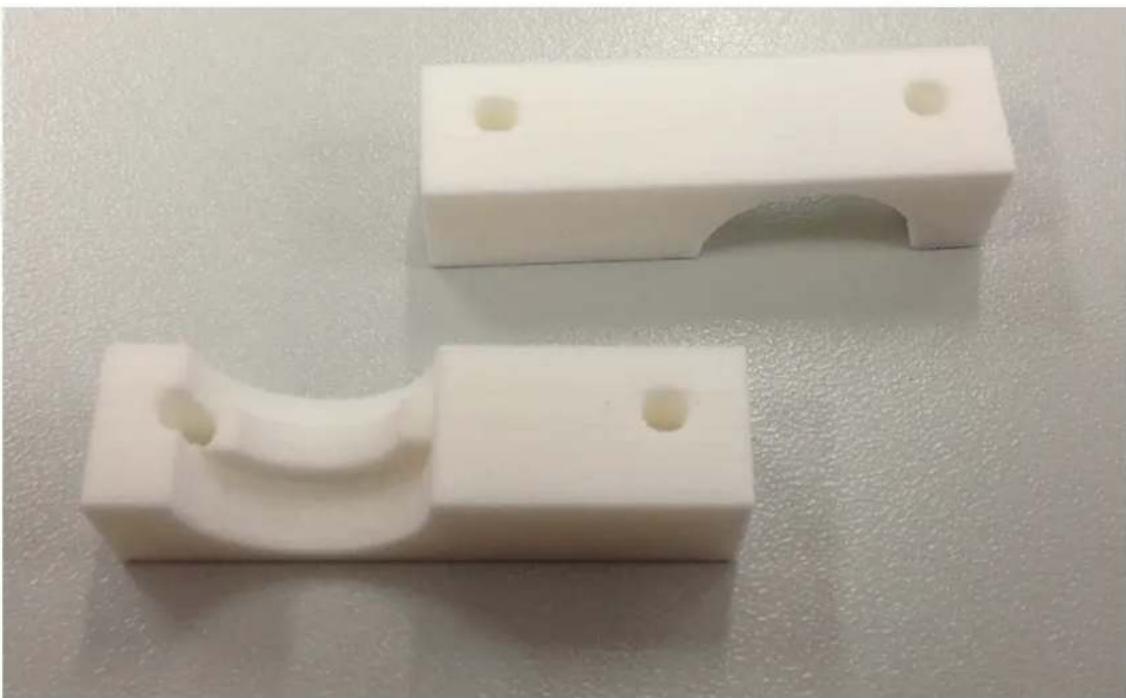
3.3. Bar Clamp 22
3.4. Endstop Holder 23
3.5. Extruder-Gegenlager 24
3.6. Grundplatte-Lüfter 25
3.7. Grundplatte-Mittelstück 26
3.8. Grundplatte-Schrittmotor 26
3.9. Linear Bearing Clamps 27
3.10. Ramps v1.4 27
3.11. X-Carriage 28
3.12. X-Carriage Belt Clamp 28
3.13. X-Carriage Clamp 29
3.14. X-Idler 30
3.15. X-Motor Mount 31
3.16. X-Shaft Clamp 32
3.17. Gewindestangen 33
3.18. Edelstahlstangen 34
3.19. Pully Alu T2.5 35
3.20. PET-Folie 230mm x 230mm 36
3.21. Kaptonband 5mm 37
3.22. Kaptonband 50mm 38
3.23.PET-Band 50mm 39
3.24. Rahmen und 4 Maschinenfüße 41
3.25. Y-Opto-Endstophalter Teil 1 42
3.26. Y-Opto-Endstophalter Teil 2 42
3.27. Rahmen Gewindestangenmontage 43
3.28. Montage Elektronikhalter 44
3.29. Abschluss der Rahmenmontage 45
3.30. Materialliste Y-Schlitten 46
3.31. Detailansicht: Y-Riemenspanner und Y-Riemenklemme Montage Teil 1 47
3.32. Detailansicht: Y-Riemenspanner und Y-Riemenklemme Montage Teil 2 .... 48
3.33. Spätere fertige Montage des Y-Riemenspanners, der Y-Riemenklemmen, Schrauben und Unterlegscheiben 49
3.34. Führungswellen Abschluss 49
3.35. Materialliste Y-Achsen Schrittmotor 50
3.36. Y-Achsen Schrittmotor Montage 51
3.37. Zahnriemenführung Materialübersicht 52
3.38. Zahnriemenführung Detailansicht Verschraubung 53
3.39. Zahnriemenführung fertig montiert 54
3.40. Einspannung des Riemens in die Y-Riemenklemmen 55
3.41. Z-Achsen Führungsstangen Materialübersicht 1 56
3.42. Z-Achsen Führungsstangen Materialübersicht 2 57
3.43. Fertig montierte Teile: Motor, Kupplung und Gewindestange 58
3.44. Fertig montierte Teile: Motor, Kupplung, Gewindestange und Z-Achsen-Halterung .... 59
3.45. Z-Achsen-Halterung Fixierung 60
PRotos V2.0 3D Drucker Handbuch
3.46. Materialübersicht X-Achse Halterung 1 61
3.47. Materialübersicht X-Achse Halterung 2 62
3.48. Materialübersicht X-Achse Führung 63
3.49. X-Achsen Halterung Abschluss 64
3.50. X-Achsen Führung Abschluss 1 65
3.51. X-Achsen Führung Abschluss 2 66
3.52. Materialübersicht Z-Achsen-Halterung Fixierung 67
3.53. Montage Z-Achsen-Halterung Fixierung, Teil 1 68
3.54. Montage Z-Achsen-Halterung Fixierung, Teil 2 69
3.55. Montage Z-Achsen-Halterung Fixierung, Teil 3 70
3.56. Montage Z-Achsen-Halterung Fixierung, Teil 4 71
3.57. X-Achsen Führungsstangen Materialübersicht 1 72
3.58. X-Achsen Führungsstangen Materialübersicht 2 73
3.59. X-Achsen Führungsstangen Abschluss 1 74
3.60. X-Achsen Führungsstangen Abschluss 2 74
3.61. X-Achsen Führungsstangen Abschluss 3 75
3.62. X-Achsen Führungsstangen Abschluss 4 75
3.63. X-Achsen Schrittmotor Materialübersicht 76
3.64. X-Achsen Schrittmotor Abschluss 77
3.65. Zahnriemenführung Materialübersicht 78
3.66. Zahnriemenführung Abschluss 78
3.67. Zahnriemenspanner Materialübersicht 79
3.68. Zahnriemenspanner Abschluss 80
3.69. Materialübersicht Zahnriemenspanner am Schlitten 81
3.70. Zahnriemenspanner am Schlitten Abschluss 81
3.71. X-Achsen Schlitten Detail 82
3.72. X-Achsen Schlitten Materialübersicht 83
3.73. X-Achsen Schlitten Abschluss (Teil 1) 84
3.74. X-Achsen Schlitten Abschluss (Teil 2) 84
3.75. X-Achsen Schlitten Abschluss (Teil 3) 85
3.76. Materialübersicht X-Achsen Zahnriemen 86
3.77. X-Achsen Zahnriemen Abschluss 87
3.78. Düsenübersicht 89
3.79. Thermalbarriere 1.75mm 89
3.80. Thermalbarriere 3.0mm 90
3.81. PTFE-Fütterungen Übersicht 90
3.82. Hot-End Materialübersicht 92
3.83. Hot-End PTFE Fütterung 92
3.84. Hot-End Düsenhaltemutter 93
3.85. Hot-End Düsenhaltemutter montiert 93
3.86. Hot-End Heizblock Übersicht 94
3.87. Hot-End Heizblock Elektronik (HP) 95
3.88. Hot-End Heizblock Elektronik (HW) 96
3.89. Hot-End Heizblock Abschluss (HP) 97
3.90. Hot-End Heizblock Abschluss (HW) 98
3.91. Hot-End Abschluss (HP) 99
3.92. Hot-End Abschluss (HW) 100
3.93. DD-Extruder Single 101
3.94. DD-Extruder Single Materialübersicht 102
3.95. Gegenlager Materialübersicht 103
3.96. Gegenlager Abschluss 103
3.97. Halterung Gegenlager Übersicht 104
3.98. Halterung Gegenlager Detail Hülse 104
3.99. Halterung Gegenlager Abschluss 105
3.100. Filamentschraube Details 106
3.101. Filamentschraube Abschluss 107
3.102. Extruder-Grundplatte Übersicht 108
3.103. Extruder-Grundplatte Details 109
3.104. Extruder-Grundplatte Abschluss 110
3.105. Extruder-Lüfter Übersicht 111
3.106. Extruder-Lüfter Abschluss 112
3.107. Extruder-Lüfter Übersicht 113
3.108. Extruder-Lüfter Detail 114
3.109. Extruder-Lüfter Abschluss 115
3.110. Extruder Endmontage Übersicht 116
3.111. Extruder Druckfeder 117
3.112. Extruder Endmontage Druckfeder 117
3.113. Extruder Endmontage Abschluss 118
3.114. Upgrade-Kit DD-Extruder Dual Materialübersicht 119
3.115. Demontage Druckfeder Materialübersicht 120
3.116. Abschluss Demontage Druckfeder 121
3.117. Abschluss Demontage Extruder-Lüfter 122
3.118. Abschluss 1 Demontage Extruder-Grundplatte 123
3.119. Abschluss 2 Demontage Extruder-Grundplatte 124
3.120. Zusammenbau Extruder-Grundplatte Materialübersicht 125
3.121. Details PEEK-Thermalbarriere 126
3.122. Abschluss Zusammenbau Extruder-Grundplatte 127
3.123. Gegenlager Materialübersicht 128
3.124. Gegenlager Abschluss 129
3.125. Halterung Gegenlager Übersicht 130
3.126. Halterung Gegenlager Detail Hülse 130
3.127. Halterung Gegenlager Abschluss 131
3.128. Filamentschraube Übersicht 132
3.129. Filamentschraube Details 133
3.130. Filamentschraube Abschluss 134
3.131. Aktueller Bearbeitungszustand Upgrade-Kit 135
3.132. Montage Extruder-Grundplatte Materialübersicht 136
3.133. Montage Extruder-Grundplatte Details Ausrichtung 137
3.134. Montage Extruder-Grundplatte Details Ausrichtung 138
3.135. Abschluss Montage Extruder-Grundplatte 138
3.136. Montage Druckfeder Materialübersicht 139
3.137. Montage Druckfeder Details Druckfeder 140
3.138. Vorbereitung Extruder-Lüfter Materialübersicht 141
3.139. Vorbereitung Extruder-Lüfter Details Montagelochband 142
3.140. Abschluss Vorbereitung Extruder-Lüfter 143
3.141. Befestigung Extruder Single Materialübersicht 1 144
3.142. Befestigung Extruder Single Materialübersicht 2 145
3.143. Befestigung Extruder Dual Materialübersicht 146
3.144. Vorbereitung Schlitten 147
3.145. Abschluss 1 Befestigung Extruder Dual 148
3.146. Abschluss 2 Befestigung Extruder Dual 149
3.147. Übersicht DD2 Extruder Single 150
3.148. Materialliste DD2 151
3.149. Montage der Filamentschraube 1 152
3.150. Montage der Filamentschraube 2 .... 152
3.151. Montage des Extruder Hinge 1 .... 153
3.152. Montage des Extruder Hinge 2 153
3.153. Montage des Extruder Hinge 3 .... 154
3.154. Montage des Extruder Hinge 4 154
3.155. Montage DD2-Extruder Block (Teil 1) 155
3.156. Montage DD2-Extruder Block (Teil 2) 156
3.157. Abschluss DD2-Single Extruder 157
3.158. Befestigtes Druckbett (Teil 1) 159
3.159. Befestigtes Druckbett (Teil 2) 160
3.160. Abschluss Druckbett Materialübersicht 161
3.161. Bohrungslöcher Alu-Platte(nur wenn kein Heizbett verbaut wird) 162
3.162. Abschluss Druckbett 162
3.163. Montagematerial beheizbares Druckbett 163
3.164. Befestigung Heizmatte Abschluss 164
3.165. Vormontage Thermistor Materialübersicht 165
3.166. Vormontage Thermistor Abschluss 1 166
3.167. Vormontage Thermistor Abschluss 2 167
3.168. Isolierung Thermistor Materialübersicht 168
3.169. Isolierung Thermistor Abschluss 169
3.170. Details Temperatursensor 170
3.171. Montage Thermistor Abschluss 171
3.172. Kabelhalterung Materialübersicht 172
3.173. Detailansicht Schraube 173
3.174. Kabelhalterung Abschluss 173
3.175. Spiralband Heizbett 174
3.176. Dämmwatte Materialübersicht 175
3.177. Dämmwatte Abschluss 176
3.178. Unterseite des Druckbetts 177
3.179. Details Verschraubung 178
3.180. Abzug der Schutzfolie 179
3.181. Gesamtansicht Heizbett 180
3.182. Opferplatte Materialübersicht 181
3.183. Opferplatte Abschluss 182
3.184. Mosfet-Kühler Materialübersicht 183
3.185. Mosfet-Kühler Abschluss 184
3.186. Vorbereitung Pololus Materialübersicht 185
3.187. Abschluss Vorbereitung Pololus 186
3.188. Montage Kühlrippen Materialübersicht 187
3.189. Abschluss Montage Kühlrippen 188
3.190. Befestigung Pololus Materialübersicht 189
3.191. Einstellung Pololu Potentiometer 190
3.192. Ramps mit aufgesteckten Pololus 191
3.193. Elektronikhalter Montage (Teil 1) 192
3.194. Elektronikhalter Montage (Teil 2) 193
3.195. Rampslüfter Materialübersicht 194
3.196. Rampslüfter Abschluss 195
3.197. Opto Endstop - X-Achse Materialübersicht 196
3.198. Befestigung Opto Endstop - X-Achse Abschluss 197
3.199. Detailansicht Lichtschrankenunterbrecher X-Achse 198
3.200. Opto Endstop - Z-Achse Materialübersicht 199
3.201. Befestigung Opto Endstop - Z-Achse Abschluss 200
3.202. Opto Endstop - Y-Achse Materialübersicht 201
3.203. Befestigung Opto Endstop - Y-Achse Abschluss 1 202
3.204. Befestigung Opto Endstop - Y-Achse Abschluss 2 203
3.205. Kabelbaum 1 204
3.206. Anbringung des Kabelbaum 1 (Teil 1) 205
3.207. Anbringung des Kabelbaum 1 (Teil 2) 206
3.208. Kabelbaum 3 207
3.209. Anbringung des Kabelbaum 3 Teil1 208
3.210. Anbringung des Kabelbaum 3 Teil2 209
3.211. Montage des Bowden am Kabelbaum 3 (Teil 1) 210
3.212. Montage des Bowden am Kabelbaum 3 (Teil 2) 211
3.213. Kabelbaum 2 212
3.214. Anbringung des Kabelbaum 2 213
3.215. Verlötung am Hot-End 214
3.216. Verkabelung Hot-End Abschluss (Teil 1) 215
3.217. Verkabelung Hot-End Abschluss (Teil 2) 216
3.218. Verkabelung ATX-Buchse und Ramps Materialübersicht 217
3.219. Verkabelung ATX-Buchse und Ramps Materialübersicht 218
3.220. Verkabelung ATX-Buchse und Ramps Materialübersicht 219
3.221. Verkabelung ATX-Buchse und Ramps Materialübersicht 220
3.222. Verkabelung ATX-Buchse und Ramps Materialübersicht 221
3.223. Verkabelung ATX-Buchse und Ramps Materialübersicht 222
3.224. Verkabelung ATX-Buchse und Ramps Materialübersicht 223
3.225. Schaltplan Ramps 1.4 224
3.226. Anschluss Extruderlüfter 225
3.227. Anschluss Elektroniklüfter 226
3.228. Kabelverlegung am Extruder DD (Teil 1) 227
3.229. Kabelverlegung am Extruder DD (Teil 2) 228
3.230. Kabelverlegung am Extruder DD (Teil 3) 229
3.231. Anbringung des Bowden (Teil 1) 230
3.232. Anbringung des Bowden (Teil 2) 231
3.233. Anbringung des Bowden 232
3.234. Anbringung des Bowden (Teil 3) 233
3.235. Anschluss des LCD-Displays 234
3.236. Anschluss des LCD-Displays 235
3.237. Anschluss des LCD-Displays 236
PRotos V2.0 3D Drucker Handbuch
3.238. Anschluss des LCD-Displays 237
3.239. Verkabelung Druckbett Abschluss 238
4.1. Erkennen Arduino-Board 239
4.2. Entpacken Arduino-Software 240
4.3. Auswahl Board und Port 240
4.4. Öffnen der Firmware 242
4.5. Auswahl PRotos.ino 243
4.6. Upload 244
4.7.Serial Monitor 245
4.8. Auswahl Protokoll und Baudrate 246
4.9. Arduino Firmware Test 247
4.10. Arduino Anpassung Baudrate 248
4.11.Repetier-Host(OSX) 249
4.12. Mac OS X Mountain Lion (10.8.x) nicht signierten Code zugelassen 250
4.13.Slic3r(OS X) 251
4.14. Installation Treiber Arduino-Board 252
4.15. Auswahl Board und Port 253
4.16. Arduino Blink-Test Auswahl 254
4.17. Arduino Blink-Test Upload 255
4.18.RAMPS blinken 255
4.19. Arduino Firmware Test 256
4.20.Repetier-Host(Windows) 257
4.21. Slic3r (Windows) 258
4.22. Materialübersicht Inbetriebnahme SD RAMPS 259
4.23. Abschluss Inbetriebnahme SD RAMPS (Windows) 259
4.24. OS X Terminal Formatieren 260
4.25. SD Karte deaktivieren 261
4.26. Abschluss Inbetriebnahme SD RAMPS (OS X) 262
5.1. Ausrichtung Z-Achse 263
5.2. Ausrichtung Y-Achse 264
5.3. Auswahl Port und Baudrate 265
5.4. Einstellung Pololu Potentiometer 266
5.5. Manuelle Kontrolle 267
5.6. Schrittverluste 268
5.7. Ohne Schrittverluste 269
5.8. Hot-End Ausrichtung 270
5.9. Montage der Muttern mit Schraubensicherung (empfohlen) 271
6.1. Beispiel Love im STL-Format 272
6.2. Beispiel Love im GCode-Format (in Repetier-Host) 273
6.3.Slic3r Interface Wizard 274
6.4.Slic3r Interface Load Config 274
6.5. Slic3r Interface Export G-Code 275
6.6. Repetier-Host Laden und Drucken 276
6.7. LOVE gedruckt 277
-
Monomere von ABS 280
-
Arduino Logo 280
Tabellenverzeichnis
2.1. Allgemein 18
3.1. Materialliste Rahmen (100270.1) 40
3.2. Materialliste Rahmen 40
3.3. Materialliste Y-Schlitten (100270.2) 45
3.4. Materialliste Y-Schlitten 45
3.5. Materialliste Y-Achsen Schrittmotor (100270.3) 50
3.6. Materialliste Y-Achsen Schrittmotor 50
3.7. Materialliste Zahnriemenführung (100270.4) 51
3.8. Materialliste Z-Achsen Führungsstangen (100270.5) 55
3.9. Materialliste Z-Achsen Führungsstangen 55
3.10. Materialliste Z-Achsen-Halterung Fixierung (100270.6) 59
3.11. Materialliste Z-Achsen-Halterung Fixierung 59
3.12. Materialliste X-Achse Halterung (100270.7) 60
3.13. Materialliste X-Achse Halterung 60
3.14. Materialliste Z-Achsen-Halterung Fixierung (100270.8) 66
3.15. Materialliste Z-Achsen-Halterung Fixierung 66
3.16. Materialliste X-Achsen Führungsstangen (100270.9) 71
3.17. Materialliste X-Achsen Führungsstangen 72
3.18. Materialliste X-Achsen Schrittmotor (100270.10) 76
3.19. Materialliste X-Achsen Schrittmotor 76
3.20. Materialliste Zahnriemenführung (100270.11) 77
3.21. Materialliste Zahnriemenspanner (100270.12) 79
3.22. Materialliste Zahnriemenspanner am Schlitten (100270.13) 80
3.23. Materialliste X-Achsen Schlitten (100270.14) 82
3.24. Materialliste X-Achsen Schlitten 82
3.25. Materialliste X-Achsen Zahnriemen (100270.15) 85
3.26. Düsen für 3mm Material 88
3.27. Düsen für 1.75mm Material 88
3.28. Materialliste Modular-Hot-End 1,75mm (100221) 91
3.29. Materialliste Modular-Hot-End 3mm (100220) 91
3.30. Materiallistenzubehör bei Verwendung eines Heizwiderstands anstelle der Heizaptrone .... 91
3.31. Materialliste Heizblock (100222) 94
3.32. Materialliste DD-Extruder Single (100012) 101
3.33. Materialliste Upgrade-Kit DD-Extruder Dual (100008) 119
3.34. Materialliste Befestigung Extruder Single 144
3.35. Materialliste Befestigung Extruder Dual 145
3.36. Filamentschraube (100286) 151
3.37. Filamentschraube 151
3.38. Montage des Extruder Scharnierteil (100281.1) 152
3.39. DD2-Extruder Block (100281.2) 155
3.40. DD2-Extruder Block 155
3.41. DD2-Abschluss (100281.3) 156
3.42. Befestigung des DD2-Single (100281.4) 157
3.43. Materialliste Befestigung Druckbett (100270.16) 158
3.44. Materialliste Befestigung Druckbett 158
3.45. Materialliste Abschluss Druckbett 160
3.46. Materialliste Befestigung Heizmatte (100013.1) 163
3.47. Materialliste Befestigung Heizmatte 164
3.48. Materialliste Vormontage Thermistor (100013.2) 164
3.49. Materialliste Isolierung Thermistor 167
3.50. Materialliste Montage Thermistor (100013.3) 169
3.51. Materialliste Montage Thermistor 169
3.52. Materialliste Kabelhalterung (100013.4) 171
3.53. Materialliste Kabelhalterung 171
3.54. Materialliste Dämmwatte 174
3.55. Materialliste Befestigung beheizbares Druckbett (100013.5) 176
3.56. Materialliste Befestigung beheizbares Druckbett 176
3.57. Materialliste Opferplatte 180
3.58. Materialliste Mosfet-Kühler (100013.6) 182
3.59. Materialliste Vorbereitung Pololus 184
3.60. Materialliste Montage Kühlrippen 186
3.61. Materialliste Vorbereitung Pololus 188
3.62. Materialliste Elektronikhalterung (100270.17) 191
3.63. Materialliste Elektronikhalterung 191
3.64. Materialliste Ramps-Lüfter (100270.18) 193
3.65. Materialliste Ramps-Lüfter 193
3.66. Materialliste Opto Endstop - X-Achse (100270.19) 195
3.67. Materialliste Opto Endstop - X-Achse 195
3.68. Materialliste Opto Endstop - Z-Achse (100270.20) 198
3.69. Materialliste Opto Endstop - Z-Achse 198
3.70. Materialliste Opto Endstop - Y-Achse (100270.21) 201
3.71. Materialliste Opto Endstop - Y-Achse 201
3.72. Materialliste Verkabelung Y-Achse 204
3.73. Materialliste Verkabelung Z-Achse 206
3.74. Materialliste Verkabelung X-Achse 211
3.75. Materialliste Verkabelung Hot-End 214
3.76. Materialliste Verkabelung ATX-Buchse und Ramps 216
3.77. Kabelbündelung am Extruder DD 226
3.78. Anbringung des Bowden bei einem Extruder 229
3.79. Materialliste LCD-Display 233
3.80. Materialliste Verkabelung Druckbett (100013.7) 237
4.1. Übersicht der benötigten Programme Firmware (OS X) 239
4.2. Download Repetier-Host (OS X) 248
4.3. Übersicht der benötigten Programme Slic3r (OS X) 250
4.4. Übersicht der benötigten Programme Firmware (Windows) 251
4.5. Übersicht der benötigten Programme Repetier-Host (Windows) 256
4.6. Übersicht der benötigten Programme Slic3r (Windows) 257
4.7. Materialliste Inbetriebnahme SD RAMPS 258
| German RepRap GmbH | Seite 13 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Einleitung |
Einleitung
Abbildung 1. PRotos V2.0 3D-Drucker
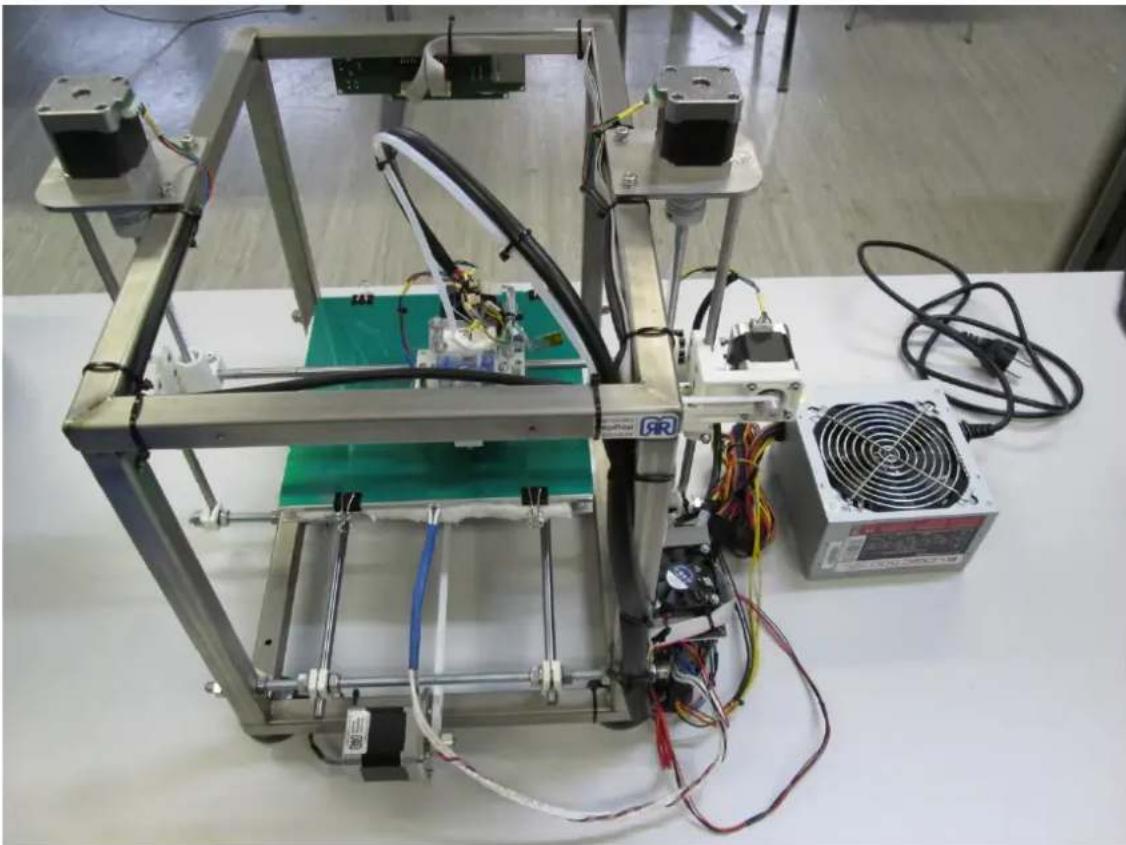
Der PRotos V2.0 3D-Drucker ist auf Basis unseres PRotos RepRap entwickelt worden und bietet neben einer stabileren und einfacheren Mechanik viele Vorteile.
Diese Dokumentation gliedert sich in mehrere Abschnitte. Vom Aufbau des Bausatzes, Installation von Software und Firmware bis hin zur Inbetriebnahme und Problembehebungen.
Kapitel 1. Wichtige Hinweise
Sie finden auf den folgenden Seiten wichtige Hinweise zum Aufbau, Betrieb, Aufstellungsort und Anschluss des Gerätes. Lesen Sie diese Hinweise sorgfältig durch, bevor Sie das Gerät in Betrieb nehmen.

Arbeiten am 230 V Stromnetz dürfen nur von dafür ausgebildeten Fachleuten ausgeführt werden. Die einschlägigen Sicherheits- und VDE-Bestimmungen sind unbedingt zu beachten. Durch eine unsachgemäße Installation können Sach- und Personenschäden verursacht werden, für die der Errichter haftet.
Der Umgang mit den zur Wartung und Pflege erforderlichen Chemikalien hat sachgerecht und unter Einhaltung der hierfür geltenden Vorschriften und Einsatzhinweise zu den Chemikalien zu erfolgen. Den Vorgaben der Hersteller ist hierzu unbedingt Folge zu leisten, es ist entsprechende Schutzkleidung zu tragen, und es sind die Dosierungsvorschriften genau einzuhalten. Durch unsachgemäßen Umgang mit Chemikalien können Sach- und Personenschaden verursacht werden, für die allein der Betreiber haftet.

Die 400x400mm Wellpappe die dem Heizbett beiliegt ist keine Verpackung, sondern wird zum Aufbau des Heizbettes benötigt.
1.1. Sicherheitshinweise

Netzkabel
Achten Sie darauf, dass das Netzkabel (Stromversorgungskabel) nicht beschädigt wird. Geräte mit beschädigtem Netzkabel müssen vom Netz getrennt (Ziehen des Netzsteckers) und vor der erneuten Inbetriebnahme durch einen Fachmann des Elektrohandwerks Instand gesetzt werden. Verwenden Sie nur das mitgelieferte Netzteil!
Es besteht Lebensgefahr durch Stromschlag!

Reinigung
Ziehen Sie den Netzstecker, bevor Sie das Gerät reinigen. Benutzen Sie zur Reinigung ein trockenes Tuch und reinigen Sie lediglich die Oberfläche.
Bei Berührung mit Teilen im Inneren des Gerätes besteht Lebensgefahr durch Stromschlag!

Spielende Kinder
Bei Berührung mit Teilen im Inneren des Gerätes besteht Lebensgefahr durch Stromschlag! Es besteht Lebensgefahr durch Stromschlag!
Kapitel 1. Wichtige Hinweise > Sicherheitshinweise

Netzspannung
Betreiben Sie das Gerät nur an der für das Gerät angegebenen Netzspannung (zu sehen an der Geräte-Rückseite bzw. am externen Netzteil). Das Gerät darf erst ans Netz angeschlossen und eingeschaltet werden, nachdem alle Verbindungen geprüft wurden.
Sollte die Netzspannung zu hoch sein, besteht Brandgefahr!

Feuchtigkeit, Sonneneinstrahlung, Wärme, offene Flammen
Schützen Sie das Gerät vor Feuchtigkeit, Tropf- und Spritzwasser (stellen Sie auch keine gefüllten Gegenstände wie z. B. Getränke in unmittelbare Nähe des Gerätes). Stellen Sie das Gerät nicht in der Nähe der Heizung auf, setzen Sie es nicht direkter Sonneneinstrahlung aus und betreiben Sie es nicht in Feuchträumen. Verwenden Sie das Gerät nur in gemäßigtem, nicht tropischem Klima! Stellen Sie keine offenen Flammen, wie z. B. Kerzen, auf das Gerät!
Es besteht Brandgefahr!

Lüftung
Die in diesem Gerät entstehende Wärme wird ausreichend abgeführt. Installieren Sie das Gerät trotzdem niemals in einem Schrank oder einem Regal mit unzureichender Belüftung. Verdecken Sie niemals die Kühlschlitze des Gerätes!
Stellen Sie keine Gegenstände auf das Gerät. Halten Sie einen Freiraum, sofern in den Kapiteln „Anschluss und Inbetriebnahme“ bzw. „Montage“ der mitgelieferten Anleitung nichts anderes angegeben ist, von mindestens 30 cm über, 20 cm zu jeder Seite und 30 cm hinter dem Gerät ein, damit die entstehende Wärme ungehindert abgeführt werden kann.
Das Gerät entspricht nur der Konformitätserklärung wenn beim Betrieb das transparente Gehäuse montiert ist.
Es besteht Brandgefahr!

Anschlüsse
Es besteht Brandgefahr!

Längere Abwesenheit, Gewitter, Zugänglichkeit Netzstecker
Um das Gerät komplett vom Stromnetz zu trennen, müssen Sie den Netzstecker aus der Netzsteckdose ziehen! Stellen Sie das Gerät daher in der Nähe einer Netzsteckdose auf und achten Sie auf die Zugänglichkeit dieser Netzsteckdose, damit Sie jederzeit in der Lage sind, das Gerät vom Stromnetz zu trennen. Schalten Sie das Gerät bei längerer Abwesenheit und bei Gewitter grundsätzlich mit dem Netzschalter aus und trennen Sie es im Anschluss durch Ziehen des Netzsteckers vom Stromnetz. Dies gilt auch für diejenigen Geräte, die mit dem Gerät verbunden sind. USB- Trennung ist ebenfalls zu empfehlen.
Kapitel 1. Wichtige Hinweise > Wichtige Hinweise

Aufstellungsort
Jedes elektronische Gerät entwickelt Wärme. Die Erwärmung des Gerätes liegt jedoch im zulässigen Bereich. Empfindliche Oberflächen können sich durch die ständige Wärmeeinwirkung im Laufe der Zeit verfärben. Ebenso können die Gerätefüße auf Möbeloberflächen Farbveränderungen hervorrufen. Stellen Sie das Gerät gegebenenfalls auf eine feste, geeignete und ebene Unterlage!
Auf Bedienbarkeit bei der Wahl des Standortes ist zu achten (ausreichende Arbeitshöhe).

Entsorgung
Elektronische Geräte gehören nicht in den Hausmüll, sondern müssen - gemäß Richtlinie 2002/96/EG DES EUROPÄISCHEN PARLAMENTS UND DES RATES vom 27. Januar 2003 über Elektro- und Elektronik-Altgeräte fachgerecht entsorgt werden. Bitte geben Sie dieses Gerät am Ende seiner Verwendung zur Entsorgung an den dafür vorgesehenen öffentlichen Sammelstellen ab.
1.2. Wichtige Hinweise

Rückversand/Originalverpackung
Bewahren Sie die Originalverpackung bitte für den eventuellen Rückversand auf! 3D-Drucker sind auf Grund der Bauart stoßempfindlich und nur durch die Originalverpackung ausreichend geschützt. Bei unsachgemäßem Versand erlischt der Garantie-/Gewährleistungsanspruch für das Gerät.

Sie dürfen das Gerät während des Betriebs nicht vom Stromnetz trennen! Dies kann zu Datenverlusten und Software-Beschädigungen führen.

Sonstiges
Die in dieser Bedienungsanleitung enthaltenen Informationen entsprechen dem Stand bei Drucklegung. Wir behalten uns jedoch das Recht vor, jederzeit und ohne Vorankündigung Änderungen durchzuführen. Sollte es eine neue Software für Ihr Gerät geben, die Auswirkungen auf die Bedienungsanleitung hat (z. B. die Änderung von Menüs und/oder Funktionen), werden wir, falls dies von uns für nötig empfunden wird, eine neue Bedienungsanleitung zum Download unter https://www.germanreprap.com zur Verfügung stellen.

Aufgrund von EMV-Richtlinien darf das USB-Verbindungskabel zwischen Gerät und Rechner nicht länger als 50 cm sein.

Toxische Gefährdung
Je nach verwendetem Material kann es zu toxischen Gefährdungen durch Überhitzung von Verbrauchsmaterial kommen. Die Betriebstemperaturen sind genau einzuhalten. Diese finden Sie auf den jeweiligen Materialien aufgedruckt und auf unseren Webseiten (https://www.germanreprap.com).
Kapitel 1. Wichtige Hinweise > Rechtliche Hinweise

Sicherheitsabschaltung
Die Geräte haben einen eingebauten thermischen Schutzmechanismus. Beim Erreichen bestimmter Temperaturwerte schaltet sich das Gerät selbstständig mit einer Fehlermeldung ab.

Wartung
Das Gerät muss jährlich von geschultem Personal gewartet werden. Die technischen Schutzeinrichtungen sind ebenso zu überprüfen wie der ordnungsgemäße Zustand von mechanischen Komponenten.
Dazu bieten wir einen Wartungsservice an. Kontaktieren Sie uns für Fragen bitte unter info@germanreprap.com.

Bitte beachten Sie Ihre Verantwortung für Ihre Mitmenschen! Heben Sie die Anleitung für später auf- tretende Fragen auf und geben Sie diese bei einem Besitzerwechsel an den neuen Besitzer weiter.
1.3. Rechtliche Hinweise
Software-Änderungen / Verwendung von Applikationen
Änderungen an der Software des Gerätes sowie die Verwendung von Applikationen, die nicht durch die Firma German RepRap GmbH zur Verfügung gestellt wurden, führen zum Verlust des Gewährleistungsanspruches! Die Kosten für Versand und Reparatur von Geräten, die durch das Verwenden von Software und Applikationen verursacht wurden, die nicht von der Firma German RepRap GmbH zur Verfügung gestellt wurden, sind von Ihnen selbst zu tragen!
Verwenden Sie deshalb für Ihr Gerät ausschließlich Software und Applikationen, die von der Firma German RepRap GmbH zum Download über ihre Internetseite (https://www.germanreprap.com) zur Verfügung gestellt wird.
Die Firma German RepRap GmbH übernimmt keine Haftung für den Verlust von Daten von internen oder externen Speichermedien.
Die auf dem Gerät/Produkt ab Werk installierte Software ist funktionstüchtig und hat die bei dieser Art übliche Qualität. Etwaige Fehler lassen sich bei der Entwicklung von Software technisch nicht völlig ausschließen. Ein Mangel der mitgelieferten Software liegt aber nur vor, wenn die Nutzbarkeit zur gewöhnlichen Verwendung mit dem Gerät/Produkt nicht gegeben ist. Eine lediglich unerhebliche Minderung der Qualität bleibt unberücksichtigt. Eine Funktionsbeeinträchtigung der Software/des Programms, die aus Hardwaremängeln, Umgebungsbedingungen, Fehlbedienung oder Ähnlichem resultiert, ist kein Mangel der Software.
Kapitel 2. Technische Daten
Tabelle 2.1. Allgemein
| Druckbereich ca. 220mm x 220mm x 130mm (X/Y/Z) |
| Geschwindigkeit 3mm Material bis 100mm/Sekunde1,75 mm Materialbis ca. 180mm/Sekunde Leerlauf bis 350mm/Sekunde |
| Gewicht ca. 6kg |
| Stellfläche ca. 450mm x 450mmStellfläche |
| Betriebsspannung 220/115V Wechselspannung |
| Material ABS / PLA / HDPE / LDPE / PC / PP / PE |
Konstruktionsmerkmale
• stabiler Stahlrahmen, verwindungssteif
- verbessertes Druckbett
• standardisierte Komponenten
- PP Laser-gesinterte Formteile, hoch belastbar und präzise
- kostengünstiger Betrieb
- wartungsarm
• vielseitig
| German RepRap GmbH | Seite 19 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Werkzeug |
Kapitel 3. Aufbau
Die Aufbauanleitung bezieht sich auf den PRotos V 2.0 3D-Drucker der German RepRap GmbH. Die dafür erforderlichen Teile sind in dem angebotenen Komplettpaket enthalten. Die gedruckten Teile sind aus Polyamid (PA), welches eine hohe Oberflächenhärte und eine gute Schlagfestigkeit besitzt und somit für eine lange Haltbarkeit des Druckers spricht.
Der stabile Stahlrahmen und das neu konstruierte Druckbett vereinfachen die Montage enorm und bieten darüber hinaus ein wesentlich bessere Druckergebnisse.
3.1. Werkzeug
Abbildung 3.1. Werkzeug

Zum Zusammenbau des PRotos 3D-Druckers wird ein überschaubarer Werkzeugsatz benötigt, sowie einige Verbrauchsmaterialien.
Inbusschlüssel
Maul- / Steckschlüssel
- 19 mm SW (für die Überwurfmutter des Hot-Ends)
- 13 mm SW
Kapitel 3. Aufbau > Bauteilübersicht
- 8 mm SW
- 7 mm SW
- 5,5 mm SW
Messgeräte
• Gliedermaßstab
- Messschieber
- Wasserwaage
Sonstiges Werkzeug
- Feuerzeug
• Kombizange
• Lötkolben
• Schraubendreher (verschiedene Größen) - Seitenschneider
Bohrer
- 10,5mm (nur wenn kein beheizbares Druckbett verwendet wird)
Optionales Werkzeug

Das angegebene, optionale Werkzeug kann benutzt werden, um einige Tätigkeiten zu vereinfachen. Der Zusammenbau ist jedoch auch ohne dieses möglich.
- Abisolierzange
- Heissluftöhn
- Kabelbinder
• Scharfes Messer
• Schraubensicherung (z.B. Loctite™, mittelfest)
• Schraubklemmen
Verbrauchsmaterial
• Lötzinn
- Sekundenkleber
3.2. Bauteilübersicht
Eine Übersicht der verschiedenen Formteile. Sie dient als Hilfe für die Materialübersichten der unterschiedlichen Arbeitsschritte.
Abbildung 3.2. ©Arduino MEGA 2560

Abbildung 3.3. Bar Clamp

Abbildung 3.4. Endstop Holder
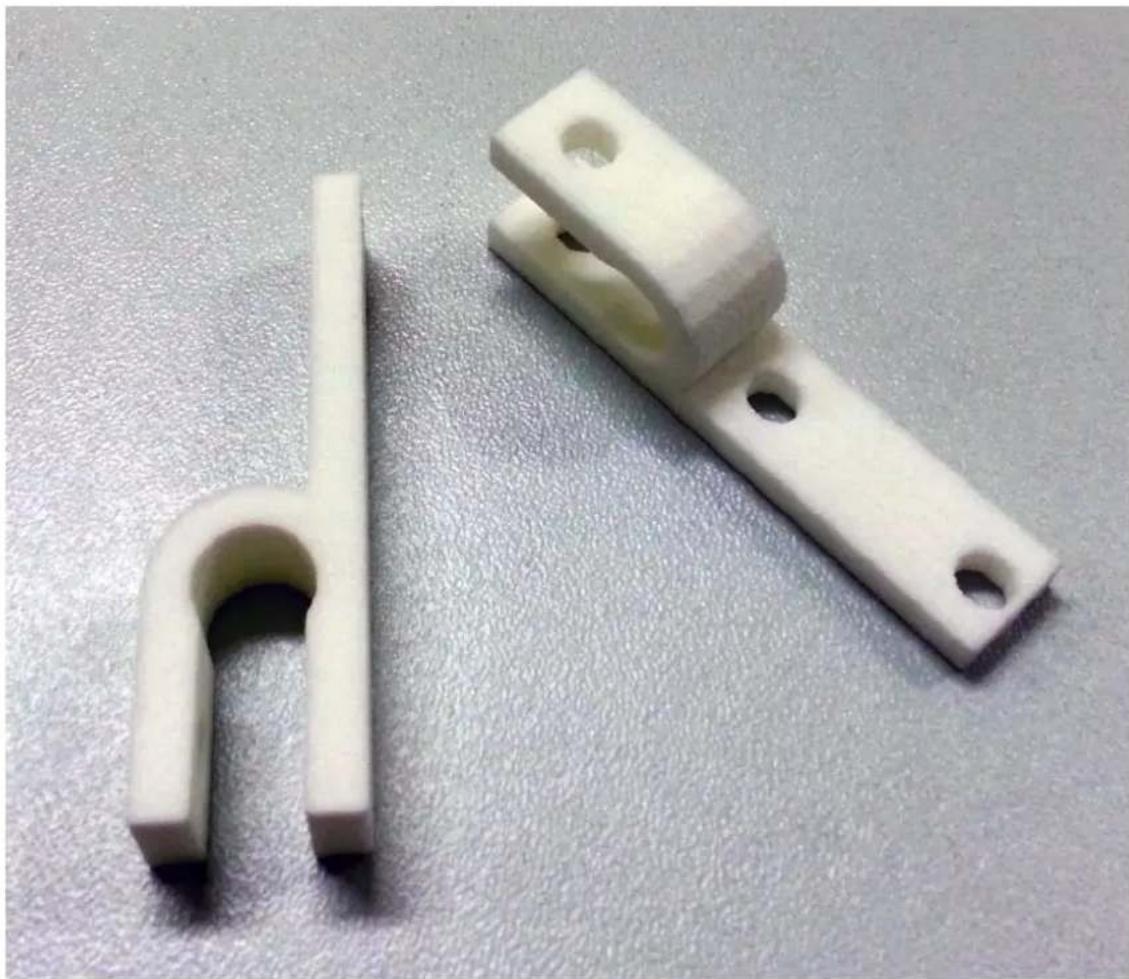
| German RepRap GmbH | Seite 24 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Bauteilübersicht |
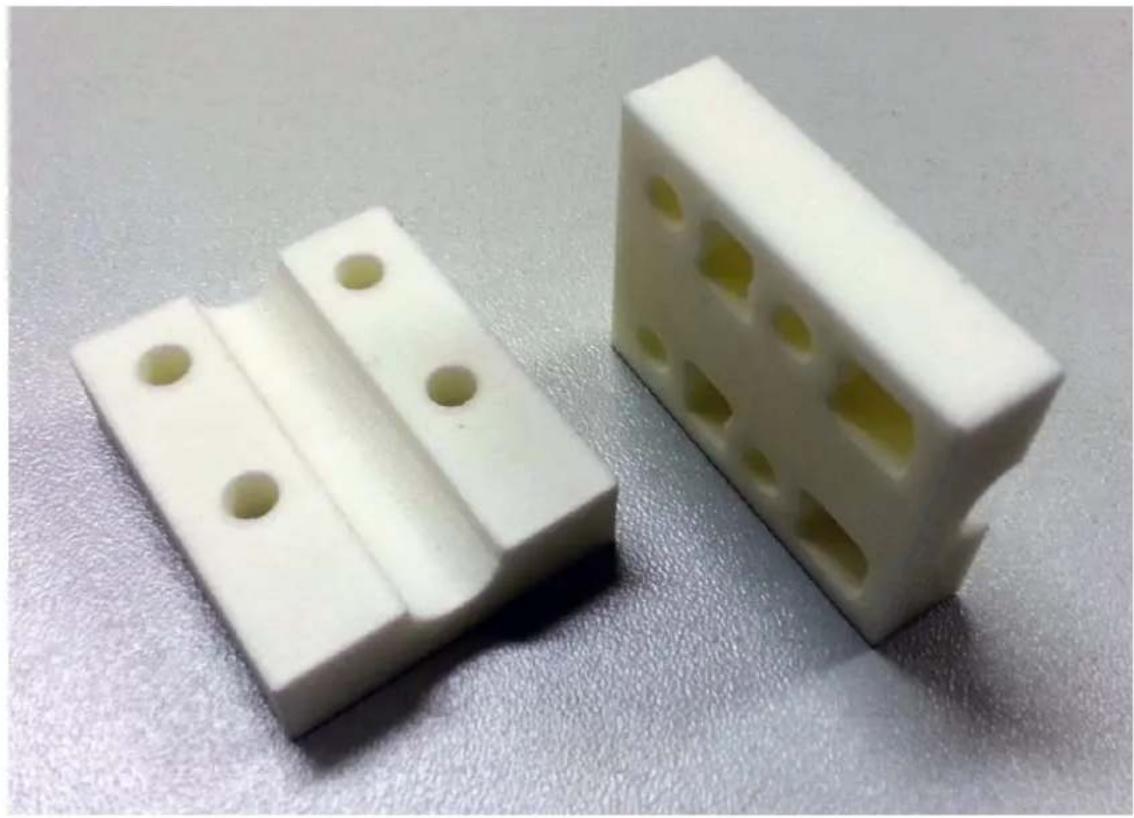
Abbildung 3.5. Extruder-Gegenlager
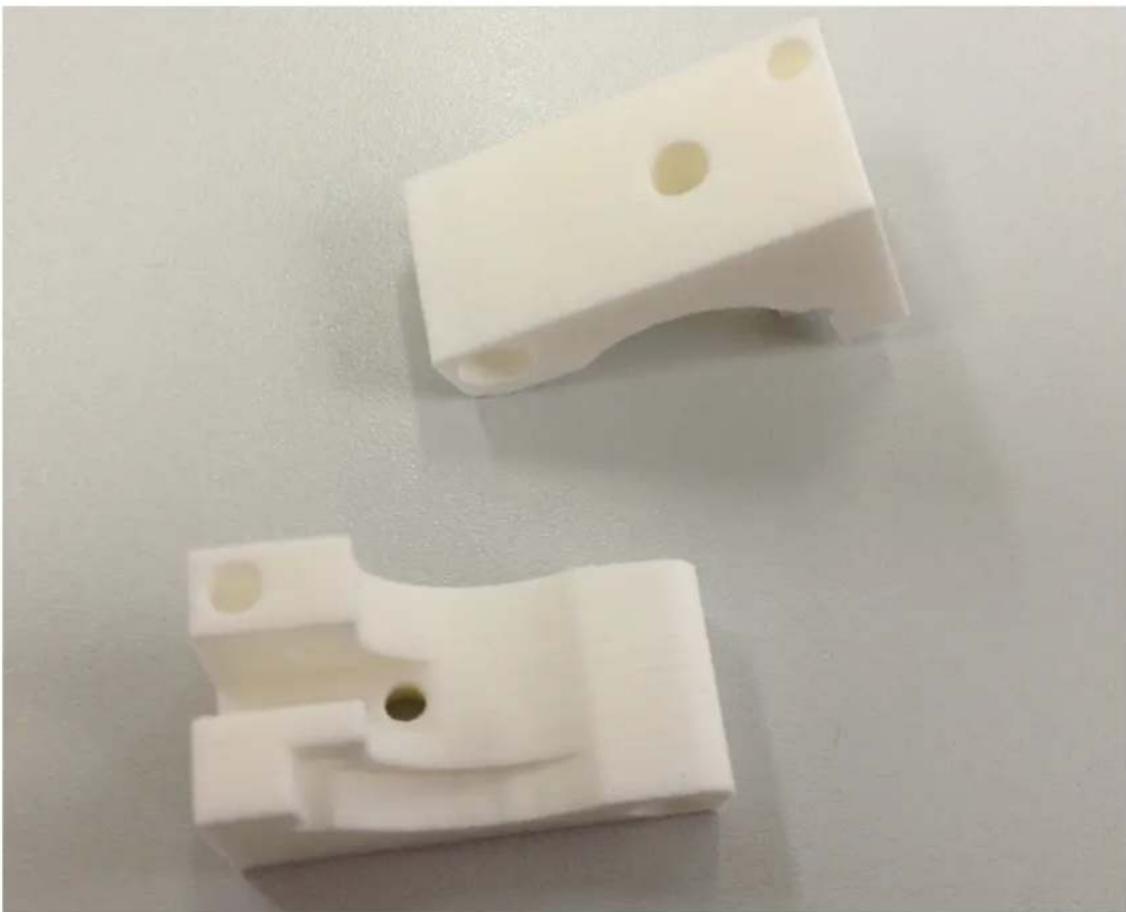
Abbildung 3.6. Grundplatte-Lüfter
| German RepRap GmbH | Seite 26 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Bauteilübersicht |
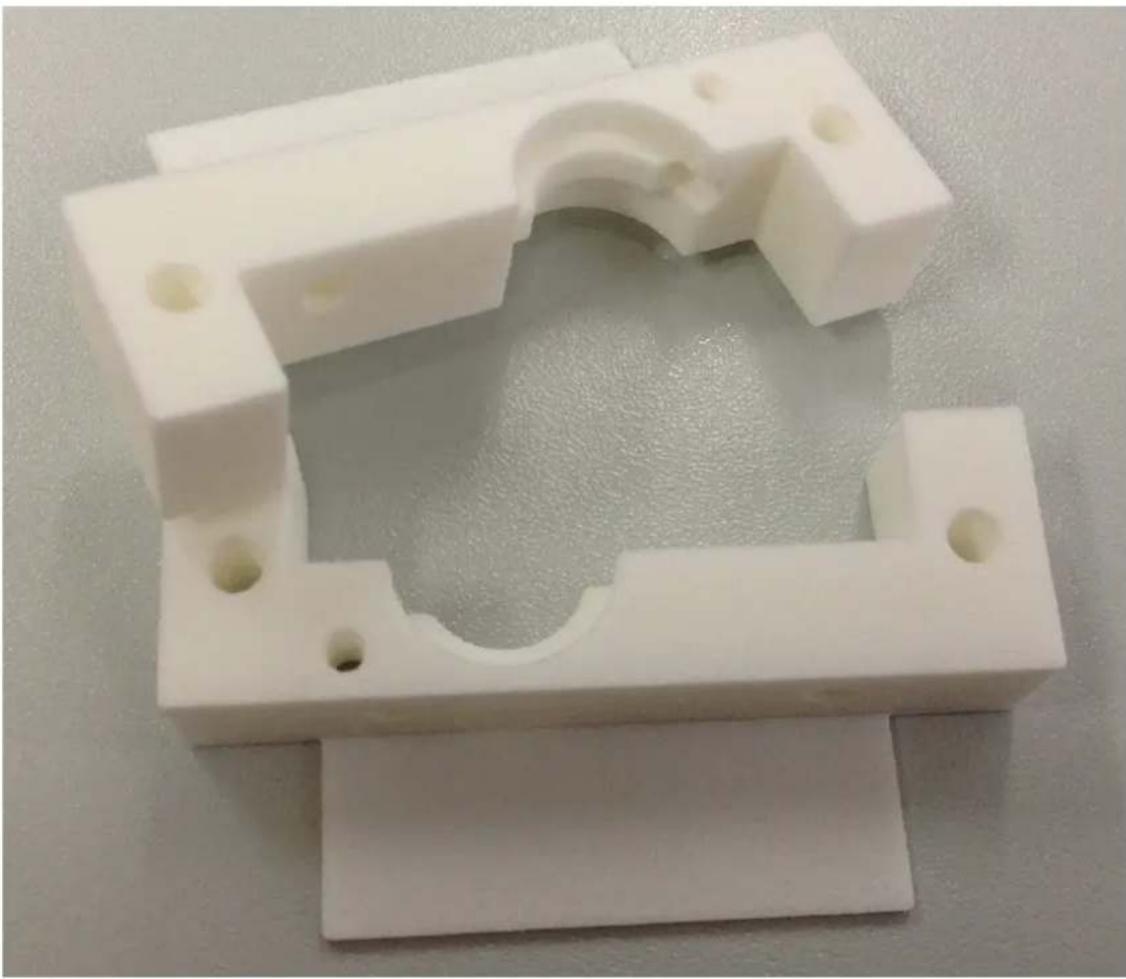
Abbildung 3.7. Grundplatte-Mittelstück
Wird nur für den DD-Extruder Dual benötigt.
Abbildung 3.8. Grundplatte-Schrittmotor
Wird nur für den DD-Extruder Single benötigt.
Abbildung 3.9. Linear Bearing Clamps
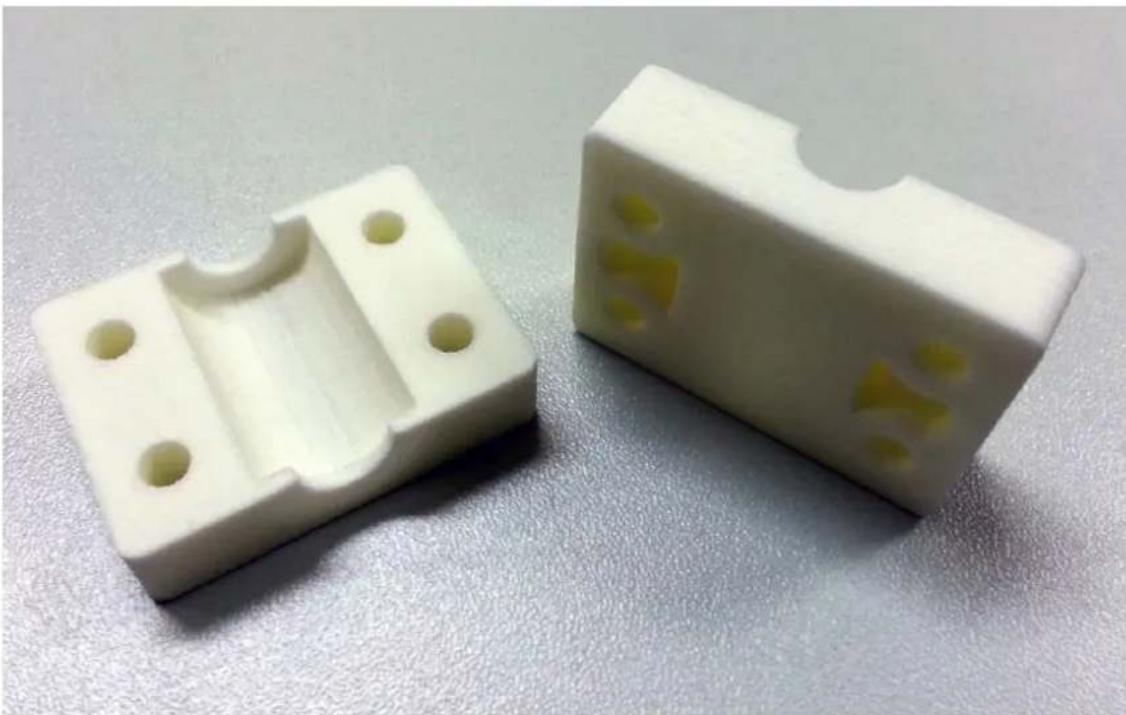
Abbildung 3.10. Ramps v1.4
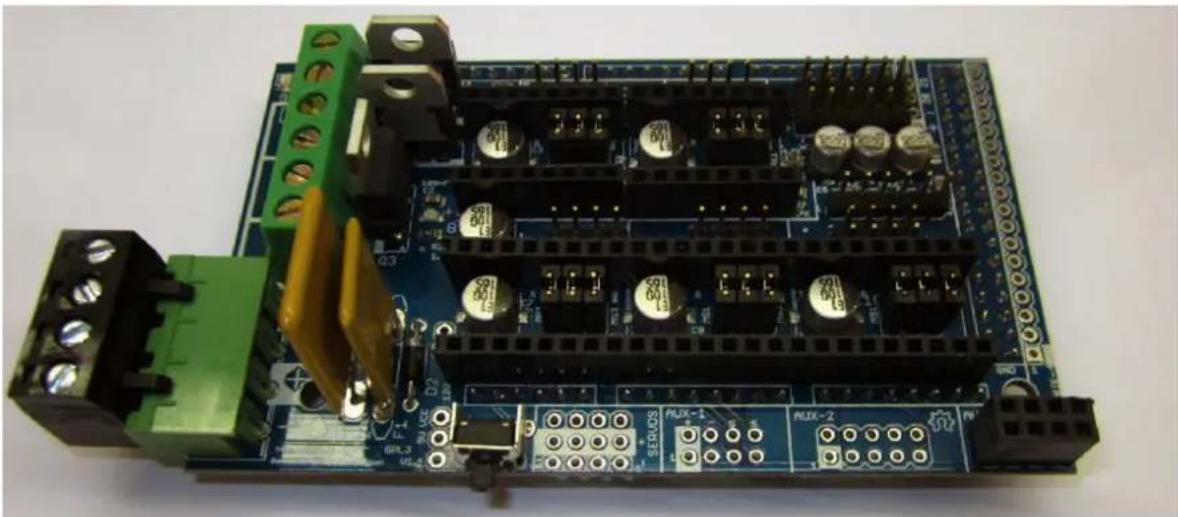
Abbildung 3.11. X-Carriage
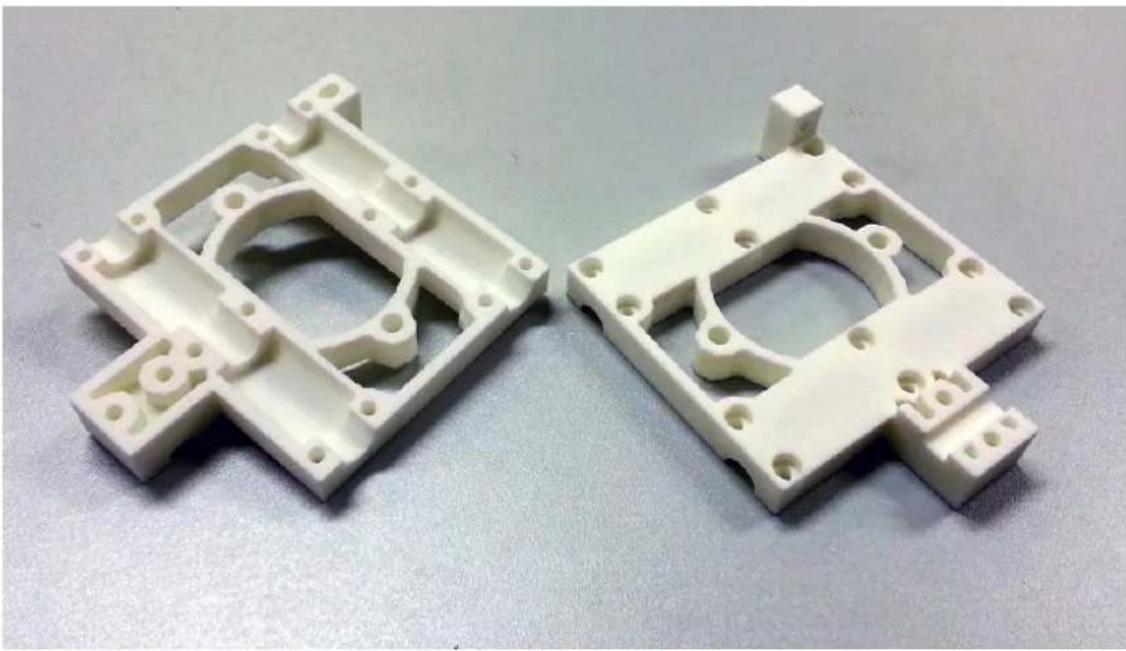
Abbildung 3.12. X-Carriage Belt Clamp
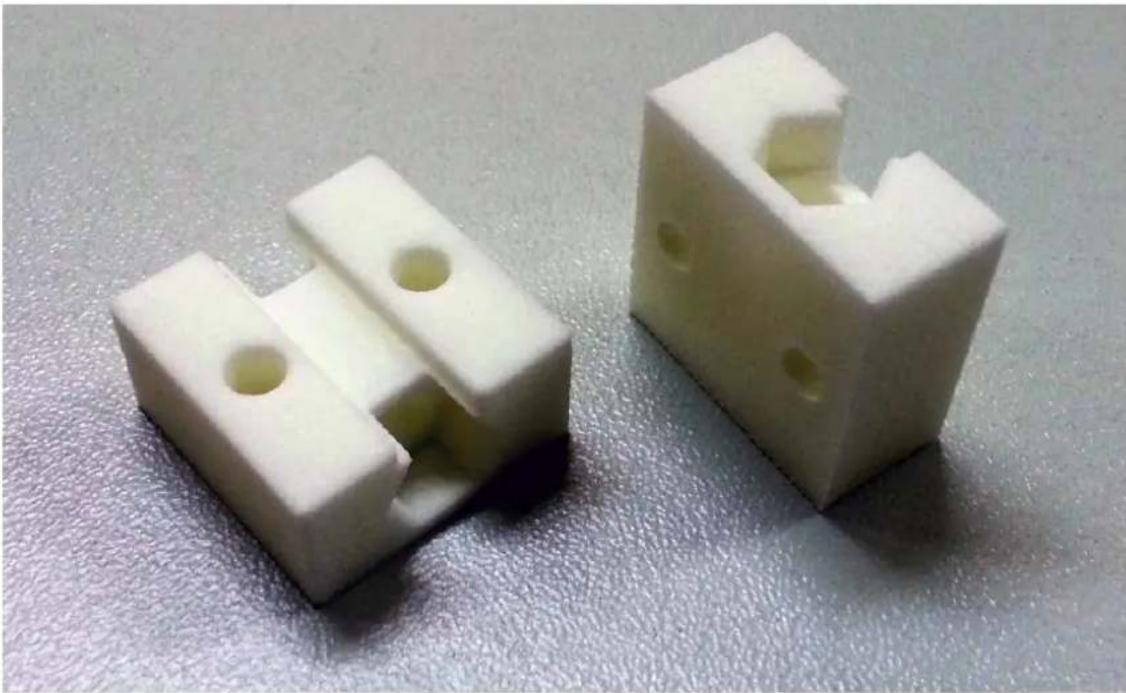
Abbildung 3.14. X-Idler
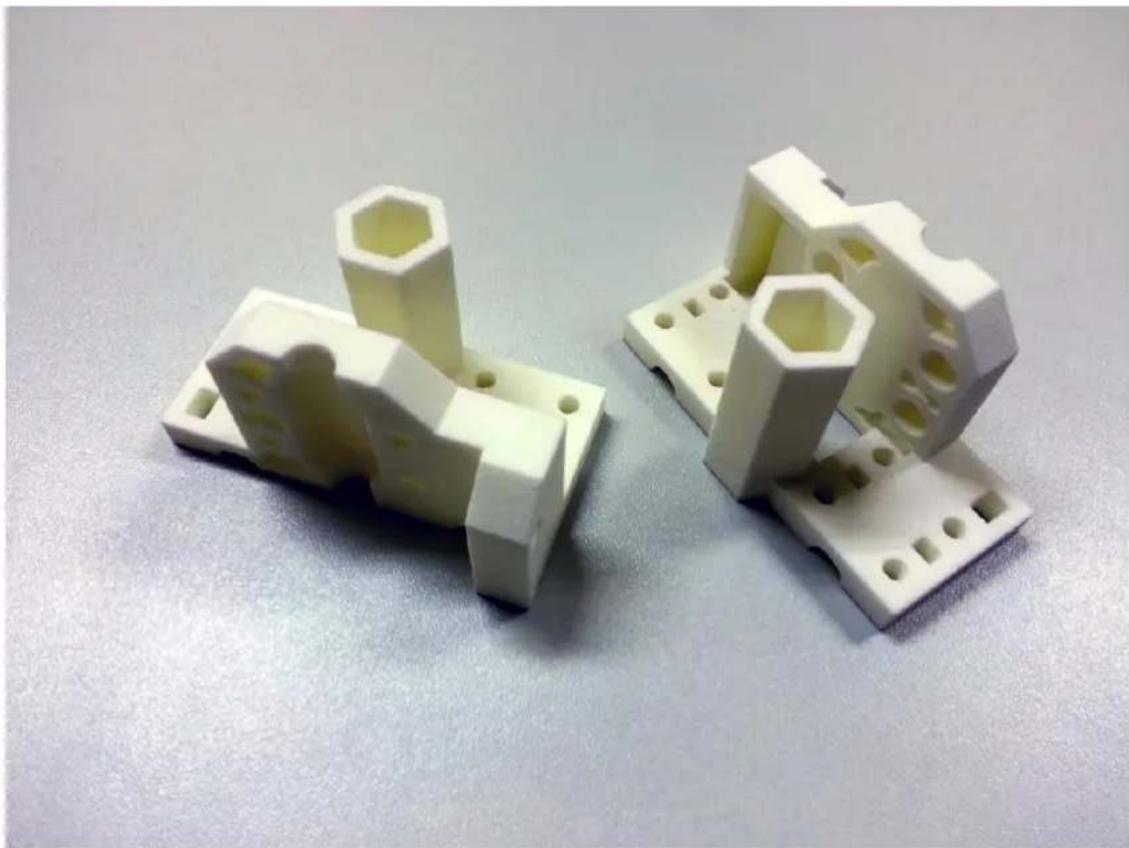
Abbildung 3.15. X-Motor Mount
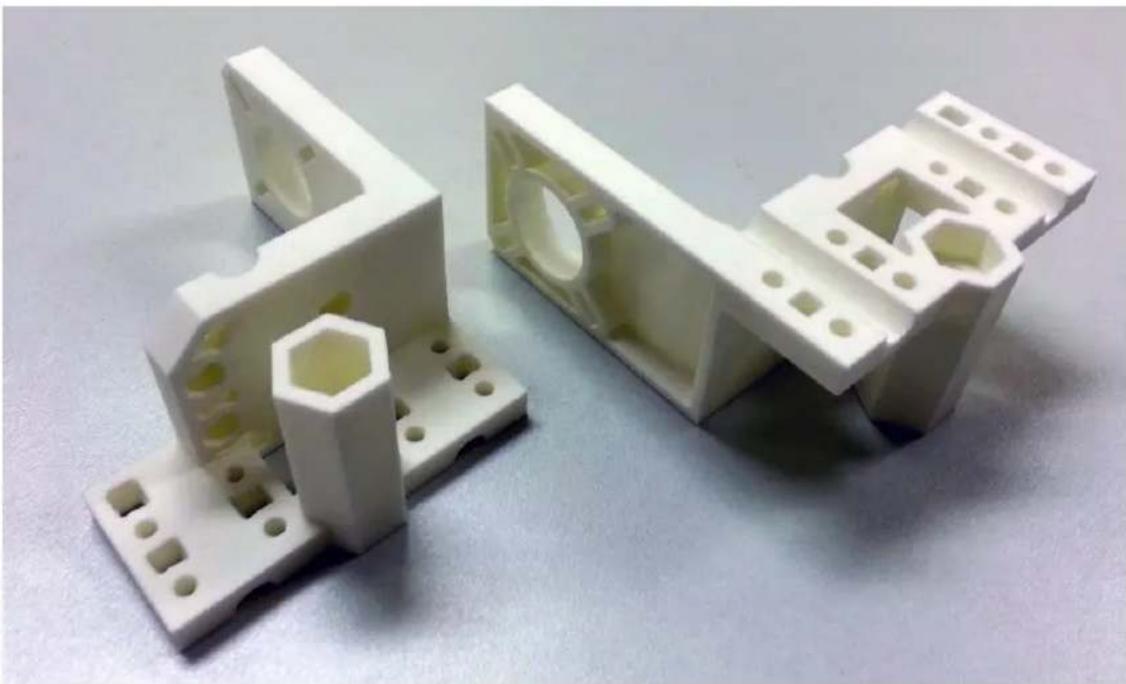
Abbildung 3.16. X-Shaft Clamp
| German RepRap GmbH | Seite 33 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Bauteilübersicht |
Abbildung 3.17. Gewindestangen

• Länge: 210 mm, Anzahl: 2
• Länge: 305 mm, Anzahl: 2
• Länge: 440 mm, Anzahl: 1
| German RepRap GmbH | Seite 34 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Bauteilübersicht |
Abbildung 3.18. Edelstahlstangen
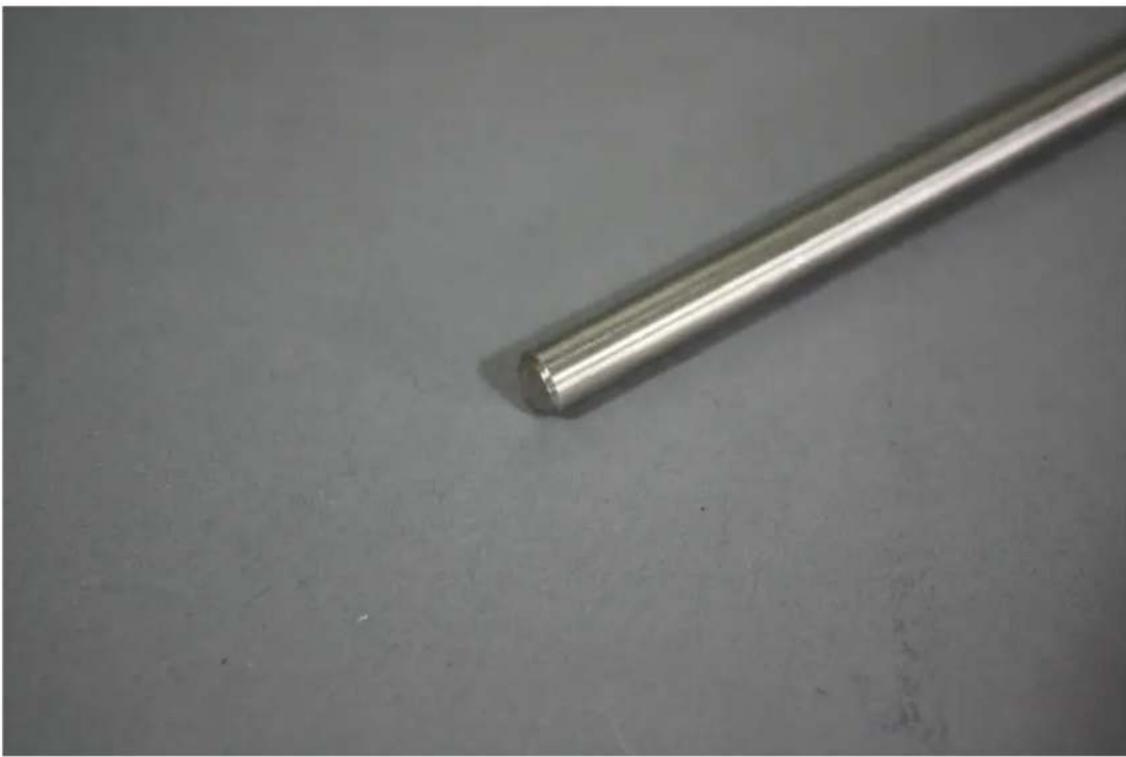
• Länge: 410 mm, Anzahl: 2
• Länge: 430 mm, Anzahl: 2
Abbildung 3.19. Pully Alu T2.5

Abbildung 3.20. PET-Folie 230mm x 230mm
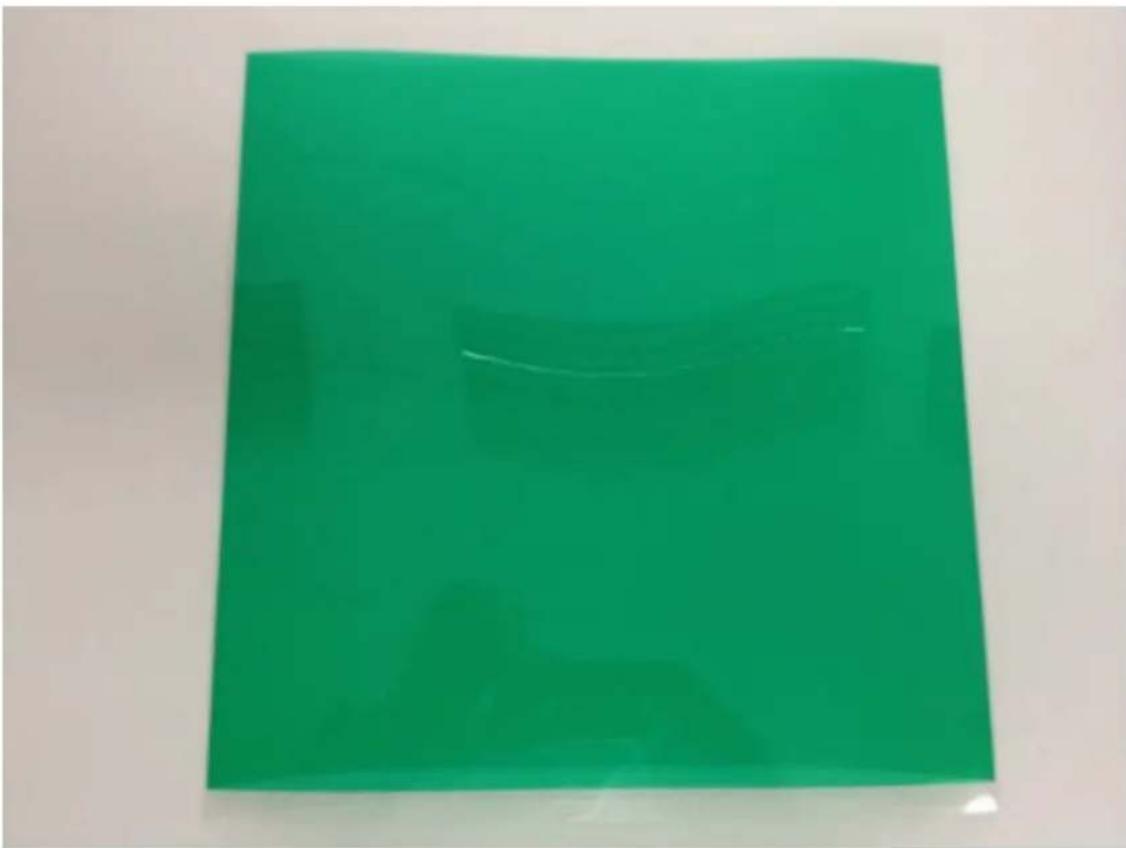
Abbildung 3.21. Kaptonband 5mm

Die folgenden Bauteile sind optional erhältlich und sind NICHT im Bausatz enthalten.
| German RepRap GmbH | Seite 38 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Bauteilübersicht |
Abbildung 3.22. Kaptonband 50mm

Das Kaptonband 50mm ist nicht im Lieferumfang enthalten, und gehört zu dem optionalen Zubehör für den PRotos.
| German RepRap GmbH | Seite 39 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Grundlegendes |
Abbildung 3.23. PET-Band 50mm

Das PET-Band ist nicht im Lieferumfang enthalten und gehört zu dem optionalen Zubehör des PRotosv2.
3.3. Grundlegendes
Vor dem Beginn des Aufbaus soll noch auf einige grundlegende Punkte eingegangen werden:
- Ausrichtung: Auf die Ausrichtung des Druckers wird in dieser Anleitung nur begrenzt eingegangen. Es sollte eigenständig darauf geachtet werden die angegeben Maße genau einzuhalten.
- Bohrungen: Die Bohrungen in den PA-Kunststoffteile können produktionsbedingt sehr eng bemessen sein. Kann die Schraube oder Stange nicht leicht durch eine Bohrung gesteckt werden, empfehlen wir, die Bohrung mit einem passenden Bohrer aufzubohren.
- Schrauben und Muttern: Beim Festziehen von Schrauben und Muttern muss stets darauf geachtet werden, dass diese nicht zu fest angezogen werden. Insbesondere bei den Lagern kann dadurch eine ungewollt hohe Reibung erzeugt oder die Bauteile beschädigt werden.
- Unterlegscheiben: Unterlegscheiben werden verwendet um die Kraft des Schraubenkopfes, einer Schraube oder der Muttern auf eine größere Fläche zu verteilen.
Deswegen ist es ratsam immer Unterlegscheiben unter zulegen. Es sei denn, es ist in der Anleitung etwas anderes beschrieben, z..B. bei der Verwendung von Senkkopfschrauben oder versenkte Zylinderkopfschrauben.
| German RepRap GmbH | Seite 40 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Rahmen |
- Verkabelung: Bei der Verkabelung ist es sehr wichtig, sich an die in der Anleitung vorhanden Schaltpläne zu halten. Wird dies nicht beachtet, kann es zu Gefahr für Leib und Leben sowie zu Sachschäden kommen.
Im Zweifel sollte vor der Inbetriebnahme fachlicher Rat eingeholt werden!
3.4. Der Rahmen
Tabelle 3.1. Materialliste Rahmen (100270.1)
| 1xM3x8 Zylinderkopfschraube 4x Maschinenfüße mit je zwei M6 Mutter |
| 1x Y-Opto-Endstop-Halter 16x M8 Mutter |
| 4x Bar Clamp/ Stangenhalter 16x M8 Unterlegscheibe |
| 6x M6 Unterlegscheibe 1x M3 Unterlegscheibe |
| 3x M6 Mutter |
Tabelle 3.2. Materialliste Rahmen
| 1x Rahmen 2x Gewindestange, 310 mm |
| 1x Elektronikhalter |
| German RepRap GmbH | Seite 41 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Rahmen |
Abbildung 3.24. Rahmen und 4 Maschinenfüße

Rot = An diese Stelle kommt der Maschinenfuß mit dem Y-Opto-Endstop-Halter. Grün = An diese Stelle kommen die Maschinenfüße mit den je 2 M6 Unterlegscheiben.
| German RepRap GmbH | Seite 42 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbaul> |Der Rahmen |
Zunächst müssen jeweils die 2 Muttern auf den Maschinenfüßen bis ganz nach unten gedreht werden (zum Gummi hin). Dann werden auf 3 Maschinenfüße jeweils 2 M6 Unterlegscheiben gelegt und auf den 4. der Y-Opto-Endstop-Halter. Nun werden die Maschinenfüße mit einem geeigneten Schraubendreher auf die vorgesehenen Stellen an der Unterseite des Rahmens festgedreht.
Abbildung 3.25. Y-Opto-Endstophalter Teil 1

Abbildung 3.26. Y-Opto-Endstophalter Teil 2

| German RepRap GmbH | Seite 43 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Rahmen |
Abbildung 3.27. Rahmen Gewindestangenmontage
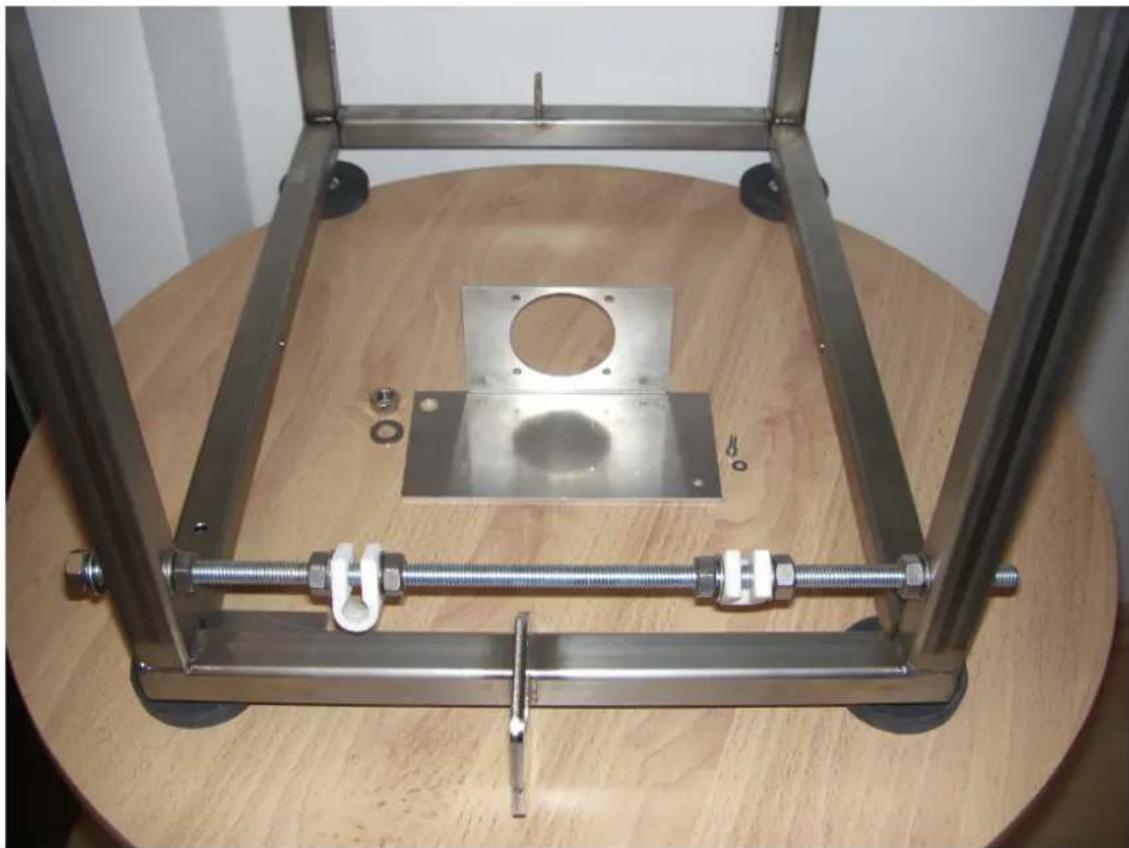
Danach werden jeweils auf beiden Seiten des Rahmens eine Gewindestange, 310 mm mit 8 M8 Muttern, 8 M8 Unterlegscheiben und 2 Bar Clamps, wie auf obigem Bild gezeigt, montiert. Auf die Gewindestange vorne rechts wird zuerst der Elektronikhalter aufgeschoben bevor die Unterlegscheibe und die Mutter montiert werden. Die 3 Muttern, die direkt am Rahmen anliegen, ebenso wie die vierte die am Elektronikhalter anliegt, werden jetzt schon festgedreht und die Muttern an den Bar Clamps mit den Bar Clamps selber so positioniert, dass die Zentren der offenen Löcher in den Bar Clamps zueinander etwa einen Abstand von 160 mm haben und jeweils zum Rahmen den selben Abstand. Diese 4 (inneren) Muttern werden erst später festgedreht.
| German RepRap GmbH | Seite 44 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Rahmen |
Abbildung 3.28. Montage Elektronikhalter

Der Elektronikhalter wird an der Gewindestange mit einer M8 Mutter und einer M8 Unterlegscheibe befestigt. Rechts unten wird der Elektronikhalter mit der M3 Unterlegscheibe und M3x8 Zylinderkopfschraube an den Rahmen geschraubt.
Kapitel 3. Aufbau > Y-Achse
Abbildung 3.29. Abschluss der Rahmenmontage

4x M4x10 Zylinderkopfschraube 4x M4 Unterlegscheibe
1x M5x25 Zylinderkopfschraube 2x M5 Unterlegscheibe
1x M5 selbstsichernde Mutter
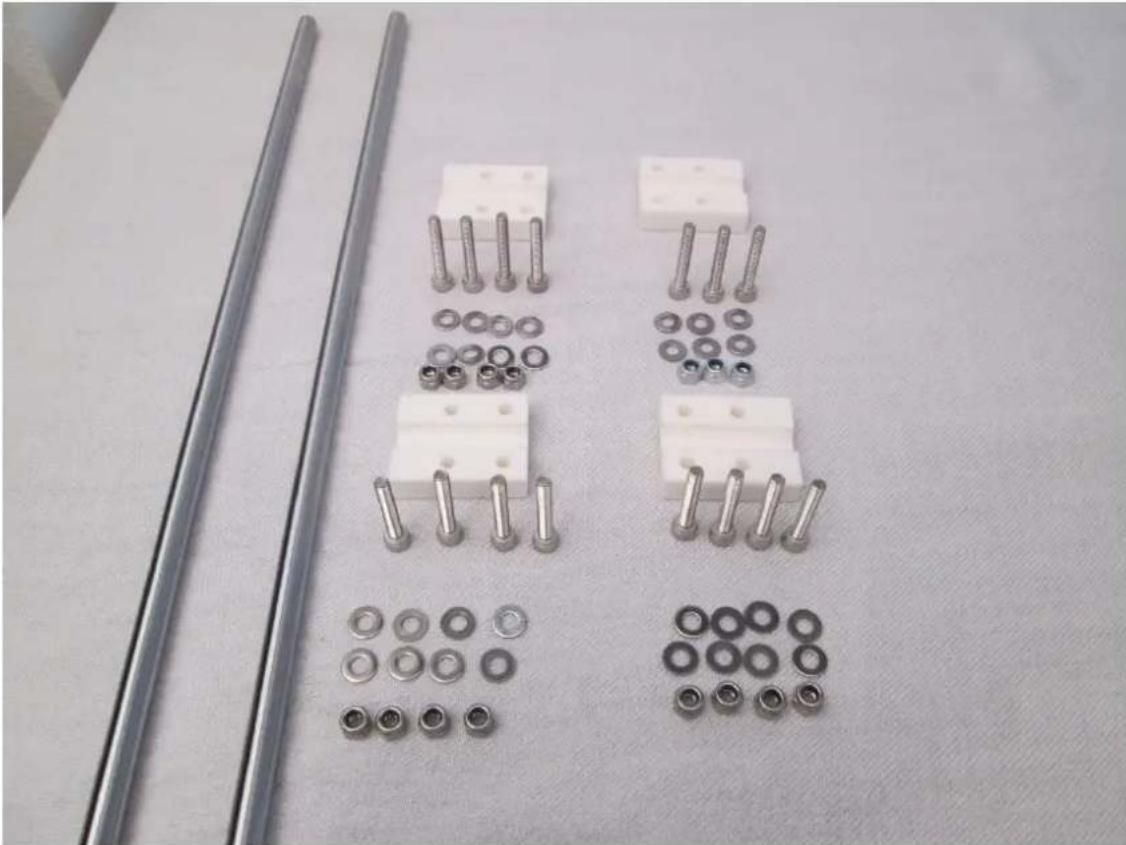
Tabelle 3.4. Materialliste Y-Schlitten
1x Y-Schlitten 2x Edelstahlstange, 410 mm
Kapitel 3. Aufbau > Y-Achse
Abbildung 3.30. Materialliste Y-Schlitten

| German RepRap GmbH | Seite 47 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Y-Achse |
Abbildung 3.31. Detailansicht: Y-Riemenspanner und Y-Riemenklemme Montage Teil 1
| German RepRap GmbH | Seite 48 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Y-Achse |
Abbildung 3.32. Detailansicht: Y-Riemenspanner und Y-Riemenklemme Montage Teil 2
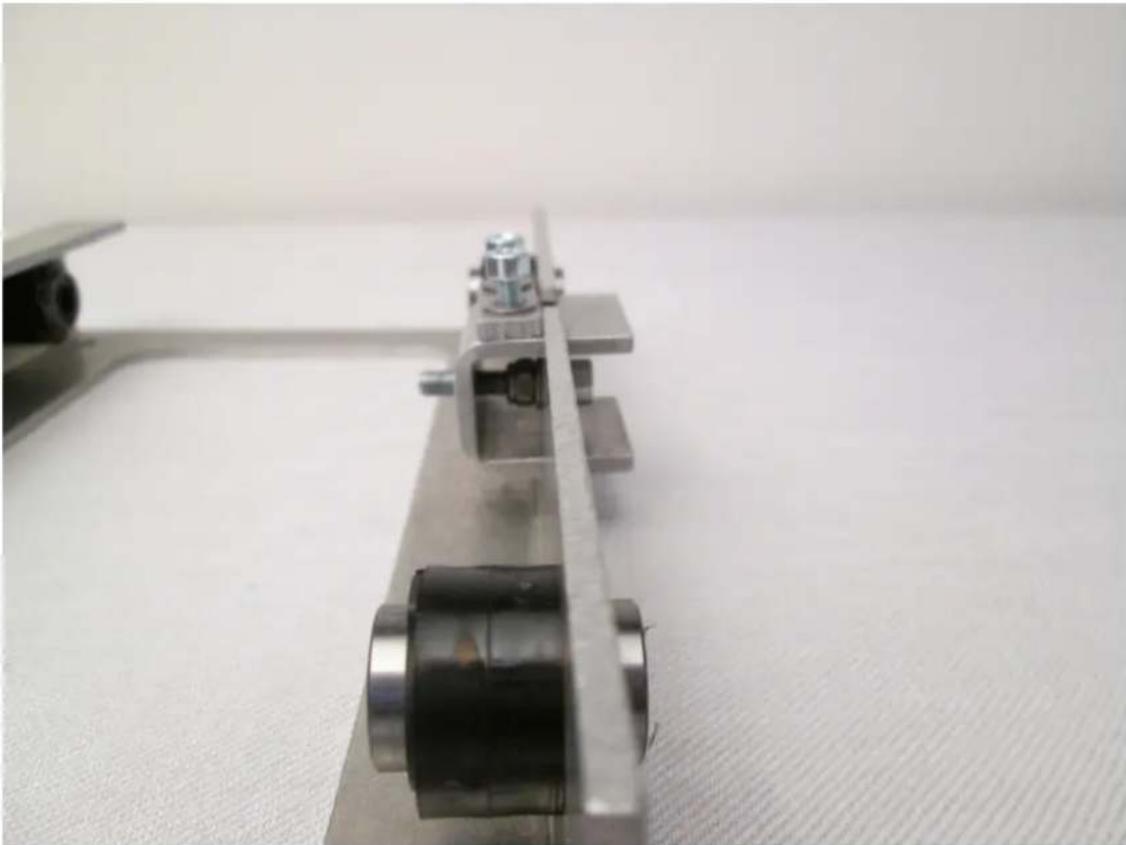
Die M5x25 Zylinderkopfschraube wird mit einer M5 Unterlegscheibe in ihre Bohrung am Y-Schlitten gesteckt und von der anderen Seite mit einer weiteren M5 Unterlegscheibe und einer selbstsichernden M5 Mutter bestückt, sodass die Schraube zur Mitte des Y-Schlittens zeigt. Anschließend werden die Zylinderkopfschraube und die Mutter soweit gegeneinander gedreht, dass die M5x25 Zylinderkopfschraube fest im Y-Schlitten steckt, sich aber noch drehen lässt. Als Nächstes wird der Y-Riemenspanner genommen, in die am Y-Schlitten vorgesehenen Öffnungen gesteckt und mit der M5x25 Zylinderkopfschraube fixiert.
Anschließend werden die Riemenklemmen auf ihre vorgesehenen Bohrungen gelegt und jeweils mit 2 M4x10 Zylinderkopfschrauben und 2 M4 Unterlegscheiben soweit angedreht, dass die Riemenklemmen lose auflegen, damit später noch der Gummiriemen eingeschoben werden kann (siehe folgendes Bild).
Mit der M5 Zylinderkopfschraube kann später die Riemenspannung feinjustiert werden.
| German RepRap GmbH | Seite 49 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Y-Achse |
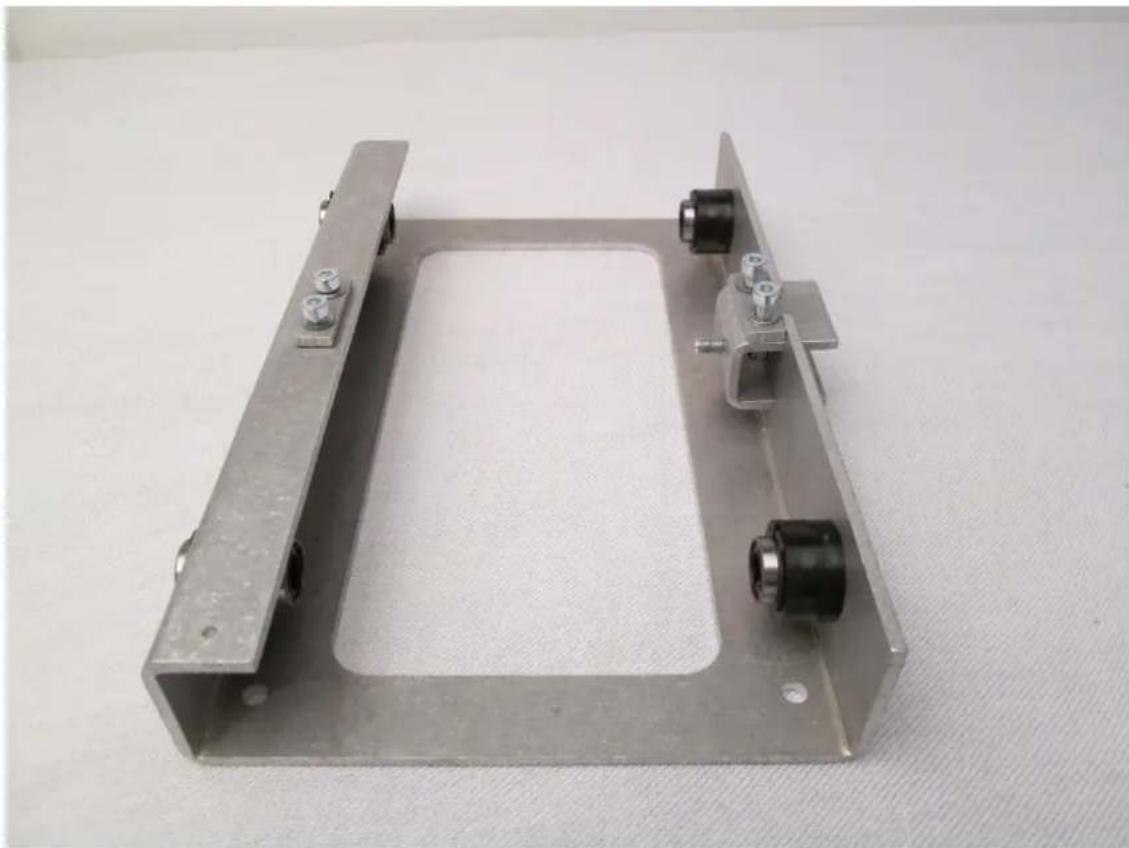
Abbildung 3.33. Spätere fertige Montage des Y-Riemenspanners, der Y-Riemenklemmen, Schrauben und Unterlegscheiben

Nun wird der Y-Schlitten auf die Edelstahlstangen, 410 mm geschoben und die Edelstahlstangen in die Bar Clamps zunächst an einer Maschinenseite gesteckt. Anschließend werden die Edelstahlstangen auch in die Bar Clamps an der anderen Maschinenseite gesteckt. Die Bar Clamps sollten hierbei so positioniert werden, dass die Edelstahlstangen an ihren beiden Enden jeweils einen Abstand von 160 mm zueinander haben, um ein reibungsloses Gleiten des Y-Schlittens auf diesen gewährleisten zu können. Danach werden die Edelstahlstangen so ausgerichtet, dass sie zum Rahmen jeweils gleich weit entfernt sind (siehe folgendes Bild).
Abbildung 3.34. Führungswellen Abschluss
Kapitel 3. Aufbau > Y-Achse
Rot = 160 mm Abstand
Grün = Gleicher Abstand
3.5.2. Y-Achsen Schrittmotor
Tabelle 3.5. Materialliste Y-Achsen Schrittmotor (100270.3)
1x T2,5 Alu Pully + Madenschraube 4x M3 Unterlegscheibe 4x M3x8 Zylinderkopfschrauben
Tabelle 3.6. Materialliste Y-Achsen Schrittmotor
1x Schrittmotor, NEMA 17
Abbildung 3.35. Materialliste Y-Achsen Schrittmotor

Abbildung 3.36. Y-Achsen Schrittmotor Montage
Den Schrittmotor wird so montiert, dass der Motorblock nach links zeigt (siehe obiges Bild). Hierzu werden in die 4 Bohrungen des Rahmens jeweils 4 M3x8 Zylinderkopfschrauben mit je einer M3 Unterlegschiebe gesteckt und dann in den Motor gedreht. Der Pully wird anschließend mit einer Madenschraube auf der Welle des Motors fixiert. Die Motorwelle sollte ca 3 mm über den Pully hinausragen, damit die mitte der Riemenklemmen in einer Linie, mit der Bezahlung des Pullys liegt.
3.5.3. Zahnriemenführung
Tabelle 3.7. Materialliste Zahnriemenführung (100270.4)
| 1x M4x25 Zylinderkopfschraube 2x M4 selbstsichernde Mutter |
| 2x M4 Unterlegscheibe, ∅20 4x M4 Unterlegscheibe |
| 1x Kugellager, 624-ZZ 1x Zahnriemen, 800 mm |
| German RepRap GmbH | Seite 52 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Y-Achse |
Abbildung 3.37. Zahnriemenführung Materialübersicht

Das Kugellager wird wie im unteren Bild gezeigt von zwei Unterlegscheiben eingeschlossen. Das Kugellager muss leichtgängig zu bewegen sein. Die großen Unterlegscheiben verhindert dabei das Abrutschen des Zahnriemens vom Kugellager. Die M4 Mutter die zuerst auf die Zylinderkopfschraube geschraubt wird, muss so stark angezogen werden, dass sich die gesamte Zahnriemenumlenkung nicht verkippen lässt.
| German RepRap GmbH | Seite 53 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Y-Achse |
Abbildung 3.38. Zahnriemenführung Detailansicht Verschraubung

Die M4x25 Inbus-Schraube anschließend handfest anziehen. Die innere selbssichernde Mutter muss fest angezogen werden damit die Schraube fest fixiert ist. Die äußere M4 Mutter hingegen sollte nur so fest angezogen werden, dass sich das Kugellager noch frei bewegen kann.
Das Kugellager sollte in einer Linie mit der Mitte der beiden Riemenklemmen des y-Schlittens und dem Pully des y-Motors verlaufen.
Abbildung 3.39. Zahnriemenführung fertig montiert
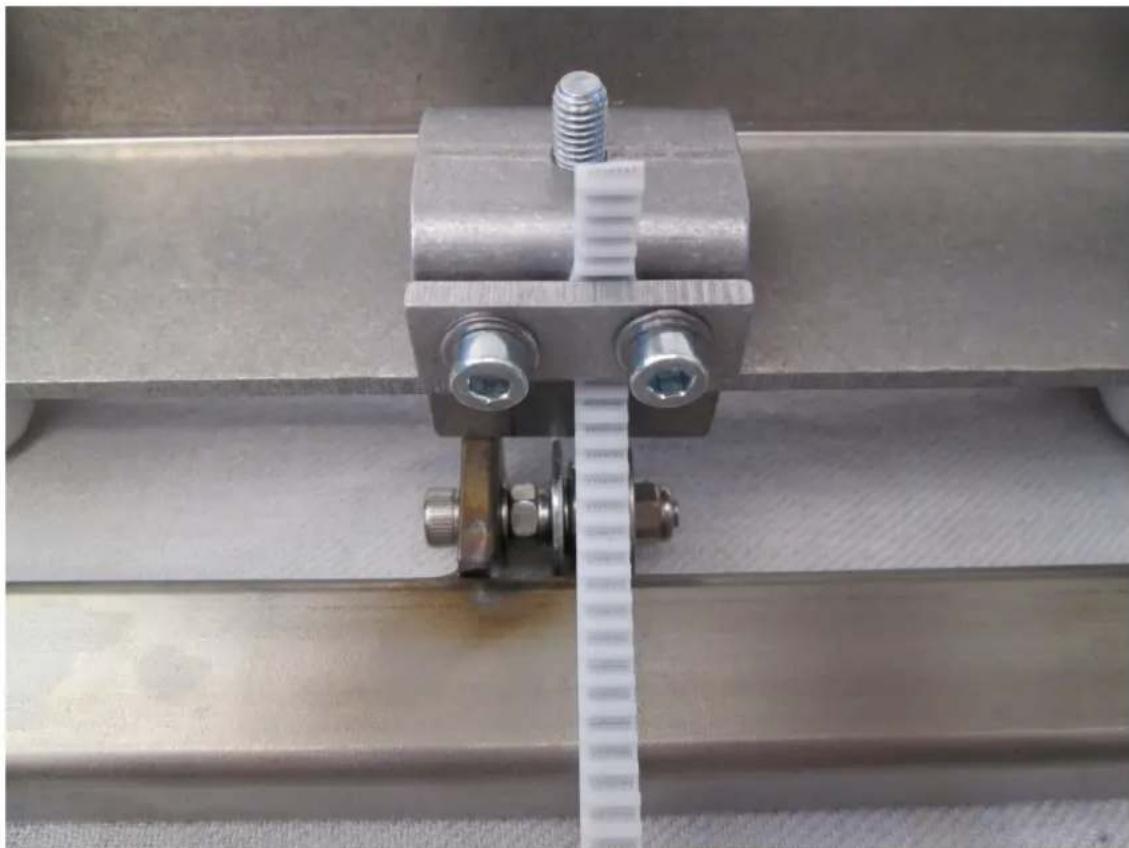
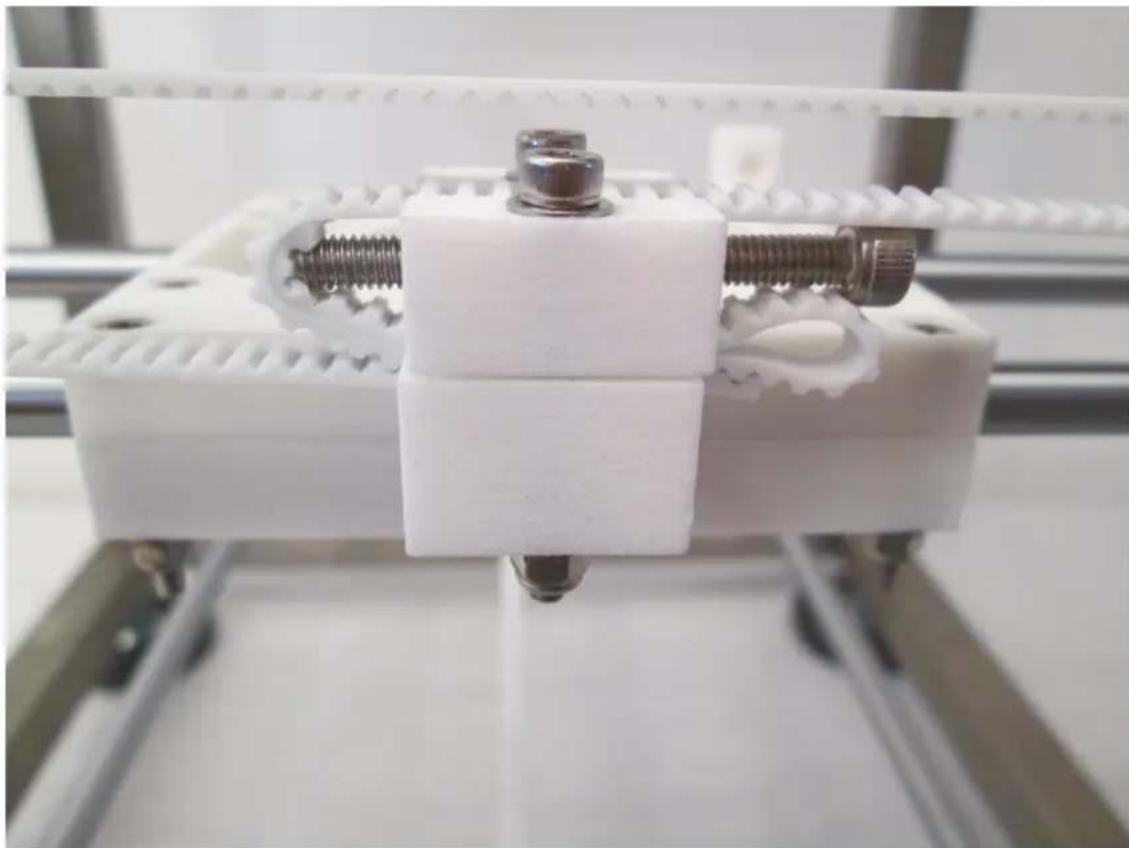
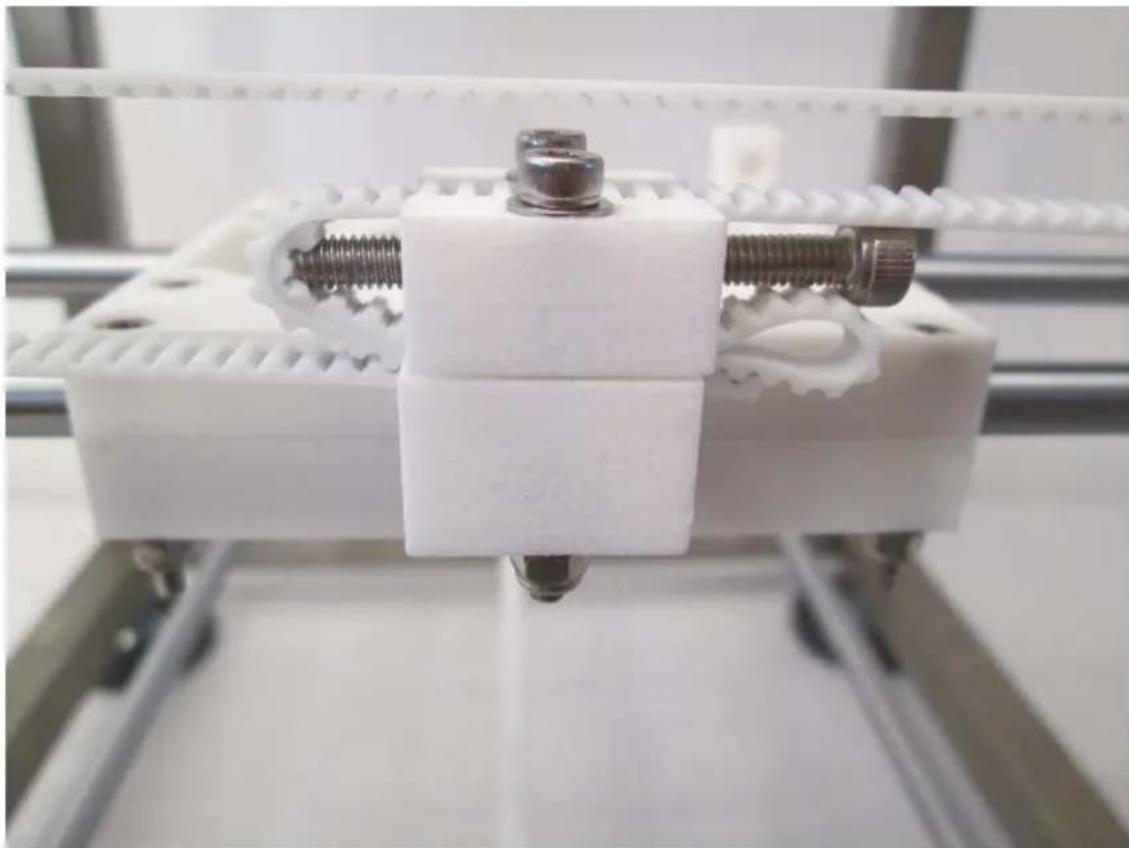
Nun den Zahnriemen so um das Kugellager (siehe obiges Bild) und um den Motor legen, dass er wie im unteren Bild, in die Riemenklemmen eingespannt werden kann. Die Inbus-Schrauben zum Schluss festdrehen und den Zahnriemen mit dem Riemenspanner feinjustieren. Falls der Zahnriemen zu lang ist kann dieser abgeschnitten werden.

Das Abschneiden der Zahnriemen kann man auch am Ende des Aufbaus vornehmen. Es sollten einige Zentimeter als Reserve stehengelassen werden.
Abbildung 3.40. Einspannung des Riemens in die Y-Riemenklemmen

3.6.1. Z-Achsen Führungsstangen
Tabelle 3.8. Materialliste Z-Achsen Führungsstangen (100270.5)
8x M3x8 Zylinderkopfschraube 8x M3 Unterlegscheibe
2x Wellenkupplung, 5/8 mm
Tabelle 3.9. Materialliste Z-Achsen Führungsstangen
2x Z-Motorhalter m. Führungswelle 2x Schrittmotor, Nema 17
2x Gewindestange, 210 mm
| German RepRap GmbH | Seite 56 / |
| Revision 3S2 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Z-Achse |
Abbildung 3.41. Z-Achsen Führungsstangen Materialübersicht 1

Kapitel 3. Aufbau > Z-Achse
Abbildung 3.42. Z-Achsen Führungsstangen Materialübersicht 2
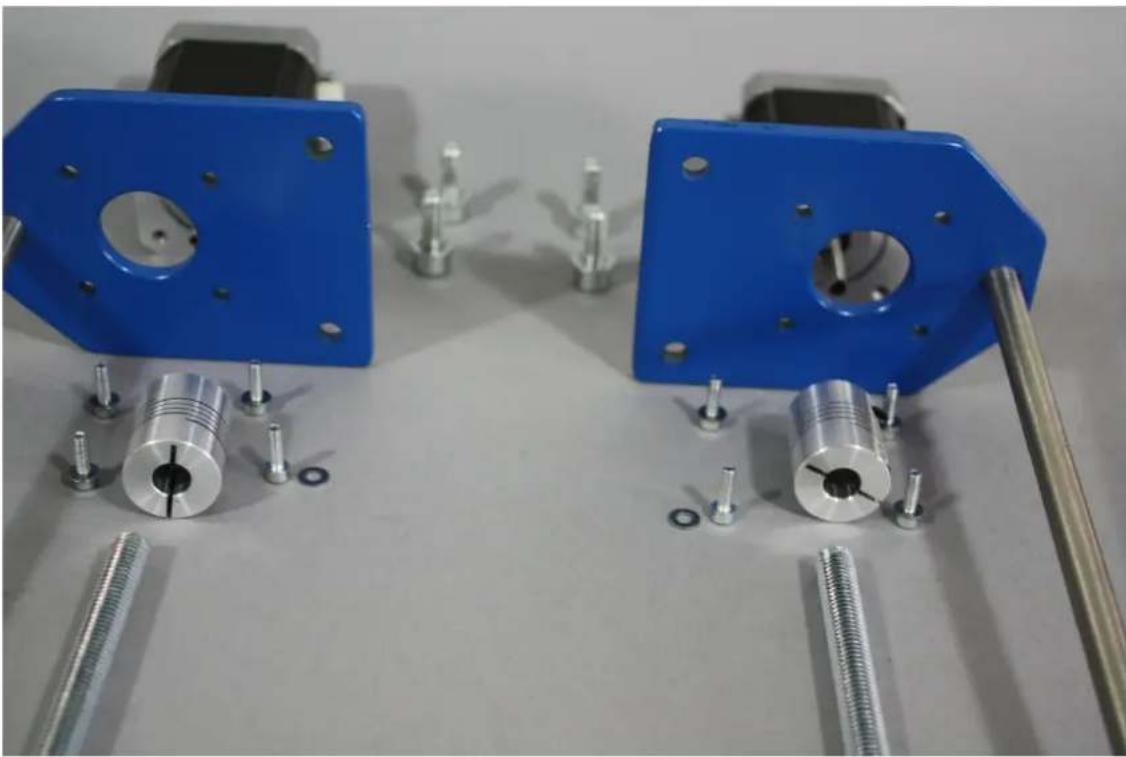
Es kann zu Abweichungen im Außendurchmesser der Kupplungen kommen. Dann ist es unter Umständen notwendig, die Motoren VOR der Montage der Kupplungen auf den Z-Motor Halter zu montieren.
| German RepRap GmbH | Seite 58 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Z-Achse |
Abbildung 3.43. Fertig montierte Teile: Motor, Kupplung und Gewindestange

Als erstes wird die Kupplung mit einem hochwertigen Inbusschlüssel ohne in Kontakt mit anderen Bauteilen zu sein bis an den Anschlag festgedreht und danach wieder in den Ausgangszustand gelöst. Dies hilft dabei die Schrauben später weiter in das Gewinde der Kupplung reinzudrehen, wodurch die Stangen besser gehalten werden. Nachdem die Kupplung wieder geöffnet wurde, werden die Gewindestange und der Schrittmotor wie auf oben gezeigtem Bild mit der Kupplung verbunden. Sie werden jeweils zu gleicher Länge in die Kupplung gesteckt und danach werden die Schrauben der Kupplung sehr fest angezogen, sodass auch beim Versuch des Herausziehens von Gewindestange oder Motorwelle diese sicher in der Kupplung eingeklemmt bleiben.
| German RepRap GmbH | Seite 59 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Z-Achse |
Abbildung 3.44. Fertig montierte Teile: Motor, Kupplung, Gewindestange und Z-Achsen-Halterung
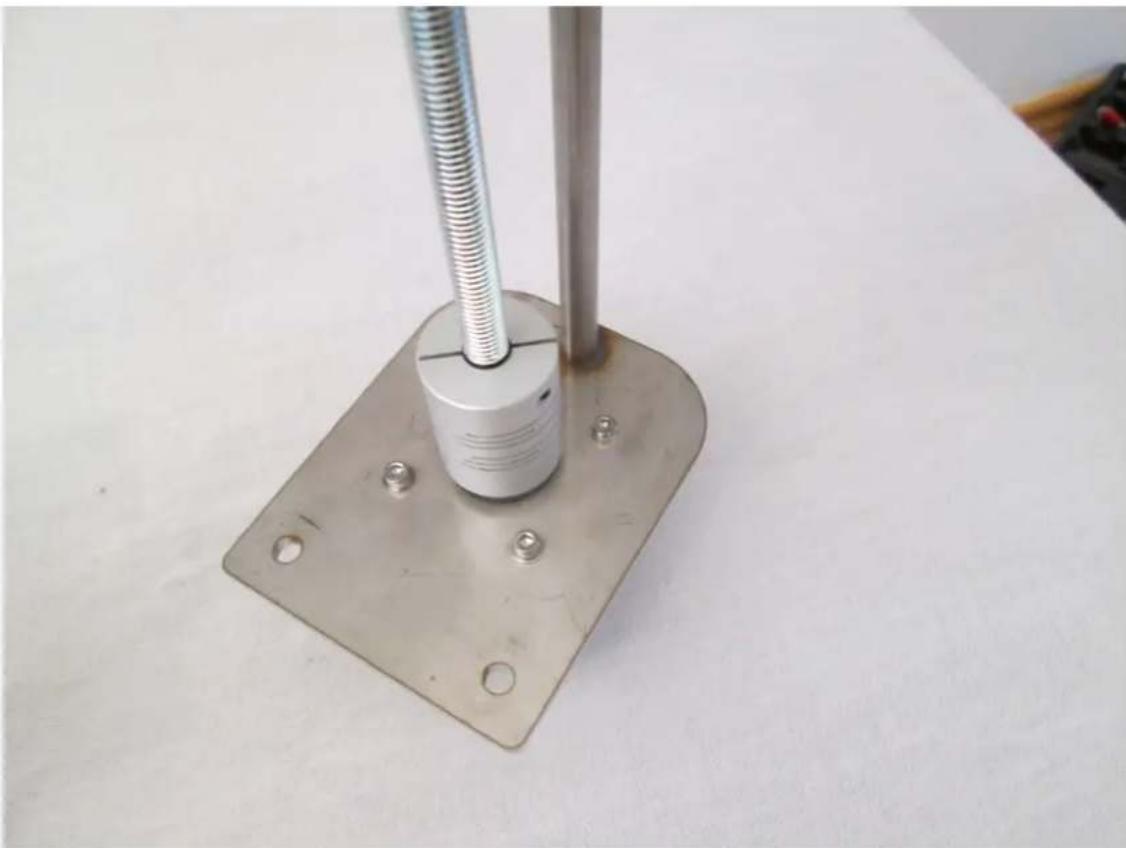
Danach werden Gewindestange, Kupplung und Motor, wie auf obigem Bild durch die Öffnung des Z-Motor-Halters gesteckt und der Motor mit den M3x8 Zylinderkopfschrauben und M3 Unterlegscheiben an den Z-Motor-Halter geschraubt.
3.6.2. Z-Achsen-Halterung Fixierung
Tabelle 3.10. Materialliste Z-Achsen-Halterung Fixierung (100270.6)
4x M5 Unterlegscheibe 4x M5x16 Zylinderkopfschraube
Tabelle 3.11. Materialliste Z-Achsen-Halterung Fixierung
2x Z-Achsen-Halterung
Abbildung 3.45. Z-Achsen-Halterung Fixierung

Die soweit montierte Z-Achsen-Führung wird dann wie auf obigem Bild mit den M5 Zylinderkopfschrauben und M5 Unterlegscheiben mit dem Rahmen verschraubt.
3.6.3. X-Achse Halterung
Tabelle 3.12. Materialliste X-Achse Halterung (100270.7)
| 8x M4x25 Zylinderkopfschraube 2x Linearlager, LM8UU |
| 8x M4 selbstsichernde Mutter 8x M4 Unterlegscheibe |
| 2x Druckfeder 4x M8 Mutter |
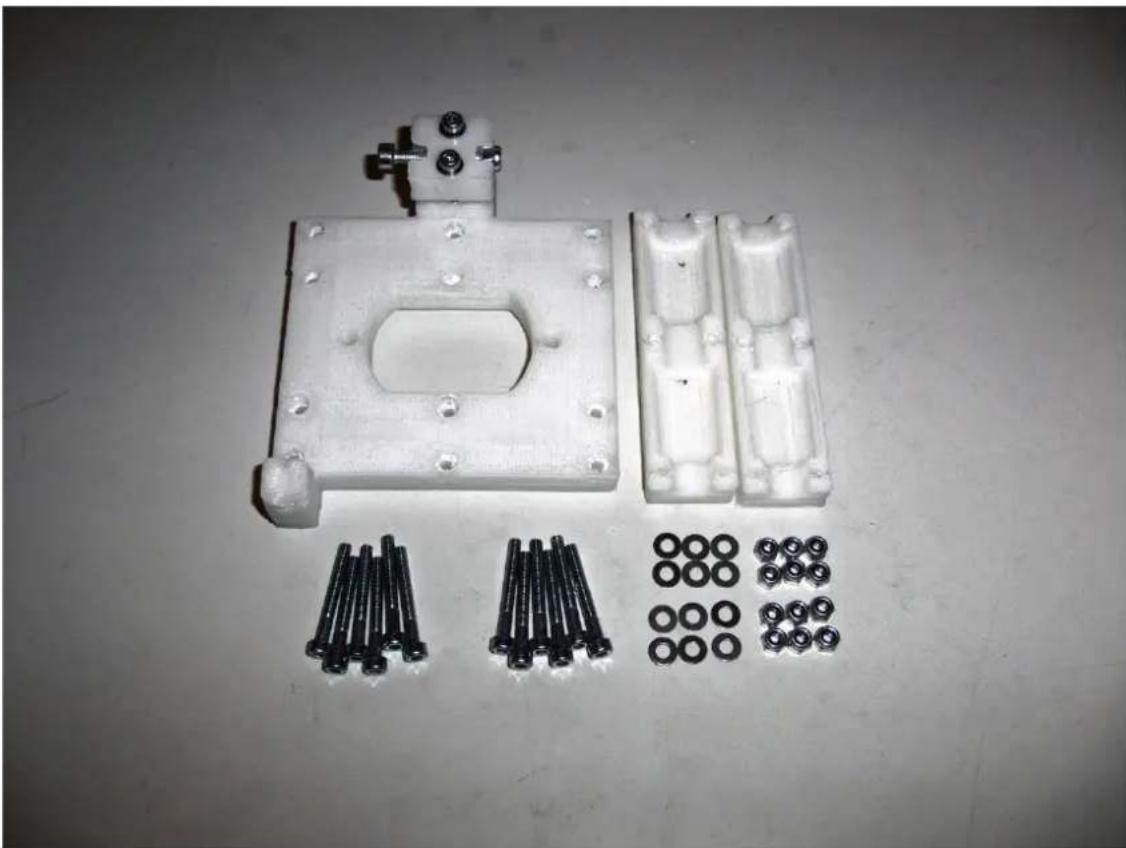
Tabelle 3.13. Materialliste X-Achse Halterung
Kapitel 3. Aufbau > Z-Achse
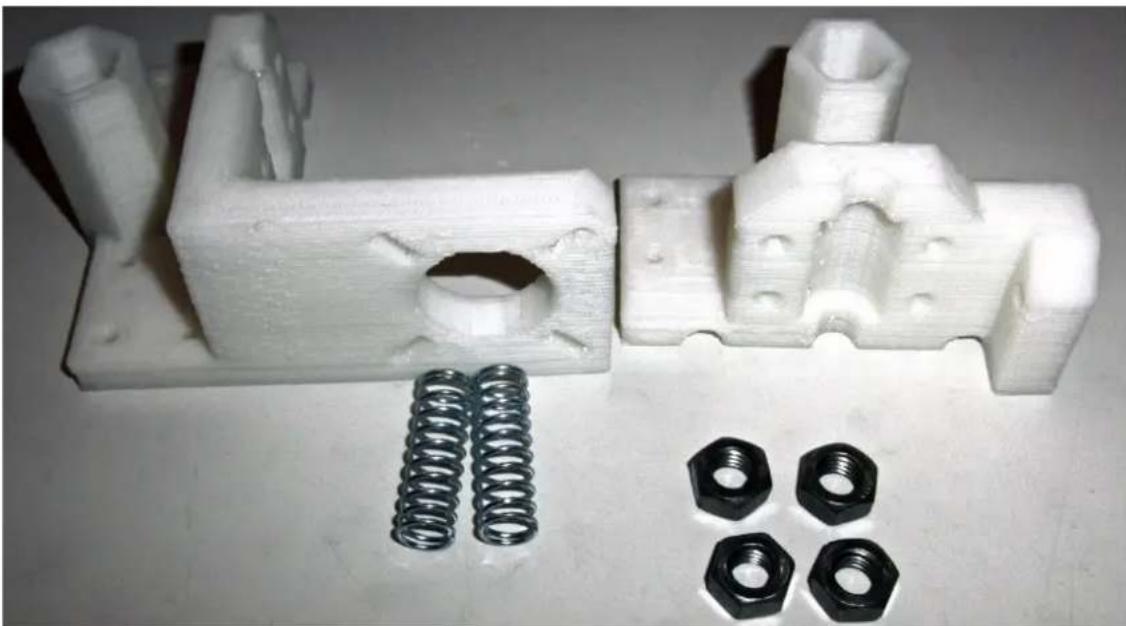
Abbildung 3.46. Materialübersicht X-Achse Halterung 1
Kapitel 3. Aufbau > Z-Achse
Abbildung 3.47. Materialübersicht X-Achse Halterung 2

Abbildung 3.48. Materialübersicht X-Achse Führung

Als erstes werden die Linearlager in die vorgesehen Vertiefungen des X-Motor Mounts und X-Idlers gelegt und anschließend mit den Linear Bearing Clamps (siehe obiges Bild) verschraubt. Die Schrauben dürfen nicht zu fest angezogen werden, damit sich die Z-Achse später leichtgängig bewegen lässt.
Dann wird eine Mutter auf die Gewindestange aufgeschraubt und danach eine Druckfeder aufgeschoben. Im nächsten Schritt wird der X-MotorMount bzw. der X-Idler aufgeschoben. Dafür wird die Druckfeder so weit wie möglich zusammengedrückt und mit einer zweiten Mutter, die von unten aufgeschraubt wird, in dieser Position gehalten. Der Druck der Druckfeder sorgt dafür, dass sich beim Drehen der Gewindestange der X-MotorMount bzw. der X-Idler hinauf bzw. hinunter bewegen kann. Im Bild "X-Achsen Halterung Abschluss[S. 64]" ist zu sehen, wie die Mutter und die Druckfeder im Inneren gehalten werden. Der X-MotorMount wird dabei auf der Seite, auf welchem sich auch später die Elektronik befindet, befestigt.
Kapitel 3. Aufbau > Z-Achse
Abbildung 3.49. X-Achsen Halterung Abschluss
Kapitel 3. Aufbau > Z-Achse
Abbildung 3.50. X-Achsen Führung Abschluss 1

Kapitel 3. Aufbau > Z-Achse
Abbildung 3.51. X-Achsen Führung Abschluss 2
3.6.4. Z-Achsen-Halterung Fixierung
Tabelle 3.14. Materialliste Z-Achsen-Halterung Fixierung (100270.8)
8x M8 Mutter 8x M8 Unterlegscheibe
2x BarClamp [S. 22]
Tabelle 3.15. Materialliste Z-Achsen-Halterung Fixierung
1x Gewindestange, 440mm [S. 33]
| German RepRap GmbH | Seite 67 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Z-Achse |
Abbildung 3.52. Materialübersicht Z-Achsen-Halterung Fixierung

Die in der Materialübersicht aufgelisteten Teile werden, wie auf den folgenden Bilder gezeigt wird, montiert.
Kapitel 3. Aufbau > Z-Achse
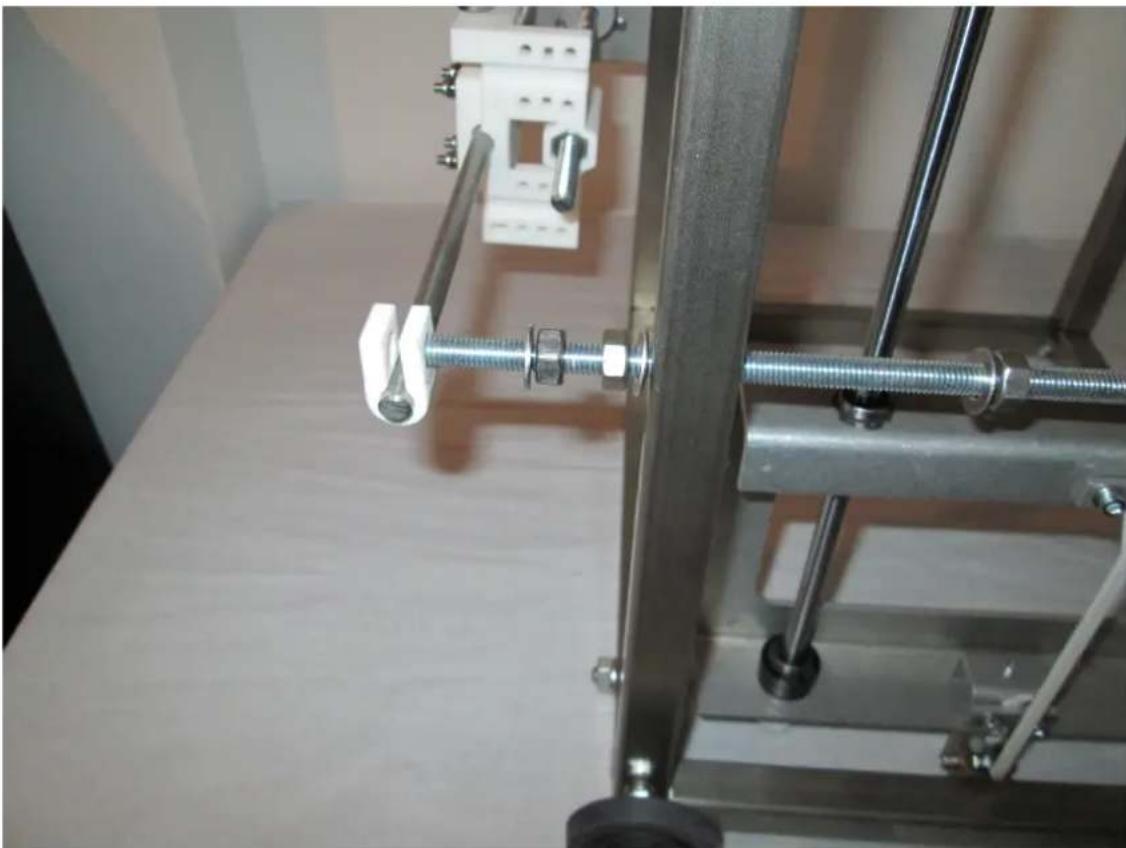
Abbildung 3.53. Montage Z-Achsen-Halterung Fixierung, Teil 1
| German RepRap GmbH | Seite 69 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Z-Achse |
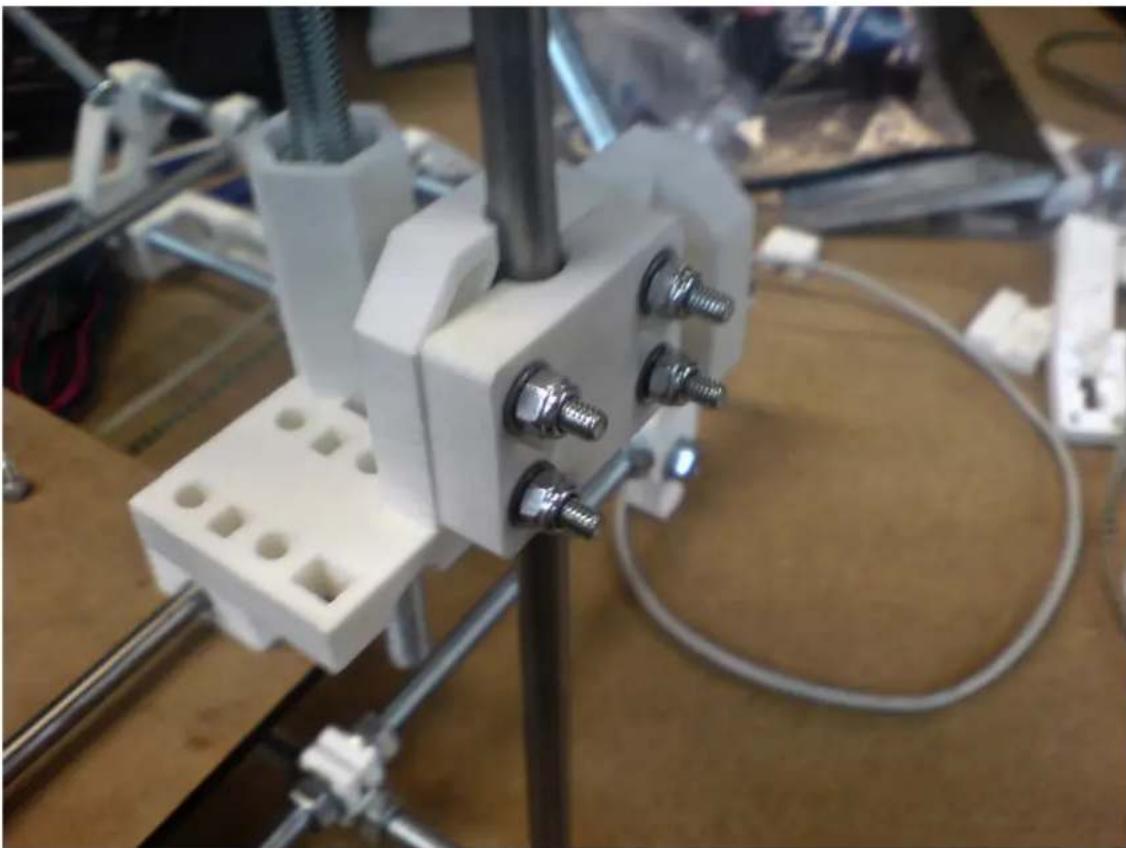
Abbildung 3.54. Montage Z-Achsen-Halterung Fixierung, Teil 2
Kapitel 3. Aufbau > Z-Achse
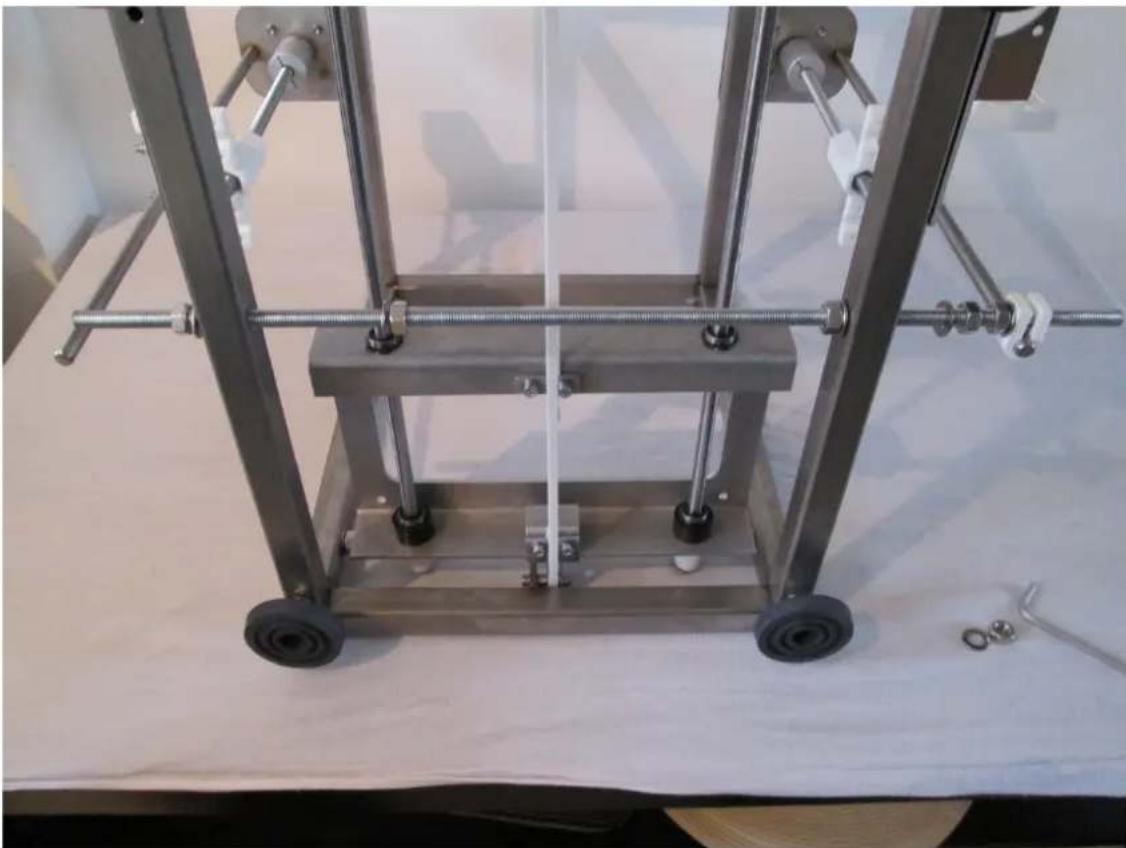
Abbildung 3.55. Montage Z-Achsen-Halterung Fixierung, Teil 3
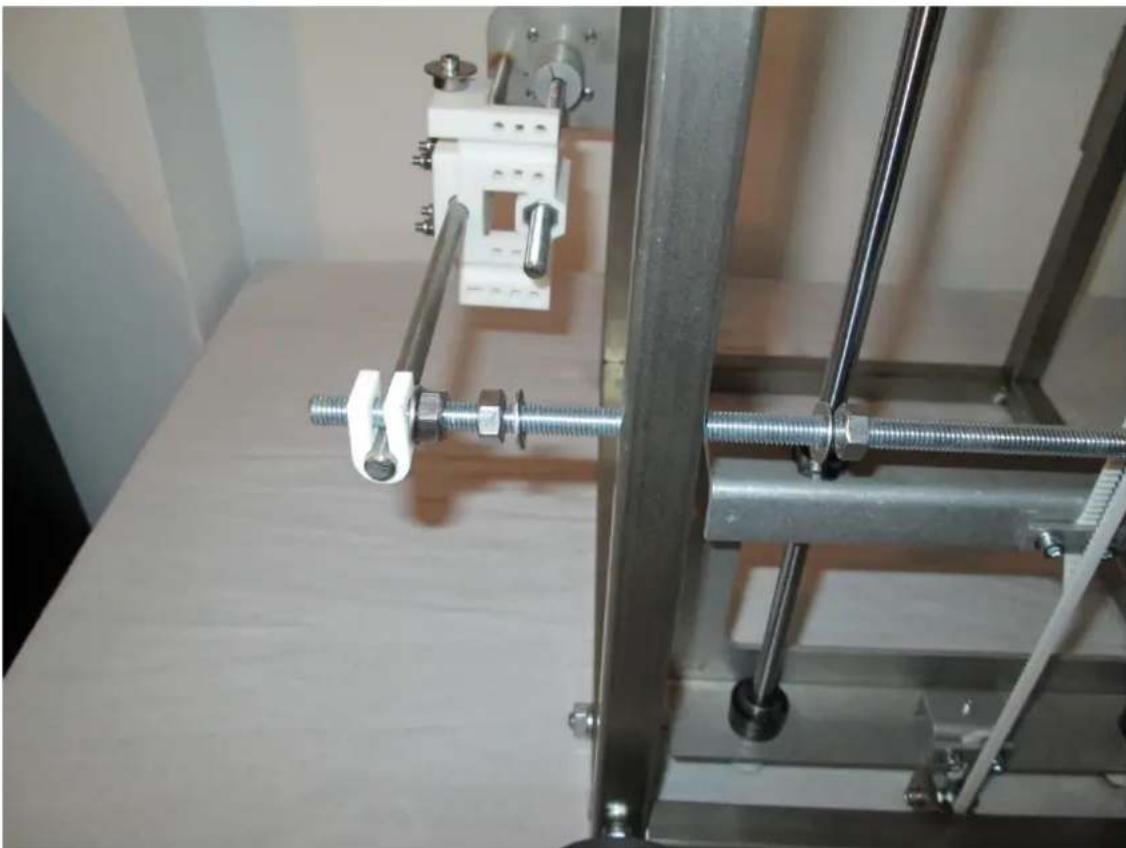
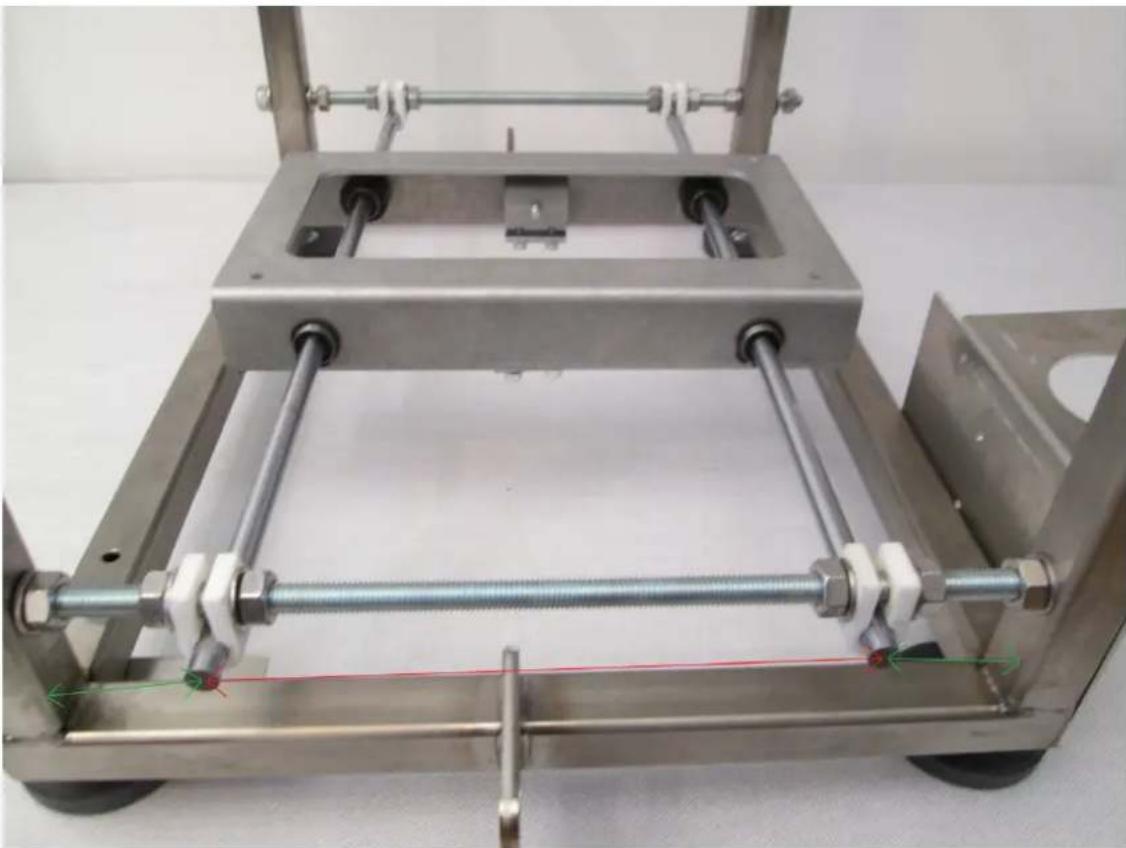
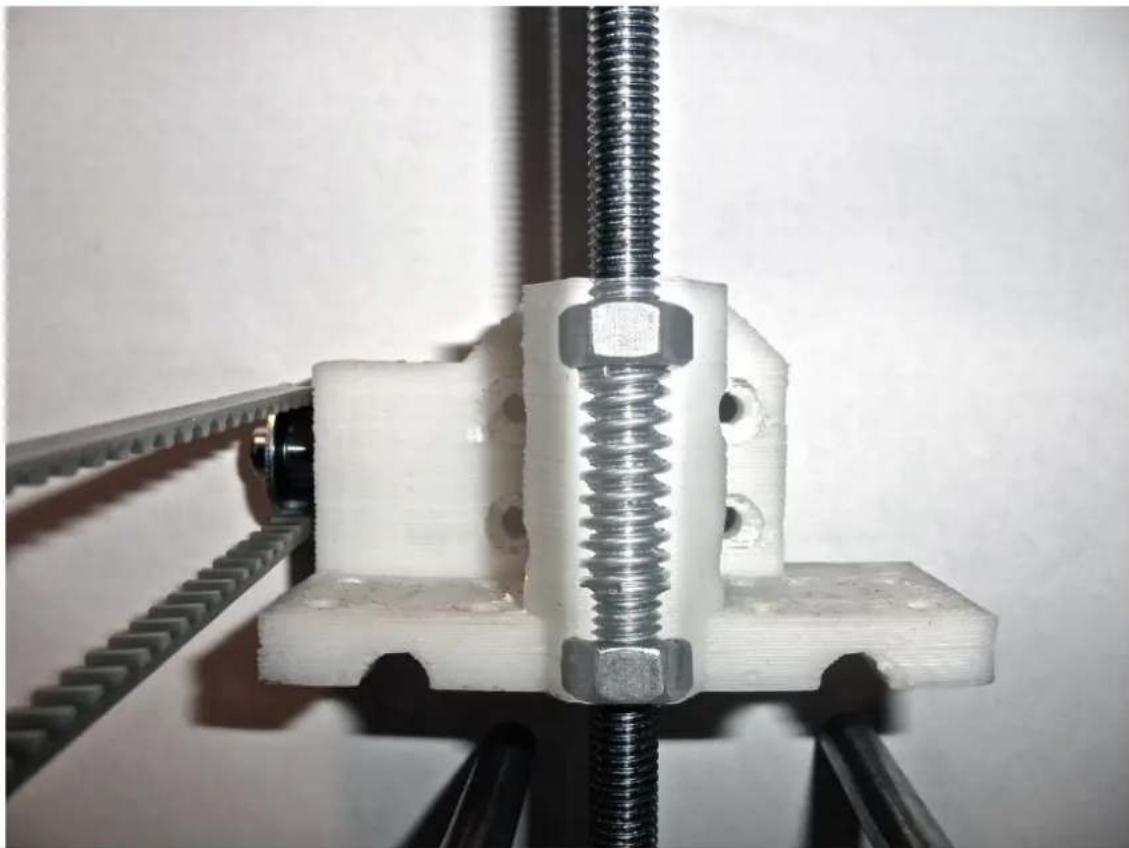
Abbildung 3.56. Montage Z-Achsen-Halterung Fixierung, Teil 4

Die Gewindestange wird so ausgerichtet, dass die Abstände auf beiden Seiten gleich sind. Es werden zu diesem Zeitpunkt nur die Muttern, die die Gewindestange mit dem Rahmen befestigen, festgezogen. Die 2 Bar Clamps und die neben diesen montierten 4 Muttern werden in diesem Schritt allerdings noch nicht festgezogen, sondern nur locker aufgeschraubt (obiges Bild zeigt den Endzustand NACH der X-Achsen Montage, bzw. Kalibrierung). Eine genaue Ausrichtung erfolgt im Abschnitt Kalibrierung.
3.7. X-Achse
3.7.1. X-Achsen Führungsstangen
Tabelle 3.16. Materialliste X-Achsen Führungsstangen (100270.9)
| 4x X-ShaftClamp [S. 32] 30x M4 Unterlegscheibe |
| 4x Linearlager, LM8UU 15x M4x25 Zylinderkopfschraube |
| 15x M4 selbstsichernde Mutter |
Tabelle 3.17. Materialliste X-Achsen Führungsstangen
2x Edelstahlstange, 430mm [S. 33]
Abbildung 3.57. X-Achsen Führungsstangen Materialübersicht 1
| German RepRap GmbH | Seite 73 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > X-Achse |
Abbildung 3.58. X-Achsen Führungsstangen Materialübersicht 2

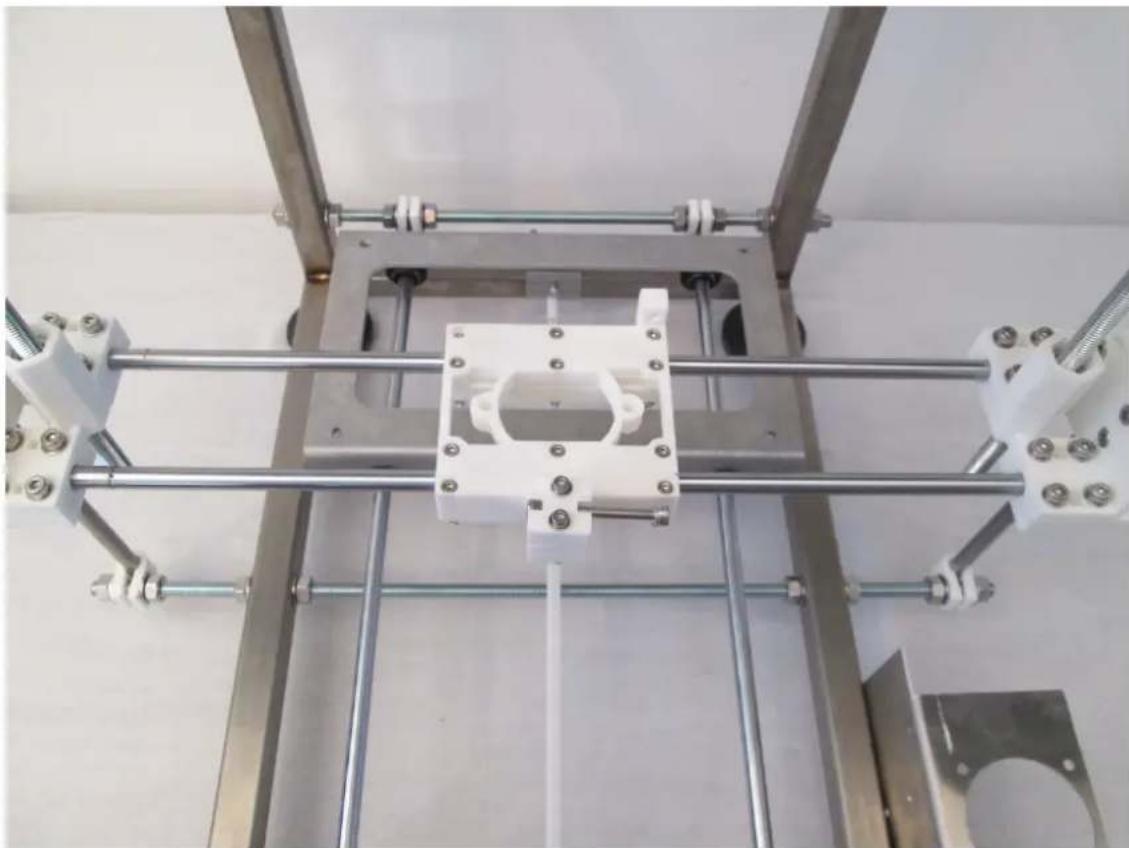
Zunächst werden auf jede Edelstahlstange zwei Linearlager aufgeschoben. Anschließend werden die 2 Edelstahlstangen zwischen den X-Motor Mount und 2 X-Shaft Clamps gesteckt. Diese Kunststoffteile werden mit 8 M4x25 Zylinderkopfschrauben, 16 M4 Unterlegscheiben und 8 M8 selbstsichernden Muttern, wie auf dem unten gezeigten Bild, fest verschraubt, sodass die Edelstahlstangen leicht nach außen ragen und fest eingeklemmt sind. Auf das andere Ende der Edelstahlstangen wird dann der X-Idler mit den verbleibenden 2 X-Shaft Clamps, 8 M4x25 Zylinderkopfschrauben, 16 M4 Unterlegscheiben und 8 M8 selbstsichernden Muttern montiert.
Abbildung 3.59. X-Achsen Führungsstangen Abschluss 1

Abbildung 3.60. X-Achsen Führungsstangen Abschluss 2

| German RepRap GmbH | Seite 75 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > X-Achse |
Abbildung 3.61. X-Achsen Führungsstangen Abschluss 3

Abbildung 3.62. X-Achsen Führungsstangen Abschluss 4

3.7.2. X-Achsen Schrittmotor
Tabelle 3.18. Materialliste X-Achsen Schrittmotor (100270.10)
4x M3 Unterlegscheibe 1x Pulley T2.5 mit Madenschraube
4x M3x14 Zylinderkopfschrauben
Tabelle 3.19. Materialliste X-Achsen Schrittmotor
1x Schrittmotor, NEMA 17
Abbildung 3.63. X-Achsen Schrittmotor Materialübersicht

Der Schrittmotor wird, wie im Bild "X-Achsen Schrittmotor Abschluss [S. 77]" gezeigt, an der Motorhalterung verschraubt und der Pully mit der Madenschraube fixiert. Auch hier ist der Aluminium-Pully optional. Bei dem Druckteil, muss zuvor eine M3 Flachmutter eingesetzt werden, um die Madenschraube einzusetzen.
| German RepRap GmbH | Seite 77 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > X-Achse |
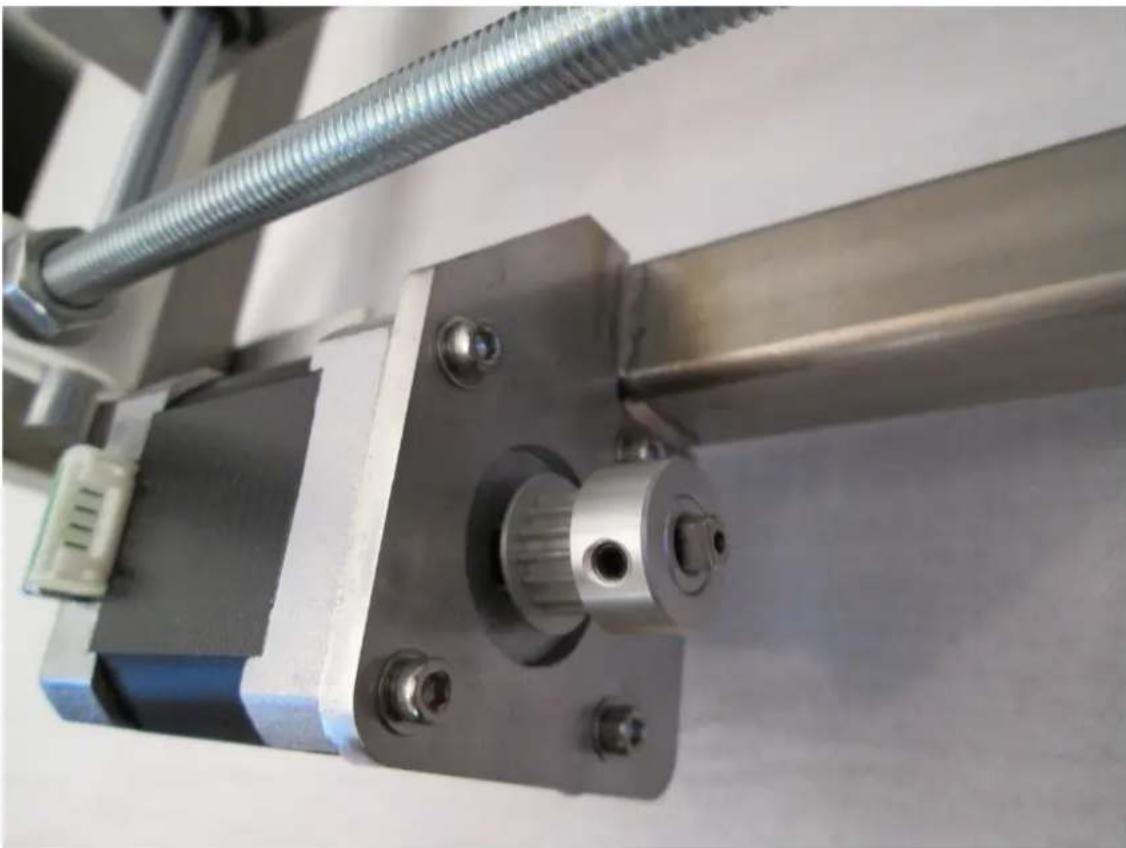
Abbildung 3.64. X-Achsen Schrittmotor Abschluss

Produktionsbedingt kann es bei den gedruckten Pullys, nach dem Festziehen der Madenschraube zu einer leichten Schiefstellung des Pullys kommen. Diese kann durch ein wenig Kapton-Band an der Motorstange abgestellt werden (Vergleich: Y-Achsen Schrittmotor [S. 50])
3.7.3. Zahnriemenführung
Tabelle 3.20. Materialliste Zahnriemenführung (100270.11)
| 1x M4x25 Zylinderkopfschraube 1x M4 selbstsichernde Mutter |
| 1x Unterlegscheibe, ∅20 3x M4 Unterlegscheibe |
| 1x Kugellager, 624-ZZ |
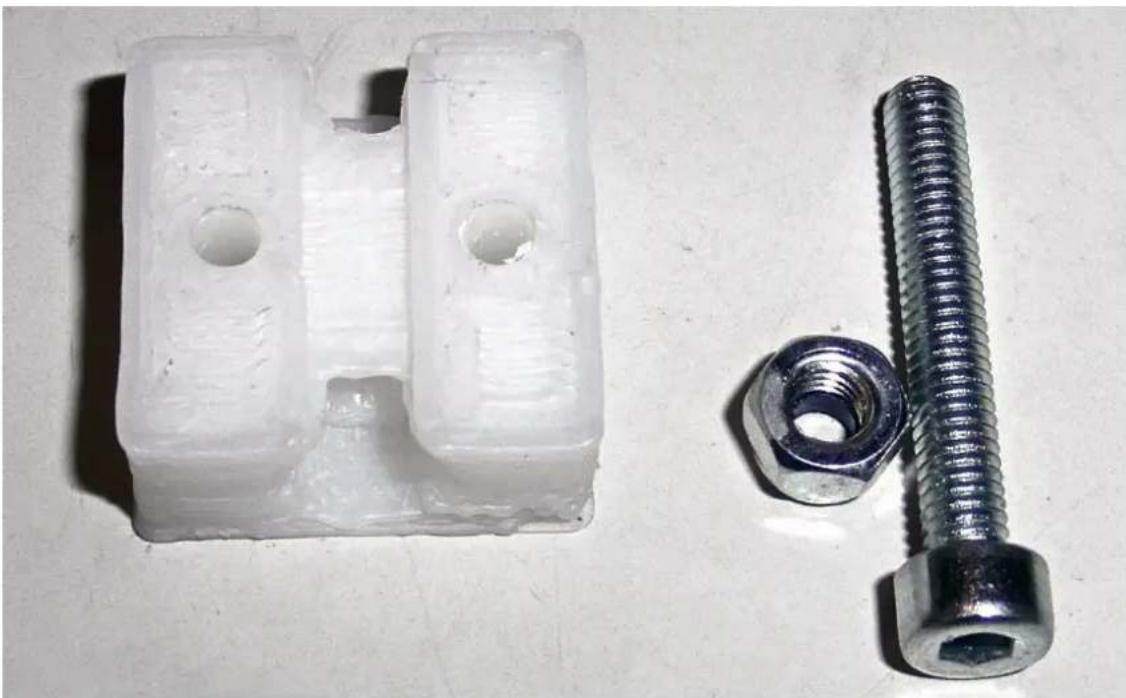
Abbildung 3.65. Zahnriemenführung Materialübersicht

Das Kugellager wird, wie im Bild "Zahnriemenführung Abschluss [S. 78]", an dem X-Idler montiert und von zwei Unterlegscheiben eingeschlossen. Nach der Montage muss sich das Kugellager noch leichtgängig bewegen können. Die große Unterlegscheibe verhindert dabei ein Abrutschen des Zahnriemens vom Kugellager.
Abbildung 3.66. Zahnriemenführung Abschluss

| German RepRap GmbH | Seite 79 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > X-Achse |
3.7.4. Zahnriemenspanner
Tabelle 3.21. Materialliste Zahnriemenspanner (100270.12)
1x X-CarriageBeltClamp [S. 28] 1x M4x40 Zylinderkopfschraube
1x M4 selbstsichernde Mutter
Abbildung 3.67. Zahnriemenspanner Materialübersicht
Die X-CarriageBeltClamp muss so angepasst werden, dass sich die Mutter auf der einen und der Schraubenkopf auf der anderen Seite, wie im Bild "Zahnriemenspanner Abschluss [S. 80]" gezeigt, versenken lassen. Damit kann der Zahnriemen später gespannt werden.
Abbildung 3.68. Zahnriemenspanner Abschluss

3.7.5. Zahnriemenspanner am Schlitten
Tabelle 3.22. Materialliste Zahnriemenspanner am Schlitten (100270.13)
| 1x X-CarriageBeltClamp (vormontiert) 1x X-Carriage [S. 28] |
| 2x M3x30 Zylinderkopfschraube 4x M3 Unterlegscheibe |
| 2x M3 selbstsichernde Mutter |
| German RepRap GmbH | Seite 81 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > X-Achse |
Abbildung 3.69. Materialübersicht Zahnriemenspanner am Schlitten
Die vormontierte X-CarriageBeltClamp wird auf den X-Carriage montiert. Hierbei muss die Zahnriemenführung außerhalb liegen, um den Zahnriemen, wie im Bild "X-Achsen Schlitten Detail [S. 82]" gezeigt, spannen zu können. Um später den Zahnriemen einführen zu können, sollten die Schrauben nur soweit angezogen werden, dass die X-CarriageBeltClamp nicht runter fallen kann.
Abbildung 3.70. Zahnriemenspanner am Schlitten Abschluss

Abbildung 3.71. X-Achsen Schlitten Detail
Gegebenenfalls muss ein kleines Plastik- oder Holzteil zwischen den X-CarriageBeltClamp und den Riemen gesteckt werden, um diesen richtig einspannen zu können. Alternativ kann der Riemen wie auf der Abbildung gezeigt ist, dreimal übereinander gelegt werden.
3.7.6. X-Achsen Schlitten
Tabelle 3.23. Materialliste X-Achsen Schlitten (100270.14)
12x M3 Unterlegscheibe 2x X-CarriageClamp [S. 29]
12x M3x25 Zylinderkopfschraube 12x M3 selbstsichernde Mutter
Tabelle 3.24. Materialliste X-Achsen Schlitten
1x X-Carriage (vormontiert)
| German RepRap GmbH | Seite 83 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > X-Achse |
Abbildung 3.72. X-Achsen Schlitten Materialübersicht
Die Zylinderkopfschraube werden in dem X-Carriage versenkt und mit dem X-CarriageClamp verschraubt. Dabei müssen sich die Linearlager natürlich dazwischen befinden.
Abbildung 3.73. X-Achsen Schlitten Abschluss (Teil 1)

Abbildung 3.74. X-Achsen Schlitten Abschluss (Teil 2)

Abbildung 3.75. X-Achsen Schlitten Abschluss (Teil 3)
3.7.7. X-Achsen Zahnriemen
Tabelle 3.25. Materialliste X-Achsen Zahnriemen (100270.15)
1x Zahnriemen 1080 mm
| German RepRap GmbH | Seite 86 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > X-Achse |
Abbildung 3.76. Materialübersicht X-Achsen Zahnriemen

Der 1080mm Zahnriemen ist der längere, der beiden im Bausatz enthalten Zahnriemen. Anschließend wird der Zahnriemen über den Pully und das Kugellager der X-Achse gelegt, und möglichst straff gezogen. Das Schraubenende schließt dabei noch bündig mit der Mutter ab. Der straff gezogene Zahnriemen wird mit dem X-CarriageBeltClamp eingeklemmt und anschließend mit der Schraube stramm gespannt.
| German RepRap GmbH | Seite 87 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
Abbildung 3.77. X-Achsen Zahnriemen Abschluss
3.7.8. X-Achsen Abschluss: Z-Achsen Kalibrierung
Nun können die Bar Clamps, die mit der Z-Achsen-Halterung verbunden sind ausgerichtet, bzw. feinjustiert werden. Wichtig hierbei ist, dass die der X-Motor Mount und der X-Idler durch gleichläufiges Drehen der Kupplungen leicht auf und ab bewegen lassen.
3.8. Überischt: Thermalbarrieren & Düsen
Es gibt insgesamt sechs verschiedene Hotendkombinationen mit drei verschiedenen Düsenausgangslöchern. Für die richtige Auswahl der eigenen Düse ist es notwendig sich vorab klar zu machen welches Material verarbeitet werden soll. Materialspulen gibt es mit einem Durchmesser von 1.75mm und 3mm aufgewickeltem Kunststoffs zu erwerben.
| German RepRap GmbH | Seite 88 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
Tabelle 3.26. Düsen für 3mm Material
| Düsenöffnungen in mm Erfahrungslevel |
| 0.5 anfänger |
| 0.4 fortgeschritten |
| 0.3 fortgeschritten |
Tabelle 3.27. Düsen für 1.75mm Material
| Düsenöffnungen in mm Erfahrungslevel |
| 0.5 fortgeschritten |
| 0.4 erfahren |
| 0.3 erfahren |
Bsp.: Sie möchten mit 3mm Kunstoffrollen arbeiten und bringen bisher keine Erfahrungen im Umgang mit 3D Druckern mit. Es besteht die Möglichkeit eine 3mm Düse mit einer Düsenöffnung von 0.5mm/0.4mm oder 0.3mm zu erwerben. Da der Schwierigkeitsgrad und die Druckzeit mit kleiner werdender Düsenöffnung zunimmt sollte am Anfang mit einer 0.5mm Düse für 3mm Material begonnen werden. Die Düse wird im späteren Aufbau in eine Thermalbarriere mit einer PTFE Fütterung gesteckt.
Es gibt 3mm und 1.75mm Thermalbarrieren.
Bsp.: Sie besitzen bereits eine 0.5mm/3mm Düse und möchten in Zukunft aber Filament mit einem Durchmesser von 1.75mm verarbeiten und wollen sich dafür eine 0.4mm/1.75mm Düse besorgen, dann brauchen Sie auch eine neue Thermalbarriere 1.75, da die bisher verwendete Thermalbarriere für 3mm ausgelegt ist.
Kapitel 3. Aufbau > Überischt: Thermalbarrieren & Düsen
Abbildung 3.78. Düsenübersicht

Kapitel 3. Aufbau > Überischt: Thermalbarrieren & Düsen
Abbildung 3.80. Thermalbarriere 3.0mm

Die linke Thermalbarriere ist für 1.75mm Filament und die rechte für 3mm Filament.
Abbildung 3.81. PTFE-Fütterungen Übersicht

Der linke PTFE Schlauch ist für das 1.75mm Hotend und der rechte PTFE Schlauch ist für das 3mm Hotend.
3.9. Hot-End Montage
Tabelle 3.28. Materialliste Modular-Hot-End 1,75mm (100221)
| 1x PEEK-Thermalbarriere (am Extruder befestigt) 1x PTFE-Fütterung |
| 1x Messingdüse 1x Düsenhaltemutter |
| 1x Thermistor 1x Heizpatrone (HP) |
| 1x Silikonschlauch 0.4mm, 8cm |
Der Zusammenbau des 1.75mm Hot-Ends erfolgt nach dem gleichen Prinzip wie der Zusammenbau des 3mm Hot-Ends.
Tabelle 3.29. Materialliste Modular-Hot-End 3mm (100220)
| 1x PEEK-Thermalbarriere (am Extruder befestigt) 1x PTFE-Fütterung |
| 1x Messingdüse 1x Düsenhaltemutter |
| 1x Thermistor 1x Heizpatrone (HP) |
| Silikonschlauch für Thermistor 0.4mm |
Tabelle 3.30. Materiallistenzubehör bei Verwendung eines Heizwiderstands anstelle der Heizaptrone
| 1x Heizwiderstand (HW) 1x Silikonschlauch 0.6mm |
| German RepRap GmbH | Seite 92 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Hot-End Montage |
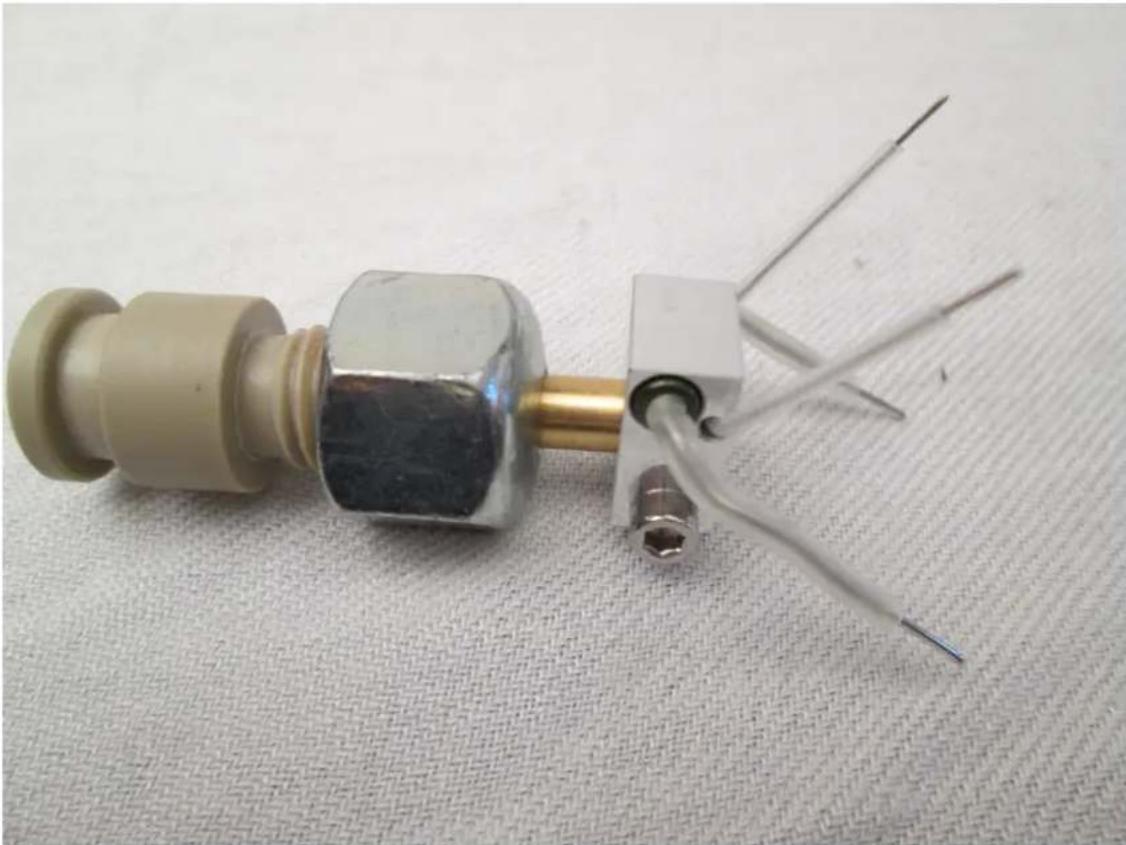
Abbildung 3.82. Hot-End Materialübersicht
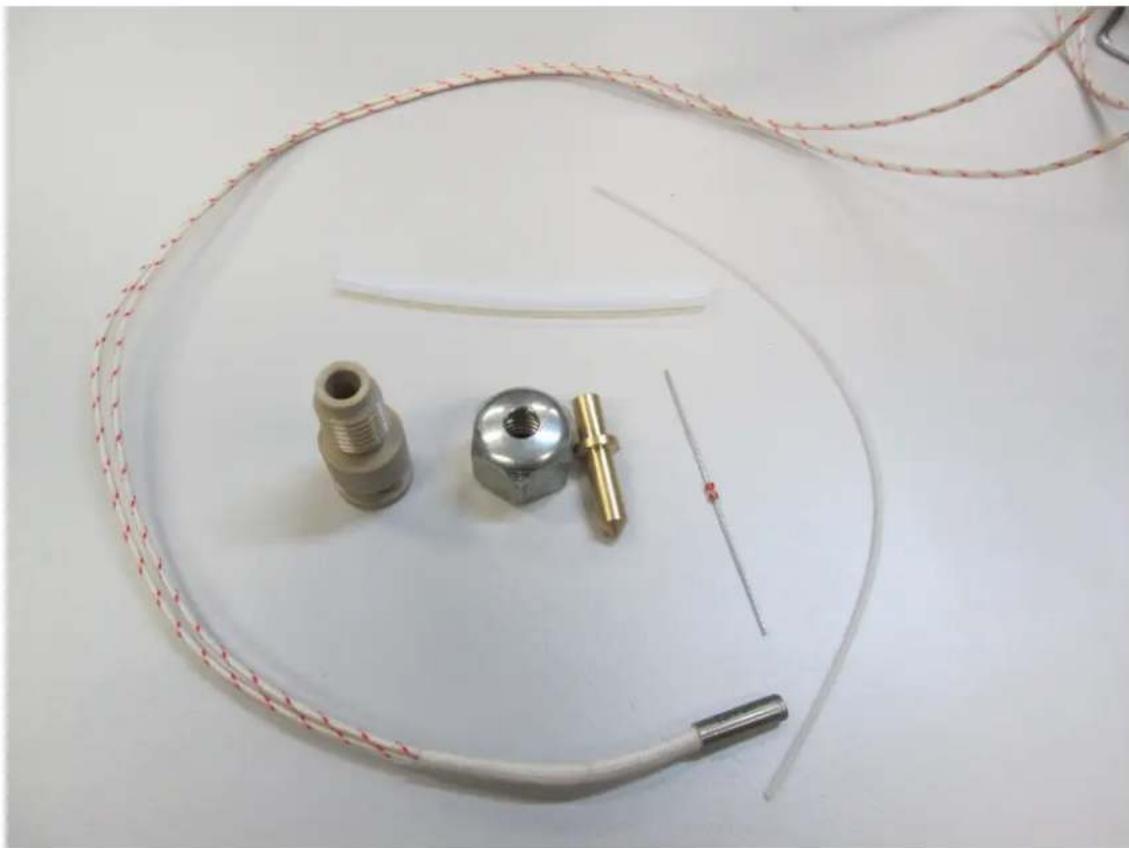
Es folgt nun die Montage des Hot-Ends.
Abbildung 3.83. Hot-End PTFE Fütterung

Hierzu wird zunächst die PTFE-Fütterung in die vorgefertigte PEEK-Thermalbarriere eingeschoben. Die PTFE-Fütterung muss soweit gekürzt werden, dass die Messingdüse in die PEEK-Thermalbarriere eingeführt werden kann und der Haltering einen Abstand von ca. „1mm“ zur PEEK-Thermalbarriere hat. Die PEEK-Thermalbarriere dient als Hitzeschutz zwischen Hot-End und den restlichen Bauteilen. An die optimale Länge sollte man sich langsam annähern. Die PTFE-Fütterung erlaubt dabei ein sehr widerstandsarmes Gleiten des Drahtes in die Messingdüse. (Siehe Bild "Hot-End PTFE Fütterung" [S. 92] und "Detailansicht Düsenhaltemutter [S. 93]")
Abbildung 3.84. Hot-End Düsenhaltemutter

Diese Konstellation wird mit der Düsenhaltemutter fest verschraubt.
Abbildung 3.85. Hot-End Düsenhaltemutter montiert

Der Heizblock dient als Unterbringung für den Heizwiderstand, sowie den Temperatursensor, als auch zur gleichmäßigen Wärmeverteilung. Er wird später mit einer Schraube fest mit der Messingdüse verschraubt. (Siehe Bild "Hot-End Heizblock Übersicht" [S. 94])
| German RepRap GmbH | Seite 94 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Hot-End Montage |
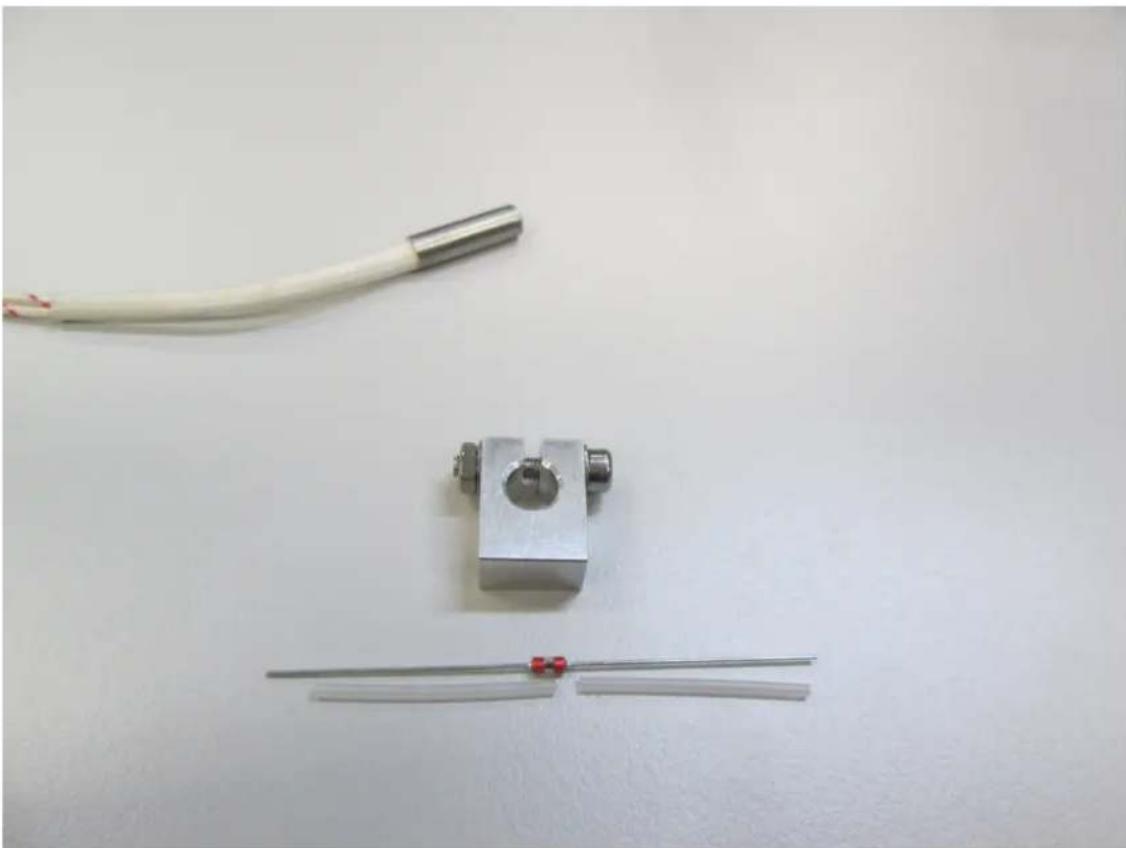
Abbildung 3.86. Hot-End Heizblock Übersicht

| 1x Heizblock 2x Unterlegscheibe M3 |
| 1x Mutter M3 1x M3x14 Zylinderkopfschraube |
Der Temperatursensor wird mit einer Lage 6mm breitem Kaptonband umwickelt und in die kleinere der beiden Bohrungen im Heizblock gesteckt. Die Heizpatrone wird in die andere Bohrung gesteckt. Ggf. wird auch diese mit einer Lage 6mm Kaptonband umwickelt.
| German RepRap GmbH | Seite 95 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Hot-End Montage |
Abbildung 3.87. Hot-End Heizblock Elektronik (HP)
| German RepRap GmbH | Seite 96 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Hot-End Montage |
Abbildung 3.88. Hot-End Heizblock Elektronik (HW)
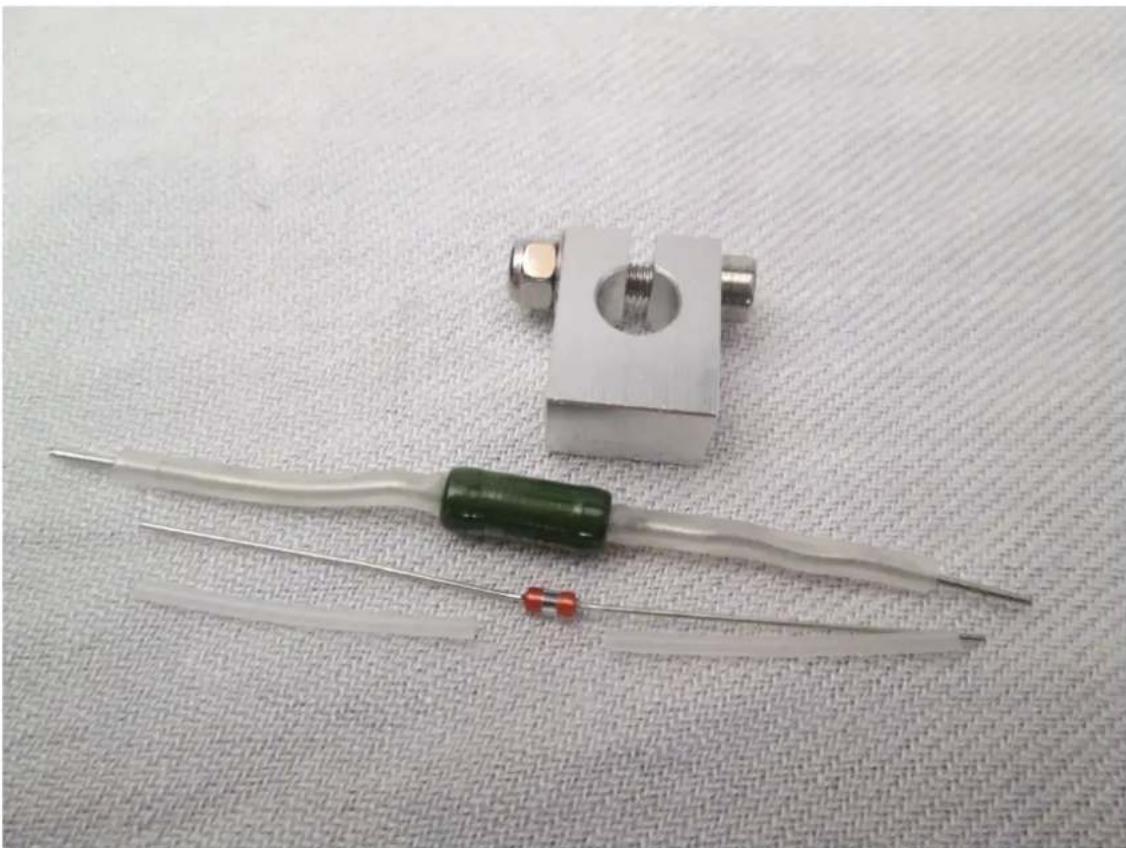
Der Silikonschlauch wird ganz an die Widerstandskörper geschoben, so dass die blanke Anschlussleitung den Heizblock nicht berühren kann.
Abbildung 3.89. Hot-End Heizblock Abschluss (HP)

Alle Drahtenden müssen richtig mit Schrumpfschlauch isoliert werden. Der offene Draht darf nicht den Heizblock berühren.
Der vormontierte Heizblock kann nun an das untere Ende der Messingdüse geschraubt werden (Siehe Bild "Hot-End Abschluss" [S. 99]).
Abbildung 3.90. Hot-End Heizblock Abschluss (HW)
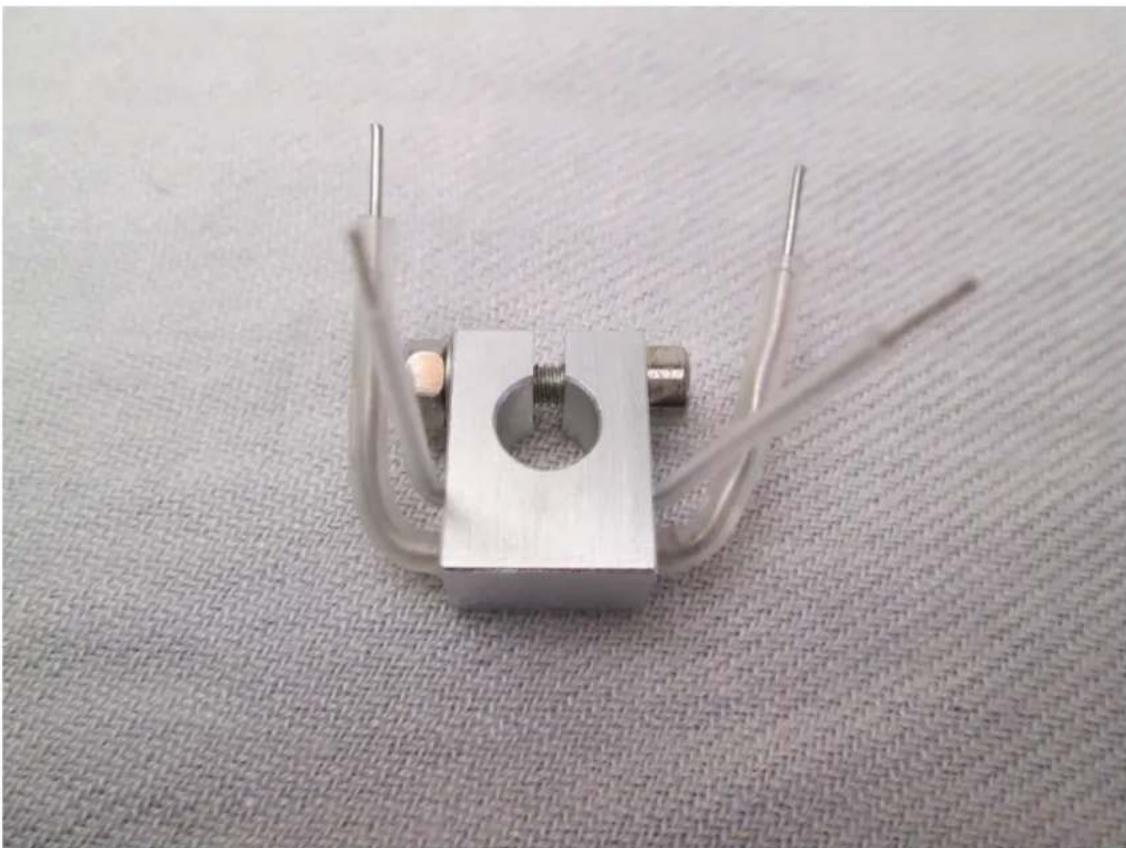
Nachdem die Silikonschläuche die Anschlussdrähte isolieren werden der Thermistor und der Heizwiderstand in die Bohrungen geschoben.
Abbildung 3.91. Hot-End Abschluss (HP)

Für den Dual-Extruder wird zusätzlich ein zweites Hot-End benötigt.
| German RepRap GmbH | Seite 100 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.92. Hot-End Abschluss (HW)
Der Heizblock sollte bündig mit dem Kegelbegin(unterster Bereich der Düse) abschließen. Der Thermistor(Widerstand mit dem kleineren Durchmesser) sollte, wie in der oben dargestellten Abbildung gezeigt ist, näher als der Heizwiderstand, an der Düsenöffnung montiert werden.
3.10. Der Extruder
Der PRotos wird in der Basisausstattung mit einem Direct-Drive-Extruder ausgeliefert. Zusätzlich dazu besteht die Möglichkeit ihn mit einem zweiten Extruder zu erweitern.
In dieser Anleitung werden drei verschiedene Möglichkeiten dargestellt:
- Direct-Drive-Extruder Single [S. 101]
- Upgrade-Kit Direct-Drive-Extruder Dual [S. 118]
- Direct-Drive-2-Extruder-Single
Das Upgrade-Kit beschreibt den Zustand, dass zunächst der DD-Extruder Single montiert wurde und jetzt mit einem Upgrade-Kit auf den DD-Extruder Dual erweitert werden soll.
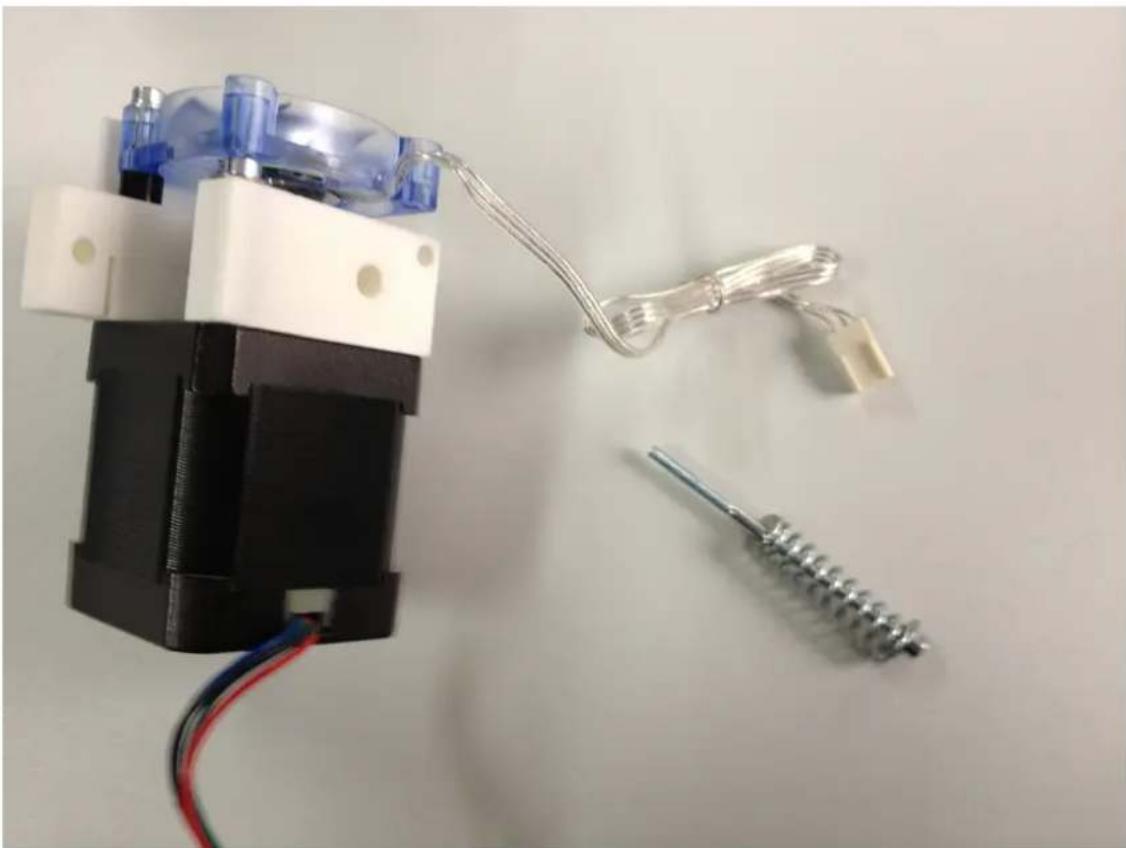
3.10.1. DD-Extruder Single (Direct-Drive)
Abbildung 3.93. DD-Extruder Single
In neueren Versionen sieht die Feder aus obigem Bild so aus, wie die auf Bild 2.8.1.87.
Tabelle 3.32. Materialliste DD-Extruder Single (100012)
| 1x Schrittmotor, NEMA 17 1x M3 Madenschraube |
| 1x Filamentschraube, Direct-Drive 1x Extruder Gegenlager, Direct-Drive [S. 24] |
| 1x Kugellager 624-ZZ 1x Distanzhülse, 20mm |
| 2x Hülse, 5mm 1x Grundplatte-Lüfter [S. 25] |
| 1x Grundplatte-Schrittmotor [S. 26] 1x PEEK-Thermalbarriere |
| 1x Druckfeder 1x Extruder-Lüfter |
| 1x M3x25 Zylinderkopfschraube 2x M3x40 Zylinderkopfschraube |
| 1x M3x60 Zylinderkopfschraube 1x M4x12 Zylinderkopfschraube |
| 4x M3 Unterlegscheibe 3x M3 Unterlegscheibe, großer AD |
| 1x M3 selbstsichernde Mutter |
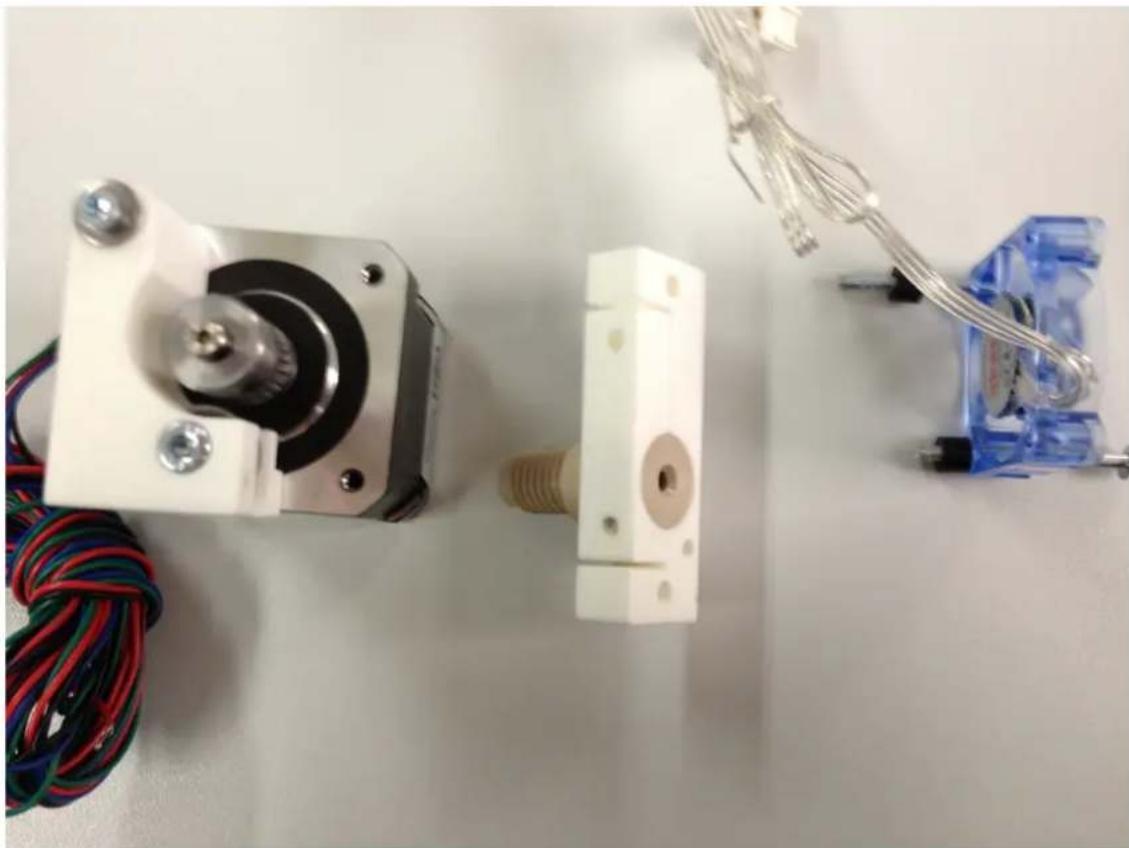
Abbildung 3.94. DD-Extruder Single Materialübersicht

Zusammenbau Gegenlager
| German RepRap GmbH | Seite 103 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.95. Gegenlager Materialübersicht

text_image
1 x M4x12 Schraube 1 x Kugellager 624-ZZDas Kugellager wird in die Aussparung im Gegenlager gelegt und mit der Zylinderkopfschraube fixiert. Die Zylinderkopfschraube benötigt dabei keine Mutter.
Abbildung 3.96. Gegenlager Abschluss

| German RepRap GmbH | Seite 104 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Halterung Gegenlager
Abbildung 3.97. Halterung Gegenlager Übersicht

Abbildung 3.98. Halterung Gegenlager Detail Hülse

Die Zylinderkopfschraube wird mit den Unterlegscheiben bestückt und in die Distanzhülse geschoben. Damit wird das Gegenlager direkt, wie auf dem Bild "Abschluss" gezeigt, an den Schrittmotor geschraubt.
| German RepRap GmbH | Seite 105 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.99. Halterung Gegenlager Abschluss
| German RepRap GmbH | Seite 106 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
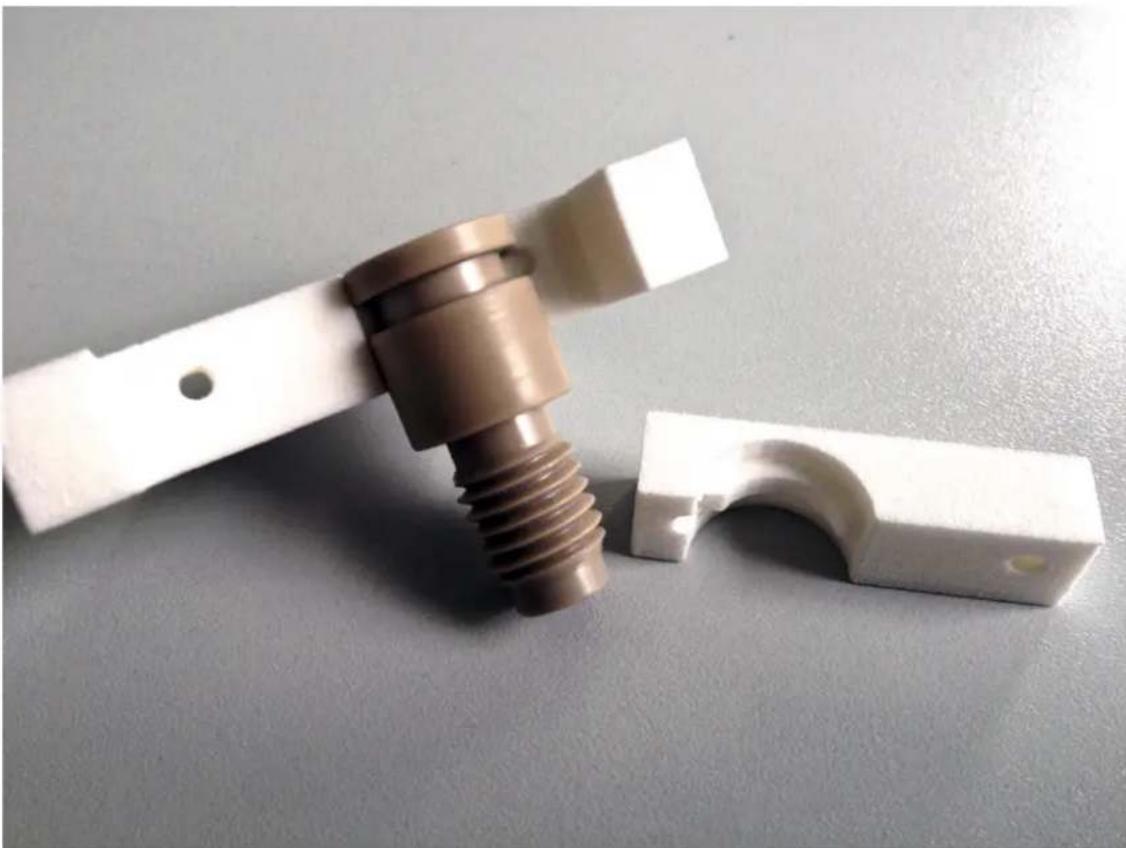
Abbildung 3.100. Filamentschraube Details

Die Filamentschraube wird auf die Achse des Schrittmotors geschoben und mit der Madenschraube fixiert. Dabei sollte ein kleiner Abstand zum Motor gelassen werden, damit ein freies Drehen nicht behindert wird (siehe Bild "Abschluss).
Abbildung 3.101. Filamentschraube Abschluss

text_image
German RepRap GmbH Entwicklung & Vertrieb von 3D-Drucksystemen German RepRap GmbH Kapellenstr. 8 85622 Feldkirchen Germany Tel: +49 (0)89 32606052 Fax: +49 (0) 89 20350939 info@german www.goZusammenbau Extruder-Grundplatte
| German RepRap GmbH | Seite 108 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
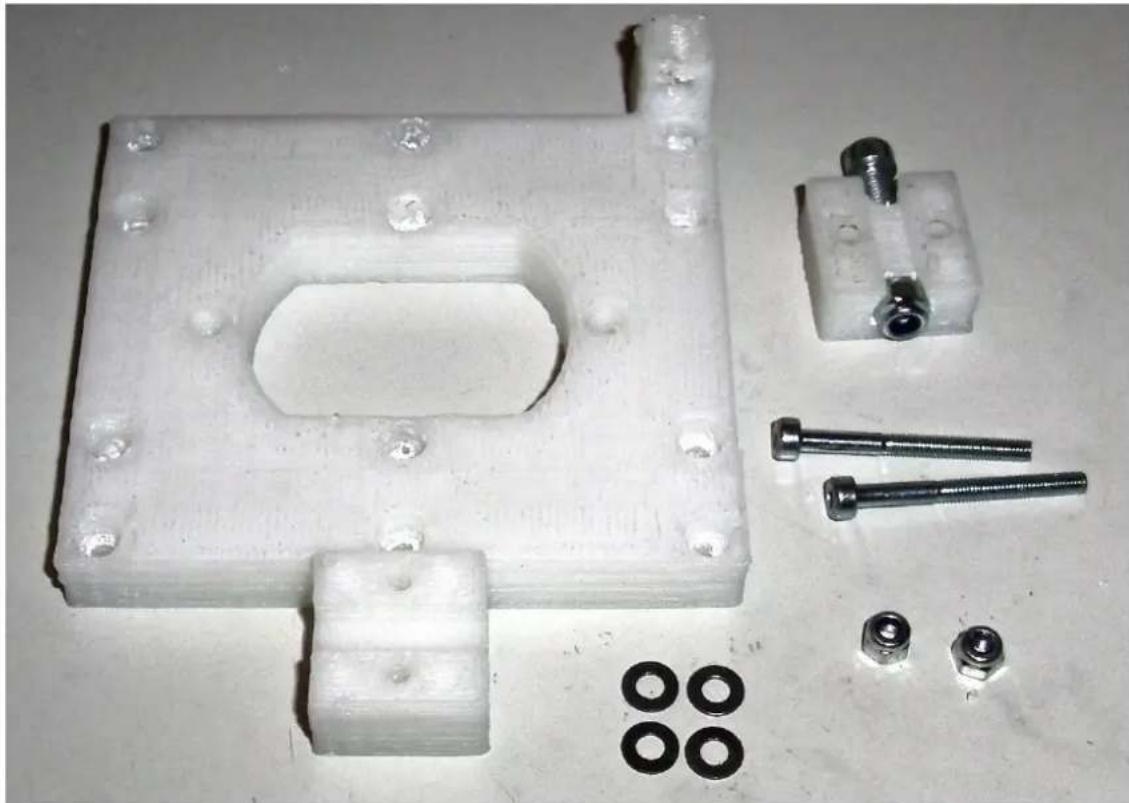
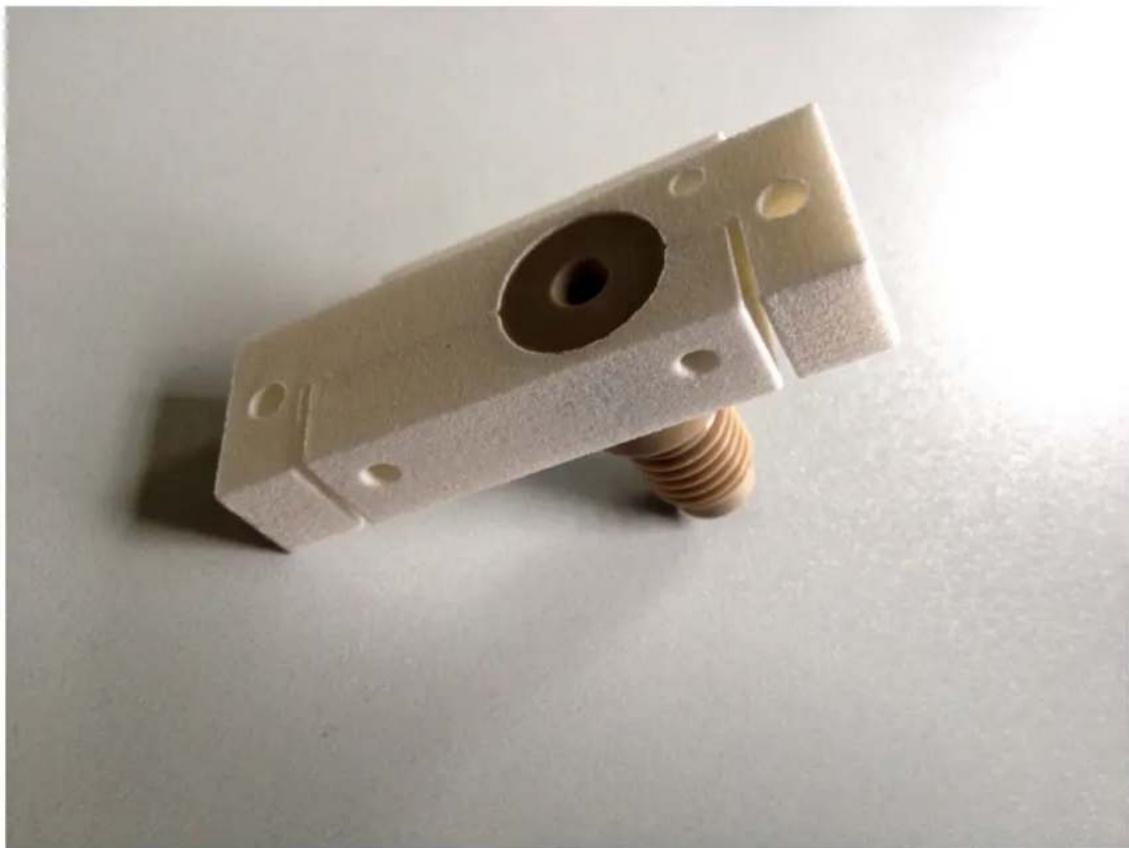
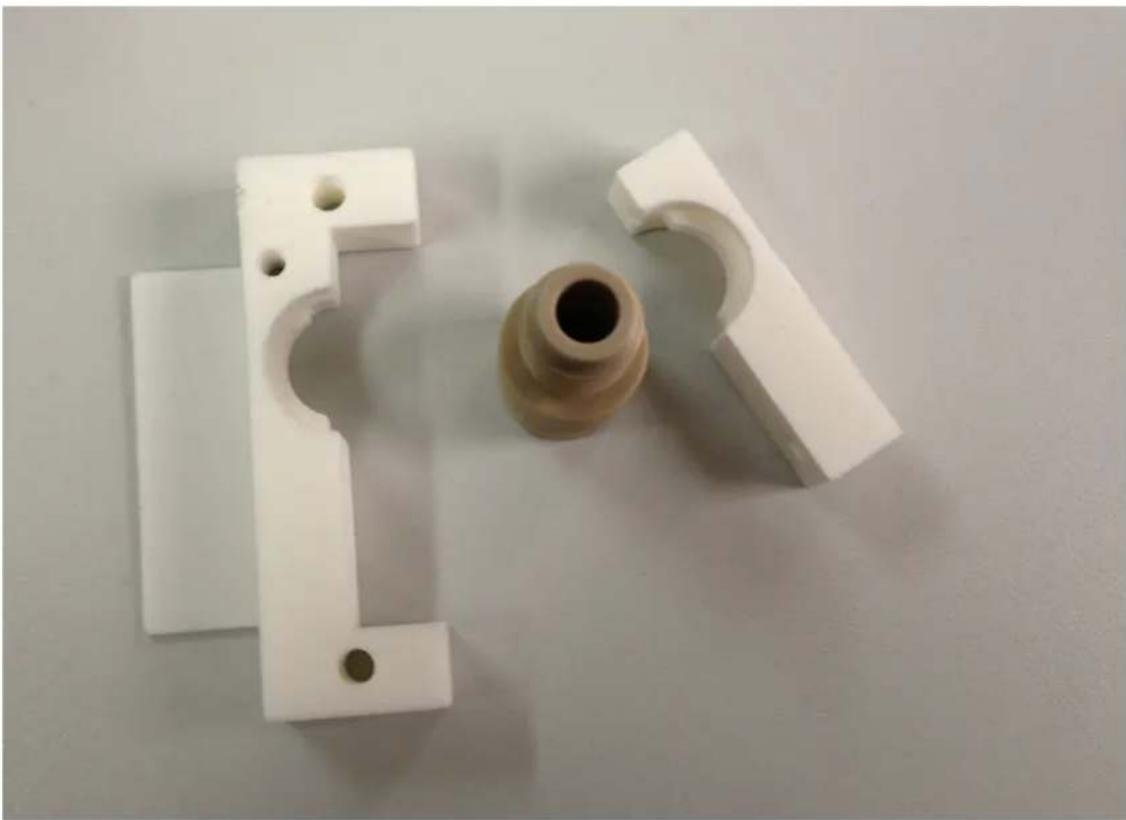
Abbildung 3.102. Extruder-Grundplatte Übersicht
Die Thermalbarriere wird von den den Grundplattenteilen eingeschlossen, wobei die dünne Fläche wie im Bild "Abschluss gezeigt auf der Seite der Thermalbarriere liegen muss.
| German RepRap GmbH | Seite 109 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
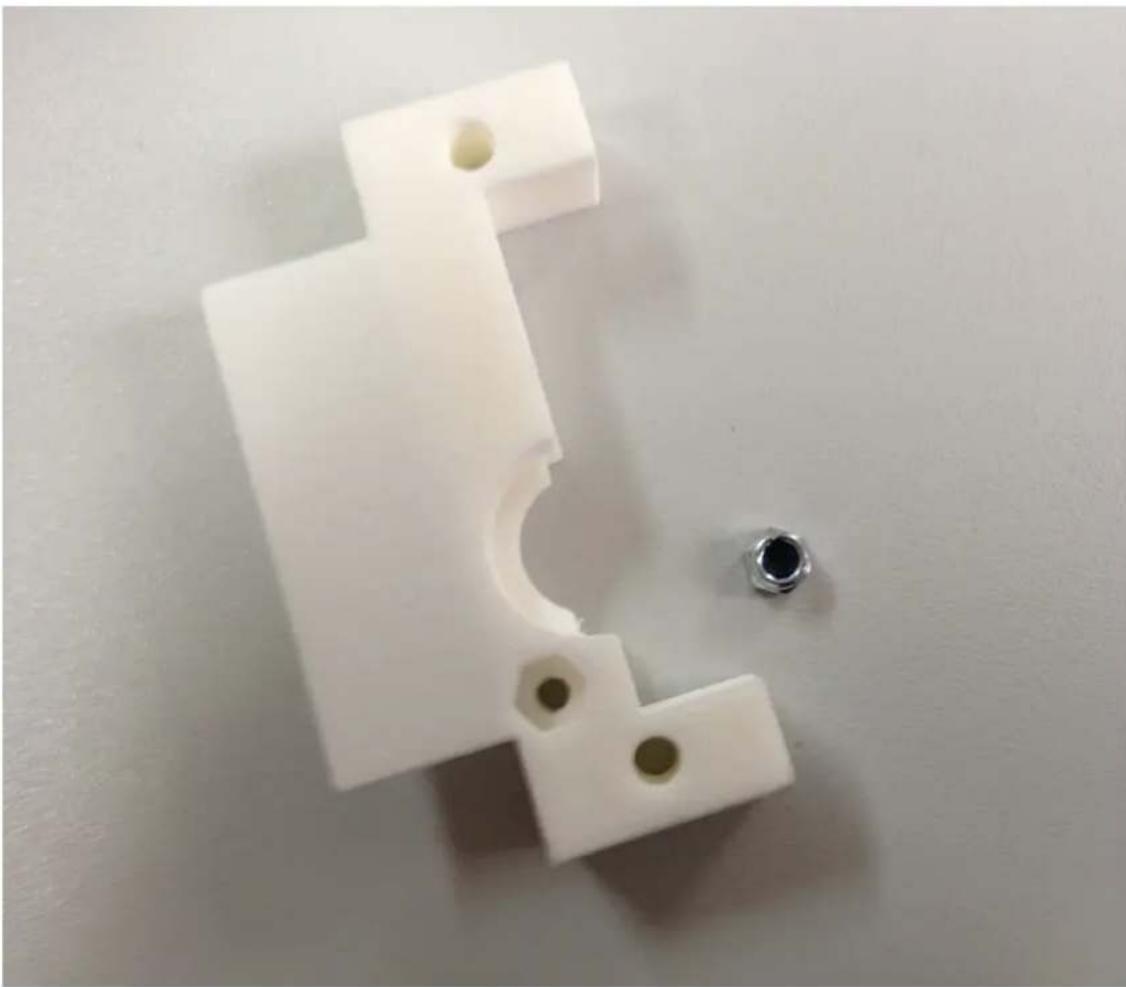
Abbildung 3.103. Extruder-Grundplatte Details
Die Mutter wird in die dafür vorgesehen Aussparung in der Grundplatte-Lüfter eingelegt.
| German RepRap GmbH | Seite 110 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.104. Extruder-Grundplatte Abschluss
| German RepRap GmbH | Seite 111 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
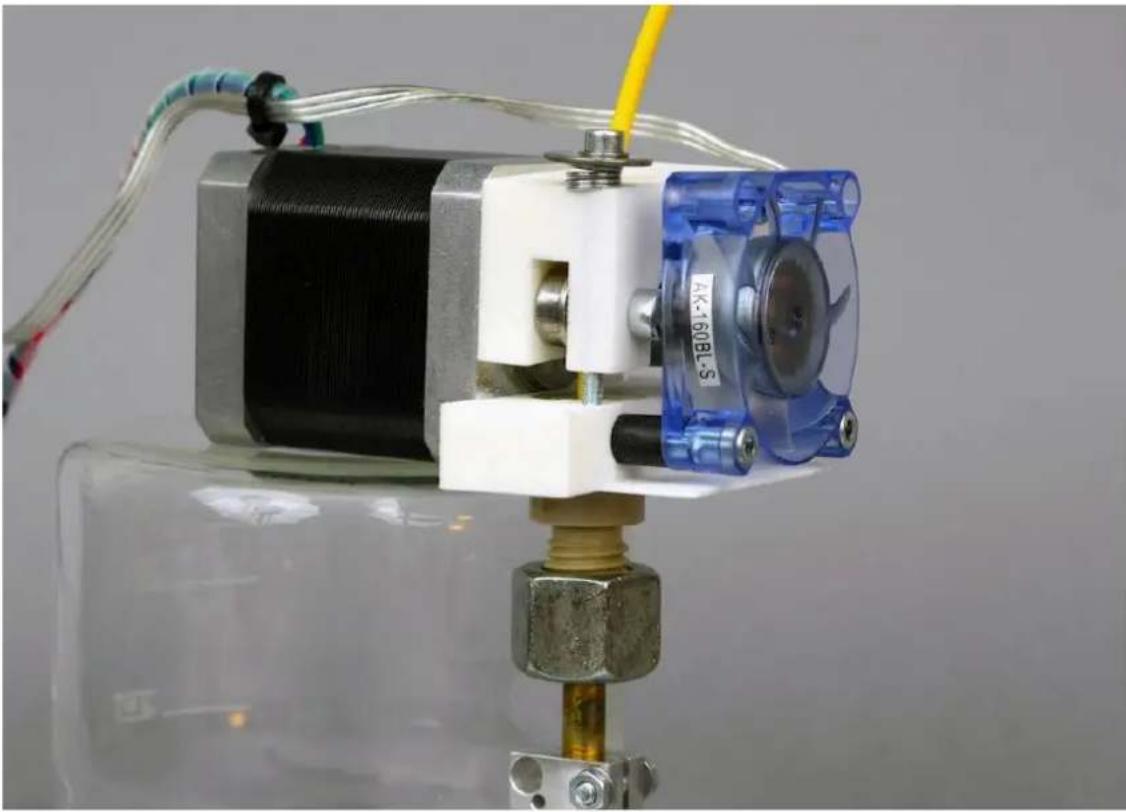
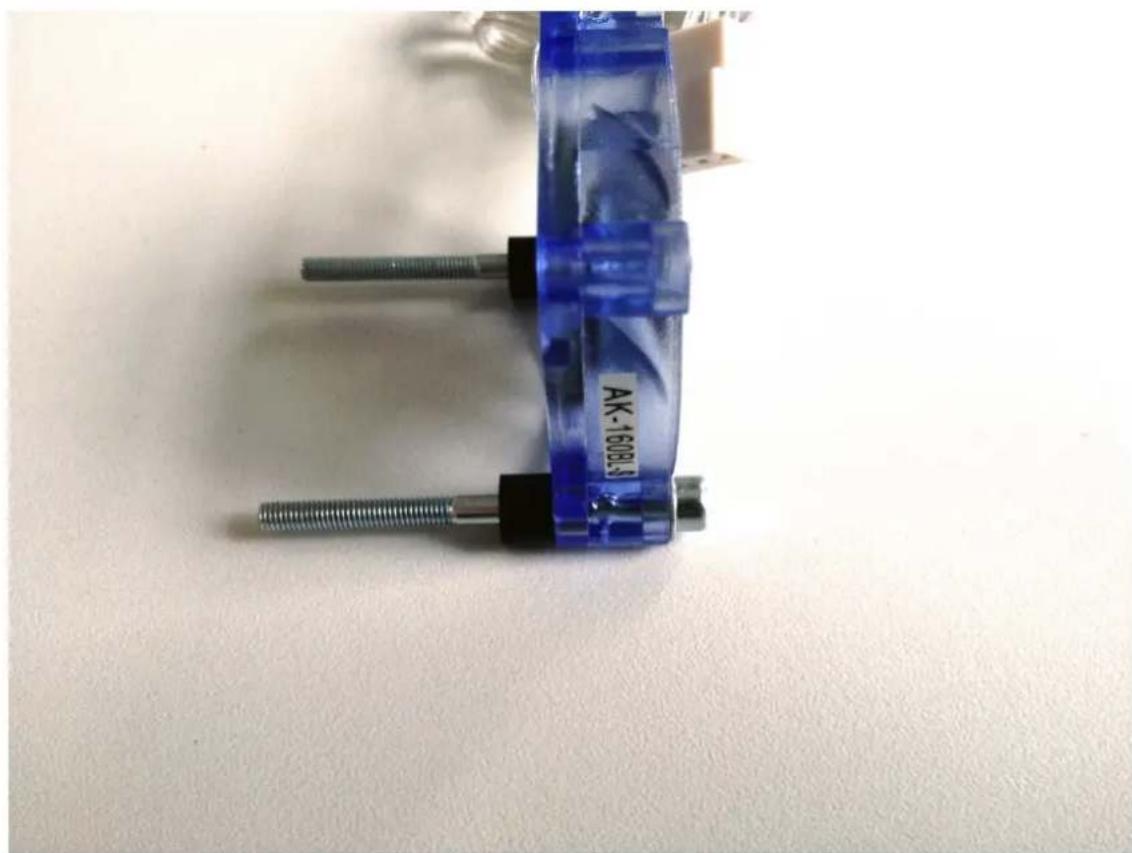
Abbildung 3.105. Extruder-Lüfter Übersicht

Die Zylinderkopfschrauben werden mit Unterlegscheiben bestückt und in zwei, auf einer Seite liegenden, Löcher gesteckt. Dabei müssen sich die Gewinde der Schrauben auf der Seite mit dem Sticker befinden, damit der Lüfter in Richtung Filament bläst. Anschließend werden auf die Schrauben noch die Hülsen aufgeschoben.
| German RepRap GmbH | Seite 112 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.106. Extruder-Lüfter Abschluss
Montage Extruder-Lüfter
| German RepRap GmbH | Seite 113 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
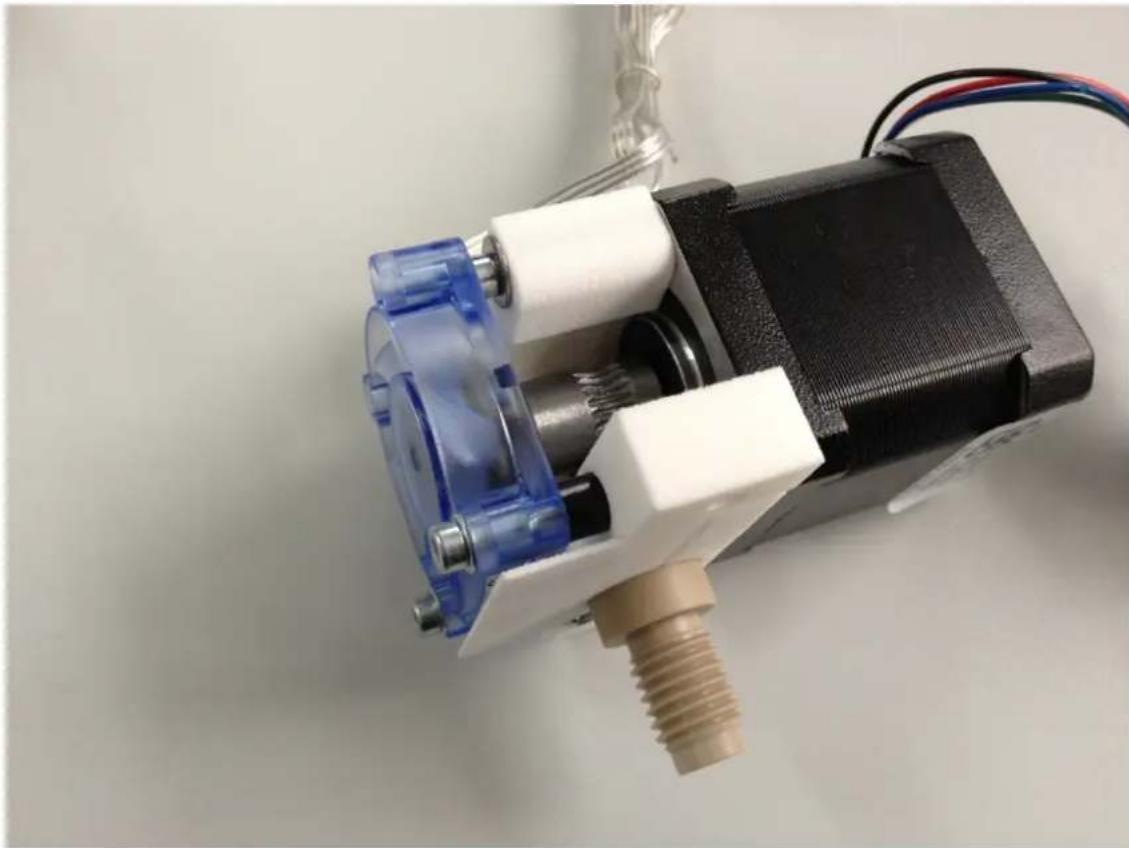
Abbildung 3.107. Extruder-Lüfter Übersicht
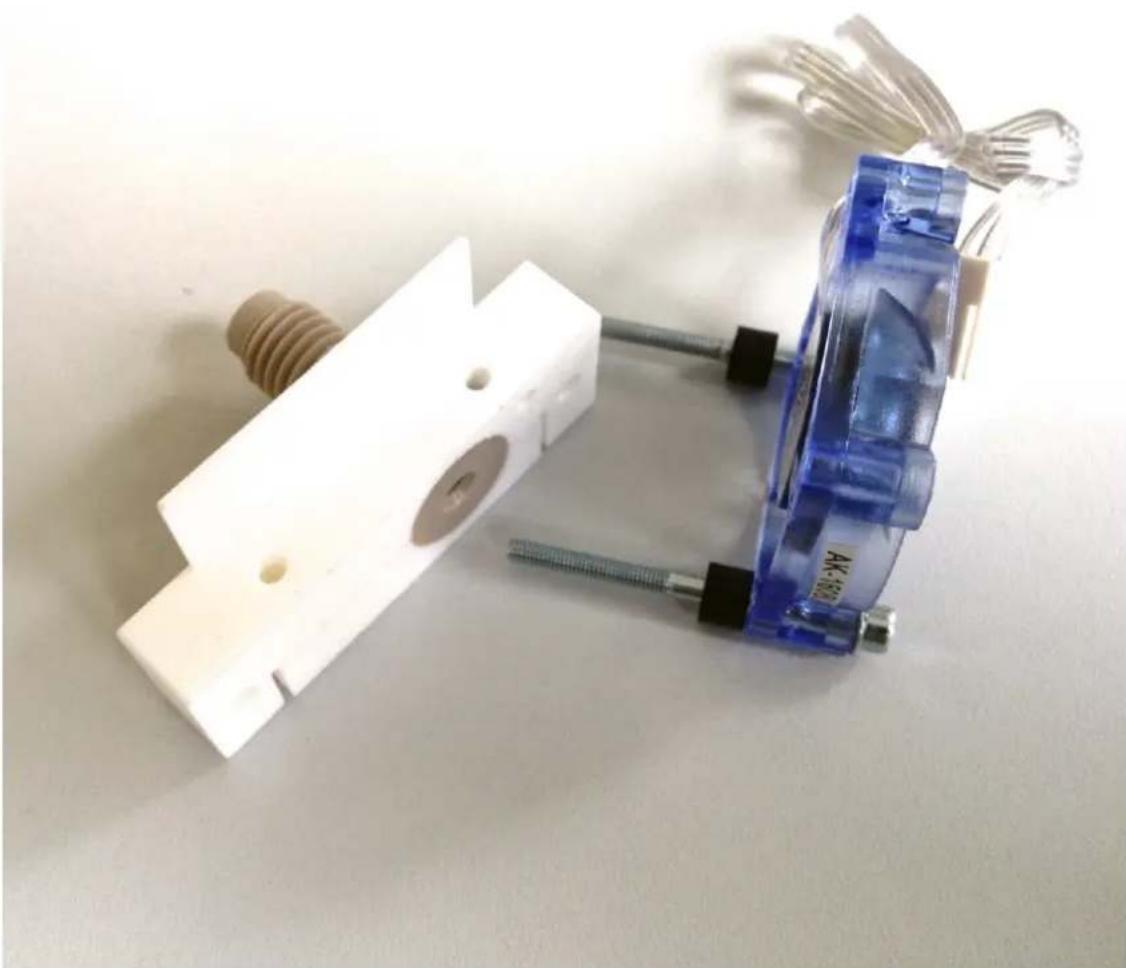
Der Extruder-Lüfter wird in die Extruder-Grundplatte gesteckt, so dass der Lüfter auf der Lüfteraufnahme sitzt.
Abbildung 3.108. Extruder-Lüfter Detail
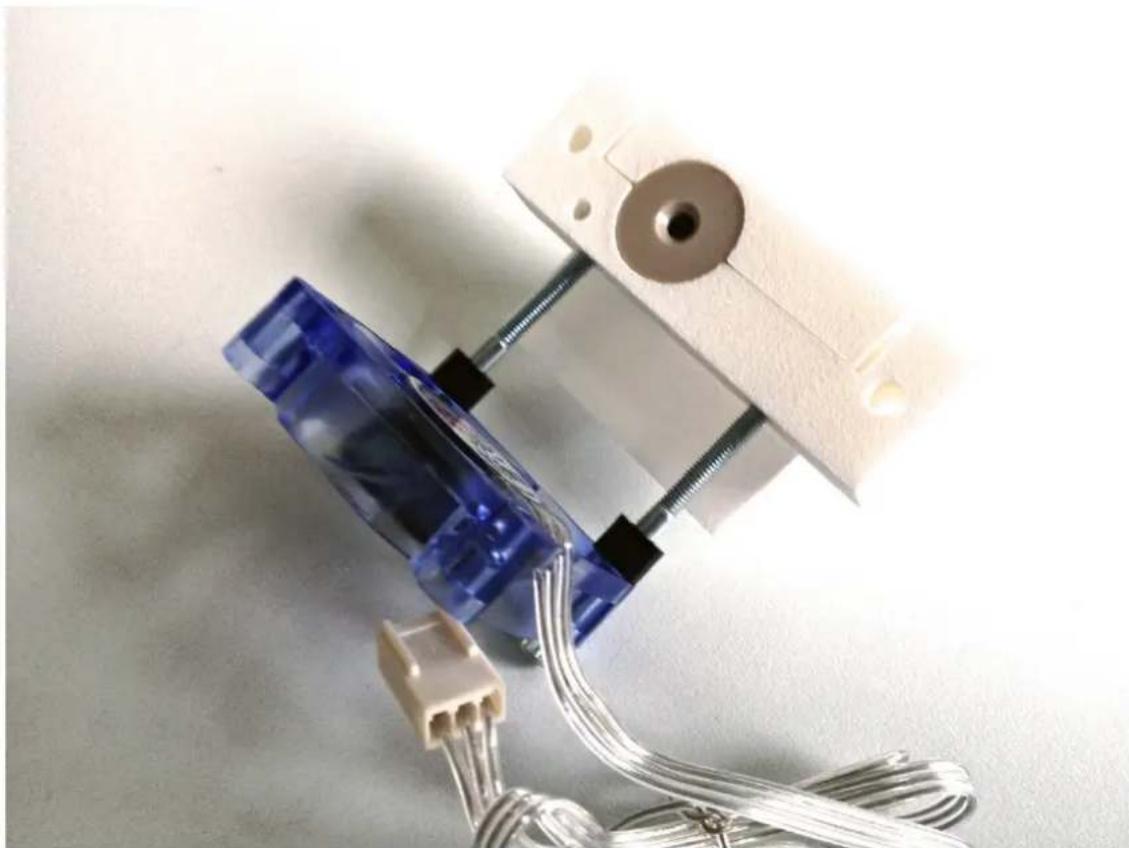
Abbildung 3.109. Extruder-Lüfter Abschluss

text_image
DC BRUSHLESS FAN akasa® MODEL : DFS401012M SLEEVE/GRAMINS DC 12V 0.8W CER® TM MADE IN OHNAEndmontage
| German RepRap GmbH | Seite 116 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
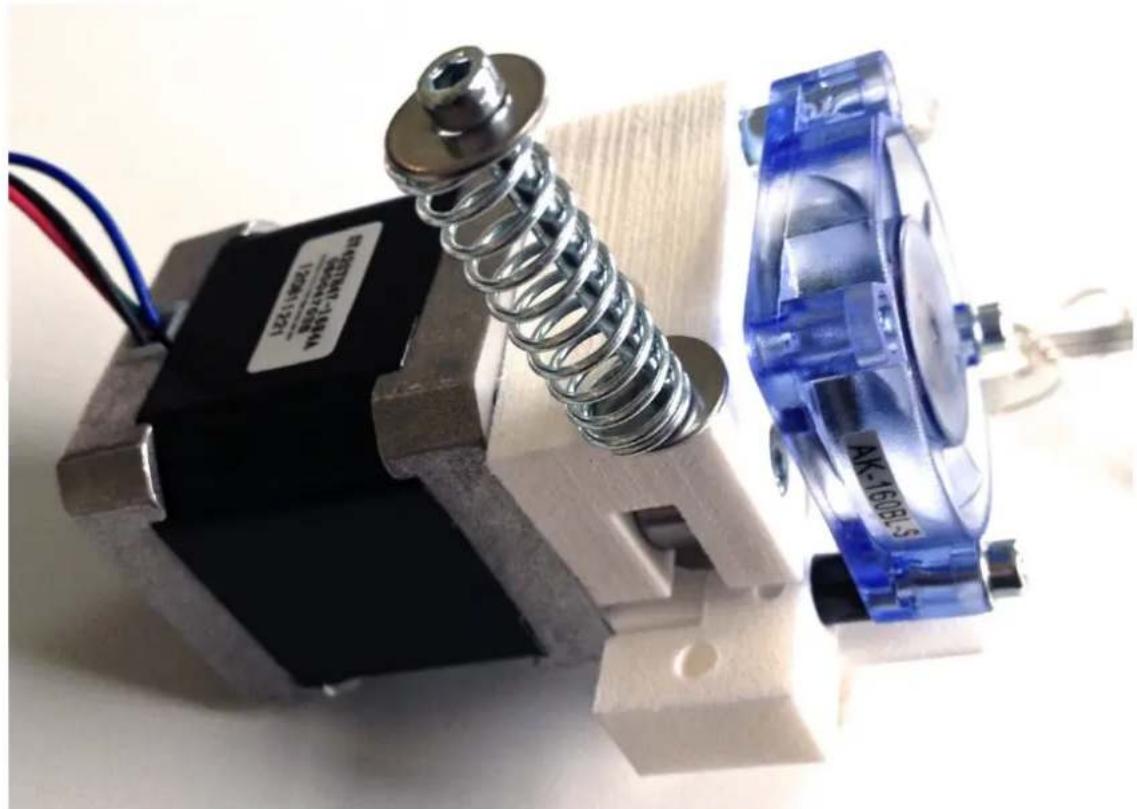
Abbildung 3.110. Extruder Endmontage Übersicht

Die Druckfeder wird auf die Zylinderkopfschraube geschoben und dabei von zwei Unterscheiben umschlossen. Die Zylinderkopfschraube wird in das Gegenlager geführt und mit der Mutter (siehe "Zusammenbau Extruder-Grundplatte [S. 107]") in der Grundplatte verschraubt.
Abbildung 3.111. Extruder Druckfeder

Abbildung 3.112. Extruder Endmontage Druckfeder
| German RepRap GmbH | Seite 118 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.113. Extruder Endmontage Abschluss
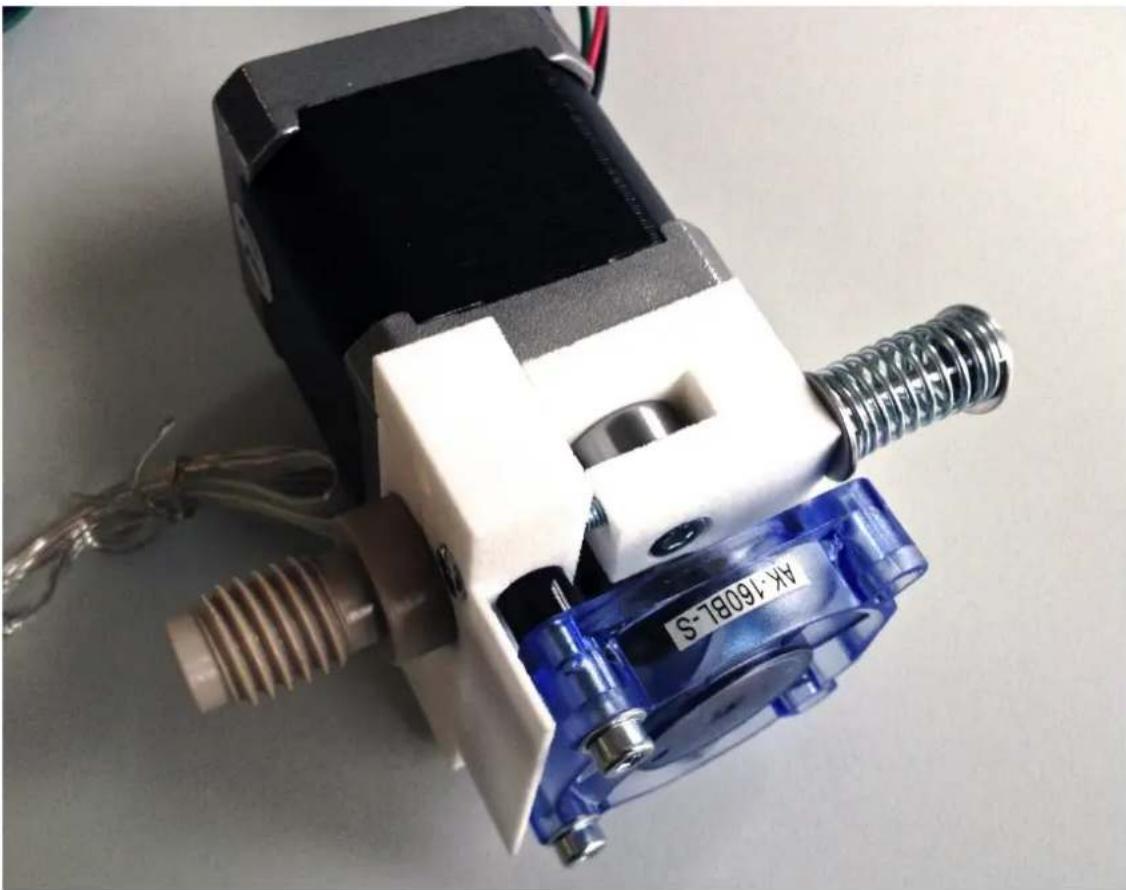
Mit dem Upgrade-Kit wird ein bereits vorhandener DD-Extruder Single um einen zweiten Extruder erweitert. Dabei muss der DD-Extruder Single zwingend vorhanden sein, da viele Bauteile von diesem weiter verwendet werden.
| German RepRap GmbH | Seite 119 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Tabelle 3.33. Materialliste Upgrade-Kit DD-Extruder Dual (100008)
| 1x Schrittmotor, NEMA 17 1x M3 Madenschraube |
| 1x Filamentschraube, Direct-Drive 1x Extruder Gegenlager, Direct-Drive [S. 24] |
| 1x Kugellager 624-ZZ 1x Distanzhülse, 20mm |
| 2x Grundplatte-Mittelstück [S. 26] 2x Grundplatte-Schrittmotor [S. 26] |
| 2x PEEK-Thermalbarriere 2x Druckfeder |
| 1x Montagelochband 1x Extruder-Lüfter |
| 1x M3x14 Zylinderkopfschraube 3x M3x25 Zylinderkopfschraube |
| 2x M3x40 Zylinderkopfschraube 2x M3x60 Zylinderkopfschraube |
| 1x M4x12 Zylinderkopfschraube 4x M3 Unterlegscheibe |
| 5x M3 Unterlegscheibe, großer AD 3x M3 selbstsichernde Mutter |
Einige Teile der Materialliste sind nicht im Upgrade-Kit enthalten, sie werden durch die Demontage des DD-Extruder Single bereitgestellt.
Abbildung 3.114. Upgrade-Kit DD-Extruder Dual Materialübersicht

| German RepRap GmbH | Seite 120 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Demontage Druckfeder
Abbildung 3.115. Demontage Druckfeder Materialübersicht
Die Zylinderkopfschraube wird komplett aus dem Gegenlager heraus geschraubt.
| German RepRap GmbH | Seite 121 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.116. Abschluss Demontage Druckfeder
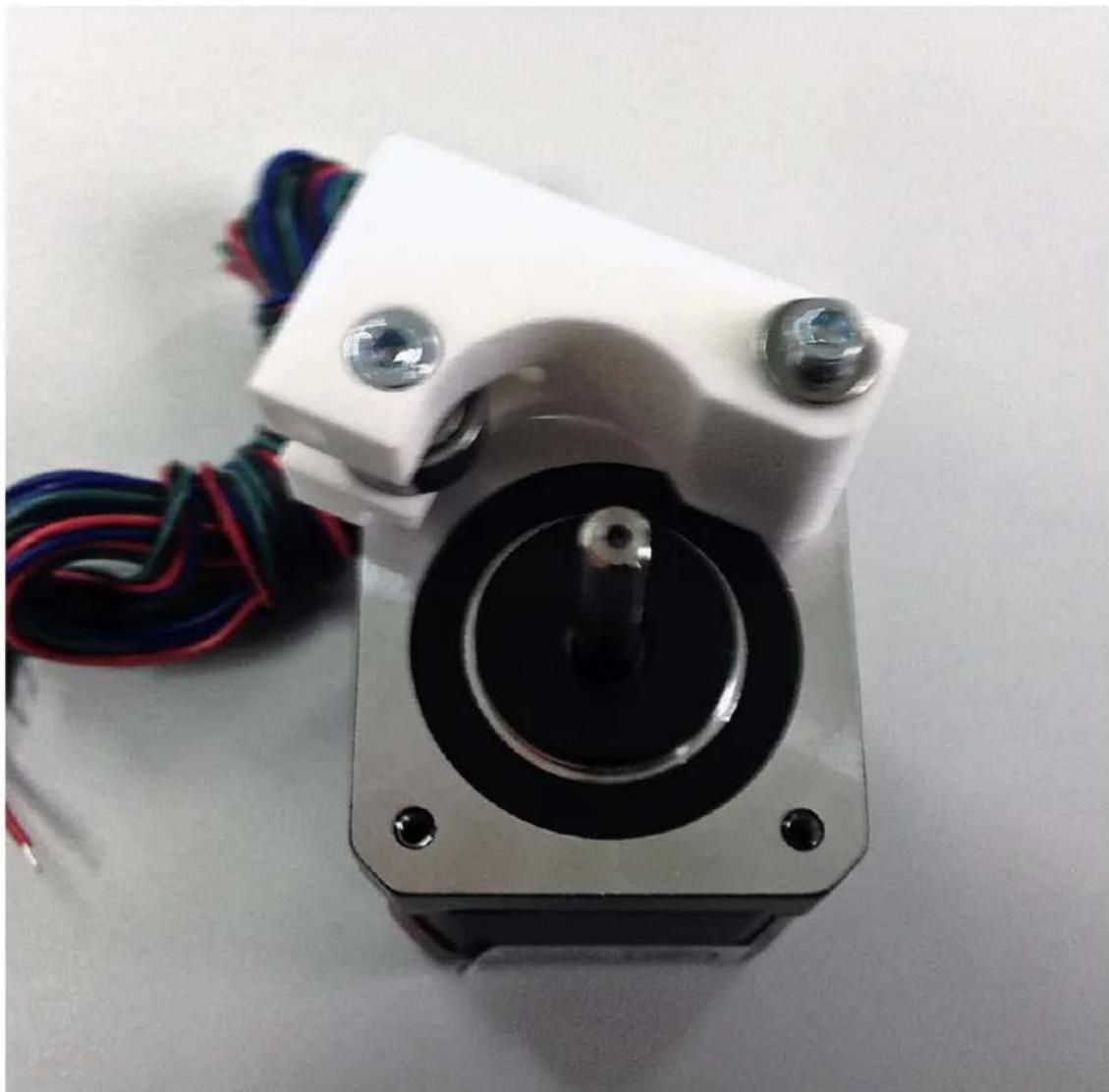
Demontage Extruder-Lüfter
Die Schrauben am Extruder-Lüfter werden gelöst, so dass die Extruder-Grundplatte vom Schrittmotor entfernt werden kann.
| German RepRap GmbH | Seite 122 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.117. Abschluss Demontage Extruder-Lüfter
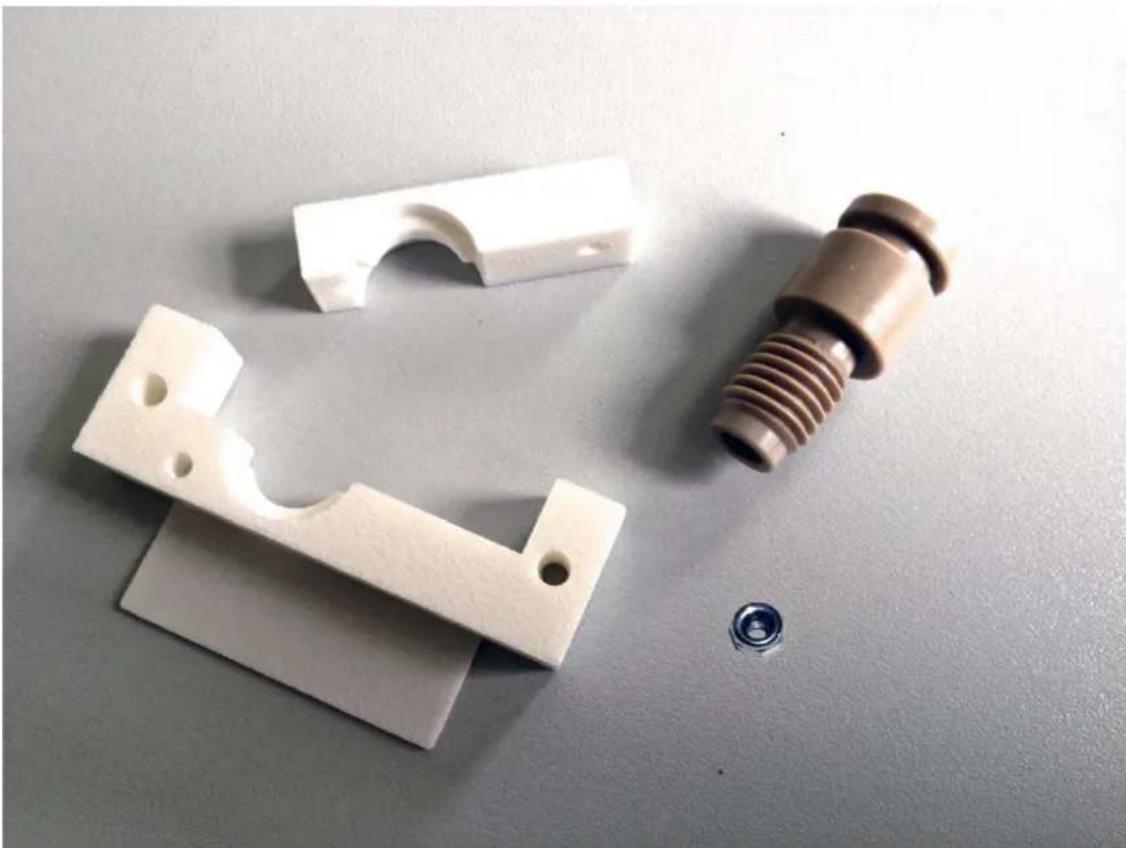
Demontage Extruder-Grundplatte
Da für den DD-Extruder Dual eine andere Grundplatte verwendet wird, muss diese zunächst zerlegt werden um die PPEK-Thermalbarriere freizulegen. Ebenfalls muss die selbstsichernde Mutter aus der Grundplatte-Lüfter entnommen werden (Bild "Abschluss 2").
| German RepRap GmbH | Seite 123 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.118. Abschluss 1 Demontage Extruder-Grundplatte
| German RepRap GmbH | Seite 124 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.119. Abschluss 2 Demontage Extruder-Grundplatte
Zusammenbau Extruder-Grundplatte
| German RepRap GmbH | Seite 125 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.120. Zusammenbau Extruder-Grundplatte Materialübersicht

text_image
2 x M3 Mutter SelbstsicherndJe eine Thermalbarriere wird von den zwei Grundplattenteilen eingeschlossen, zusätzlich wird die Mutter in die dafür vorgesehen Aussparung in der Grundplatte-Lüfter eingelegt.
| German RepRap GmbH | Seite 126 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.121. Details PEEK-Thermalbarriere
| German RepRap GmbH | Seite 127 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
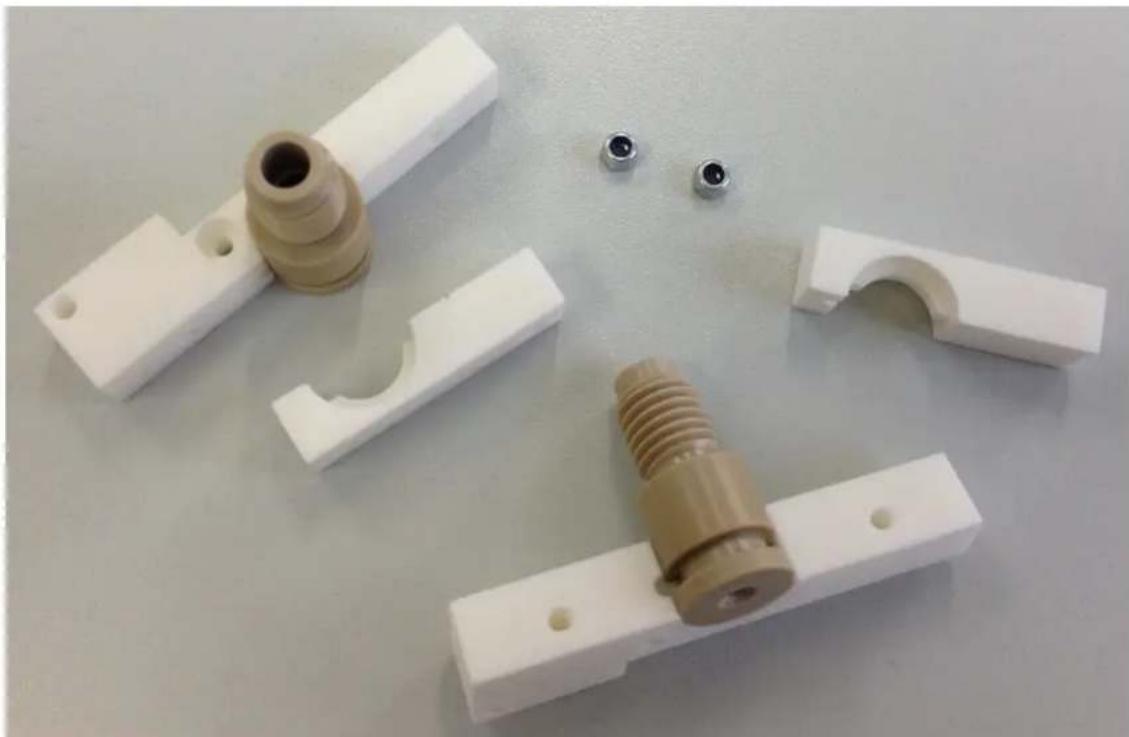
Abbildung 3.122. Abschluss Zusammenbau Extruder-Grundplatte
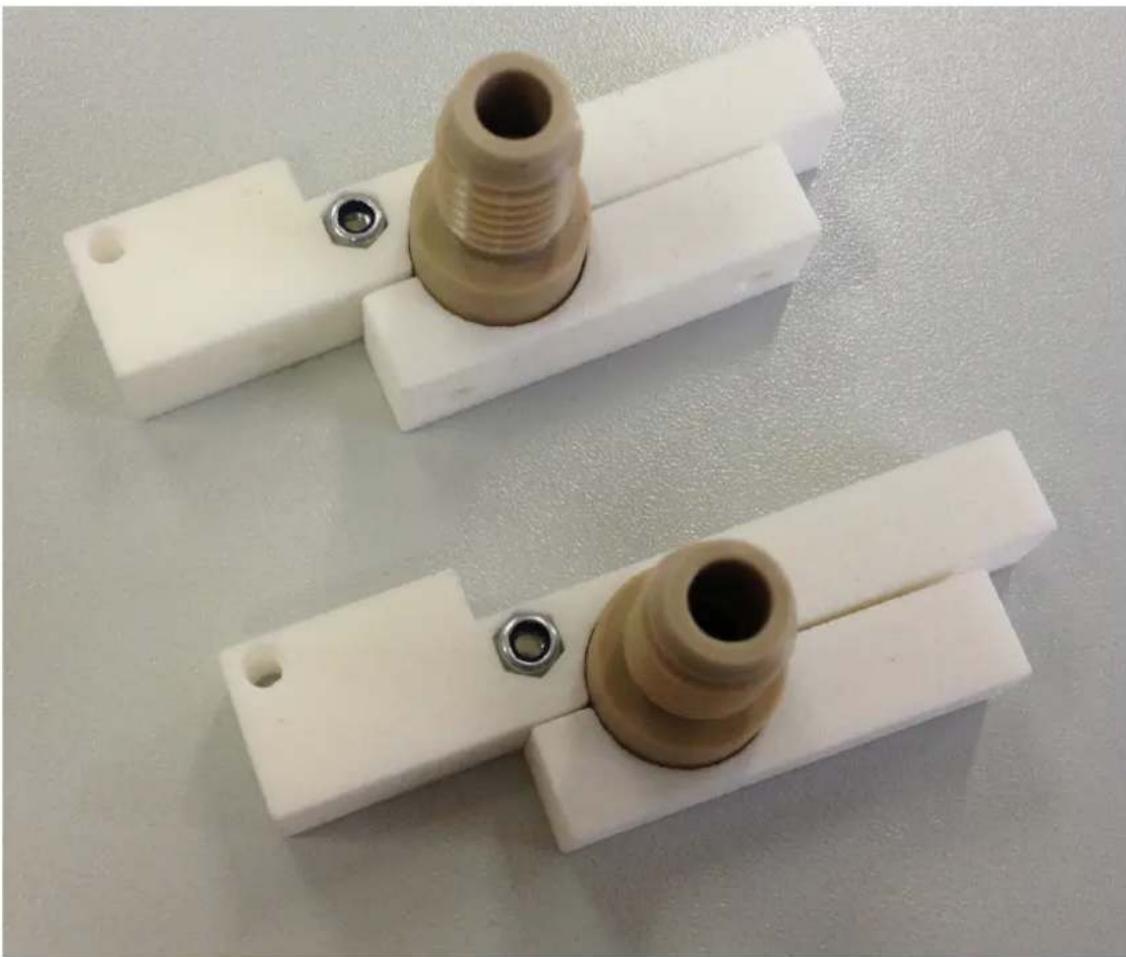
Zusammenbau Gegenlager
| German RepRap GmbH | Seite 128 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.123. Gegenlager Materialübersicht

text_image
1 x M4x12 Schraube 1 x Kugellager 624-ZZNach der Demontage des DD-Extruders Single wird der zusätzliche Schrittmotor mit Gegenlager und Filamentschraube ausgestattet.
Dafür wird zunächst das Kugellager in die Aussparung im Gegenlager gelegt und mit der Zylinderkopfschraube fixiert. Die Zylinderkopfschraube benötigt dabei keine Mutter.
| German RepRap GmbH | Seite 129 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.124. Gegenlager Abschluss

Halterung Gegenlager
| German RepRap GmbH | Seite 130 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.125. Halterung Gegenlager Übersicht

Abbildung 3.126. Halterung Gegenlager Detail Hülse

Die Zylinderkopfschraube wird mit den Unterlegscheiben bestückt und in die Distanzhülse geschoben. Damit wird das Gegenlager direkt, wie auf dem Bild "Abschluss" gezeigt, an den Schrittmotor geschraubt.
| German RepRap GmbH | Seite 131 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.127. Halterung Gegenlager Abschluss

| German RepRap GmbH | Seite 132 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.128. Filamentschraube Übersicht

text_image
1x M3 Madenschraube| German RepRap GmbH | Seite 133 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.129. Filamentschraube Details

Die Filamentschraube wird auf die Achse des Schrittmotors geschoben und mit der Madenschraube fixiert. Dabei sollte ein kleiner Abstand zum Motor gelassen werden, damit ein freies Drehen nicht behindert wird (siehe Bild "Abschluss).
Abbildung 3.130. Filamentschraube Abschluss

text_image
German RepRap GmbH Entwicklung & Vertrieb von 3D-Drucksystemen German RepRap GmbH Kapellenstr. 8 85622 Feldkirchen Germany Tel: +49 (0)89 32606052 Fax: +49 (0) 89 20350939 info@german www.goAnschließend haben beide Schrittmotoren den gleichen Bearbeitungsstand.
| German RepRap GmbH | Seite 135 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.131. Aktueller Bearbeitungszustand Upgrade-Kit
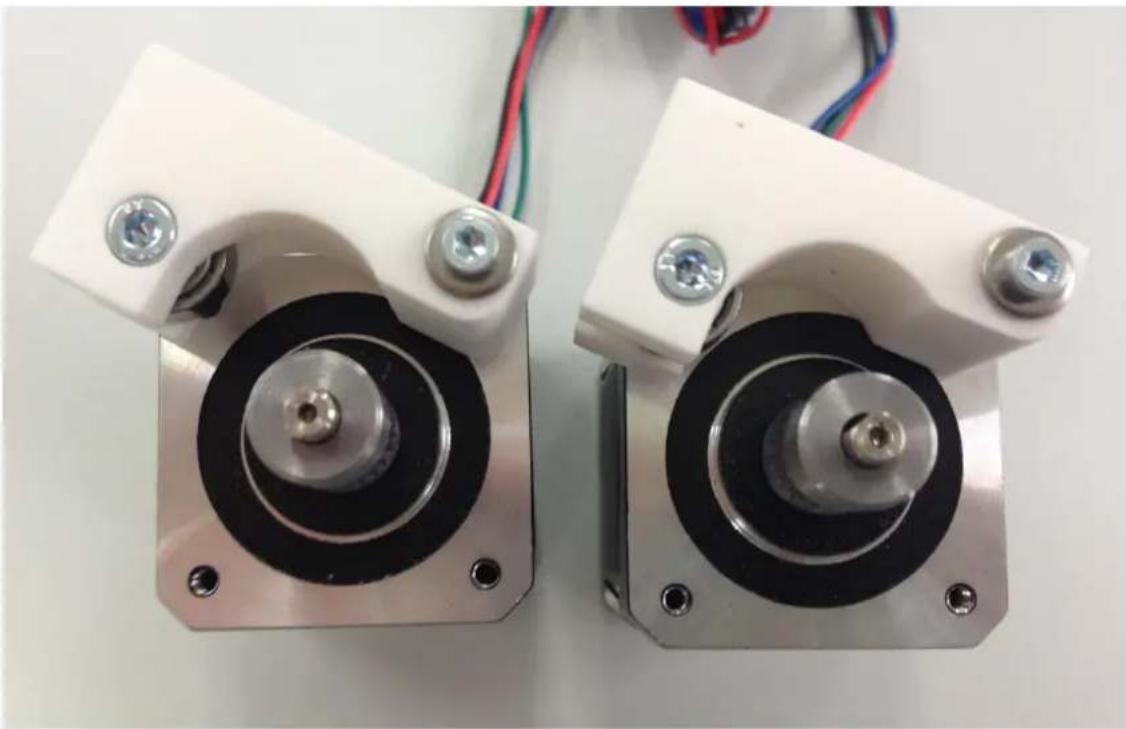
Montage Extruder-Grundplatte
| German RepRap GmbH | Seite 136 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.132. Montage Extruder-Grundplatte Materialübersicht

Durch die Bohrung, welche sich nah an der PEEK-Thermalbarriere befindet, wird mit einer M3x25 Zylinderkopfschraube die Grundplatte an den Schrittmotor geschraubt.
| German RepRap GmbH | Seite 137 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.133. Montage Extruder-Grundplatte Details Ausrichtung
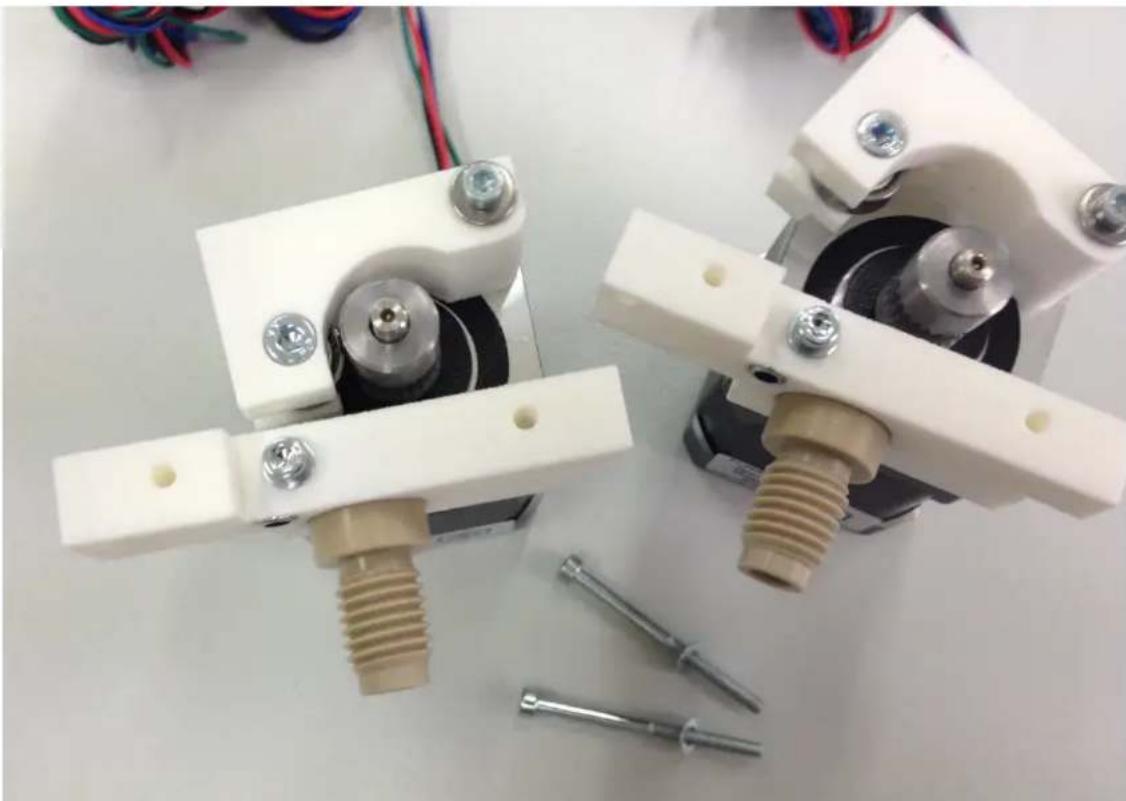
Nun werden beide Schrittmotoren mit den Grundplatten aneinander gelegt und mit den M3x40 Zylinderkopfschrauben im anderen Schrittmotor verschraubt (Bild "Details Ausrichtung"), so bilden beide Schrittmotoren eine feste Einheit.
| German RepRap GmbH | Seite 138 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.134. Montage Extruder-Grundplatte Details Ausrichtung
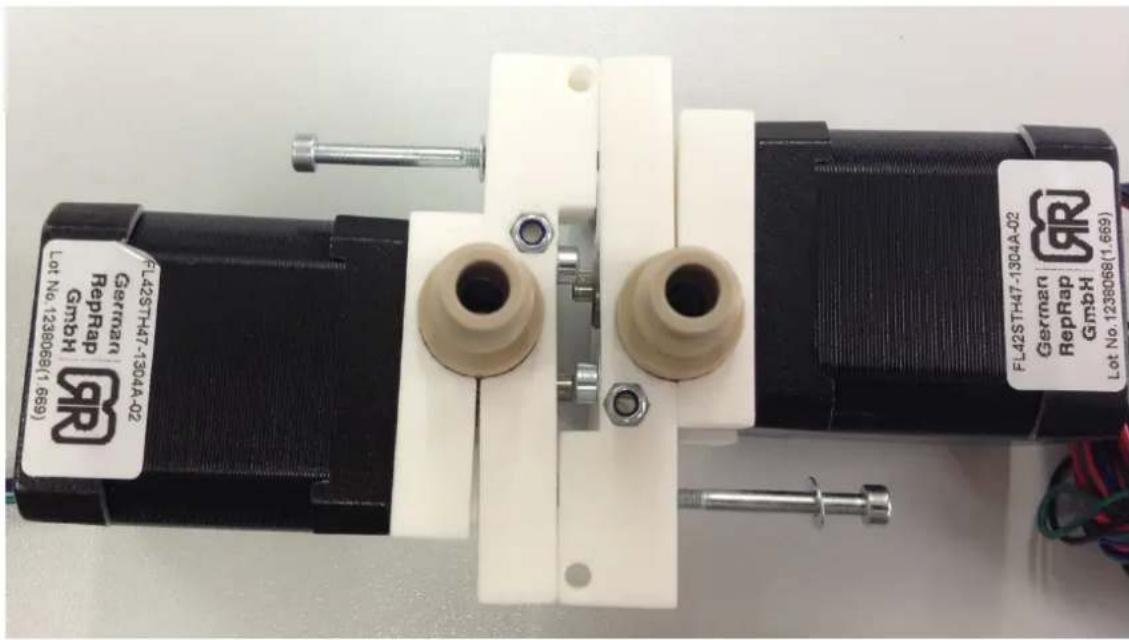
Abbildung 3.135. Abschluss Montage Extruder-Grundplatte
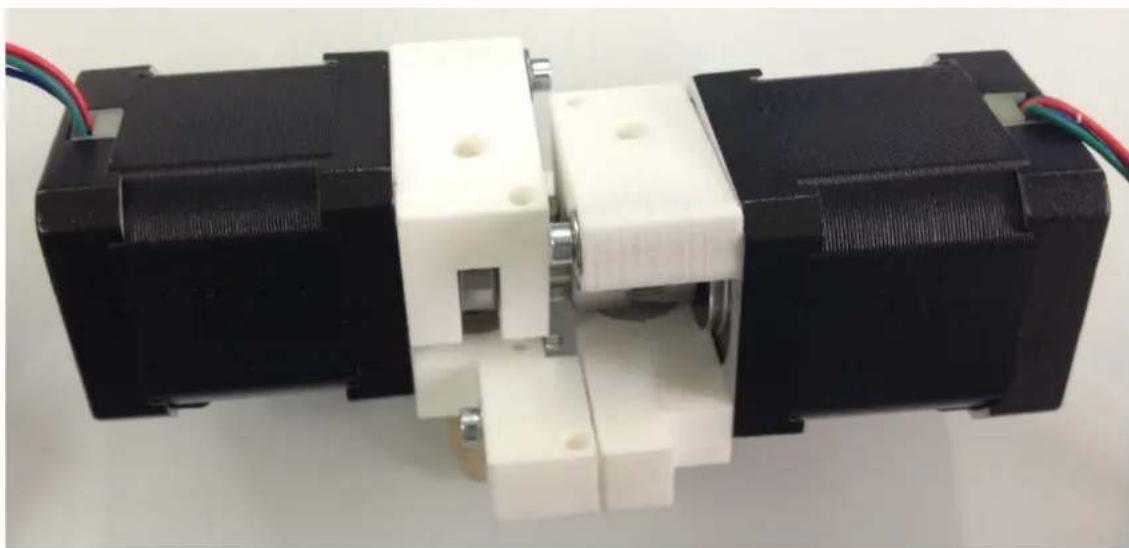
| German RepRap GmbH | Seite 139 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.136. Montage Druckfeder Materialübersicht

text_image
1x M3x60 Schraube 1x M3x60 Schraube 1x Druckfeder 1x DruckfederDie Druckfeder wird auf die Zylinderkopfschraube geschoben und dabei von zwei Unterscheiben umschlossen. Die Zylinderkopfschraube wird in das Gegenlager geführt und mit der Mutter (siehe Zusammenbau Extruder-Grundplatte) in der Grundplatte verschraubt.
| German RepRap GmbH | Seite 140 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.137. Montage Druckfeder Details Druckfeder

Vorbereitung Extruder-Lüfter
| German RepRap GmbH | Seite 141 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.138. Vorbereitung Extruder-Lüfter Materialübersicht

text_image
akasa cool blue LEDfan • ideal for chipset cooler lo-noise 40x10mm 1 x AID Mutter Selbetsichernd 1 x M3x14 Schraube MontagelochbandDas Montagelochblech muss zunächst zu einem rechten Winkel gebogen werden.
| German RepRap GmbH | Seite 142 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.139. Vorbereitung Extruder-Lüfter Details Montagelochband

Anschließend wird dieses wie im Bild "Details Verschraubung" gezeigt verschraubt. Dabei müssen sich der Winkel auf der Seite mit dem Sticker befinden, damit der Lüfter in Richtung Filament bläst.
| German RepRap GmbH | Seite 143 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.140. Abschluss Vorbereitung Extruder-Lüfter
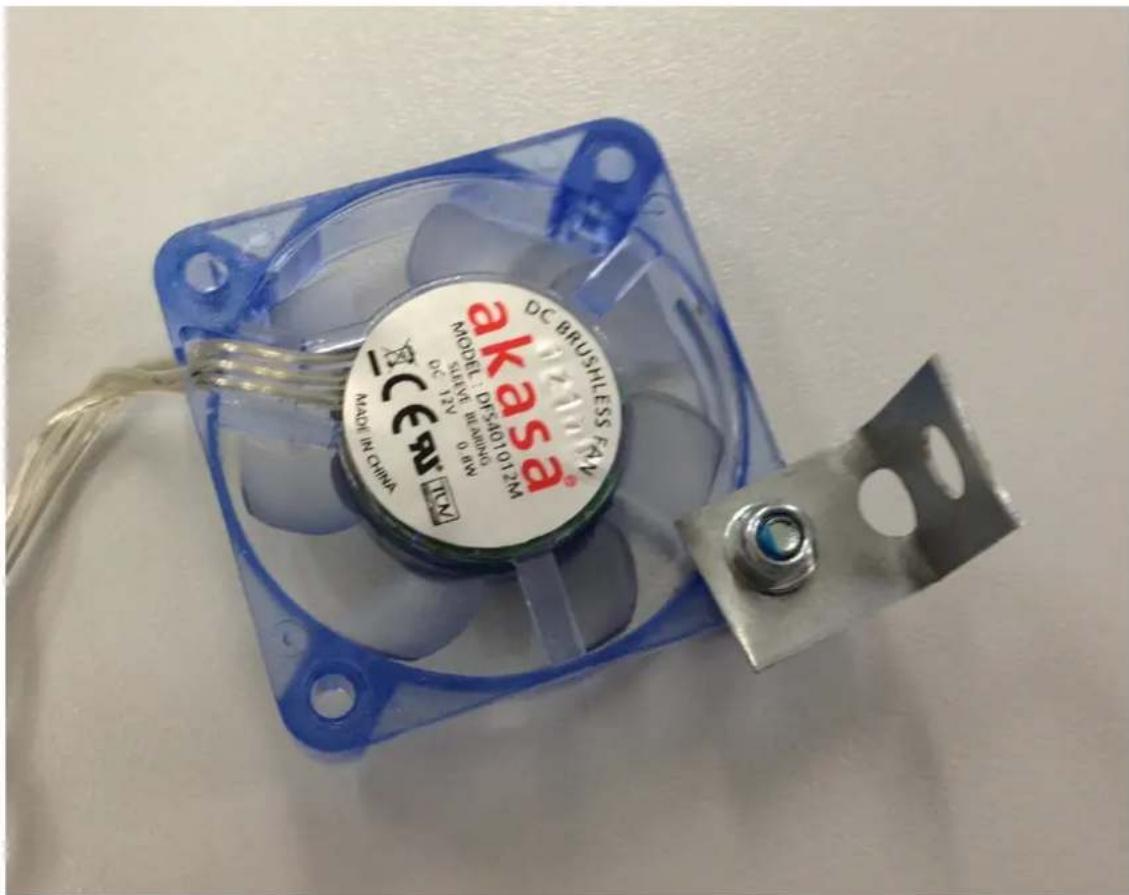
text_image
AKASA® DC BRUSHLESS FAN MODEL: DFSAD1012M DADE IN CHINA MCATI DC 12V MODEL: DFSAD1012M DADE IN CHINA MCATI DC 12V MODEL: DFSAD1012M DADE IN CHINA MCATI DC 12V MODEL: DFSAD1012M DADE IN CHINA MCATI DC 12V MODEL: DFSAD1012M DADE IN CHINA MCATI DC-12V MODEL: DFSAD1012M DADE IN CHINA MCATI DC-12V MODEL: DFSAD1012M DADE IN CHINA MCATI DC-12V MODEL: DFSAD1012M DADE IN CHINA MCATI DC-12V MODEL: DFSAD1012M DADE INCHINA MCATI DC-12V MODEL: DFSAD1012M DADE INCHINA MCATI DC-12V MODEL: DFSAD1012M DADE INCHINA MCATI DC-12V MODEL: DFSAD1012M DADE INCHINA MCATI DC-12V MODEL: DFSAD1O12M DADE INCHINA MCATI DC-12V MODEL: DFSAD1012M DADE INCHINA MCATI DC-12V MODEL: DFSAD1012M DADE INCHINA MCATI DC-12V MODEL: DFSAD1012M DADE INCHINA MCATI DC-12Ist der DD-Extruder Dual mit dem Upgrade-Kit soweit montiert worden, wird eine zweites Hot-End benötigt. Anschließend ist das Upgrade abgeschlossen.
Die Befestigung erfolgt wie die ein normaler DD-Extruder Dual.
3.10.3. Befestigung DD-Extruder
Bei der Befestigung der Extruder wird ebenfalls zwischen DD-Extruder Single und Dual unterschieden. Die Anleitung ist entsprechend zu wählen
- Direct-Drive-Extruder Single [S. 144]
- Direct-Drive-Extruder Dual [S. 145]
3.10.3.1. Befestigung Extruder Single
Tabelle 3.34. Materialliste Befestigung Extruder Single
| 2x M4x30 Zylinderkopfschraube 2x M4 selbstsichernde Mutter |
| 4x M4 Unterlegscheibe 1x M3x14 Zylinderkopfschraube |
Abbildung 3.141. Befestigung Extruder Single Materialübersicht 1
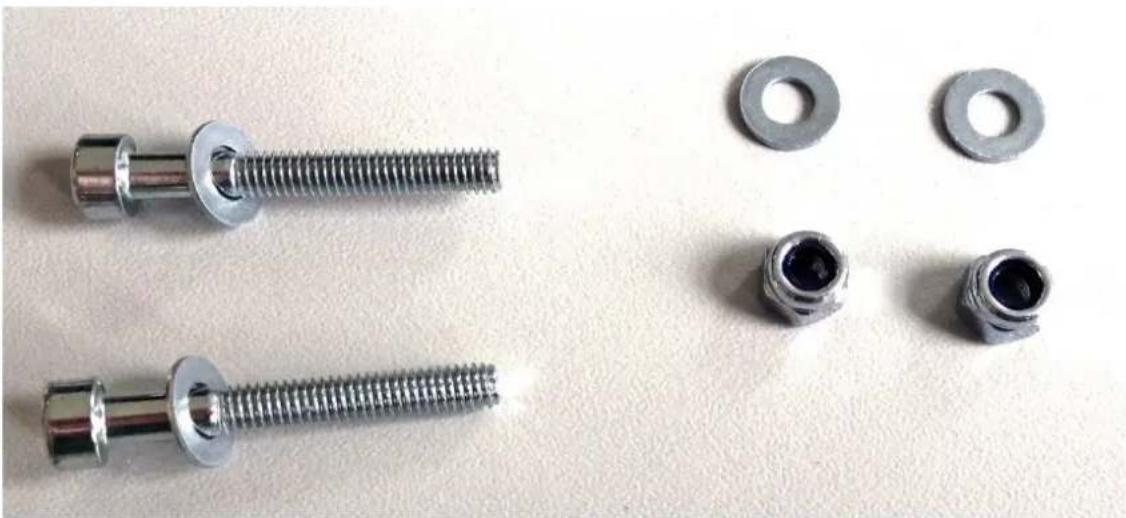
| German RepRap GmbH | Seite 145 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.142. Befestigung Extruder Single Materialübersicht 2
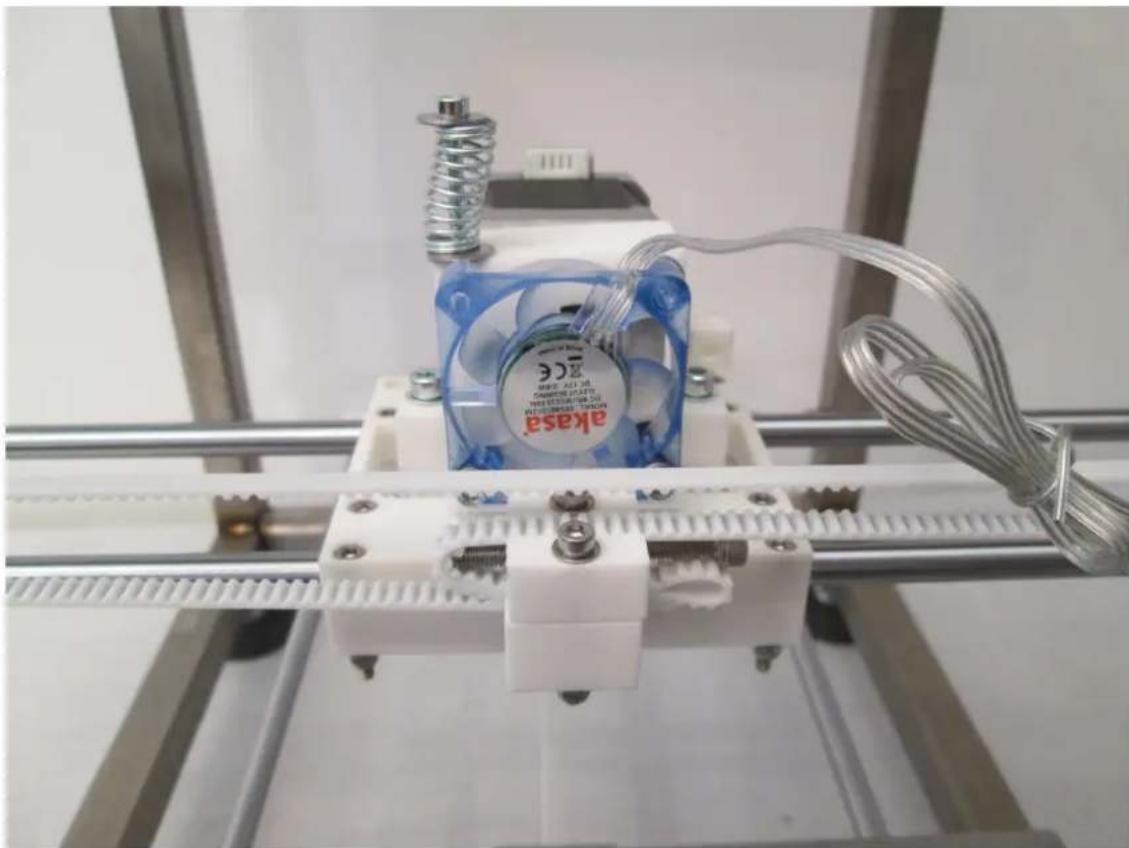
Der fertige Extruder-block wird nun mit dem X-Achsen-Schlitten fest verschraubt.
3.10.3.2. Befestigung Extruder Dual
Tabelle 3.35. Materialliste Befestigung Extruder Dual
1x DD-Extruder Dual 1x Lüfter, vormontiert 2x M3x40 Zylinderkopfschraube 2x M3 Unterlegscheibe
| German RepRap GmbH | Seite 146 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.143. Befestigung Extruder Dual Materialübersicht

Aufgrund der größeren Bauform des Extruders, muss dieser anders ausgerichtet werden. Dafür müssen, wie im Bild "Vorbereitung Schlitten" gezeigt, zwei Schrauben des Schlittens entfernt werden. Die Muttern und Unterlegscheiben werden danach bei der Verschraubung des Extruders wiederverwendet.
Abbildung 3.144. Vorbereitung Schlitten
Erst jetzt kann in diesen Bohrungen der Extruder verschraubt werden, wobei an einer Seite der Lüfter mit befestigt wird.
| German RepRap GmbH | Seite 148 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.145. Abschluss 1 Befestigung Extruder Dual
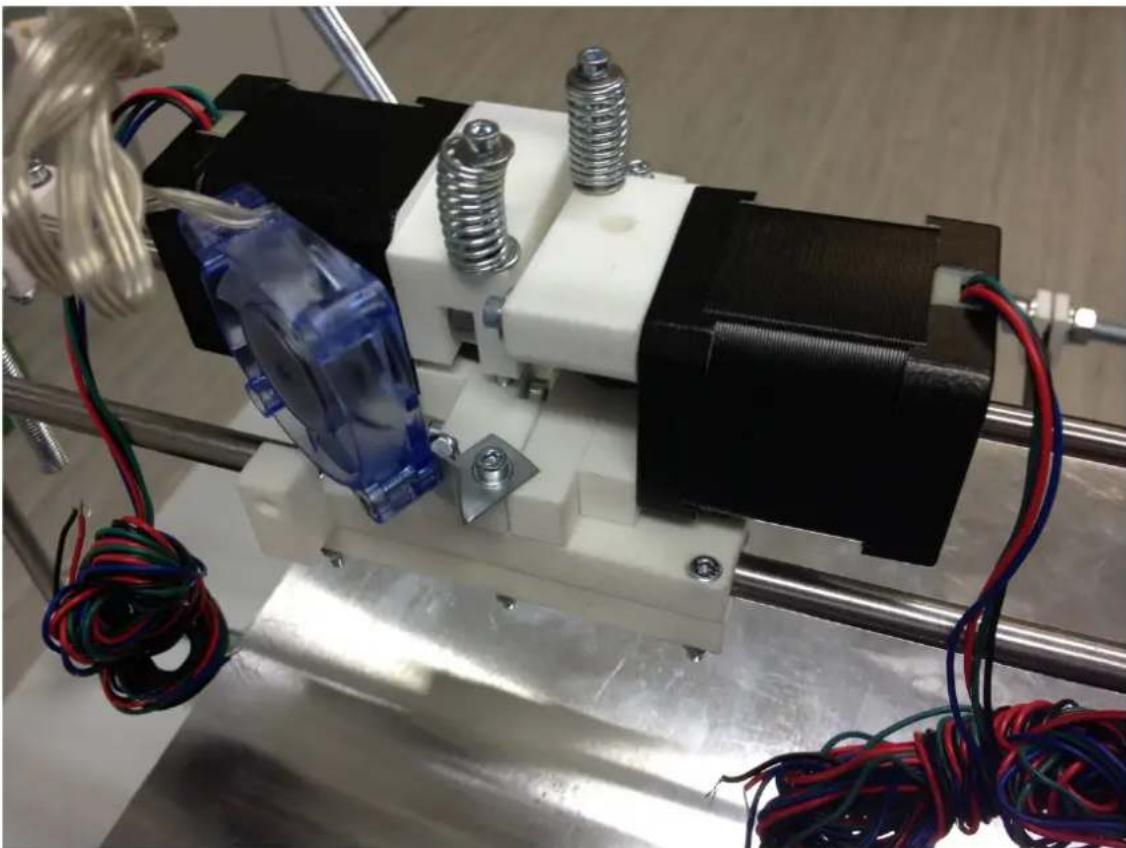
| German RepRap GmbH | Seite 149 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.146. Abschluss 2 Befestigung Extruder Dual
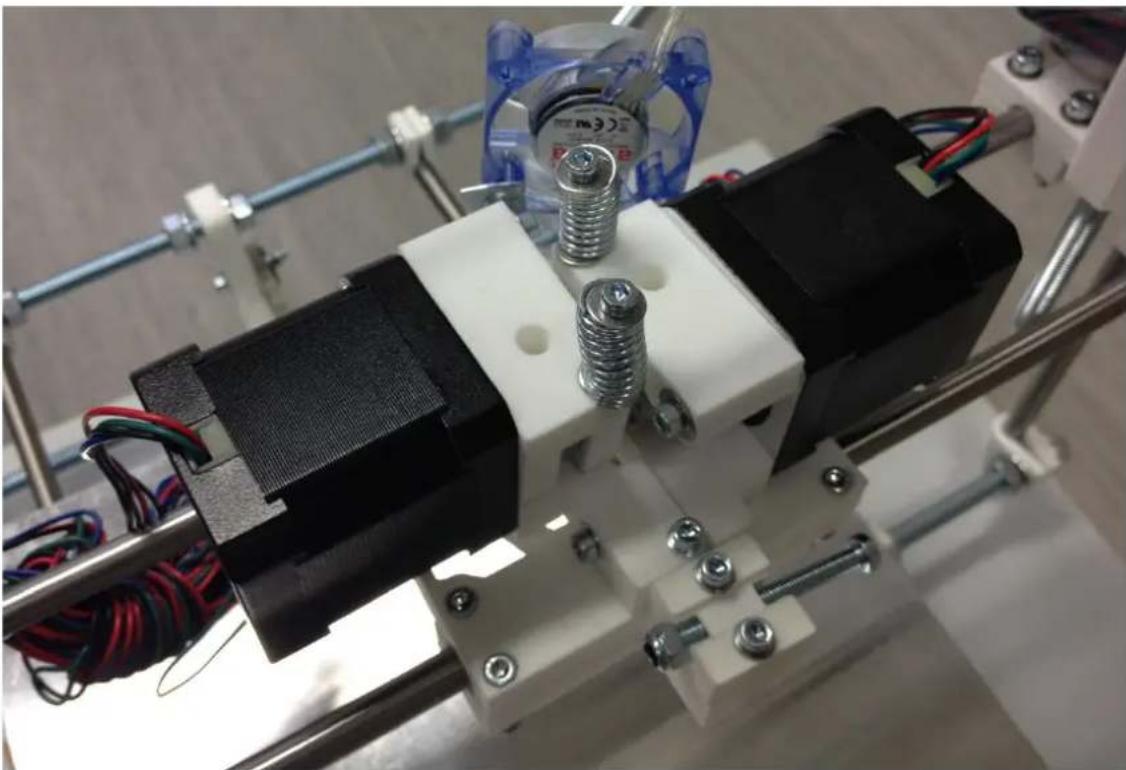
| German RepRap GmbH | Seite 151 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Der Lüfter wird anders als auf dem oben gezeigten Bild nur an der rechten Schraube fixiert, um ein verdrehen des Lüfters zu ermöglichen.
Das Hot-End (vormontiert) wird in dem oben dargestellten Bild durch die Thermalbarriere repräsentiert.
Tabelle 3.36. Filamentschraube (100286)
1x Filamentschraube + Madenschraube M3x5
Tabelle 3.37. Filamentschraube
1x Nema 17
| German RepRap GmbH | Seite 152 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.149. Montage der Filamentschraube 1

Abbildung 3.150. Montage der Filamentschraube 2

Die Filamentschraube sollte so auf der Motorwelle positioniert werden, dass die Zahnung der Filamentschraube und das Kugellager exakt übereinander liegen. Die Montage des Kugellagers erfolgt im folgenden Abschnitt.
Tabelle 3.38. Montage des Extruder Scharnierteil (100281.1)
1x DD2 Extruder Hinge(Scharnierteil) 1x M4x16
1x 624ZZ Kugellager 1x M3x25 Zylinderkopfschraube
2x Abstandshülse 10mm Messing 1x M3 Scheibe großer Außendurchmesser
| German RepRap GmbH | Seite 153 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.151. Montage des Extruder Hinge 1

Abbildung 3.152. Montage des Extruder Hinge 2

| German RepRap GmbH | Seite 154 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.153. Montage des Extruder Hinge 3

Abbildung 3.154. Montage des Extruder Hinge 4

Der Anschlussstecker des Motors muss nach oben zeigen, damit der Kabelbaum später problemlos befestigt werden kann.
| 1x DD2-Extruder Block (bestehend aus zwei Teilen) 1x M3x25 Zylinderkopfschraube |
| 2x M3 Unterlegscheibe 1x Lüfter |
| 1x M3x40 Zylinderkopfschraube 1x Distanzhülse 5mm |
| 1x Hot-End (vormontiert) |
Abbildung 3.155. Montage DD2-Extruder Block (Teil 1)

| German RepRap GmbH | Seite 156 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Der Luftstrom des Lüfters soll den Einzugsbereichs des Motors kühlen. Der Lüfter bläst in Richtung der bedruckten Seite.
Tabelle 3.41. DD2-Abschluss (100281.3)
| 1x Feder 1x Aluminiumband 60mm |
| 1x DD2 Extruder PRotos Mount 2x M3 Muttern |
| 2x M3 Unterlegscheibe 2x M3x12 Zylinderkopfschraube |
| German RepRap GmbH | Seite 157 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Der Extruder |
Abbildung 3.157. Abschluss DD2-Single Extruder
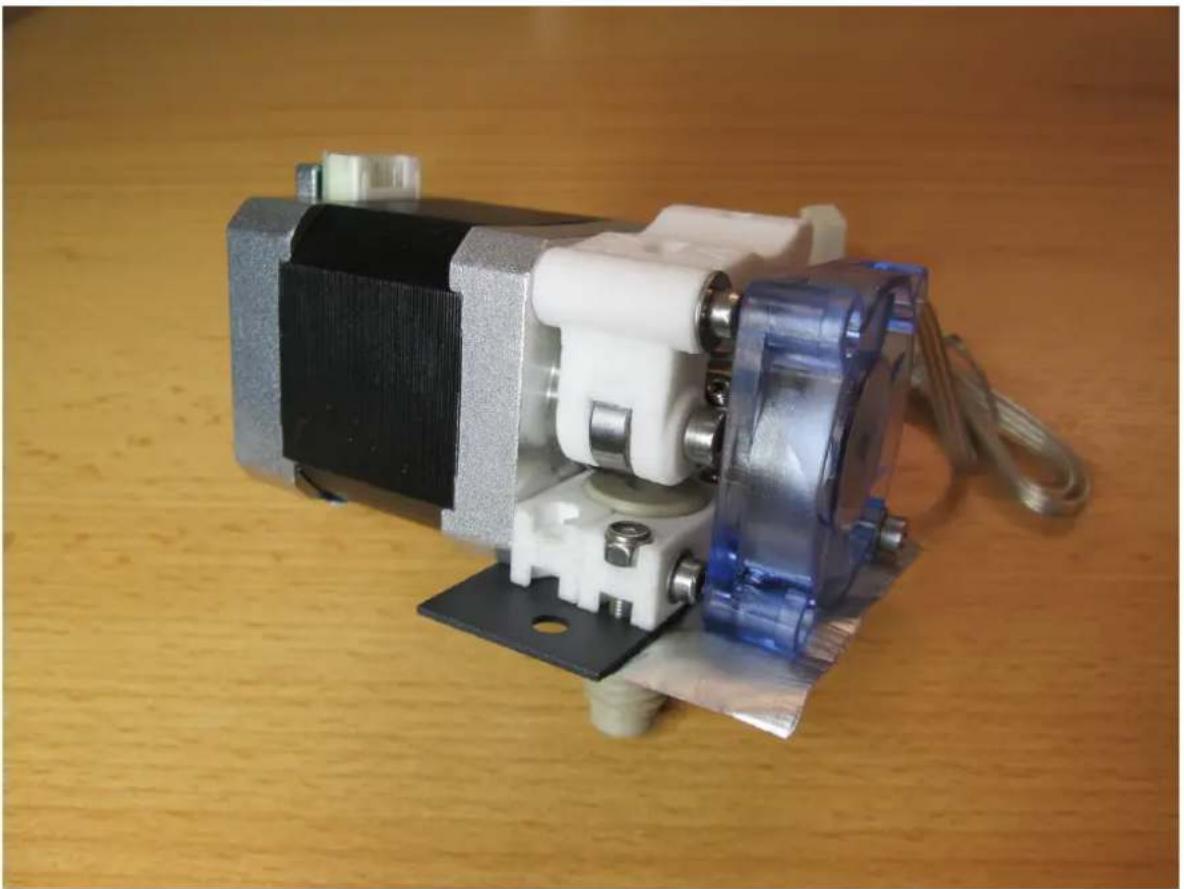
Zum Abschluss des DD2-Single Aufbaus ist darauf zu achten, dass der Luftstrom das Hot-End nicht mit Luft beströmt. Deshalb verwenden wir ein 60mm Aluminiumband zur Luftstromabschottung.
3.10.5. Befestigung DD2-Extruder
3.10.5.1. Befestigung des DD2-Single Extruders
Tabelle 3.42. Befestigung des DD2-Single (100281.4)
2x M4 x30 Zylinderkopfschraube 2x M4 Muttern selbstsichernd
4x M4 Unterlegscheibe
Bei der Befestigung des DD2-Extruder Single auf dem x-Achsen Schlitten wird der Extruder so montiert, dass der Motor auf der riemenabgewandten Seite sitzt und mit den beiden M4 Schrauben und je zwei M4 Unterlegscheiben fixiert wird.
3.11. Das Druckbett

Der folgende Abschnitt ist nur für Besitzer eines Druckers ohne Heizmatte gedacht. In den folgenden Schritten werden Änderungen am Material vorgenommen, die eine spätere Verwendung mit der Heizmatte verhindern. Besitzer einer Heizmatte können den Aufbau im nächsten Kapitel [S.] "Das beheizbare Druckbett" fortsetzen.
Für das nicht beheizte Druckbett ist alles benötigte Material im Komplettbausatz vorhanden. Ohne beheiztes Druckbett kann ausschließlich mit PLA gedruckt werden. Dabei ist die Größe der Objekte auch beschränkt, so dass die Verwendung eines beheizten Druckbetts empfohlen wird.
3.11.1. Befestigung Druckbett
Tabelle 3.43. Materialliste Befestigung Druckbett (100270.16)
4x Druckfeder 8x M5 Unterlegscheibe
4x M5x35 Linsenkopfschraube 8x M5 selbstsichernde Mutter
Tabelle 3.44. Materialliste Befestigung Druckbett
1x Druckbett, 230x230mm
Die Aluminiumplatte wird in folgender Reihenfolge auf den Y-Schlitten montiert: Linsenkopfschraube, Aluminiumplatte, Mutter, Unterlegscheibe, Druckfeder, Y-Schlitten, Unterlegscheibe, Mutter.
| German RepRap GmbH | Seite 159 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Das Druckbett |
Abbildung 3.158. Befestigtes Druckbett (Teil 1)

| German RepRap GmbH | Seite 160 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Das Druckbett |
Abbildung 3.159. Befestigtes Druckbett (Teil 2)
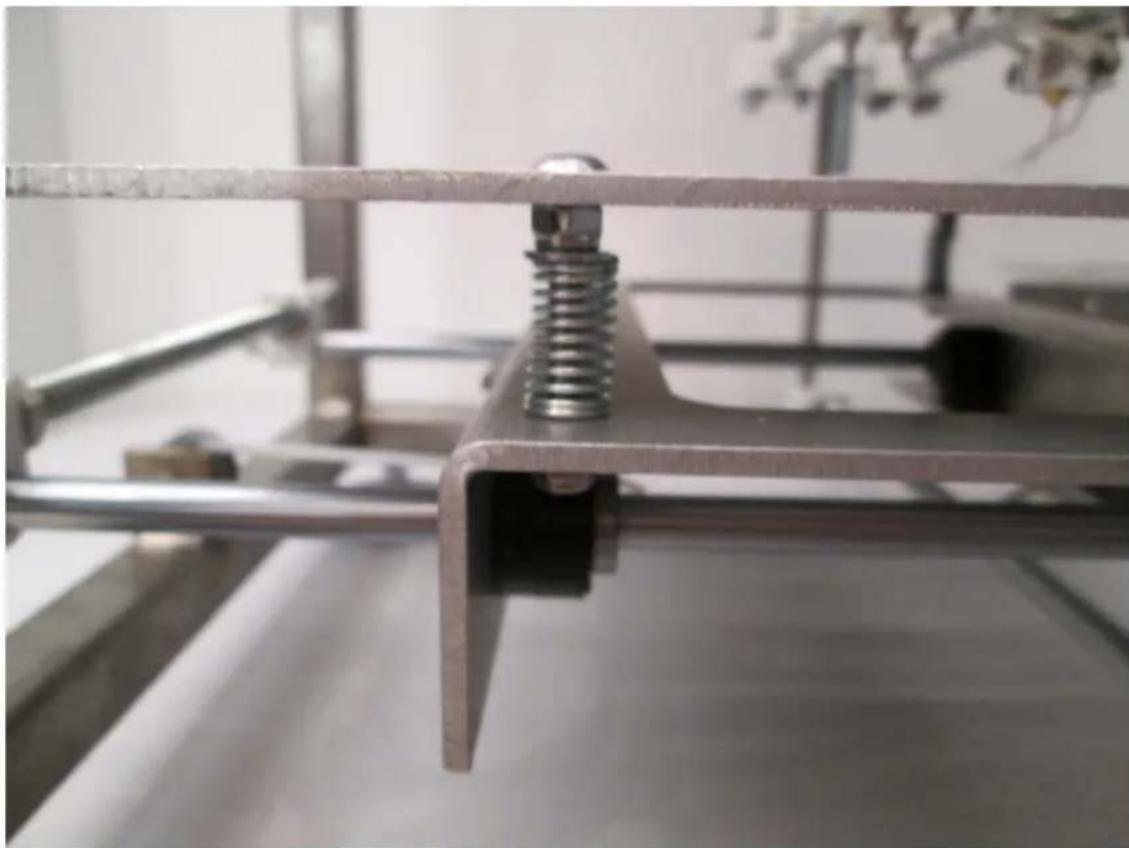
Auf obigem Bild sieht man die fertig montierte Aluminiumplatte
3.11.2. Abschluss Druckbett
Die Beschreibung in diesem Abschnitt ist nur für Personen gedacht, die kein Heizbett verbauen.
Tabelle 3.45. Materialliste Abschluss Druckbett
| 1x PET-Folie 230mmx230mm [S. 36] (in Materialsammlung enthalten) | 4x Papierklammer |
| 1x Druckplatte aus Aluminium, 230x230x0.8 mm | |
| German RepRap GmbH | Seite 161 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Das Druckbett |
Abbildung 3.160. Abschluss Druckbett Materialübersicht

text_image
1x printing plate/ Druckplatte 230x230/0.8mmNachdem die Druckplatte vor dem Druck mit der PET- Folie (230mm x230mm) abgeklebt wurde, wird sie anschließend auf den y-Schlitten aufgelegt und mit den Folback-Klammern festgehalten. Die Druckplatte wird somit durch die Klemmen auf der Aluminiumplatte aus vorherigem Abschnitt gehalten. Folgendes Bild zeigt den Fertigzustand (Hierbei denkt man sich statt der gezeigten unteren Holzplatte (braun) einfach die Aluminiumplatte aus vorherigem Abschnitt und statt den Muttern die Köpfe der Linsenkopfschrauben).Die dünne Aluminium-Platte dient hier als Schutz der dicken Platte, falls durch das Hot-End Kratzer auf dieser entstehen. In diesem Fall kann die dünne Aluminium-Platte leicht und kostengünstig ausgetauscht werden. Dafür müssen in selbige vier Löcher mit einem Durchmesser von 10,5mm gebohrt werden. Die Maße für die Position der Löcher könne dem folgenden Bild entnommen werden.
| German RepRap GmbH | Seite 162 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Das Druckbett |
Abbildung 3.161. Bohrungslöcher Alu-Platte(nur wenn kein Heizbett verbaut wird)

text_image
B A B ADie Alu-Platte muss zum Bohren sicher eingespannt werden. Dabei sollte auf eine Schutzbrille Wert gelegt werden. Nach dem Bohren muss das Loch entgratet werden.
Abbildung 3.162. Abschluss Druckbett
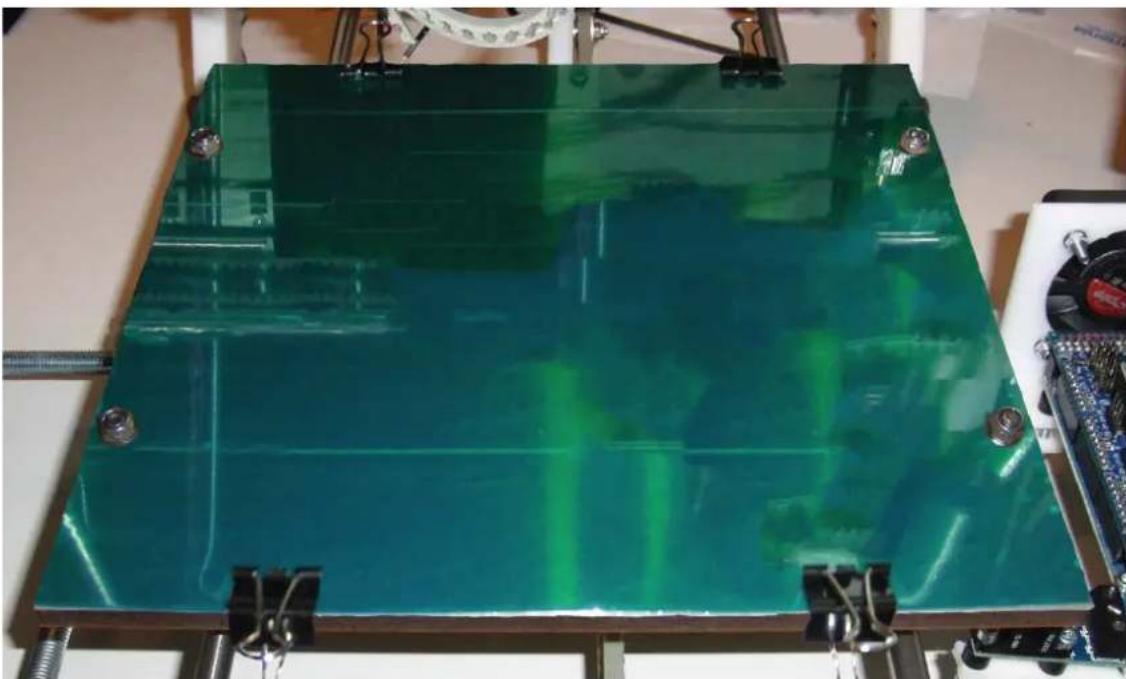
Das oben gezeigte Bild stellt die gebohrte und beklebte Alu-Platte dar die auf dem Druckbett mit den Klammern gehalten wird. Anstelle der oben zu sehenden Muttern sollten die Köpfe der Linsenkopfschrauben zu sehen sein.
3.12. Das beheizbare Druckbett
Abbildung 3.163. Montagematerial beheizbares Druckbett
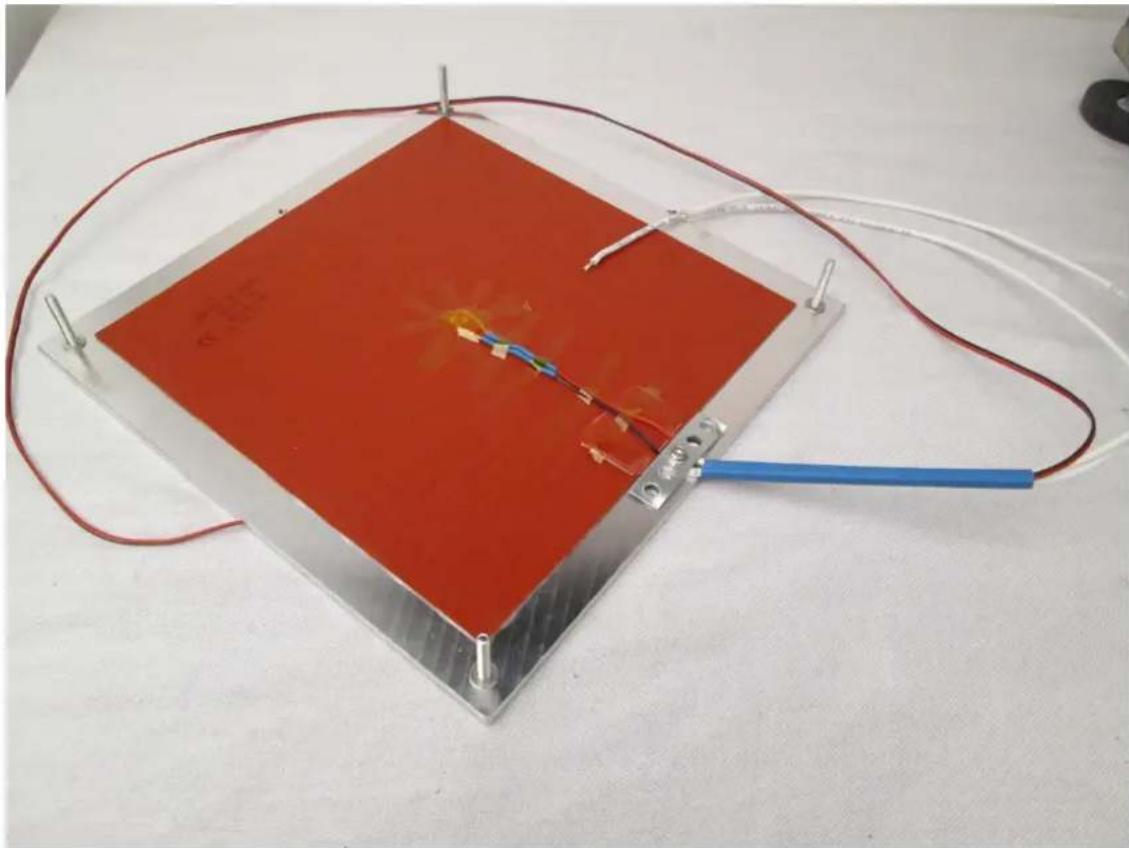
Das beheizbare Druckbett ist optionales Zubehör. Es empfiehlt sich jedoch für den Druck von größeren Teilen, da sich sonst die Ränder vom Druckbett abheben können. Für kleinere Druckteile, welche mit Polylactiden-Kuststoff (PLA) gedruckt werden, kann das beheizbare Druckbett weggelassen werden.
Für ABS-Kunststoff ist ein beheizbares Druckbett hingegen unverzichtbar, da sonst die erste Schicht nicht auf dem Druckbett haftet.
Anstelle des dünnen Kaptonbands kann auch das beim PRotos mitgelieferte PET-Band benutzt werden, jedoch ist die Handhabung mit dem dünneren Band einfacher.
3.12.1. Befestigung Heizmatte
Tabelle 3.46. Materialliste Befestigung Heizmatte (100013.1)
4x M4x30 Senkkopfschraube 12x M4 Mutter
4x M4 Unterlegscheibe
Tabelle 3.47. Materialliste Befestigung Heizmatte
1x Aluminium-Platte, 230x230x5mm 1x Heizmatte, 12V
Die Schutzfolie der Aluminium-Platte, auf welcher keine Senkungen sind, muss abgezogen werden und die Heizmatte mittig auf diese aufgeklebt werden. Hierbei ist es wichtig, darauf zu achten, dass zwischen Aluminiumplatte und Heizmatte KEINE Luftlöcher entstehen. Die Anschlusskabel der Heizmatte müssen sich dabei auf der Seite mit der Sackloch-Bohrung befinden.
Anschließend werden die Senkkopfschrauben in die Aluminiumplatte geschraubt. Auf diese werden je eine Unterlegscheibe und drei M4 Mutter aufgeschraubt. Sie sorgen später für genügend Abstand zwischen Heizmatte und Holzplatte.
Abbildung 3.164. Befestigung Heizmatte Abschluss
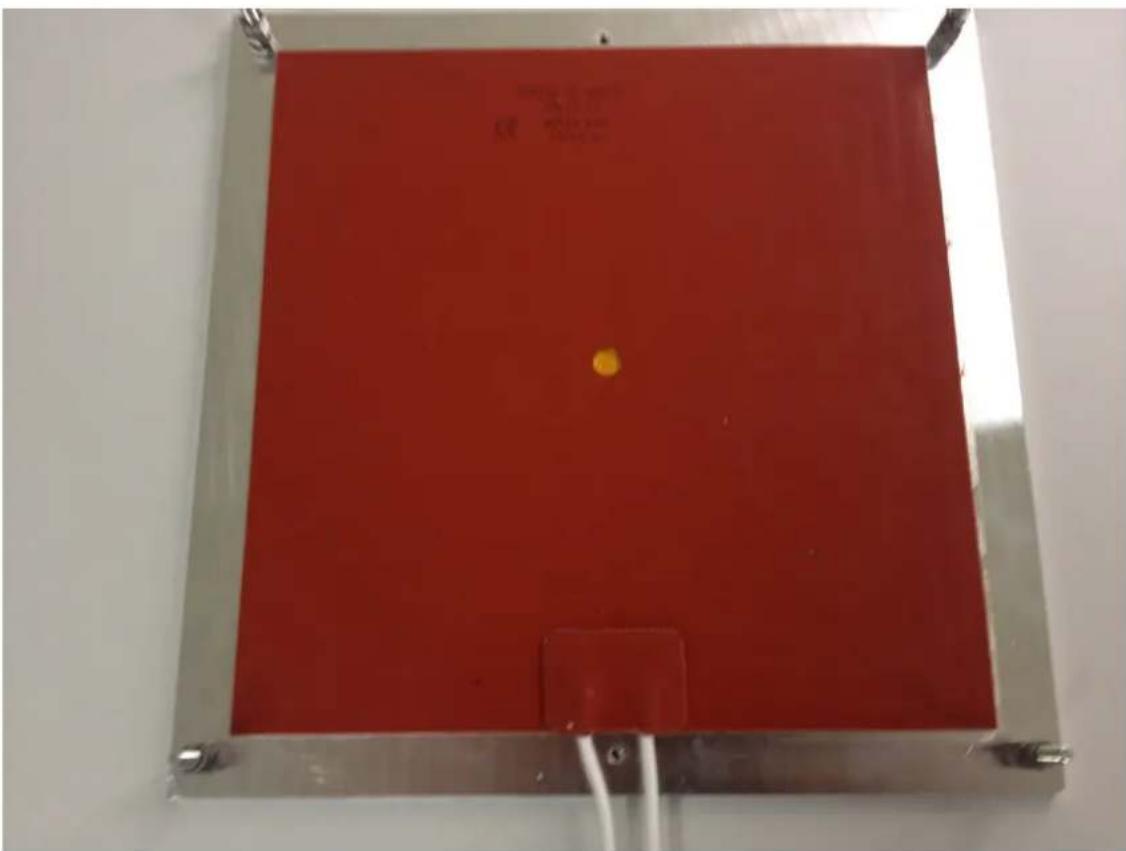
| 1x Thermistor 1x Silikonschlauch 6cm |
| 1x Schrumpfschlauch 10cm, ∅2.4mm 1x Zweiadriges Kabel 60cm |
| German RepRap GmbH | Seite 165 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Das beheizbare Druckbett |
Abbildung 3.165. Vormontage Thermistor Materialübersicht
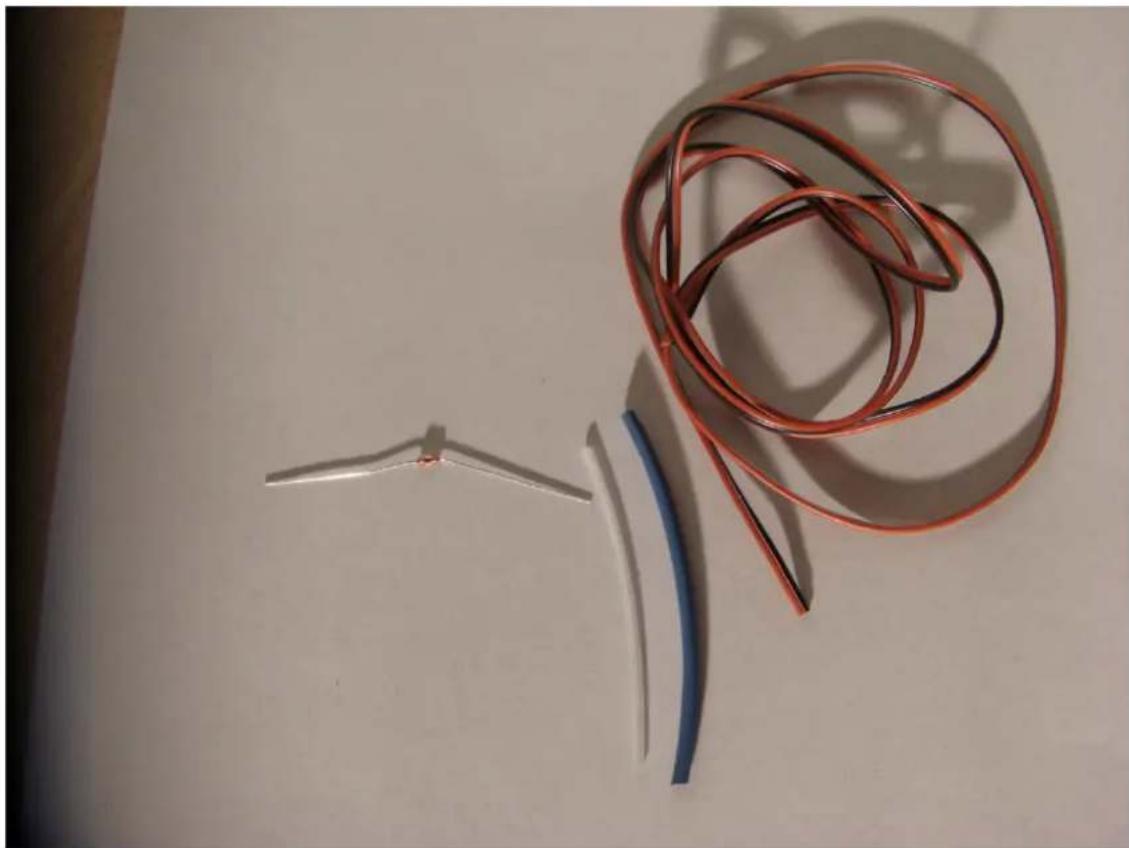
Um die Temperatur an der Aluminium-Platte messen zu können, ist in der Mitte der Heizmatte ein Loch für den Thermistor, der die Temperatur misst. Auf das Kabel werden die Schrumpfschläuche aufgeschoben und anschließend, wie in Bild "Vormontage Thermistor Abschluss[S. 166]" gezeigt, die Enden des Thermistors mit dem Kabel verlötet. Danach werden die Schrumpfschläuche bis an den Thermistor geschoben und geschrumpft.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.166. Vormontage Thermistor Abschluss 1
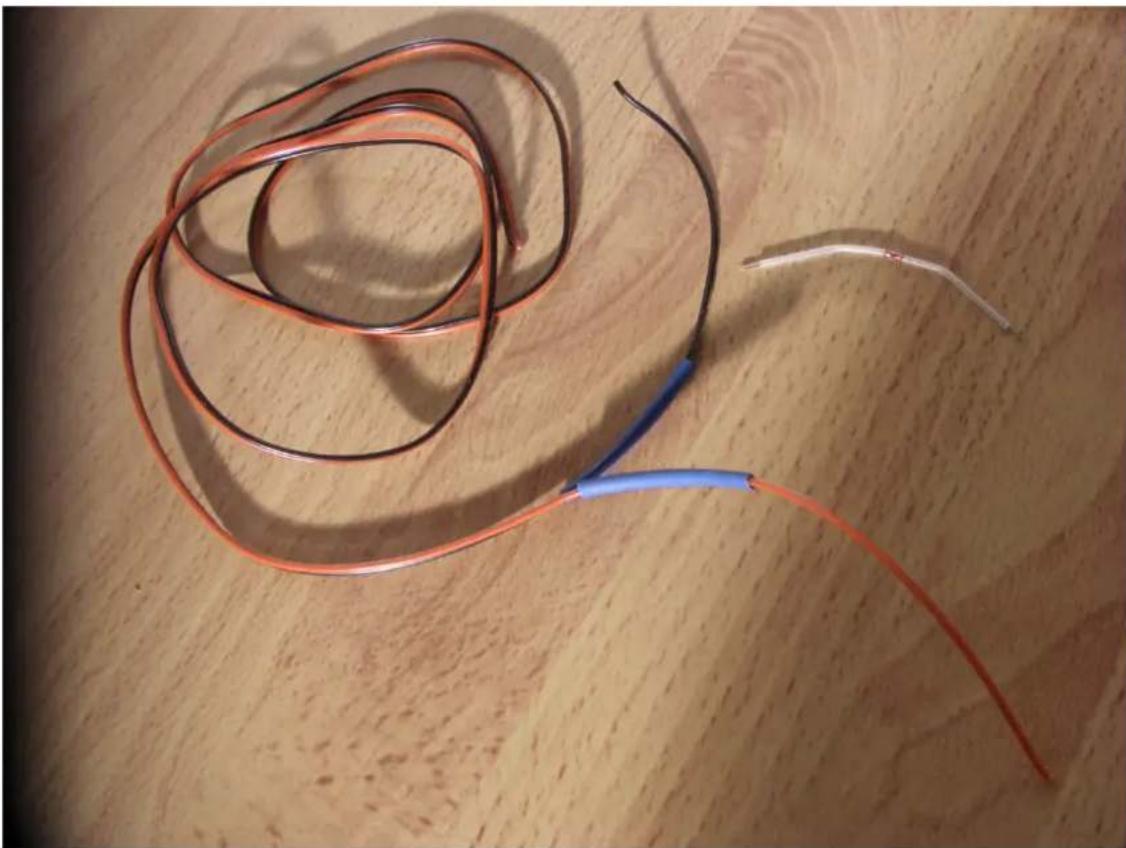
Die Anschlussdrähte des Thermistor werden mit Silikonschlauch isoliert. Es wird ein 3mm Abstand auf beiden seiten frei gelassen an diesen Enden wird der Thermistor mit den Kabeln verlötet. Über die Lötstelle wird ein Stück Schrumpfschlauch geschoben und geschrumpft.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.167. Vormontage Thermistor Abschluss 2
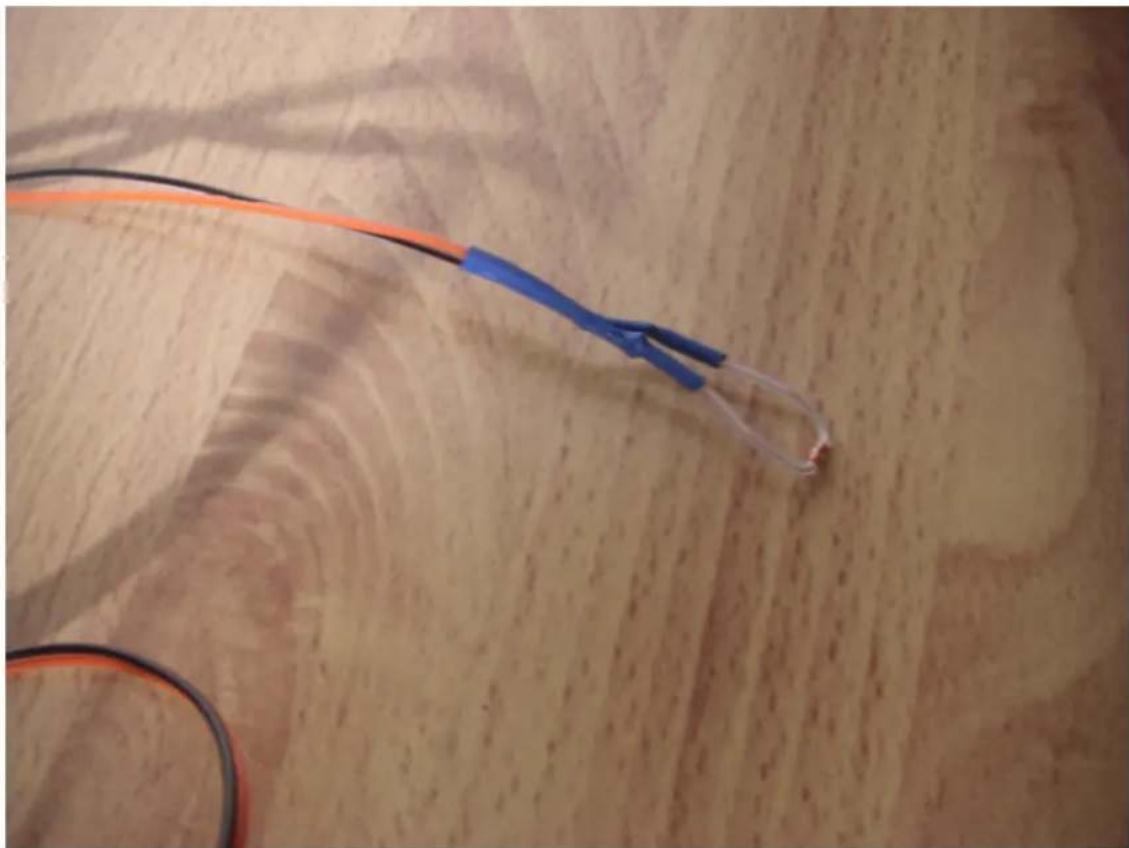
3.12.3. Isolierung Thermistor
Tabelle 3.49. Materialliste Isolierung Thermistor
| 1x Thermistor vormontiert 1x Kaptonband [S. ] 5mm oder PET-Band, 50mm [S. ] |
| German RepRap GmbH | Seite 168 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Das beheizbare Druckbett |
Abbildung 3.168. Isolierung Thermistor Materialübersicht
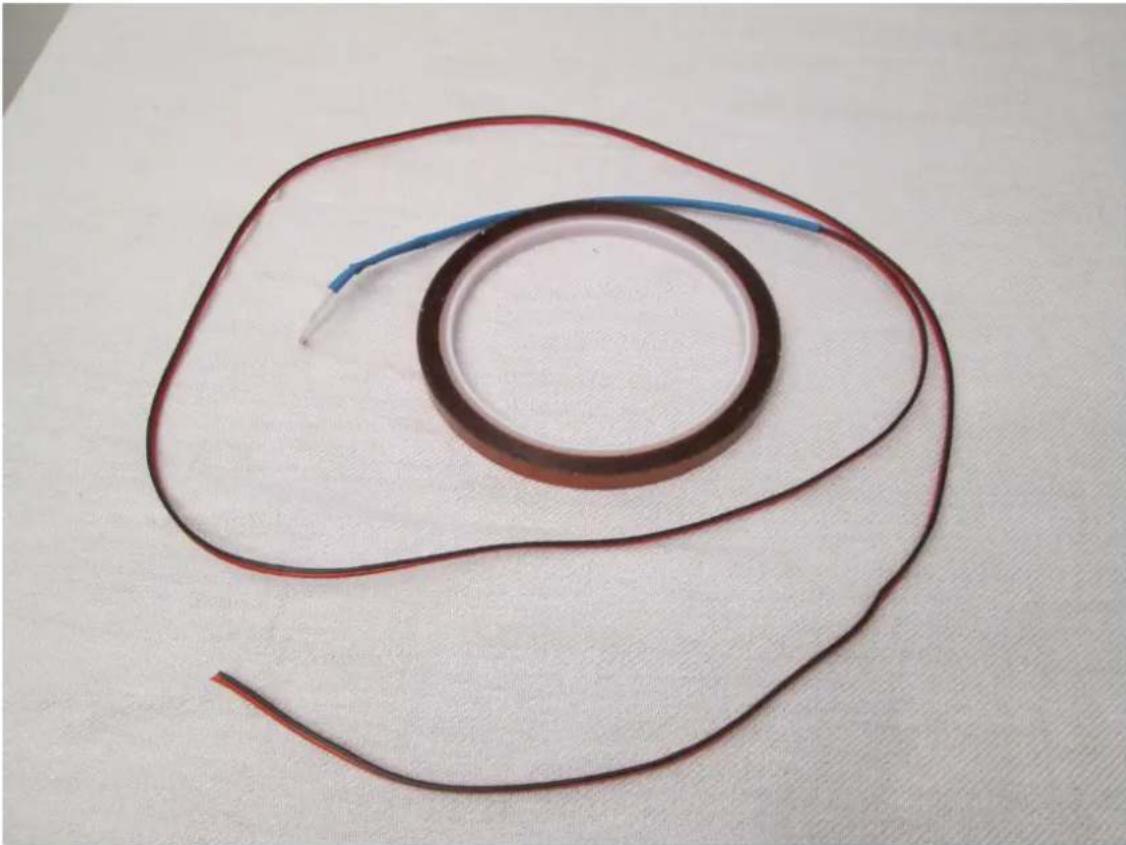
Das Thermistor-Kabel wird auf einer Länge von ca. „13cm“ mit Kapton umwickelt.
Alternativ kann das Thermistor-Kabel auch mit einem weiteren Schrumpfschlauch zusammengehalten werden, dann ist jedoch darauf zu achten, dass die Kontakte des Thermistors nicht freiliegen.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.169. Isolierung Thermistor Abschluss
1x Schrumpfschlauch, ∅6.4mm, 15cm
Tabelle 3.51. Materialliste Montage Thermistor
1x Aluminium-Platte, vormontiert 1x Thermistor, vormontiert (100013.2)
1x Kaptonband, 5mm [S. ] oder PET-Band, 50mm [S. 262]
Die Aussparung in der Mitte der Heizmatte wird mit Kapton- oder PET-Band beklebt, wobei das Kaptonband an der Aluminiumplatte kleben muss, damit die Temperatur später korrekt bestimmt werden kann. Anschließend wird der Thermistor in dieser Aussparung platziert und wieder mit Kaptonband (oder PET-Band) fixiert.
Zur genauen Temperaturbestimmung sollte der Thermistor die Aluminiumplatte berühren.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.170. Details Temperatursensor
Alle Kabel zusammen sollten dann mit einem Schrumpfschlauch zusammengehalten werden.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.171. Montage Thermistor Abschluss
3.12.5. Kabelhalterung
Tabelle 3.52. Materialliste Kabelhalterung (100013.4)
1x Spiralschlauch 1x Montageband 5cm
1x M3x5 Zylinderkopfschraube * 1x M3 Unterlegscheibe
Tabelle 3.53. Materialliste Kabelhalterung
1x Druckbett, vormontiert
*Alternativ zur M3x5 Zylinderkopfschraube kann eine M3x10 Zylinderkopfschraube mit einer aufgeschraubten M3 Mutter verwendet werden.
| German RepRap GmbH | Seite 172 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Das beheizbare Druckbett |
Abbildung 3.172. Kabelhalterung Materialübersicht
Das Blech dient dazu die verschiedenen Kabel zusammen zuhalten, zusätzlich wirkt es zugentlastend. Die beste Wirkung wird dabei erzielt, wenn das Blech leicht gebogen wird (wie auf den Bildern zu erkennen).
Zunächst wird auf die Schraube eine selbstsichernde Mutter geschraubt, dann wird die Unterlegscheibe aufgelegt (wie im Bild "Detailansicht Schraube [S. 173]" gezeigt). Anschließend wird das Blech über die Kabel gelegt und mit der Schraube in der Sacklochbohrung verschraubt.
| German RepRap GmbH | Seite 173 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Das beheizbare Druckbett |
Abbildung 3.173. Detailansicht Schraube
Abbildung 3.174. Kabelhalterung Abschluss
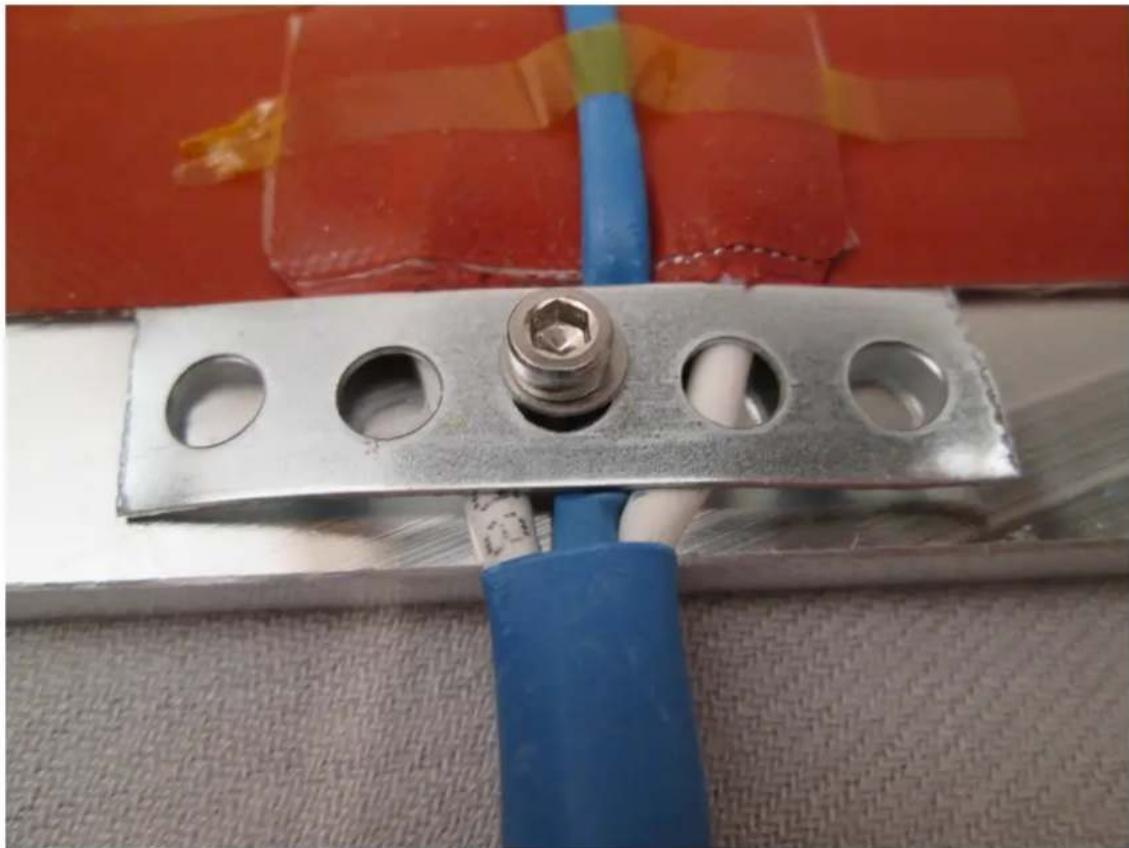
Das Spiralband kann nun noch um die Heizbettleitungen und die Thermistor Leitungen gelgegt werden, damit alle Leitungen im späteren Betrieb zusammengehalten werden.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.175. Spiralband Heizbett
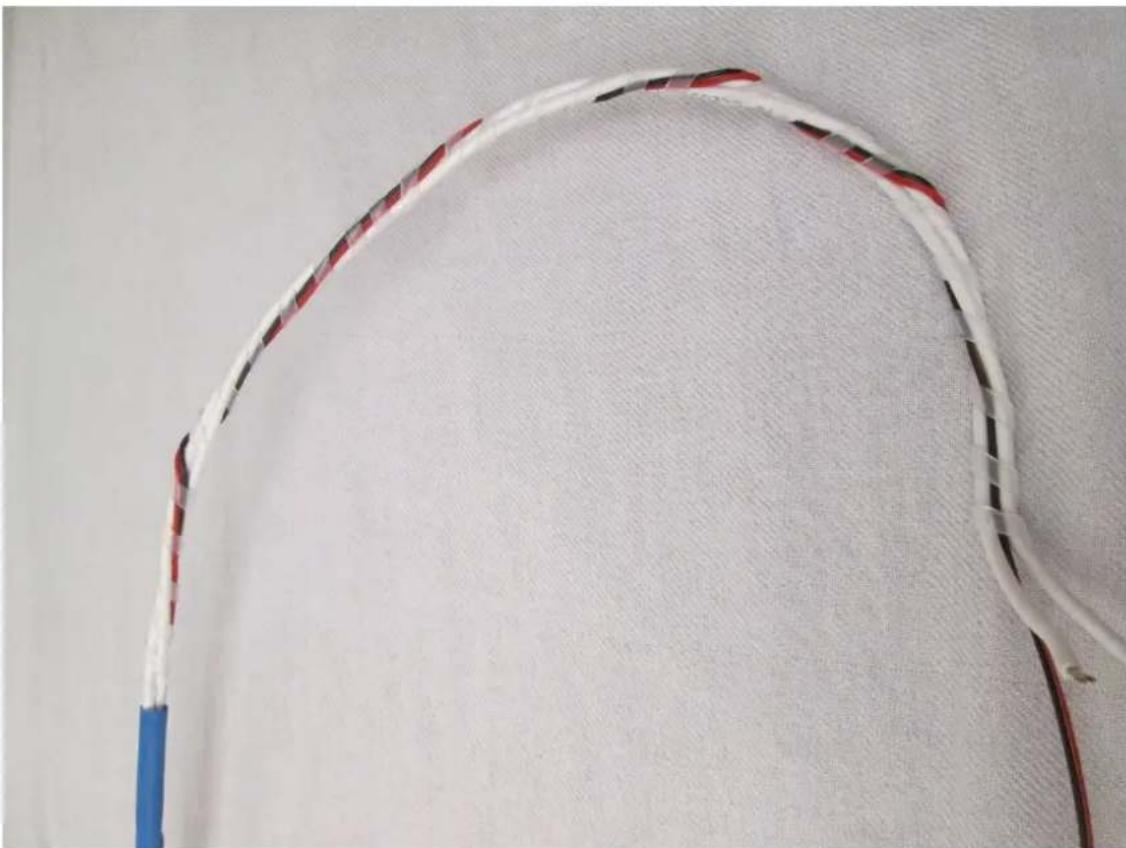
| German RepRap GmbH | Seite 175 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Das beheizbare Druckbett |
Abbildung 3.176. Dämmwatte Materialübersicht

Bei zu langem Kontakt mit der Dämmwatte kann es zu Hautiritationen kommen, daher sollte darauf geachtet werden, dass die Dämmwatte nur für kurze Zeit berührt wird. Einweghandschuhe sind für diesen Arbeitsschritt empfehlenswert.

Die Dämmwatte wird auf der Aluminiumplatte verteilt. Die Löcher für das Druckbett müssen dabei noch zugänglich sein.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.177. Dämmwatte Abschluss
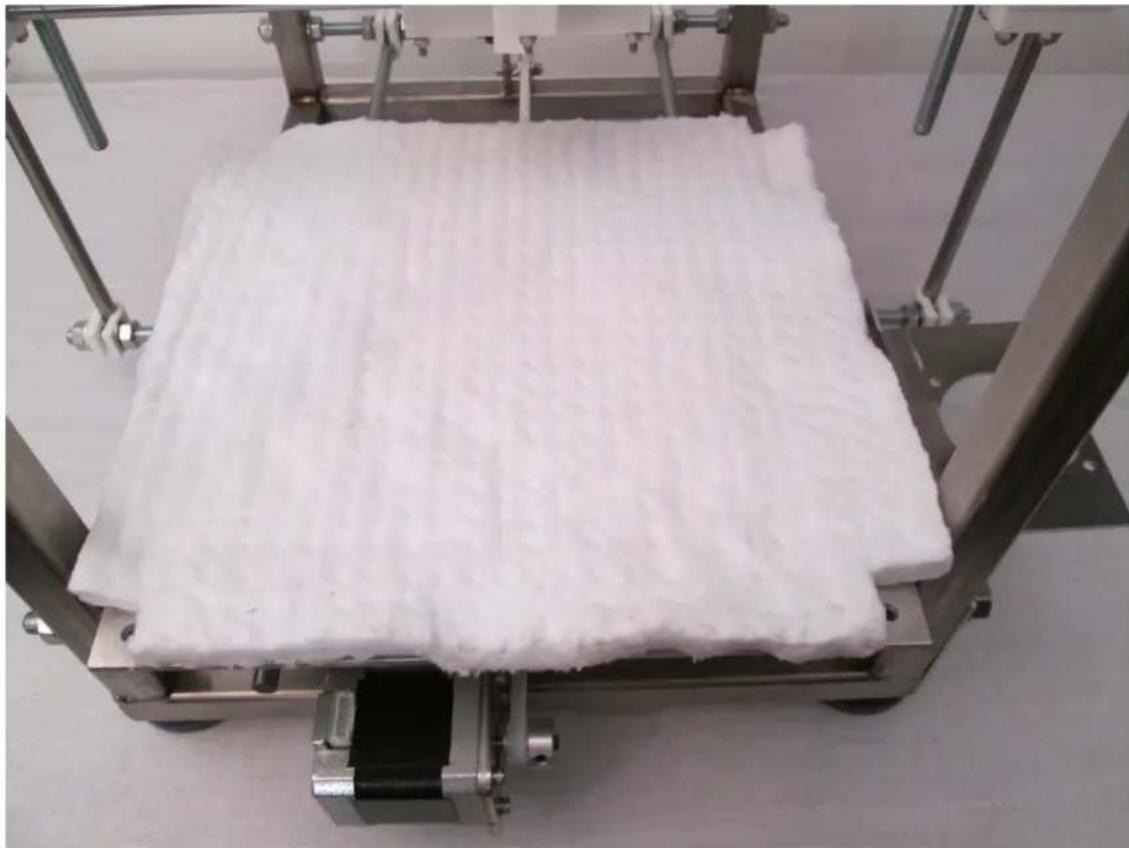
Die Ecken der Dämmwatte können mit einem Teppichmesser oder einer Schere entfernt werden..
3.12.7. Befestigung beheizbares Druckbett
Tabelle 3.55. Materialliste Befestigung beheizbares Druckbett (100013.5)
8x M4 Unterlegscheibe 4x M4 selbstsichernde Mutter
Tabelle 3.56. Materialliste Befestigung beheizbares Druckbett
1x PET-Folie 230mmx230mm [S. 36] 1x Druckbett, vormontiert
Die Unterseite des Druckbetts wird mit einer PET-Folie beklebt und anschließend auf die Aluminiumplatte gelegt. Hier sollten die Anschlussleitungen in Richtung des Y-Motors zeigen. Auf die Schrauben wird jetzt jeweils eine weitere Unterlegscheibe gelegt, sodass die Teile Unterlegscheibe + Mutter + Mutter + Mutter + Unterlegscheibe für genügend Abstand zwischen den Platten sorgen.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.178. Unterseite des Druckbetts
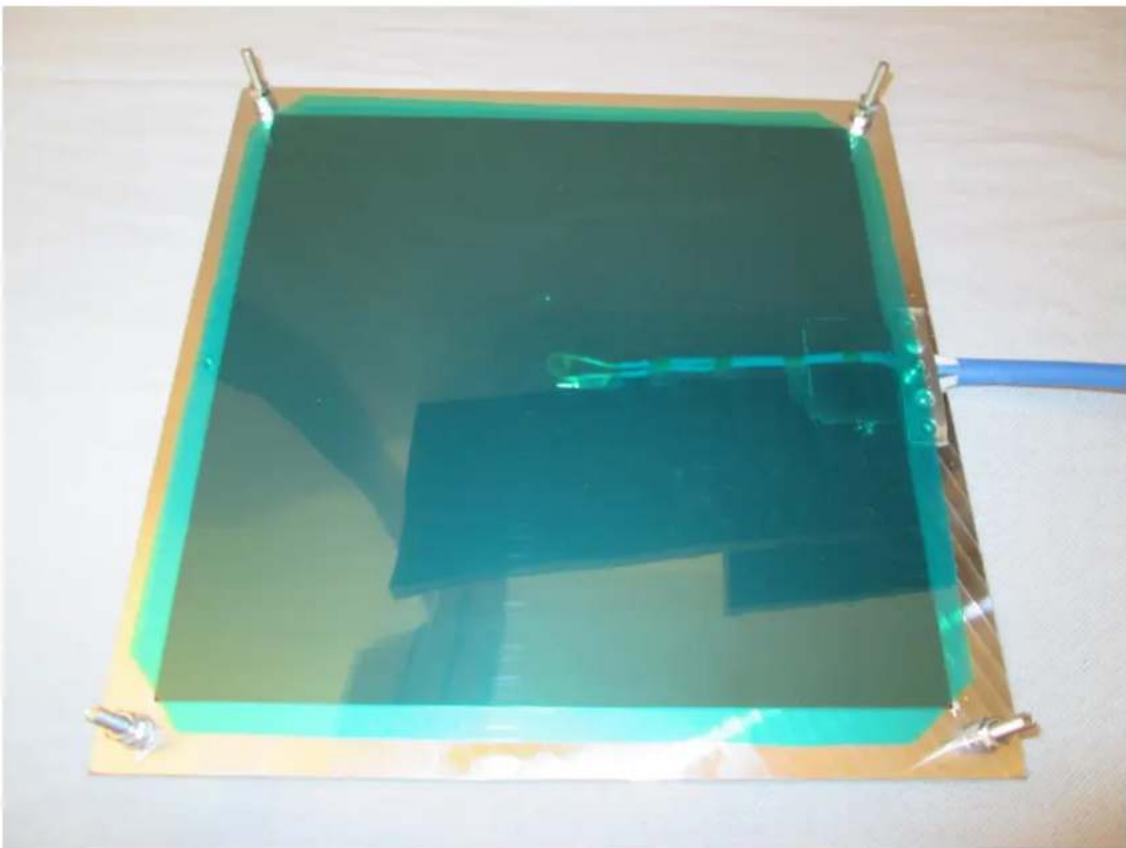
Bei dem Aufkleben der PET-Folie wird diese vorab auf die passende große Zugeschnitten. Dabei sollten die 4 Schrauben des Heizbetts ausgespart bleiben. Es ist darauf zu achten, dass die Folie über den Rand der Heizmatte hinaus mit der Metallplatte verklebt wird.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.179. Details Verschraubung
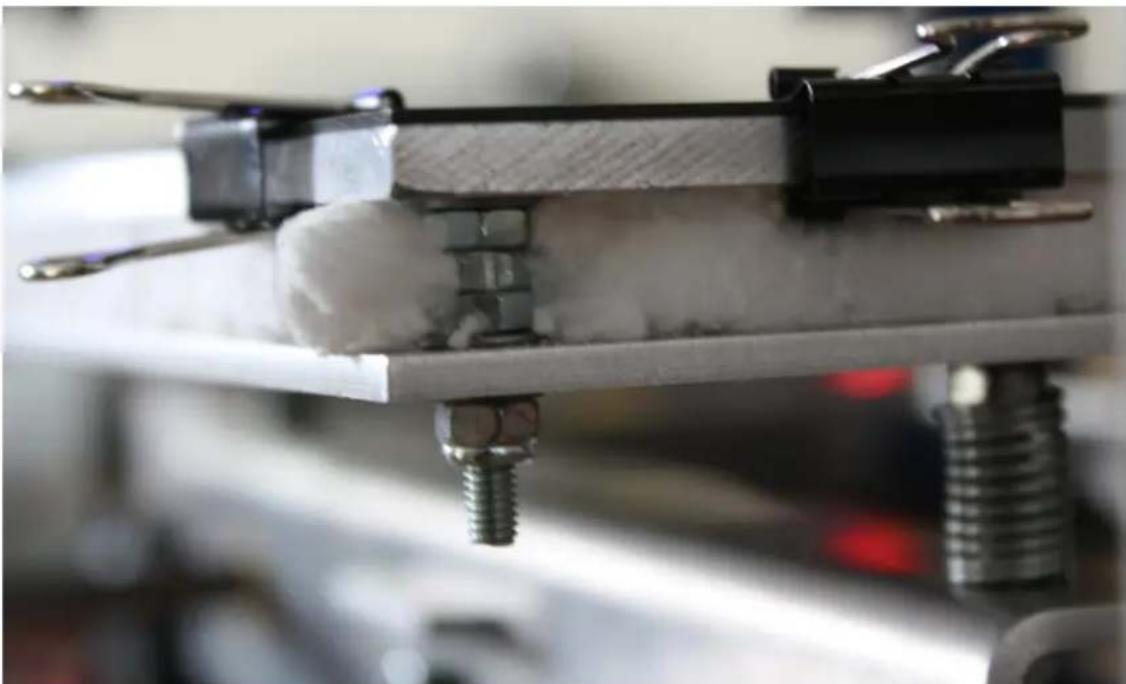
Fertig montiert sehen die Platten wie auf obigem Bild aus: Senkkopfschraube + Aluminiumplatte (5 mm Dicke) + Unterlegscheibe + Mutter + Mutter + Mutter + Unterlegscheibe + Aluminiumplatte (3 mm Dicke) + Unterlegscheibe (die 2. aus obiger Montageliste) + selbstsichernde Mutter.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.180. Abzug der Schutzfolie
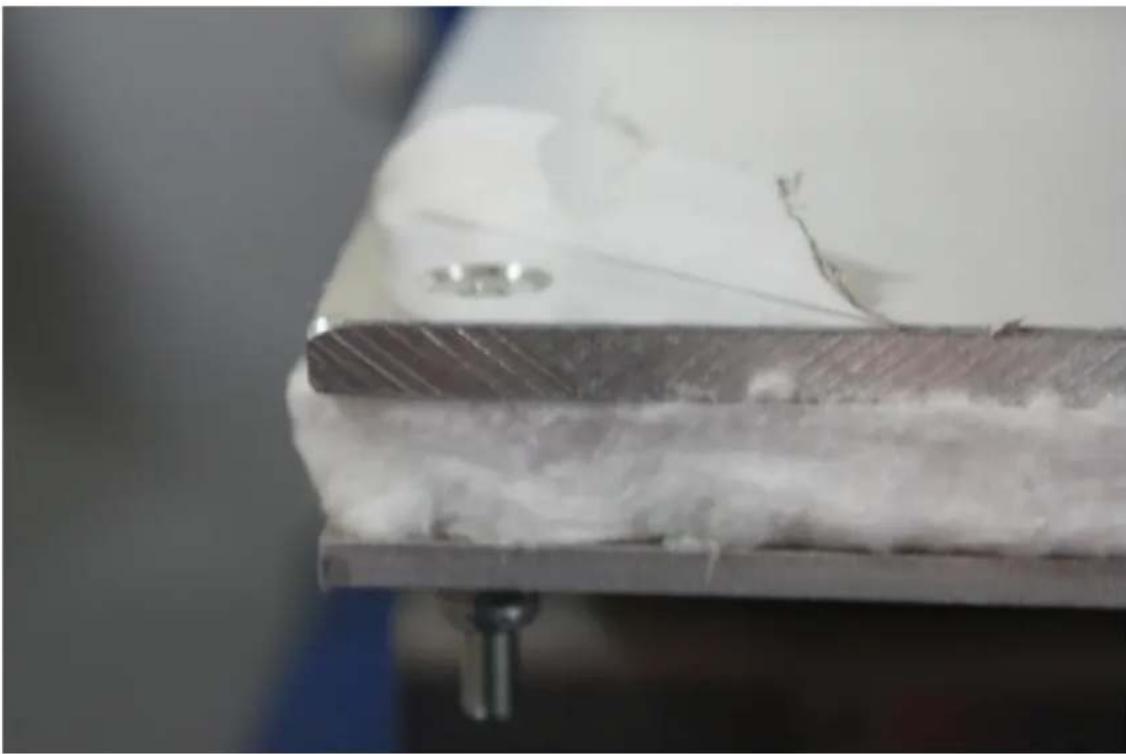
Die Schutzfolie auf der Oberseite der 5 mm dicken Aluminiumplatte wird nun abgezogen.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.181. Gesamtansicht Heizbett
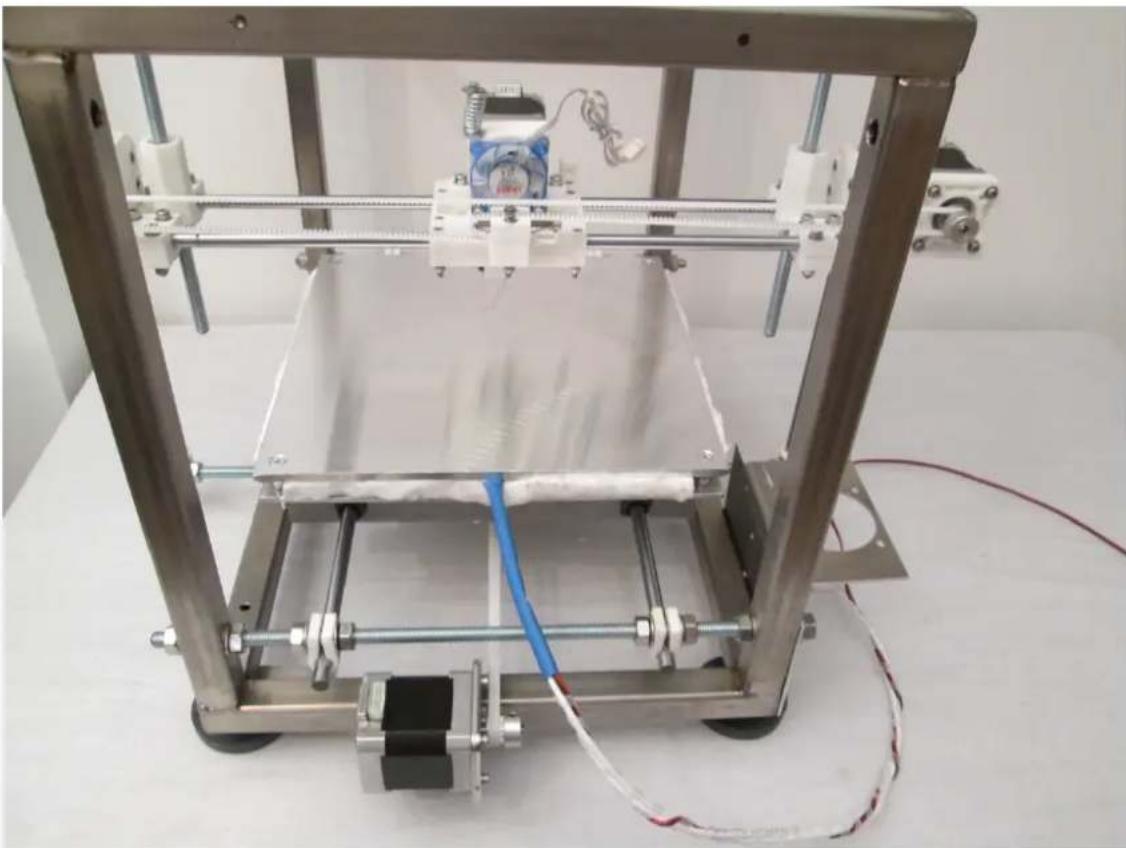
Tabelle 3.57. Materialliste Opferplatte
1x Aluminium-Platte, 230x230x0.8mm 4x Foldback-Klemmer
1x PET-Folie 230mmx230mm [S. 36]
| German RepRap GmbH | Seite 181 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Das beheizbare Druckbett |
Abbildung 3.182. Opferplatte Materialübersicht
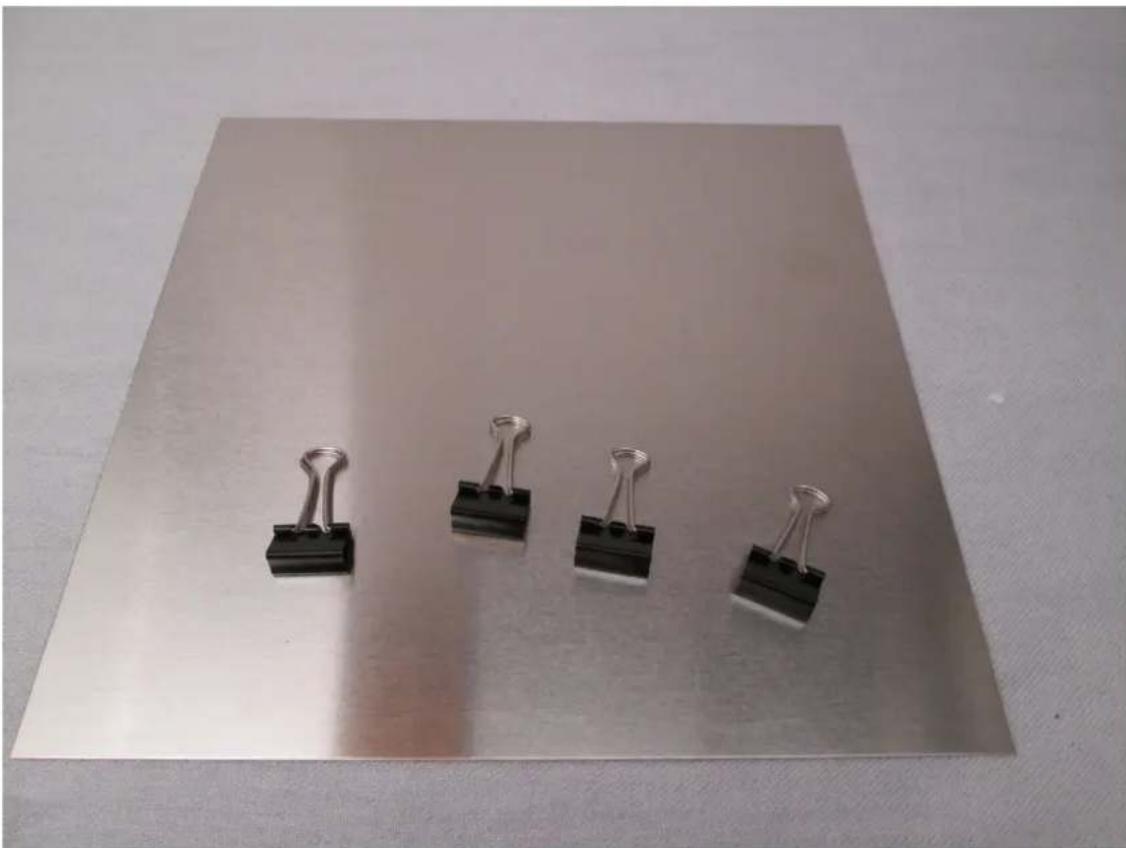
Die Aluminium-Platte wird auf der oberen Seite mit der PET Folie beklebt und dann mit den Klemmen an der dicken Aluminium-Platte festgeklemmt. Die Schutzfolie der dicken Aluminium-Platte muss vorher abgezogen werden. Die dünne Aluminium-Platte dient hier als Schutz der dicken Platte, falls durch das Hot-End Kratzer auf dieser entstehen. In diesem Fall kann die dünne Aluminium-Platte leicht und kostengünstig ausgetauscht werden. Wird kein beheizbares Druckbett verwendet, wird die bereits montierte Aluminiumplatte mit PET-Folie beklebt.
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.183. Opferplatte Abschluss
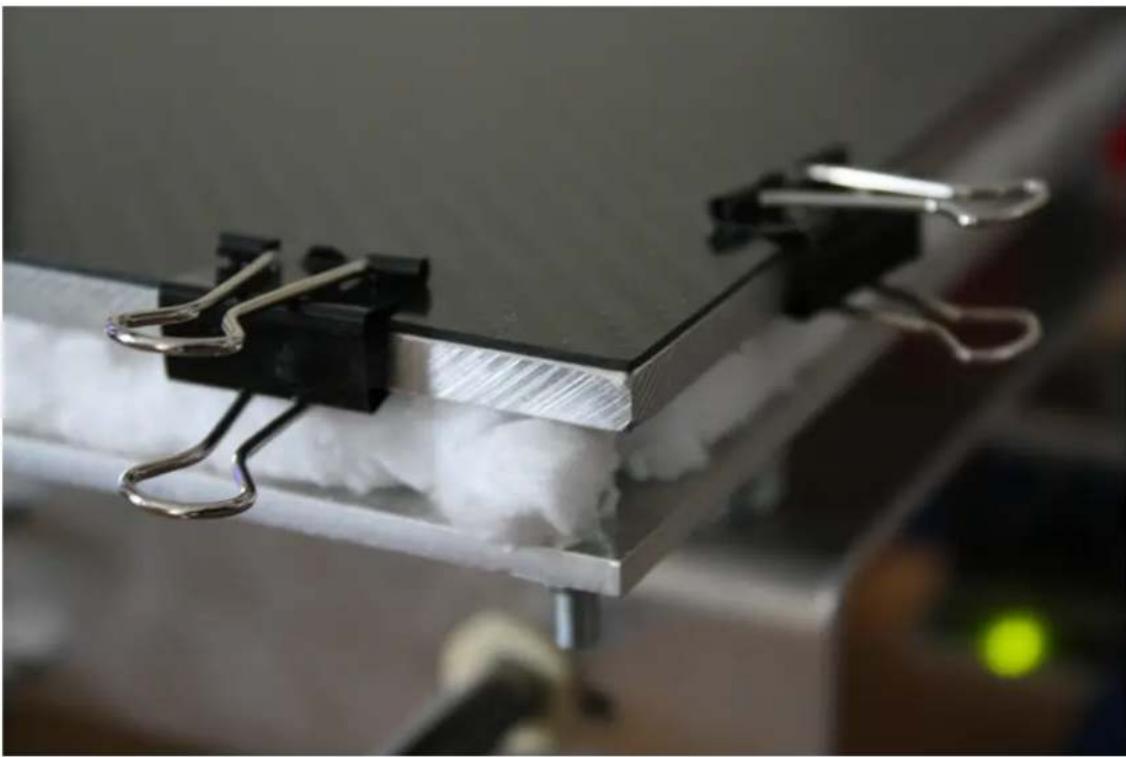
3.12.9. Mosfet-Kühler
Tabelle 3.58. Materialliste Mosfet-Kühler (100013.6)
1x Kühlkörper 1x M3x5 Zylinderkopfschraube
1x M3 Mutter
Kapitel 3. Aufbau > Das beheizbare Druckbett
Abbildung 3.184. Mosfet-Kühler Materialübersicht

Bei der Verwendung der 12V Heizmatte muss der Mosfet auf Steckplatz Q3 mit einem Kühler versehen werden. Dazu muss der Kühler auf der flachen Metallseite aufgeschraubt werden.

Ganz wichtig ist dabei, dass der Kühler kein anderen Mosfet berührt, da sonst ein Kurzschluss verursacht wird.
Abbildung 3.185. Mosfet-Kühler Abschluss
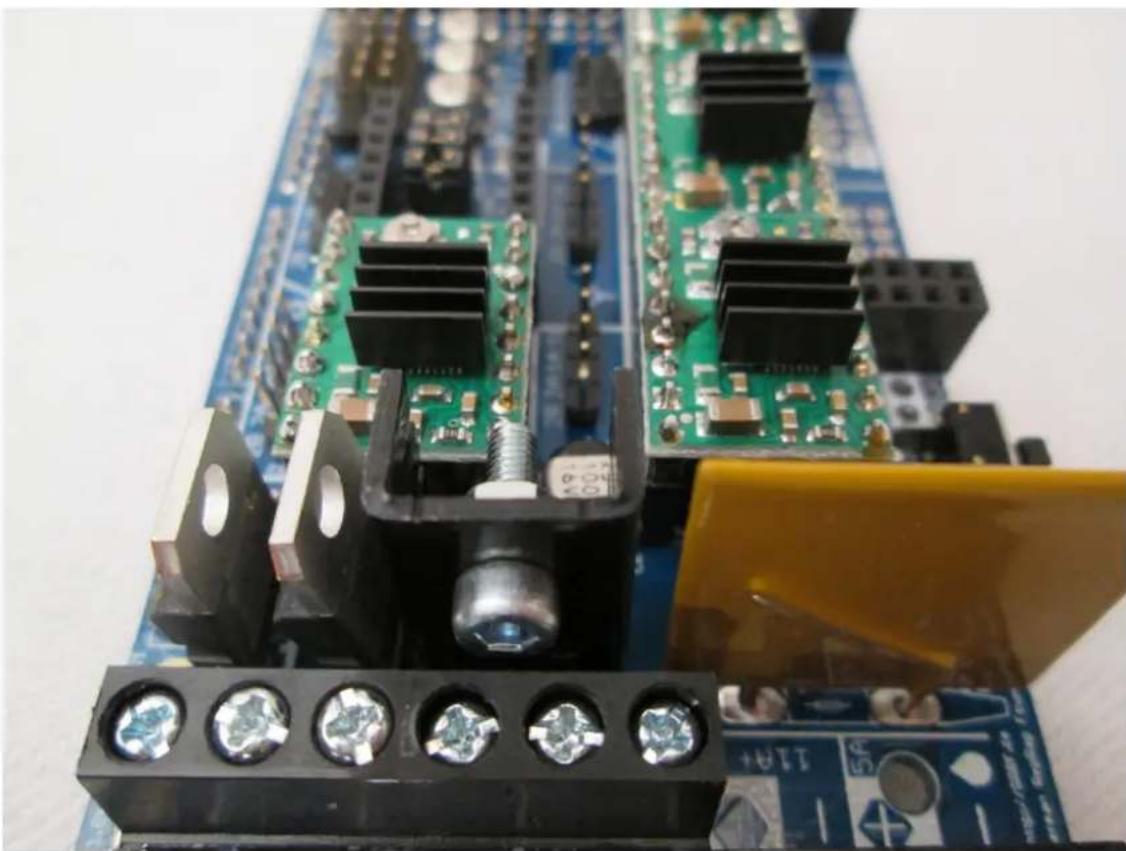
Der mechanische Aufbau des PRotos ist nun beendet und es wird mit der Elektronik begonnen. Hierzu müssen die Platinen selbst gelötet werden. Es ist beim Löten der Platinen darauf zu achten, dass die Lötspitze nur wenige Sekunden an den Bauteilen verweilt, um eine etwaige Schädigung der Platine zu verhindern. Anschließend sollte der Platine etwas Zeit gegeben werden, damit sie sich wieder auf Umgebungstemperatur abkühlen kann.
3.13.1. Montage Ramps v1.4
3.13.1.1. Vorbereitung Pololus
Tabelle 3.59. Materialliste Vorbereitung Pololus
4x Stiftleisten, 16-polig 4x Pololu A4988
| German RepRap GmbH | Seite 185 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Elektronik |
Abbildung 3.186. Vorbereitung Pololus Materialübersicht
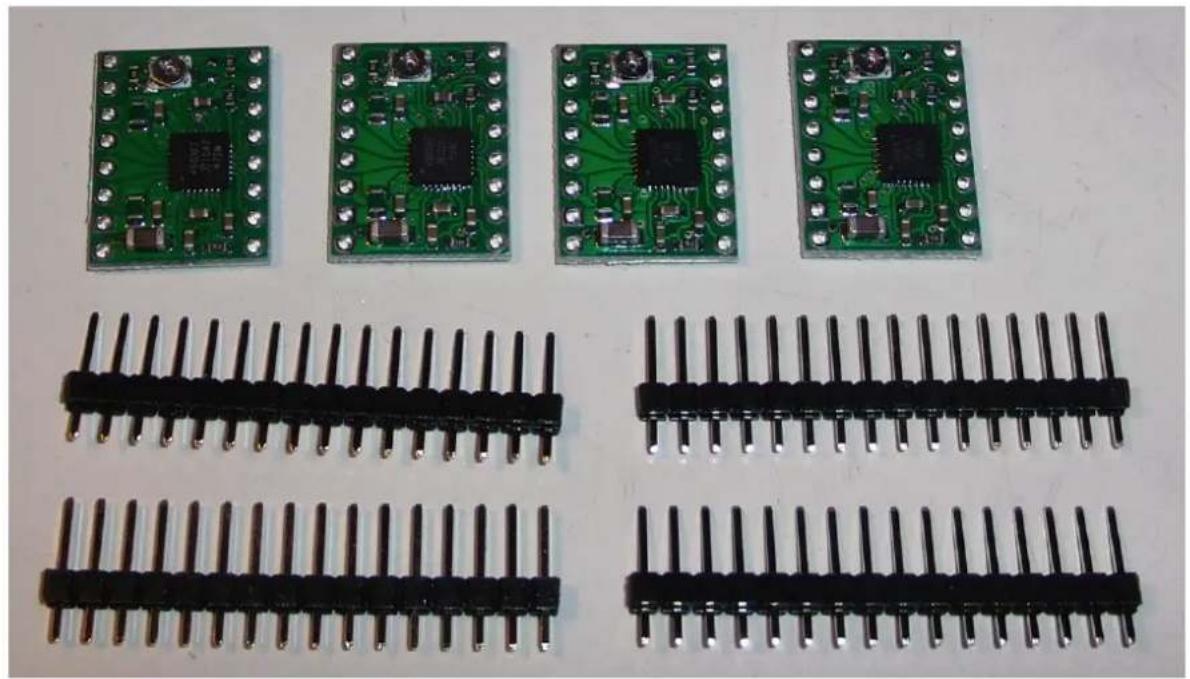
Die Stiftleisten werden in acht Stiftleisten mit je 1x8 Polen zerschnitten, damit die Pololus später einzeln ausgetauscht werden können. Die Pololus werden auf die Stiftleisten aufgesetzt und festgelötet. Dieses beugt möglichen Problemen beim Aufstecken vor.
Abbildung 3.187. Abschluss Vorbereitung Pololus

| 4x Pololu A4988, Vormontiert 1x Wärmeleitpad |
| 4x Kühlrippen |
| German RepRap GmbH | Seite 187 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Elektronik |
Abbildung 3.188. Montage Kühlrippen Materialübersicht
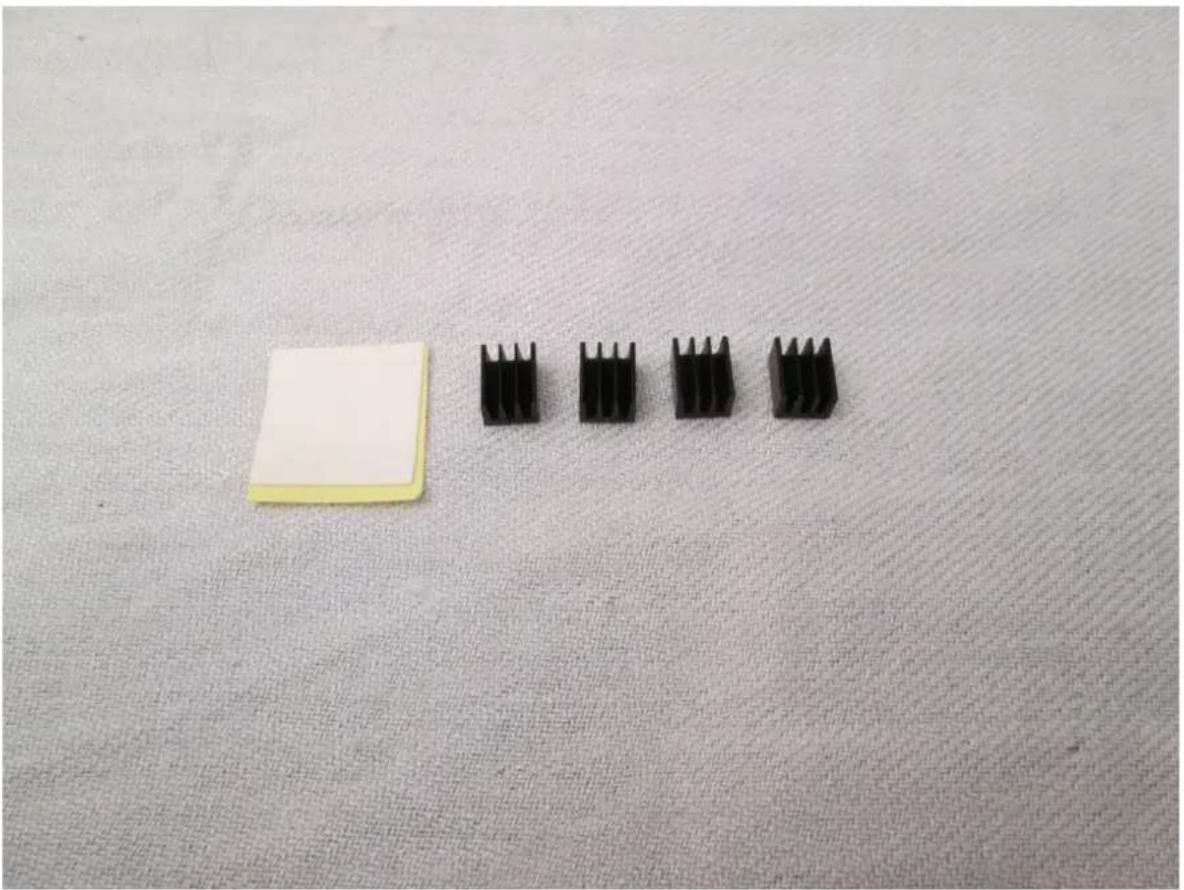
Der Chip auf den Pololus wird im Betrieb sehr warm. Um ein Abschalten aufgrund von Überhitzung vorzubeugen, werden die Chips mit Kühlrippen versehen. Dafür wird das selbstklebende Wärmeleitpad zerschnitten, auf die Chips geklebt und anschließend je eine Kühlrippe pro Chip aufgeklebt.
Abbildung 3.189. Abschluss Montage Kühlrippen
Tabelle 3.61. Materialliste Vorbereitung Pololus
1x Ramps 1.4 [S. 27] 4x Pololu A4988, vormontiert
Abbildung 3.190. Befestigung Pololus Materialübersicht
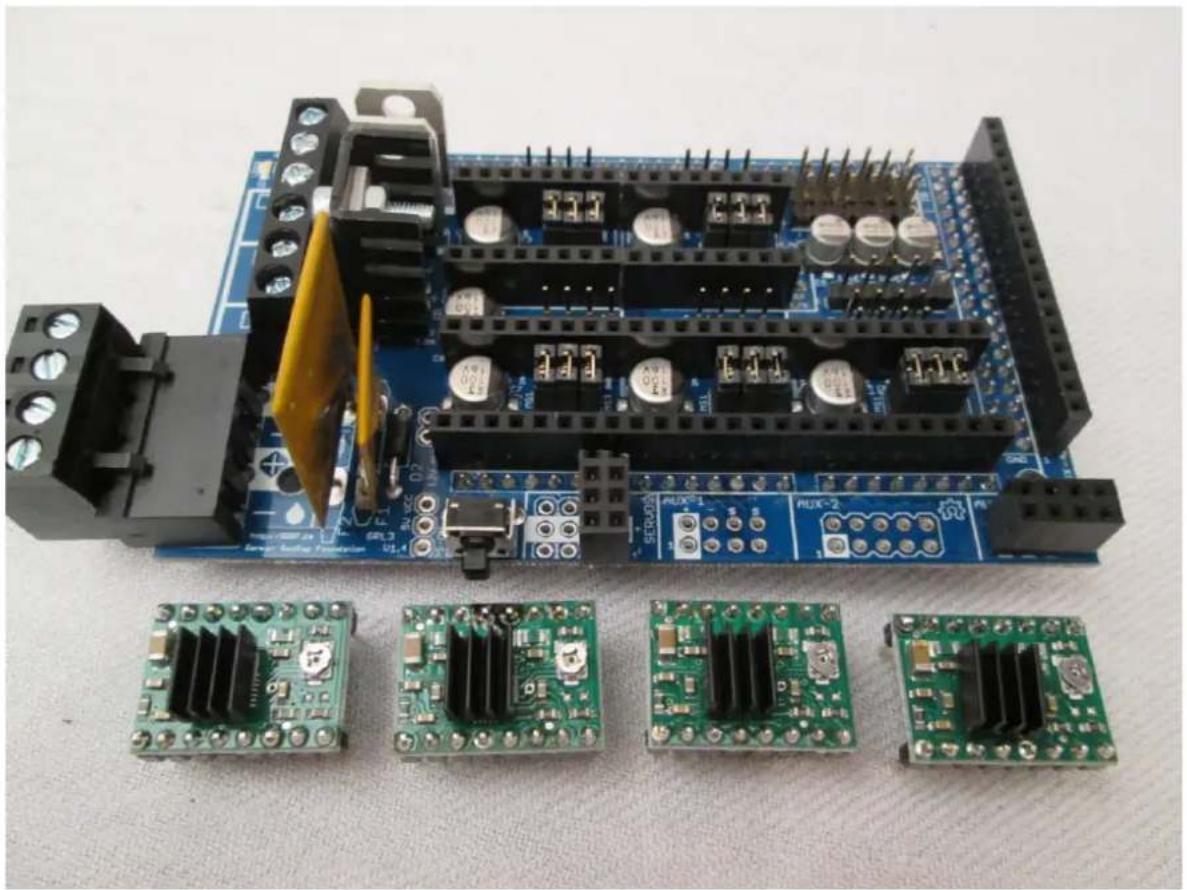
Die Pololus müssen, wie im Bild "Abschluss [S. 191]" gezeigt, auf das Ramps gesteckt werden. Der Steckplatz E1 wird dabei nur mit einem Pololu besetzt, wenn ein zweiter Extruder montiert wird.

Dabei ist sehr stark darauf zu achten, dass alle Pins des Ramps in die dafür vorgesehen Buchsen des Arduino-Board gesteckt werden.
Damit es später kein Probleme bei der ersten Inbetriebnahme gibt. Werden die Potentiometer auf der Pololus auf eine Mittlere Position gestellt.

Aus Sicherheitsgründen und um Schäden am Pololu zu vermeiden, sollte diese Einstellung mit ausgeschaltetem Netzteil durchgeführt werden.
Abbildung 3.191. Einstellung Pololu Potentiometer
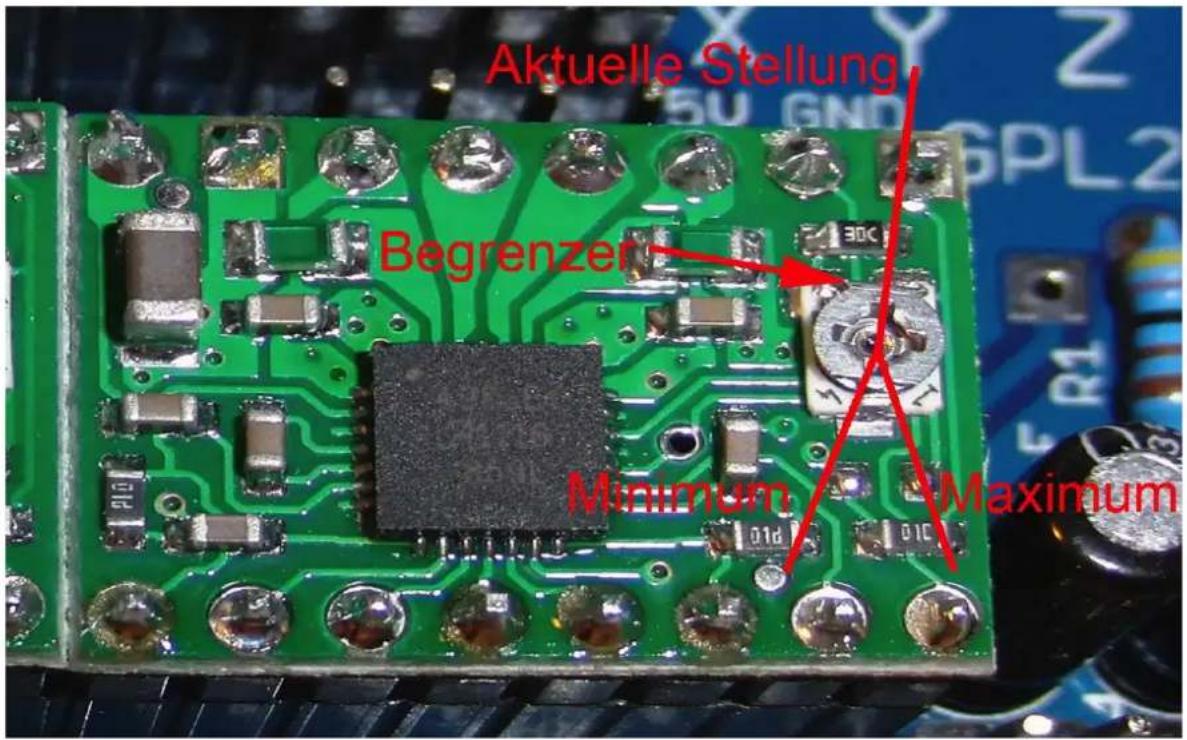
text_image
Aktuelle Stellung Begrenzen Minimum MaximumBedeutung: Dreht man das Poti nach links wird der Strom durch das Potentiometer verringert.

Die Stellung auf der oberen Abbildung entsprucht einer Uhrzeit von 12.30. Im späteren Betrieb sollte das Potentiometer nach links auf etwa 10 Uhr eingestellt werden.
Das Potentiometer sollte langsam und nur mit dem richtigen Werkzeug bedient werden. Im Betrieb darf nur mit Keramikschraubenzieher/Bernsteinschraubenzieher an dem Potentiometer gedreht werden, da der Schrittmotor sonst zerstört werden kann.
Abbildung 3.192. Ramps mit aufgesteckten Pololus
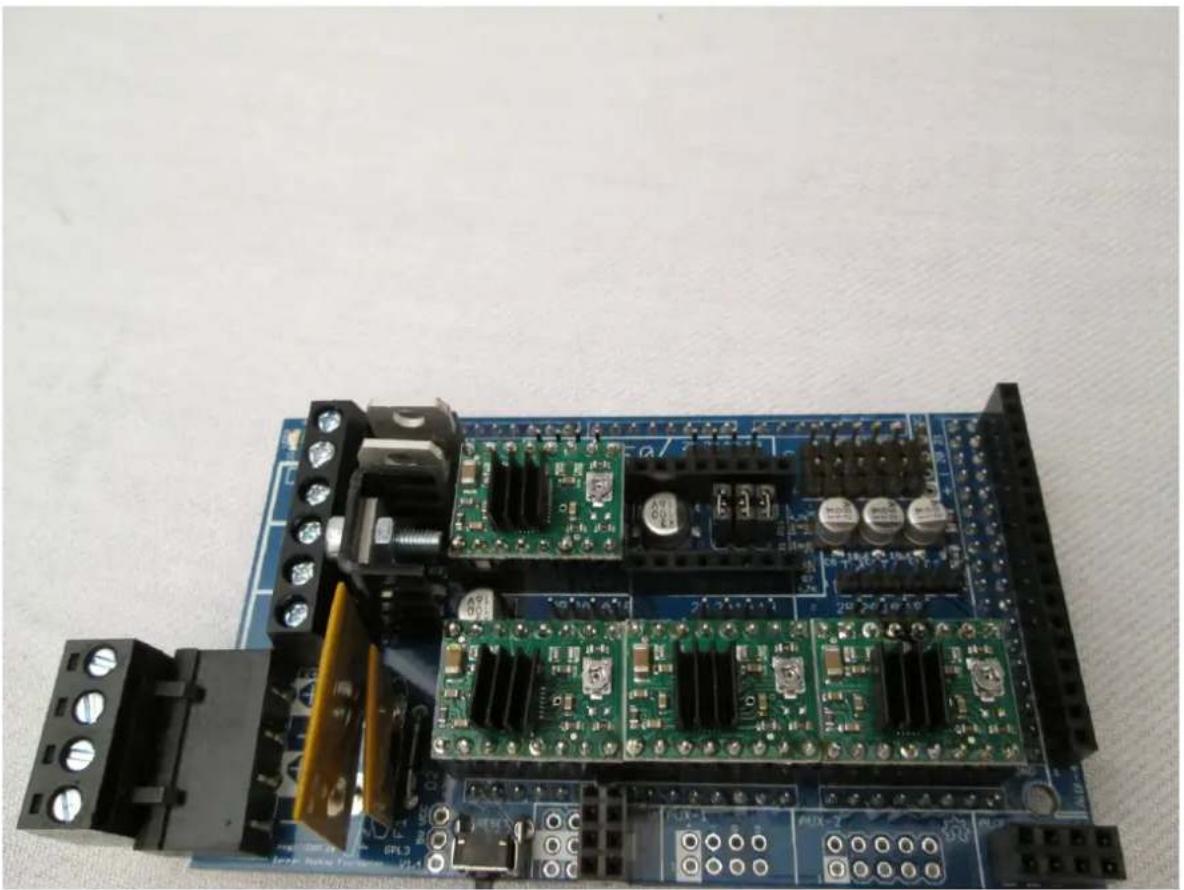
3.13.1.4. Elektronikhalterung
Tabelle 3.62. Materialliste Elektronikhalterung (100270.17)
4x Platinenabstandhalter
Tabelle 3.63. Materialliste Elektronikhalterung
1x Arduino Mega 2560 Board [S. 21] 1x Ramps 1.4, vormontiert
Die Platinenabstandhalter danach in der Elektronikhalter und das Arduino Board klipsen, sodass die Widerhaken greifen. Anschließend werden die Ramps aufgesteckt, wie auf folgenden Bildern zu sehen ist.
Abbildung 3.193. Elektronikhalter Montage (Teil 1)
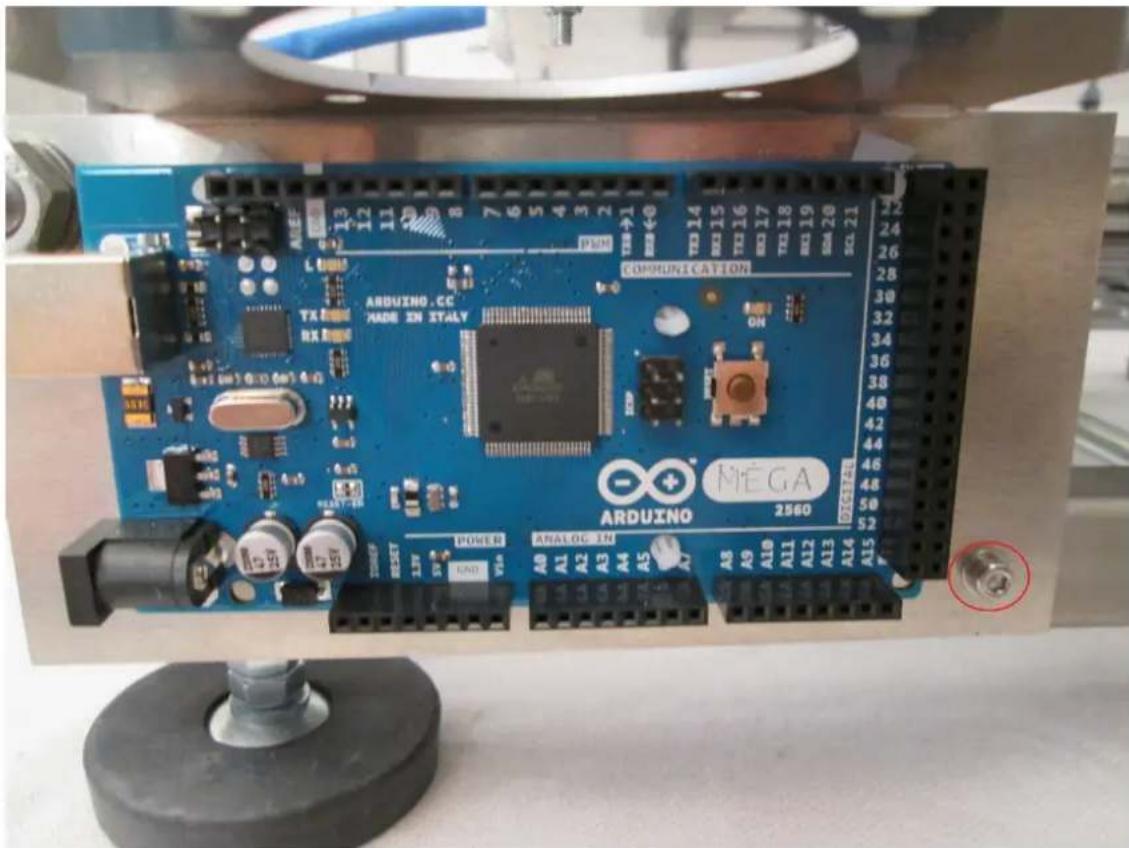
text_image
ARDUINO.CE MODE IN ITALV COMMUNICATION ARDUINO MEGA 2560 POWER ANALOG IN A0 A1 A2 A3 A4 A5 SCL-21 TEL 14 TEL 15 TEL 16 TEL 17 TEL 18 TEL 19 SEA 20 TEL 21 A0 A1 A2 A3 A4 A5 SCL-21 A0 A1 A2 A3 A4 A5 SCL-21 A0 A1 A2 A3 A4 A5 SCL-21Abbildung 3.194. Elektronikhalter Montage (Teil 2)
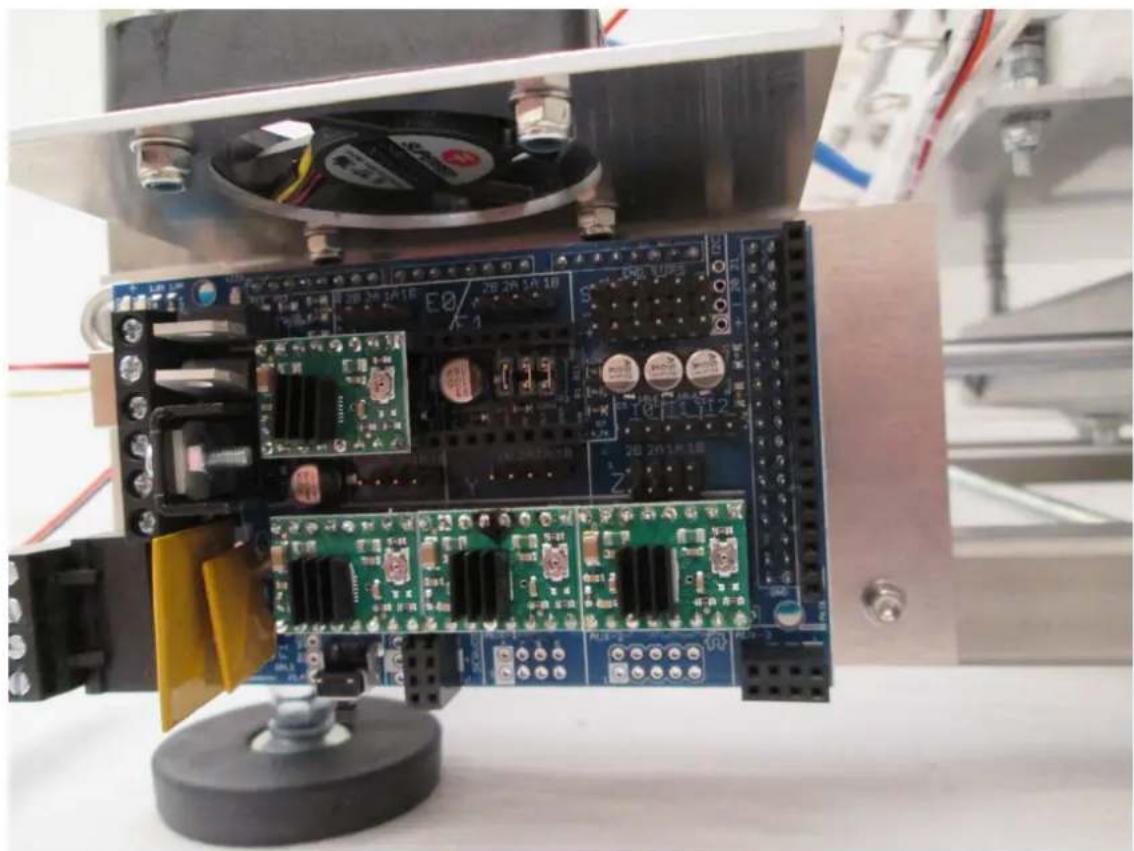
Die Kühlkörper müssen wie im Bild zu sehen ist, im Luftstrom des Lüfters liegen, um eine kühlende Funktion zu erfüllen.
3.13.1.5. Ramps-Lüfter
Tabelle 3.64. Materialliste Ramps-Lüfter (100270.18)
4x M3x18 Zylinderkopfschraube 4x M3 selbstsichernde Mutter
4x M3 Unterlegscheibe
Tabelle 3.65. Materialliste Ramps-Lüfter
1x Lüfter, 50mm 1x Fertig montierter Elektronikhalter
| German RepRap GmbH | Seite 194 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Elektronik |
Abbildung 3.195. Rampslüfter Materialübersicht

Zusätzlich wird zur Kühlung noch ein Lüfter verwendet, um die Chips der Pololus zu kühlen. An dem ElectronicFanMount wird der Lüfter, wie auf folgendem Bild gezeigt, montiert. Zusätzlich muss auf die Drehrichtung des Lüfters geachtet werden. Der Lüfter soll Luft von oben auf das Board blasen. Dafür zeigt die rote Lüfteraufschrift zur Rampsplatine. Die Anschlussleitung zeigt in Richtung
Abbildung 3.196. Rampslüfter Abschluss
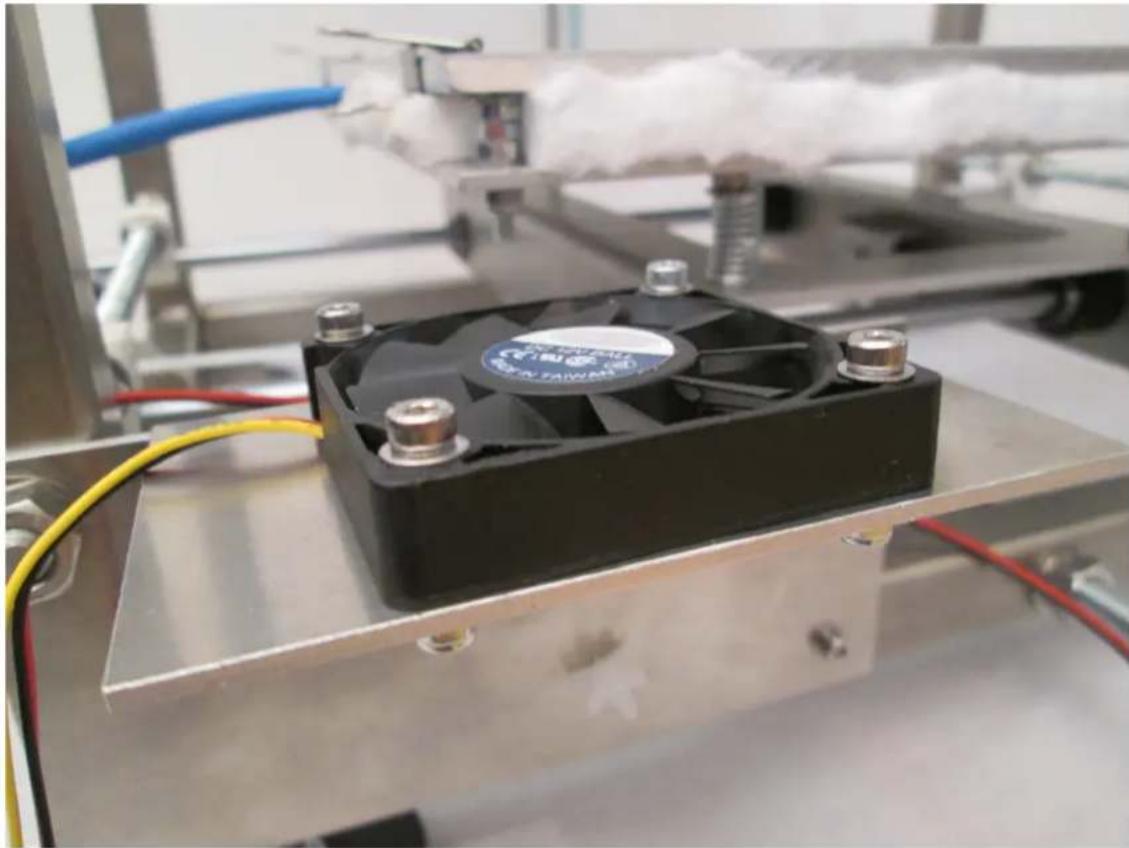
Den Lüfter wie auf oben gezeigtem Bild montieren (Zylinderkopfschraube + Lüfter + Elektronikhalter + Unterlegscheibe + selbstsichernde Mutter).
3.13.2. Opto Endstop- & Lichtschrankenmontage
3.13.2.1. Opto Endstop - X-Achse
Tabelle 3.66. Materialliste Opto Endstop - X-Achse (100270.19)
| 1x Montageband, ca. 50 mm 1x Distanzhülse, 5mm |
| 1x M3x35 Zylinderkopfschraube 1x M4x20 Zylinderkopfschraube |
| 1x M3 selbstsichernde Mutter 1x M4 selbstsichernde Mutter |
| 4x M3 Unterlegscheibe 2x M4 Unterlegscheibe |
Tabelle 3.67. Materialliste Opto Endstop - X-Achse
1x Opto Endstop
| German RepRap GmbH | Seite 196 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Elektronik |
Abbildung 3.197. Opto Endstop - X-Achse Materialübersicht

Zum Unterbrechen der Lichtschranke der X-Achse befindet sich am X-Carriage eine Möglichkeit zur Befestigung eines Blechs (siehe folgendes Bild). An dieser Seite kann die Halterung des X-Achsengestänges zur Befestigung genutzt werden. Dafür wird die vorhandene M4x25 Zylinderkopfschraube samt Unterlegscheibe und Mutter entfernt und durch eine M3 Zylinderkopfschraube ersetzt, da nur diese durch die Bohrung im Endstop passt. Die Distanzhülse verhindert die Berührung mit den Zylinderkopfschrauben. Es werden unter die Distanzhülse noch drei der M3 Unterlegscheiben gelget um die Höhe des Optos soweit anzuheben, dass keine Kontakte auf der Unterseite der Platine die anderen Schraubenköpfe berühren kann.
| German RepRap GmbH | Seite 197 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Elektronik |
Abbildung 3.198. Befestigung Opto Endstop - X-Achse Abschluss
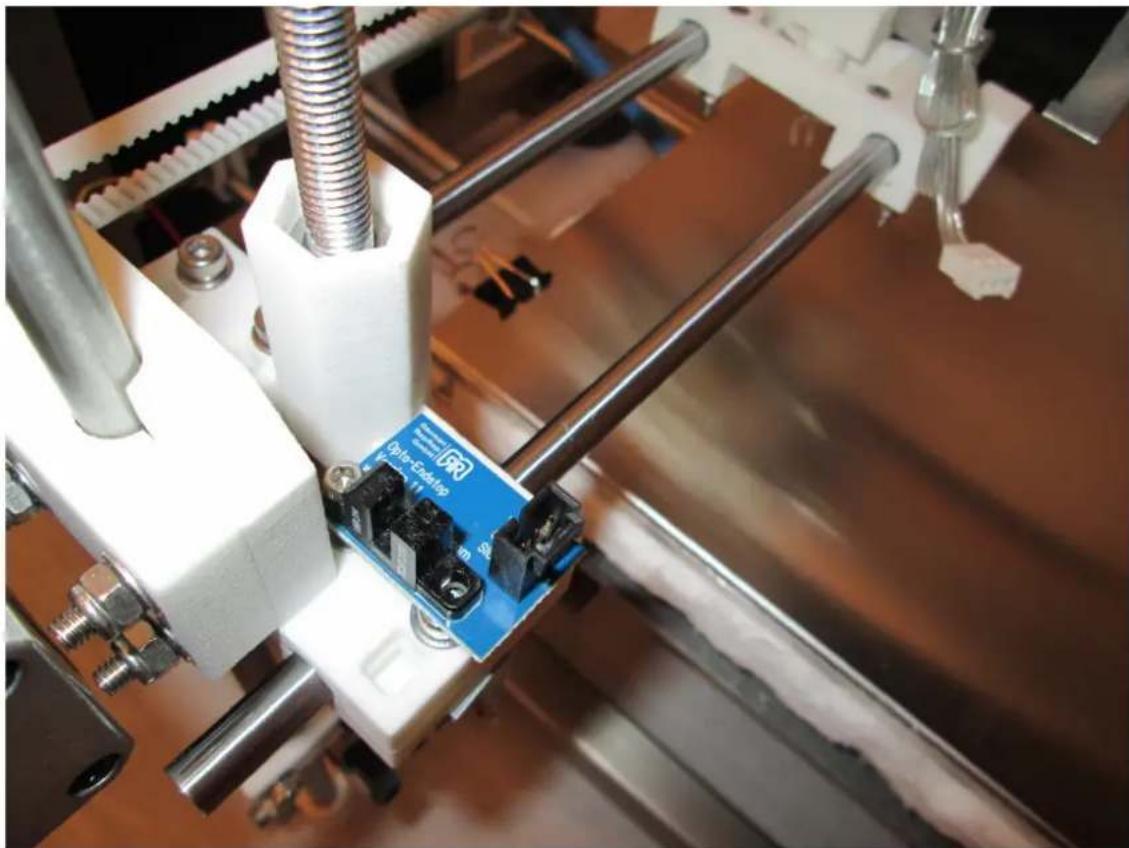
Das Montageband wird, wie auf dem unteren Bild gezeigt, mit Kaptonband umwickelt und mit der M4 Zylinderkopfschraube, 2 M4 Unterlegscheiben und der M4 selbstsichernden Mutter an der X-Carriage montiert.
Abbildung 3.199. Detailansicht Lichtschrankenunterbrecher X-Achse
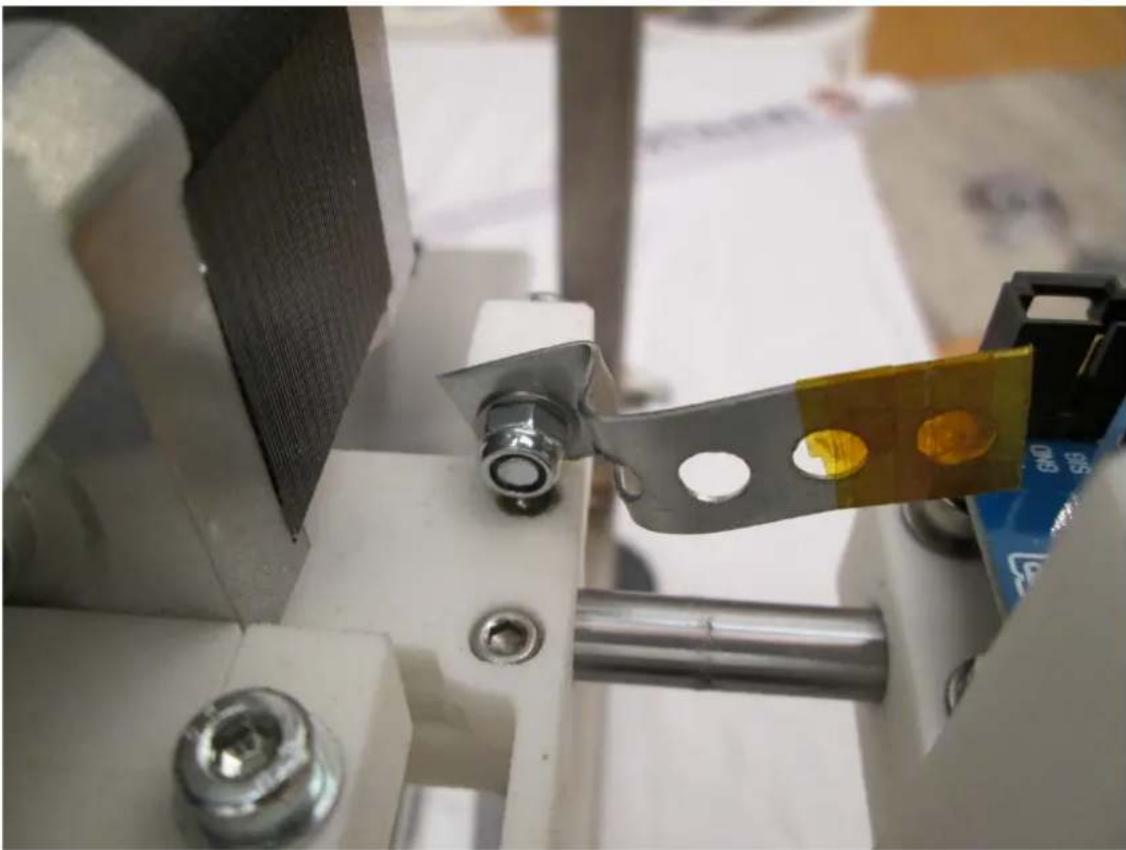
Die linke untere Ecke des Montagebands sollte schräg abgeschnitten werden, damit das Blech mit einem 20° Winkel gekippt werden kann und die Lichtschranke durchfährt.
Es wird in naher Zukunft anstelle der Montagebleche vorgebogene Endstopbleche geben.
3.13.2.2. Opto Endstop - Z-Achse
Tabelle 3.68. Materialliste Opto Endstop - Z-Achse (100270.20)
1x Montageband, ca. 50 mm 1x Endstop Holder
2x M3x20 Zylinderkopfschraube 1x M4x25 Zylinderkopfschraube
2x M3 selbstsichernde Mutter 2x M4 Unterlegscheibe
2x Distanzhülse, 5mm
Tabelle 3.69. Materialliste Opto Endstop - Z-Achse
1x Opto Endstop
| German RepRap GmbH | Seite 199 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Elektronik |
Abbildung 3.200. Opto Endstop - Z-Achse Materialübersicht
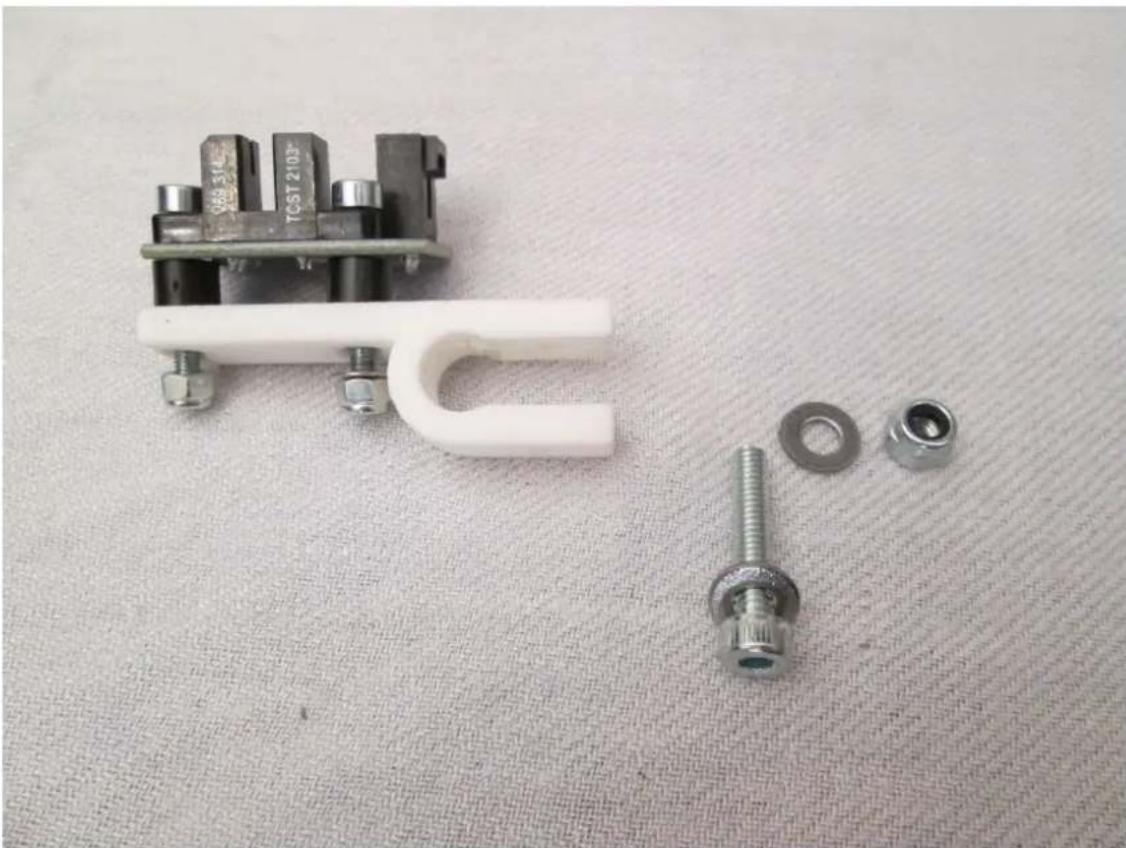
Der Endstop wird wie auf folgendem Bild gezeigt, montiert.
Kapitel 3. Aufbau > Die Elektronik
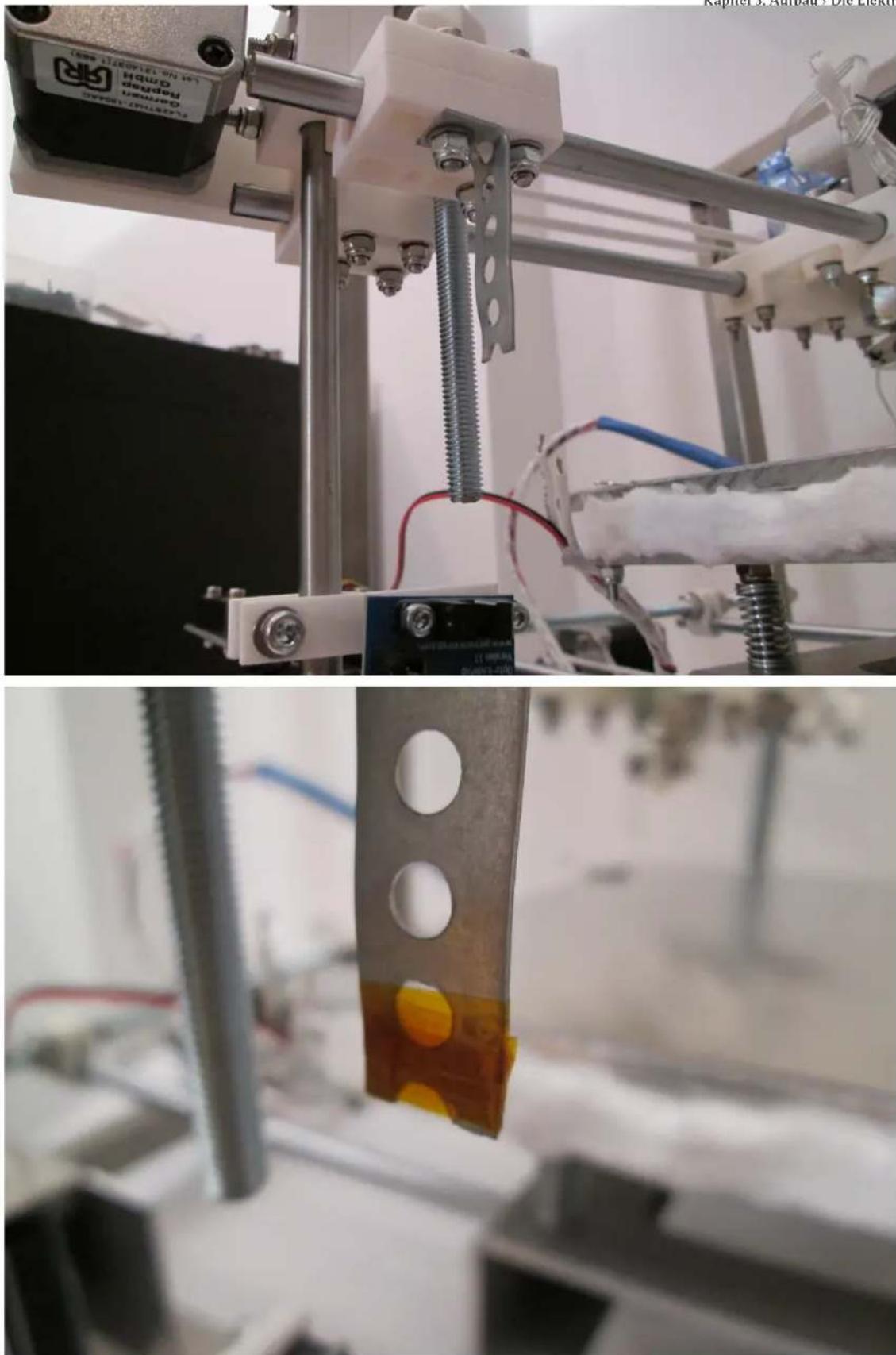
| German RepRap GmbH | Seite 201 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Elektronik |
Den Lichtschrankenunterbrecher für die Z-Achse an die M3 Zylinderkopfschraube schrauben, wie im Bild "Detailansicht Lichtschrankenunterbrecher X-Achse" gezeigt.
Wenn das Blech die Lichtschranke durchfährt, endet die Bewegung in z-Richtung. Daher muss beim montieren der Endstophöhe auf die Düse des Hotends geachtet werden, da diese den tiefsten Punkt darstellt und in einem Fehlerfall als erstes in die Druckplatte fahren würde.
3.13.2.3. Opto Endstop - Y-Achse
Tabelle 3.70. Materialliste Opto Endstop - Y-Achse (100270.21)
| 1x Montageband 40mm 2x Distanzhülse, 5mm |
| 2x M3x20 Zylinderkopfschraube 2x M3 Unterlegscheibe |
| 1x M3 selbstsichernde Mutter 1x M3x10 Zylinderkopfschraube |
Tabelle 3.71. Materialliste Opto Endstop - Y-Achse
| 1x Opto Endstop 1x Y-Opto-Endstop-Halter (bereits am Rahmen montiert) |
Abbildung 3.202. Opto Endstop - Y-Achse Materialübersicht

| German RepRap GmbH | Seite 202 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Elektronik |
Der Endstop wird, wie auf folgendem Bild gezeigt, montiert.
Abbildung 3.203. Befestigung Opto Endstop - Y-Achse Abschluss 1
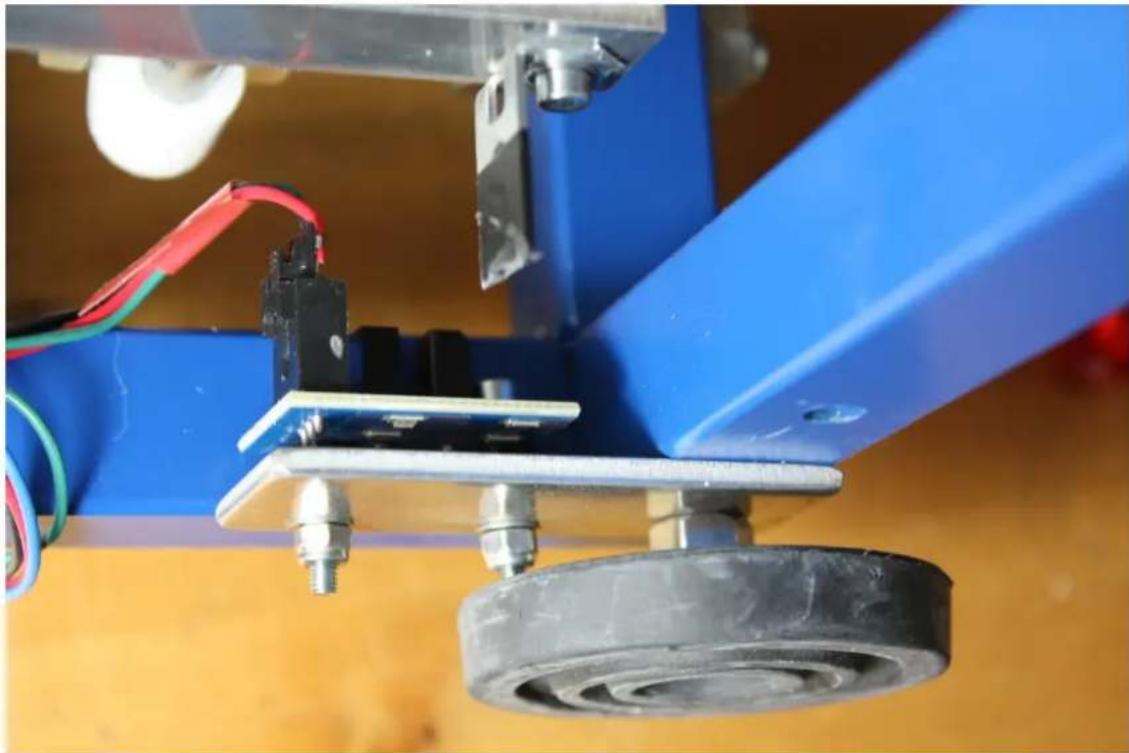
Auf folgendem Bild sieht man im Detail die Montage des Montagebandes und dessen Verschraubung am Schlitten: M3x10 Zylinderkopfschraube + M3 Unterlegscheibe + Montageband + Schlitten + M3 Unterlegscheibe + M3 selbstsichernde Mutter.

Da in dem Blech bereits ein Gewinde geschnitten ist, kann auf die Verwendung der M3 Unterlegscheiben und Muttern verzichtet werden.
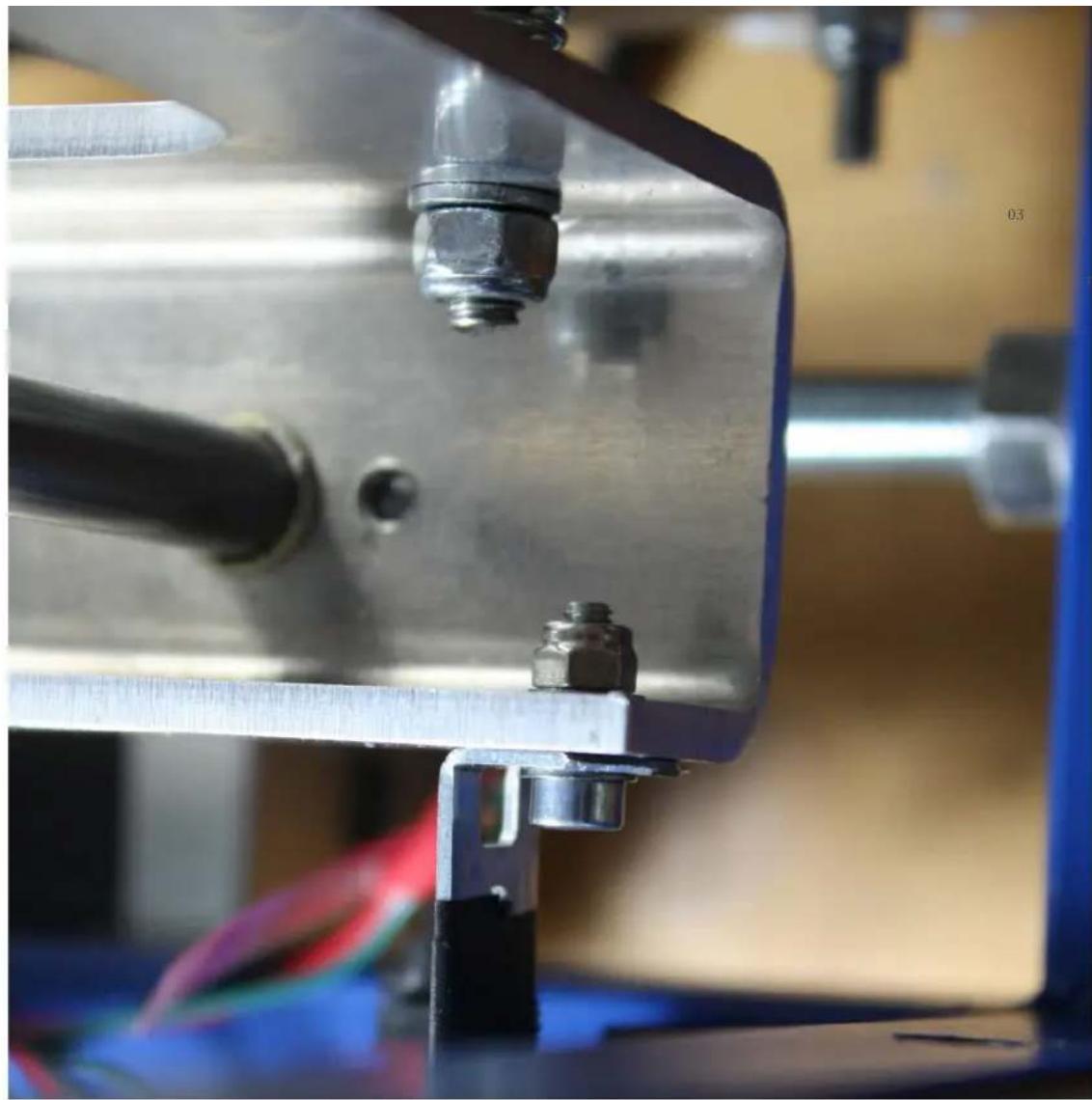
| German RepRap GmbH | Seite 204 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Bei der optimalen Länge des y-Endstopblechs stellt die M8 Gewindestange in der Mitte des PRotosv2 den kritischsten Abstand dar. Das Blech muss lang genug sein, um den Endstop sicher zu unterbrechen jedoch darf die Länge den kritischen Abstand nicht überschreiten.
3.14. Die Verkabelung
Bei folgenden Kabelbäumen geben die Namensschilder vor, wohin welcher Anschluss gehört. Die Kabelbäume müssen stets mit der richtigen Orientierung verlegt werden.
3.14.1. Verkabelung Y-Achse
Tabelle 3.72. Materialliste Verkabelung Y-Achse
1x Kabelbaum 1 (K-Baum 1) 5x Kabelbinder 150mm
Abbildung 3.205. Kabelbaum 1

Der Kabelbaum wird mit Kabelbindern an den Rahmen gespannt. Der Überstand der Kabelbinder sollte mit einem 2mm Überstand abgezwickt werden.

Es ist wichtig den Kabelbaum sicher von beweglichen Teilen des y-Schlitten fernzuhalten.
Abbildung 3.206. Anbringung des Kabelbaum 1 (Teil 1)
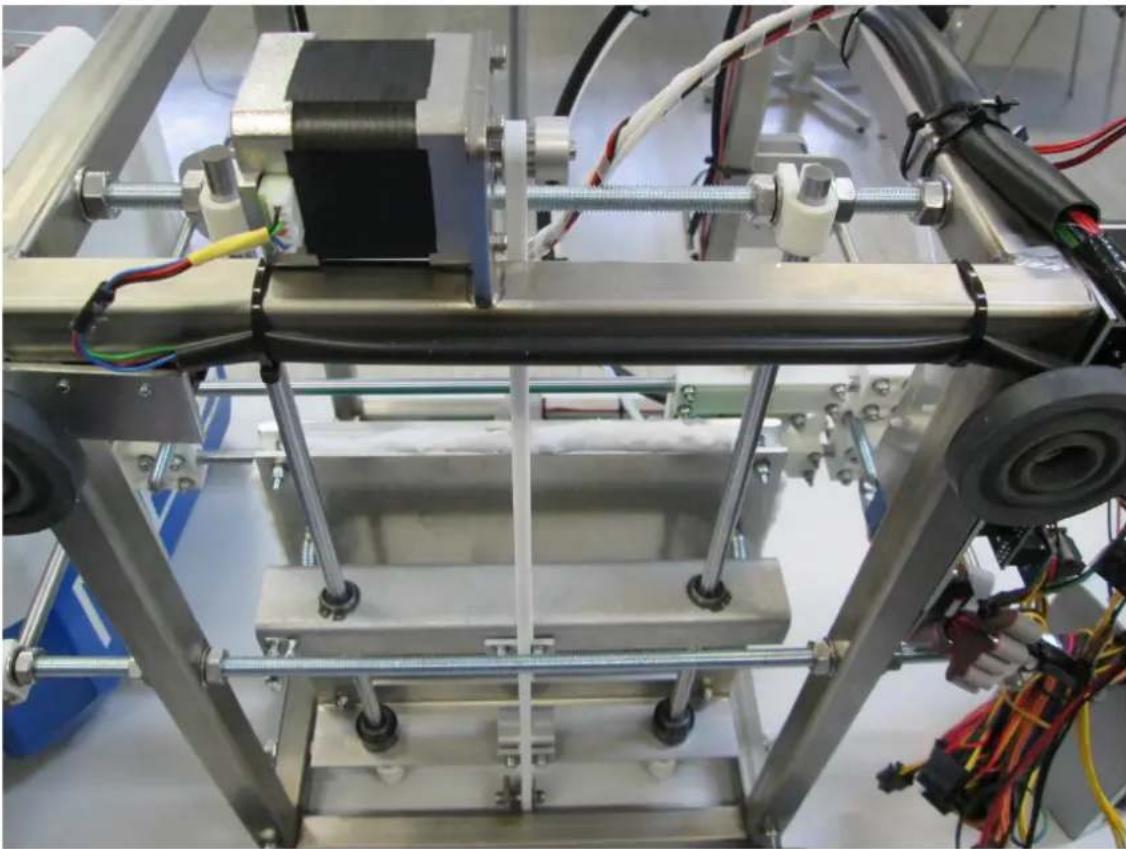
Um Konflikte zwischen Kabelbaum und y-Schlitten zu umgehen wird der Kabelbaum an der Unterseite des Rahmens verlegt.
Abbildung 3.207. Anbringung des Kabelbaum 1 (Teil 2)

Hier sieht man den elektrisch angeschlossenen y-Opto Endstop. Die Kabelschlaufe muss kurz gehalten werden, um nicht vom y-Schlitten abgerissen werden zu können.
3.14.2. Verkabelung Z-Achse
Tabelle 3.73. Materialliste Verkabelung Z-Achse
1x Kabelbaum 3 (K-Baum 3) 10x Kabelbinder 150mm
| German RepRap GmbH | Seite 207 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Abbildung 3.208. Kabelbaum 3

Der Kabelbaum wird mit Kabelbindern an den Rahmen gespannt. Der Überstand der Kabelbinder sollte mit einem 2mm Überstand abgezwickt werden.
| German RepRap GmbH | Seite 208 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Abbildung 3.209. Anbringung des Kabelbaum 3 Teil1

In der oben dargestellten Abbildung ist darauf zu achten, dass der Abzweigungspunkt in der rechten vorderen Ecke des Bildes, fest montiert ist. An diesem Punkt wirken im späteren Betrieb die Zugkräte auf den Kabelbaum.
| German RepRap GmbH | Seite 209 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Abbildung 3.210. Anbringung des Kabelbaum 3 Teil2
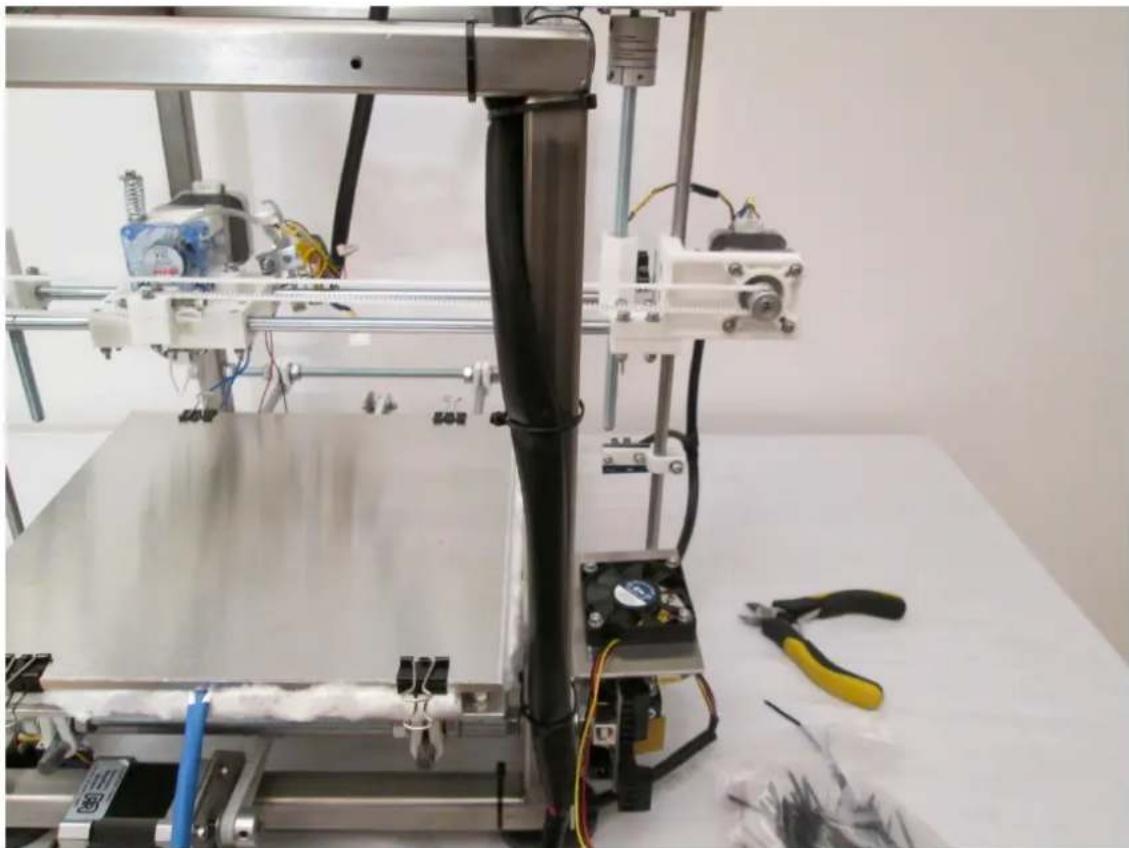
Nun wird der Kabelbaum, wie auf folgenden Bildern zu sehen ist mit dem 600 mm Bowden verstärkt, durch den das Druckmaterial zugeführt wird. Der Bowden wird mit Kabelbindern an dem Kabelbaum fixiert. Im nächsten Kapitel befinden sich noch weitere Bilder zur Befestigung des Bowden.
Abbildung 3.211. Montage des Bowden am Kabelbaum 3 (Teil 1)

Abbildung 3.212. Montage des Bowden am Kabelbaum 3 (Teil 2)
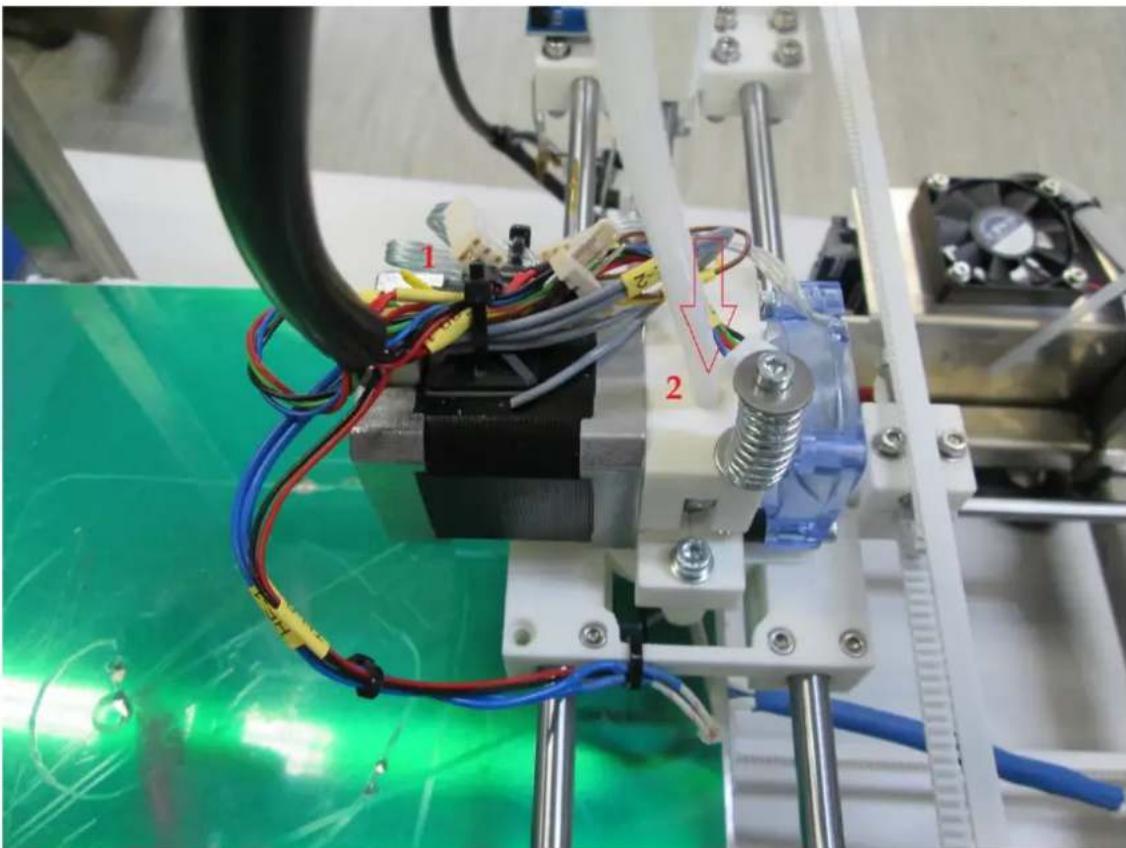
1 = Der Kabelbaum 3 ist standardmäßig auf 2 Extruder ausgelegt, falls später noch ein weiterer hinzukommen sollte. Ist nur ein Extruder vorhanden, werden die überflüssigen Kabel einfach mit Kabelbindern am Kabelbaum fixiert.
2 = Deutlich zu sehen ist hier, wie das Druckmaterial den Bowden verlässt und in den Extruder geht.
3.14.3. Verkabelung X-Achse
Tabelle 3.74. Materialliste Verkabelung X-Achse
1x Kabelbaum 2 1xKabelbinder 100mm
Kapitel 3. Aufbau > Die Verkabelung
Abbildung 3.213. Kabelbaum 2

Abbildung 3.214. Anbringung des Kabelbaum 2
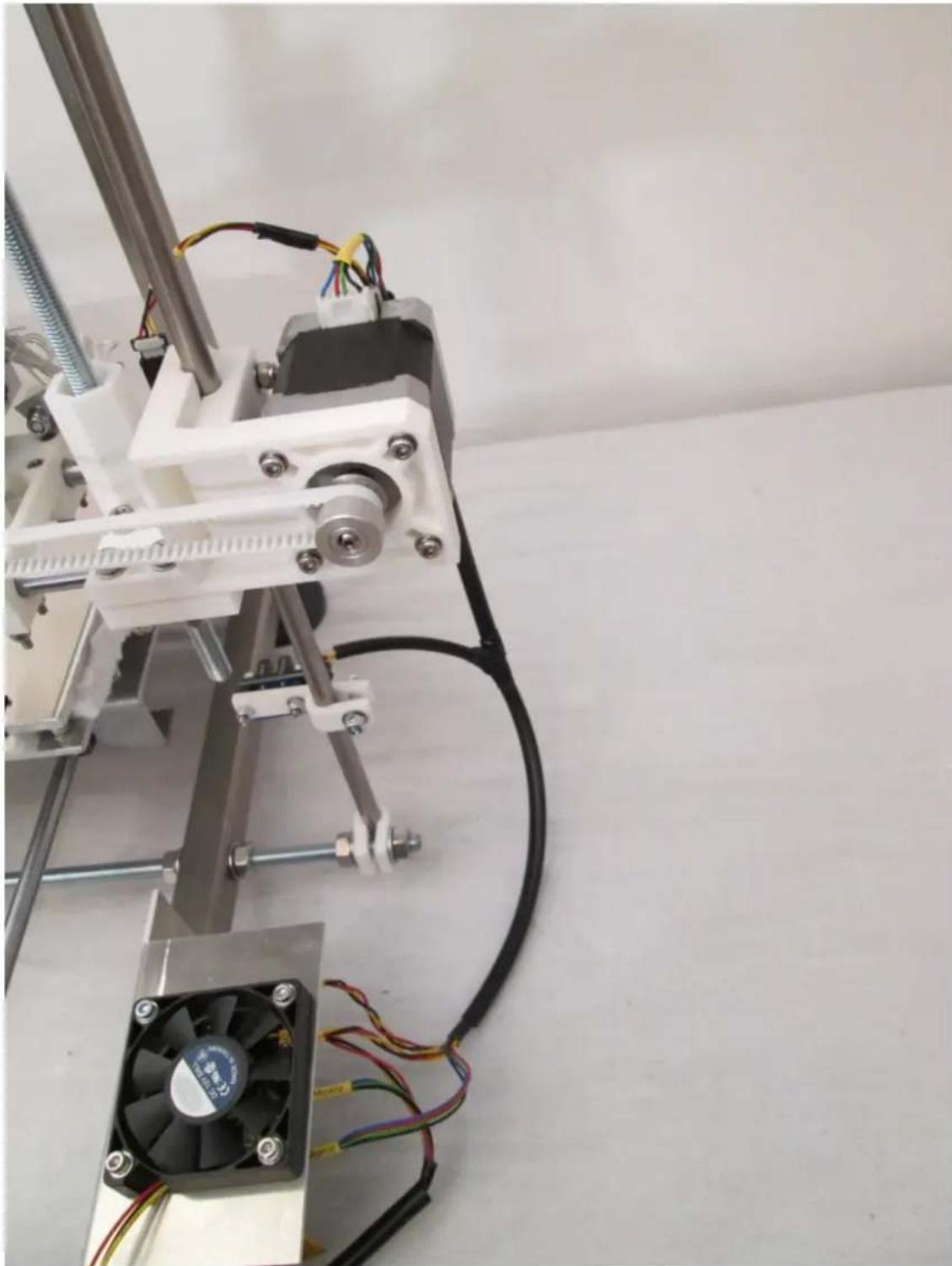
Der Kabelbaum wird, wie auf obigem Bild gezeigt, unten mit Kabelbindern am Rahmen fixiert.
| German RepRap GmbH | Seite 214 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
3.14.4. Verkabelung Hot-End
Tabelle 3.75. Materialliste Verkabelung Hot-End
1x Schrumpfschlauch ∅ 2,4mm, 16cm
Für den Anschluss des Heizwiderstands und den Thermistor des Hot-Ends werden zwei Kabel benötigt. Das Kabel des Thermistors (hier schwarz-rot) wird mit einem Crimpstecker versehen. Die Kabellänge sollte dabei zuvor entsprechend gekürzt werden, damit nicht zu viel überschüssiges Kabel verlegt werden muss. Dabei kann sich an der Länge des Kabels vom Extrudermotor orientiert werden. Die Kabel werden an die Anschlüsse am Hot-End gelötet und mit Schrumpfschläuchen isoliert. Wichtig ist hier, dass das Kabel mit dem Crimpstecker an den Thermistor gelötet wird.
Abbildung 3.215. Verlötung am Hot-End
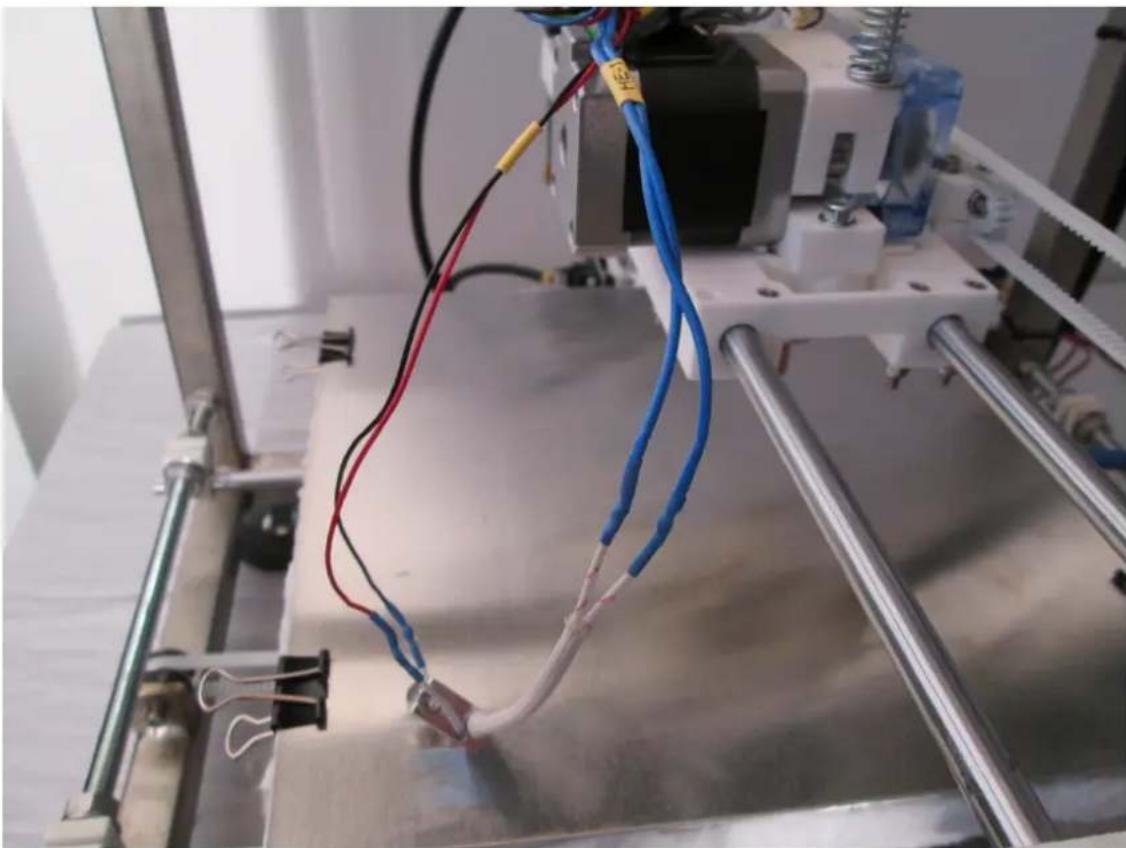
Abbildung 3.216. Verkabelung Hot-End Abschluss (Teil 1)
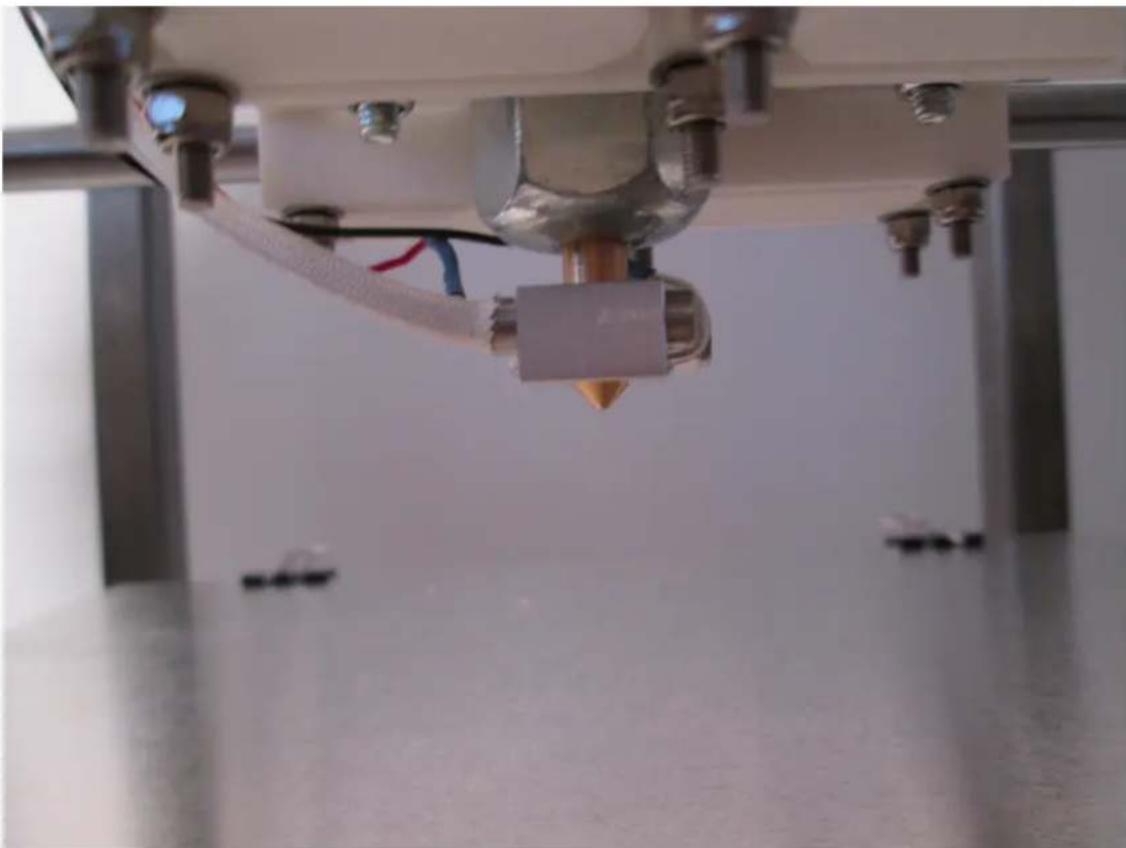
Abbildung 3.217. Verkabelung Hot-End Abschluss (Teil 2)
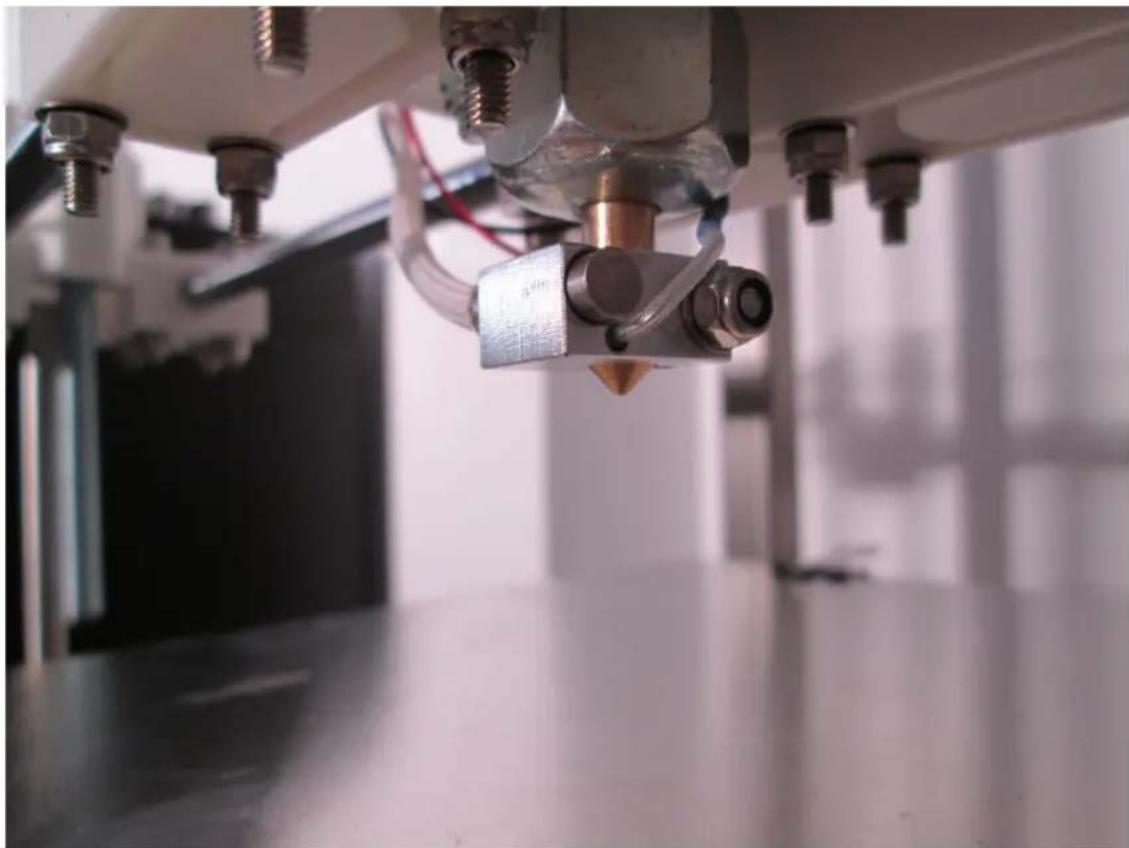
3.14.5. Verkabelung ATX-Buchse und Ramps
Tabelle 3.76. Materialliste Verkabelung ATX-Buchse und Ramps
1x ATX-Netzteil, 500W 1x Netzstecker
1x USB-Kabel 1x Schrumpfschlauch
Kaptonband
Abbildung 3.218. Verkabelung ATX-Buchse und Ramps Materialübersicht

Das Netzteil wird in den folgenden Punkten für unseren Betrieb umgebaut.
Abbildung 3.219. Verkabelung ATX-Buchse und Ramps Materialübersicht

Auf der oberen Abbildung ist der Anschlussstecker des Ramps 1.4 Boards zu sehen, ein Seitenschneider zum Abzwicken der Netzteilleitungen.
| German RepRap GmbH | Seite 219 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Abbildung 3.220. Verkabelung ATX-Buchse und Ramps Materialübersicht
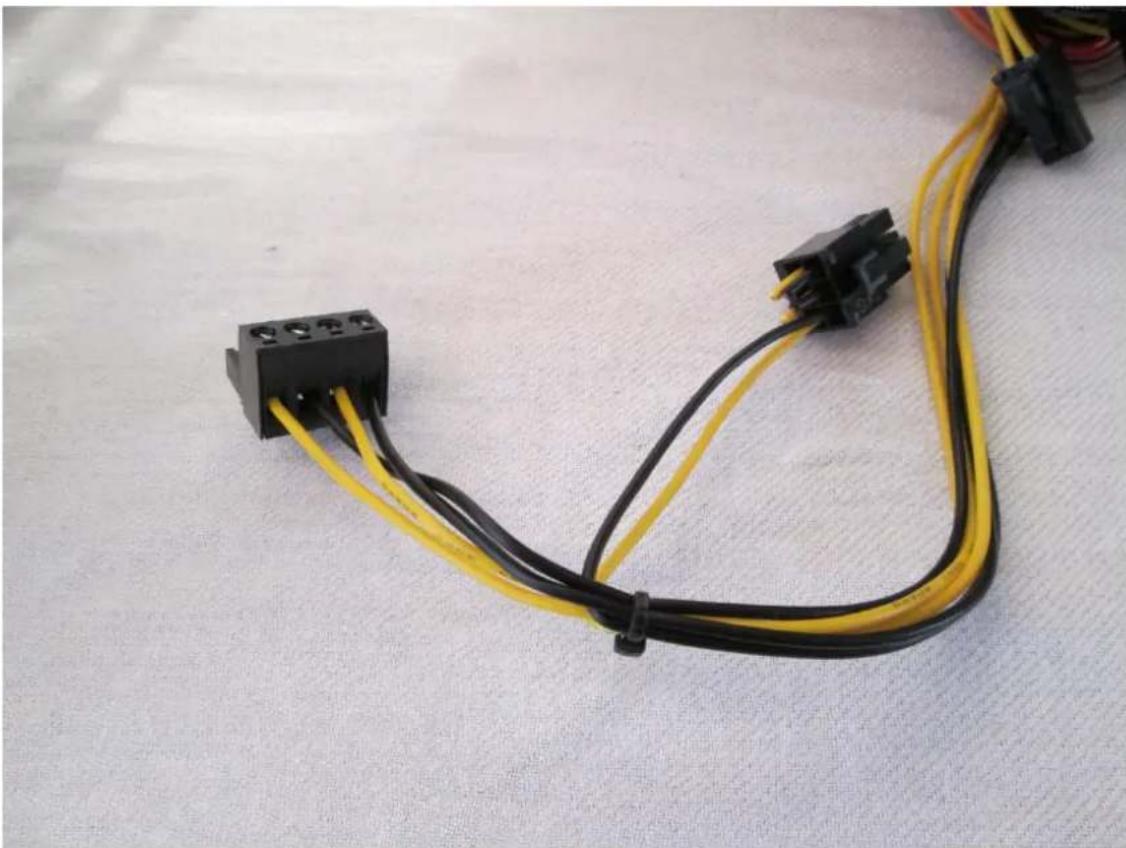
Es wurden zwei gelbe Leitungen und zwei Schwarze Leitungen von einem beliebigen Stecker des Netzteils abgezwickt. Diese Leitungen dienen der Stromversorgung des PRotosv2

Es gibt einen Stecker der exakt die benötigte Anzahl an Leitungen liefert, dadurch kann man sich die Kabelisolierungsarbeit im folgenden sparen.
| German RepRap GmbH | Seite 220 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Abbildung 3.221. Verkabelung ATX-Buchse und Ramps Materialübersicht

Es wurden nun auch die beiden übrigen Leitungen vom Stecker abgeschnitten, dabei wurden das schwarze Kabel einen Zentimeter länger gelassen als das gelbe Kabel. Dadurch wird es erschwert versehentlich die Kupferadern kontaktieren zu lassen, was zu einem Kurzschluss führen würde.
| German RepRap GmbH | Seite 221 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Abbildung 3.222. Verkabelung ATX-Buchse und Ramps Materialübersicht
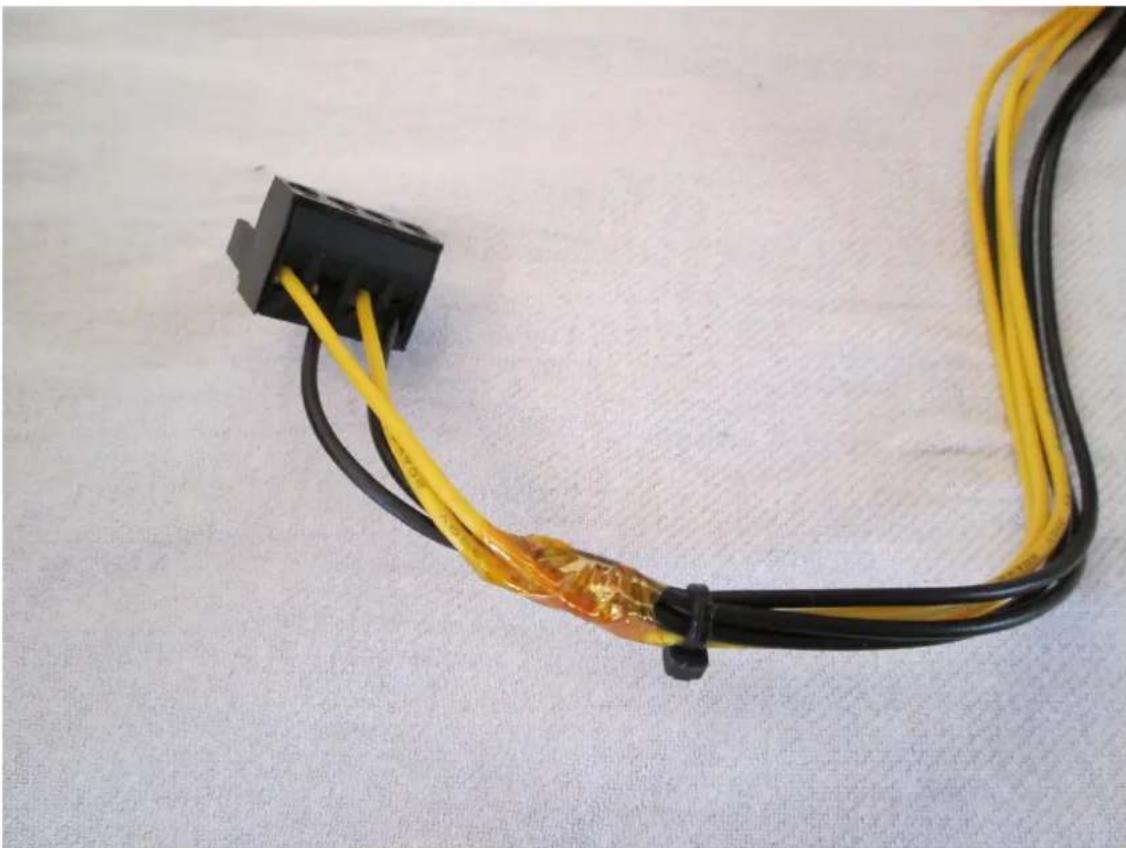
Nun werden die offenen Kabelenden mit Kaptonband zuerst einzeln isoliert. Danach werden noch beide Leitungen zusammen mit den restlichen Leitungen zusammengeklebt.
| German RepRap GmbH | Seite 222 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Abbildung 3.223. Verkabelung ATX-Buchse und Ramps Materialübersicht
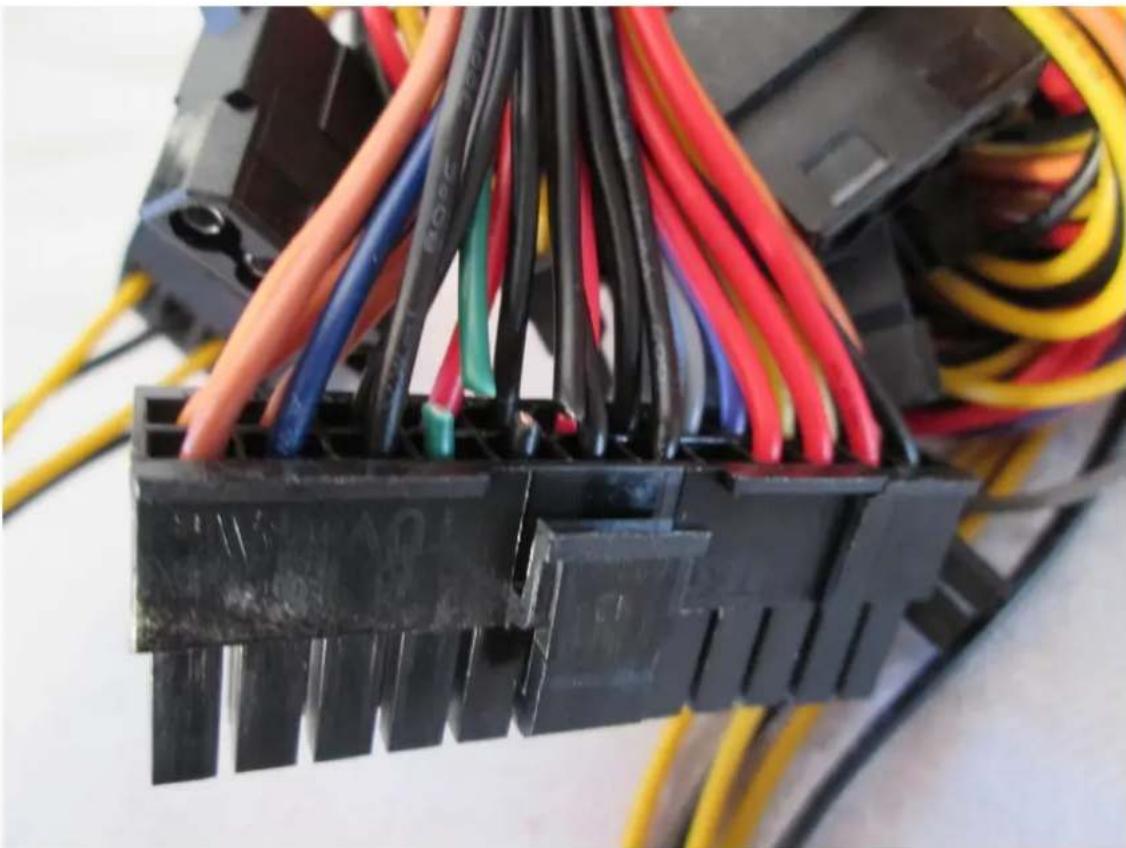
Es muss im folgenden das grüne Kabel(Power-on Siganleitung) und eines der schwarzen Kabel am ATX Stecker abgezwickt werden und anschließend zusammengelötet werden. Ohne diesen Schritt lässt sich das Netzteil nicht anschalten.
| German RepRap GmbH | Seite 223 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Abbildung 3.224. Verkabelung ATX-Buchse und Ramps Materialübersicht

Der Lüfterstecker "FAN 3/4" wird mit dem entsprechenden Kabel am Netzteil verbunden. Die Lüfterstecker Fan1 und Fan2 können nur mit einer zusätzlichen Lüftersteuerungsplatine betrieben werden, die es in naher Zukunft als optionales Zubehör zu kaufen geben wird.
Von einem PCI-E-Strecker werden die Kabel benutzt um diese direkt an den Netzstecker des Ramps zu stecken. Dabei müssen je zwei Kabel in den 11A Eingang und je ein Kabel in den 5A Eingang verbunden werden. Die gelben Kabel sind dabei die 12V Leitungen und die schwarzen die Masse (GND).
Am ATX-Netzstecker wird das grüne, auf Pin 16 gelegte, Kabel (Power On) sowie eine Masse (z.B. Pin 15) kurzgeschlossen. Dabei kann entweder eine Kabelbrücke gelegt oder beide Kabel direkt aneinander gelötet werden.
Alle anderen Kabel werden nun an das Ramps geschlossen. Der Schaltplan dafür ist im Bild "Schaltplan Ramps 1.4 [S. 224]" gezeigt und sollte zwingend beachtet werden. Die Farben der Kabel können im Einzellfall vom Schaltplan abweichen.
Der letzte Schritt zur Vervollständigung des Aufbaus ist das Anschließen des Netzteils sowie eines USB-Kabels. Das Netzteil des beheizbaren Druckbetts kann entweder neben dem PRotos gelegt oder an einer Gewindestange befestigt werden. Dabei darf die Funktionsfähigkeit des Druckers nicht beeinflusst werden.
Abbildung 3.225. Schaltplan Ramps 1.4
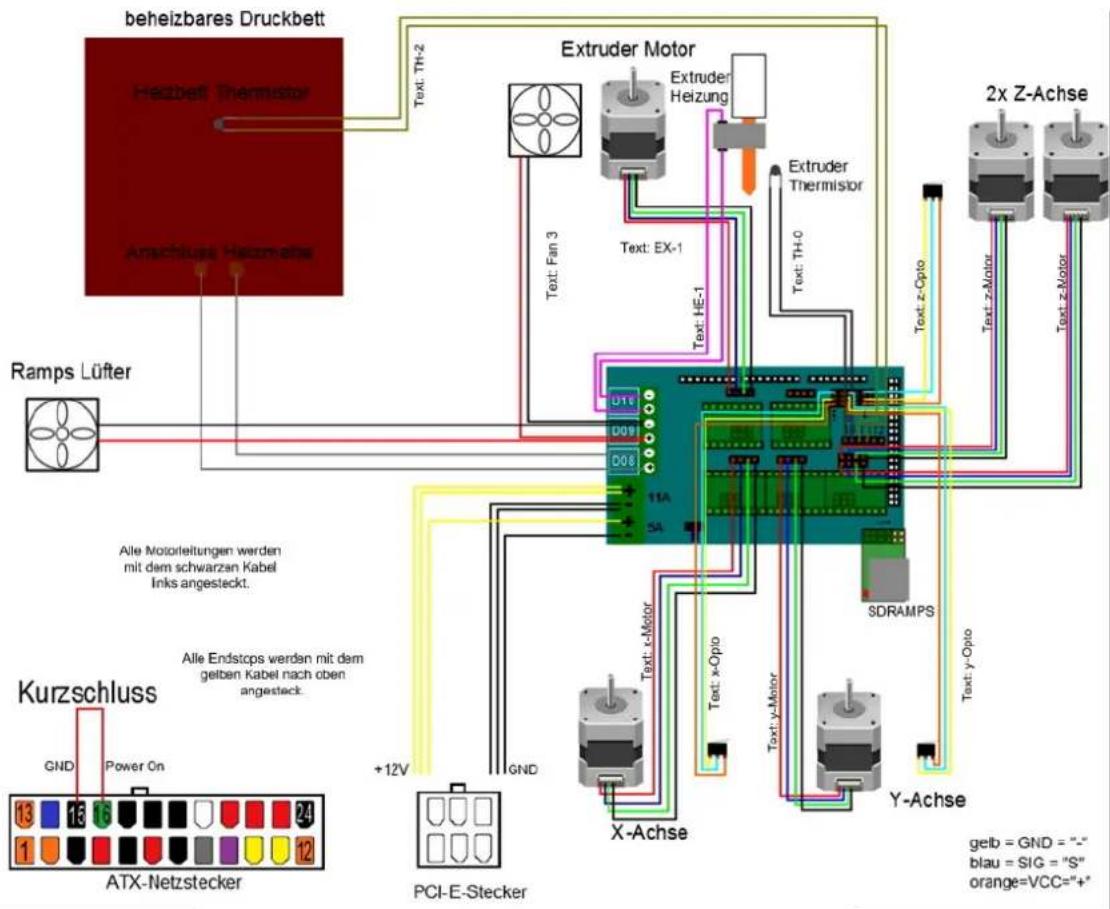
flowchart
graph TD
subgraph Druckbett motor
A["Heizbett Thermistor"] -->|Text: TH-2| B["Extruder Motor"]
B -->|Text: EX-1| C["Extruder Heizing"]
C -->|Text: TH-0| D["2x Z-Achse"]
E["Ramps Lüfter"] --> F["PCI-E-Stecker"]
end
subgraph AChase module
G["ATX-Netzstecker"] --> H["PCI-E-Stecker"]
I["GND"] --> J["Power On"]
K["+12V"] --> L["X-Achse"]
M["Text: x-Motor"] --> N["Text: x-Optio"]
O["Text: y-Motor"] --> P["Text: y-Optio"]
Q["Text: Fan 3"] --> R["Text: Fan 3"]
S["Text: Fan 3"] --> T["Text: Fan 3"]
end
subgraph Motor motor
U["SDRAMPS"] --> V["Y-Achse"]
W["Text: z-Copto"] --> X["Text: z-Optio"]
Y["Text: z-Optio"] --> Z["Text: z-Optio"]
AA["Text: x-Motor"] --> AB["Text: x-Motor"]
AC["Text: x-Optio"] --> AD["Text: x-Optio"]
AE["Text: x-Optio"] --> AF["Text: x-Optio"]
end
style Druckbett motor fill:#f9f,stroke:#333
style AChase module fill:#ccf,stroke:#333
style Motor motor fill:#cfc,stroke:#333
style Motor motor fill:#fcc,stroke:#333
style Motor motor fill:#ffc,stroke:#333
style Motor motor fill:#cfc,stroke:#333
style Motor motor fill:#fcc,stroke:#333
style Motor motor fill:#cfc,stroke:#333
style Motor motor fill:#fcc,stroke:#333
style Motor motor fill:#cfc,stroke:#333
style Motor motor fill:#fcc,stroke:#333
style Motor motor fill:#cfc,stroke:#333
style Motor motor fill:#fcc,stroke:#333
style Motor motor fill-dasharray: 5 5
note right of Motor motor: Alle Motorleitungen mit dem schwarzen Kabel Inks angesteckt.
note left of Motor motor: Alle Endstops werden mit dem gelben Kabel nach oben angesteck.
note right of Motor motor fill:#fff,stroke:#000
note bottom of Motor motor fill:#fff,stroke:#000
note top of Motor motor fill:#fff,stroke:#000
note bottom of Motor motor fill:#fff,stroke:#000
note top of Motor motor fill:#fff,stroke:#000
note bottom of Motor motor fill:#fff,stroke:#000
note right of Motor motor fill:#fff,stroke:#000
note bottom of Motor motor fill:#fff,stroke:#000
note top of Motor motor fill:#fff,stroke:#000
note bottom of Motor motor fill:#fff,stroke:#000
| German RepRap GmbH | Seite 225 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Abbildung 3.226. Anschluss Extruderlüfter
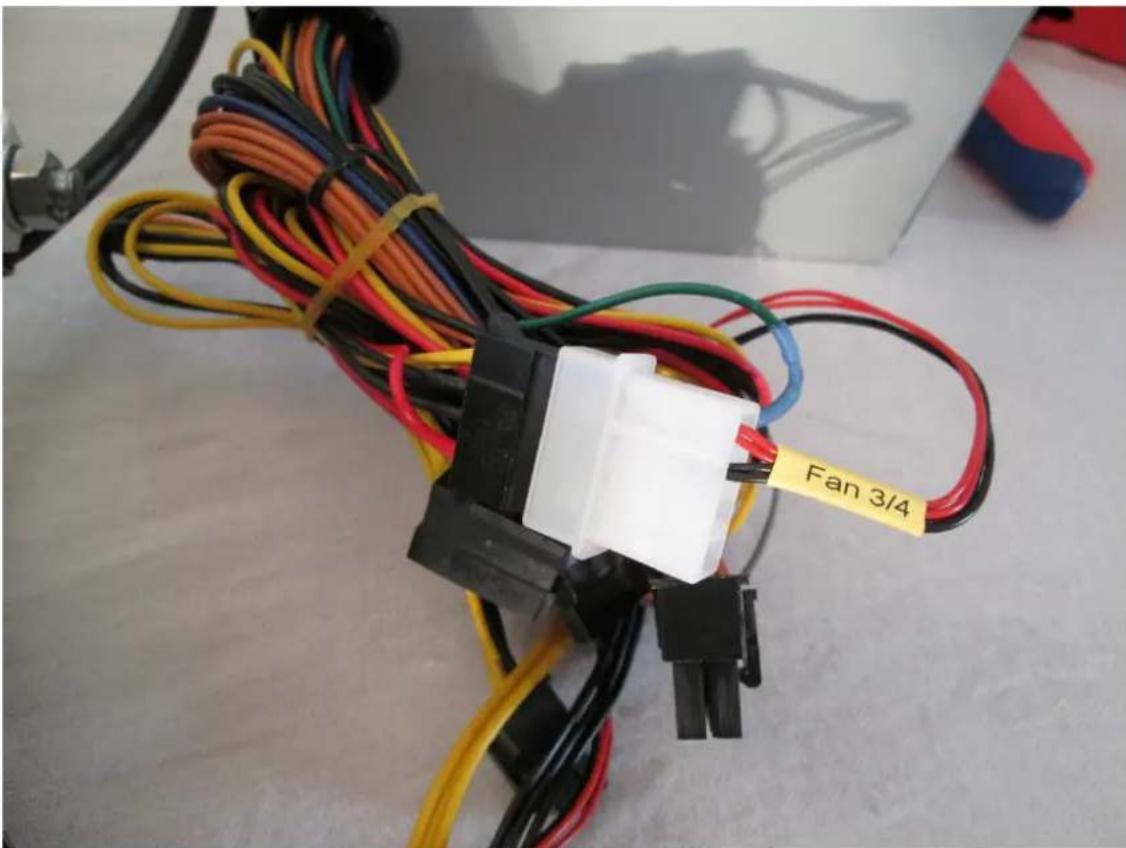
text_image
Fan 3/4Der Lüfterstecker Fan 3/4 dient zur permanenten Stromversorgung der Extruderlüfter im eingeschalteten Betrieb.
Abbildung 3.227. Anschluss Elektroniklüfter
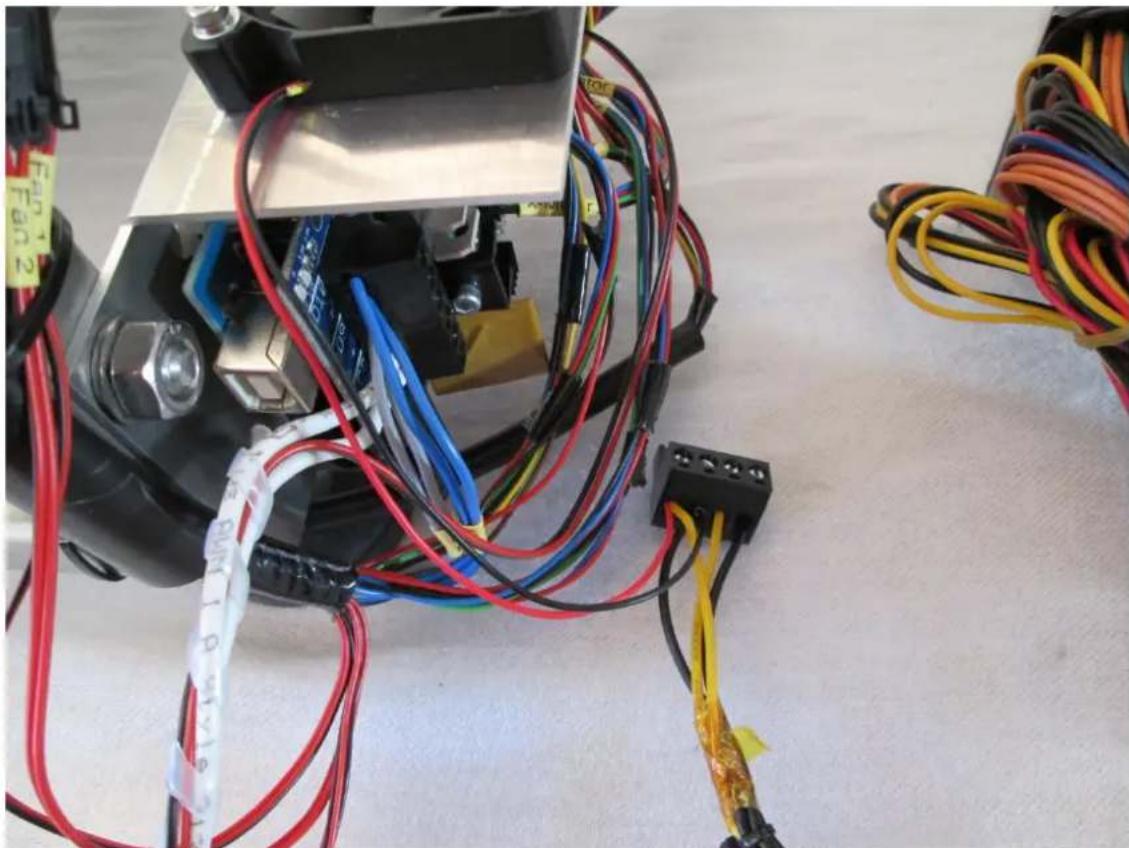
Die Anschlussleitungen (Schwarz und Rot) des Rampslüfter werden auf die passende Länge gekürzt. Die gelbe Leitung kann ganz oben am Lüfter abgezwickt werden. Nun wird der vordere Bereich(ca.3mm) des Kabels abisoliert und mit in die Anschlussbuchse des Ramps geschraubt. Dabei muss das rote Kabel mit einem gelben Kabel und das schwarze Kabel zusammen mit einem schwarzen Kabel in einen Schraubplatz gelegt werden.

Für eine noch bessere Verbindung könnten Aderendhülsen verwendet werden.
Tabelle 3.77. Kabelbündelung am Extruder DD
2x Kabelbinderklebepad 2x Kabelbinder 100mm
Abbildung 3.228. Kabelverlegung am Extruder DD (Teil 1)
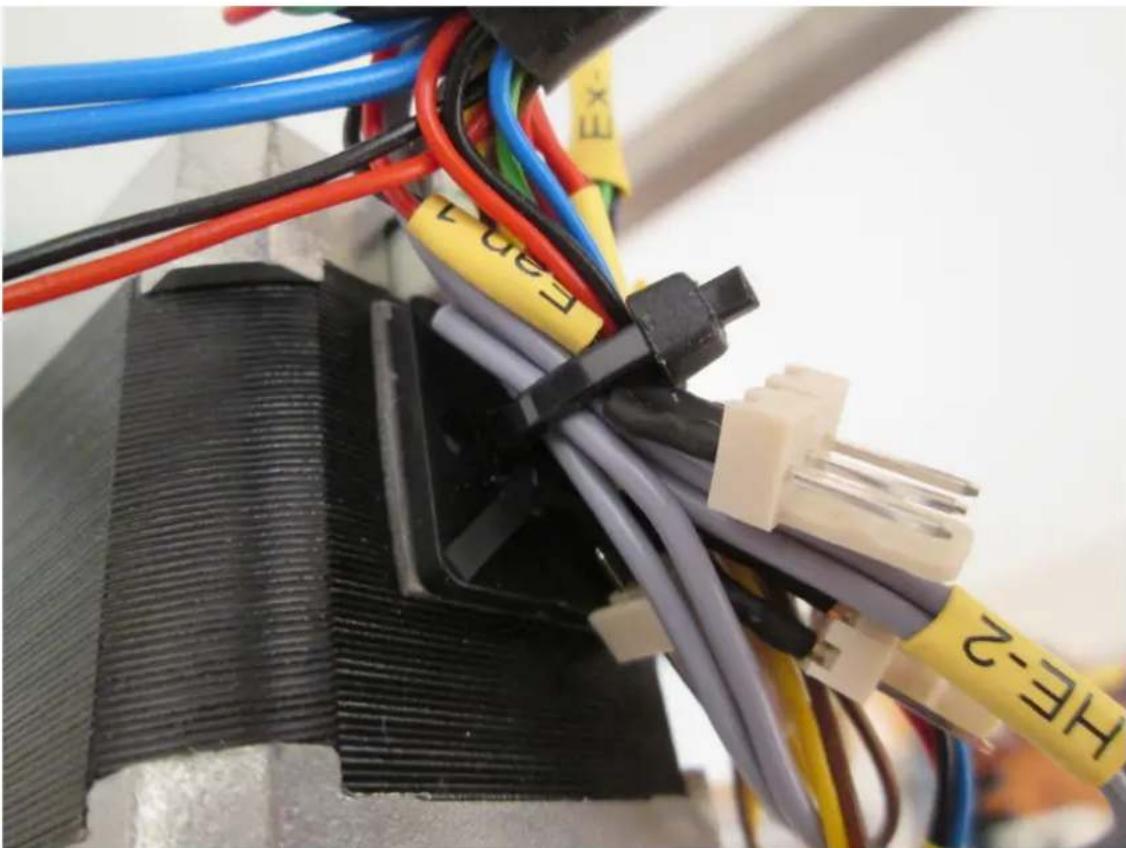
Kapitel 3. Aufbau > Die Verkabelung
Abbildung 3.229. Kabelverlegung am Extruder DD (Teil 2)
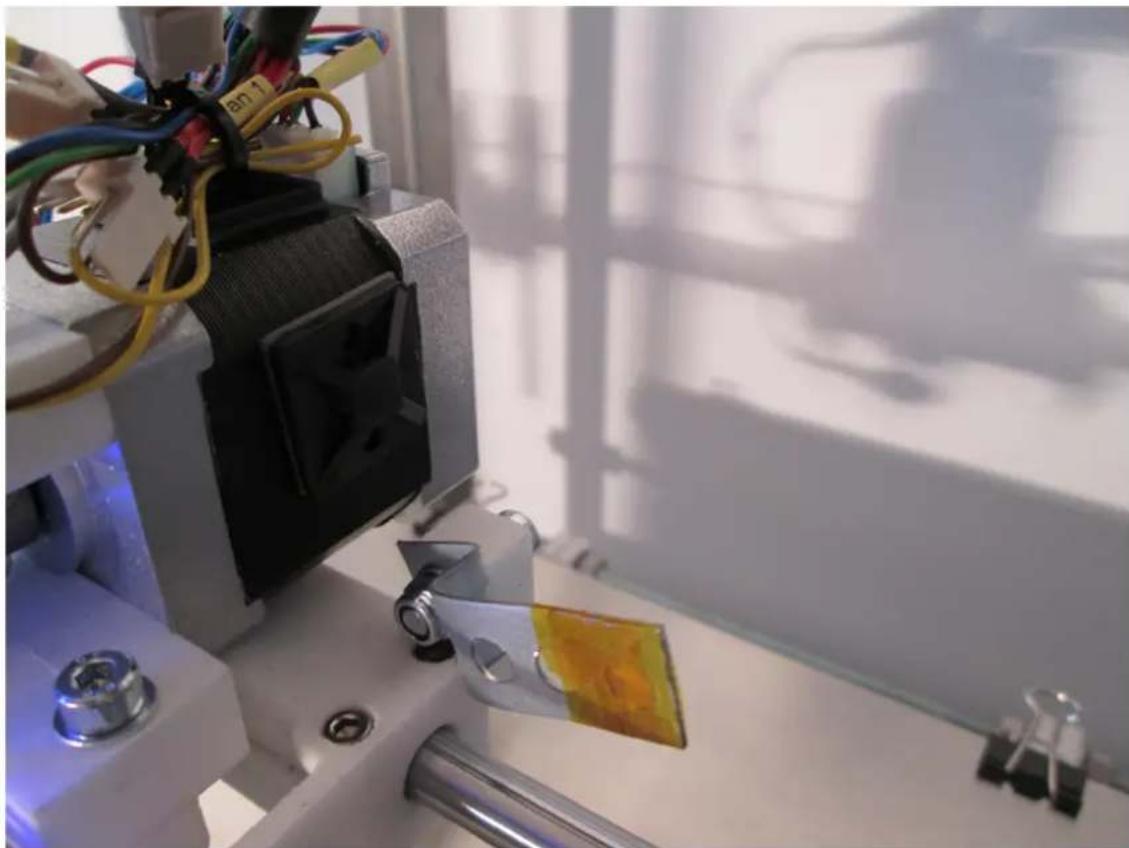
Abbildung 3.230. Kabelverlegung am Extruder DD (Teil 3)
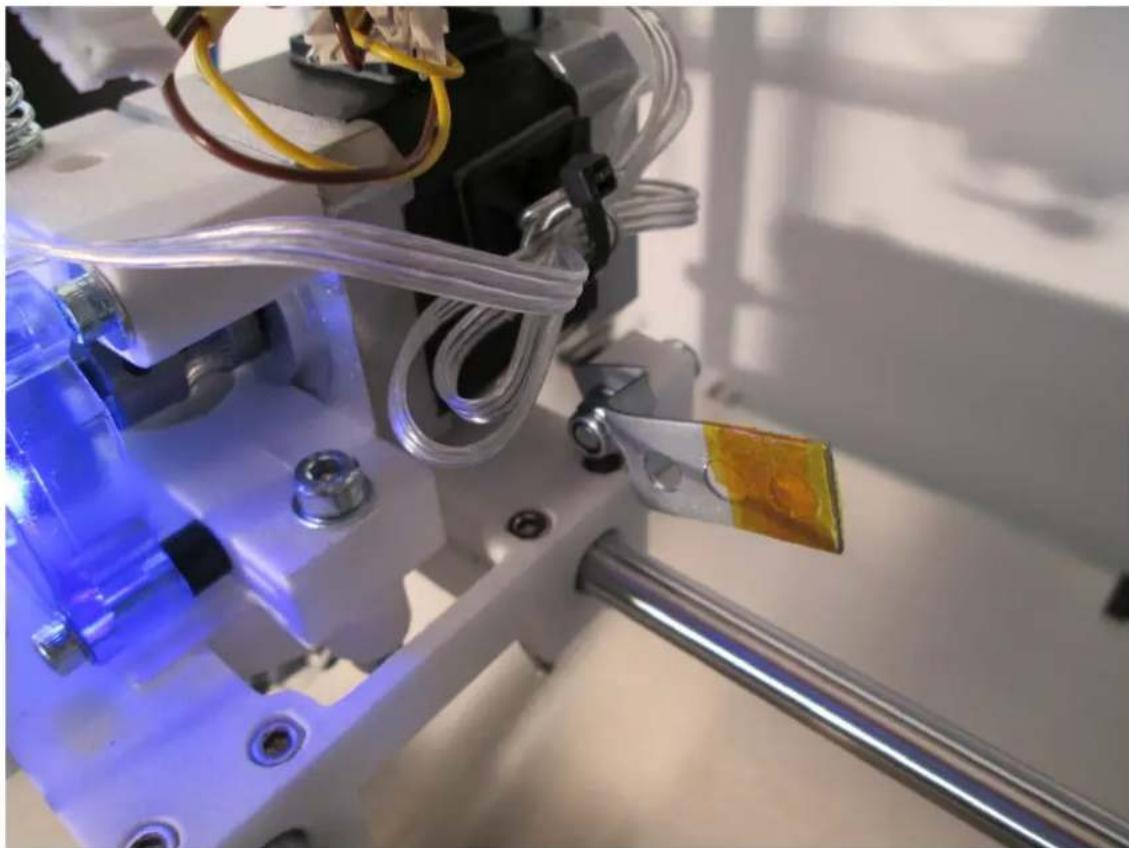
Tabelle 3.78. Anbringung des Bowden bei einem Extruder
| 1x Bowden 60cm 4x Kabelbinder 100mm |
| 2x Kabelbinder 150mm |
Abbildung 3.231. Anbringung des Bowden (Teil 1)
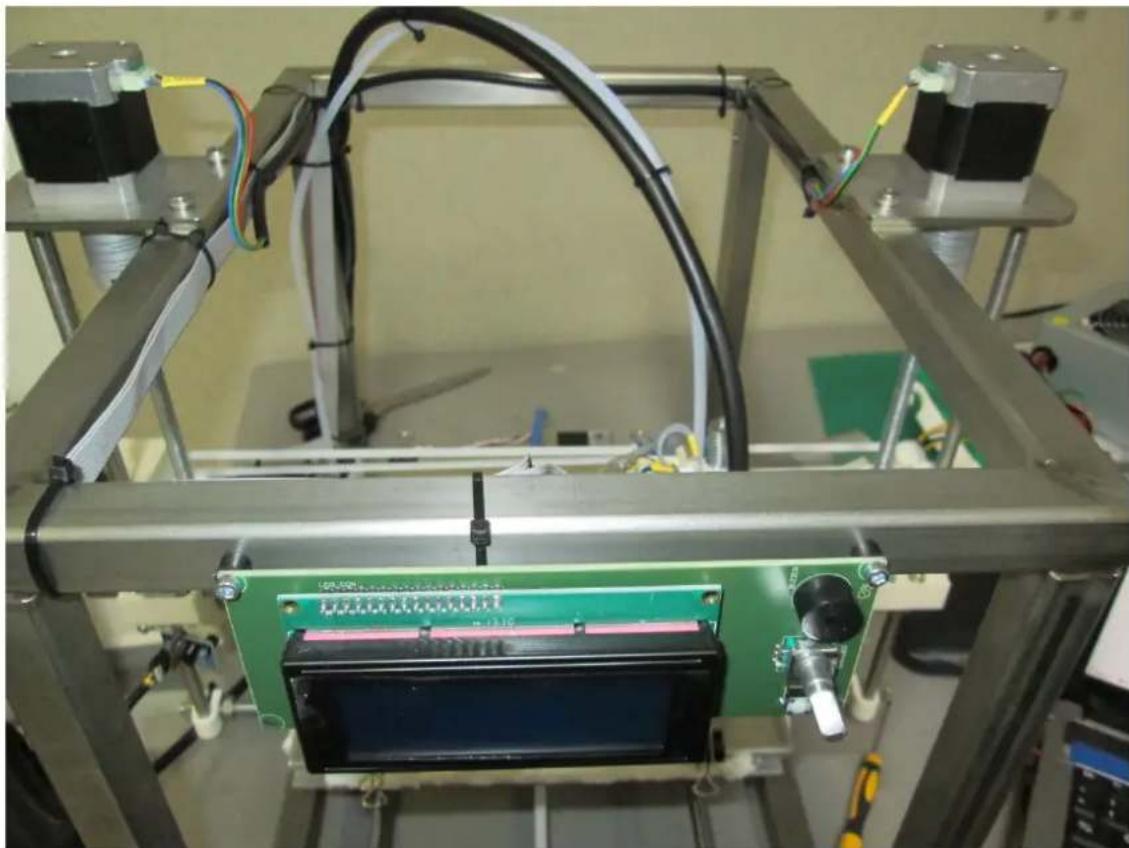
Der Bowden wird mit den 100mm Kabelbindern an dem Kunststoffschlauch der zum Extruder führt fixiert. anschließend wird der Bowden am Edelstahlrahmen über den Elektronikhalter geführt. Dazu werden die Kabelbinder 150mm verwendet.

Der Bowden muss knickfrei geführt werden, da es sonst beim Einzug des Materials Probleme geben kann.
Kapitel 3. Aufbau > Die Verkabelung
Abbildung 3.232. Anbringung des Bowden (Teil 2)
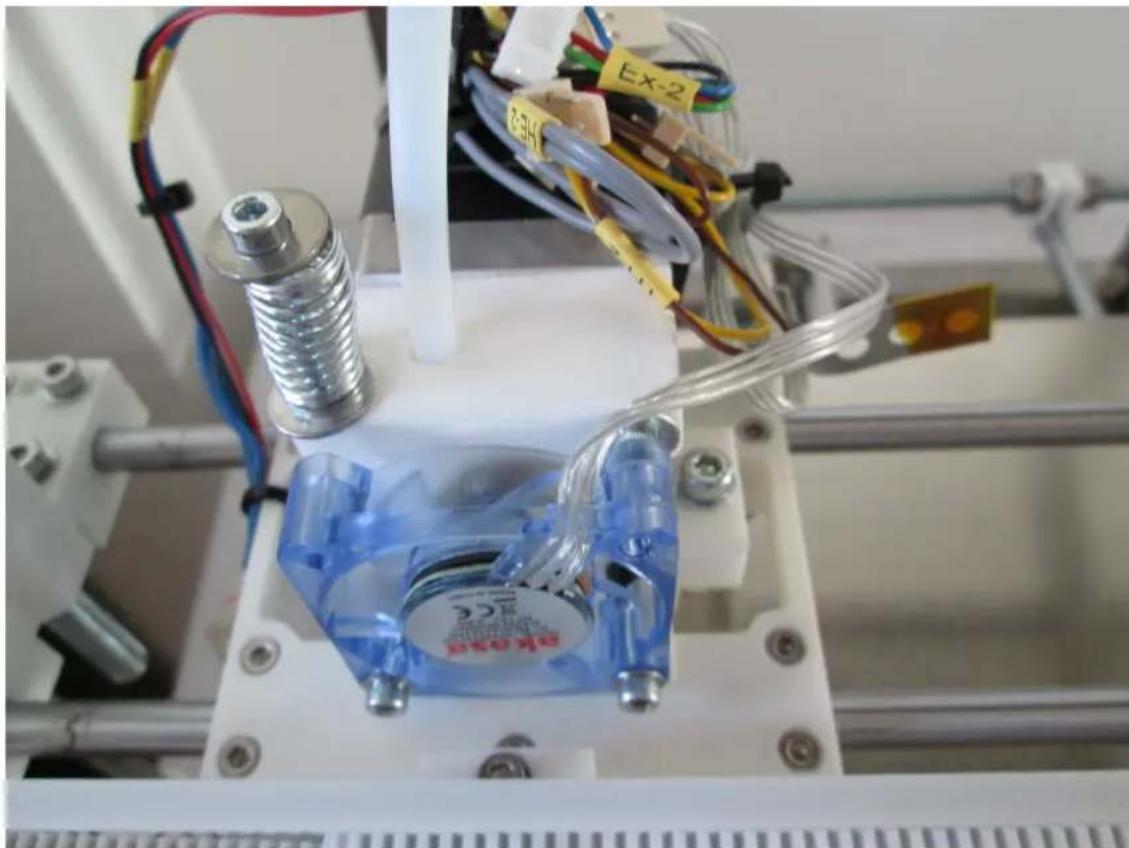
Kapitel 3. Aufbau > Die Verkabelung
Abbildung 3.233. Anbringung des Bowden

Die Lüfterleitungen Fan1 und Fan2 sind für eine spätere Anwendung gedacht bei der diese Leitungen zur Lüftersteuerung dienen sollen(Lüftersteuerplatine in Zukunft optional erhältlich). Vorab werden die Kabel mit einem Kabelbinder 150mm am Rahmen befestigt.
Abbildung 3.234. Anbringung des Bowden (Teil 3)
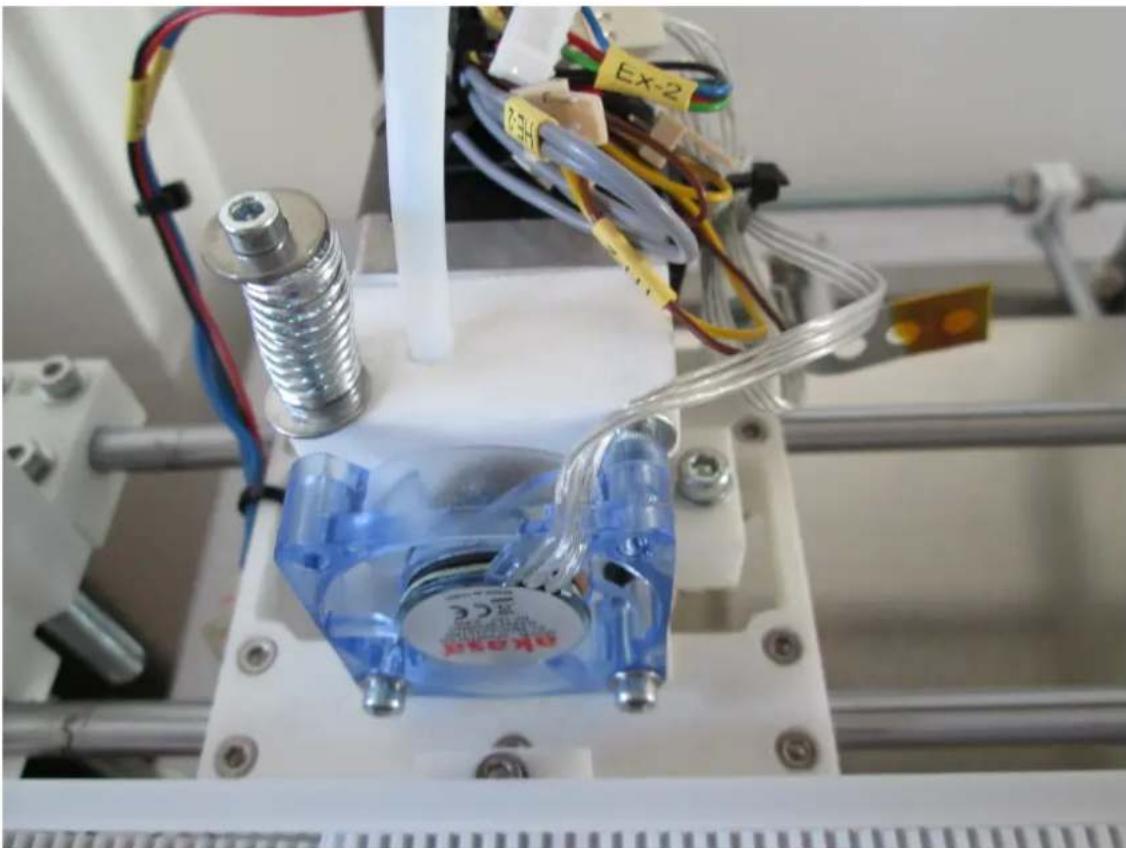
Der Bowden wird in die Öffnung des Extruder-Hinge geschoben.
Tabelle 3.79. Materialliste LCD-Display
| 1x LCD Display 2x Flachbandkabel |
| 2x Distanzhülse 5mm 2x Zylinderkopfschraube M3x10 |
| 1x Kabelbinderklebepad 1xFlachbandkabel 100mm |
| 8x Kabelbinder 150mm |
Abbildung 3.235. Anschluss des LCD-Displays
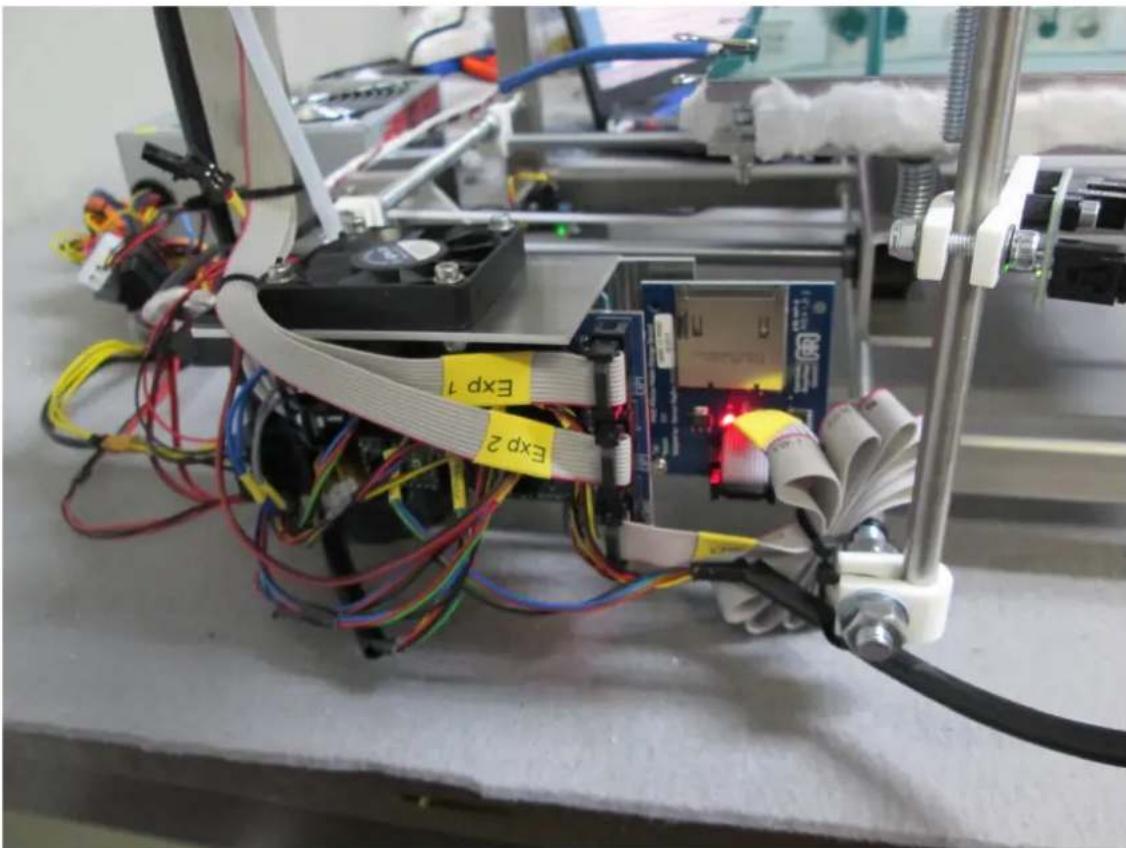
Um das LCD Display anschließen zu können wird eine Adapterplatine zusammengelötet und auf das Ramps aufgesteckt. Mit den beiden Flachbandkabeln "Exp1" und "Exp2" kann das Display genutzt werden.
| German RepRap GmbH | Seite 235 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Abbildung 3.236. Anschluss des LCD-Displays
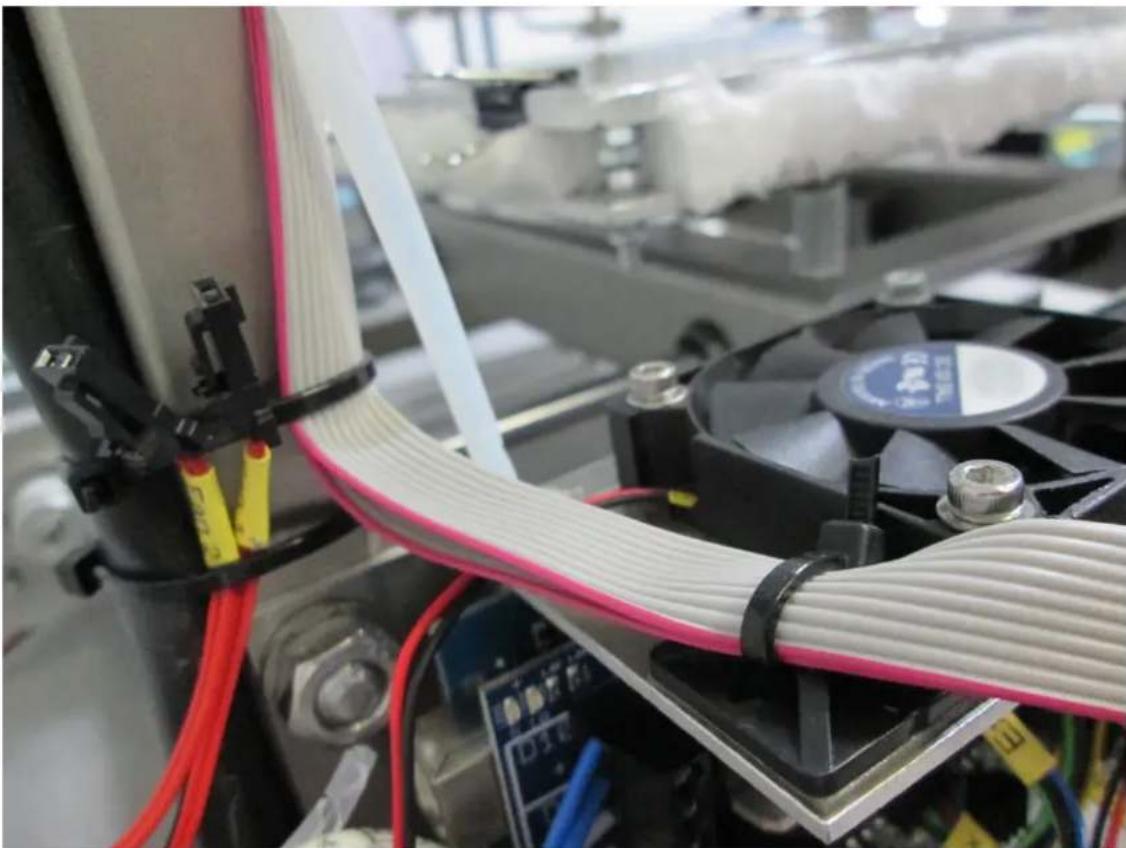
Die beiden Flachbandkabel sollten zusammen bis zum LCD geführt. Dabei sollten die Kabel in 10cm Abständen am Rahmen befestigt werden.
| German RepRap GmbH | Seite 236 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 3. Aufbau > Die Verkabelung |
Abbildung 3.237. Anschluss des LCD-Displays
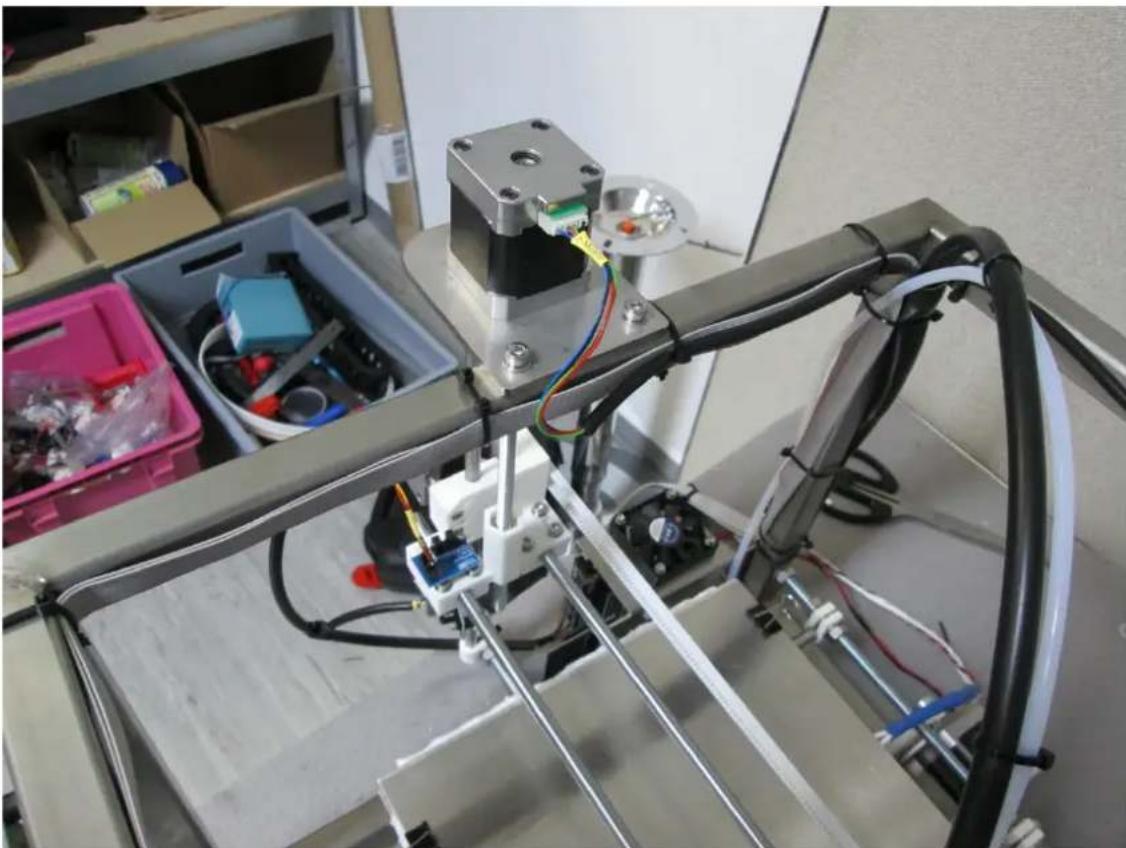
Auf der oberen Abbildung ist die Kabelführung der Flachbandkabel am Rahmen gezeigt.
Abbildung 3.238. Anschluss des LCD-Displays
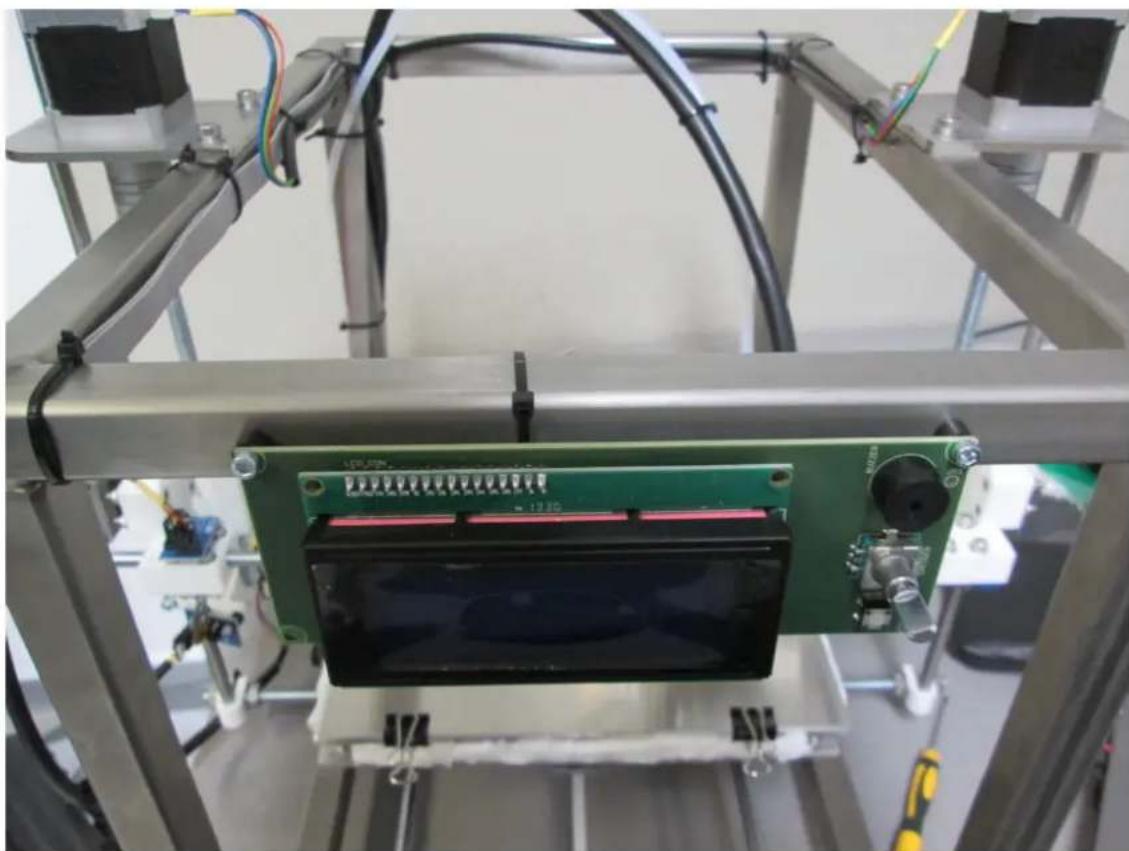
Das Display wird mit den M3x10 Schrauben und den Abstandshülsen in den am Rahmen festgeschraubt.
3.14.6. Verkabelung Druckbett (nur beheiztes Druckbett)
Tabelle 3.80. Materialliste Verkabelung Druckbett (100013.7)
1x Crimpsteckergehäuse, 2-polig 2x Crimpkontakte
Das Kabel des beheizbaren Druckbetts, welches an den Ausgang D08 angeschlossen wird, wird nur abisoliert (hier schwarz-rot). Der Thermistor des beheizbaren Druckbetts wird wiederum mit einer Buchsenleiste verlötet und isoliert. Auch hier ist wieder auf die richtige Kabellänge vom Thermistor-Kabel zu achten.
Kapitel 3. Aufbau > Die Verkabelung
Abbildung 3.239. Verkabelung Druckbett Abschluss

Kapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X
Kapitel 4. Inbetriebnahme
Für den Betrieb des PRotos wird ein Computer benötigt, dabei steht die Software für die Betriebssysteme Microsoft Windows, Apple Mac OS und Linux zur Verfügung.
Bitte wählen sie die Anleitung entsprechend ihres Betriebssystem von dem sie ihren PRotos steuern möchten.
4.1. Inbetriebnahme Mac OS X
4.1.1. Firmware (OS X)
Damit die Kommunikation zwischen RAMPS und Arduino wie gewollt erfolgt, muss auf das Arduino-Board eine passende Firmware gespielt werden.
Tabelle 4.1. Übersicht der benötigten Programme Firmware (OS X)
| Arduino Version 1.0.x ^1 | |
| X400 Firmware ^2 |
Für den X400 gibt es eine von German RepRap GmbH angepasste Firmware. Um diese Firmware auf das Arduino-Board aufspielen zu können, muss zunächst die Arduino-Software in der Version 1.0.x geladen werden. Wichtig ist es die Version 1.0.x zu wählen.
Nach dem Anschließen des Boards per USB erscheint ein Dialog, dass ein neuer Netzwerkanschluss gefunden wurde. Dieser kann mit "Abbrechen" abgebrochen werden.
Abbildung 4.1. Erkennen Arduino-Board
 | Es wurde ein neuer Netzwerkanschluss gefunden.Der Arduino Mega 2560-Netzwerkanschluss wurde noch nicht konfiguriert. Um diesen Netzwerkanschluss zu konfigurieren, verwenden Sie die Systemeinstellung „Netzwerk“. | |
| Abbrechen | Systemeinstellung „Netzwerk“ ... | |
Anschließend kann das Programm Arduino aus dem entpackten Archiv gestartet werden. Unter dem Menüpunkt Tools → Board wird das „Arduino Mega 2560“ ausgewählt und unter dem Menüpunkt Tools → Serial Port der Port „/dev/tty.usbmodemxxx“ zur Verwendung des USB Anschlusses ausgewählt (Bild "Auswahl Board und Port [S. 240]").
| German RepRap GmbH | Seite 240 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X | |
Abbildung 4.2. Entpacken Arduino-Software
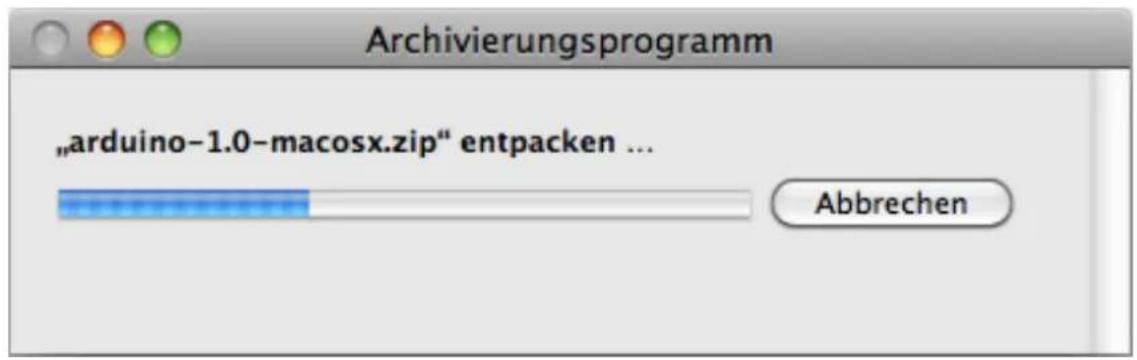
text_image
Archivierungsprogramm „arduino-1.0-macosx.zip" entpacken ... AbbrechenAbbildung 4.3. Auswahl Board und Port
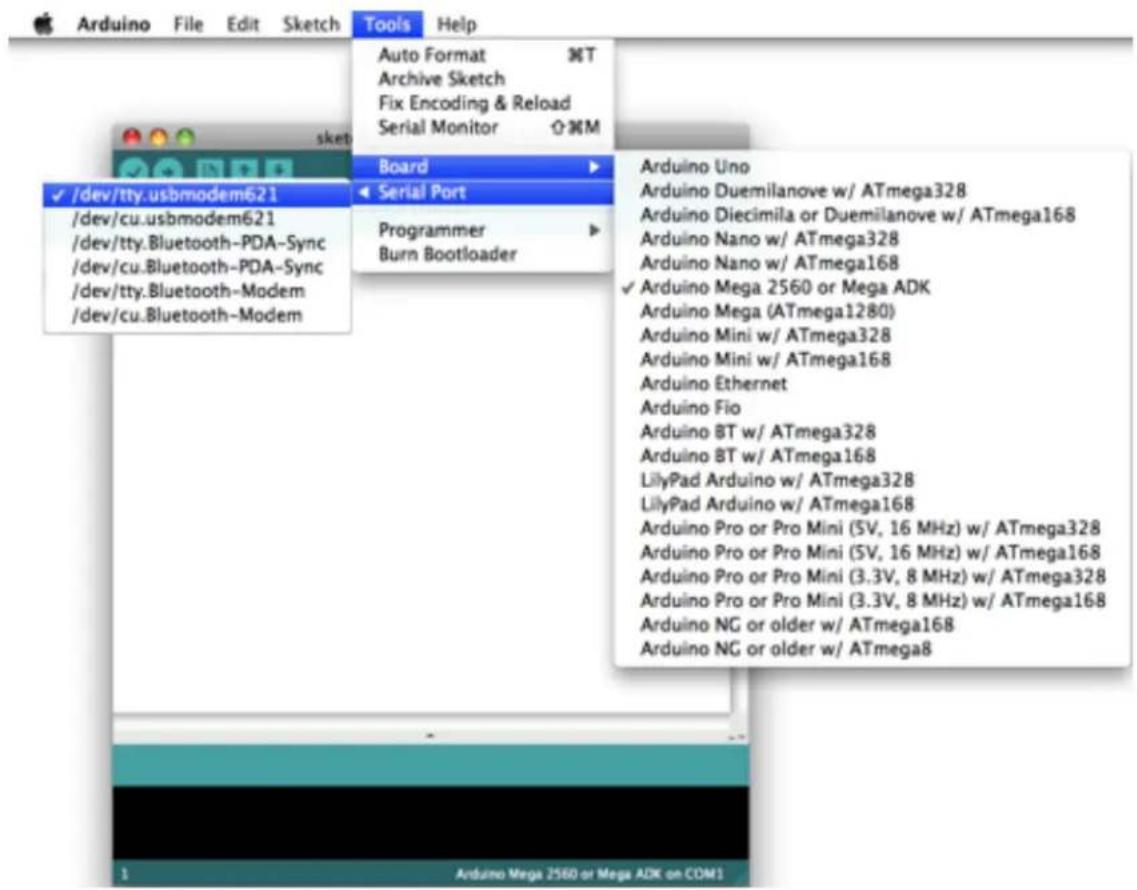
text_image
Arduino File Edit Sketch Tools Help Auto Format NT Archive Sketch Fix Encoding & Reload Serial Monitor ⬆⌘M Board ✓ /dev/tty.usbmodem621 /dev/cu.usbmodem621 /dev/tty.Bluetooth-PDA-Sync /dev/cu.Bluetooth-PDA-Sync /dev/tty.Bluetooth-Modem /dev/cu.Bluetooth-Modem Serial Port Programmer Burn Bootloader Arduino Uno Arduino Duemilanove w/ ATmega328 Arduino Diecimila or Duemilanove w/ ATmega168 Arduino Nano w/ ATmega328 Arduino Nano w/ ATmega168 ✓ Arduino Mega 2560 or Mega ADK Arduino Mega (ATmega1280) Arduino Mini w/ ATmega328 Arduino Mini w/ ATmega168 Arduino Ethernet Arduino Fio Arduino BT w/ ATmega328 Arduino BT w/ ATmega168 LilyPad Arduino w/ ATmega328 LilyPad Arduino w/ ATmega168 Arduino Pro or Pro Mini (5V, 16 MHz) w/ ATmega328 Arduino Pro or Pro Mini (5V, 16 MHz) w/ ATmega168 Arduino Pro or Pro Mini (3.3V, 8 MHz) w/ ATmega328 Arduino Pro or Pro Mini (3.3V, 8 MHz) w/ ATmega168 Arduino NG or older w/ ATmega168 Arduino NG or older w/ ATmega8 1 Arduino Mega 2560 or Mega ADK on COM1Zum Aufspielen der X400 Firmware muss zunächst die aktuellste und richtige Firmware heruntergeladen werden. Danach wird im Arduino Programm der Open-Button gedrückt und über Open... (Bild: "Öffnen der Firmware [S. 242]) die PRotos.ino im Ordner der Firmware ausgewählt. Diese lädt automatisch alle im Ordner PRotos befindlichen Header- und Sourcedateien (.h und .cpp).
Kapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X
In der configuration.h Datei wird dann noch dir Firmware auf die eigenen Bedürfnisse angepasst.
Kapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X
Abbildung 4.4. Öffnen der Firmware
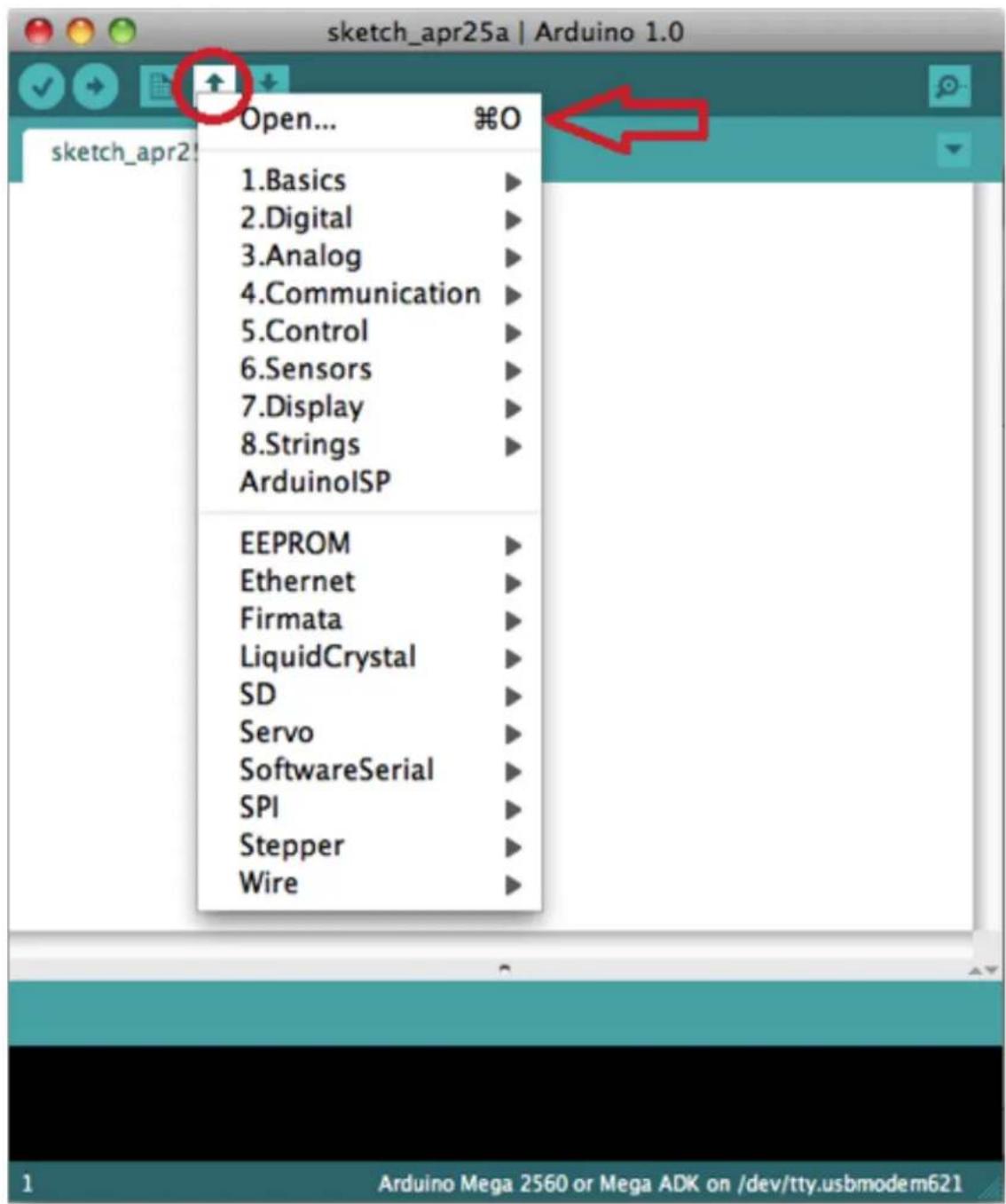
text_image
sketch_apr25a | Arduino 1.0 Open... %O sketch_apr2 1.Basics 2.Digital 3.Analog 4.Communication 5.Control 6.Sensors 7.Display 8.Strings ArduinoISP EEPROM Ethernet Firmata LiquidCrystal SD Servo SoftwareSerial SPI Stepper Wire Arduino Mega 2560 or Mega ADK on /dev/tty.usbmodem621| German RepRap GmbH | Seite 243 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X | |
Abbildung 4.5. Auswahl PRotos.ino
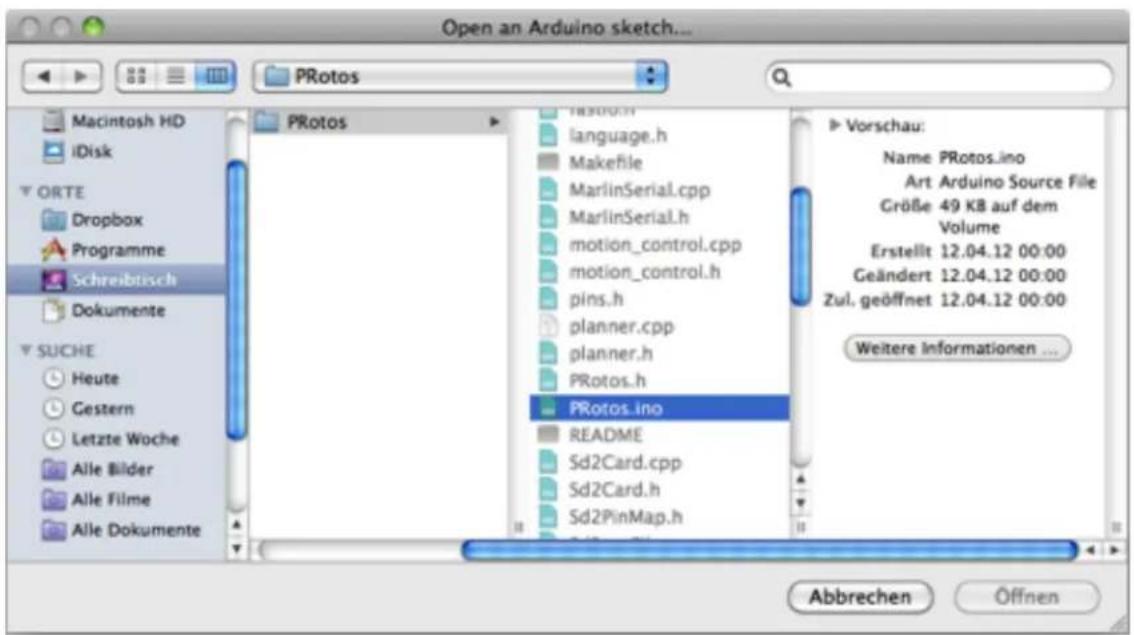
text_image
Open an Arduino sketch... Macintosh HD iDisk ORTE Dropbox Programme Schreibtisch Dokumente SUCHE Heute Gestern Letzte Woche Alle Bilder Alle Filme Alle Dokumente PRotos N300.h language.h Makefile MarlinSerial.cpp MarlinSerial.h motion_control.cpp motion_control.h pins.h planner.cpp planner.h PRotos.h PRotos.ino README Sd2Card.cpp Sd2Card.h Sd2PinMap.h Abbrechen Öffnen Vorschau: Name: PRotos.ino Art: Arduino Source File Größe: 49 KB auf dem Volume Erstellt 12.04.12 00:00 Geändert 12.04.12 00:00 Zul. geöffnet 12.04.12 00:00 Weitere Informationen ... AbbrechenIm Anschluss geht ein neues Fester auf, in welchem der Quellcode der aufzuspielenden Firmware angezeigt wird (Bild: "Upload [S. 244]). Dort kann nun der Upload-Button unter der Menüleiste ausgewählt werden, um dann die Firmware zu überspielen.
Kapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X
Abbildung 4.6. Upload
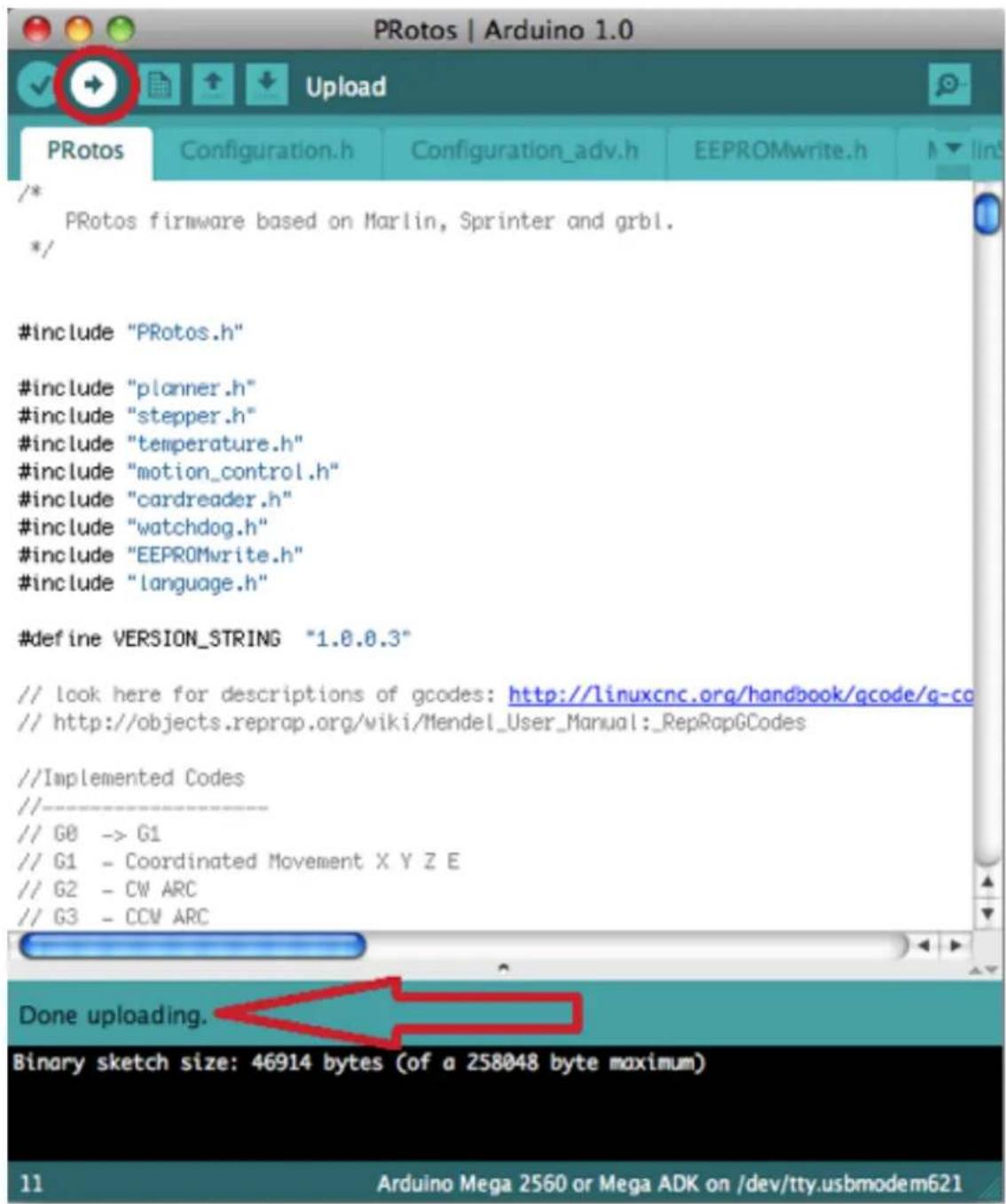
text_image
PRotos | Arduino 1.0 /* PRotos firmware based on Marlin, Sprinter and grbl. */ #include "PRotos.h" #include "planner.h" #include "stepper.h" #include "temperature.h" #include "motion_control.h" #include "cardreader.h" #include "watchdog.h" #include "EEPROMwrite.h" #include "language.h" #define VERSION_STRING "1.0.0.3" // look here for descriptions of gcodes: http://linuxcnc.org/handbook/gcode/g-co // http://objects.reprop.org/wiki/Mendel_User_Manual:_RepRapGCodes //Implemented Codes // // G0 -> G1 // G1 - Coordinated Movement X Y Z E // G2 - CW ARC // G3 - CCW ARC Done uploading. Binary sketch size: 46914 bytes (of a 258048 byte maximum) 11 Arduino Mega 2560 or Mega ADK on /dev/tty.usbmodem621Während des Upload-Prozesses blinken die Status LEDs, nach dem Upload wird unter dem Quellcode dann angezeigt, dass der Upload vollständig erfolgt ist.
Zum Testen der Firmware (Bild "Serial Monitor [S. 245]) wird der Serial Monitor unter der Menüleiste Tools → Serial Monitor gestartet. Damit die Arduino Software mit dem Arduino-Board kommunizieren kann,
| German RepRap GmbH | Seite 245 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X | |
muss das Protokoll „Newline“, sowie die Baudrate „250000“ ausgewählt werden. Dabei wird die Rückmeldung des X400 nur bei richtig gewählten Protokoll und Baudrate korrekt angezeigt (Bild: "Auswahl Protokoll und Baudrate [S. 246]). Mit Eingabe des Codes M115 kann die Firmware des Boards abgefragt werden und sollte der im Bild "Arduino Firmware Test [S. 247]" entsprechen. Die komplette Befehlsliste mittels GCode kann im Internet nachgelesen werden.
Abbildung 4.7. Serial Monitor
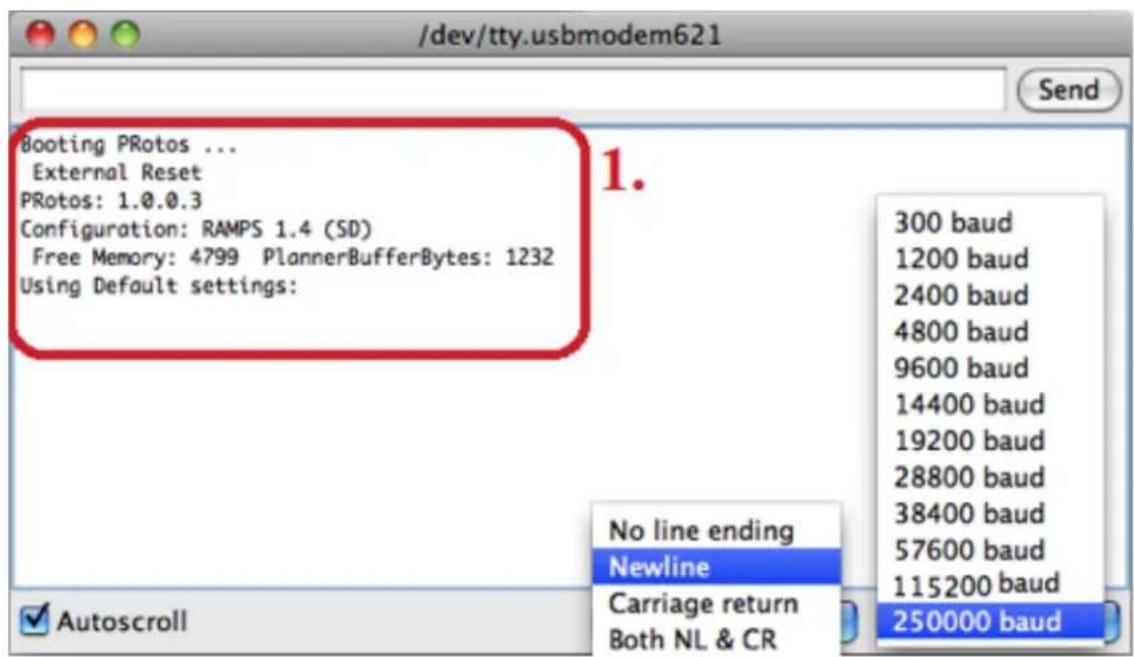
text_image
/dev/tty.usbmodem621 Send Booting Potos ... External Reset Potos: 1.0.0.3 Configuration: RAMPS 1.4 (SD) Free Memory: 4799 PlannerBufferBytes: 1232 Using Default settings: 1. 300 baud 1200 baud 2400 baud 4800 baud 9600 baud 14400 baud 19200 baud 28800 baud 38400 baud 57600 baud 115200 baud 250000 baud No line ending Newline Carriage return Both NL & CR AutoscrollKapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X
Abbildung 4.8. Auswahl Protokoll und Baudrate
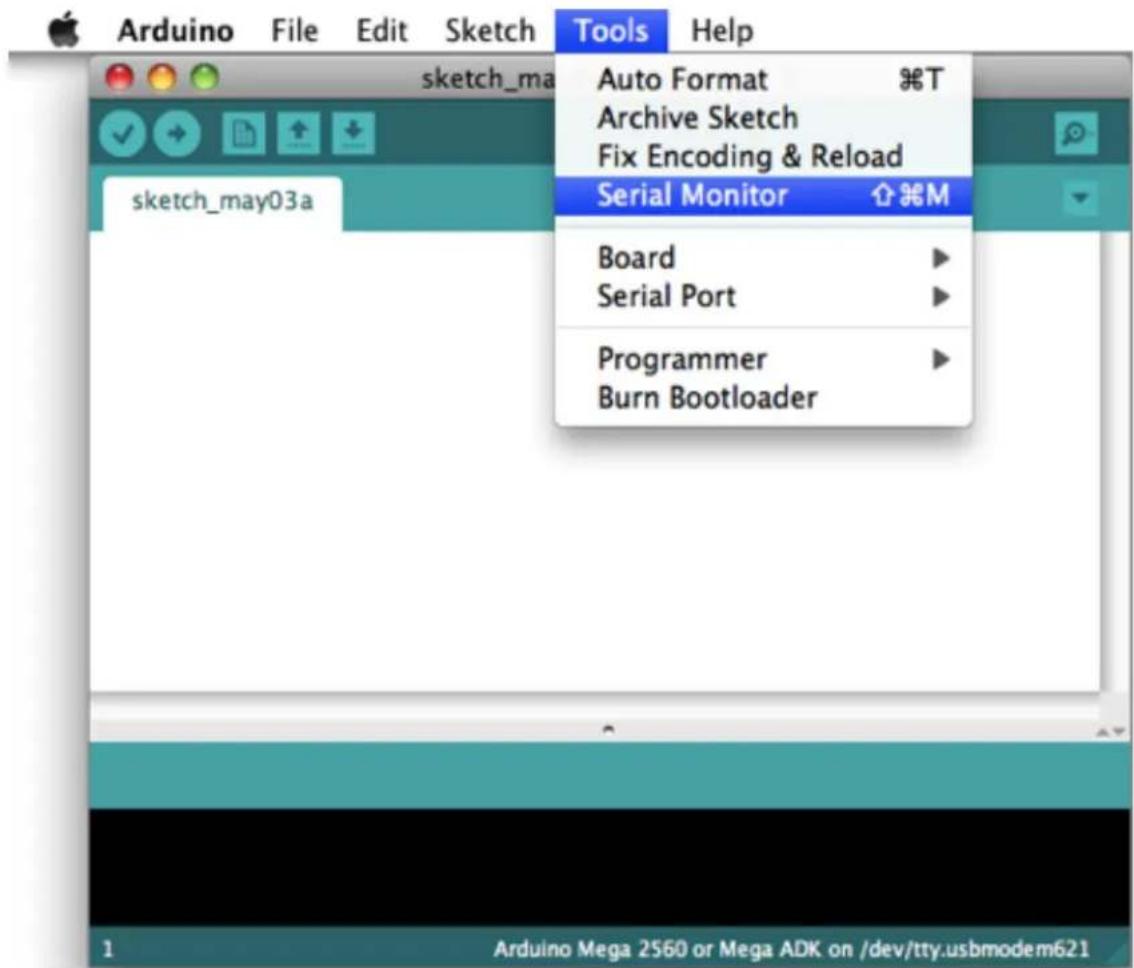
Kapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X
Abbildung 4.9. Arduino Firmware Test
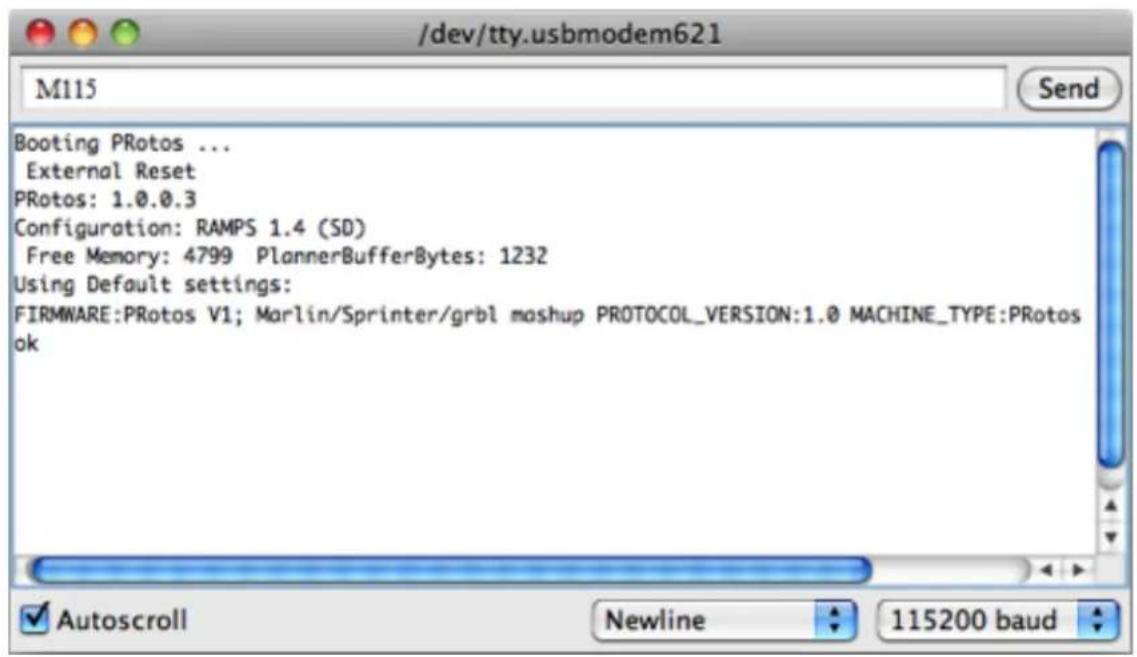
text_image
/dev/tty.usbmodem621 M115 Send Booting PRotos ... External Reset PRotos: 1.0.0.3 Configuration: RAMPS 1.4 (SD) Free Memory: 4799 PlannerBufferBytes: 1232 Using Default settings: FIRMWARE:PRotos V1; Marlin/Sprinter/grbl mashup PROTOCOL_VERSION:1.0 MACHINE_TYPE:PRotos ok
In Einzellfällen kann es vorkommen, dass der USB-Controller mit der Baudrate von "250000" nicht zurecht kommt. Ist dieses der Fall, muss in der configuration.h, die im Bild "Arduino Anpassung Baudrate [S. 248]" gezeigte, Baudrate-Einstellung verändert werden.
Eine Herabsetzung (auf "128000") sowie eine Anhebung (auf "256000") der Baudrate sind möglich und hängen vom verwendeten USB-Controller ab.
Kapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X
Abbildung 4.10. Arduino Anpassung Baudrate
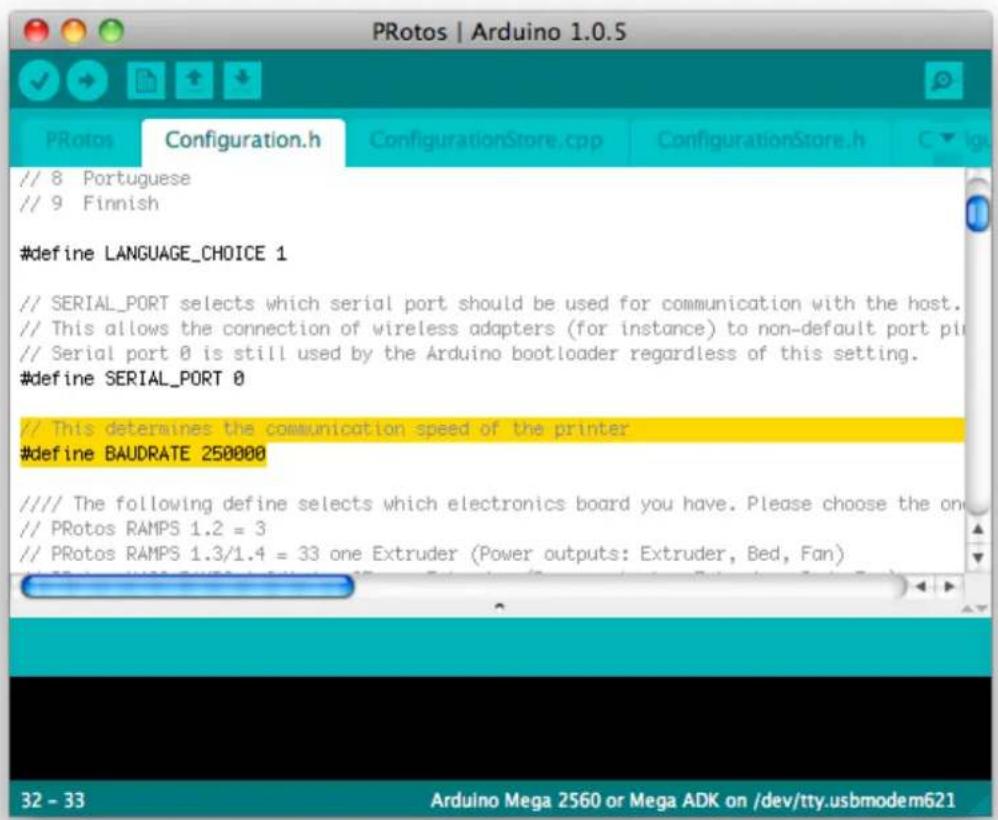
Zur Steuerung der 3D-Drucker wird auf dem System das Repetier-Host für die Steuerung des Gerätes heruntergeladen.
Tabelle 4.2. Download Repetier-Host (OS X)
Repetier-Host ^3
| German RepRap GmbH | Seite 249 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X | |
Abbildung 4.11. Repetier-Host (OS X)
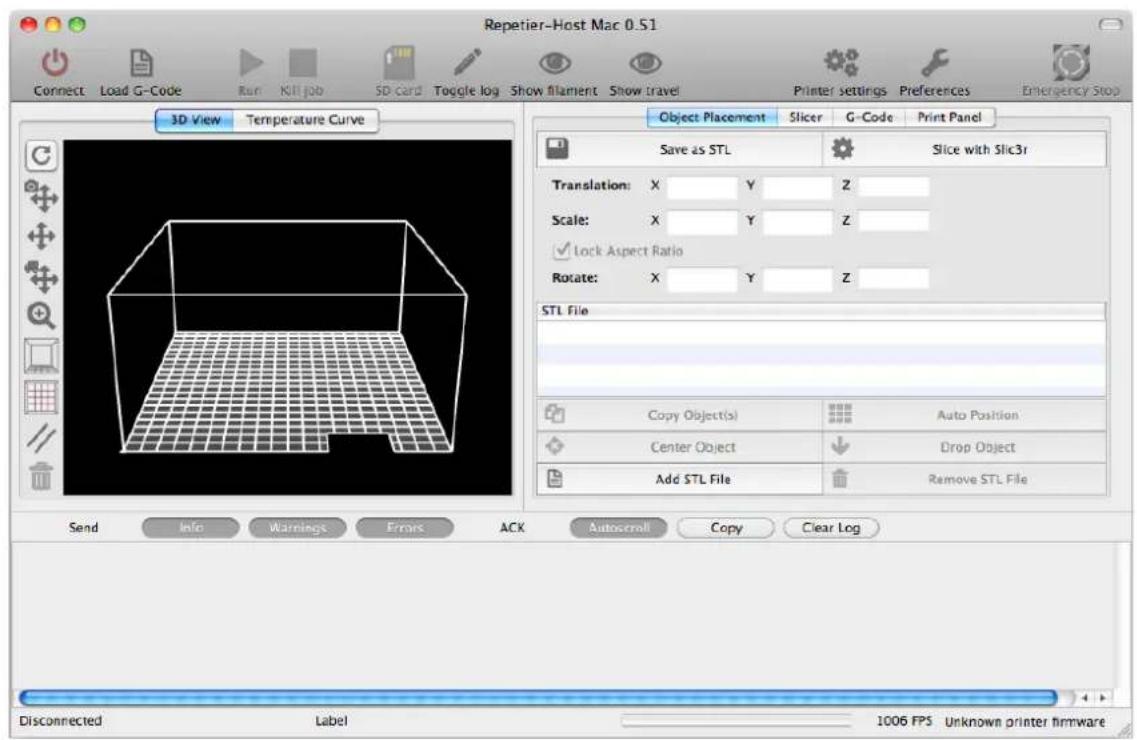
Die neuste Version von Repetier-Host wird nur heruntergeladen und installiert. Im Anschluss ist Repetier-Host einsatzbereit.

Bei der Verwendung von Mountain Lion (10.8.x) muss die Installation von nicht signiertem Code zugelassen werden. Dies können Sie in Systemeinstellungen -> Sicherheit.
| German RepRap GmbH | Seite 250 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Mac OS X | |
Abbildung 4.12. Mac OS X Mountain Lion (10.8.x) nicht signierten Code zugelassen
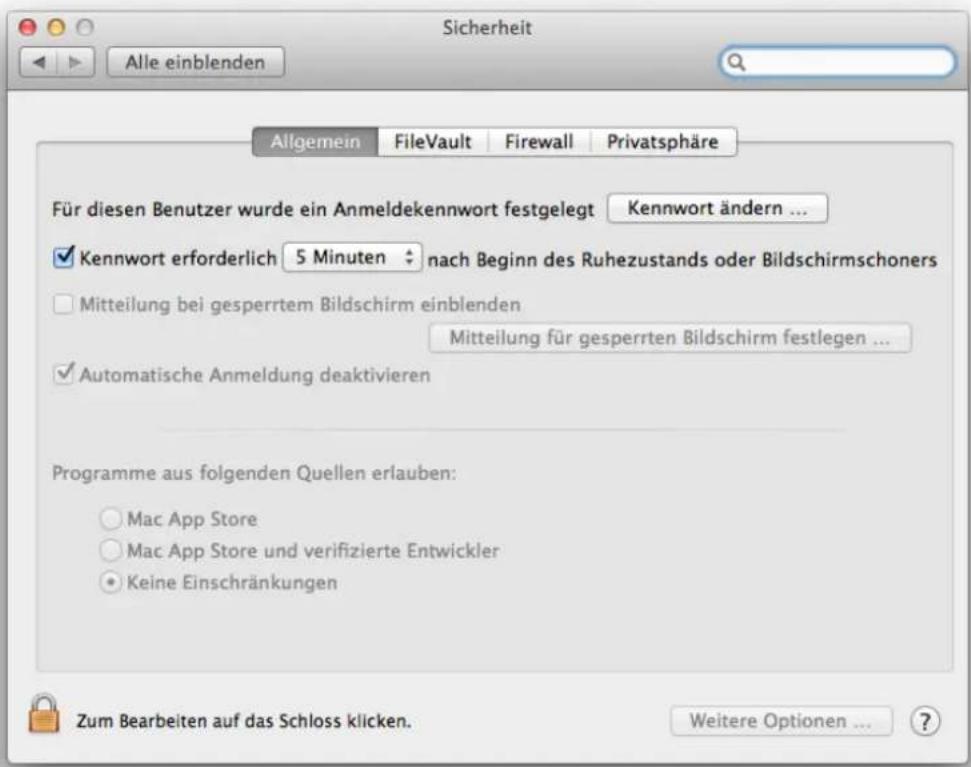
text_image
Sicherheit Alle einblenden Allgemein FileVault Firewall Privatsphäre Für diesen Benutzer wurde ein Anmeldekennwort festgelegt Kennwort ändern ... ✓ Kennwort erforderlich 5 Minuten nach Beginn des Ruhezustands oder Bildschirmschoners Mitteilung bei gesperrtem Bildschirm einblenden Mitteilung für gesperrten Bildschirm festlegen ... ✓ Automatische Anmeldung deaktivieren Programme aus folgenden Quellen erlauben: Mac App Store Mac App Store und verifizierte Entwickler Keine Einschränkungen Zum Bearbeiten auf das Schloss klicken. Weitere Optionen ... ?4.1.3. Slic3r (OS X)
Tabelle 4.3. Übersicht der benötigten Programme Slic3r (OS X)
Slic3r ^4 - STL zu GCode Konverter für 3D-Drucker
Um später aus CAD-Dateien im Format .stl einen maschinenlesbaren Code im Format .gcode zu generieren, kann das Programm Slic3r benutzt werden. Dafür muss lediglich die .dmg Datei geöffnet werden. Anschließend wird Sli3r geöffnet und ist einsatzbereit.
| German RepRap GmbH | Seite 251 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Windows | |
Abbildung 4.13. Slic3r (OS X)
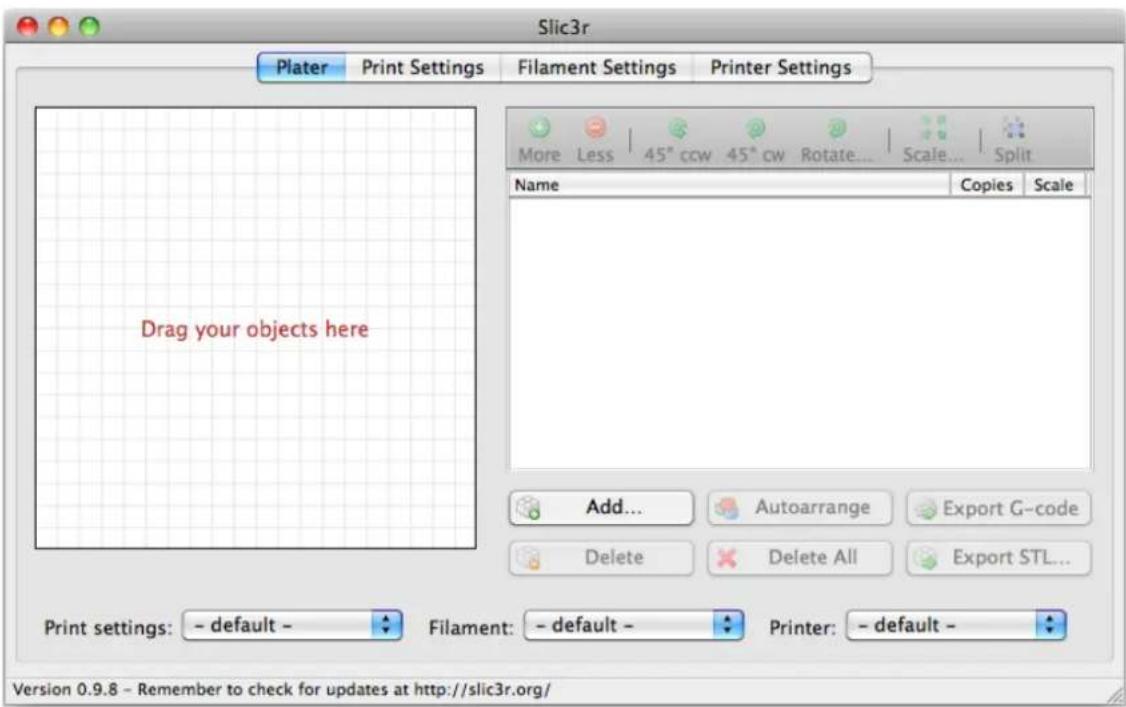
text_image
Slic3r Plater Print Settings Filament Settings Printer Settings More Less 45° ccw 45° cw Rotate... Scale... Split Name Copies Scale Drag your objects here Add... Autoarrange Export G-code Delete Delete All Export STL... Print settings: - default - Filament: - default - Printer: - default - Version 0.9.8 - Remember to check for updates at http://slic3r.org/4.2. Inbetriebnahme Windows
4.2.1. Firmware (Windows)
Damit die Kommunikation zwischen RAMPS und Arduino wie gewollt erfolgt, muss auf das Arduino-Board eine passende Firmware gespielt werden.
Tabelle 4.4. Übersicht der benötigten Programme Firmware (Windows)
| Arduino Version 1.0.x ^5 | |
| X400 Firmware ^6 |
Für den X400 gibt es eine von German RepRap GmbH angepasste Firmware. Um diese Firmware auf das Arduino-Board aufspielen zu können, muss zunächst die Arduino-Software in der Version 1.0.x geladen werden. Im Ordner ../arduino-1.0/drivers befinden sich die Microsoft Windows Treiber zur Kommunikation zwischen Computer und Arduino-Board. Es ist wichtig die Version 1.0.x zu wählen.
Nach dem Anschließen des Boards per USB erscheint eine Aufforderung von Windows, in welcher die Treiber zur Installation ausgewählt werden können. Wenn diese Aufforderung nicht erscheint, müssen die Treiber über
| German RepRap GmbH | Seite 252 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Windows | |
Systemsteuerung → Hardware und Sound → Geräte-Manager manuell aktualisiert werden. Dazu muss folgendes ausgewählt werden: Arduino Mega 2560 → Rechtsklick → Eigenschaften → Treiber aktualisieren. Dann wird auf dem Computer nach Treibern gesucht und der Pfad ..|arduino-1.0|drivers|FTDI USB Drivers ausgewählt.
Abbildung 4.14. Installation Treiber Arduino-Board
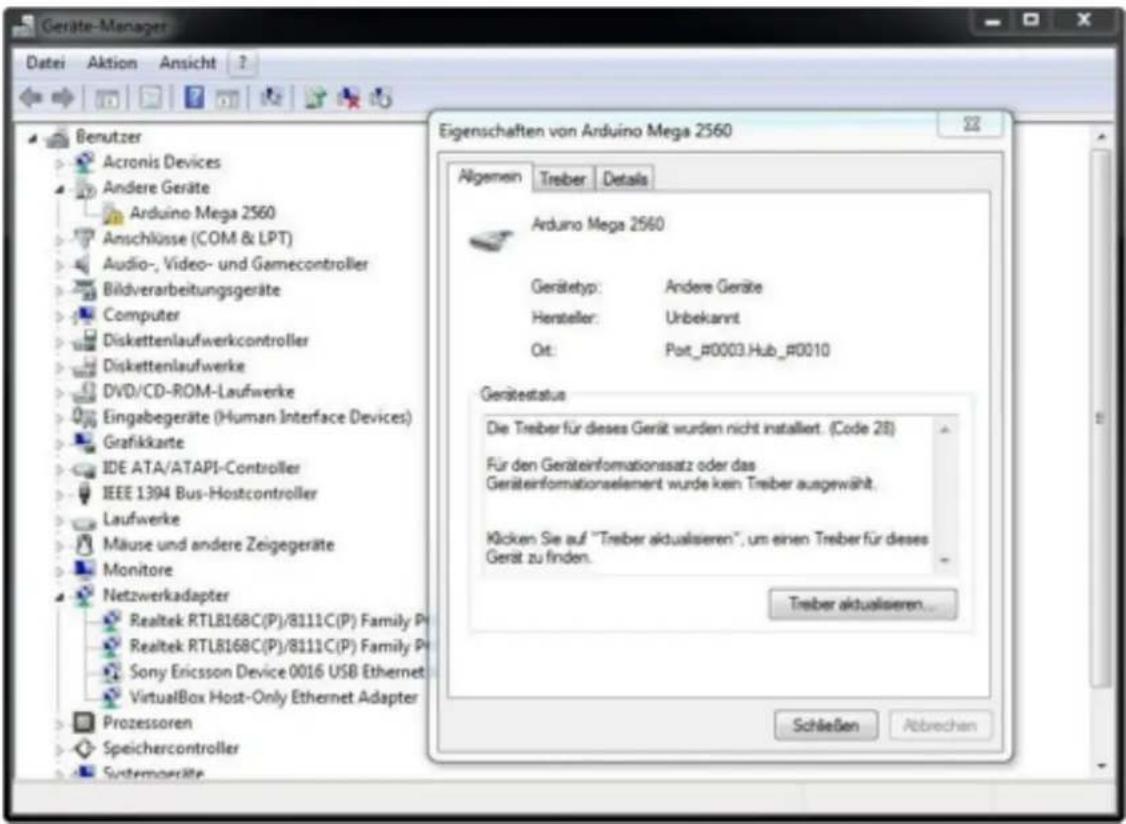
text_image
Geräte-Manager Datei Aktion Ansicht ? Benutzer Acronis Devices Andere Geräte Arduino Mega 2560 Anschlüsse (COM & LPT) Audio-, Video- und Gamecontroller Bildverarbeitungsgeräte Computer Diskettenlaufwerkcontroller Diskettenlaufwerke DVD/CD-ROM-Laufwerke Eingabegeräte (Human Interface Devices) Grafikkarte IDE ATA/ATAPI-Controller IEEE 1394 Bus-Hostcontroller Laufwerke Mäuse und andere Zeigegeräte Monitore Netzwerkadapter Realtek RTL8168C(P)/8111C(P) Family P Realtek RTL8168C(P)/8111C(P) Family P Sony Ericsson Device 0016 USB Ethernet VirtualBox Host-Only Ethernet Adapter Prozessoren Speichercontroller Systemgereite Eigenschaften von Arduino Mega 2560 Allgemein Treiber Details Arduino Mega 2560 Gerätetyp: Andere Geräte Hersteller: Unbekannt Oit: Port_#0003.Hub_#0010 Gerätestatus Die Treiber für dieses Gerät wurden nicht installiert. (Code 28) Für den Geräteinformationssatz oder das Geräteinformationselement wurde kein Treiber ausgewählt. Kücken Sie auf "Treiber aktualisieren", um einen Treiber für dieses Gerät zu finden. Treiber aktualisieren... Schließen AbbrevchenAnschließend kann die "arduino.exe" im arduino-1.0 Ordner gestartet werden und unter dem Menüpunkt Tools → Board wird das „Arduino Mega 2560“ ausgewählt werden. Unter dem Menüpunkt Tools → Serial Port muss der Port „COMx“ (der COM-Port ist je nach System Variable) zur Verwendung des USB Anschlusses ausgewählt werden.
| German RepRap GmbH | Seite 253 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Windows | |
Abbildung 4.15. Auswahl Board und Port
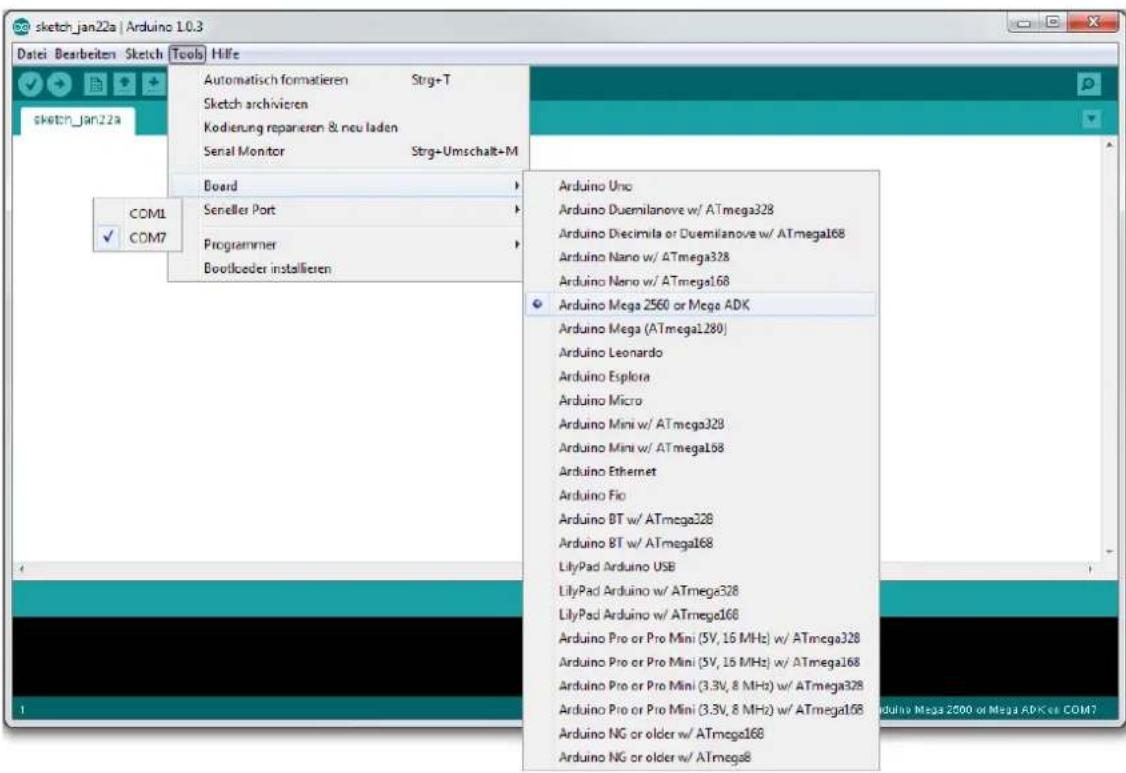
text_image
sketch_jan22a | Arduino 1.0.3 Datei Bearbeiten Sketch Tools Hilfe sketch_jan22a Automatisch formatieren Strg+T Sketch archivieren Kodierung reparieren & neu laden Serial Monitor Strg+Umschalt+M Board Seneller Port Programmer Bootloader installieren COM1 COM7 Arduino Uno Arduino Duemilanove w/ ATmega328 Arduino Diecimila or Duemilanove w/ ATmega168 Arduino Nano w/ ATmega328 Arduino Nano w/ ATmega168 Arduino Mega 2560 or Mega ADK Arduino Mega (ATmega1280) Arduino Leonardo Arduino Esplora Arduino Micro Arduino Mini w/ ATmega328 Arduino Mini w/ ATmega168 Arduino Ethernet Arduino Fio Arduino BT w/ ATmega328 Arduino BT w/ ATmega168 LilyPad Arduino USB LilyPad Arduino w/ ATmega328 LilyPad Arduino w/ ATmega168 Arduino Pro or Pro Mini (5V, 16 MHz) w/ ATmega328 Arduino Pro or Pro Mini (5V, 16 MHz) w/ ATmega168 Arduino Pro or Pro Mini (3.3V, 8 MHz) w/ ATmega328 Arduino Pro or Pro Mini (3.3V, 8 MHz) w/ ATmega168 Arduino NG or older w/ ATmega168 Arduino NG or older w/ ATmega8Zum Testen des Arduino-Boards kann ein Blink-Beispiel ausgewählt werden. Dieses lässt eine gelbe LED auf dem Arduino-Board blinken und zeigt somit an, dass die Kommunikation zwischen Computer und Arduino-Board problemlos funktioniert. Dazu wird unter dem Menüpunkt Examples → 1.Basics → Blink ausgewählt.
| German RepRap GmbH | Seite 254 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Windows | |
Abbildung 4.16. Arduino Blink-Test Auswahl
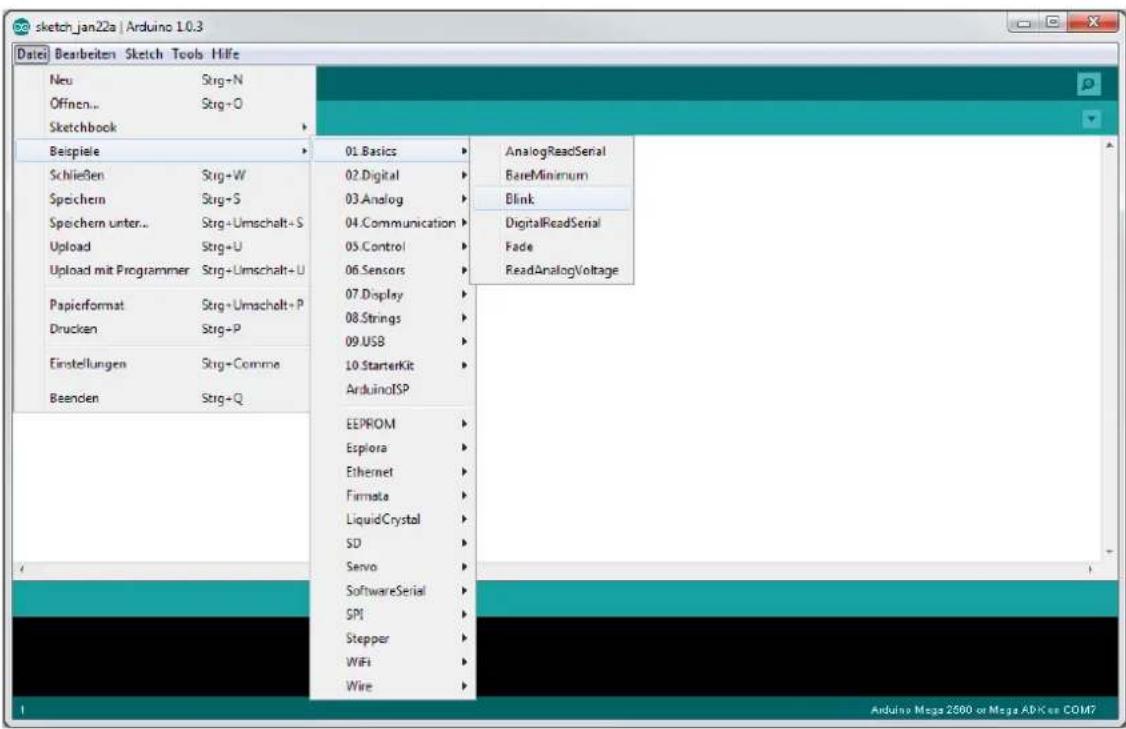
text_image
sketch_jan22a | Arduino 1.0.3 Datei Bearbeiten Sketch Tools Hilfe Neu Strg+N Offnen... Strg+O Sketchbook Beispiele Schließen Strg+W Speichern Strg+S Speichern unter... Strg+Umschalt+S Upload Strg+U Upload mit Programmer Strg+Umschalt+U Papierformat Strg+Umschalt+P Drucken Strg+P Einstellungen Strg+Comme Beenden Strg+Q 01.Basics AnalogReadSerial 02.Digital BareMinimum 03.Analog Blink 04.Communication DigitalReadSerial 05.Control Fade 06.Sensors ReadAnalogVoltage 07.Display 08.Strings 09.USB 10.StarterKit ArduinoISP EEPROM Esplora Ethernet Firmata LiquidCrystal SD Servo SoftwareSerial SPI Stepper WiFi Wire 1 Arduino Mega 2500 or Mega ADKee COM7Anschließend geht ein neues Fester auf, in welchem der Quellcode der aufzuspielenden Firmware angezeigt wird (Bild "Arduino Blink-Test Upload [S. 255]). Dort kann nun der Upload-Button unter der Menüleiste ausgewählt werden um die Firmware zu überspielen (1). Unter dem Quellcode wird dann angezeigt, dass der Upload vollständig erfolgt ist (2) und das LED auf dem Board sollte sofort mehrfach aufblinken. Das Bild "RAMPS blinken [S. 255]" zeigt das LED vor und während des Aufblinkens (dieses ist in eingebauten Zustand jedoch nur schwer zu erkennen).
| German RepRap GmbH | Seite 255 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Windows | |
Abbildung 4.17. Arduino Blink-Test Upload
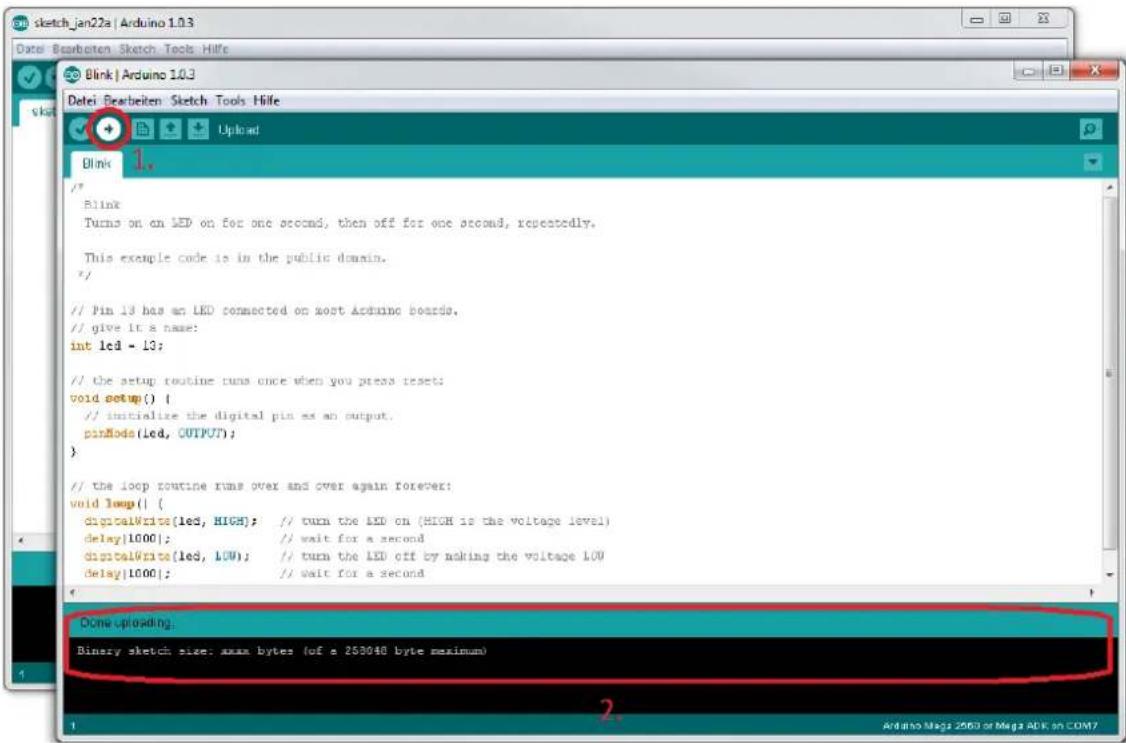
Abbildung 4.18. RAMPS blinken

Zum Aufspielen der Firmware muss zunächst die aktuellste und richtige(!) Firmware heruntergeladen werden (germanreprap.com > Support > Firmwarekonfigurator). Anschließend wird im Arduino Programm der Open-Button gedrückt und über "Open..." die PRotos.ino im Ordner der Firmware ausgewählt. Diese lädt automatisch alle im Ordner PRotos befindlichen Header und Source (.h und .cpp) Dateien.
Die Firmware wird genau wie der Blink-Test auf das Arduino-Board geladen. Zum Testen der Firmware (Bild "Arduino Firmware Test [S. 256]) wird der Serial Monitor unter der Menüleiste ausgewählt (1). Damit die Arduino Software mit dem Arduino-Board kommunizieren kann, muss das Protokoll „Newline“ (2), sowie die Baudrate „115200“ ausgewählt werden. Mit Eingabe des Codes M115 (3) kann die Firmware des Boards
| German RepRap GmbH | Seite 256 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Windows | |
abgefragt werden und sollte der im Bild "Arduino Firmware Test" entsprechen (5). Die komplette Befehlsliste mittels GCode kann im Internet nachgelesen werden.
Abbildung 4.19. Arduino Firmware Test
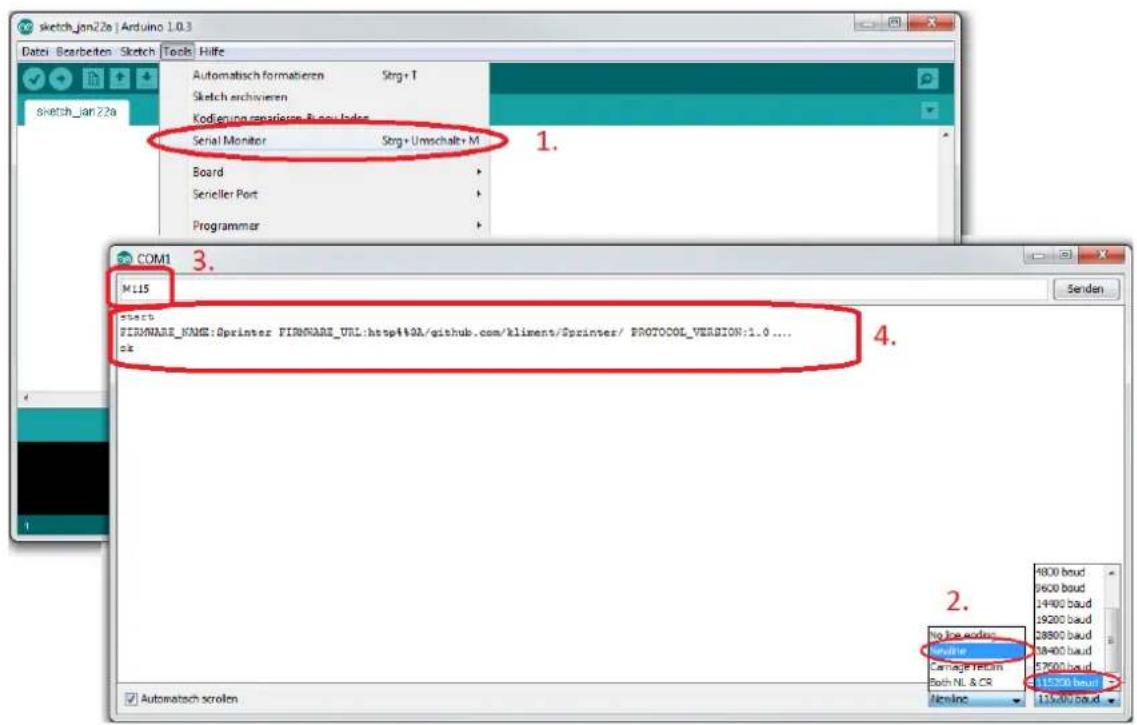
text_image
sketch_jon22a | Arduino 1.0.3 Datei Bearbeiten Sketch Tools Hilfe Automatisch formatieren Strg + T Sketch archivieren Kodiening repartieren - B-cou lodes sketch_jan 22a Serial Monitor Strg+Umschalt+M Board Serieller Port Programmer COM1 ML15 start FORMARE_NAME: Sprinter FORMARE_URL:http4@2A/gishub.com/kliment/Sprinter/ PROTOCOL_VERSION:1.0 ..... ok Senden No line erodes Newline Cartegetechm Both NL & CR Newline 15200 beaud 15200 beaud 1800 baud 9600 baud 14000 baud 19200 baud 28800 baud 18400 baud 57600 baud 15200 beaud Automatisch scrollen4.2.2. Repetier-Host (Windows)
Nachdem das Arduino-Board nun die richtige Firmware hat, wird auf dem System das Repetier-Host für die Steuerung des Druckers installiert.
Tabelle 4.5. Übersicht der benötigten Programme Repetier-Host (Windows)
| Repetier-Host ^7 |
Die neuste Version von Repetier-Host wird nun heruntergeladen und installiert. Im Anschluss ist Repetier-Host einsatzbereit.
| German RepRap GmbH | Seite 257 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme Windows | |
Abbildung 4.20. Repetier-Host (Windows)
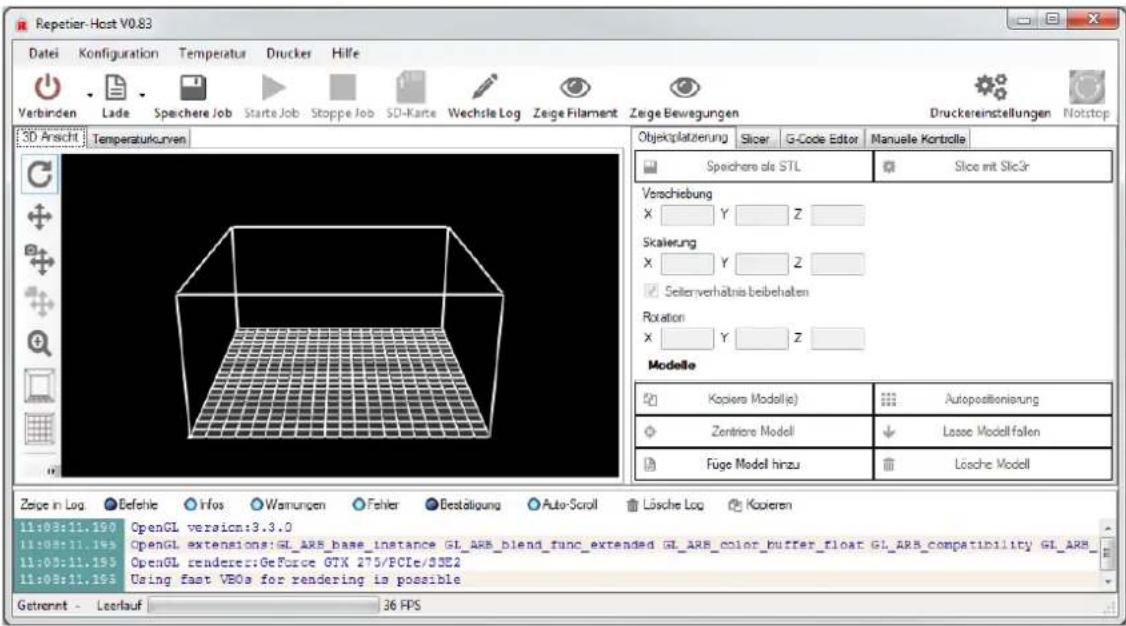
text_image
Repetier-Host V0.83 Datei Konfiguration Temperatur Drucker Hilfe Verbinden Lade Speichere Job Starte Job Stoppe Job SD-Karte Wechsel Log Zeige Filament Zeige Bewegungen Druckereinstellungen Notstop 3D Ansicht Temperaturkurven Objektplatzerung Slicer G-Code Editor Manuele Kontrolle Speichere als STL Slice mit Slc3r Versicherung X Y Z Skalerung X Y Z Seiterverhältnis-beibehalten Rotation X Y Z Modelle Kapiers Modell(s) Autopositionierung Zentriere Modell Lösse Modellfallen Füge Modell hinzu Lösche Modell Zeige in Log Defehle Infos Warnungen Fehler Bestätigung Auto-Scroll Lösche Log Kauteren 11:05:11.190 OpenGL version:3.3.0 11:05:11.195 OpenGL extensions:GL_ARB_base_instance GL_ARB_blend_func_extended GL_ARB_color_buffer_float GL_ARB_compatibility GL_ARB_ 11:05:11.195 OpenGL renderer:GeForce GTX 275/PCIe/3SE2 11:05:11.195 Using fast VBOs for rendering is possible Getrennt - Leerlauf 36 FPS4.2.3. Slic3r (Windows)
Tabelle 4.6. Übersicht der benötigten Programme Slic3r (Windows)
Slic3r ^8 - STL zu GCode Konverter für 3D-Drucker
Um später aus CAD-Dateien im Format .stl einen maschinenlesbaren Code im Format .gcode zu generieren, kann das Programm Slic3r benutzt werden. Dafür muss lediglich die .zip Datei entpackt werden. Anschließend ist Sli3r einsatzbereit und kann über die slic3r.exe gestartet werden.
| German RepRap GmbH | Seite 258 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
Abbildung 4.21. Slic3r (Windows)
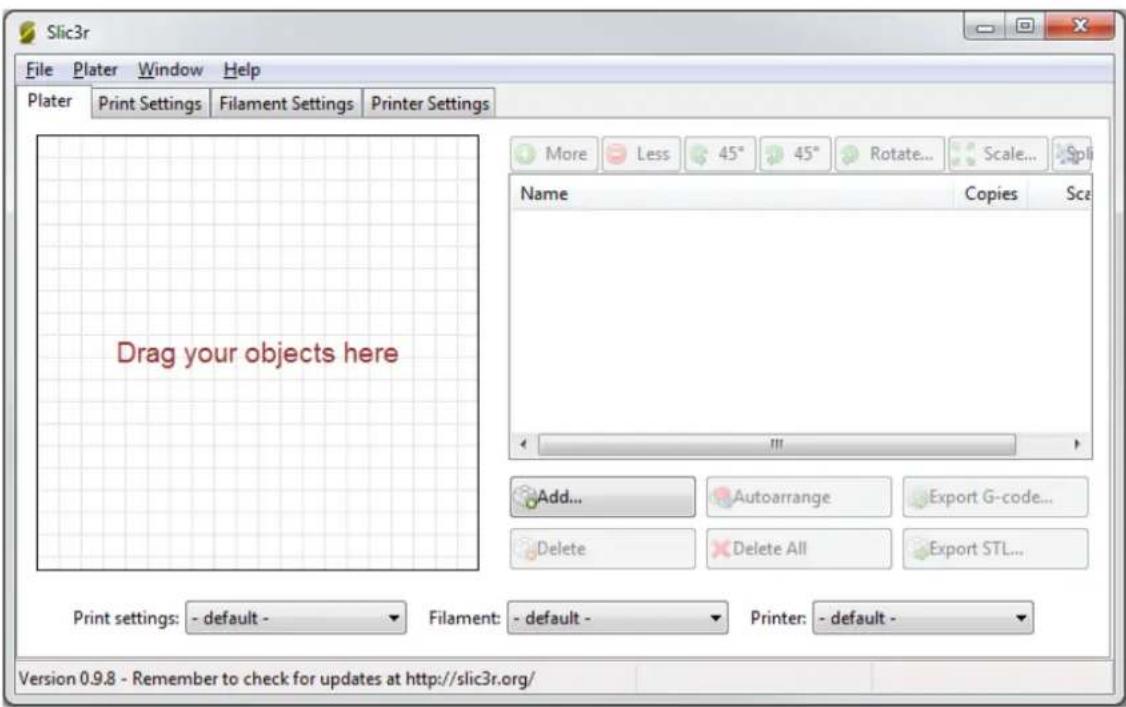
text_image
Slic3r File Plater Window Help Plater Print Settings Filament Settings Printer Settings More Less 45° 45° Rotate... Scale... Sp Name Copies Sc Add... Autoarrange Export G-code... Delete Delete All Export STL... Print settings: - default - Filament: - default - Printer: - default - Version 0.9.8 - Remember to check for updates at http://sic3r.org/4.3. Inbetriebnahme Linux (in Arbeit)
Die Anleitung für Linux Distributionen befindet sich noch in Arbeit.
4.4. Inbetriebnahme SD-RAMPS
Tabelle 4.7. Materialliste Inbetriebnahme SD RAMPS
| 1x microSD Karte |
Kapitel 4. Inbetriebnahme > Inbetriebnahme SD-RAMPS
Abbildung 4.22. Materialübersicht Inbetriebnahme SD RAMPS

text_image
Kingston® TECHNOLOGY Lock micro SD ADAPTER CHINA micro CD48 4GB CD48 TAI/MAN Kingston® 800 4/4GB TN PC N 5.0G READERDie mircoSD Karte muss, damit der X400 von dieser lesen kann, im FAT16 Format formatiert werden.
Windows: Unter Windows kann dieses einfach mit Rechtsklick → Formatieren... durchgeführt werden. Dort wird dann unter Dateisystem FAT (nicht FAT32) gewählt (Bild: "Abschluss (Windows)").
Abbildung 4.23. Abschluss Inbetriebnahme SD RAMPS (Windows)
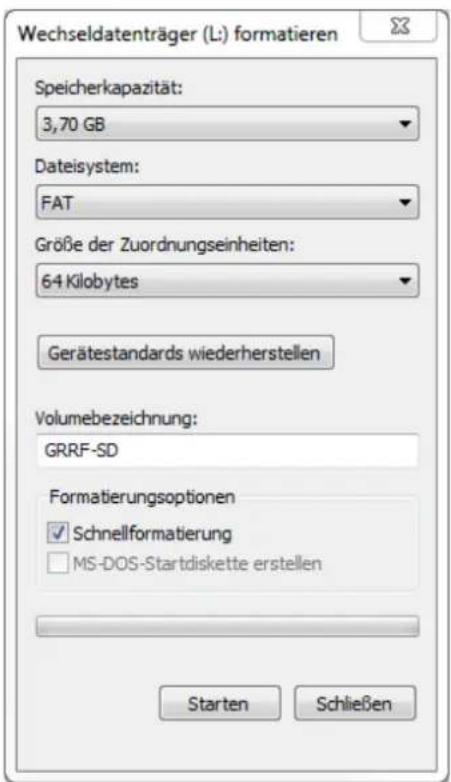
text_image
Wechseldatenträger (L): formatieren Speicherkapazität: 3,70 GB Dateisystem: FAT Größe der Zuordnungseinheiten: 64 Kilobytes Gerätestandards wiederherstellen Volumebezeichnung: GRRF-SD Formatierungsoptionen ✓ Schnellformatierung □ MS-DOS-Startdiskette erstellen Starten Schließen| German RepRap GmbH | Seite 260 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme SD-RAMPS |
OS X (nur für erfahrene Nutzer): Unter OS X ist das Formatieren etwas komplizierter. Zunächst muss das Terminal über Programme → Dienstprogramme → Terminal geöffnet werden. Dort wird über den Befehl "df" eine Auflistung der vorhandenen Festplatten angezeigt. (Siehe "OS X Terminal Formatieren [S. 260]").
Abbildung 4.24. OS X Terminal Formatieren
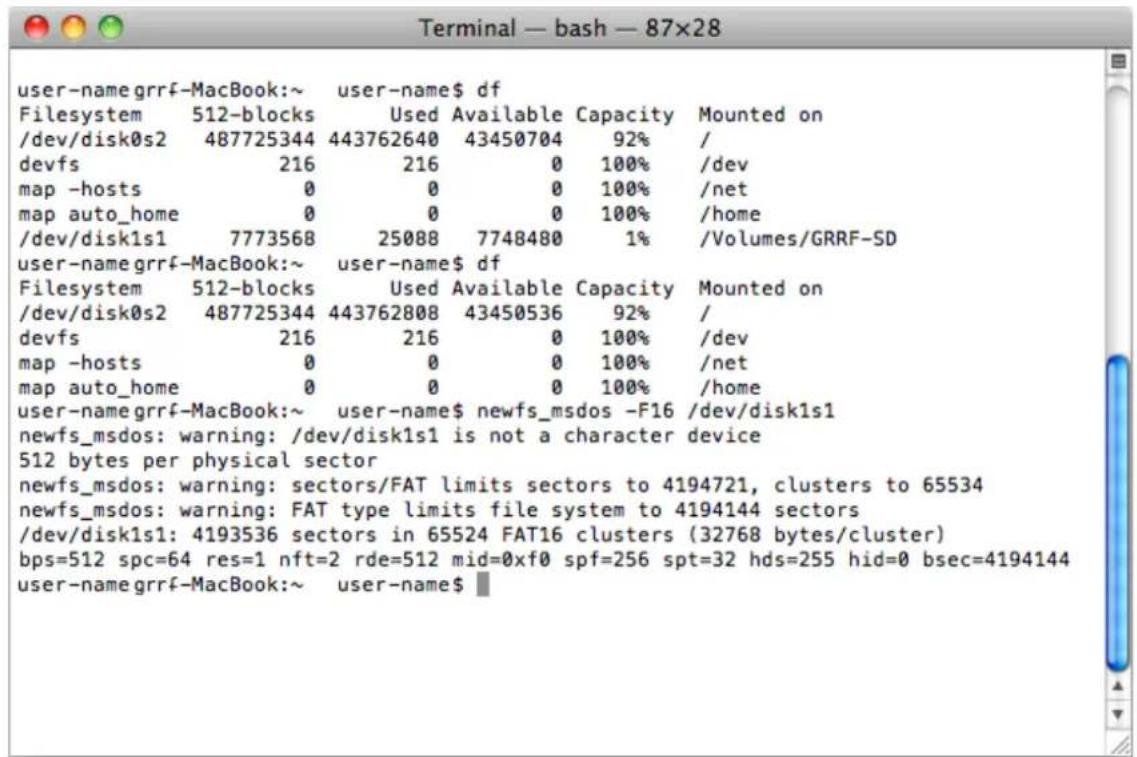
text_image
Terminal — bash — 87×28 user-name grrf-MacBook:~ user-name$ df Filesystem 512-blocks Used Available Capacity Mounted on /dev/disk0s2 487725344 443762640 43450704 92% / devfs 216 216 0 100% /dev map -hosts 0 0 0 100% /net map auto_home 0 0 0 100% /home /dev/disk1s1 7773568 25088 7748480 1% /Volumes/GRRF-SD user-name grrf-MacBook:~ user-name$ df Filesystem 512-blocks Used Available Capacity Mounted on /dev/disk0s2 487725344 443762808 43450536 92% / devfs 216 216 0 100% /dev map -hosts 0 0 0 100% /net map auto_home 0 0 0 100% /home user-name grrf-MacBook:~ user-name$ newfs_msdos -F16 /dev/disk1s1 newfs_msdos: warning: /dev/disk1s1 is not a character device 512 bytes per physical sector newfs_msdos: warning: sectors/FAT limits sectors to 4194721, clusters to 65534 newfs_msdos: warning: FAT type limits file system to 4194144 sectors /dev/disk1s1: 4193536 sectors in 65524 FAT16 clusters (32768 bytes/cluster) bps=512 spc=64 res=1 nft=2 rde=512 mid=0xf0 spf=256 spt=32 hds=255 hid=0 bsec=4194144 user-name grrf-MacBook:~ user-name$Anschließend müssen über Programme → Dienstprogramme → Festplatten Dienstprogramm selbige gestartet werden. Die SD-Karte muss dort über "Deaktivieren" deaktiviert werden (Bild: "SD Karte deaktivieren [S. 261]").
| German RepRap GmbH | Seite 261 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme SD-RAMPS | |
Abbildung 4.25. SD Karte deaktivieren
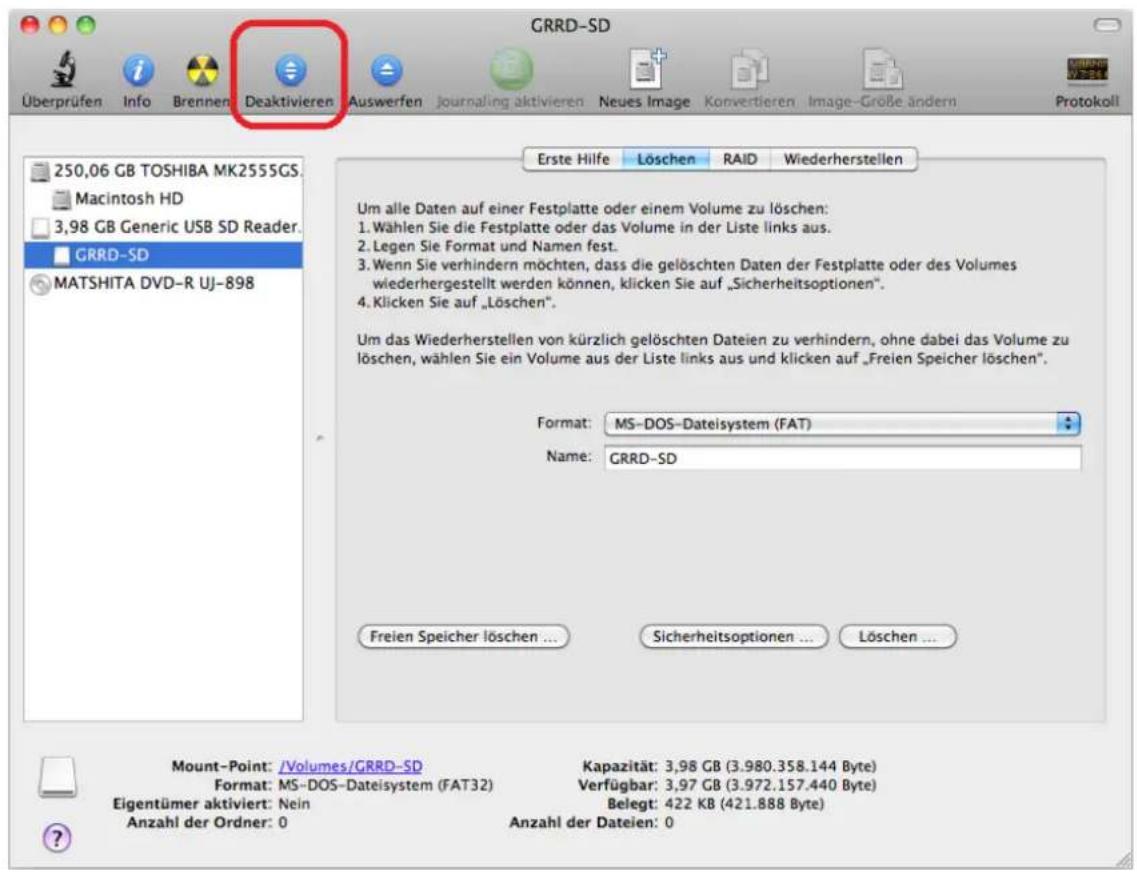
text_image
GRRD-SD Überprüfen Info Brennen Deaktivieren Auswerfen Journaling aktivieren Neues Image Konvertieren Image-Große ändern Protokoll 250,06 GB TOSHIBA MK2555GS. Macintosh HD 3,98 GB Generic USB SD Reader. GRRD-SD MATSHITA DVD-R UJ-898 Erste Hilfe Löschen RAID Wiederherstellen Um alle Daten auf einer Festplatte oder einem Volume zu löschen: 1. Wählen Sie die Festplatte oder das Volume in der Liste links aus. 2. Legen Sie Format und Namen fest. 3. Wenn Sie verhindern möchten, dass die gelöschten Daten der Festplatte oder des Volumes wiederhergestellt werden können, klicken Sie auf „Sicherheitsoptionen”. 4. Klicken Sie auf „Löschen”. Um das Wiederherstellen von kürzlich gelöschten Dateien zu verhindern, ohne dabei das Volume zu löschen, wählen Sie ein Volume aus der Liste links aus und klicken auf „Freien Speicher löschen”. Format: MS-DOS-Dateisystem (FAT) Name: GRRD-SD Freien Speicher löschen ... Sicherheitsoptionen ... Löschen ... Mount-Point: /Volumes/GRRD-SD Kapazität: 3,98 GB (3.980.358.144 Byte) Format: MS-DOS-Dateisystem (FAT32) Verfügbar: 3,97 GB (3.972.157.440 Byte) Eigentümer aktiviert: Nein Belegt: 422 KB (421.888 Byte) Anzahl der Ordner: 0 Anzahl der Dateien: 0Danach wird mit dem Befehl "newfs_msdos -F16 /dev/disk1s1" die Formatierung ausgeführt, wobei "disk1s1" für die SD Karte steht. Die Disk-Bezeichnung muss der Übersicht entnommen werden (Bild: "OS X Terminal Formatieren [S. 260]). Dann wird im Festplatten Dienstprogramm die SD Karte mit dem Dateisystem FAT16 angezeigt (Bild: "Abschluss Inbetriebnahme SD RAMPS (OS X) [S. 262]").
| German RepRap GmbH | Seite 262 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 4. Inbetriebnahme > Inbetriebnahme SD-RAMPS | |
Abbildung 4.26. Abschluss Inbetriebnahme SD RAMPS (OS X)
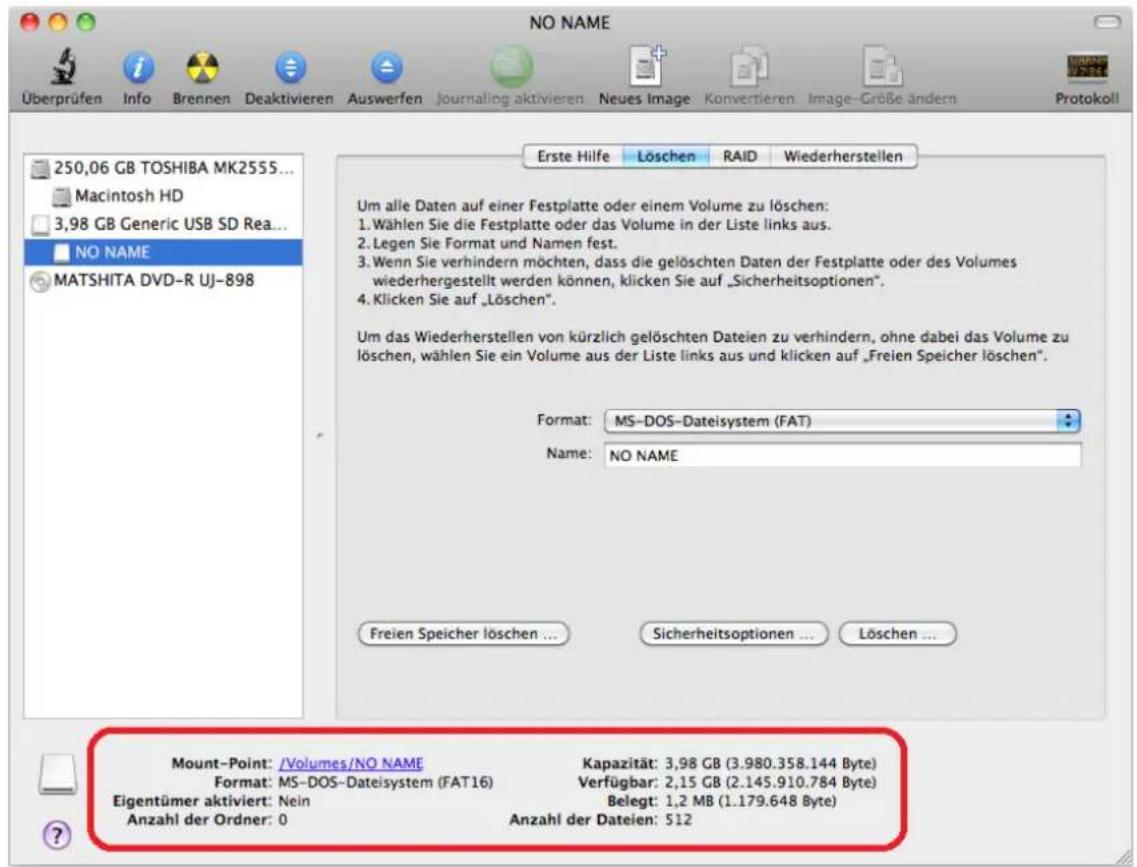
text_image
NO NAME Überprüfen Info Brennen Deaktivieren Auswerfen Journaling aktivieren Neues Image Konvertieren Image-Größe ändern Protokoll 250,06 GB TOSHIBA MK2555... Macintosh HD 3,98 GB Generic USB SD Rea... NO NAME MATSHITA DVD-R UJ-898 Erste Hilfe Löschen RAID Wiederherstellen Um alle Daten auf einer Festplatte oder einem Volume zu löschen: 1. Wählen Sie die Festplatte oder das Volume in der Liste links aus. 2. Legen Sie Format und Namen fest. 3. Wenn Sie verhindern möchten, dass die gelöschten Daten der Festplatte oder des Volumes wiederhergestellt werden können, klicken Sie auf „Sicherheitsoptionen”. 4. Klicken Sie auf „Löschen”. Um das Wiederherstellen von kürzlich gelöschten Dateien zu verhindern, ohne dabei das Volume zu löschen, wählen Sie ein Volume aus der Liste links aus und klicken auf „Freien Speicher löschen”. Format: MS-DOS-Dateisystem (FAT) Name: NO NAME Freien Speicher löschen ... Sicherheitsoptionen ... Löschen ... Mount-Point: /Volumes/NO NAME Kapazität: 3,98 GB (3.980.358.144 Byte) Format: MS-DOS-Dateisystem (FAT16) Verfügbar: 2,15 GB (2.145.910.784 Byte) Eigentümer aktiviert: Nein Belegt: 1,2 MB (1.179.648 Byte) Anzahl der Ordner: 0 Anzahl der Dateien: 512Kapitel 5. Kalibrierung > Ausrichtung der Achsen
Kapitel 5. Kalibrierung
Nachdem alle Programme installiert worden sind, kann die Kalibrierung des PRotos erfolgen. Die Kalibrierung ist wichtig, damit die später gedruckten Bauteile in Form und Größe ihren Vorlagen entsprechen.
5.1. Ausrichtung der Achsen
Dabei sollte das Druckbett (A) vorher, z.B. mit einer Wasserwaage, ausgerichtet werden.
Abbildung 5.1. Ausrichtung Z-Achse
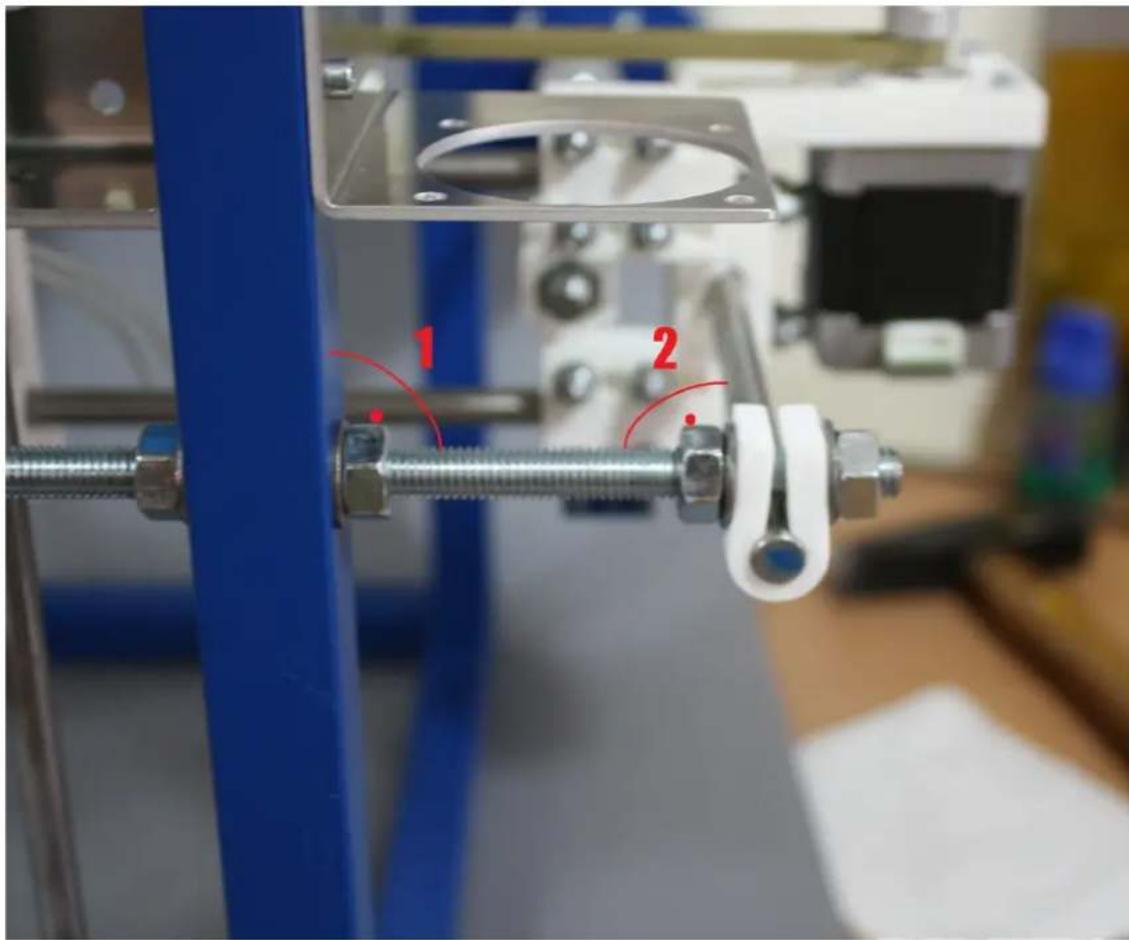
1 = Dieser Winkel liegt automatisch bei 90°
2 = Dieser Winkel liegt anfangs bei 90°, er muss durch das Verschieben des Bar Clamps so verändert werden, dass sich die X-Achse problemlos auf den Führungsstangen der Z-Achse hoch und runter fahren lässt.
| German RepRap GmbH | Seite 264 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 5. Kalibrierung > Abmessungen |
Abbildung 5.2. Ausrichtung Y-Achse
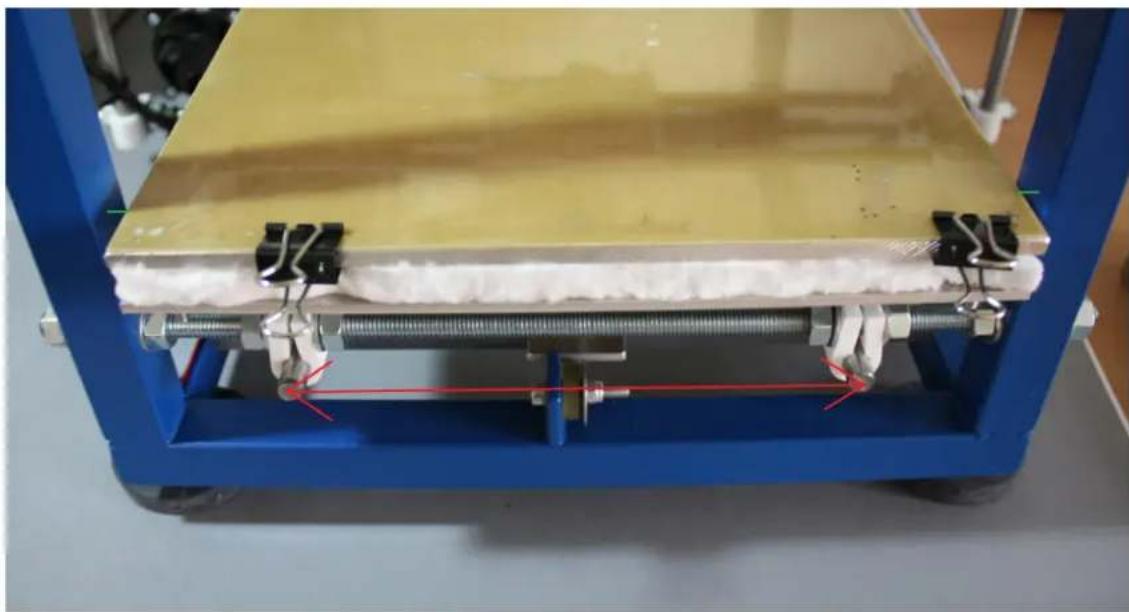
grün = gleicher Abstand (Abstand des Y-Schlittens zum Rahmen)
rot = 160 mm Abstand (Abstand der Zentren der Führungsstangen)
Zunächst wird der Y-Schlitten an den Rand gefahren und die Bar Clamps, die dessen Führungsstangen halten, gelockert, sodass sich die Zentren der Führungsstangen leicht bewegen lassen. Die Bar Clamps werden nun so positioniert, dass der Schlitten auf beiden Seiten den gleichen Abstand zum Rahmen hat und die Zentren der Führungsstangen zueinander einen Abstand von 160 mm. Anschließend werden die Muttern, die die Bar Clamps fixieren, gleichmäßig angezogen, sodass sich die Zentren der Führungsstangen nach dieser Ausrichtung nicht mehr verschieben. Dieser gesamte Vorgang wird auf beiden Seiten durchgeführt.
In der Startphase laufen sich die Welle und das Gleitlager aufeinander ein. Während dieser Phase passen sich die Oberflächen beider Partner optimal aneinander an. Die spezifische Belastung des Systems sinkt, da sich die Kontaktflächen von Welle und Lager während des Einlaufens vergrößern. Gleichzeitig sinkt die Verschleißrate und nähert sich einem linearen Verlauf. In dieser Phase verändern sich die Reibwerte noch, um schließlich einen weitgehend konstanten Wert anzunehmen.
5.2. Abmessungen
Um die Einstellungen der Endstops, insbesondere die der Z-Achsen, zu überprüfen, werden diese mithilfe der Software angesteuert.
Dafür muss zuerst der Repetier-Host gestartet werden. Danach wird der Port und die Baudrate eingestellt. Der Port ist der selbe, welcher auch zum Aufspielen der Firmware benutzt wurde (Auswahl Board und Port (OS X) [S. 240] bzw. Auswahl Board und Port (Windows) [S. 253]). Für die Baudrate wird der Wert „115200“ gewählt.
Abbildung 5.3. Auswahl Port und Baudrate
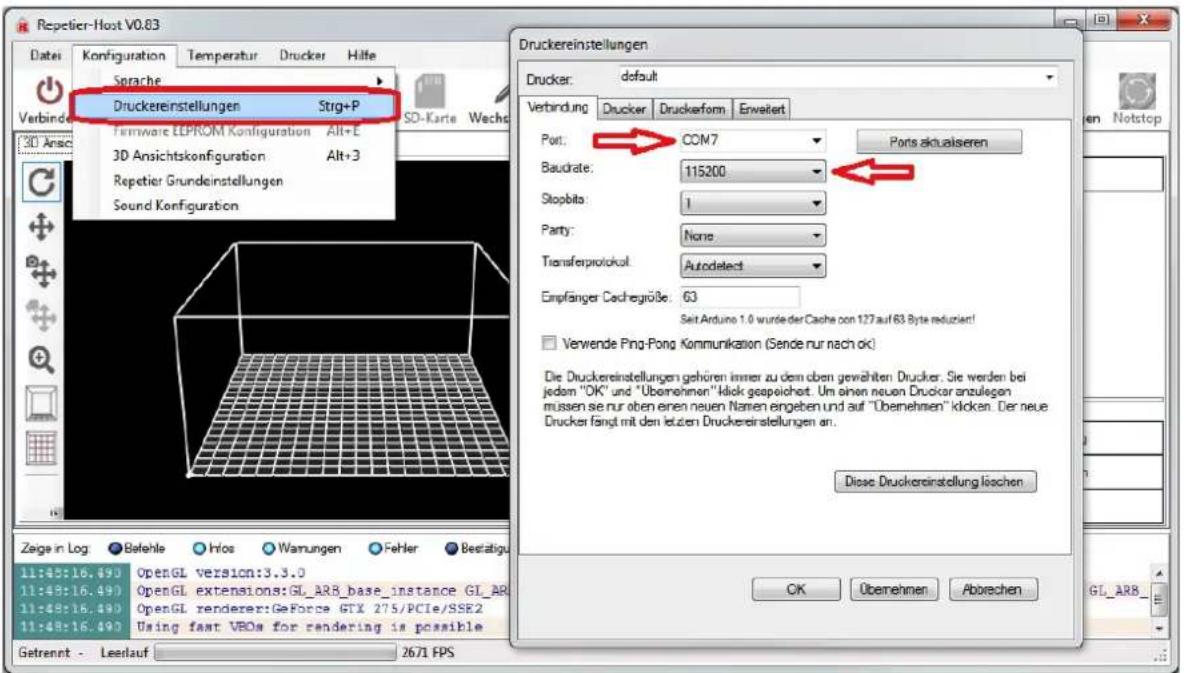
text_image
Repetier-Host V0.83 Date: Konfiguration Temperatur Drucker Hilfe Sprache Druckereinstellungen Strig+P Firmware EEPROM Konfiguration Alt+E 3D Ansichtskonfiguration Alt+3 Repetier Grundestellungen Sound Konfiguration Druckereinstellungen Drucker: default Verbindung Drucker Druckerform Erweitert Port: COM7 Ports aktualiseren Baudrate: 115200 Stopbits: 1 Party: None Transferprotocol Autodetect Empfänger Cachegröße: 63 Seit Arduino 1.0 wurde der Cache von 127 auf 63 Byte reduziert! Verwende Ping-Pong Kommunikation (Sende nur nach ok) Die Druckereinstellungen gehören immer zu dem oben gewählten Drucker. Sie werden bei jedem "DK" und "Übernehmen" klick gespeichert. Um einen neuen Drucker anzulegen müssen se nur oben ersten neuen Narmen ergeben und auf "Übernehmen" klicken. Der neue Drucker fängt mit den letzten Druckereinstellungen an. Diese Druckereinstellung löschen Getrennt - Leerlauf 2671 FPS Verbindung Drucker Druckerform Erweitert OK Übernehmen Aborechen GL_ARBWenn beides korrekt eingestellt ist, kann durch das Drücken von "Verbinden" die Verbindung von Computer und PRotos hergestellt werden.

Sollte die Verbindung fehlschlagen, muss zunächst geprüft werden, ob ein anderes Programm, z.B. die Arduino Software, den Port „COM7“ zur Kommunikation mit dem Drucker nutzt. Dieses müsste dann gegebenenfalls beendet werden. Anschließend, oder wenn kein anderes Programm auf den Port „COM7“ zugreift, muss der Reset-Knopf gedrückt werden, um den Drucker neu zu starten. Der gleiche Effekt kann durch das Ab- und Anstecken des USB-Kabels erzeugt werden. Danach kann die Verbindung zum Drucker hergestellt werden.

Die Firmware wie auch der Repetier-Host ist auf eine Druckbett große von 200 x 200mm eingestellt. Abhängig von der Genauigkeit beim Aufbau, könne auch größere Werte eingegeben werden.
Wird eine Lichtschranke unterbrochen, stellt dies für den Drucker die so genannte Home-Position dar. Sie bildet eine physikalische Grenze für die Bewegungen der entsprechenden Achse. Die Grenze auf der entgegengesetzten Seite wird über die Software begrenzt.
Bevor die Home-Positionen angefahren werden sollte, muss erneut die Richtigkeit der Verkabelung [S. 224], sowie die Funktion der Endstops überprüft werden. Zusätzlich sollten alle Achsen in eine mittige Position gebracht werden, um bei einem Fehlverhalten nicht gegen ein Hindernis zu fahren.

Sollte doch etwas schief gehen, können, durch das Ziehen des Netzsteckers, die Motoren sofort stromlos geschaltet werden. Anschließend kann die Verbindung mit dem Drucker wieder hergestellt werden.
Kapitel 5. Kalibrierung > Abmessungen
Wenn die Potentiometer sich noch in der mittleren Stellung befinden können nacheinander die Home-Tasten der X- und Y-Achse in der manuellen Kontrolle gedrückt werden. Wenn alle Achsen in der Ausgangsposition sind, muss die Stromstärke der Potentiometer eingestellt werden.
Zum Einstellen der Potentiometer auf den Pololus wird ein kleiner Schraubenzieher benötigt. Das Potentiometer muss auf allen Pololus auf die Minimum-Stellung, also, wie auf dem Bild "Einstellung Pololu Potentiometer [S. 266]", ganz nach links gegen den Uhrzeigersinn, gedreht werden. Aus Sicherheitsgründen und um Schäden am Pololu zu vermeiden, sollte diese Einstellung mit ausgeschaltetem Netzteil durchgeführt werden.
Abbildung 5.4. Einstellung Pololu Potentiometer
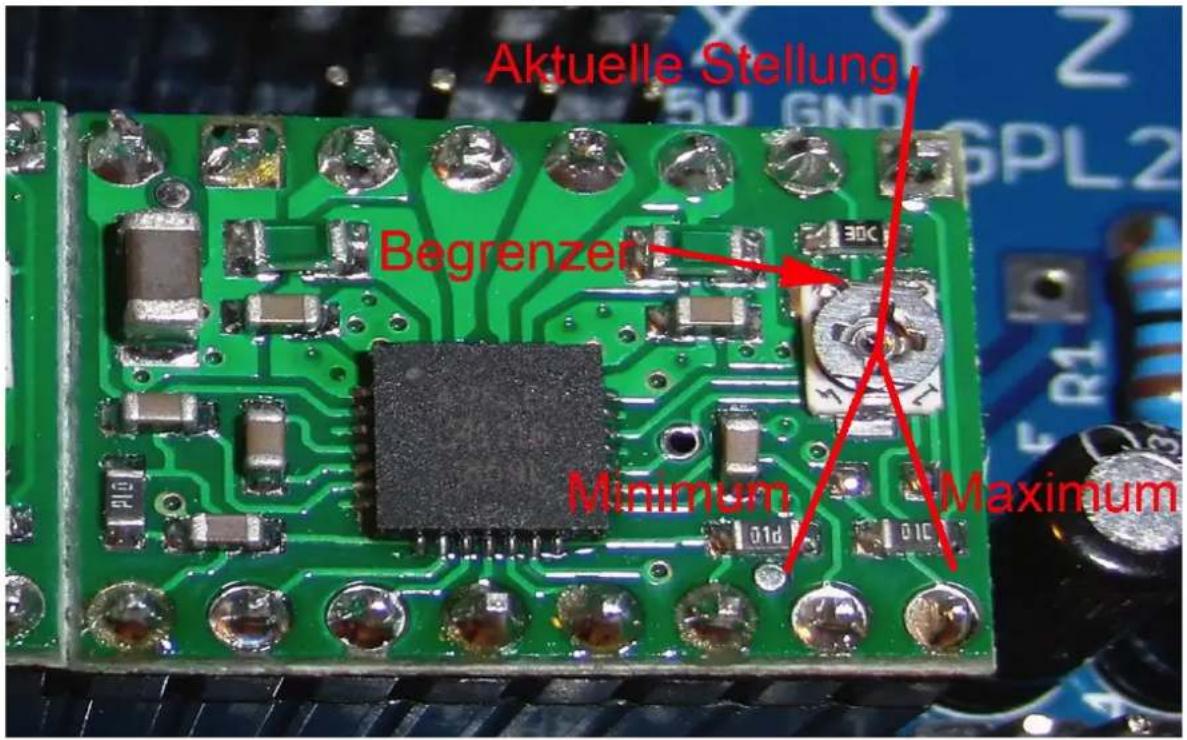
text_image
Aktuelle Stellung Begrenzen Minimum Maximum| German RepRap GmbH | Seite 267 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 5. Kalibrierung > Abmessungen |
Abbildung 5.5. Manuelle Kontrolle
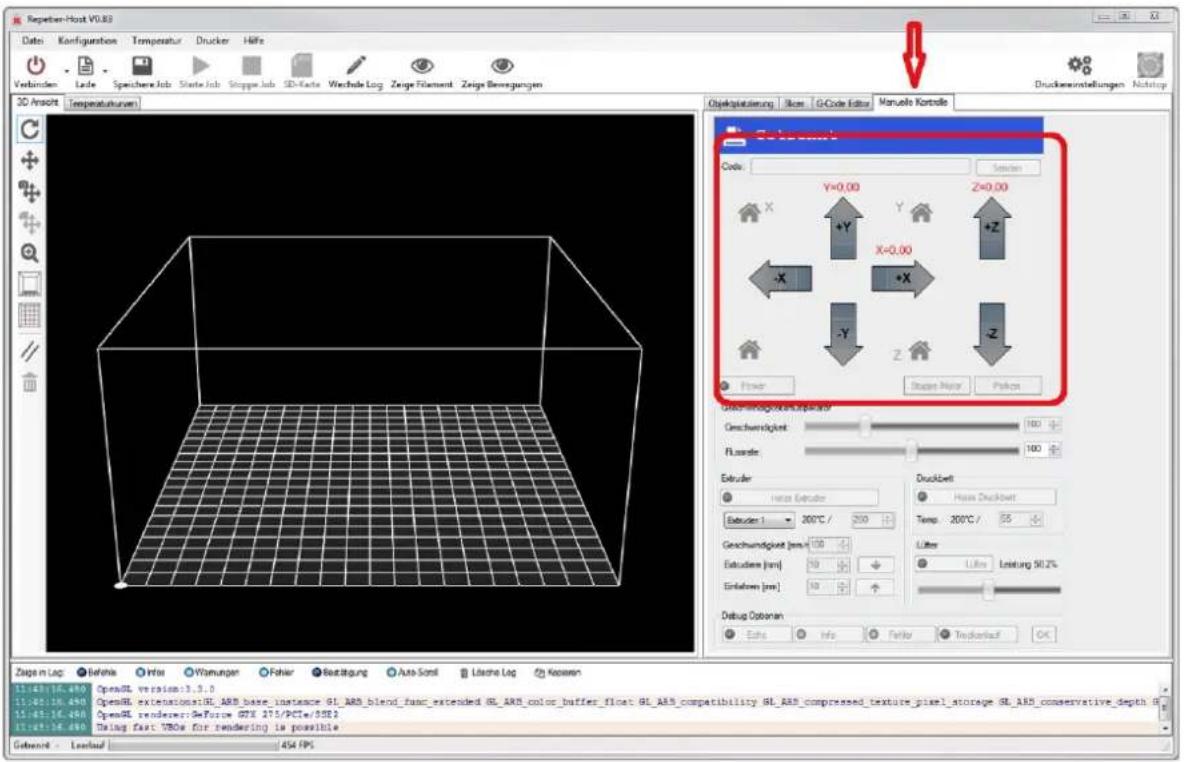
text_image
Repeten-Host V0.83 Date: Konfiguration Temperature Drucker Hilfe Verbinden: Lede Speichere Job Starte Job Stoppe Job 3D-Kate Wechale Log Zeige Filament Zeige Bewegangen Druckereinstellungen Auftrapp 3D Ansch Tempenskursver Osteoplatierung Scan G-Code Editor Manuelle Kontrolle Code: Y=0.00 X +Y X=0.00 -X -Z -Finder Shape Major Position Geschwindigkeit 100 Flussler 100 Extruder Haze Extruder Extruder 1 200°C / 250 ° Geschwindigkeit [mm] 100 Extrudien [mm] 100 ° Erfahen [mm] 10 ° Druckwei Haze Druckwei Temp. 200°C / 55 ° Liber Liber Leistung 50.2% Debug Options Ends Info Referer Trackanlauf OK Zuge in Lag: Betrieb Infoi Warnungen Fohler Bestätigung Auto-Soml Lösche Log Kassenen 11:45:16,480 OpenRL version:3.3.0 11:45:16,480 OpenRL extensions:GL_ARB_base_instance GL_ARB_blend_fasc_extended GL_ARB_color_buffer_float GL_ARB_compressing_texture_pixel_storage GL_ARB_conservative_depth 9 11:45:16,480 OpenRL renderer:SeFuroc GTX 275/PCIe/5SE? 11:45:16,480 Taking fast VROs for rendering is possible Gebeinkt : Leeband 454 FPSDas Potentiometer ist richtig eingestellt, wenn der Motor keinen Schrittverlust hat. Das bedeutet, die eingestellte Länge wird ohne Unterbrechung, dem so genannten Schrittverlust, durchgefahren. Dafür wird eine Achse auf- und abgefahren. Bei einem Schrittverlust wird das Potentiometer etwas weiter aufgedreht. Das Bild "Schrittverluste [S. 268]" zeigt die Projektion der abgefahren Strecken mittels eines Bleistiftes, wenn Schrittverluste auftreten. Alle Linien sollten in der Länge „100mm“ betragen. Sie können jedoch aufgrund der Schrittverluste auch kürzer sein. Im Bild "Ohne Schrittverluste [S. 269]" wird das Gleiche, jedoch ohne Schrittverluste, noch einmal dargestellt.

Um die Achsen in beide Richtungen bewegen zu können, muss zunächst die Home-Position angefahren werden. Wobei darauf geachtet werden muss, dass der Z-Achsen Endstop noch nicht eingestellt ist!

Auch ein zu hoch eingestelltes Potentiometer kann Schrittverluste verursachen!
Kapitel 5. Kalibrierung > Abmessungen
Abbildung 5.6. Schrittverluste
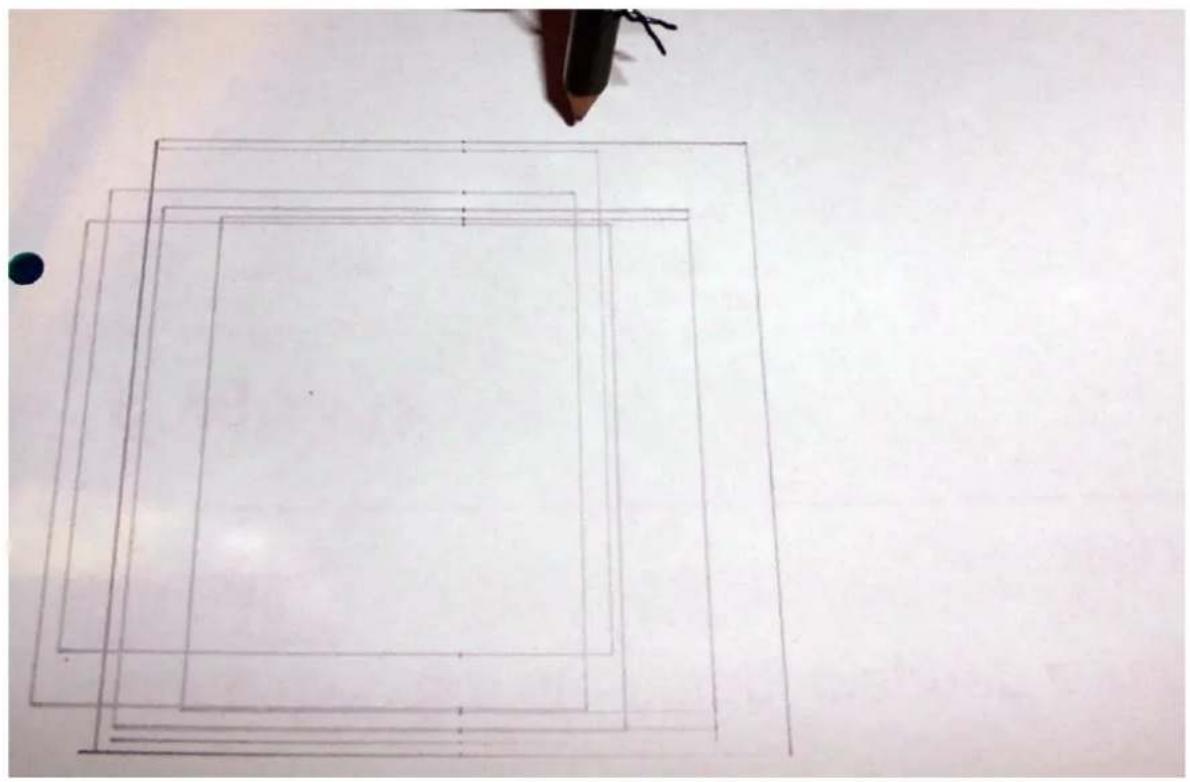
| German RepRap GmbH | Seite 269 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 5. Kalibrierung > Abmessungen |
Abbildung 5.7. Ohne Schrittverluste
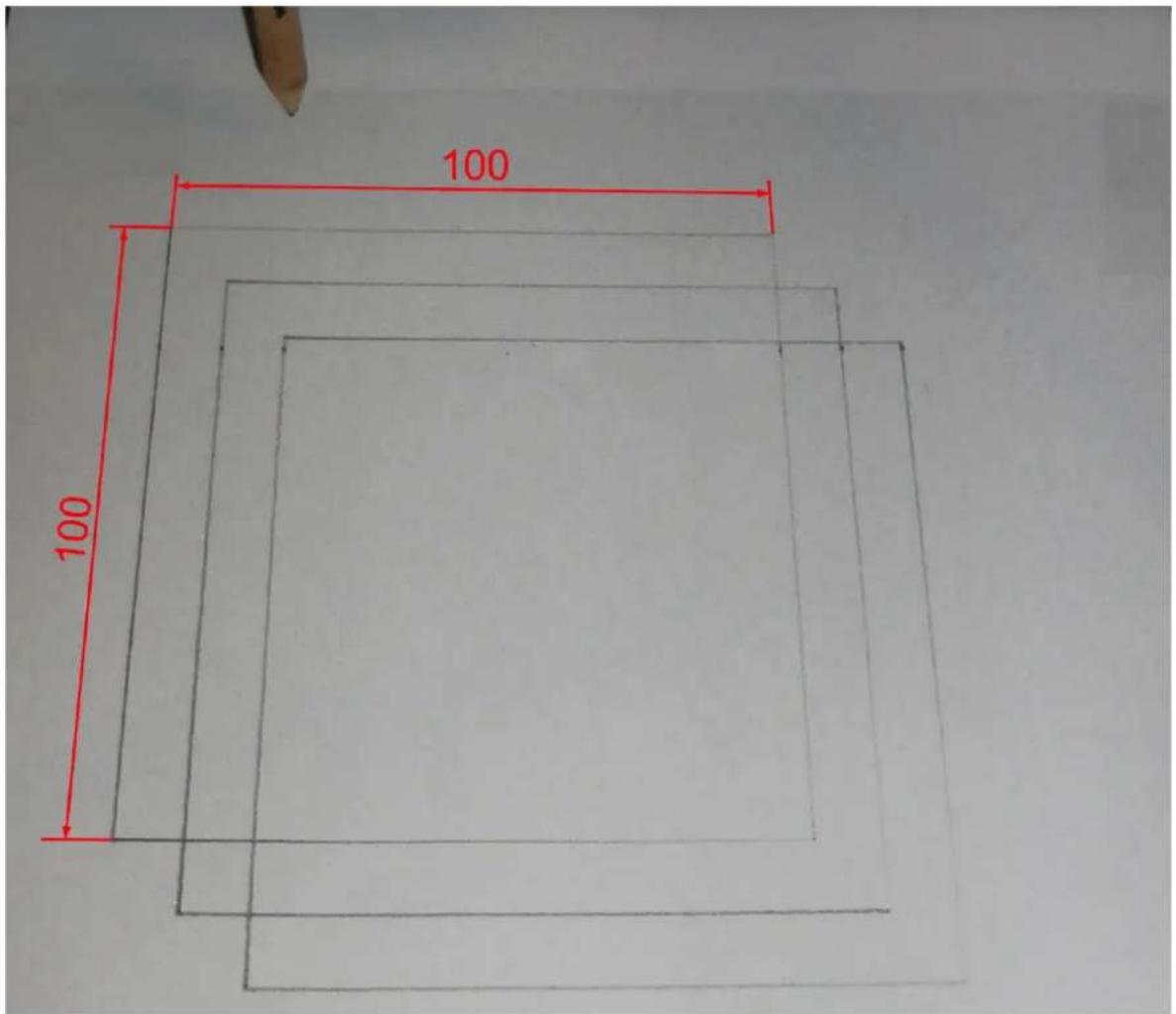
text_image
100 100Der Endstop für die Z-Achse muss in der Höhe so verschoben werden, dass bei Erreichen der „HomeZ“ Position der Abstand zwischen Druckplatte und Hot-End-Spitze „0,2mm“ beträgt (Bild "Ausrichtung Z-Achsen Endstop"). Dabei muss das Druckbett in der Höhe so eingestellt werden, dass dieses an allen Positionen auf dem Druckbett der Fall ist. Dafür können die Befestigungsschrauben mit den Federn in der Höhe verstellt werden.
Kapitel 5. Kalibrierung > Schraubensicherung
Abbildung 5.8. Hot-End Ausrichtung
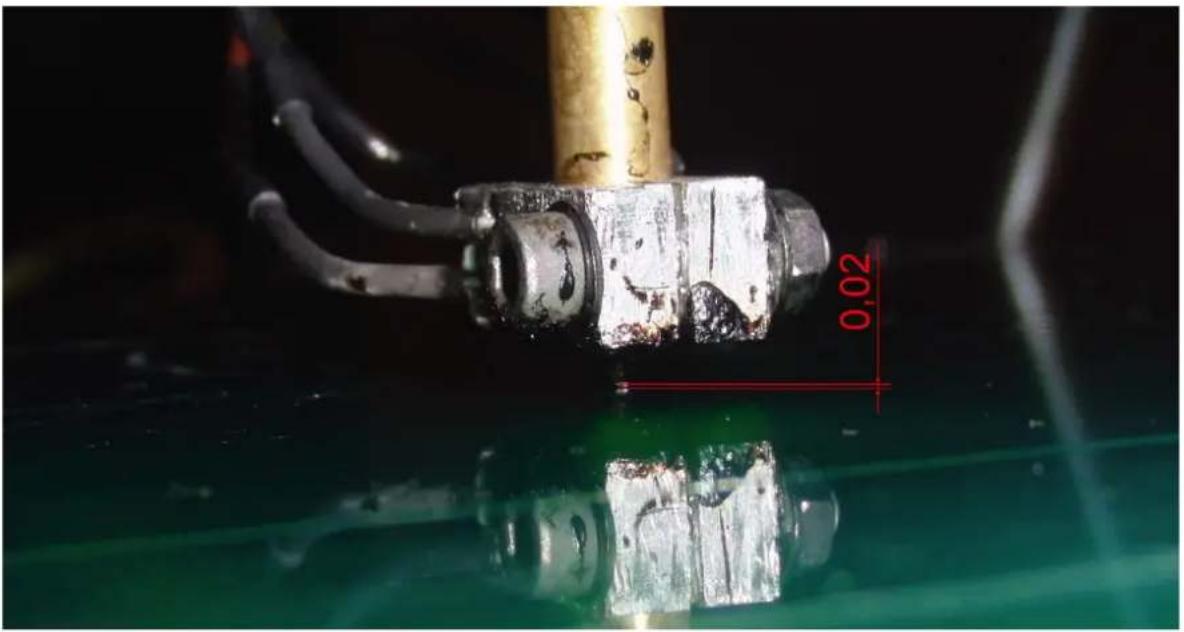
text_image
0.025.3. Schraubensicherung
Wir empfehlen die Muttern jeweils mit Schraubensicherung gegen Selbstlösung zu sichern. Hierzu wird ein kleiner Tropfen Schraubensicherung auf die Gewindestelle gegeben, auf dem sich später in etwa die Mutter befinden wird (siehe unteres Bild).
Kapitel 5. Kalibrierung > Schraubensicherung
Abbildung 5.9. Montage der Muttern mit Schraubensicherung (empfohlen)

text_image
LDCI 700-125Kapitel 6. Bedienung
Die Bedienung eines 3D-Druckers ist einfach gestaltet. Zum Drucken wird eine .gcode Datei in das Drucker Interface geladen und der Druck gestartet. Es ist etwas komplizierter an den GCode für den 3D-Drucker zu kommen. Dabei sollten nur .gcode Dateien genutzt werden, die selber erstellt worden sind, da in ihnen grundlegende Einstellungen gespeichert sind, welche bei verschiedenen Druckern unterschiedlich sein können.
6.1. GCode Generierung
Zur Erstellung dieses GCode gibt es unterschiedliche Programme, z.:B. Slic3r oder Skeinforge, wobei Skeinforge nur den erfahrenen Anwendern empfohlen wird. Das Prinzip dieser Tools ist ziemlich ähnlich, jedoch ist der Umfang der Einstellmöglichkeiten bei beiden Programmen unterschiedlich. Aus einer .stl Datei (siehe Bild "Beispiel Love im STL-Format [S. 272]), welche vielfach im Bereich der rechnerunterunterstützten Konstruktion (CAD) zum Einsatz kommt, wird der GCode generiert. Dieser GCode beinhaltet die Einstellungen für den Extruder, als auch den abzufahrenden Weg und wie viel Material an den verschiedenen Stellen benötigt wird. Das Beispiel im Bild "Beispiel Love im GCode-Format (in Repetier-Host[S. 273])" zeigt die Vorschau, wie sie in Repetier-Host angezeigt wird.
Abbildung 6.1. Beispiel Love im STL-Format

text_image
LOVE| German RepRap GmbH | Seite 273 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 6. Bedienung > GCode Generierung |
Abbildung 6.2. Beispiel Love im GCode-Format (in Repetier-Host)
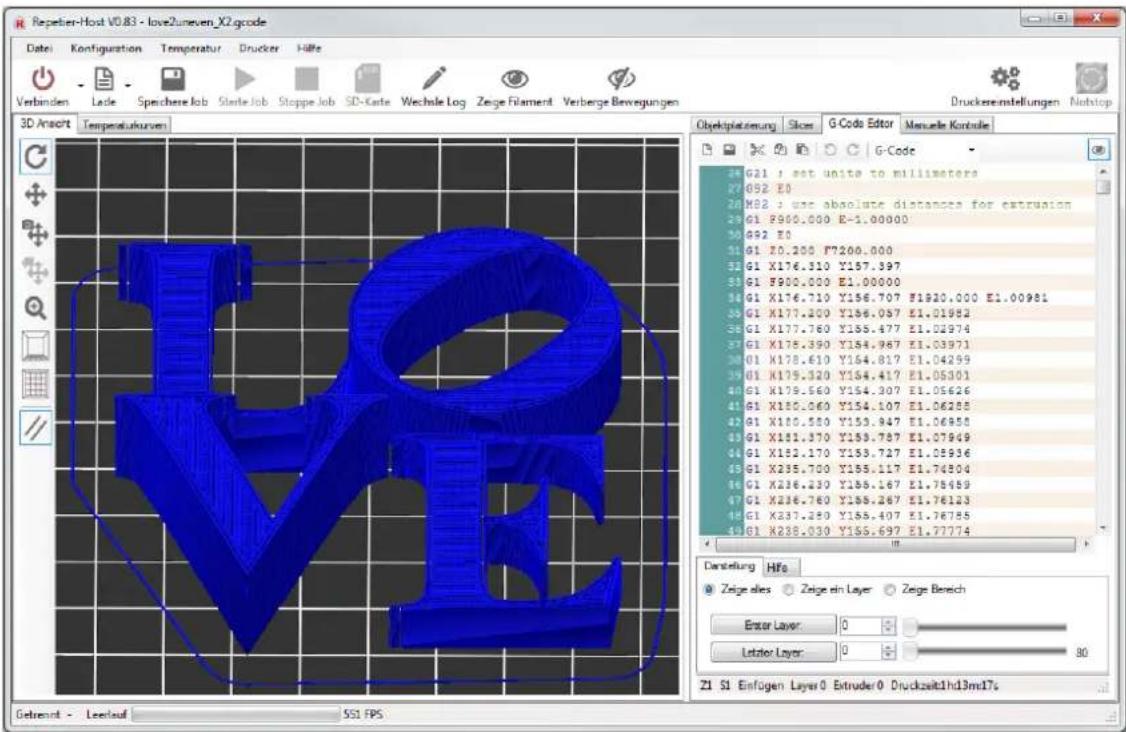
text_image
Repetier-Host V0.83 - loveZuneven_X2.gcode Date: Konfiguration Températur Drucker Hife Verbanden Lade Speichere Job Stante Job Stoppe Job SD-Kate Wechsle Log Zeige Filament Verberge Bewegungen Druckereinstellungen Notstop 3D Ansept Tempereinkuraten GCode Editor Manuelle Kontrolle G21 / est unite to millimeters G92 E0 M82 / use absolute distances for extrusion G1 F900.000 E=1.00000 G92 E0 G1 Z0.200 F*200.000 G1 X176.310 Y197.397 G1 F900.000 E1.00000 G1 X176.710 Y156.707 F1810.000 E1.00981 G1 X177.200 Y186.087 E1.01983 G1 X177.760 Y185.477 E1.02974 G1 X178.390 Y184.967 E1.03971 G1 X178.610 Y164.817 E1.04299 G1 X179.320 Y154.417 E1.05301 G1 X179.560 Y154.307 E1.05626 G1 X180.060 Y154.107 E1.06285 G1 X180.580 Y153.847 E1.06858 G1 X181.370 Y153.787 E1.07949 G1 X182.170 Y153.727 E1.08936 G1 X235.700 Y155.117 E1.74834 G1 X236.230 Y185.167 E1.78489 G1 X236.760 Y185.267 E1.76123 G1 X237.280 Y185.407 E1.76785 G1 X238.030 Y155.697 E1.77774 Denisierung Hife Zeige alles Zrige ein Layer Zeige Bereich Erster Layer 0 Letztor Layer 0 80 ZI S1 Einfogen Layer 0 Extruder 0 Druckzeit 1hd3ml 7s Getrendt Leerlauf SS1 FPSBeispiel: Quelle ^1
6.1.1. Slic3r
Für Anfänger ist das Tool Slic3r ^2 gut geeignet. Für den X400 gibt es ein von German RepRap GmbH voreingestelltes Profil, was bei den beschränken Einstellmöglichkeiten jedoch auch ohne dies kein großes Problem darstellen würde. Wenn das Profil benutzt wird, dann kann der "Einstellungs-Wizard" beendet werden.
| German RepRap GmbH | Seite 274 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 6. Bedienung > GCode Generierung |
Abbildung 6.3. Slic3r Interface Wizard
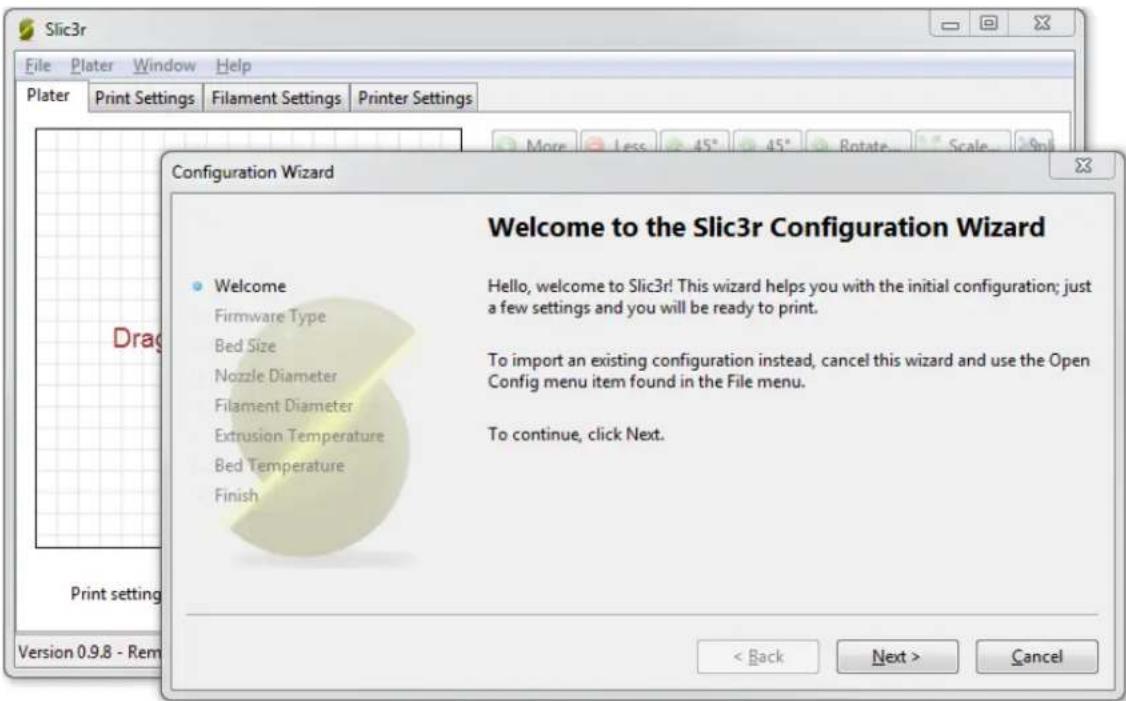
Für die Verwendung des voreingestellten Profils wird dieses über "File -> Load Config..." geladen.
Abbildung 6.4. Slic3r Interface Load Config
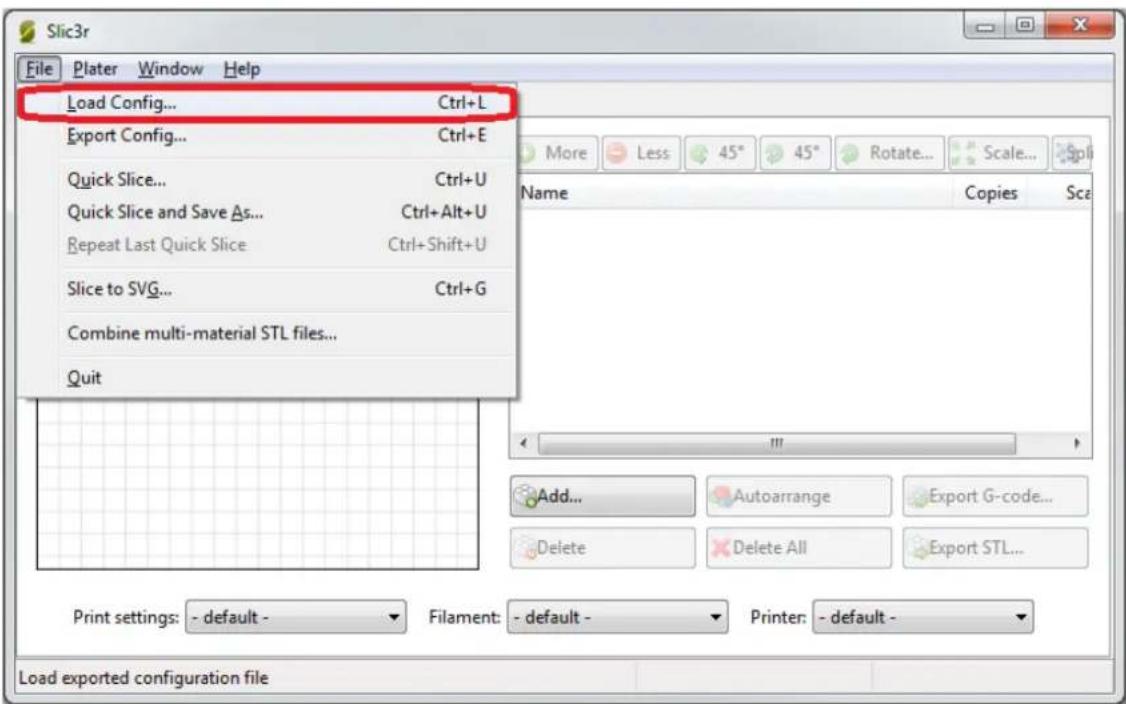
text_image
Slic3r File Plater Window Help Load Config... Ctrl+L Export Config... Ctrl+E Quick Slice... Ctrl+U Quick Slice and Save As... Ctrl+Alt+U Repeat Last Quick Slice Ctrl+Shift+U Slice to SVG... Ctrl+G Combine multi-material STL files... Quit More Less 45° 45° Rotate... Scale... Sp Name Copies Sca Add... Autoarrange Export G-code... Delete Delete All Export STL... Print settings: - default - Filament: - default - Printer: - default - Load exported configuration file| German RepRap GmbH | Seite 275 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 6. Bedienung > Druckersteuerung |
Die Erfolge beim Druck mit Slic3r erstellten GCodes sind schneller sichtbar. Die Einstellungen für Slic3r sind sehr einfach gehalten und können schnell selber eingegeben werden. Eine Anleitung und Erklärung aller einzustellenden Parameter ist im Internet auf der Seite des Entwicklers ersichtlich.

Wichtig bei Slic3r ist, dass die Konfigurationen als .ini Datei gespeichert wird, da Slic3r beim Beenden alle Einstellungen löscht. Beim erneuten Starten müssen die Einstellungen entsprechend vor dem Umwandeln wieder neu geladen werden.
Slic3r bietet keine interne Möglichkeit der 3-D-Vorschau des GCodes, jedoch kann dies über andere Programme erledigt werden. Wenn alle Einstellungen vorgenommen sind, dann wird über den Punkt "Add..." (Bild "Slic3r Interface Export G-Code (Windows)") die .stl Datei ausgewählt und anschließend über "Export G-Code..." .gcode gespeichert.
Abbildung 6.5. Slic3r Interface Export G-Code
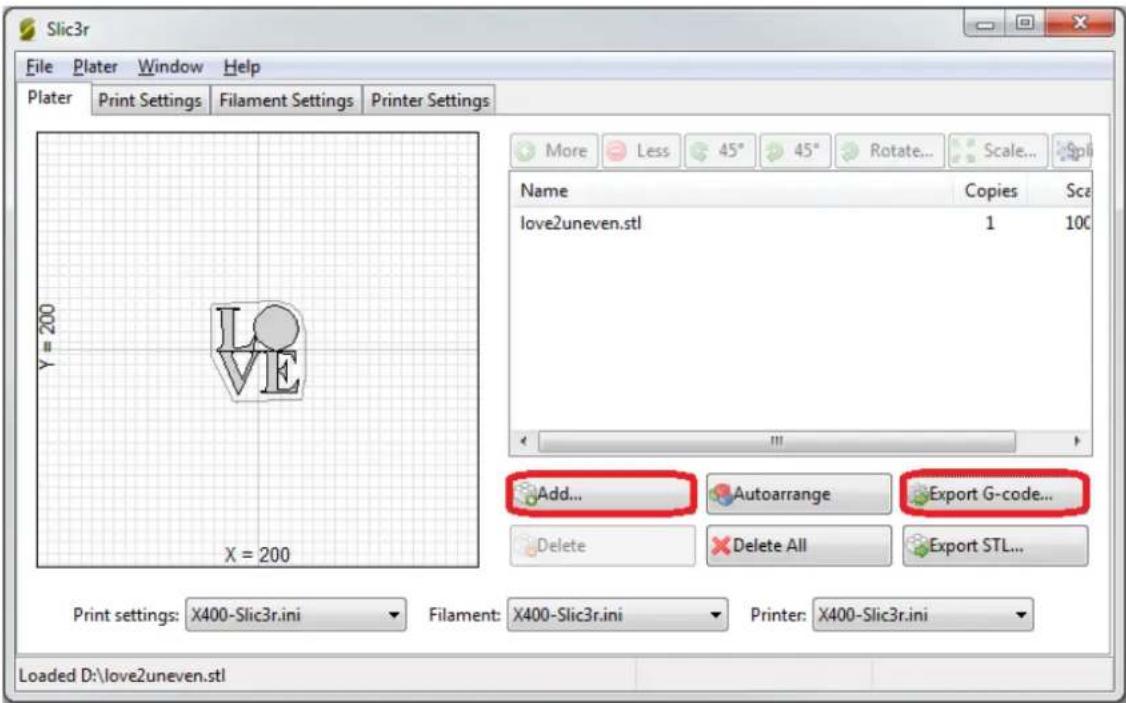
text_image
Slic3r File Plater Window Help Plater Print Settings Filament Settings Printer Settings More Less 45° 45° Rotate... Scale... Name Copies Sce love2uneven.stl 1 100 Add... Autoarrange Export G-code... Delete Delete All Export STL... Print settings: X400-Slic3r.ini Filament: X400-Slic3r.ini Printer: X400-Slic3r.ini Loaded D:\love2uneven.stl
Eine ausführliche, aber nur in Englisch verfügbare Dokumentaion befindet sich hier: https://github.com/alexrj/Slic3r/wiki/Documentation
Beispiel: Quelle ^3
6.2. Druckersteuerung
Für die Steuerung des Computers gibt es verschiedene Programme. Wir empfehlen die Nutzung von "Repetier-Host", da es am einfachsten zu Nutzen ist, und den meisten Funktionsumfang mitbringt.
| German RepRap GmbH | Seite 276 / |
| Revision 352 | |
| PRotos V2.0 3D Drucker Handbuch | Stand 23.12.2013 14:03 |
| Kapitel 6. Bedienung > Druckersteuerung |
Natürlich steht es jedem frei eine andere Software für den Betrieb des X400 zu nutzen, denn er ist mit allen gängigen RepRap Druckersteuerung-Programmen kompatibel.
6.2.1. Repetier-Host
Der Repetier-Host ist die zentrale Stelle zur Steuerung des Druckers. Zum Laden einer .gcode Datei wird der Punkt "Lad"e (Bild "Repetier-Host Laden und Drucken" [S. 276]) ausgewählt und die gewünschte Datei geladen. Anschließend wird das Objekt im virtuellen Druckraum angezeigt.
Abbildung 6.6. Repetier-Host Laden und Drucken
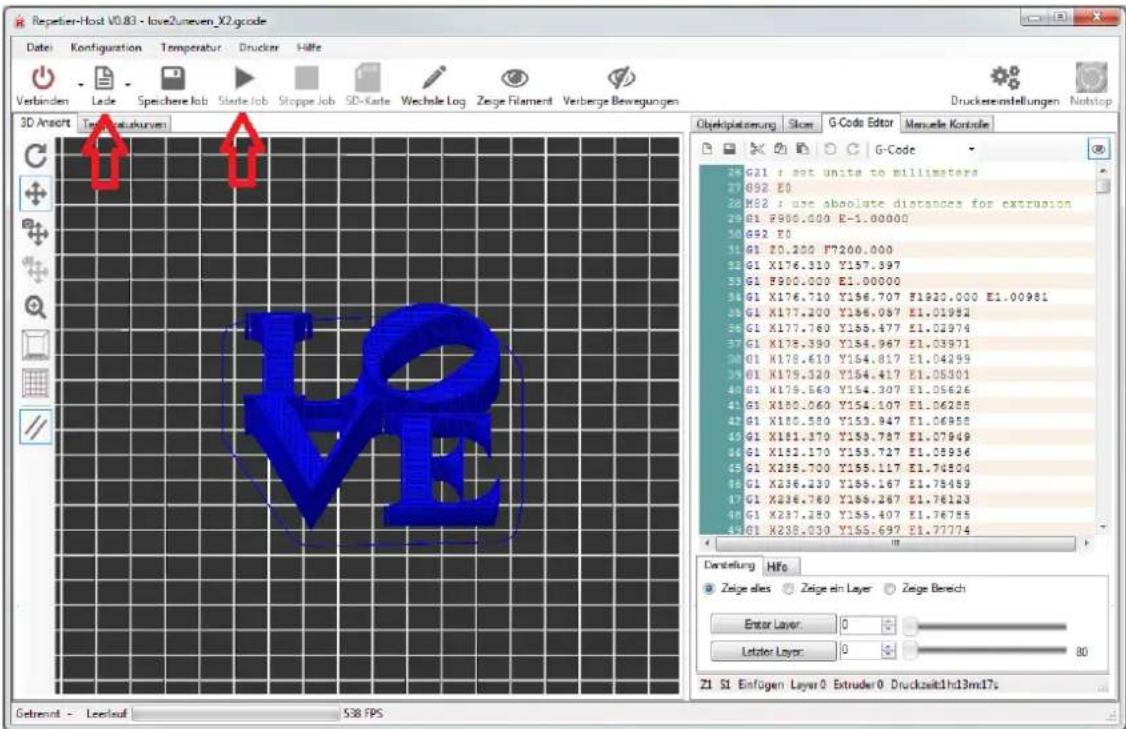
text_image
Repetier-Host V0.83 - love2uneven_X2.gcode Date: Konfiguration Températur Drucker Hife Verbinden Lade Speichere Job Starte Job Stoppe Job SD-Karte Wechsle Log Zeige Filament Verberge Bewegungen Druckereinstellungen Notstop 3D Ansekt Températurkurven GCode Editor Manualie Kontrolle G1: set units to millimeters G2: E0 M2: use absolute distances for extrusion F900.000 E-1.00000 G2: E0 F0.200 F*200.000 X176.310 Y157.397 F900.000 E1.00000 X176.710 Y156.707 F1920.000 E1.00981 X177.200 Y156.057 E1.01981 X177.760 Y155.477 E1.02974 X175.390 Y154.967 E1.03971 X175.610 Y154.817 E1.04299 X175.320 Y154.417 E1.05301 X175.560 Y154.307 E1.05626 X180.060 Y154.107 E1.06285 X180.580 Y153.947 E1.06958 X181.370 Y153.787 E1.07949 X182.170 Y153.727 E1.08936 X285.700 Y155.117 E1.74834 X236.230 Y155.167 E1.75489 X236.760 Y155.267 E1.76123 X237.280 Y155.407 E1.76755 X238.030 Y155.697 E1.77774 Denstellung Hife Zeige alles Zeige ein Layer Zeige Bereich Enter Layer: 0 Letztor Layer: 0 80 ZI S1 Einfügen Layer 0 Extruder 0 Druckzeit 1h13ml 17s Getrendt - Leerlauf 538 FPSWenn das zu druckende Objekt noch einmal, bezüglich Lage, Größe und eventuelle Fehler im Objekt, überprüft worden ist, kann der Druckjob mit "Starte Job" begonnen werden (Bild "Repetier-Host Laden und Drucken [S. 276]")
Das fertige Druckteil sollte dann am Ende des Druckvorgangs auf dem Druckbett liegen (Bild "LOVE gedruckt [S. 277]) und kann nach dem Abkühlen des Druckbetts aufgrund des PET-Bands einfach entfernt werden.
Kapitel 6. Bedienung > Druckersteuerung
Abbildung 6.7. LOVE gedruckt
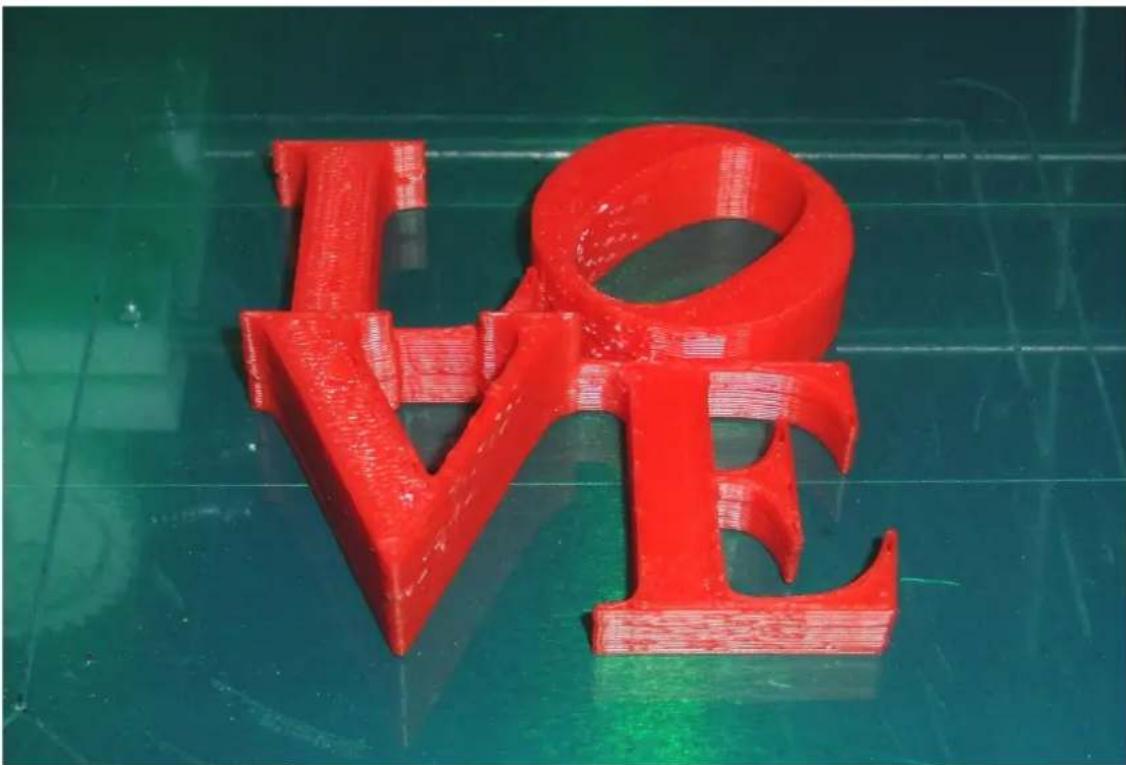
text_image
LIVEBeispiel: Quelle ^4
Kapitel 7. Problemebehebung

Service
Sollten Sie trotz Studiums dieser Bedienungsanleitung noch Fragen zur Inbetriebnahme oder Bedienung haben, oder sollte wider Erwarten ein Problem auftreten, setzen Sie sich bitte mit Ihrem Fachhändler oder dem Support der Firma German RepRap GmbH über ihre Webseite (https://www.germanreprap.com) in Verbindung.
7.1. Der Drucker kann nicht mit Repetier-Host verbunden werden
Wenn über Repetier-Host keine Verbindung mit dem Drucker hergestellt werden kann, muss zunächst geprüft werden, ob ein anderes Programm, z.B. die Arduino Software, den Port „COMx“ zur Kommunikation mit dem Drucker nutzt. Dieses müsste dann gegebenenfalls beendet werden. Anschließend oder wenn kein anderes Programm auf den Port „COMx“ zugreift, muss der Reset-Knopf gedrückt werden, um den Drucker neu zu starten. Der gleiche Effekt kann durch das Ab- und Anstecken des USB-Kabels erzeugt werden. Danach kann die Verbindung zum Drucker hergestellt werden.
7.2. Es werden keine Befehle an den Drucker übermittelt
Wenn mit dem Repetier-Host keine Befehle, z.B. Bewegungen der Achsen oder das Erhitzen des Hot-Ends, an den Drucker übertragen werden, muss die Stromversorgung überprüft werden. Dazu muss überprüft werden, ob das Netzteil eingeschaltet und richtig mit dem RAMPS verbunden ist. Wenn das Problem weiterhin bestehen sollte, kann ein Überspielen der Firmware das Problem lösen.
7.3. Die Motoren lassen sich nicht ansteuern
Besteht ein Problem bei der Ansteuerung der Motoren kann dies verschiedene Ursachen haben. Als Erstes sollte geprüft werden, ob das Netzteil der RAMPS-Elektronik eingeschaltet und richtig verkabelt worden ist. Wenn die Stromversorgung nicht das Problem ist, dann kann die Ursache in einer falschen Verkabelung der Motoren liegen. Ist das Problem mit den Motoren dadurch noch nicht gelöst, muss überprüft werden, ob die Firmware korrekt auf das Arduino-Board gespielt worden ist. Dies kann einfach durch das Aufheizen des Hot-Ends sichergestellt werden.
7.4. Die Y-Achse lässt sich nicht bewegen und macht nur laute Geräusche
Wenn beide Motoren rattern, sich die Y-Achse aber nicht bewegt, muss die Verkabelung der Y-Achse überprüft werden. Wie im Schaltplan dargestellt, müssen die Y-Achsen Motoren mit entgegengesetzter Polung verkabelt werden, d.h. die Motoren müssen sich in entgegengesetzte Richtungen drehen.
7.5. Die Motoren drehen nur in eine Richtung
Wenn sich die Motoren nur in eine Richtung drehen, liegt das Problem bei den Endstops. Die Funktion der Endstops muss dann überprüft werden. Im eingeschalteten Zustand und wenn die Lichtschranke nicht
unterbrochen ist, muss das LED des Endstops leuchten. Wird die Lichtschranke, z.B. mit einem Schraubenzieher, unterbrochen, darf das LED nicht weiter leuchten.
Funktionieren die Endstops einwandfrei, muss die Verkabelung überprüft werden. Des Weiteren müssen die Endstops auf die „min“ Kontakte des RAMPS gesteckt werden, da diese die Bewegungen nach unten begrenzen. Die obere Begrenzung der Bewegungsmöglichkeit ist über die Firmware voreingestellt.
7.6. Es wird zu wenig Material gedruckt
Als erstes muss hierbei überprüft werden, ob ein mechanisches Problem vorliegt. Wenn der Extrudermotor sich dreht, jedoch kein Material aus dem Hot-End herauskommt, kann es daran liegen, dass das Hot-End verstopft ist. Zusätzlich kann der Fehler an der Förderschraube liegen, dass diese kein Material in das Hot-End fördert. Ist die Mechanik überprüft, muss die Durchflussrate erhöht werden. In Slic3r wird dieses über den Punkt "Extrusion multiplier" eingestellt.
7.7. Der Drucker bricht beim Drucken ab und reagiert nicht mehr
Bricht der Drucker ohne Einwirkungen des Nutzers beim Drucken ab, kann dieser Vorgang nur drei Möglichkeiten haben. Als Erstes sollte überprüft werden, ob die Stromversorgung unterbrochen worden ist. Der Fehler kann auch durch eine Unterbrechung der Daten-Verbindung zum Computer hervorgerufen worden sein, z.B. durch das Abstürzen eines Programms oder durch ein gelöstes USB-Kabel.
Ist beides nicht der Fall, hat der Pololu wahrscheinlich wegen einer zu hoher Temperatur abgeschaltet. Dies kann einfach durch Anfassen getestet werden. In diesem Fall muss überprüft werden, warum der Pololu eine zu hohe Temperatur erreicht hat. Möglich Ursachen dafür sind, dass der RAMPS-Lüfter die Pololus nicht wie vorgesehen kühlt oder das Potentiometer zu hoch eingestellt ist.
Wenn das Potentiometer nicht herunter geregelt werden kann, weil sonst Schrittverluste auftreten, muss überprüft werden, ob der Motor gegen einen unnatürlich großen Widerstand arbeiten muss. Dieser muss dann beseitigt werden und das Potentiometer anschließend herunter geregelt werden.
7.8. Blasenfreies aufkleben der PET-Folie
Um die PET-Folie blasenfrei auf das Druckbett zu bekommen empfiehlt sich folgendes Vorgehen:
- leichtes benetzen des Druckbetts mit Wasser oder Fensterreiniger
- aufbringen der PET-Folie auf der feuchten Oberfläche (Trägerfolie von der PET-Folie entfernen)
- verdrängen und aufnehmen der überschüssigen Flüssigkeit (z.B. mit einem Abziehlippe oder Scheckkarte)
- aufheizen des beheizten Druckbetts (wenn vorhanden) auf ca. 30°C bis die gesamte Flüssigkeit verschwunden ist
Glossar
Acrylnitril-Butadien-Styrol-Copolymerisat (ABS)
Acrylnitril-Butadien-Styrol-Copolymerisat (Kurzzeichen ABS) ist ein synthetisches Terpolymer aus den drei unterschiedlichen Monomerarten Acrylnitril, 1,3-Butadien und Styrol und gehört zu den amorphen Thermoplasten. Die Mengenverhältnisse können dabei variieren von 15–35 % Acrylnitril, 5–30 % Butadien und 40–60 % Styrol.
Abbildung 283. Monomere von ABS
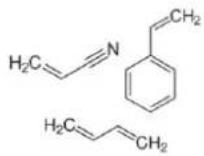
Arduino Arduino ist eine freie Open Source Hardwareplatform die mit Hinblick auf Flexibilität und Einfachheit entwickelt wurde. Die Webseite des Projektes lautet http://arduino.cc
Abbildung 284. Arduino Logo

Gleitlager (Funktion) Für jede Aufgabe des Lagers steht eine Komponente der Werkstoffe: Die Basispolymere sind entscheidend für die Verschleißfestigkeit. Fasern und Füllstoffe verstärken die Lager, so dass auch hohe Kräfte oder Kantenbelastungen aufgenommen werden. Festschmierstoffe schließlich schmieren die Lager selbständig und vermindern die Reibung des Systems.
Inkorporierte Schmierung Die Festschmierstoffe sind als mikroskopisch kleine Partikeln, dafür aber millionenfach in winzigen Kammern in dem festen, meistens faserverstärkten Material eingebettet. Aus diesen Kammern geben die Gleitlager winzige Mengen der Festschmierstoffe frei. Das reicht aus, um die unmittelbare Umgebung ausreichend zu schmieren. Die Festschmierstoffe helfen, den Reibwert der iglidur®-Lager zu senken. Sie sind nicht unverzichtbar für die Funktion der Lager, haben aber eine unterstützende Wirkung. Da sie in den winzigen Kammern eingebettet sind, können sie sich nicht wegdrücken. Sie sind immer da, sobald sich das Lager oder die Welle in Bewegung setzt.
Polyamid (PA)
Die Bezeichnung Polyamide wird üblicherweise als Bezeichnung für synthetische, technisch verwendbare thermoplastische Kunststoffe
Glossar
verwendet und grenzt diese Stoffklasse damit von den chemisch verwandten Proteinen ab.
Polylactid (PLA) Die Polymilchsäure (Polylactid, PLA) entsteht durch Polymerisation von
Milchsäure, die wiederum ein Produkt der Fermentation aus Zucker und Stärke durch Milchsäurebakterien ist. Die Polymere werden nachfolgend bei der Polymerisation aus den unterschiedlichen Isomeren der Milchsäure, der D- und der L-Form, entsprechend den gewünschten Eigenschaften des resultierenden Kunststoffs gemischt. Weitere Eigenschaften können durch Copolymer wie Glykolsäure erreicht werden.
Polystyrol (PS) Polystyrol (Kurzzeichen PS, andere Namen: Polystyren, ist ein amorpher
oder teilkristalliner Thermoplast. Amorphes Polystyrol ist ein weit verbreiteter Kunststoff, der in vielen Bereichen des täglichen Lebens zum Einsatz kommt.
Selbstschmiereffekt Die Hochleistungspolymere der Gleitlager setzen sich zusammen aus:
Basispolymer Fasern und Füllstoffen Festschmierstoffen Komponenten sind nicht schichtweise aufgetragen, sondern homogen miteinander vermischt. Der Vorteil dieses Aufbaus wird besonders deutlich, wenn man sich einmal die Anforderungen an die Oberfläche eines Lagers verdeutlicht: 1. Der Reibwert, der besonders durch die Oberfläche des Lagers bestimmt wird, soll möglichst gering sein. 2. Die Oberfläche darf sich unter den Kräften, die auf das Lager wirken, nicht wegdrücken. 3. Die Verschleißkräfte wirken besonders auf die Oberfläche der Lager, hier muss das Lager besonders widerstandsfähig sein. Den einen universellen Werkstoff, der all diese Aufgaben gleich gut erfüllen kann, gibt es nicht.