906 - Nähmaschine Refrey - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts 906 Refrey als PDF.

Benutzerfragen zu 906 Refrey
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Nähmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch 906 - Refrey und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. 906 von der Marke Refrey.
BEDIENUNGSANLEITUNG 906 Refrey
www.coser.es
text_image
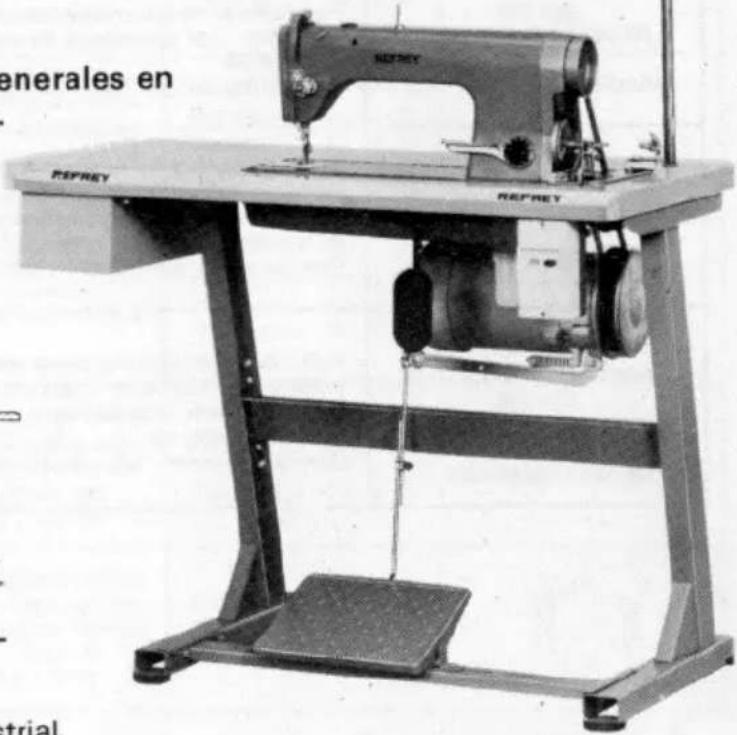
REFREY InstruccionesREFREY 905/905 K-3
DOBLE PESPUNTE RECTO. TRANSPORTE NORMAL, CON INVERSOR DE PUNTADA. BRAZO LARGO Y BASE PLANA. GARFIO ROTATIVO DE GRAN CAPACIDAD, PARA HILOS GRUESOS Y AGUJAS HASTA Nm. 160.
905 K-3
Especialmente indicada para trabajos generales en piel, ante, napa, cuero, etc., con ruleta.
natural_image
Close-up of a vintage sewing machine with a hook and handle (no visible text or symbols)
text_image
FST 301
natural_image
Close-up of a textured, irregularly shaped object with no visible text or symbols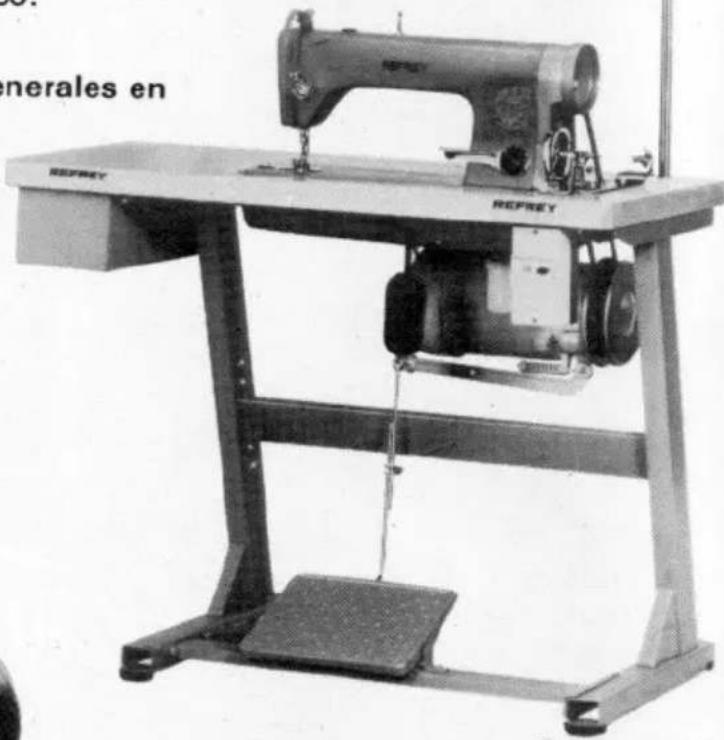
natural_image
Black-and-white photo of a sewing machine labeled 'REFREY' on a metal stand, with no visible text or symbols on the device itself.Doble pespunteadora convencional hasta 2.000 p.p.m. especialmente indicada para diversos sectores de la costura industrial con materiales medianos y pesados.
| DATOS TECNICOS | |||||||
| MAQUINA DE COSER | 905-100 | 905-200 | 905-240 | 905-340 | 905-346 | 905-446 | 905-K-3 |
| Velocidad máxima decosido, punt./min. | 2.000 | 2.000 | 2.000 | 2.000 | 2.000 | 2.000 | 2.000 |
| Longitud máxima de puntada en mm. .. | 9 | 9 | 9 | 9 | 9 | 9 | 9 |
| Sistema de aguja ...... | 134 | 134 | 134 | 134 | 134 | 134 | 134 PCL |
| Elevación del prensatelas en mm. ...... | 8,5 | 8,5 | 8,5 | 8,5 | 8,5 | 8,5 | 8,5 |
| Clase de trabajo ...... | L | M | M | P | P | PMP | MP |
| MOTOR | |||||||
| Potencia del motor en C.V. ...... 1/2 | |||||||
| Velocidad del motor r.p.m. ...... 2.800 | |||||||
| MESA INDUSTRIAL: Tablero y bancada tubular, o de perfil, devanador sobre tablero y porta-bobinas | |||||||
Unidades electro-mecánicas y electro-neumáticas dotadas de corta hilos y automatismos complementarios (sobre demanda). Solicite nuestro catálogo.
REFREY
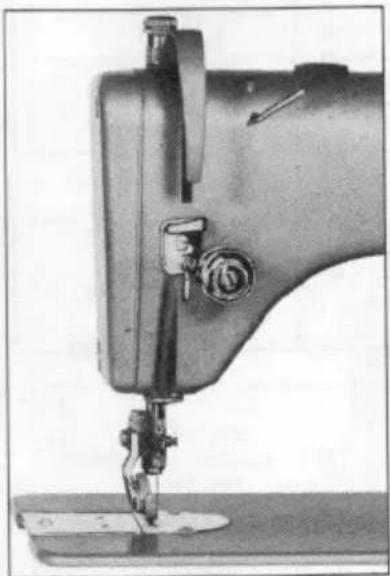
906/906K-3
DOBLE PESPUNTE RECTO. TRANSPORTE NORMAL CON INVERSOR DE PUNTADA. BRAZO LARGO Y BASE PLANA. GARFIO ROTATIVO.
906 K-3
Especialmente indicada para trabajos generales en piel, ante, napa, cuero, etc., con ruleta.
natural_image
Close-up of a vintage sewing machine needle and base (no visible text or symbols)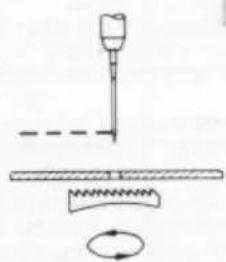
natural_image
Diagram of a mechanical or electrical setup with a lever and spring, no text or symbols presentFST 301
natural_image
Black-and-white photo of a SEFREY sewing machine on a stand, no visible text or symbols on the device itself.Máquina industrial
convencional, especialmente indicada para aquellas operaciones de cosido en que no es posible la utilización de altas velocidades de cosido. En ella se conjugan características excepcionales, como: regularidad de marcha, pespunte perfecto, amplias posibilidades, fácil manejo y escaso entretenimiento.
| DATOS TECNICOS | ||||||
| MAQUINA DE COSER | 906-100906-201 | 906-240906-340 | 906-144906-244 | 906-145906-245 | 905-375906-475 | 906 K3 |
| Velocidad máxima de cosido,punt./min. | 3.500 | 3.000 | 3.500 | 3.500 | 3.000 | 2.800 |
| Longitud máxima de puntada en mm.... | 5 | 5 | 5 | 5 | 5 | 5 |
| Sistema de aguja ...... | 134 | 134 | 134 | 134 | 134 | 134 PCL |
| Elevación del prensatelas en mm. ...... | 8,5 | 8,5 | 8,5 | 8,5 | 8,5 | 8,5 |
| Clase de trabajo ...... | LM | MP | LM | LM | MP | LM |
| MOTOR | ||||||
| Potencia del motor en C.V. ...... 1/2 | ||||||
| Velocidad del motor r.p.m. ...... 2.800 | ||||||
| MESA INDUSTRIAL: Tablero y bancada tubular, o de perfil, devanador sobre tablero y porta-bobinas | ||||||
Unidades electro-mecánicas y electro-neumáticas dotadas de corta hilos y automatismos complementarios (sobre demanda). Solicite nuestro catálogo.
SUBCLASES
| Modelo 905 Convencional | |||
| SUBCLASES | APLICACIONES | ACCESORIOS | ESQUEMAS |
| 905-100(Materiales ligeros - 1,2)905-200(Materiales medianos - 1,5) | Para trabajos de tapicería en piel, ante,napa, etc. Con prensatelas de ruleta ^25 y ^32 .Paso de los dientes: 1,2 y 1,5 mm. | Ruleta 92 47 00Transport. 905 16 00Placa 905 17 00 |  |
| 905-240(Materiales medianos - 1,5)905-340(Materiales pesados - 1,8) | Para trabajos en la confección de tejidosmedianos y pesados, en ropa para señora y caballero, ropa de.cama y de mesa, carmisas, delantales, batas, etc.Paso de los dientes: 1,5 y 1,8 mm. | Prensatelas 905 15 15Transport. 91 16 40Placa 905 17 40 |  |
| S 905-246(Materiales medianos - 1,5)905-346(Materiales pesados - 1,8)905-446(Materiales muy pesados - 2,1) | Para trabajos en la confección de tejidosmedianos y pesados, en ropa para señora y caballero, ropa de trabajo y deportiva, cortinas, etc.Paso de los dientes : 1,5 - 1,8 y 2,1 mm. | Prensatelas 905 15 46Transport. 905 16 46Placa 905 17 46 | 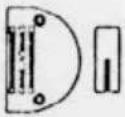 |
Modelo 905 K-3 Convencional
| SUBCLASES | APLICACIONES | ACCESORIOS | ESQUEMAS |
| 905K3-100(Materiales ligeros - 1,2)905K3-200(Materiales medianos - 1,5) | Especialmente indicada para trabajos generales en cuero, piel, ante, etc. Con prensatelas de ruleta 25 y 32 especial para la industria del calzado.Paso de los dientes: 1,2 y 1,5 mm. | Ruleta 90 47 00Transport. 905 16 00Placa 905 17 00 |  |
S = Standar
Modelo 906 Convencional
| SUBCLASES | APLICACIONES | ACCESORIOS | ESQUEMAS |
| 906-101(Materiales ligeros - 1,2)906-201(Materiales medianos - 1,5) | Para trabajos de tapicería en piel, ante,napa, etc. Con prensatelas de ruleta 25 y 32 .Paso de los dientes: 1,2 y 1,5 mm. | Ruletá 92 47 00Transport. 90 16 01Placa aguja 90 17 01 |  |
| 906-120(Materiales ligeros - 1,2)906-220(Materiales medianos - 1,5) | *Para coser al borde derecho a medidfija, en tejidos ligeros y medianos.Distancia de la costura al borde: 1, 2, 3y 4 mm.Paso de los dientes: 1,2 y 1,5 mm. | Prensatelas 92 41 20Transport. 91 16 20Placa aguja 91 17 20 |  |
| 906-125(Materiales ligeros - 1,2)906-225(Materiales medianos - 1,5) | *Para coser al borde izquierdo a medidfija, en tejidos ligeros y medianos.Distancia de la costura al borde: 1, 2, 3y 4 mm.Paso de los dientes: 1,2 y 1,5 mm. | Prensatelas 92 41 25Transport. 92 16 25Placa aguja 92 17 25 |  |
| 906-139(Materiales ligeros - 1,2)906-239(Materiales medianos - 1,5) | Para trabajos en la confección de tejidosligeros y medianos, en ropa para señora y caballero, ropa de cama y de mesa, camisas, delantales, batas, etc.Paso de los dientes: 1,2 y 1,5 mm. | Prensatelas 92 15 45Transport. 92 16 39Placa aguja 92 17 39 |  |
| S906-240(Materiales medianos - 1,5)906-340(Materiales pesados - 1,8) | Para trabajos en la confección de tejidosmedianos y pesados, en ropa para señora y caballero, ropa de cama y de mesa, camisas, delantales, batas, etc.Paso de los dientes: 1,5 y 1,8 mm. | Prensatelas 95 15 00Transport. 91 16 40Placa aguja 91 17 40 |  |
| 906-044(Materiales muy ligeros - 0,75)906-144(Materiales ligeros - 1,2)906-244(Materiales medianos - 1,5) | Para trabajos en la confección de tejidosligeros, en vestidos, camisas, blusas, ro-pa interior, cortinas, visillos, etc.Paso de los dientes: 0,75 - 1,2 y 1,5 mm. | Prensatelas 92 15 45Transport. 92 16 44Placa aguja 92 17 44 |  |
| 906-145(Materiales ligeros - 1,2)906-245(Materiales medianos - 1,5)906-345(Materiales pesados - 1,8) | Para trabajos en la confección de tejidosligeros y medianos, en ropa para señora y caballero, ropa de cama, de mesa,camisas, delantales, batas, etc.Paso de los dientes: 1,2 - 1,5 y 1,8 mm. | Prensatelas 92 15 45Transport. 91 16 45Placa aguja 91 17 45 | 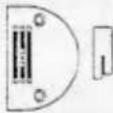 |
| 906-346(Materiales pesados - 1,8)906-446(Materiales muy pesados - 2,1) | Para trabajos en la confección de tejidospesados, en ropa para señora y caballero, ropa trabajo y deportiva, para cortinas.Ancho del transportador 14 mm.Paso de los dientes: 1,8 y 2,1 mm. | Prensatelas 92 15 35Transport. 91 16 46Placa aguja 91 17 46 |  |
| 906-275(Materiales medianos - 1,5)906-375(Materiales pesados - 1,8)906-475(Materiales muy pesados - 2,1) | Para trabajos en la confección de tejidosmedianos y pesados, en ropa para señora y caballero, ropa de cama y de mesa, vaqueros, delantales, batas, etc.Paso de los dientes: 1,5 - 1,8 y 2,1 mm. | Prensatelas 92 15 35Transport. 925 16 75Placa aguja 925 17 75 |  |
Modelo 906 K-3 Convencional
| SUBCLASES | APLICACIONES | ACCESORIOS | ESQUEMAS |
| 906K3-101(Materiales ligeros - 1,2)906K3-201(Materiales medianos - 1,5) | Especialmente indicada para trabajos generales en cuero, piel, ante, etc. Con prensatelas de ruleta 25 y 32 especial para la industria del calzado.Paso de los dientes: 1.2 y 1,5 mm. | Ruletta 90 47 00Transport. 90 16 01Placa 90 17 01 |  |
SUBCLASES
| Modelo 905 Corta-Hilos | |||
| SUBCLASES | APLICACIONES | ACCESORIOS | ESQUEMAS |
| 905-100/3(Materiales ligeros - 1,2)905-200(Materiales medianos - 1,5) | Para trabajos de tapicería en'piel, ante, napa, etc. Con prensatelas de ruleta ^25 y^32 .Paso de los dientes: 1,2 y 1,5 mm. | Ruleta 92 47 00Transport. 905 36 00Placa 905 37 00 |  |
| 905-240/3(Materiales medianos - 1,5)905-340/3(Materiales pesados - 1,8) | Para trabajos en la confección de tejidos medianos y pesados, en ropa para señora y caballero, ropa de cama y de mesa, camisas, delantales, batas, etc.Paso de los dientes: 1,5 y 1,8 mm. | Prensatelas 905 15 15Transport. 91 36 40Placa 905 37 40 |  |
| S 905-246/2(Materiales medianos - 1,5)905-346/3(Materiales pesados - 1,8)905-446/3(Materiales muy pesados - 2,1) | Para trabajos en la confección de tejidos medianos y pesados, en ropa para señora y caballero, ropa de trabajo y deportiva, cortinas, etc.Paso de los dientes : 1,5 - 1,8 y 2,1 mm. | Prensatelas 905 15 46Transport. 905 36 46Placa 905 37 46 | 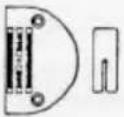 |
Modelo 905 K-3 Corta-Hilos
| SUBCLASES | APLICACIONES | ACCESORIOS | ESQUEMAS |
| 905K3-100(Materiales ligeros - 1,2)905K3-200(Materiales medianos - 1,5) | Especialmente indicada para trabajos generales en cuero, piel, ante, etc. Con prensatelas de ruleta.25 y 2/32 especial para la industria del calzado.Paso de los dientes: 1,2 y 1,5 mm. | Ruleta 90 47 00Transport. 905 36 00Placa 905 37 00 |  |
S = Standar
Modelo 906 Corta-Hilos
| SUBCLASES | APLICACIONES | ACCESORIOS | ESQUEMAS |
| 906-101/3(Tejidos ligeros - 1,2)906-201/3(Tejidos medianos - 1,5) | Para trabajos de tapicería en piel, ante,napa, etc. Con prensatelas de ruleta 25 y 32 .Paso de los dientes: 1,2 y 1,5 mm. | Ruleta 92 47 00Transport. 90 36 01Placa aguja 90 37 01 |  |
| 906-120/3(Tejidos ligeros - 1,2)906-220/3(Tejidos medianos - 1,5) | *Para coser al borde derecho a medida fija, en tejidos ligeros y medianos.Distancia de la costura al borde: 1, 2, 3 y 4 mm.Paso de los dientes: 1,2 y 1,5 mm. | Prensatelas 92 41 20Transport. 91 36 20Placa aguja 91 37 20 |  |
| 906-125/3(Tejidos ligeros - 1,2)906-225/3(Tejidos medianos - 1,5) | *Para coser al borde izquierdo a medida fija, en tejidos ligeros y medianos.Distancia de la costura al borde: 1, 2, 3 y 4 mm.Paso de los dientes: 1,2 y 1,5 mm. | Prensatelas 92 41 25Transport. 92 36 25Placa aguja 92 37 25 | 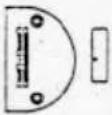 |
| 906-044/3(Tejidos muy ligeros - 0,75)906-144/3(Tejidos ligeros - 1,2)906-244/3(Tejidos medianos - 1,5) | Para trabajos en la confección de tejidos ligeros, en vestidos, camisas, blusas, ro-pa interior, cortinas, visillos, etc.Paso de los dientes: 0,75 - 1,2 y 1,5 mm. | Prensatelas 92 15 45Transport. 92 36 44Placa aguja 92 37 44 |  |
| S906-145/3(Tejidos ligeros - 1,2)906-245/3(Tejidos medianos - 1,5)906-345/3(Tejidos pesados - 1,8) | Para trabajos en la confección de tejidos ligeros y medianos, en ropa para señora y caballero, ropa de cama, de mesa,camisas, delantales, batas, etc.Paso de los dientes: 1,2 - 1,5 y 1,8 mm. | Prensatelas 92 15 45Transport. 91 36 45Placa aguja 91 37 45 | 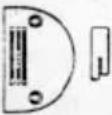 |
| 906-346/3(Tejidos pesados - 1,8)906-446/3(Tejidos muy pesados - 2,1) | Para trabajos en la confección de tejidos pesados, en ropa para señora y caballero, ropa trabajo y deportes, pana, cortinas, etc.Ancho del transportador 14 mm.Paso de los dientes: 1,8 y 2,1 mm. | Prensatelas 905 15 46Transport. 91 36 46Placa aguja 91 37 46 | 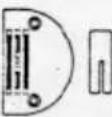 |
| 906-275/3(Tejidos medianos - 1,5)906-375/3(Tejidos pesados - 1,8)906-475/3(Tejidos muy pesados - 2,1) | Para trabajos en la confección de tejidosmedianos y pesados, en ropa para señora y caballero, ropa de cama y de mesa, camisas, delantales, batas, etc.Paso de los dientes: 1,5 - 1,8 y 2,1 mm. | Prensatelas 92 15 48Transport. 925 36 75Placa aguja 925 37 75 | 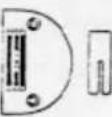 |
Modelo 906 K-3 Corta-Hilos
| SUBCLASES | APLICACIONES | ACCESORIOS | ESQUEMAS |
| 906K3-101/3(Materiales ligeros - 1,2)906K3-201/3(Materiales medianos - 1,5) | Especialmente indicada para trabajos generales en cuero, piel, ante, etc. Con prensatelas de ruleta 25 y 32 especial para la industria del calzado.Paso de los dientes: 1,2 y 1,5 mm. | Fuleta 90 47 00Transport. 90 36 01Placa 90 37 01 |  |
INSTALACIÓN DE LA MAQUINA

text_image
REFREY E BAcoplamiento de la palanca rodillera.
Después de situada la máquina justamente sobre los apoyos de bisagra y amortiguadores del tablero, puede proceder al ajuste de la palanca rodillera de elevación del prensatelas.
Su mecanismo va completamente oculto e incorporado en el interior del brazo y placa. Para su puesta en función usted únicamente tiene que coger la palanca completa e introducir el bulón B en el eje transversal de la placa E hasta su tope, de modo que perciba el clic de su enclavamiento.
Siempre que desee levantar la máquina de su tablero o volcarla sobre él, no se olvide de retirar antes la palanca rodillera.
Correa trapecial
Siempre que sea necesario sacar la correa trapecial, desmóntela, primeramente, de la polea del motor.
Cuando sea preciso cambiar la correa tra- pecial desmonte la defensa de protección de la misma, aflojando previamente los tornillos de ensamble, pero sin necesidad de extraerlos.

INSTRUCCIONES GENERALES
natural_image
Line drawing of a hand using a pliers to adjust or install a mechanical component (no text or symbols visible)Curso del hilo:
-
Porta-bobinas (no representado)
-
Guia-hilo
-
Discos del tensor.
-
Canilla
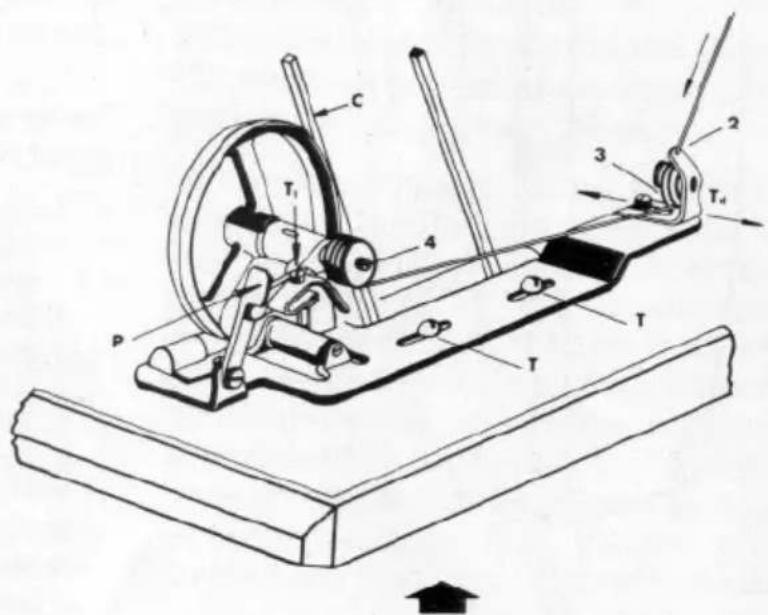
T Tornillo de fijación
T1 Tornillo de regulación (gradua la cantidad de hilo enrollado en la canilla).
Td Tensor del devanador.
C Correa trapecial
P Palanca de embrague

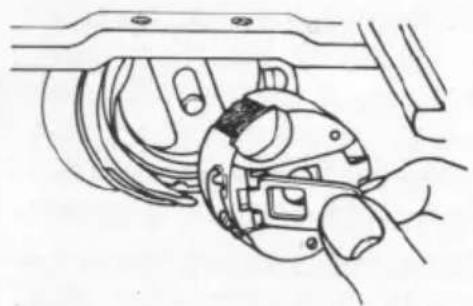
Modo de sacar de la máquina la cápsula con la canilla.
text_image
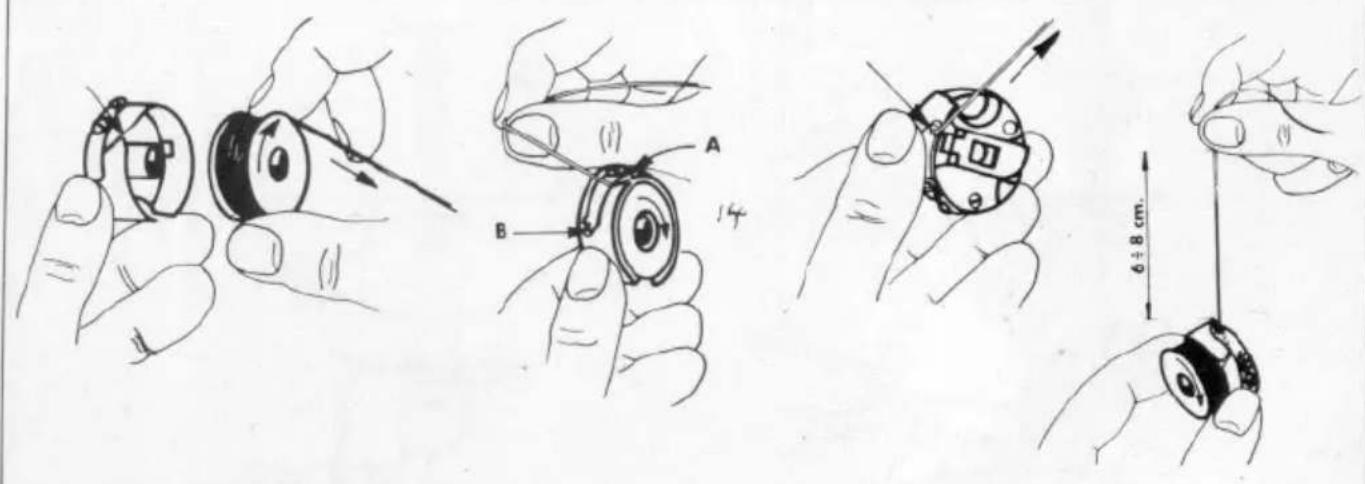
Technical diagram of a mechanical device with labeled parts and torque indicatorsDevanado del hilo inferior en la canilla.
Colocación de la canilla en la cápsula y enhebrado del hilo inferior
text_image
Technical illustration showing hand tool application steps for a mechanical component, labeled A and B with dimension annotation of 6÷8 cm.REGLA PRACTICA:
Para montar la cápsula en el garfio, el hilo debe estar tirando de la canilla en el sentido que indica la flecha de la figura y con una longitud de 6 a 8 cm.
text_image
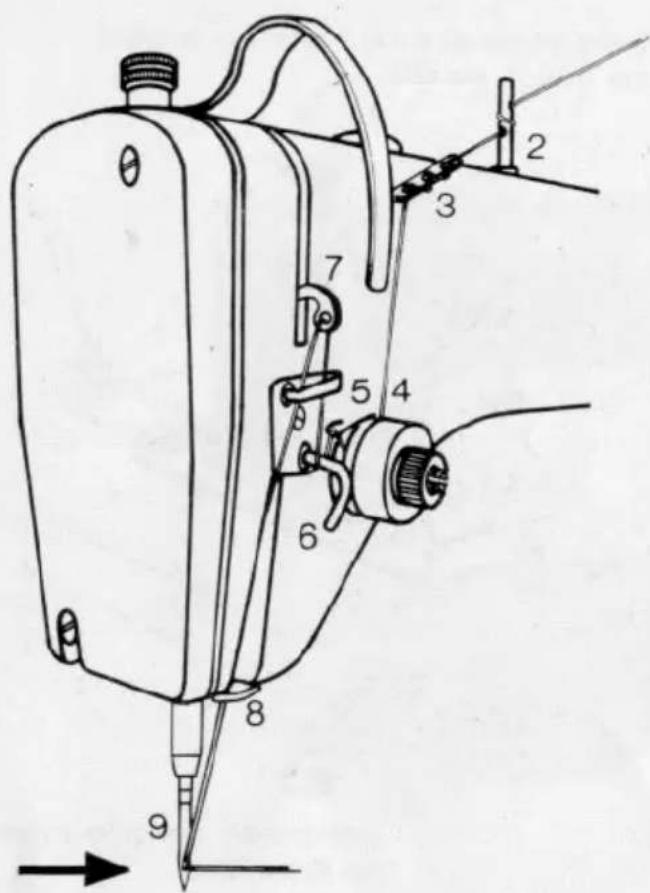
Technical diagram of a sewing machine with numbered components and directional arrow indicating movement or positioning.Curso del hilo:
- Guía hilo del porta-bobinas (no representado)
- Perno guía-hilo
- Pre-tensión
- Discos del tensor
- Muelle recuperador
- Gancho guía-hilo
- Palanca tira-hilo
- Guía-hilo inferior
- Aguja. Enhebrada de izquierda a de- recha.
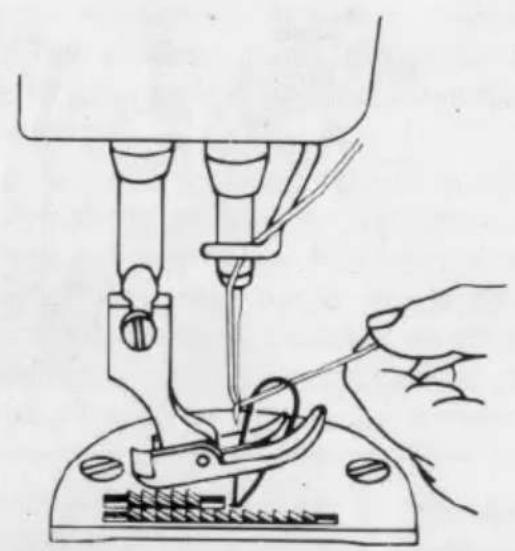
MODO DE SUBIR EL HILO INFERIOR
natural_image
Line drawing of a sewing machine needle stitching fabric, with a hand adjusting the component (no text or symbols)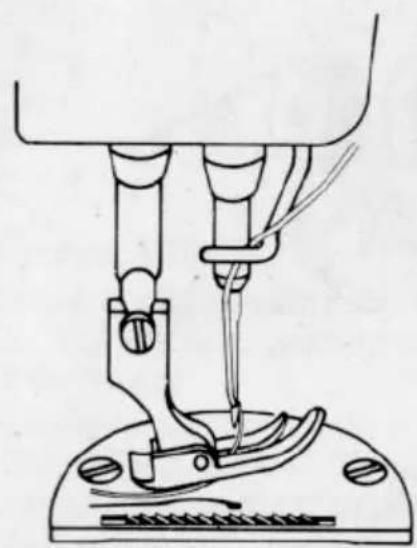
natural_image
Line drawing of a sewing machine needle and base (no text or symbols)AGUJA E HILO
El resultado satisfactorio de un trabajo de costura depende de la acción conjunta de la aguja de la máquina de coser, del hilo, de la máquina de coser propiamente y, naturalmente, de la capacidad de la costurera. La calidad de la aguja y del hilo influyen considerablemente sobre la apariencia y duración del cosido.
La experiencia ha demostrado que se trabaja frecuentemente con agujas demasiado gruesas. En la actualidad, se emplean los siguientes tamaños de agujas en las distintas ramas de la industria del vestido y ropa blanca:
Para blusas y camisas .... Nm. 60-90 Para vestidos de señora .... Nm. 60-90 Para trajes y abrigos de verano Nm 80-110 Para abrigos de invierno .... Nm 100-120 La elección de otras formas de agujas solamente es necesaria cuando la punta redonda normal produce deterioros del teji-
do, incluso cuando se trabaja con agujas finas. Según la estructura del tejido habrá que determinar, entonces, la forma de la punta adecuada por medio de ensayos.
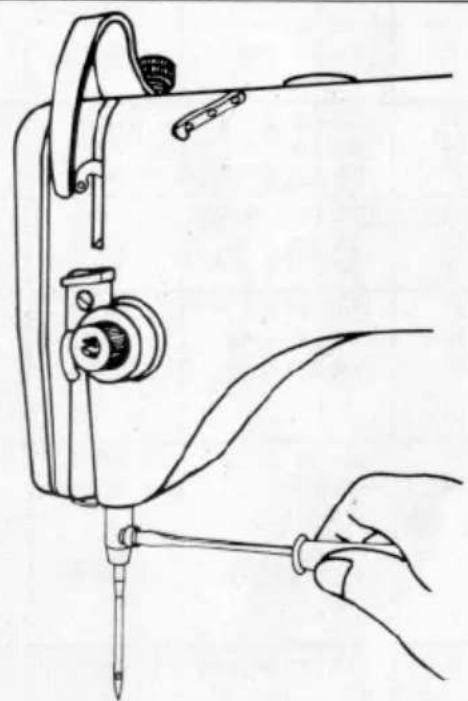
Colocación de la aguja.
Utilice únicamente agujas del sistema 134. No haga uso de agujas cuyas puntas estén deterioradas o curvadas.
Con un destornillador, afloje el tornillo de sujeción de la aguja, girándolo hacia la izquierda. Introduzca la aguja en su alojamiento en la barra de aguja, cuidando que la ranura quede situada hacia la izquierda de la persona que cose. Seguidamente, apriete el tornillo de sujeción de la aguja, girándolo hacia la derecha. Es muy importante que la aguja se introduzca en su alojamiento hasta su tope máximo y que quede bien fijada por el tornillo de sujeción.
natural_image
Simple line drawing of a pencil inside a circle, no text or symbols presentSistema 134
natural_image
Line drawing of a sewing machine needle being adjusted with a hand using a screwdriver (no text or symbols)La ranura larga debe encontrarse a la izquierda y, en consecuencia la ranura corta debe quedar frente al garfio.
RELACION ENTRE LOS GROSORES DEL HILO Y DE LA AGUJA
En general, el grosor del hilo debe corresponder al 40% del grosor de la aguja. Esta relación se cumple, aproximadamente, cuando el hilo colocado en la ranura larga de la aguja la llena bien, resbalando fácilmente en los dos sentidos.
La constitución estructural de los torzales para coser, puede ser distinta de acuerdo con el material básico (seda para coser, hilos sintéticos para coser).
Además, los torzales de algodón se enumeran, generalmente, con el número inglés y los torzales sintéticos de coser se enumeran métricamente. Teniendo en cuenta estas variantes, a continuación exponemos una tabla de relación entre los grosores del hilo y de la aguja para cosido.
Finalmente, asegúrese de que el grueso de los hilos superior e inferior, sea como mínimo, igual.
En la mayor parte de los casos, se utiliza un hilo superior más fuerte. En ningún caso, la relación de los hilos deberá ser inversa.
TABLA DE AGUJAS E HILOS
RELACION ENTRE LOS GROSORES DEL HILO Y DE LA AGUJA
| Grosor de agujas Nm | Material a coser * | Torzal de algodón para coser No. | Seda para coser Nm | Hilo sintético para coser Nm | Otros |
| 60 | P | 200/3 | 200/3 | algodón para bordar No. 60/2 | |
| M | 80 | 160/3 | 160/3 | ||
| F | 80 (× 2-6) | 140/3 | 150/3 | algodón para bordar No. 50/2 | |
| 70 | P | 70 (× 2-6) | 120/3 | 120/3 | |
| M | 60 (× 2-6) | 100/3 | 100/3 | algodón para bordar No. 50/2 | |
| F | 50 (× 2-6) | 80/3 | 80/3 | algodón para bordar No. 40/2 seda artificial Nm 75/2 | |
| 80 | P | 60 (× 2-6) | 100/3 | 120/3 | |
| M | 50 (× 2-6) | 70/3 | 100/3 | algodón para bordar No. 40/2 seda artificial Nm 75/2 | |
| F | 40 (× 2-6) | 60/3 | 70/3 | algodón para bordar No. 30/2 seda artificial Nm 60/2 | |
| 90 | P | 50 (× 2-6) | 100/3 | 100/3 | algodón para bordar No. 30/2 |
| M | 40 (× 2-6) | 70/3 | 70/3 | seda artificial para bordar Nm 60/2 | |
| F | 36 (× 2-6) | 60/3 | 60/3 | algodón para bordar No. 60/2 | |
| 100 | P | 40 (× 2-6) | 70/3 | 70/3 | |
| M | 36 (× 2-6) | 60/3 | 60/3 | algodón para bordar No. 20/2 | |
| F | 30 (× 2-6) | 50/3 | 50/3 | algodón para bordar No. 16/2 | |
| 110 | P | 36 (× 2-6) | 60/3 | 50/3 | |
| M | 30 (× 2-6) | 50/3 | 40/3 | algodón para bordar No. 16/2 | |
| F | 24 (× 2-6) | 40/3 | 30/3 | hilo de lino No. 50/3 hilo trenzado sintético o de lino No. 6 | |
| 120 | P | 30 (× 2-6) | 50/3 | 40/3 | hilo de lino No. 50/3 |
| M | 24-20 | 40/3 | 30/3 | hilo de lino No. 50/3 | |
| F | 12 (× 2-6) | 30/3 | 20/3 | hilo trenzado sintético No. 6 y 7 hilo trenzado de lino No. 6 hilo de lino No. 40/3 hilo trenzado sintético No. 8 y 9 hilo trenzado de lino No. 7 y 8 | |
| 130 | P | 20 (× 2-6) | 40/3 | 30/3 | hilo de lino No. 50/3 hilo trenzado sintético No. 6 y 7 hilo de lino No. 40/3 hilo trenzado lino No. 7 y 8 |
| 12 | 30/3 | 20/3 |
* Material a coser: P (pesado), M (mediano) y F (fino)
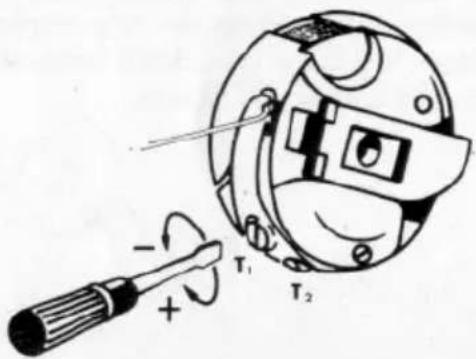
REGLAJE DE LA TENSION DEL HILO INFERIOR
Girando el tornillo T 1 a la derecha, aumenta la tensión del hilo y girándolo a la izquierda, disminuye. El tornillo T 2 sujeta únicamente el resorte de tensión.
text_image
Diagram showing a screwdriver interacting with a mechanical component, labeled T1 and T2 with polarity indicators.
Girando a la derecha, la tensión aumenta.

Girando a la izquierda, la tensión disminuye.
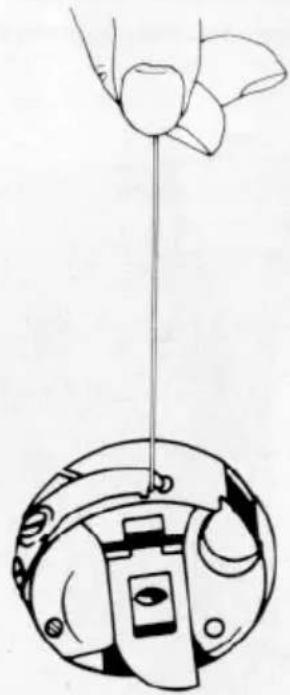
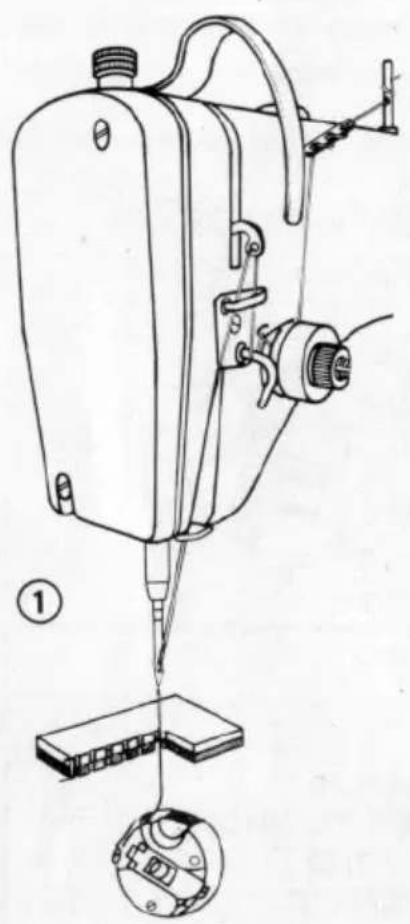
REGLA PRACTICA
La tensión del resorte es correcta, cuando es justamente suficiente para sostener la cápsula y canilla suspendida del extremo del hilo de la canilla, y baja lentamente cuando se le sacude.
natural_image
Line drawing of a hand holding a small object above a mechanical component (no text or symbols)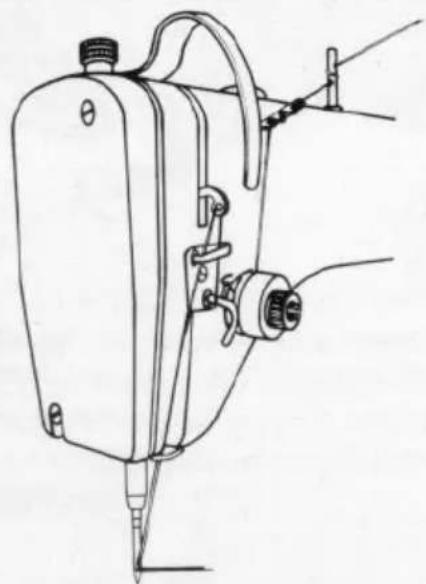
natural_image
Line drawing of a sewing machine with attached tubing and screwdriver (no text or symbols)Girando a la izquierda, la tensión disminuye 0-9-8-7-6-5-4-3-2-1
Girando a la derecha, la tensión aumenta 0-1-2-3-4-5-6-7-8-9
REGLAJE
DE LA TENSION
DEL HILO
SUPERIOR


TENSIÓN DE LOS HILOS SUPERIOR E INFERIOR
El buen aspecto de la costura y su solidez dependen, en primer lugar, del reglaje conveniente de las tensiones de los hilos.
- Las tensiones del hilo superior y del hilo inferior son buenas, si el enlace de las puntadas está en medio de las dos telas.
- La tensión del hilo superior es dema-
siado fuerte o la tensión del hilo inferior demasiado floja, si el enlace está visiblemente por encima de la tela.
- La tensión del hilo superior es demasiado floja o la tensión del hilo inferior demasiado fuerte, si el enlace está visiblemente por debajo de la tela.
natural_image
Technical line drawing of a sewing machine with a base and clamped parts (no text or symbols)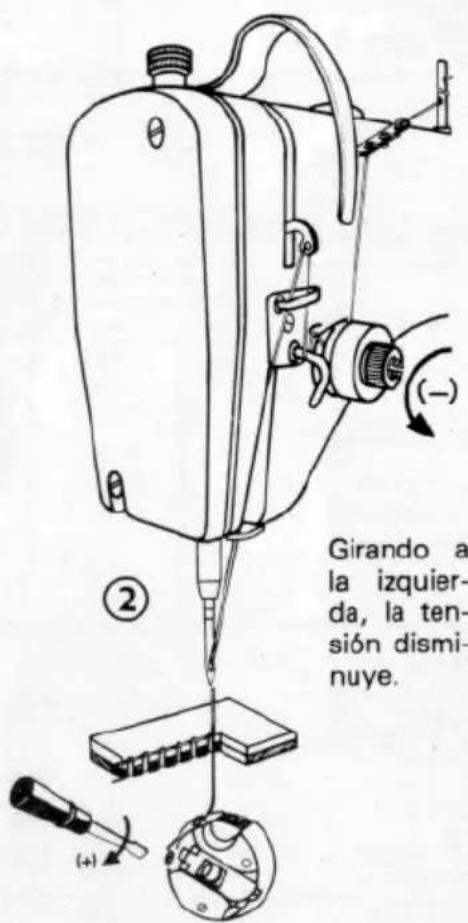
text_image
Girando a la izquierda, la ten- sión dismi- nuye. ②- Girando a la derecha, la tensión aumenta.
text_image
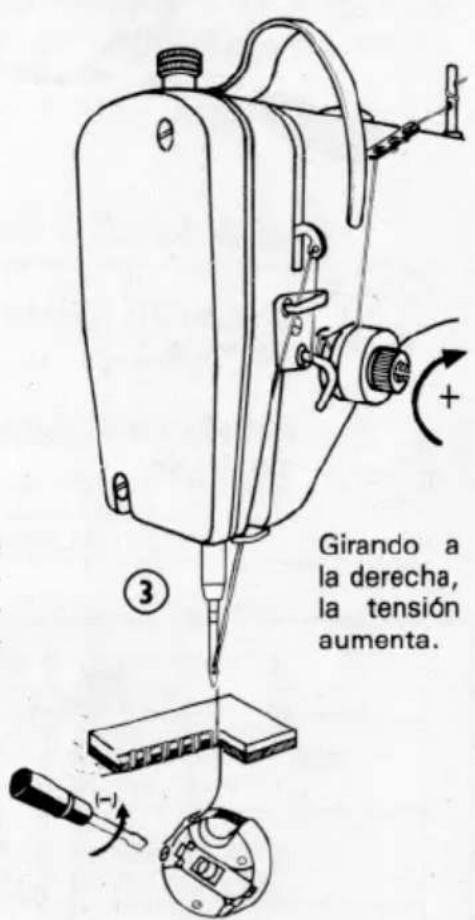
Girando a la derecha, la tensión aumenta.- Girando a la izquierda, la tensión afloja.
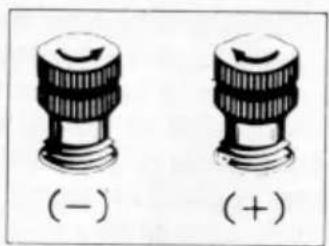
REGULACION DE LA PRESION DEL PRENSATELAS
natural_image
Two identical mechanical component images labeled (-) and (+), showing no text or symbols on the parts themselves.El ajuste de la presión, se hace manualmente, actuando sobre el tornillo moleteado T, previsto al efecto.
Girando el tornillo a la DERECHA, la presión sobre la tela AUMENTA y a la inversa, DIS-MINUYE.
text_image
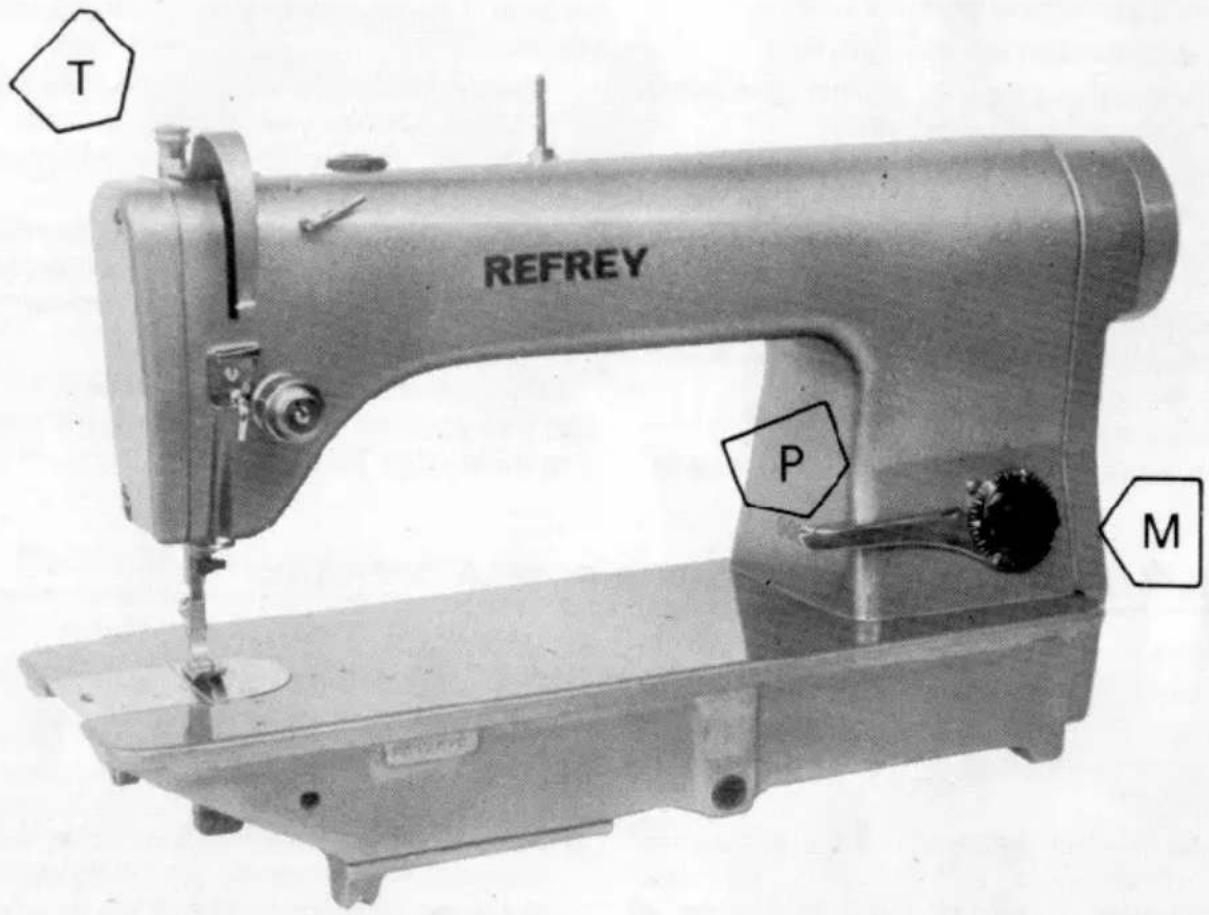
REFREY P MReglaje de la longitud de puntada
La longitud de las puntadas se regula por medio del mando regulador de puntada M desde un valor nulo 0 —la tela no avanza—, hasta un valor máximo 5, creciente a medida que se gira más el mando M a la derecha. Por el contrario, a medida que se gira el botón hacia la izquierda, la longitud de la puntada disminuye.
Conmutación de la puntada hacia atrás.
Pulsando la palanca de inversión P hasta su tope inferior, la máquina cose hacia atrás, con la misma longitud de puntada que había sido ajustada para coser hacia adelante por medio del mando M.
COSIDO
Cuando empiece a coser, tenga en cuenta las siguientes instrucciones:
- Antes de colocar la tela para comenzar una nueva costura o al sacar la labor, eleve la barra de aguja a su posición más alta.
- Sitúe el mando regulador de puntada sobre una de las posiciones de la escala, según la longitud de puntada deseada.
- Enhebre los hilos superior e inferior.
- Regule la tensión del hilo superior.
- Ponga los hilos inferior y superior por debajo y hacia atrás del prensatelas.
- Siempre debe girar el volante hacia la persona que opera con la máquina porque, de lo contrario, se rompe el hilo o se enreda en el garfio.
- La máquina sólo debe funcionar cuando esté colocada la tela con el prensatelas abajo.
Observaciones
Como la máquina funciona con número de revoluciones elevado, recomendamos que los principiantes se practiquen en la conducción de la tela sin enhebrar los hilos, teniendo en cuenta que solamente el transportador de la máquina debe avanzar la tela. ¡No tire de la tela ni hacia adelante ni hacia atrás!, ya que con ello únicamente conseguirá romper la aguja o deteriorar la placa de aguja. Usted solamente debe preocuparse de conducir la tela derecha y acostumbrarse a la máxima velocidad de costura.
La velocidad de costura se adaptará según el trabajo a realizar y el material a coser. Reduzca la velocidad en los puntos más gruesos o duros.
En las esquinas pronunciadas, eleve ligeramente el prensatelas y gire la labor alrededor de la aguja. Luego, continúe normalmente en la dirección deseada.
Para sacar la labor, ponga la palanca tirahilo a su posición más alta, eleve el prensatelas y retire la labor hacia atrás.
ENTRETENIMIENTO DE LA MAQUINA POR LA OPERARIA
Limpieza
Con objeto de garantizar un buen funcionamiento de la máquina, es indispensable llevar a cabo su limpieza, según indicamos a continuación:
Durante el cosido, se forman residuos de hilo, particularmente alrededor del garfio rotativo (lanzadera), que pueden entorpecer el buen funcionamiento de la máquina. Es absolutamente necesario eliminarlos con frecuencia, como mínimo una vez a la semana.
Para limpiar las piezas dispuestas debajo de la placa de aguja y, por consiguiente, las piezas del garfio, se inclina el cabezal hacia atrás (retirando la palanca rodillera y desmontando la correa trapecial de la polea del motor).
Se debe sacar de vez en cuando la tapa frontal y la placa de aguja. Con un pincel o trapo blando se limpian entonces todas las 'piezas visibles, en especial la barra de aguja y su mecanismo de accionamiento, el garfio rotativo, el transportador y la placa de aguja, con objeto de eliminar la suciedad y residuos que se forman durante el cosido.
Lubricación
Las máquinas REFREY industriales, 905 y 906, están dotadas de un sistema de lubricación múltiple:
a) Rodamientos blindados de lubricación permanente en los ejes de accionamiento. Por el empleo de estos rodamientos de gran durabilidad y nulo entretenimiento ha sido posible anular el sistema de lubricación central, hasta ahora necesario en máquinas de alta velocidad.
b) Lubricación por chapoteo en los mecanismos fundamentales, situados en el cárter de la placa base.
c) Lubricación por capilaridad mediante mechas ramificadas a algunos otros órganos.
Por este sistema de lubricación combinado, estas máquinas se engrasan con un entretenimiento MINIMO, según se desprende de las siguientes instrucciones:
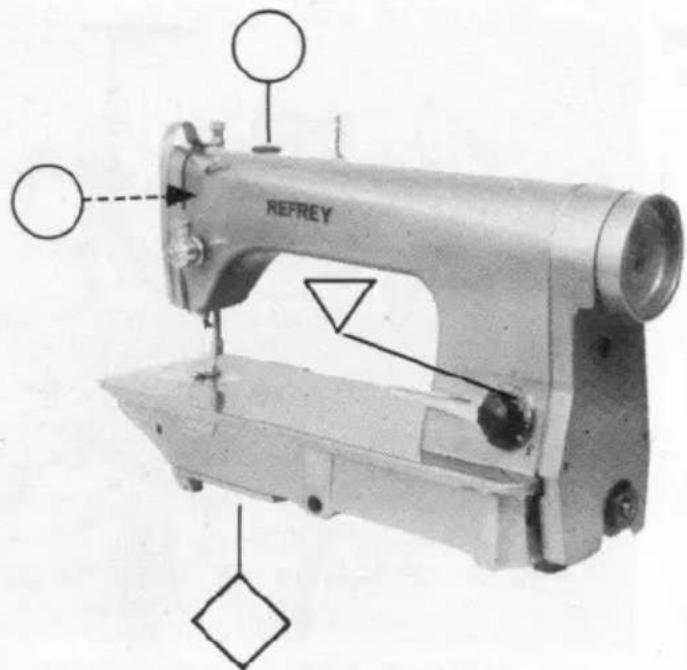
NORMAS DE ENGRASE
A pesar de los rodamientos estancos de lubricación permanente, y de la lubricación por chapoteo de algunos mecanismos, hay algunos puntos en la máquina que la operaria debe engrasar de vez en cuando, según se indica a continuación, teniendo cuidado de no echar mucho aceite, de modo que este sobresalga de los engrasadores y ensucie la labor.
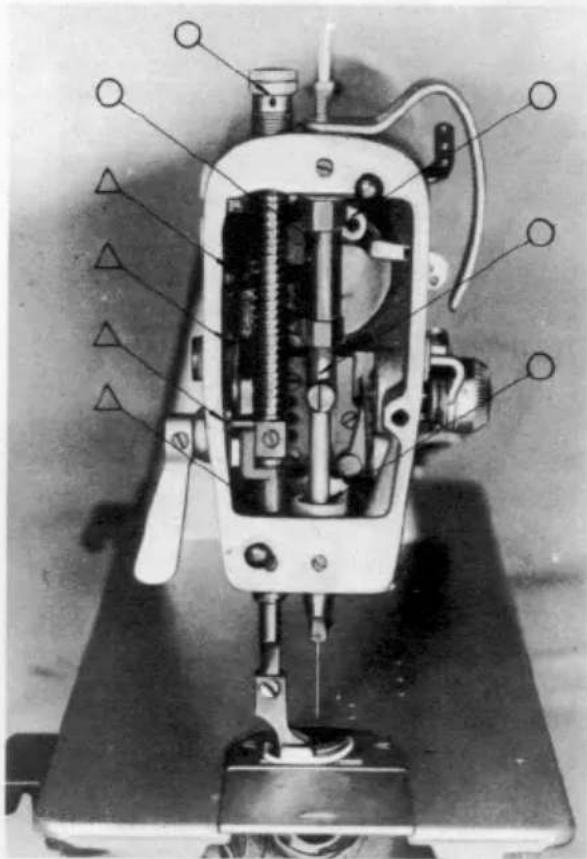
text_image
REFREY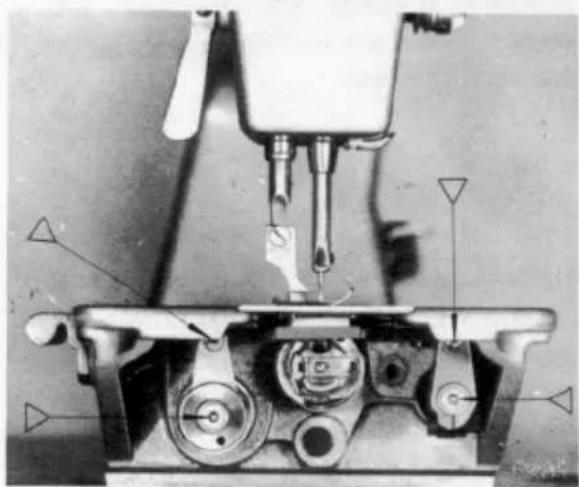
natural_image
Mechanical assembly diagram showing a sewing machine with gears and adjustment knobs (no text or labels visible)- ENGRASE FRECUENTEMENTE con un buen aceite de máquinas de coser (viscosidad a 50°C - 1,75° a 1,80° E).
○ Barra de aguja (mechas del casquillo superior e inferior).
○Mecanismo de accionamiento de la barra de aguja (engrases y mechas).
Estos órganos son fácilmente accesibles, retirando la tapa frontal.
○ Engrase superior del brazo.
- ENGRASE DE VEZ EN CUANDO (semanalmente)
▽ Mecanismo de elevación del prensatelas.
Canillero.
∇ Todos los demás engrasadores con cierre a bola.
∇ Todos los agujeros de engrase señalados en rojo.
◇3. AÑADA ACEITE
Aconsejamos un cambio de aceite del cárter en los casos de empleo permanente, como mínimo cada año, aún cuando se haya consumido aparentemente poco lubricante.
Sírvase emplear para ello un aceite semifluido:
TIPO SAE 30
Viscosidad a 50°C—6,5 a 9°E
natural_image
Cross-sectional diagram of a mechanical device with internal components and mounting base (no visible text or labels)ENTRETENIMIENTO DE LA MAQUINA POR EL MECANICO
Aconsejamos que el mecánico de máquinas de coser observe periódicamente los trabajos de limpieza y lubricación recomendados para la operaria.
Por su parte, el mecánico debe prestar especial atención al cambio de aceite en el cárter, así como a las necesarias revisiones de limpieza y engrase general.
Cambio de aceite en el carter.
Cuando la máquina ha funcionado con bastante frecuencia o constantemente, se debe proceder al cambio de aceite, porque el aceite se ha ensuciado o ha perdido sus propiedades lubricantes. Aproximadamente sucederá esto después de un servicio permanente de unos seis meses a un año.
Para descargar el aceite viejo saque el tornillo de descarga de aceite situado en la tapa del cárter y recoja el aceite sucio en un recipiente apropiado.
En estas condiciones, puede proceder a echar aceite nuevo en el cárter, según el párrafo siguiente:
Use aceite, TIPO SAE 30 Viscosidad a 50°C-6/5 a 9° Engler
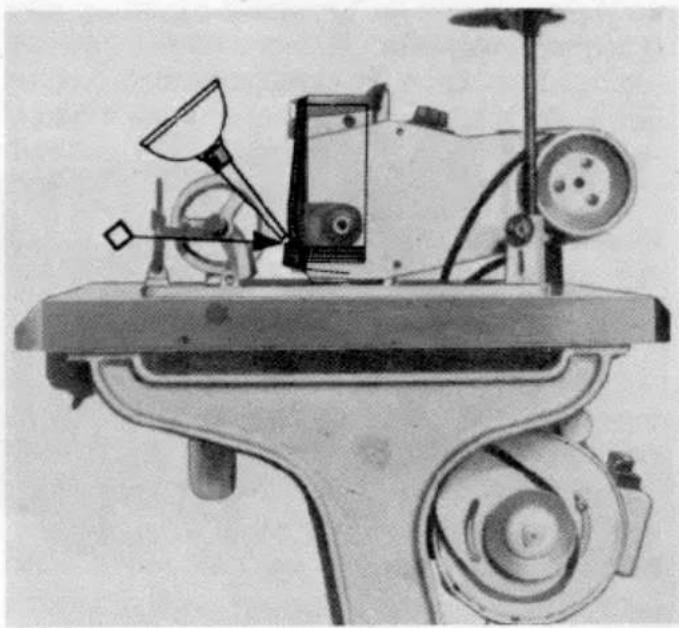
natural_image
Mechanical device with mounted components and a tool, no visible text or symbolsManera de echar aceite en el cárter
Vuelque la máquina hacia atrás y por el orificio de carga eche aceite de las características indicadas, hasta que el nivel de aceite alcance la mitad de la mirilla, indicada con M.
Una vez comprobado el nivel de aceite, cierre el orificio de carga con su tornillo y junta correspondiente.
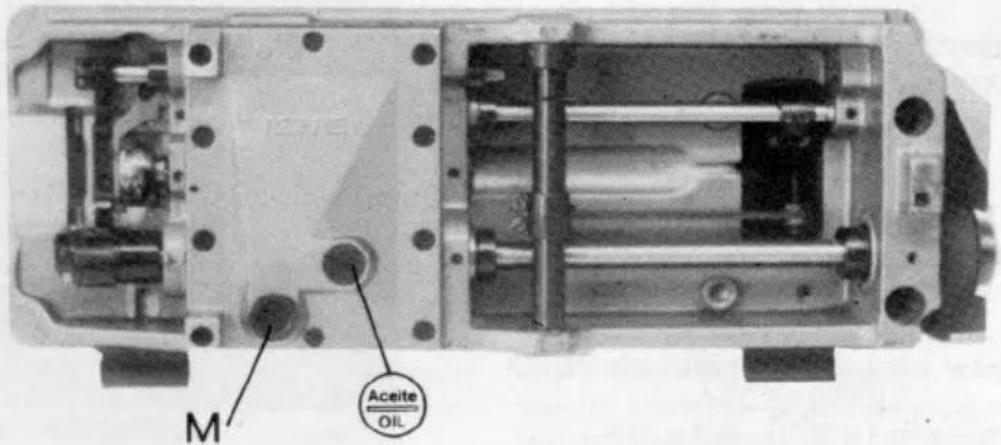
text_image
M Aceite OILLa parte más importante y más delicada de la máquina de coser es el garfio rotativo (lanzadera). Su mantenimiento requiere cuidados particulares, y por ser una de las piezas más sensibles y sometida a mayor fatiga, debe de limpiarse con frecuencia.
- Para ello, saque la cápsula con su canilla. Después dé suficiente petróleo en la pista del garfio, es decir, en la superficie de frotamiento entre el porta-cápsula y el cuerpo del garfio.
- Eleve el pie del prensatelas y haga girar la máquina alternativamente a diversas velocidades, hasta que el petróleo haya expulsado todos los resíduos fuera del garfio.
- Aceite la superficie de frotamiento y cosa sobre un paño'hasta que haya desaparecido toda huella de aceite en el cosido.
EL GARFIO NO DEBERÁ DESMONTARSE NADA MAS QUE EN CASO DE BLOQUEO y siempre que no fuera posible retirar los hilos causantes del bloqueo, avanzando y retrocediendo el volante de mano.
En caso de que este ensayo resulte negativo, no fuerce el garfio y proceda a desmontarlo como se indica a continuación:
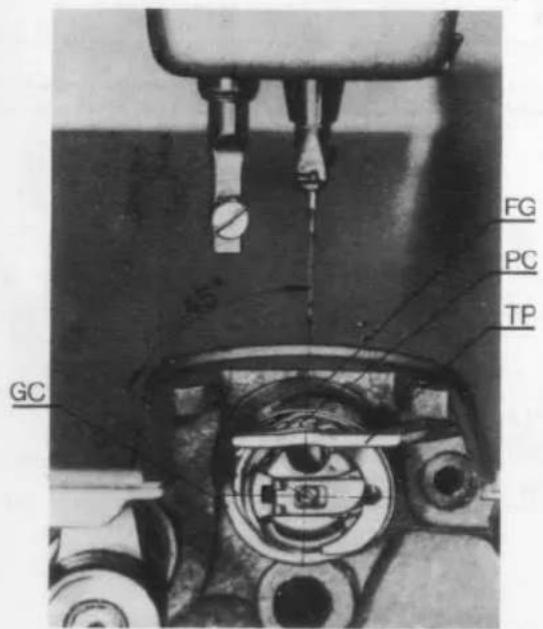
text_image
GC FG PC TP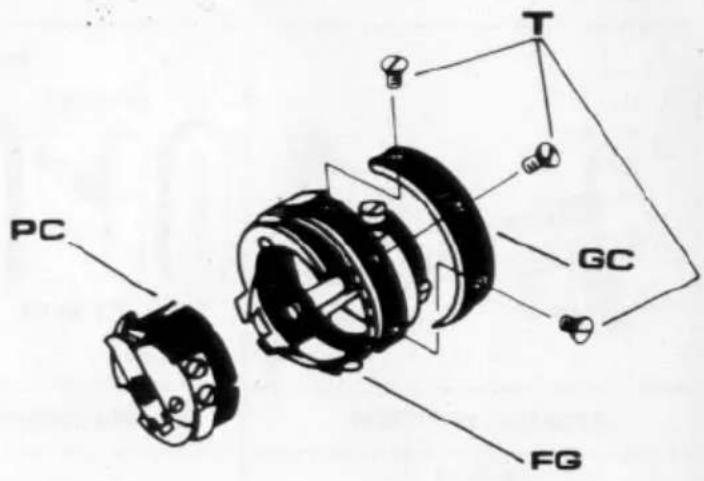
text_image
PC T GC FGCOMO SE DESMONTA EL GARFIO
En caso de bloqueo por atasco, puede proceder a desmontar parcialmente el garfio, sin retirar este último de la máquina. Proceda para ello de la siguiente forma:
- Saque la aguja, placa de aguja y transportador.
- Vuelque la máquina hacia atrás.
- Desmonte el tope del portacápsula TP.
- Quite los tres tornillos de fijación T del suplemento del garfio GC, (gancho ciego).
- Sitúe el garfio de manera que su pico haya sobrepasado unos 45° su punto más alto, es decir, cuando la abertura del porta-cápsula PC coincida con el segundo tornillo del fleje guía-hilo FG. En esta posición se saca fácilmente el porta-cápsula, basculándole ligeramente y girando al mismo tiempo lentamente el volante de mano. Mejor aún, eche antes unas gotas de aceite en la pista del garfio.
- Después de haber retirado los hilos y suciedad causante del atasco, limpie cuidadosamente el garfio por medio de un pincel con petróleo. El montaje del garfio se realiza efectuando las mismas operaciones en sentido inverso.
ACCESORIOS NORMALES
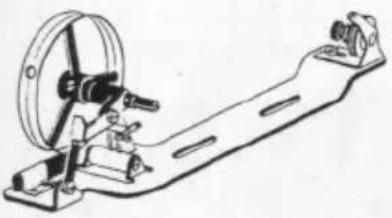 | 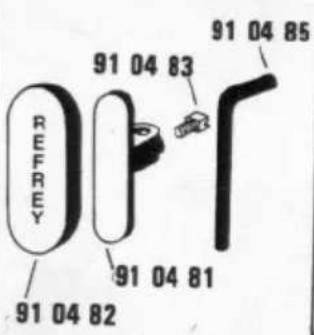 |  | 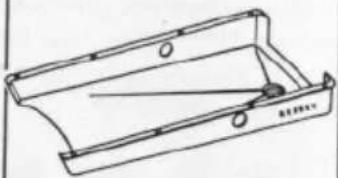 |
| CANILLERO INDUSTRIAL | PALANCA RODILLERA | PORTA-BOBINAS | GUARDA ACEITE |
| 90 08 00 | 92 60 40 | 91 51 81 |


natural_image
Two black rectangular electronic components with rounded edges, resembling thermistor or switch (no text or symbols visible)
text_image
MILKING DE COAST INDUSTRIAL REFRET Intrweckles
natural_image
Illustration of a closed black box with a lid and textured body (no text or symbols) |  |  |  |  |  |
| AGUJAS Sistema 134 o 134 PCL | DESTORNILLADOR LARGO | DESTORNILLADOR MEDIANO | DESTORNILLADOR PEQUENO | ACEITERA | CANILLAS |
| 92 19 50 | 91 19 40 | B - 251 | B - 252 | 92 19 08 | 91 12 80-1 |
REFREY
Máquinas para coser
Teléfonos: (986) 23 29 00 - 08 - 09. Teleg.: REFREY
Telex 83024 frey e. Postal P. O. Box 2001
E-36208-VIGO/Spain