
1365-5 - Nähmaschine Dürkopp Adler - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts 1365-5 Dürkopp Adler als PDF.

Benutzerfragen zu 1365-5 Dürkopp Adler
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Nähmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch 1365-5 - Dürkopp Adler und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. 1365-5 von der Marke Dürkopp Adler.
BEDIENUNGSANLEITUNG 1365-5 Dürkopp Adler
2 bzw 3 Kopf Umstecher Automatic 2 headed serging unit
Inhalt der Betriebsanleitung
Die Betriebsanleitung ist in vier Teile gegliedert:
A. Allgemeine Hinweise zum Betrieb
Allgemeine Informationen zum sicheren Betrieb für Bedienungs- und Servicepersonal und für den Betreiber der Maschine.
B. Bedienungsanleitung
Anleitung für Bedienungspersonal, das mit und an dieser Maschine arbeitet.
C. Serviceanleitung
Anleitung für Service-Personal, das für die Inbetriebnahme, Einrichtung und Instandhaltungsarbeiten der Maschine zuständig ist.
D. Programmieranleitung
Programmieranleitung für Service-Personal, das die Arbeitsvorbereitung und die Einrichtung der Maschine durchführt.
Geltungsbereich der Betriebsanleitung
Diese Betriebsanleitung beschreibt den MEHRKOPF-UMSTECH-AUTOMAT 1365-4 der Firma Beisler GmbH und gilt nur für Maschinenteile und Komponenten, die im Lieferumfang des MEHRKOPF-UMSTECH-AUTOMAT 1365-4 enthalten sind.
Sie gilt nicht für Zubehör oder Maschinenteile (z.B. Nähkopf) von Drittherstellern, mit denen die Maschine ausgerüstet oder nachgerüstet wurde. Für diese Komponenten ist die Betriebsanleitung des jeweiligen Herstellers oder Lieferanten maßgebend.
Teil A
Allgemeine Hinweise zum Betrieb
Inhaltsverzeichnis
A.1 Sicherheitsmaßnahmen.... A-5
A.1.1 Haftungsausschluss ...... A-5
A.1.2 Copyright A-5
A.1.3 Wichtige Informationen für den Betreiber ...... A-6
A.1.4 Gewährleistung A-6
A.1.5 Wichtige Informationen für das Bedienungspersonal ...... A-7
A.1.6 Wichtige Informationen für das Servicepersonal...... A-7
A.2 Bildzeichen ...... A-8
A.2.1 Bildzeichen der Betriebsanleitung ...... A-8
A.2.2 Bildzeichen an der Maschine ...... A-8
A.3 Verwendungszweck ...... A-9
A.3.1 Bestimmungsgemäßer Gebrauch.... A-9
A.3.2 Bestimmungswidriger Gebrauch ...... A-9
A.4 Sicherheitsanforderungen ...... A-10
A.4.1 Normen und Richtlinien ...... A-10
A.1
Sicherheitsmaßnahmen
A.1.1 Haftungsausschluss
Die Beisler GmbH garantiert die Fehlerfreiheit des Produktes im Sinne der von ihr herausgegebenen Werbung, Produktinformation und dieser Betriebsanleitung. Darüber hinausgehende Produkteigenschaften werden nicht zugesagt.
Die Beisler GmbH übernimmt keine Verantwortung für die Wirtschaftlichkeit oder die fehlerfreie Funktion des Mehrkopf-Umstechautomaten 1365-4 bei einem anderen Einsatz als den im Abschnitt „Bestimmungsgemäßer Gebrauch“ definierten Verwendungszweck.
Die Beisler GmbH haftet nicht für Schäden, die durch die Verwendung von nicht definierten und zugelassenen Ersatzteilen oder Zubehör entstehen.
A.1.2 Copyright
© 2002 Beisler GmbH, Hösbach
Mehrkopf-Umstechautomat
Der Mehrkopf-Umstechautomat 1365-4 mit allen dazugehörigen Teilen ist urheberrechtlich geschützt. Der Nachbau der Maschine wird strafrechtlich verfolgt.
Betriebsanleitung
Diese Betriebsanleitung ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbesondere der Nachdruck, die fotomechanische oder digitale Weiterverarbeitung oder die Vervielfältigung auf anderen Wegen, die Entnahme von Abbildungen oder Tabellen und die Übersetzung, auch auszugsweise, sind nur mit schriftlicher Genehmigung der Beisler GmbH erlaubt.
Beisler GmbH
Frohnradstr. 10
63768 Hösbach
Deutschland
Telefon: ++ 49 / 6021 / 50 19 0
Telefax: ++ 49 / 6021 / 50 19 10
eMail: vertrieb@beisler-gmbh.de
A.1
Sicherheitsmaßnahmen
A.1.3 Wichtige Informationen für Betreiber!
Diese Maschine ist nach dem aktuellen Stand der Technik gebaut und betriebssicher. Dennoch können von dieser Maschine Gefahren ausgehen, vor allem dann, wenn sie von nicht ausreichend ausgebildetem Personal bedient wird oder wenn sie unsachgemäß und nicht, wie für ihrem bestimmungsgemäßen Gebrauch vorgesehen, verwendet wird:
- Für Personal, das an und mit dieser Maschine arbeitet, sind auf der Grundlage dieser Betriebsanleitung vom Betreiber schriftliche, verständliche Anweisungen zur Unfallverhütung zu erstellen und in der Sprache der Beschäftigten bekannt zu machen (BRD: Unfall-Verhütungs-Verordnung, UVV VBG 1 § 7, 2).
- Weisen Sie das Bedienungspersonal anhand der Bedienungsanleitung in die Funktion, Bedienung und Pflege der Maschine ein und überprüfen Sie, ob das Bedienungspersonal diese Bedienungsanleitung verstanden hat.
- Bilden Sie das Servicepersonal anhand der Serviceanleitung für die Einrichtung und die Instandhaltungsarbeiten an der Maschine aus.
- Bauliche Veränderungen an der Maschine, die nicht von der Beisler GmbH schriftlich freigegeben wurden, unterliegen der alleinigen Verantwortung des Betreibers.
- Der Inhalt der Betriebsanleitung kann jederzeit und ohne Ankündigung geändert werden.
- Für Übersetzungen in Fremdsprachen ist die deutsche Fassung dieser Betriebsanleitung verbindlich.
- Beim Auftreten besonderer Probleme, die für Sie in dieser Betriebsanleitung nicht ausführlich genug behandelt werden, wenden Sie sich bitte zu Ihrer eigenen Sicherheit an Ihren Lieferanten. Die Beisler GmbH ist darüber hinaus für alle Hinweise und Anregungen dankbar, die zur Verbesserung dieses Produktes dienen.
- Bewahren Sie diese Betriebsanleitung sorgfältig in der Nähe der Maschine auf, um jederzeit Sicherheitshinweise und Informationen zur Bedienung, Einrichtung und Instandhaltung nachschlagen zu können.
A.1.4 Gewährleistung
Die Beisler GmbH gewährleistet die Sicherheit, Funktionstüchtigkeit und kostenlose Instandsetzung des Mehrkopf-Umstechautomaten 1365-4 für 6 Monate unter der Bedingung, dass:
- die Maschine ausschließlich für den bestimmungsgemäßen Gebrauch eingesetzt wird und gemäß den Angaben dieser Betriebsanleitung bedient und instand gehalten wird,
- bauliche Veränderungen an der Maschine nur vorgenommen werden, wenn sie zuvor von der Beisler GmbH schriftlich freigegebenen wurden,
- nur originale und von der Beisler GmbH zugelassenen Ersatzteile oder Zubehör verwendet werden. Eine komplette Ersatzteil-Liste mit allen zugelassenen Teilen können Sie von der Beisler GmbH anfordern.
Wird die Maschine im Mehrschichtbetrieb länger als 10 Stunden täglich eingesetzt, reduziert sich die Gewährleistungsfrist auf 3 Monate.
Die Gewährleistungszeitraum beginnt mit der Auslieferung der Maschine an den Besteller.
A.1
Sicherheitsmaßnahmen
A.1.5 Wichtige Informationen für das Bedienungspersonal!
Beachten Sie, dass Nährarbeiten mit dem Mehrkopf-Umstechautomat 1365-4 nur von angelerntem Bedienungspersonal durchgeführt werden dürfen:
- Als Bedienungspersonal gelten Personen:
die an Nähautomaten angelernt wurden und auf der Grundlage dieser Bedienungsanleitung in die Bedienung und die Arbeitsweise des Mehrkopf-Umstechautomaten 1365-4 eingewiesen wurden, die über die möglichen Gefahren, die von ihrer Arbeit an der Maschine ausgehen, unterrichtet wurden, die die von ihnen ausgeübte Tätigkeit aufgrund beruflicher Erfahrung und Unterweisung in die sicherheitsrelevanten Bestimmungen beurteilen und mögliche Gefahren bei der Arbeit erkennen können, - Reinigungsarbeiten an der Maschine oder an Maschinenteilen dürfen nur von Personen vorgenommen werden, die zuvor über die möglichen Gefahren, die während der Reinigungsarbeiten an der Maschine auftreten können, unterrichtet wurden.
- Lesen Sie die Bedienungsanleitung sorgfältig vor dem ersten Gebrauch des Mehrkopf-Umstechautomaten 1365-4. Damit nutzen Sie alle Vorteile, die die Maschine bietet und beugen Schäden vor.
A.1.6 Wichtige Informationen für das Servicepersonal!
Beachten Sie, dass Servicearbeiten am Mehrkopf-Umstechautomat 1365-4 nur von autorisiertem Fachpersonal mit entsprechender Qualifikation ausgeführt werden dürfen:
• Als Fachpersonal gelten Personen:
die ihre Kenntnisse durch eine Fachausbildung in Maschinentechnik oder Elektrotechnik bzw. eine fachliche Zusatzausbildung oder eine vergleichbare Qualifikation erworben haben, die auf einer Schulung durch die Beisler GmbH das notwendige Wissen zur Durchführung aller Einrichtungs- und Instandhaltungsarbeiten am Mehrkopf-Umstechautomat 1365-4 erhalten haben, die die von ihnen ausgeübte Tätigkeit aufgrund beruflicher Erfahrung und Unterweisung in die sicherheitsrelevanten Bestimmungen beurteilen und mögliche Gefahren bei der Arbeit erkennen können.
- Lesen Sie die gesamte Betriebsanleitung sorgfältig durch, bevor Sie irgendwelche Service-Arbeiten am Mehrkopf-Umstechautomat 1365-4 durchführen. Damit nutzen Sie alle Vorteile, die die Maschine bietet und beugen Schäden vor.
A.2
Bildzeichen
A.2.1 Bildzeichen der Betriebsanleitung

WARNUNG!
bei Nichtbeachtung besteht die Möglichkeit einer schweren oder sogar tödlichen Verletzung.

VORSICHT!
bei Nichtbeachtung besteht die Möglichkeit von mittleren bis leichten Verletzungen oder Sachschäden.

HINWEIS!
gibt Anwendungstips und nützliche Informationen.
A.2.2 Bildzeichen an der Maschine

GEFAHRENSTELLE!
Achtung! Betriebsanleitung beachten.

WARNUNG VOR HOCHSPANNUNG!
Achtung! Vor dem Öffnen Netzstecker ziehen.
A.3
Verwendungszweck
A.3.1 Bestimmungsgemäßer Gebrauch
- Der MEHRKOPF-UMSTECHAUTOMAT 1365-4 ist eine Nähmaschine und dient zum automatische Umstechen von Schritt- und Seitennähten an Hosenteilen, wahlweise mit oder ohne Kniefutterverarbeitung.
- Die Maschine kann zur Verarbeitung aller im Handel befindlichen Materialien für die Oberbekleidung eingesetzt werden.
• Die Maschine ist für den Dauerbetrieb im industriellen Einsatz entwickelt. - Der MEHRKOPF-UMSTECHAUTOMAT 1365-4 ist auf elektromagnetische Verträglichkeit geprüft und zur Aufstellung in industriellen Betriebsräumen geeignet.
A.3.2 Bestimmungswidriger Gebrauch
- Der MEHRKOPF-UMSTECHAUTOMAT 1365-4 darf nicht in Räumen betrieben werden, die die Standortbedingungen nicht erfüllen.
- Der MEHRKOPF-UMSTECHAUTOMAT 1365-4 darf nicht in der Nähe von Geräten oder Anlagen betrieben werden, die starke Magnetfelder entwickeln. Die Funktion der Programmsteuerung kann durch die Einwirkung starker Magnetfeldern beeinträchtigt werden.
A.4
Sicherheitsanforderungen
A.4.1 Normen und Richtlinien
• DIN EN, Teil 1:1991-11, Teil 2:1995-06
Sicherheit von Maschinen
• DIN EN 60601, Teil 1:1994-05
Sicherheitsbestimmungen für elektrisch betriebene Mess-, Steuer-, Regeleinrichtungen, Allg. Anforderungen.
• DIN EN 50178 (VDE 0160): 1998-04
Ausrüstung von Starkstromanlagen mit elektronischen Betriebsmitteln
• DIN EN 50082 (VDE 0839) Teil 2:1997-11
Elektromagnetische Verträglichkeit, Fachgrundnorm, Störfestigkeit.
Teil 1: Wohnbereich, Geschäfts- und Gewerbebereich sowie Kleinbetriebe.
Teil 2: Industriebereich.
• DIN EN 60204 (DIN VDE 0113): 1993-06
Elektrische Ausrüstung von Industriemaschinen
Teil B
Bedienungsanleitung
Inhaltsverzeichnis
B.1 Beschreibung der Maschine ...... B-3
B.1.1 Funktionseinheiten ...... B-3
B.2 Funktion der Maschine ...... B-4
B.2.1 Funktionsprinzip und Maschinenablauf ...... B-4
B.2.2 Fixieren der Nähteile B-5
B.2.3 Führung der Nähteile B-6
B.2.4 Umstechen der Naht B-9
B.2.5 Weitenverteilung für Kniefutter ...... B-10
B.2.6 Transportieren B-11
B.2.7 Stapeln B-13
B.2.8 Schalter B-14
B.2.9 Bedienteil B-16
B.2.10 Nahtprogramme B-17
B.3 Bedienung ...... B-19
B.3.1 Maschine vorbereiten...... B-19
B.3.2 Nahtprogramm auswählen B-20
B.3.3 Einfädeln B-21
B.3.4 Funktionen der Nahtprogramme ändern ...... B-21
B.3.5 Tageszähler auf Null zurückstellen ...... B-24
B.3.6 Quertransport manuell fahren ...... B-24
B.3.7 Nähvorgang an B- Maschine zurücksetzen...... B-25
B.3.8 Nähteile fixieren B-26
B.3.9 Nähvorgang B-27
B.3.10 Nahtprogramm stoppen B-30
B.3.11 Maschine in Nullstellung fahren ...... B-30
B.3.12 Maschine abschalten B-30
B.3.13 Maschine zwischenreinigen ...... B-30
B.1
Beschreibung der Maschine
B.1.1 Funktionseinheiten
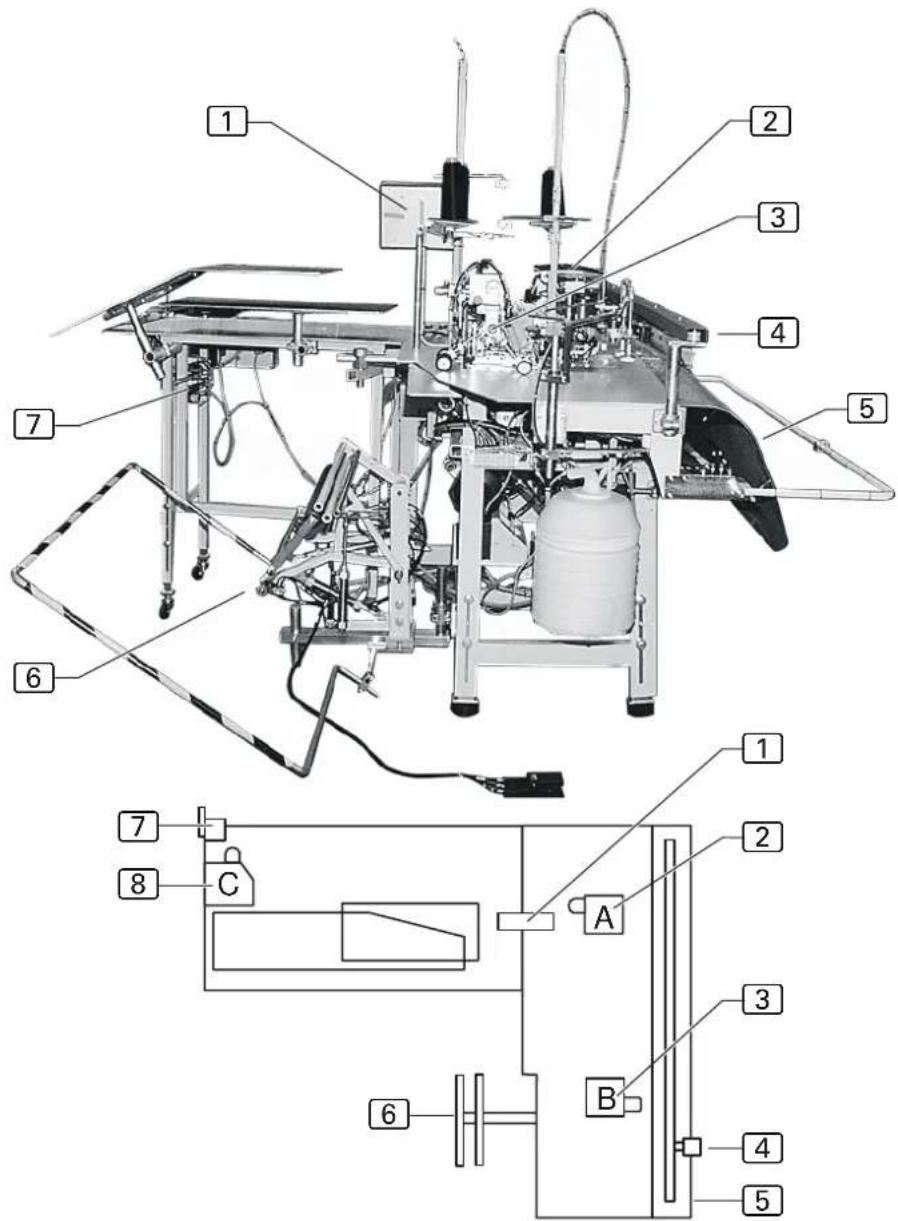
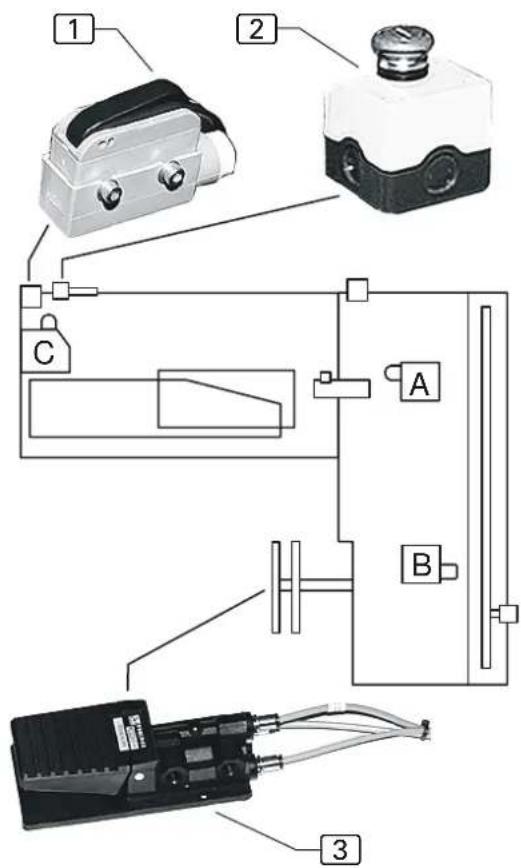
Der MEHRKOPF-UMSTECHAUTOMAT 1365-4 besteht aus sechs Funktionseinheiten:
1 Bedienteil
② A-Maschine
3 B-Maschine
4 Quertransport mit Gleitblech 5
6 Stapler
7 Klebestation
Optional kann der Umstechautomat mit einem dritten Nähkopf ⑧ C-Maschine) zum Umstechen der Kurznähte (Bund-, Saum- und Schlitznaht) ausgerüstet sein.
B.1 Funktion der Maschine
B.2.1 Funktionsprinzip und Maschinenablauf
Funktionsprinzip:
Der Mehrkopf-Umstechautomat 1365-4 ermöglicht das automatisierte Umstechen von Schritt- und Seitennähten an Hosenteilen, wahlweise mit oder ohne Kniefutterverarbeitung. Die Maschine kann mit maximal drei Nähköpfen ausgestattet sein.
- C-Maschine (optional) zum Umstechen von Bund, Saum- und Schlitznaht,
- A-Maschine zum Umstechen der Schritt- oder Seitennaht. Ist der Mehrkopf-Umstechautomat lediglich mit zwei Nähköpfen ausgerüstet, können an der A-Maschine in einem separaten Arbeitsdurchgang Bund, Saum- und Schlitznaht umstochen werden.
- B-Maschine zum Umstechen der jeweils gegenüberliegenden Naht des an der A-Maschine verarbeiteten Hosenteils.
A- und B-Maschine arbeiten nach dem gleichen Funktionsprinzip: Während des Nähvorganges steuert die Konturenführung den Nahtverlauf entlang der Stoffkontur. Die Näheinrichtung vernäht und versäubert die Stoffkontur automatisch und arbeitet nach Bedarf auch die Weitenzugabe für das Kniefutter ein.
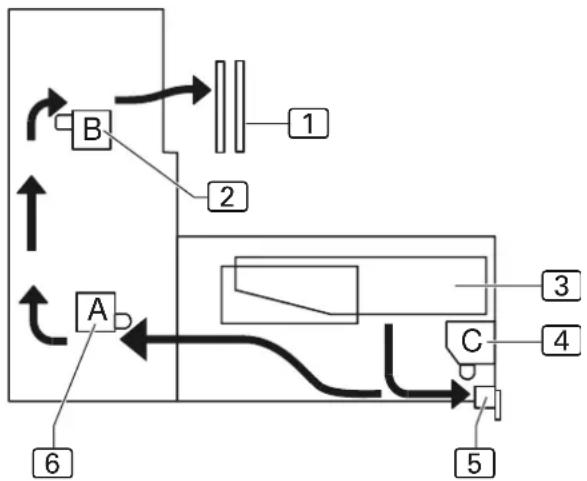
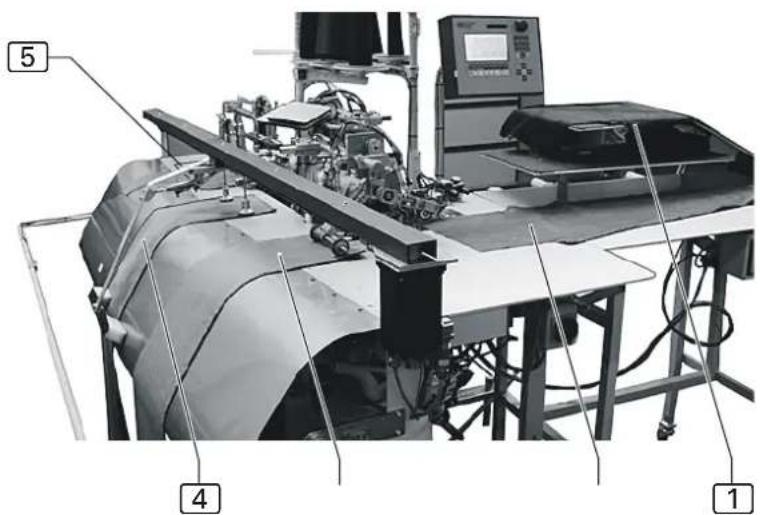
Maschinenablauf, Abb. 2:
Die Hosenteile werden auf den beiden Ablagen ③ bereitgehalten:
- An der Klebestation 5 werden Vorderhose und Kniefutter mit einem Netzklebeband aufeinander fixiert.
- Wahlweise können dann an der C-Maschine 4 oder an der A-Maschine 6 die Kurznähte umstochen werden.
- Anschließend werden die Nähteile werden an der Konturenführung der A-Maschine 6 angelegt. Der vollautomatische Nähvorgang wird gestartet.
- Der Quertransport übernimmt die Nähteile von der Transporteinrichtung der A-Maschine und befördert sie zur B-Maschine 2, wo die zweite, gegenüberliegende Naht versäubert wird.
- Die Transporteinheit der B-Maschine befördert das Nähstück von der Arbeitsplatte zum Stapler 1, wo die Nähteile aufeinander gestapelt abgelegt werden.
- Sobald der Nähvorgang an der A-Maschine gestartet wurde, können die nächsten Hosenteile an der Klebstation fixiert werden.
flowchart
graph TD
A["Component A"] --> B["Component B"]
B --> 1["Component 1"]
A --> 2["Component 2"]
2 --> 3["Component 3"]
3 --> 4["Component 4"]
4 --> 5["Component 5"]
5 --> 6["Component 6"]
1 --> A
2 --> A
3 --> A
4 --> A
5 --> A
Abb. 2
B.1 Funktion der Maschine
B.2.2 Fixieren der Nähteile
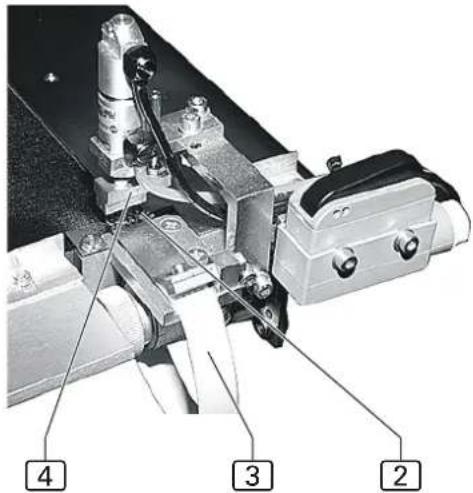
Klebestation, Abb. 3:
Um zu verhindern, dass sich das Hosenteil und das Kniefutter während des Nähvorganges gegeneinander verschieben, werden Kniefutter und Hosenteil durch eine Heiß-Klebepressung an einem seitlichen Punkt aufeinander fixiert.
Dazu wird an der Klebestation 1 ein Stück Gitterklebestreifen 3 zwischen Kniefutter und Hosenteil gelegt und vom Unterstempel 4 der Pressvorrichtung erhitzt. Die Nähteile werden dann vom Oberstempel 3 und Unterstempel 4 zu einem Verbund zusammengepresst.
Funktion der Maschine
B.2.3 Führung der Nähteile
Die Führung der Nähteile entlang dem Anschlag von A- und B-Maschine wird durch das Zusammenwirken von Konturenführung und Puller gesteuert. An der B-Maschine wird beim Verarbeiten von starken Bogenkonturen zum Drehen der Nähteile zusätzlich das Schwert aktiviert.
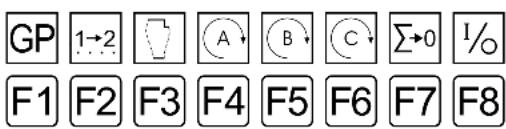
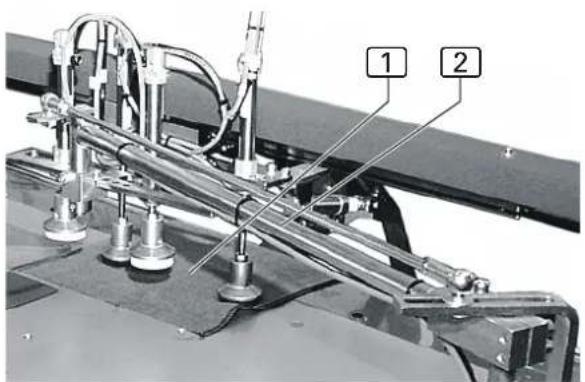
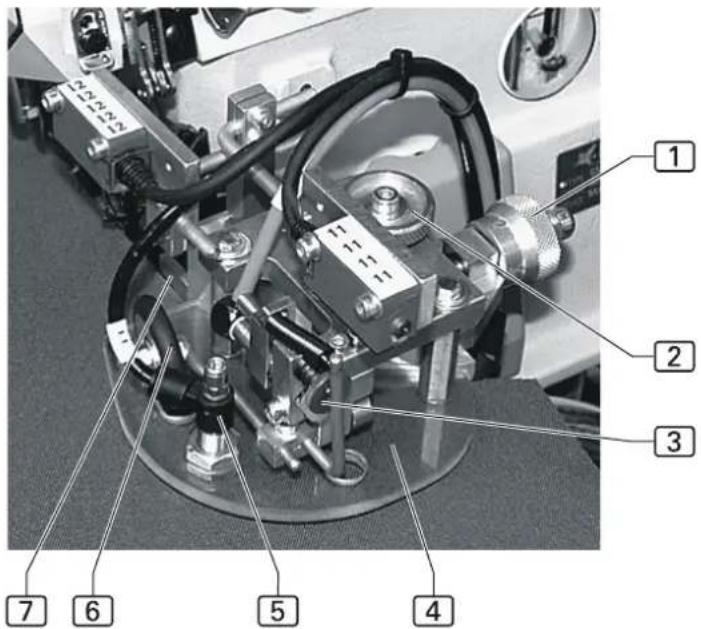
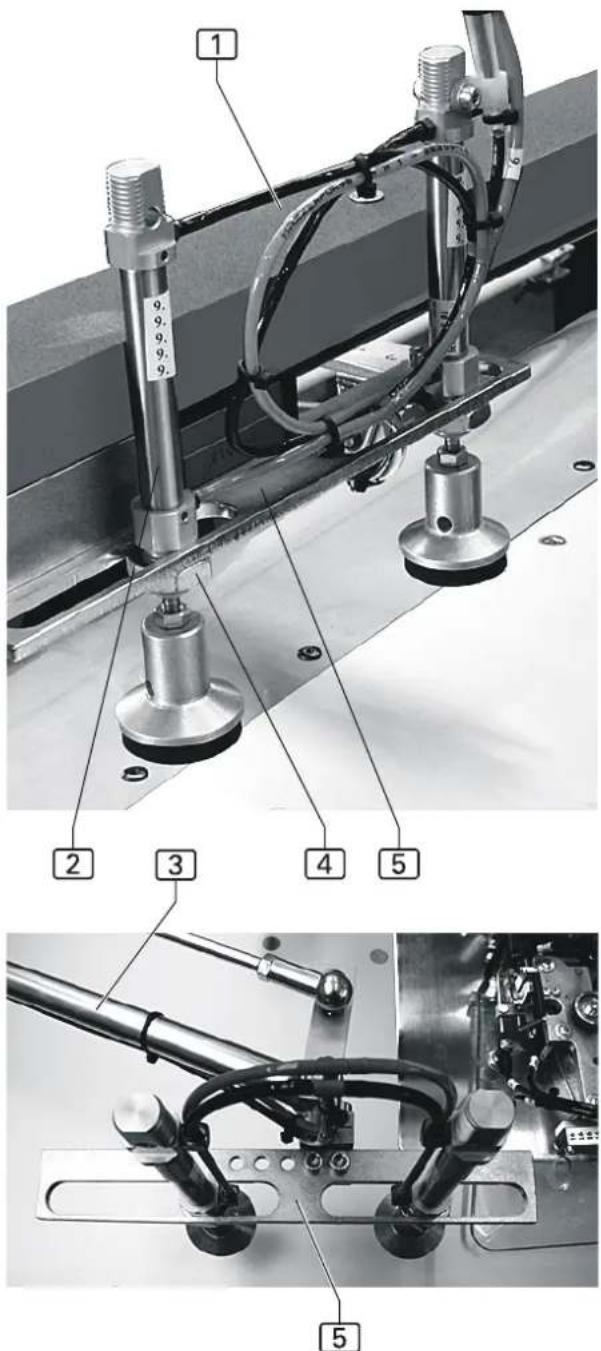
Konturenführung, Abb. 4:
Während des Transportes von Hosenteil und Kniefutter zur Näheinrichtung steuert die Konturenführung die Form der Stoffkontur aus und sorgt für einen konstanten Verlauf der Naht entlang des Anschlages der Näheinrichtung.
An der Konturenführung werden folgende Einstellungen zur Materialstärke des Stoffes vorgenommen:
- Höhenschnellverstellung 1 der Konturenführung: An der Höhen-Schnellverstellung wird die Grobeinstellung der Materialstärke vorgenommen. Der Abstand der Gleitplatte der Konturenführung 4 zur Arbeitsplatte verändert sich in vier Stufen vom voreingestellten Wert in jeder Drehrichtung um jeweils 0,8 mm. Dabei ist:
Stufe 1 kleinster Abstand (0,8 mm) Stufe 4 größter Abstand (3,2 mm)
- Höhen-Feineinstellung 2 der Konturenführung: Die Voreinstellung über die Höhen-Schnellverstellung wird durch die Höhen-Feineinstellung nachjustiert. Als Maßgabe zur Einstellung gilt: Eine einfache Stofflage der Nähteile sollte leicht unter der Gleitplatte 4 durchgleiten, die doppelte Stofflage sollte nicht mehr durch den Zwischenraum passen.
- Anpressdruck der Konturenrolle auf die Nähteile. Der Anpressdruck der Konturenrolle 6 wird an der Stellschraube 3 justiert. Die Blasdüse 5, die die Nähteile mit Druckluft gegen den Anschlag bläst, sollte zur Regulierung der Konturen-Aussteuerung nicht verstellt werden.
B.2 Funktion der Maschine
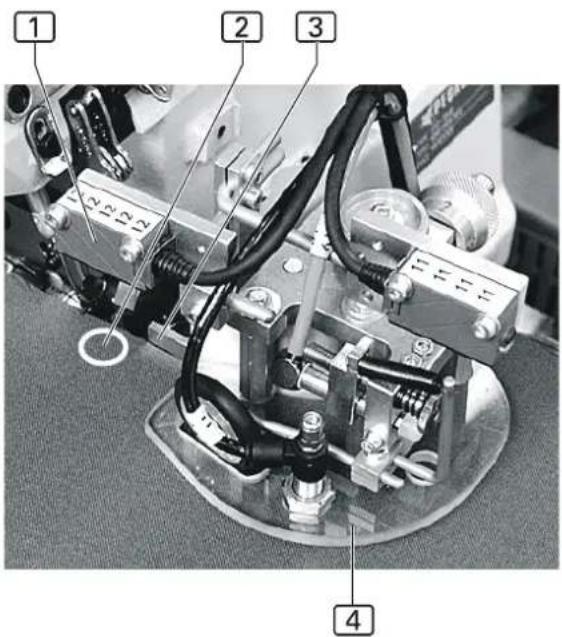
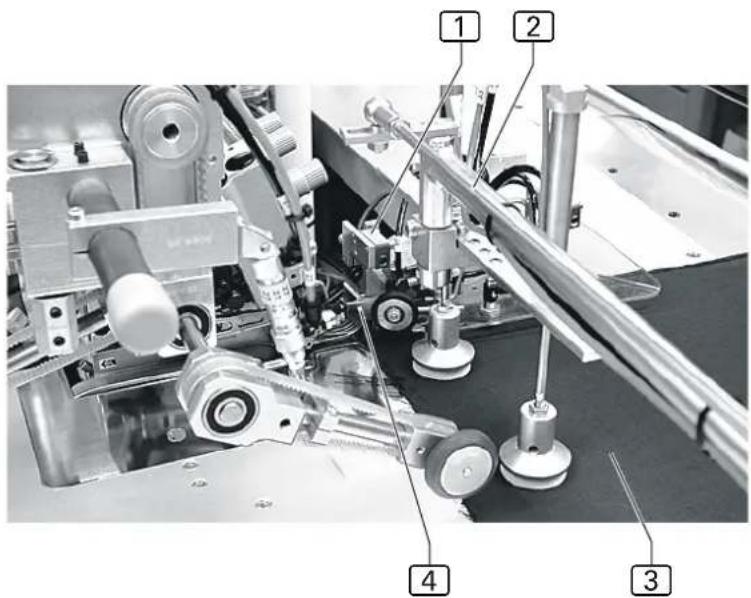
Aussteuerung, Abb. 5:
Die Aussteuerung der Nähteile entlang des Nähanschlages ^5 wird beeinflusst von:
- der Transportgeschwindigkeit des Pullers 6,
• dem Anpressdruck der Konturenrolle 4 auf die Nähteile.
Die Fotozelle 1 ermittelt an der Reflexionsfolie 2 die Abweichung der Stoffkontur 3 von der Ideallinie und reguliert bei Bedarf die Geschwindigkeit des Pullers 6 nach. - Werden die Nähteile beim Transport seitlich vom Anschlag weg verschoben, ist die Pullergeschwindigkeit zu hoch,
- werfen sich die Nähteile am Anschlag auf, ist die Pullergeschwindigkeit zu niedrig.
- Werden die Nähteile beim Transport seitlich vom Anschlag weg verschoben, ist die Pullergeschwindigkeit zu hoch,
- werfen sich die Nähteile am Anschlag auf, ist die Pullergeschwindigkeit zu niedrig.
Die Taktfrequenz, in der die Geschwindigkeit des Pullers angepasst wird, wird über die Programmsteuerung eingestellt.
Zusätzlich schiebt die Konturenrolle 4, bedingt durch ihre Ausrichtung, das Nähmaterial zum Anschlag 5 hin. Maßgebend für den seitlichen Schub ist dabei der Anpressdruck der Konturenrolle auf das Nähmaterial:
- Werden die Nähteile beim Transport seitlich vom Anschlag weg verschoben, ist der Anpressdruck zu niedrig,
- werfen sich die Nähteile am Anschlag auf, ist der Anpressdruck zu hoch.
Der richtige Anpressdruck der Konturenrolle wird durch Nähversuche im Zusammenwirken mit der Geschwindigkeit des Pullers ermittelt.
Funktion der Maschine
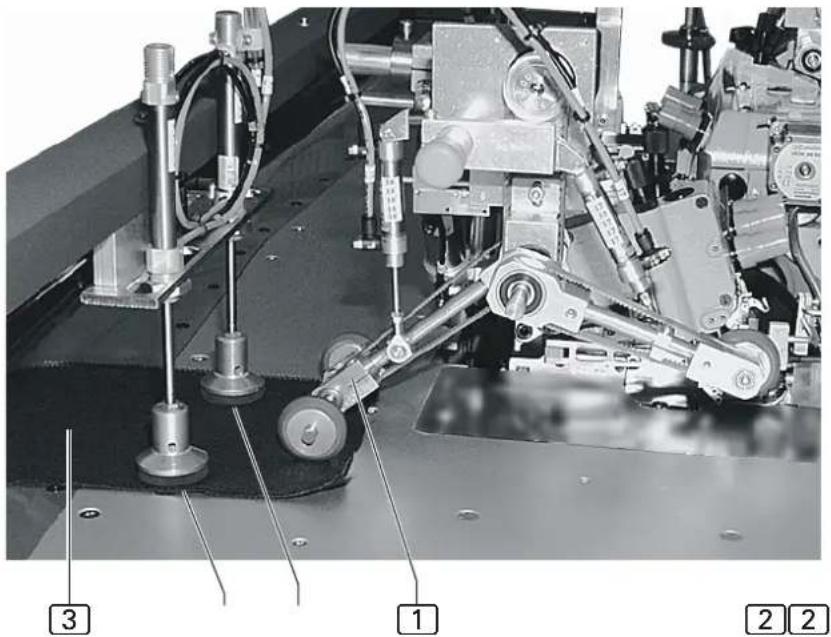
Schwert, Abb. 6:
Im Nähbereich des Hüftbogens wird an der B-Maschine die Position des Schwertes 1 verändert, um das Hosenteil für den Nähvorgang zu drehen. Wird an der B-Maschine die Schrittnaht des Hosenteiles abgenäht, schwenkt beim Abtransport zusätzlich der Puller am Gelenk 2 aus, um die Hosenteile in die richtige Position am Stapler zu führen.
B.2 Funktion der Maschine
B.2.4 Umstechen der Naht
Nähköpfe, Abb. 7:
Jeder der Nähkopfe führt die Funktionen Nähstich, Fadenschneiden und Versäubern der Naht aus. Die Näheinrichtungen der A- und B-Maschine arbeiten nach Bedarf auch die Weitenzugabe für das Kniefutter ein.
Der Start des Nähvorganges wird durch die Fotozelle 1 ausgelöst. Die Nähteile 2 werden dazu am Anschlag 3 der Näheinrichtung in den Sensorbereich der Fotozelle verschoben. Sobald die Fotozelle die Nähteile erkennt (Fotozelle wird abgedunkelt), beginnt der Nähvorgang an der A-Maschine:
• das Hosenteil wird abgenäht,
• die Naht wird durch das Messer 4 versäubert,
- die Garnreste werden in den Abfallbehälter abgesaugt.
Dieser Nähvorgang wird an der B-Maschine für die gegenüberliegende Naht wiederholt.
HINWEIS - Reflexionsflächen der Fotozellen!
Die Reflexionsfläche der Fotozellen an A- und B-Maschine dürfen nicht beschädigt oder verschmutzt sein, weil sonst die Steuerung der Näheinrichtung nicht einwandfrei funktioniert.

HINWEIS - Nähvorgang abbrechen!
Durch Drücken des Tasters Programm-Stop am Bedienteil werden alle Fahrbewegungen und der Nähvorgang sofort gestoppt. Der Taster rastet beim Drücken ein und muss für ein Reset (Neustart) wieder entriegelt werden.
B.2
Funktion der Maschine
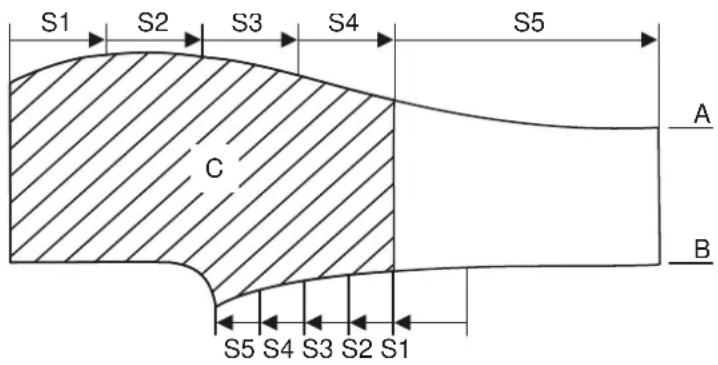
B.2.5 Weitenverteilung für Kniefutter
Um eine korrekte Weitenverteilung zu erhalten, müssen die Transporteigenschaften von Differentialtransport und Obertransport auf das Material des Kniefutters eingestellt werden. Diese Anpassung ist erforderlich, wenn beim Abnähen das Futter gewellt vernäht wird.
Voreinstellung, Abb. 8:
Das Hosenteil ist im Nähbereich der Seitennaht A und der Schrittnaht B jeweils in fünf Streckenbereiche aufgeteilt. Das Kniefutter C reicht dabei über vier der fünf Strecken. Für jeden dieser Streckenbereiche kann die Länge der Strecke variiert und die dazugehörige Weitenzugabe (Menge) über die Programmsteuerung voreingestellt werden (siehe dazu Teil D, Programmieranleitung).
text_image
S1 S2 S3 S4 S5 A C B S5 S4 S3 S2 S1Abb. 8
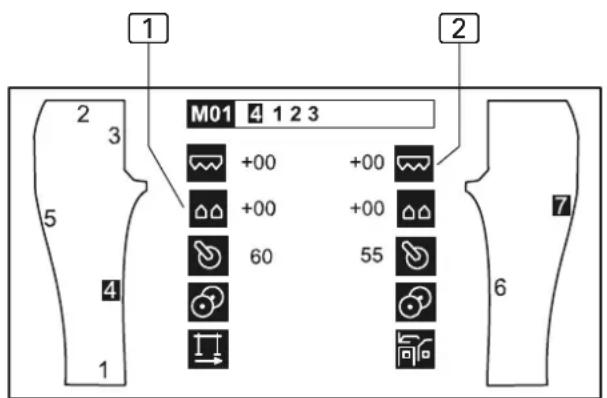
Schnellverstellung, Abb. 9:
Am Bedienfeld kann über Direktzugriff zusätzlich noch eine Schnellverstellung der Weitenzugabe durch die Veränderung von Obertransport 2 und Differentialtransport 1 vorgenommen werden. Dazu wird die entsprechende Funktion angewählt und in einem Wertebereich von -19 bis +19 verändert.
text_image
1 2 M01 4 1 2 3 +00 +00 +00 +00 60 55 1 2 3 5 4 7 6Abb. 9
B.2 Funktion der Maschine
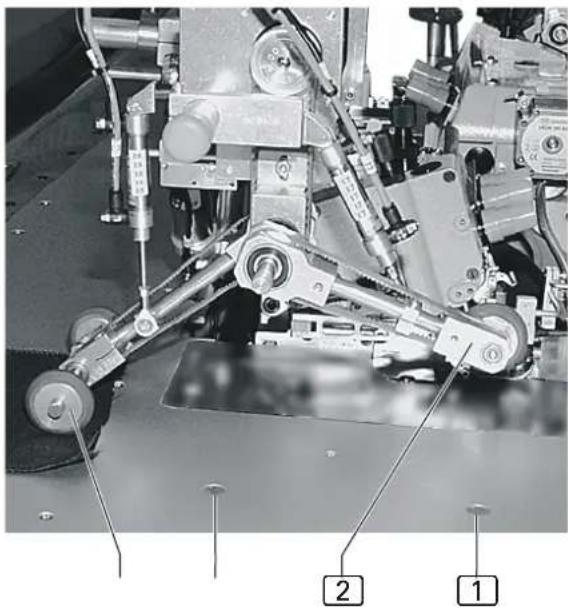
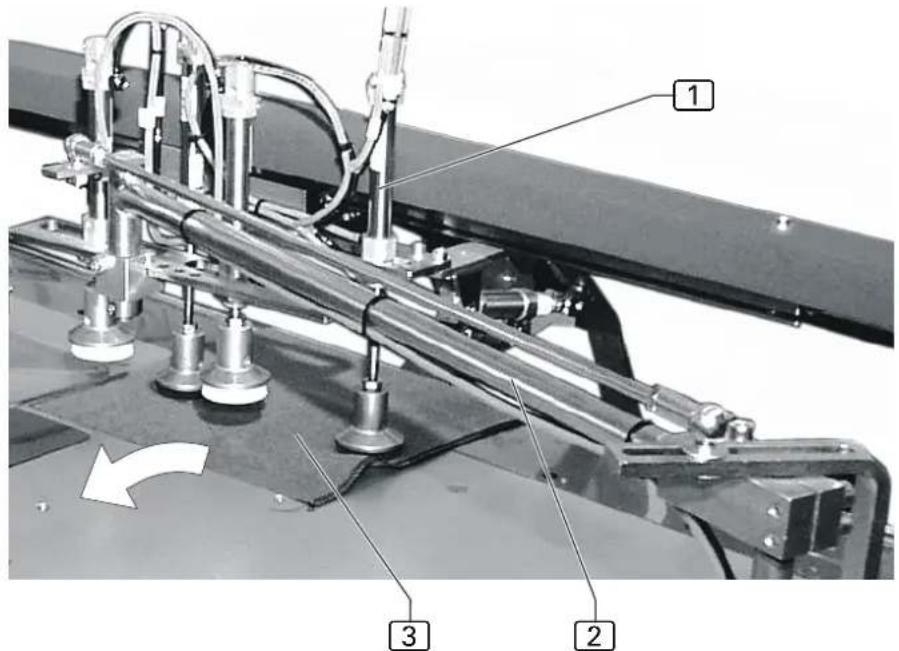
B.2.6 Transportieren
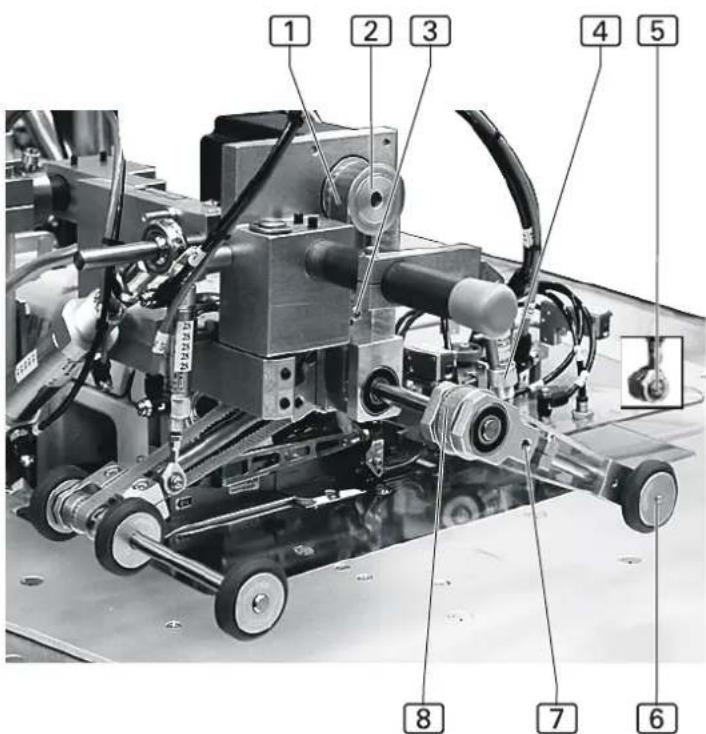
Transporteinheit A-Maschine, Abb. 10:
Die Transporteinheit an der A-Maschine besteht aus dem Puller 2 und Ausroller 3.
- Der Puller transportiert die Nähteile während des Nähvorganges.
- Der Ausroller befördert die Nähteile zum Quertransport. Zusätzlich unterstützt er die Transportfunktion des Pullers. Diese Funktion kann wahlweise für schwere Stoffmaterialien zugeschaltet werden.
Zur Verbesserung der Gleitfähigkeit der Hosenteile sind im Bereich der A-Maschine sechs Druckluftdüsen 1 in die Arbeitsplatte eingelassen. Die Druckluft bläst von unten gegen die Hosenteile und erzeugt so ein Luftpolster, das die Reibung beim Transport vermindert.
Der Quertransport, bestehend aus dem Doppelstempel ① und Hilfsstempel ④, übernimmt die Nähteile ③ an der A-Maschine und transportiert sie über das Gleitblech ② zur B-Maschine. Falls an der B-Maschine der Nähvorgang noch nicht beendet ist, wird der Quertransport in einer Warteposition ⑤ vor der B-Maschine angehalten.
Funktion der Maschine
Einschwenker, Abb. 12:
Der Einschwenker 1 übernimmt die Nähteile 1 von der Quertransporteinrichtung 2 und legt sie an der Konturenführung der B-Maschine an.
Transporteinheit B-Maschine, Abb. 13:
Abb. 12
Die Transporteinheit an der B-Maschine besteht aus dem Puller ^1 und einem Ausroller ^4 .
- Der Puller transportiert die Nähteile während des Nähvorganges,
- der Ausroller befördert die Nähteile vom Arbeitstisch zum Stapler weiter. Um zu gewährleisten, dass die Hosenteile am Stapler bündig aufeinander gestapelt werden, schwenkt der Ausroller beim Vernähen von Schrittnähten am Gelenk 3 aus.
Im Bereich der B-Maschine sind Druckluftdüsen 2 in die Arbeitsplatte
eingelassen. Der Transportvorgang wird, wie im Bereich der A-Maschine, durch ein Luftpolster aus Druckluft unterstützt.
B.2 Funktion der Maschine
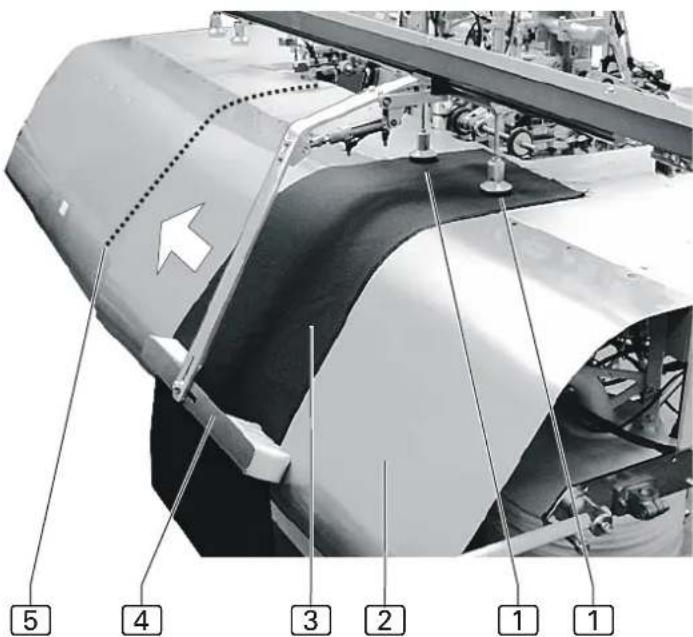
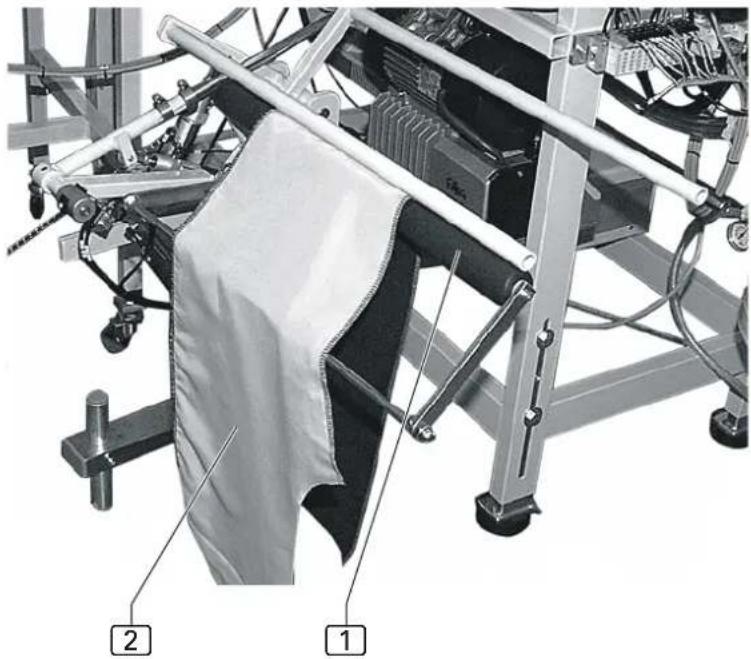
B.2.7 Stapeln
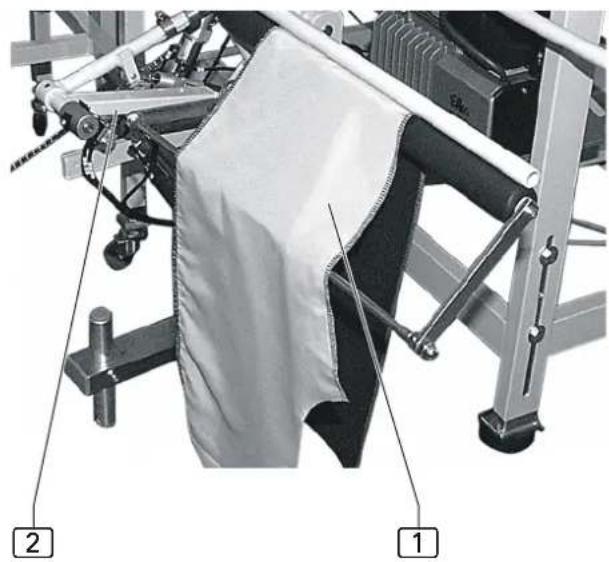
Stapler, Abb. 14:
Sobald die Kette abgetrennt wurde, wird der automatische Stapler in Gang gesetzt und legt das Nähteil über der Bündelstange ab.
Zur Entnahme der Nähteile, wird die Bündelklammer des Staplers durch Niederdrücken des Fußschalters
geöffnet.
Funktion der Maschine
B.2.8 Schalter
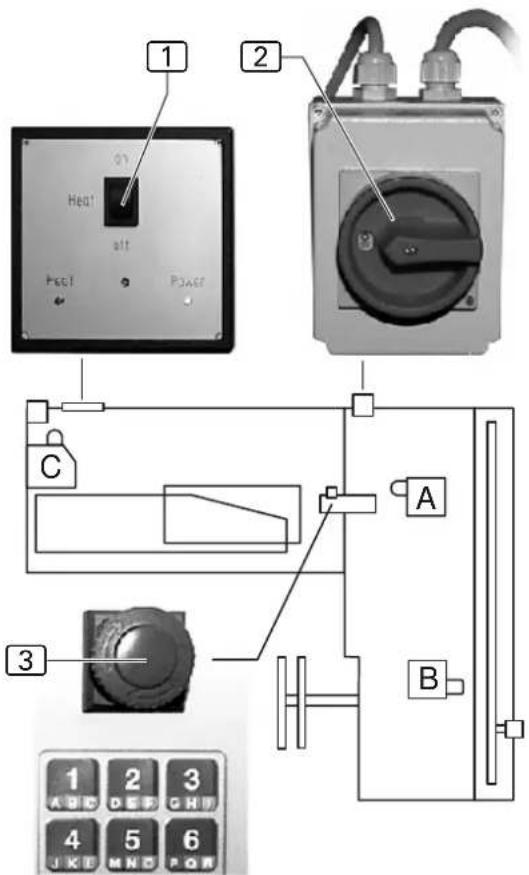
Netzschalter / Notschalter, Abb. 15:
Hauptschalter / Not-Aus-Schalter
Mit dem Hauptschalter 2 wird die Stromversorgung der Maschine ein- und ausgeschaltet. Bei längeren Auszeiten muss zur Sicherheit die Maschine mit dem Hauptschalter ausgeschaltet und damit alle Funktions-
einheiten stillgelegt werden. Der Hauptschalter dient zusätzlich als Not-Aus-Schalter. Er ist am Maschinen-gestell unterhalb der A-Maschine installiert.
Ein-/Ausschalter Heizmodul der Klebestation
Das Heizmodul 1 der Klebestation verfügt über ein Thermostat mit separatem Ein-/Ausschalter. Es ist unterhalb der Klebestation installiert.
Programm-Stop
Durch Drücken des Tasters Programm-Stop ^3 werden alle Fahrbewegungen und der Nähvorgang sofort gestoppt.
Der Taster rastet beim Drücken ein. Durch Drehen im Uhrzeigersinn wird der Taster wieder entriegelt und springt in die Ausgangsposition zurück. Das Steuerungsprogramm führt ein Reset durch.

HINWEIS - Taster Programm-Stop!
Der Taster Programm-Stop bricht lediglich den Maschinenablauf ab. Die Programmsteuerung und Maschinenantriebe werden nach wie vor mit Strom versorgt. Um die Stromversorgung zu unterbrechen, die Maschine am Hauptschalter ausschalten.
B.2 Funktion der Maschine
Funktionssschalter, Abb. 16:
Klammertaste ② zum Öffnen / Schließen der Klebeklammer Im normalen Betriebszustand ist die Klebeklammer geöffnet. Das Kniefutter wird zum Verkleben mit dem Hosenteil unter die Klebeklemme geschoben. Durch Drücken der Taste wird die Klebeklemme geschlossen und das Kniefutter zum Verkleben fixiert.
Klebetaste 1 zur Aktivierung der Klebestempel Das Hosenteil wird auf das Kniefutter gelegt. Durch Drücken der Klebetaste werden Ober- und Unter- stempel der Klebevorrichtung zusammengepresst und die Nähteile durch das dazwischenliegende Klebeband heiß verklebt.
Fußschalter Stapler 3
Durch Niederdrücken des Fußschalters wird die Bündelklammer des Staplers geöffnet. Die Nähteile können entnommen werden. Wird der Fuß vom Schalter genommen, schließt die Bündelklammer wieder.
Funktion der Maschine
B.2.9 Bedienteil
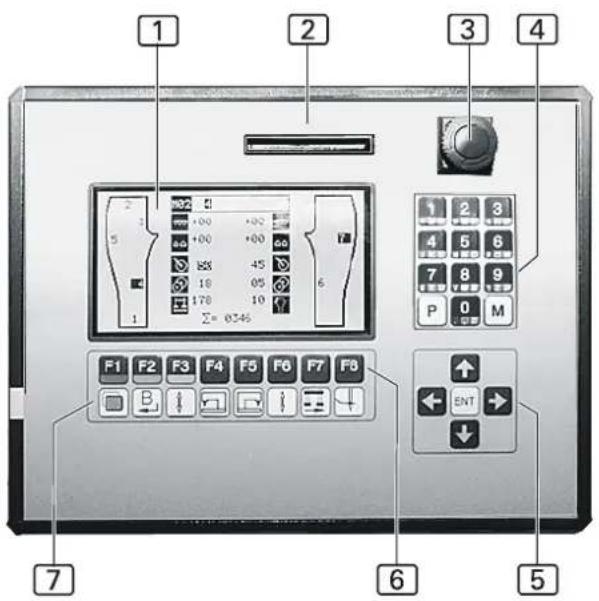
Abb. 17: Das Bedienteil ist Anzeige- und Eingabemedium der Maschinensteuerung. Im Bedienteil sind der Mikroprozessor zur Steuerung der Maschine und die Speichermedien (EPROM) zur Sicherung der Programmsteuerung installiert.
Display 1
Am Display werden die Informationen zur Steuerung der Maschine und die Parameter der Nahtprogramme angezeigt. Wird eine Funktion zum Nahtprogramm zu- oder abgeschaltet, wird das Symbol der Funktion und der dazugehörige Parameterwert ein- oder ausgeblendet.
Steckplatz 2 für Memory-Card
Die Memory-Card ist das Speichermedium für die Sicherheitskopien aller Daten der Maschinensteuerung. Nahtprogramme können auf die Memory-Card kopiert und gesichert werden und bei Bedarf wieder in die Maschinensteuerung geladen werden.
Taster Programm-Stop 3
Der Taster Programm-Stop dient zum Abbruch des Maschinenablaufes.
text_image
1 2 3 4 5 6 7 F1 F2 F3 F4 F5 F6 F7 F8 Σ = 0346 P 0 M ENTAbb. 17
Nummernblock 4
Am Nummernblock werden sämtliche veränderbaren Zahlenwerte eingegeben. Die Nahtprogramme M01-M09 werden über Eingabe der Ziffernbezeichnung aufgerufen. Die Nahtprogramme M10-M20 werden mit der Taste M angewählt und dann über die Eingabe der Ziffernbezeichnung aufgerufen. Mit der Taste P werden Untermenüs aufgerufen, Eingaben bestätigt und der Programmiermodus verlassen.
Pfeiltasten 5
Mit den Pfeiltasten "Hoch" und "Tief" wird der Cursor (Blinkzeichen) im angewählten Menü zeilenweise nach oben bzw. nach unten bewegt. Mit der Pfeiltaste "Rechts" bzw. "Links" wird im angewählten Menü mit dem Cursor entweder der gewünschte Parameter markiert oder falls die Parameterliste aus mehreren Seiten besteht, vor- oder zurückgeblättert.
Funktionstasten 6
Mit den Funktionstasten werden die Menüs der Programmsteuerung aufgerufen.
Symbolleiste 7
Die Symbolleiste weist auf die Menüs hin, die über die Funktionsta- sten direkt aus der Start-Ebene aufgerufen werden können.
Alle weiteren Funktionen der Maschine sind durch die Anwahl der entsprechenden Menüs in den unterschiedlichen Programm-Ebenen einstell- oder veränderbar. Die jeweils dazugehörigen Symbole der Menüs werden am Display des Bedienteils angezeigt.
B.2 Funktion der Maschine
B.2.10 Nahtprogramme
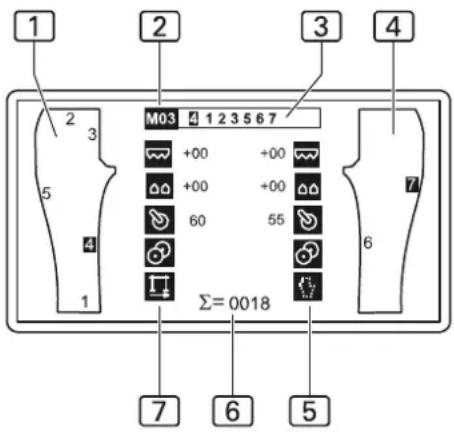
Im Memory-Speicher der Programmsteuerung können bis zu 20 Nahtprogramme (M 01 - M 20) einprogrammiert sein. Jedem Nahtprogramm 2 können maximal sieben Nähte mit entsprechenden Nahtnummern 3 zugeordnet sein. Die Nähte unterscheiden sich durch die Steuerungssparameter, die ihnen bei der Programmierung des Nahtprogrammes zugewiesen werden und die Steuerungsfunktionen, die zugeschaltet sind.
Abb. 18: Am Display wird das Schema des aufgerufenen Nahtprogrammes angezeigt:
1 Nähte der A-Maschine
4 Nähte der B-Maschine
② Bezeichnung des Nahtprogrammes (Ein Nahtprogramm kann aus mehreren Nähten bestehen)
3 Nahtnummer des Nahtprogrammes
5 Symbole der aktivierten Nahtfunktionen der B-Maschine
6 Tageszähler für verarbeitete Nähte
7 Symbole der aktivierten Nahtfunktionen der A-Maschine
text_image
1 2 3 4 M03 4 1 2 3 5 6 7 +00 +00 +00 +00 60 55 Σ= 0018 1 7 6 5Abb. 18
Das Schema wird am Beispiel des Nahtprogrammes M 03 (Vorderhose mit Kniefutter) erklärt, mit dem sowohl die Kurznähte, als auch Schritt- und Seitennähte im Wechsel verarbeitet werden können.
- An der A-Maschine können die Kurznähte 1, 2 und 3 manuell verarbeitet werden:
1 Saumnaht
2 Bundnaht
3 Schlitznaht
Die Schritt- und Seitennaht werden automatisch umstochen:
4 Schrittnaht
5 Seitennaht
- An der B-Maschine wird die jeweils gegenüberliegende Naht verarbeitet:
6 Schrittnaht
7 Seitennaht
Wird an der A-Maschine Schrittnaht 4 des rechten vorderen Hosenteiles verarbeitet, wird an der B-Maschine die gegenüberliegende Seitennaht 7 umstochen, wird an der A-Maschine Seitennaht 5 des linken vorderen Hosenteiles verarbeitet, wird an der B-Maschine die gegenüberliegende Schrittnaht 6 umstochen.
Die zugeschalteten Steuerungsfunktionen werden für A- und B-Maschine als Bildzeichen 7 und 5 angezeigt. Wird die Steuerungsfunktionen eines Nahtprogrammes abgeschaltet, wird das dazugehörige Bildzeichen als Strichdarstellung auf hellem Grund ausgegeben. Die Steuerungs-Parameter der Funktionen können über Werteingaben verändert werden.
B.2
Funktion der Maschine
Ein Nahtprogramm kann entweder mit einer oder mit mehreren Nähten kombiniert werden. Wird ein Nahtprogramm mit mehreren Nähten aufge-rufen, werden die Nähte in der Reihenfolge der Nahtnummern von links nach rechts nacheinander abgearbeitet. Die Reihenfolge der Nahtnummern kann beliebig verändert werden.
Werkseinstellung
Werkseitig ist die Programmsteuerung mit drei Nahtprogrammen vorprogrammiert.
• M 01- M 03 für Standard-Stoffmaterialien.
• M 09 Nahtprogramm für manuelles nachnähen.
• Die Speicherplätze M07 - M08 sind frei.
- M 10- M 20 sind für angepasste oder frei programmierbare Nahtprogramme vorgesehen.
Die Bildzeichen zu den Nahtprogrammen zeigen an, in welchem Bereich der Naht jeweils eine Weitenzugabe einprogrammiert wurde.

M 01 Hinterhose normal

M 02 Hinterhose mit starkem Hüftbogen

M 03 Vorderhose mit Kniefutter
B.3 Bedienung
B.3.1 Maschine vorbereiten
Vor Produktionsbeginn müssen die Versorgungsanschlüsse überprüft, die Maschine an Druckluft und das Stromnetz angeschlossen und der Nähkopf präpariert werden.
- Maschine an das Stromnetz anschließen.

WARNUNG - Stromschlag!
Die Berührung stromführender Teile kann zu einem lebensgefährlichen Stromschlag führen. Stecker und Stromkabel vor dem Netzanschluß auf Beschädigung überprüfen.
- Beschädigte Stecker, Steckdosen oder Netzkabel dürfen nicht zum Netzanschluss verwendet werden!
- Die Maschine wird an eine Netzspannung von 230 V ±10 % bei 50/60 Hz angeschlossen. Die Zuleitung muss über einen Querschnitt von min. 1,5 mm verfügen.
- Überprüfen Sie vor dem Anschluss an das Stromnetz, ob die Werte des Stromversorgungsnetzes der Betriebsräume mit den Angaben auf dem Typenschild an der Maschinenrückseite übereinstimmen.
- Stimmen die Angaben für Spannung (V) und maximalen Strom (A) nicht überein, darf die Maschine nicht angeschlossen werden.
- Den Schutzkontaktstecker in eine ordnungsgemäß geerdete und abgesicherte Steckdose stecken.
-
Stellen Sie sicher, daß keine Zug- oder Druckkräfte auf das Stromkabel einwirken.
-
Maschine am Hauptschalter einschalten. Schalter auf Position I legen. Nach dem Einschalten wird das Steuerprogramm der Maschine hochgefahren. Am Display wird das zuletzt ausgewählte Nahtprogramm angezeigt.
-
Heizmodul einschalten. Warten, bis der rote Leuchtmelder erlischt und damit anzeigt, dass der Unterstempel die Heiztemperatur erreicht hat.
-
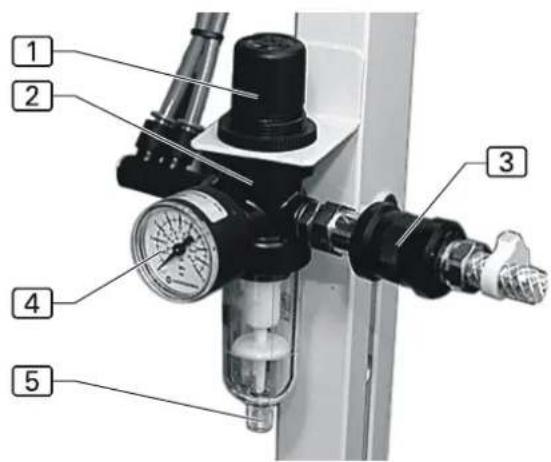
Abb. 19: Maschine an Druckluftversorgung anschließen. Dazu die Steckkupplung des Druckluftschlauches in die Aufnahme der Druckluftversorgung des Betriebsraumes stecken. Die Druckluft wird durch einen Druckminderer 1 auf den nötigen Betriebsdruck von 6 bar reduziert. Am Manometer 2 kontrollieren, ob der richtige Betriebsdruck eingestellt ist. Der Druckminderer ist am Maschinengestell unterhalb der B-Maschine montiert.
-
Nadel einsetzen, Garn für Oberfaden einfädeln und Spule für Unterfaden in den Nähkopf einsetzen (siehe dazu die Betriebsanleitung des Herstellers oder Vertreibers des Nähkopfes).

HINWEIS - Einfädeln der Nadel!
Das Einfädeln der Nadel wird durch die Programmsteuerung an beiden Maschine unterstützt.
B.3
Bedienung
B.3.2 Nahtprogramm auswählen

HINWEIS - Bedienfunktionen!
Auf den folgenden Seiten werden lediglich die wichtigsten Bedienfunktionen zur Programmsteuerung beschrieben, die zum unmittelbaren Produktionsablauf benötigt werden. Eine detaillierte Beschreibung der Programmsteuerung mit Angaben zur Einstellung der Anlage und Programmierung von Nähten finden Sie in Teil D der Betriebsanleitung.
- Nahtprogramm am Bedienfeld auswählen.
Die Nahtprogramme M01 - M09 können im Direktzugriff angewählt werden:
Nummer des Nahtprogrammes am Ziffernblock anwählen, z. B. 5 (es genügt die Eingabe der Einzelziffer).
Die Nahtprogramme M10 - M20 werden über den Memory-Speicher angewählt:
Memory-Speicher aufrufen:
- Taste M drücken
Nummer des Nahtprogrammes wählen, z. B. 15:
- Taste 1 und 5 drücken
- Nahtnummer einer ausgewählten Naht im Direktzugriff aktivieren.
Cursor auf Nahtnummer setzen:
- Taste

oder

drücken
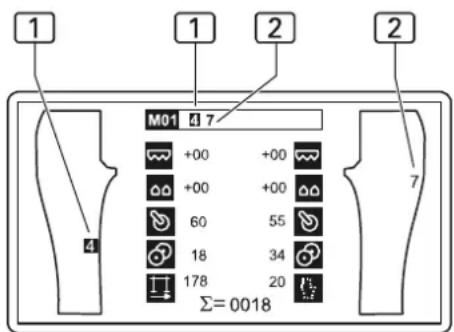
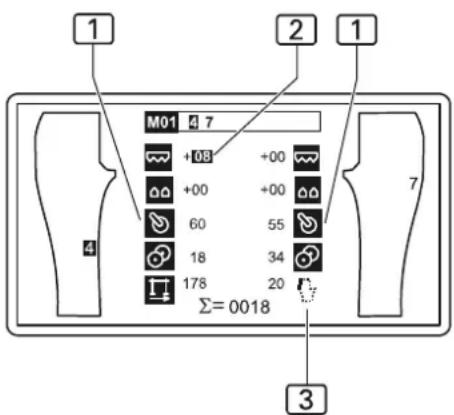
Abb. 20: Display-Anzeige zur Anwahl der Nahtnummer:
1 Aktive Nahtnummer
2 Passive Nahtnummer
text_image
1 1 2 2 M01 4 7 +00 +00 +00 +00 60 55 18 34 178 20 Σ=0018 4 7Abb. 20
B.3 Bedienung
B.3.3 Einfädeln
Diese Funktion ermöglicht ein ungehindertes, problemloses Einfädeln von Garn an beiden Nähköpfen. Die Fotozellen werden abgeschaltet, die Näh- einrichtungen sind dadurch gesperrt. Der Nähfuß wird jeweils abgesenkt, die Transporteinheiten angehoben.
- Näheinrichtung zum Einfädeln vorbereiten:
- Taste F8 drücken

-
Garn in die Nadel und Greifer einfädeln
-
Näheinrichtung wieder in Betriebsbereitschaft setzen:
- Taste F8 drücken
B.3.4 Funktionen der Nahtprogramme verändern
Für A-Maschine oder B-Maschine können separat folgende Funktionen eines Nahtprogrammes in ihrem Wertebereich verändert oder als ausführbare Maschinenfunktion vollständig zu- oder abgeschaltet werden:

Obertransport Zugabe zur Grundeinstellung

Differentialtransport Zugabe zur Grundeinstellung

Puller Parameter 14, Geschwindigkeit

Ausroller Parameter 30, Transportstrecke

Quertransport Parameter 39, Transportstrecke

Nähgeschwindigkeit Grundwert Geschwindigkeit
Abb. 21: Zugeschaltete Funktionen 1 sind als Symbol invertiert dargestellt. Eine abgeschaltete Funktion 3 wird als Strichdarstellung auf hellem Grund ausgegeben. Der Parameterwert, der einer Funktion zugeordnet ist, wird im jeweiligen Eingabefeld 2 rechts bzw. links vom Funktionssymbol angezeigt. Bei den der Funktion zugeordneten Parametern handelt es sich entweder um die zuzügliche Erhöhung oder das Absenken von Grundwerten oder um die direkte Veränderung der Hauptparameter einer Naht.
text_image
1 2 1 M01 4 7 +08 +00 +00 +00 60 55 18 34 178 20 Σ= 0018 4 7 3Abb. 21
B.3
Bedienung
■ Werte verändern
- Funktion an der A- oder B-Maschine anwählen:
text_image
• Taste F3 oder F6 drücken, ↑ ↓ ↑ ↓bis das dem Bildzeichen zugeordnete Eingabefeld schwarz hinterlegt ist.
- Mit den Pfeiltasten den Wert erhöhen oder vermindern:
- Taste

oder

drücken.
- Eingabe bestätigen:
- Taste

drücken

Obertransport
Im Nahtprogramm kann durch eine Schnellverstellung des Obertransportes sowohl der an A-, als auch an der B-Maschine eine Korrektur der Weitenverteilung vorgenommen werden.
Dazu kann die Stellung des Obertransporteurs zum Haupttransporteur der Näheinrichtung in einem Wertebereich von -19 bis +19 verändert werden. Diese Einstellung wirkt sich nur auf die Strecke der Naht aus, die für eine Weitenzugabe aktiviert ist.

Differentialtransport
Die Stellung des Differentialtransporteurs zum Haupttransporteur der Näh- einrichtung kann durch eine Schnellverstellung ebenfalls in einem Wertebereich von -19 bis +19 verändert werden. Diese Einstellung wirkt sich nur auf die Strecke der Naht aus, die für eine Weitenzugabe aktiviert ist.

Pullergeschwindigkeit
Die Fotozellle ermittelt die Abweichung der Stoffkontur von der Ideallinie und reguliert bei Bedarf die Geschwindigkeit des Pullers nach.
- Werden die Nähteile beim Transport seitlich vom Anschlag weg verschoben, ist die Geschwindigkeit zu hoch,
- werfen sich die Nähteile am Anschlag auf, ist der Geschwindigkeit zu niedrig.
Die Grundgeschwindigkeit des Pullers kann über das Eingabefeld verändert werden.

Ausroller
Der Parameter verändert die Länge der Strecke, die der Ausroller das Nähteil von der A-Maschine bis zur Übernahme durch den Quertransport transportiert, bzw. an der B-Maschine vom Arbeitstisch zu Stapler befördert.
B.3 Bedienung

Quertransport
Mit diesem Wert wird die reale Transportstrecke von der A- zur B-Maschine eingestellt. Oder die Strecke, die der Quertransport das Nähteil von der Warteposition vor der B-Maschine zur Übernahme durch den Einschwenker transportiert.

Nähgeschwindigkeit am Hüftbogen
Der Parameter verändert den Grundwert der Pullergeschwindigkeit beim Abnähen des Hüftbogens. Abhängig von der Stärke des Hüftbogens kann eine entsprechend angepasste Pullergeschwindigkeit eingestellt werden.
■ Funktion zu- oder abschalten
Für besondere Verarbeitungsmuster oder wegen eines bestimmtes Materialverhalten können einzeln oder alle sechs Funktionen zu- oder abgeschaltet werden.
- Funktion an der A- oder B-Maschine anwählen:
text_image
• Taste F3 oder F6 drücken ↑ ↓ ↑ ↓bis das dem Bildzeichen zugeordnete Eingabefeld schwarz hinterlegt ist.
- Ins Menü Grundparameter der angewählten Funktion wechseln:
- Taste ENT drücken
- Funktion aktivieren oder deaktivieren:
- Taste F8 drücken
- Eingabe bestätigen:
- Taste P drücken
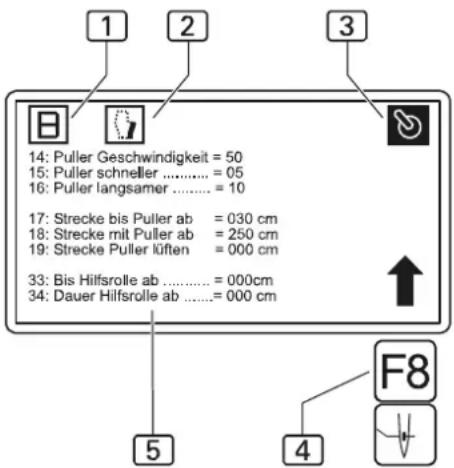
Abb. 22: An der B-Maschine ^1 , an der die Schrittnaht ^2 verarbeitet wird, wird mit Taste F8 ^4 die Funktion Puller ^3 aktiviert.
Beim Aufrufen dieser Programmfunktion wird gleichzeitig die zugeordnete Parameterliste dieser speziellen Nahtfunktion 5 geöffnet.
Weiterführende Angaben zum Programmierung von Nähten sind im Teil D Programmieranleitung beschrieben.
text_image
14: Puller Geschwindigkeit = 50 15: Puller schneller ..... = 05 16: Puller langsamer ..... = 10 17: Strecke bis Puller ab = 030 cm 18: Strecke mit Puller ab = 250 cm 19: Strecke Puller lüften = 000 cm 33: Bis Hilfsrolle ab ..... = 000cm 34: Dauer Hilfsrolle ab ..... = 000 cm F8 5 4Abb. 22
B.3 Bedienung
B.3.5 Tageszähler auf Null zurückstellen
Diese Funktion dient dazu, den Tageszähler für einen neuen Produktionsdurchlauf oder einen abgeschlossenen Arbeitsgang auf Null zu setzen.
- In Zugriffsebene 2 wechseln:
- Taste F1 drücken

Am Display werden die Bildzeichen der anwählbaren Funktionen dieser Ebene angezeigt.
text_image
GP 1→2 A B C Σ→0 I/ F1 F2 F3 F4 F5 F6 F7 F8- Funktion Tageszähler zurücksetzen aufrufen:

- Taste F7 ca. 3 s drücken
Der Tageszähler springt zurück auf Null.
- Vorgang bestätigen und auf Zugriffsebene 1 zurückkehren:
- Taste P drücken.
Displayanzeige: = 0000
B.3.6 Quertransport manuell fahren
Mit dieser Taste kann ein Nähteil manuell von der A- zur B-Maschine transportieren werden. Durch Drücken der Taste werden die beiden Quertransportstempel abgesenkt und der Transport verfährt zur Übergabeposition an der B-Maschine; danach wird der weitere Maschinenablauf automatisch ausgelöst und fortgesetzt.
- Nähteil unter den beiden Stempeln positionieren.
- Quertransport manuell starten:
- Taste F7 drücken,

der Quertransport fährt in die Warteposition vor der B-Maschine.
- Der automatische Maschinenablauf wird fortgesetzt.
B.3 Bedienung
B.3.7 Nähvorgang an B-Maschine zurücksetzen
Falls der Nähvorgang an der B-Maschine unterbrochen wird, kann durch Anlegen des Nähteiles an der Fotozelle der Konturenführung der Arbeitsvorgang wieder fortgesetzt werden. Dieses manuelle Eingreifen in den Maschinenablauf kann z. B. notwendig werden, wenn beim Quertransport eine Störung aufgetreten ist.
- Nähvorgang an B-Maschine anhalten:

text_image
• Taste F2 drücken B- Nähvorgang an B-Maschine starten:
Der Nähvorgang wird durch manuelles Anlegen des Nähteiles an der Fotozelle der B-Maschine wieder im automatischen Ablauf fortgesetzt.
B.3 Bedienung
B.3.8 Nähteile fixieren
Die Hosenteile werden auf der oberen Ablage, die Kniefutter auf der unteren Ablage bereitgehalten.
Die Hosenteile verkleben:
- Sicherstellen, dass das Heizmodul der Klebestation die erforderliche Heiztemperatur erreicht hat, die rote Bereitschaftsanzeige 6 sollte nicht auf leuchten.
- Abb. 23: Kniefutter 1 unter die Klebeklammer 2 anlegen.
- Klammertaste 3 drücken, die Klebeklammer senkt ab und fixiert das Kniefutter. Gleichzeitig wird eine feste Länge des Klebebandes 5 vorgeschoben und am Trennschlitz vom Trägerpapier getrennt.
- Hosenteil auf das Futter legen und korrekt ausrichten. Muss dazu die Position des Kniefutters nochmals verändert werden, die Klammertaste drücken, um die Klebeklammer wieder zu öffnen.
- Sind die Hosenteile korrekt aufeinander gelegt, die Klebetaste ④ drücken. Der Oberstempel
fährt ab, presst Kniefutter, Klebeband und Hosenteil auf den aufgeheizten Unterstempel und fährt wieder hoch.
- Die Klebeklammer öffnet sich.
- Die Hosenteile sind nun aufeinander fixiert und können zum Umstechen an der A-Maschine angelegt werden.

Automatischen Maschinenablauf starten:
-
Naht am Bedienfeld auswählen.
-
Wird z. B. eine rechte Vorderhose verarbeitet, wird an der A-Maschine die Schrittnaht und an der B-Maschine die Seitennaht verarbeitet,
-
wird mit der linken Vorderhose begonnen, wird an der A-Maschine die Seitennaht und an der B-Maschine die Schrittnaht verarbeitet.
-
Abb. 24: Gleich mit welcher Hosenseite begonnen wird, die Hosenteile werden an der A-Maschine immer bundseitig angelegt.
Hosenteile bis kurz vor den Anschlag 3 unter dem Gleitschild 4 der Konturenführung hindurchschieben und glattstreichen.
- Dann die Hosenteile in den Sensorbereich 2 der Fotozelle 1 schieben. Sobald das Stoffmaterial den Lichtstrahl der Fotozelle an der Reflexionsfläche unterbricht, startet der automatische Maschinenablauf. Die Naht wird an der A-Maschine abgenäht und versäubert.
HINWEIS - Start des Nähvorganges!
Um einen korrekten Nahtverlauf zu erhalten, müssen die Hosenteile losgelassen werden, sobald der Transporteur der Näheinrichtung die Nähstücke erfasst hat.

HINWEIS - Einlegevorgang zurücksetzen!
Innerhalb der Zeitphase der Ansprechverzögerung der Fotozelle kann der Einlegevorgang noch abgebrochen werden. Dazu werden die Hosenteile wieder aus dem Sensorbereich der Fotozelle gezogen.
Ist der Nähvorgang gestartet, kann der Maschinenablauf nur durch Drücken des Tasters Programm-Stop oder der Funktions-Taste F1 abgebrochen werden.
B.3
Bedienung
- Abb. 25: Die beiden Stempel ② des Quertransportes übernehmen die Nähteile ③ vom Ausroller ① der Transporteinheit der A-Maschine.
- Abb. 26: Anschließend werden die Nähteile 3 über das Gleitblech 1 zur B-Maschine transportiert. Falls an der B-Maschine noch genäht wird, wird der Quertransport 2 in einer Warteposition vor der B-Maschine angehalten.
- Abb. 27: Der Einschwenker 2 schwenkt die Hosenteile 1 an der Konturenführung der B-Maschine an.
- Abb. 28: Der Einschwenker ② legt die Nähteile ③ an den Anschlag ④ in den Sensorbereich der Fotozelle ①. Dadurch wird der Nähvorgang an der B-Maschine gestartet. Die Naht wird automatisch abgenäht und versäubert.
- Abb. 29: Abschließend werden die Hosen- teile 1 über den Arbeitstisch zur Staplervor- richtung 2 transportiert und übereinander ge- bündelt.
-
Abb. 30: Der Umstechautomat schafft hohe Effizienz durch die überlappende Arbeitsweise: Es können bis zu vier Hosenteile in einen Maschinenablauf integriert sein.
-
Nähteile 1 auf der Ablage.
- An der B-Maschine wird ein Hosenteil 5 abgenäht.
- Hose 4 befindet sich auf der Warteposition vor der B-Maschine.
- Teil 3 wird an den Quertransport übergeben,
- Hose 2 wird an der B-Maschine angelegt.
Der Maschinenablauf wird mit dem Taster Programm-Stop des Bedienteils abgebrochen.
- Abb. 30: Taster Programm-Stop ☐ drücken.
Alle Fahrbewegungen und der Nähvorgang werden sofort gestoppt. Der Taster rastet beim Drücken ein. - Soll die Maschine nach einem Programm-Stop wieder gestartet werden, müssen alle Funktionen zurückgesetzt und der Maschinenablauf in Nullstellung gebracht werden. Dazu wird der Taster Programm-Stop entriegelt.
Taster leicht im Uhrzeigersinn drehen. Der Taster springt in die Ausgangsposition zurück.
Das Steuerungsprogramm führt einen Reset aus.
B.3.11 Maschine in Nullstellung fahren
Vor Beginn der Produktion, nach Maschinentests oder Korrekturen von Nahtprogrammen, muss die Maschine für den Start des Maschinenablaufs in Nullstellung gebracht werden:
- Taster Programm-Stop drücken.
- Taster Programm-Stop entriegeln.
B.3.12 Maschine abschalten
Bei längeren Arbeitspausen muss die Maschine komplett abgeschaltet werden.
- Die Stromversorgung abschalten. Hauptschalter auf Position 0 legen.
- Maschine von der Druckluftversorgung abkuppeln.
B.3.13 Maschine zwischenreinigen
Nach längeren Produktionsserien, mindestens aber einmal täglich sollte die Maschine zwischengereinigt werden.

VORSICHT - Verletzungsgefahr!
Wird die Maschine versehentlich in Bewegung gesetzt, besteht die Gefahr, in den Wirkbereich der Maschine gezogen und verletzt zu werden.
Vor allen Reinigungsarbeiten die Maschine vom Stromnetz nehmen!
• Maschine am Hauptschalter ausschalten.
- Netzstecker aus der Steckdose ziehen und gegen Wiederanschluß sichern.
- Stoffreste abräumen.
- Staub und Fadenreste am Nähkopf, der Arbeitsplatte, der Hauptklammer und der Linearschiene mit Druckluft gut abblasen.
- Abfallbehälter leeren. Auffangbehälter 2 vom Behälterkopf 1 abschrauben, dazu den Auffangbehälter im Uhrzeigersinn drehen.
- Auffangbehälter gegen den Uhrzeigersinn an den Behälterkopf anschrauben.

C.1 Anlieferung der Maschine .... 3
C.1.1 Verpackung 3
C.1.2 Lieferumfang 3
C.2 Lager- und Aufstellungsort 4
C.2.1 Bodenbeschaffenheit 4
C.2.2 Raumklima 4
C.2.3 Platzbedarf 4
C.2.4 Versorgungsanschlüsse 5
C.3 Inbetriebnahme 6
C.3.1 Maschinentisch ausrichten 6
C.3.2 Druckluft anschließen 6
C.3.4 Stromversorgung 7
C.3.5 Sicherheitsüberprüfung 8
C.4 Betrieb und Außerbetriebnahme....9
C.4.1 Arbeiten mit der Maschine 9
C.4.2 Maschine außer Betrieb nehmen 9
C.5 Instandhaltung 10
C.5.1 Inspektion 10
C.5.2 Reinigung 10
C.5.3 Wartungsarbeiten 11
C.5.4 Bedienteil aus-/einbauen 12
C.5.5 Zahnriemen Transporteinheit 13
C.5.6 Zahnriemen des Ausrollers tauschen 14
C.5.7 Transportrollen einstellen 14
C.5.8 Konturenführung einstellen 15
C.5.9 Fotozellen der Konturenführungen positionieren 16
C.5.10 Einstellung der Lichtempfindlichkeit der Fotozelle 16
C.5.11 Messer und Anschlag für Kettup einstellen: 17
C.5.12 Zahnriemen Quertransport tauschen 18
C.5.13 Fotozellen des Quertransportes einstellen 19
C.5.14 Stempel Quertransport / Einschwenker ausrichten 20
C.5.15 Drücke einstellen 21
C.5.16 Klebeband der Klebestation einlegen 21
C.5.17 Schaltnocken des Staplers einstellen 22
C.5.18 Fadenwächter einstellen 23
C.5.19 Schrittmotorplatine mit Vorgelege.... 24
C.5.20 Ein- / Ausgänge der Hauptplatine 25
C.5.21 Platine Schrittmotor einstellen 26
C.6 Fehlersuche 27
C.7 Technische Daten 29
C.1
Anlieferung der Maschine
C.1.1 Verpackung
Die Maschine wird in einer stabilen Verpackungskiste auf Palette geliefert. Sämtliche Verpackungsmaterialien können getrennt werden und sind wiederverwertbar.
- Palette aus Nadelholz
- Verpackungskiste aus Sperrholz / Transportkarton
• Polyethylenfolie (PE)

HINWEIS - Transportsicherung!
Bewegliche Maschinenteile sind während des Transportes mit einer Transportsicherung (Kabelbinder) gesichert. Die Stellen, an denen eine Transportsicherung angebracht ist, sind mit einem roten Aufkleber gekennzeichnet.
Nach Aufstellung und Ausrichtung der Maschine am Betriebsort müssen die Transportsicherungen entfernt werden.

HINWEIS - Transportschäden!
Werden nach dem Auspacken der Maschine Schäden festgestellt, deren Ursache auf unsachgemäßen Transport schließen lässt, informieren Sie bitte sofort Ihren Lieferanten.
C.1.2 Lieferumfang
Die Maschine wird in betriebsfertigem Zustand ausgeliefert. Zum Lieferumfang gehören:
Mehrkopf-Umstechautomat
- Die Maschine ist mit unterschiedlichem Zubehör kundenspezifisch ausgerüstet. Für die Überprüfung der genauen Konfektionierung sind die Angaben im Lieferschein maßgebend.
• Service-Paket mit Maschinenöl.
Bedienteil und Programmsteuerung:
- Betriebsfertig installiertes Bedienteil.
- Memory-Card mit werkseitig programmierten Standard-Nahtprogrammen.
Technische Dokumentation:
• Bedienungsanleitung
- Serviceanleitung
- Programmieranleitung
C.2
Lager- und Aufstellungsort
C.2.1 Bodenbeschaffenheit
Der Bodenbelag des Aufstellungsortes muss eine ausreichende Oberflächenfestigkeit haben. Die Maschine muss erschütterungsfrei aufgestellt werden können.
Sollen mehrere Geräte in einem Raum aufgestellt werden, muss unbedingt die statische Belastbarkeit der Decke berücksichtigt werden.
Gewicht:
- Maschine mit Zubehör ca. 200 kg
C.2.2 Raumklima
Klimatische Anforderungen an den Betriebsraum:
Das Gerät darf nur geschlossenen Betriebsräumen gelagert oder aufgestellt werden.
• Raumtemperaturen +10 °C bis +45 °C
• Relative Feuchte maximal 80 %
C.2.3 Platzbedarf
Zur Bedienung bei der Produktion und für Instandhaltungsarbeiten muss die Maschine von allen Seiten frei zugänglich sein. Die Maschine sollte so aufgestellt werden, dass nach allen Seiten ein Durchgang von mindestens 1 m Breite frei bleibt.
Geräteabmessungen:
• L x B x H 2300 x 2200 x 1700 mm

HINWEIS - Elektromagnetische Störfelder!
Die Maschine darf nicht in unmittelbarer Nähe von Geräten oder Elektrokomponenten (z. B. Transformatoren) aufgestellt werden, die ein starkes Magnetfeld entwickeln. Starke Magnetfelder können die Funktionsfähigkeit der Programmsteuerung beeinträchtigen.
C.2
Lager- und Aufstellungsort
Zur Energieversorgung der Maschine müssen bauseitig Stromzuleitungen mit einem Querschnitt von mindestens 1,5 mm, sowie ein Druckluftanschluss installiert sein.
Netzanschluss:
Die Stromversorgung der Maschine erfolgt über einen ordnungsgemäß geerdeten Netzanschluss mit:
• Schutzkontaktstecker 230 V ± 10 %, 50/60 Hz
- Absicherung 16 A

HINWEIS - Spannungsspitzen!
Die einwandfreie Funktion der Maschine setzt voraus, dass das Netz konstanten Strom liefert. Auftretende Spannungsspitzen wirken sich insbesondere nachteilig auf die Stabilität der Programmsteuerung aus.
Druckluftversorgung:
Die bauseitige Druckluftquelle muss folgende Leistungsmerkmale erfüllen:
• Betriebsdruck 6 bar
- Druckluftqualität ölfrei
• Druckluftverbrauch 40 NL/AT
C.3
Inbetriebnahme
C.3.1 Maschinentisch ausrichten
Nach der Aufstellung am vorgesehenen Betriebsort muss der Maschinentisch ausgerichtet werden:
- Arbeitstisch auf die erforderliche Höhe einstellen.
- Arbeitstisch nach alle Seiten waagrecht justieren.
Tischhöhe einstellen:
-
Abb. 1: Maschine mit Hubvorrichtung anheben, die Hubvorrichtung dazu an den Hebepunkten (Pfeilmarkierungen) unterhalb der Querträger ansetzen. Sind die optionalen Transportrollen montiert, vor dem Anheben die Bremsen öffnen.
-
An allen Führungsschienen jeweils die Fixierschrauben 2 lösen.
- Tischbeine 4 auf das erforderliche Maß herausziehen.
- Die Fixierschrauben 2 der Höhenverstellung anziehen.
- Maschine wieder auf den Boden aufsetzen.
- Den Arbeitstisch nach allen Seiten waagerecht ausrichten.
- Die Fixierschrauben ② der Höhenverstellung wieder festschrauben.

HINWEIS - Transportsicherung!

text_image
1 2 3 4Abb. 1
Bevor die Maschine an die Energieversorgungsquellen angeschlossen und in Betrieb genommen wird, müssen sämtliche Transportsicherungen entfernt werden.
- Kunststoffbinder durchtrennen.
- Aufkleber entfernen.
• Schutzfolie am Bedienteil entfernen.
C.3.2 Druckluft anschließen
Abb. 2: Der Druckluftanschluss der Maschine ist vorinstalliert. Er setzt sich aus folgenden Komponenten zusammen:
- Druckminderer 2 mit Manometer 4 und dem Wasserabscheider 5,
- Druckschlauch mit Stecktülle 3. Der Druckminderer ist am Maschinengestell unterhalb der B-Maschine montiert.
Maschine an Druckluft anschließen:
- Stecker des Druckluftschlauches in die bauseitige Entnahmestelle stecken.
- Bauseitige Druckluftquelle öffnen.
- Den Druckminderer auf einen Maschinen-Betriebsdruck von 6 bar einstellen. Dazu den Druckregler 1 drehen und Wert am Manometer 4 ablesen:
- Druck erhöhen, im Uhrzeigersinn drehen,
- Druck mindern, gegen den Uhrzeigersinn drehen.
C.3.4 Stromversorgung
Die Maschine wird an ein Stromnetz von 230 V ±10 % bei 50/60 Hz angeschlossen.

WARNUNG - Stromschlag!
Die Berührung stromführender Teile kann zu einem lebensgefährlichen Stromschlag führen. Stecker und Stromkabel vor dem Netzanschluß auf Beschädigung überprüfen.
- Beschädigte Stecker, Steckdosen oder Netzkabel dürfen nicht zum Netzanschluss verwendet werden!
- Überprüfen Sie vor dem Anschluss an das Stromnetz, ob die Werte des Stromversorgungsnetzes der Betriebsräume mit den Angaben auf dem Typenschild an der Maschinenrückseite übereinstimmen.
- Stimmen die Angaben für Spannung (V) und maximalen Strom (A) nicht überein, darf die Maschine nicht angeschlossen werden.
- Den Stecker in eine ordnungsgemäß geerdete und abgesicherte Steckdose stecken.
- Stellen Sie sicher, dass keine Zug- oder Druckkräfte auf das Stromkabel einwirken.
- Verlegen Sie das Stromkabel so, dass es den freien Zugang zur und um die Maschine herum nicht behindert.

HINWEIS - Elektroarbeiten!
Arbeiten an der Elektroinstallation der Maschine dürfen nur von qualifiziertem und autorisiertem Fachpersonal ausgeführt werden. Bei Eingriffen durch Unbefugte er- lischt jeder Haftungsanspruch.
C.3
Inbetriebnahme
C.3.5 Sicherheitsüberprüfung
Bevor die Maschine für den Betrieb freigegeben wird, müssen sämtliche Schutzeinrichtungen auf ihre einwandfrei Funktion überprüft werden.

VORSICHT - Verletzungsgefahr!
Die Schutzeinrichtungen dienen der Sicherheit des Bedienungs- und Servicepersonals bei Arbeiten an und mit der Maschine.
Sind die Schutzeinrichtungen nicht oder nur teilweise funktionsfähig, darf die Maschine nicht in Betrieb genommen werden.
Sicherheits-Check durchführen:
- Überprüfen Sie, ob die Schutzbügel um den Quertransport und den Stapler in die Sicherungsposition heruntergeklappt sind.
- Der Hauptschalter ist gleichzeitig Not-Aus-Schalter. Überprüfen Sie die Funktion des Schalters, indem Sie die Maschine einschalten, einen Maschinenablauf starten und die Maschine während des Abnähens wieder am Hauptschalter ausschalten. Sämtliche Fahrbewegungen des Quertransportes und der Hilfstransporte und der Nähvorgang müssen stoppen. Die Programmsteuerung muss abschalten.
- Überprüfen Sie die Funktion des Tasters Programm-Stop. Starten Sie einen Maschinenablauf und drücken Sie den Taster. Der Maschinenablauf muss unterbrochen werden.
- Entriegeln Sie den Taster Programm-Stop. Die Programmsteuerung startet ein Reset, der Quertransport muss auf seine Ausgangsposition fahren, der Staplermechanismus muss in Ausgangsstellung stehen.
C.4
Betrieb und Außerbetriebnahme
C.4.1 Arbeiten mit der Maschine
Werkseinstellung
Die Programmsteuerung der Maschine ist werkseitig mit zwölf Standardprogrammen vorprogrammiert:
- Nahtprogramme M 01 bis M 03 zum automatisierten Umstechen von Hinterhosen und Vorderhosen, mit oder ohne Kniefutter, die aus Standardmaterialien gefertigt sind.
- Nahtprogramme M 10 bis M 20 sind frei programmierbar.
Diese Nahtprogramme sind so leistungsfähig, dass damit nahezu alle gängigen Hosenformen umstochen werden können.
Sie eignen sich darüber hinaus gut zur Einarbeitung von Bedienungspersonal und als Vorlage zur Programmierung kundenspezifischer Nahtprogramme.
Die Programmierung von Nahtprogrammen entnehmen Sie bitte der Programmieranleitung in Teil D dieser Anleitung.
C.4.2 Maschine außer Betrieb nehmen
Zur Außerbetriebnahme muss die Maschine von sämtlichen Energieversorgungsquellen abgekuppelt werden.
Maschine vom Netz trennen:
- Maschine am Hauptschalter abschalten, Schalter auf Position "0" legen.
- Netzstecker aus der Steckdose ziehen und gegen Wiederanschluß sichern.
Druckluftversorgung abkuppeln:
- Bauseitige Druckluftquelle schließen.
- Stecker des Druckluftschlauches aus der Entnahmestelle auskuppeln.

HINWEIS - Staubschutz!
Wird die Maschine für längere Zeit außer Betrieb genommen, sollte sie mit eine Kunststoffplane abgedeckt werden.
C.5
Instandhaltung

Achtung - Stromschlag!
Die Berührung stromführender Teile kann zu einem lebensgefährlichen Stromschlag führen.
Wird die Maschine versehentlich in Bewegung gesetzt, besteht die Gefahr, in den Wirkbereich der Maschine gezogen und verletzt zu werden.
Vor allen Instandhaltungsarbeiten, zur Reinigung und Wartung, die Maschine vom Stromnetz nehmen!
- Maschine am Hauptschalter ausschalten.
- Netzstecker aus der Steckdose ziehen und gegen Wiederanschluß sichern.
- Sofern die Stromversorgung für die Instandsetzung und Einrichtung nicht erforderlich ist, muss während dieser Arbeiten die Maschine vom Netz genommen werden.
C.5.1 Inspektion
Die Maschine ist jährlich einer Inspektion zu unterziehen. Zum Prüfungsumfang der Inspektion zählen insbesondere:
• die Schutzeinrichtungen des Gerätes,
- die Funktionsfähigkeit der Programmsteuerung,
• die Funktion der Ein- und Ausgänge.
C.5.2 Reinigung
Nach längeren Produktionsserien, mindestens aber einmal täglich muss die Maschine zwischengereinigt werden.
Maschinenoberfläche reinigen:
- Maschine vom Stromnetz nehmen.
- Stoffreste abräumen.
- Staub und Fadenreste am Nähkopf, der Arbeitsplatte, der Klammer und der Linearschiene mit Druckluft gut abblasen.
- Maschinenteile mit trockenem, sauberen Tuch abwischen.

HINWEIS - Kunststoffoberflächen!
Teile der Geräteoberfläche sind aus Kunststoffmaterialien gefertigt. Lösemittel können Kunststoffe anlösen und unbrauchbar machen.
Die Geräteoberfläche, insbesondere das Bedienteil, nicht mit lösemittelhaltigen Reinigungsmitteln reinigen.
C.5 Instandhaltung
C.5.3 Wartungsarbeiten
Folgende Wartungsarbeiten sind angegebenen Intervallen durchzuführen.
Ölstand der Nähköpfe täglich kontrollieren
- Ölstand wird am Schauglas der Nähköpfe kontrolliert. Der Ölstand muss zwischen den Markierungen für den minimalen und maximalen Östand stehen. Sinkt der Ölstand unter die Minimalmarkierung, muss Öl nachgefüllt werden.
- Informationen zum Nachfüllen und zur Spezifikation des zu verwendenden Öles entnehmen Sie bitte der Betriebsanleitung der Nähköpfe, die dieser Maschine beigelegt ist.
Abb. 3: Wasserabscheider wöchentlich entleeren:
- Wasserbehälter bereithalten
- Wasser am Wasserabscheider des Druckminderers ablassen.
Den Druckknopf 1 am Auffangbehälter des Druckminderers so lange gedrückt halten, bis das Wasser vollständig abgelaufen ist.

HINWEIS - Instandsetzungsarbeiten!
Instandsetzungsarbeiten an der Maschine dürfen nur ausgeführt von einem autorisierten Technischen Service oder von Personal, das auf einer Schulung durch den Lieferanten oder Hersteller das notwendige Wissen zur Einrichtung und Instandhaltung der Maschine erworben hat.

HINWEIS - Gewährleistung!
Zum Einbau oder zum Tausch von Maschinenteile dürfen nur originale Ersatzteile verwendet werden. Hersteller und Lieferant übernehmen keine Gewähr für Ersatzteile von Drittherstellern.
C.5.4 Bedienteil aus-/einbauen:
- Maschine vom Stromnetz nehmen.
- Stecker des Schnittstellenkabels abziehen, dazu die beiden Fixierschrauben herausschrauben.
- Befestigungsschrauben der Halterung des Bedienteiles heraus-schrauben.
- Bedienteil abnehmen, Tauschteil ansetzen und festschrauben.
- Stecker des Schnittstellenkabels in die Aufnahme stecken und mit den beiden Fixierschrauben sichern.
C.5 Instandhaltung
C.5.5 Zahnriemen Transporteinheit
Die Transporteinheit an A- und B-Maschine besteht aus drei Einheiten, die jeweils von einem Zahnriemen angetrieben werden:
• Schrittmotor
- Puller (Stofftransport)
• Ausroller (Hilfstransport)
Zahnriemen des Schrittmotors tauschen:
- Transporteinheit manuell auf die Arbeitsplatte absenken (siehe Teil D, Programmieranleitung).
- Maschine abschalten.
- Abb. 4: Zahnriemen 1 entspannen, dazu Fixierschraube 3 der Befestigungsplatte des Schrittmotors lösen.
- Zahnriemen zuerst aus der Anriebsrolle 2 des Schrittmotors heben und dann über die Transportrolle 6 abnehmen. Dazu muss die Zylinderstange des Druckzylinder 4 an der unteren Aufhängung 5 abgeschraubt werden.
- Zum Einbau den Zahnriemen über das Gestänge des Stofftransportes führen, zuerst in die Antriebsrolle der Welle legen und dann in die Antriebsrolle des Schrittmotors legen.
- Zum Vorspannen des Zahnriemens die Platte mit dem Schrittmotor nach unten schieben und die Fixierschraube 3 anziehen. Bei richtiger Vorspannung muss sich der Zahnriemen in der Mitte unter spürbarem Gegendruck ungefähr 5 mm niederdrücken lassen.
- Die Zylinderstange des Druckzylinders auf den Befestigungsblock stecken und festschrauben.
Zahnriemen des Stofftransportes tauschen:
-
Transporteinheit manuell auf die Arbeitsplatte absenken (siehe Teil D, Programmieranleitung).
-
Maschine abschalten.
-
Abb. 4: Zahnriemen 8 entspannen, dazu die Innensechskantschraube 7 am Lager lösen und die Distanzwelle mit der Transportrolle 6 nach oben verschieben.
-
Zahnriemen aus der Antriebsrolle und der Gleitrolle heben und abnehmen.
-
Zum Einbau den Zahnriemen in die Gleitrollen und die Anriebsrolle legen und dann vorspannen. Dazu die Distanzwelle mit der Transportrolle nach unten verschieben und die Innensechskantschraube 7 festziehen. Bei richtiger Vorspannung muss sich der Zahnriemen in der Mitte unter spürbarem Gegendruck ungefähr 10 mm niederdrücken lassen.
C.5.6 Zahnriemen des Ausrollers tauschen
- Transporteinheit manuell auf die Arbeitsplatte absenken (siehe Teil D, Programmieranleitung).
- Maschine abschalten.
- Abb. 5: Zahnriemen ③ entspannen, dazu die Innensechskantschraube ① am Lager lösen und die Distanzwelle mit den Transportrollen ② nach oben verschieben.
- Zahnriemen aus der Antriebsrolle und der Gleitrolle heben und abnehmen.
- Zum Einbau den Zahnriemen in die Gleitrollen und die Anriebsrolle legen und dann vorspannen. Dazu die Distanzwelle mit den Transportrollen nach unten verschieben und die Innensechskantschraube 1 festziehen. Bei richtiger Vorspannung muss sich der Zahnriemen in der Mitte unter spürbarem Gegendruck ungefähr 10 mm niederdrücken lassen.

HINWEIS - Ausrichtung Transportrollen!
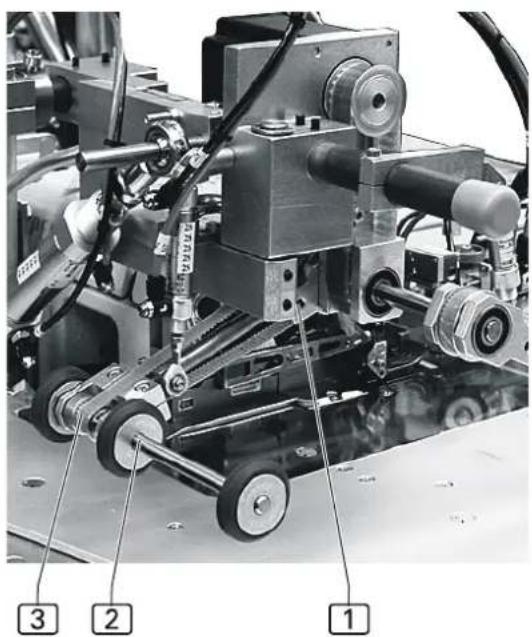
Nach dem Tausch des Zahnriemens muss der Abstand der Transportrollen zur Arbeitsplatte überprüft werden.
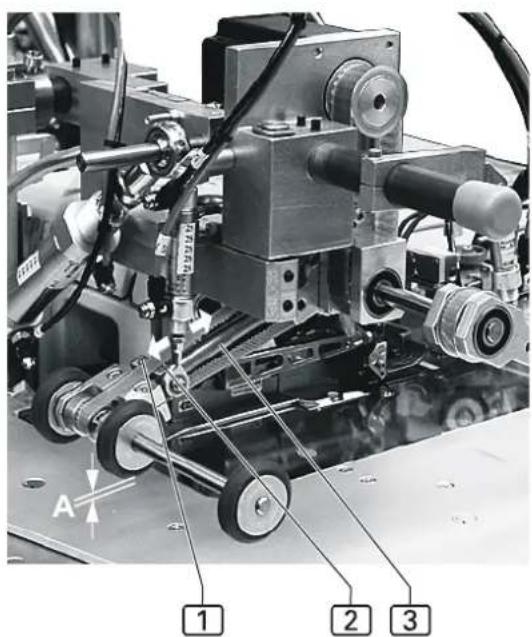
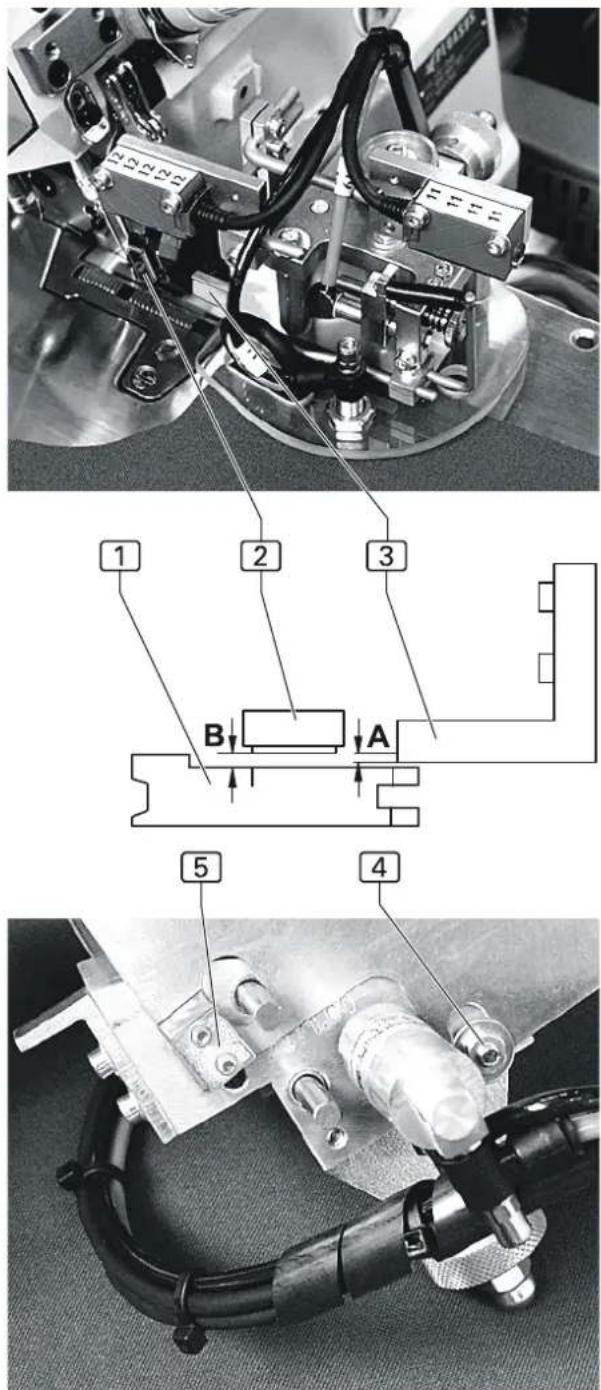
C.5.7 Transportrollen einstellen
Abb. 6: Die Transportrollen des Pullers, sowie des Ausrollers sollten in abgesenkter Position die Arbeitsplatte berühren (es darf im abgesenkten Zustand kein Abstand A vorhanden sein).
Der Anpressdruck der Transportrollen auf die Arbeitsplatte wird, separat für jede Maschine, durch einen Druckminderer gesteuert (siehe Kap. C.15)
Transportrollen zur Arbeitsplatte einstellen:
- Transporteinheit manuell auf die Arbeitsplatte absenken (siehe Teil D, Programmieranleitung).
- Maschine abschalten.
- Um den Berührungskontakt zwischen Arbeitsplatte und den Transportrollen einzustellen, die Position der Klemme 2 des Druckzylinders auf der jeweiligen Distanzwelle 3 verändern:
- Die Fixierschraube 1 der Klemme öffnen und die Klemme auf der Distanzwelle verschieben. Um den Abstand zu verringen, die Klemme nach oben verschieben, um den Abstand zu vergrößern, die Klemme nach unten verschieben.
C.5.8 Konturenführung einstellen
An der Konturenführung werden folgenden drei Einstellungen vorgenommen.
Höhenschnellverstellung:
Abb. 7: Am Stellrad 2 der 4-stufigen Höhenschnellverstellung wird die Grobeinstellung der Materialstärke vorgenommen. Der Abstand der Stoffdurchführung zur Arbeitsplatte erhöht sich um einem fixen Wert von jeweils 0,8 mm. Die eingestellte Stufe wird am Stellrad abgelesen.
Stufe 1 0,8 mm
Stufe 2 1,6 mm
Stufe 3 2,4 mm
Stufe 4 3,2 mm
Höhenfeineinstellung:
Die Voreinstellung über die Höhenschnellverstellung 1 wird durch die Höhenfeineinstellung 2 nachjustiert. Als Maßgabe zur Einstellung gilt: Die Stoffdurchführung 4 sollte sich so tief wie möglich absenken, der Stoff sollte so leicht wie möglich unter der Stoffdurchführung durchgleiten.
- Nähmaterial unter die Stoffdurchführung schieben.
- Stoffdurchführung mit der Hand bis zum Anschlag nach unten drücken.
- Um die Stoffdurchführung weiter abzusenken, die Stellschraube 1 gegen den Uhrzeigersinn drehen.
- Gleitfähigkeit des Nähmaterials überprüfen, Stoff unter der Stoff-durchführung durchziehen.
Anpressdruck Konturenrolle:
Der Anpressdruck der Konturenrolle 6 ist maßgebend für die konstante Führung der Nähstücke entlang des Anschlages der Näheinrichtung. Die Stärke des Anpressdruckes wird experimentell eingestellt.
- Nähstück anlegen und Maschinenablauf starten. Werden die Nähstücke beim Transport seitlich vom
Anschlag 7 weg verschoben, ist der Anpressdruck zu niedrig. Stellschraube 3 gegen den Uhrzeigersinn drehen, um den Anpressdruck zu erhöhen.
- Werfen sich die Nähstücke am Anschlag auf, ist der Anpressdruck zu hoch. Anpressdruck ansenken, Stellschraube 3 im Uhrzeigersinn drehen.
- Der Druck der Blaseinrichtung 5 sollte nicht verstellt werden.
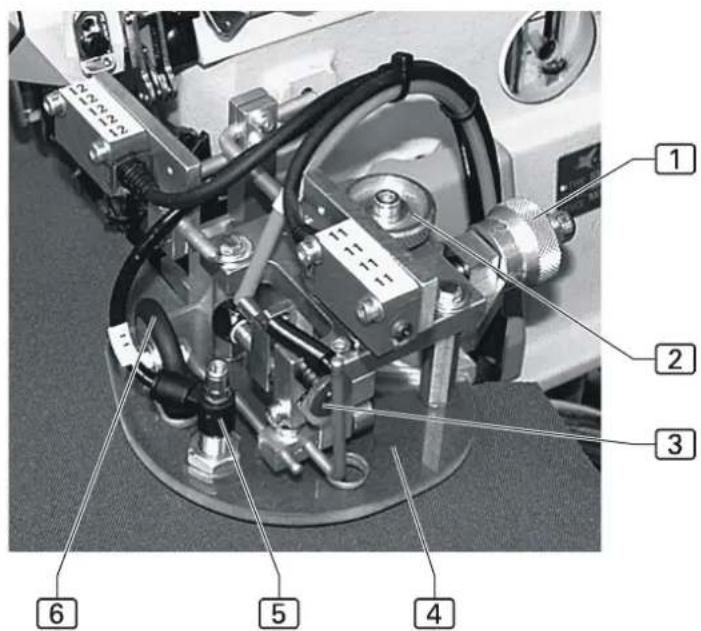
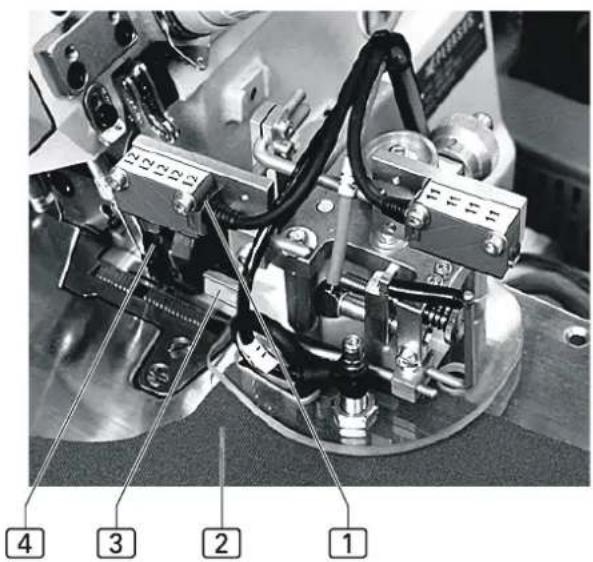
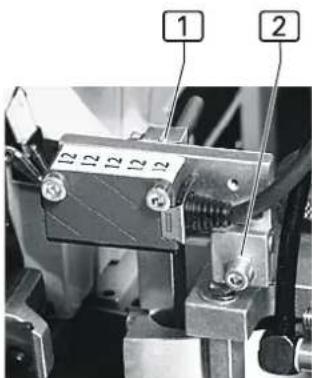
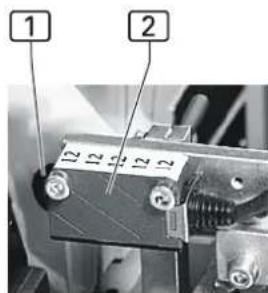
C.5.9 Fotozellen der Konturenführungen positionieren
Abb. 11: Die Fotozellen der Konturenführungen sind durch Klemmblökke auf den Stabhalterungen montiert. Die Position der Fotozellen ist deshalb in alle Richtungen veränderbar. Der Lichtstrahl der Fotozellen sollte immer mittig in der jeweiligen Folienscheibe positioniert werden. Fotozelle ausrichten:
- Position in X-Richtung verändern: Fixierschraube 1 des Klemm-blockes öffnen.
- Position in Z-Richtung verändern: Fixierschraube 2 des Klemm-blockes öffnen.
- Der Lichtstrahl der Fotozelle Nähstart 3 wird durch die polierte Oberfläche der Näheinrichtung reflektiert.
- Der Lichtstrahl der Fotozelle Konturenaussteuerung 4 wird von der Folienscheibe durch die Bohrung 5 an der Stoffdurchführung reflektiert.
- Position der Fotozellen einstellen und die Fixierschrauben wieder festziehen.
text_image
1 2 12 12 12 12 12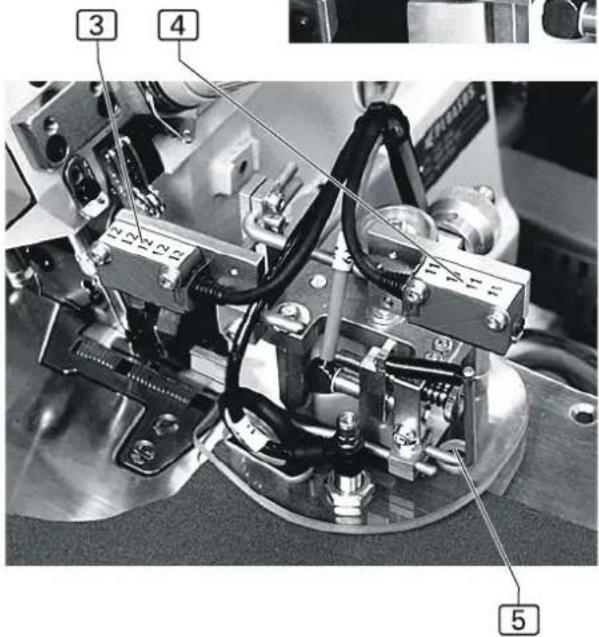
C.5.10 Einstellung der Lichtempfindlichkeit der Fotozelle
Die Empfindlichkeit der Fotozelle muss auf das Nähmaterial eingestellt werden. Die Einstellung wird mit Hilfe eines weißen Tuches an der Fotozelle, die den Nähvorgang startet, durchgeführt.
- Abb. 9: Sicherstellen, dass der Lichtstrahl der Fotozelle ② nicht durch irgendwelche Gegenstände unterbrochen ist.
- Die Empfindlichkeit so einstellen, dass der Lichtstrahl das weiße Tuch erkennt, wenn es in den Sensorbereich geschoben wird.
- Potentiometer ① an der Stirnseite der Fotozelle gegen den Uhrzeigersinn drehen, um die Empfindlichkeit vollständig zurückzustellen.
- Empfindlichkeit stufenweise hochstellen und nach jeder Änderung das weiße Tuch in den Sensorbereich der Fotozelle schieben. Ist der Schwellenwert der Empfindlichkeit erreicht, erkennt die Fotozelle dunkel und der Maschinenablauf startet.
text_image
1 2 12 12 12 12 12Abb. 9
C.5 Instandhaltung
C.5.11 Messer und Anschlag für Kettup einstellen
Abb. 10: Der Anschlag 3 der Konturenführung muss in einem leichten Versatz A von 0,2 - 0,3 mm vor dem Kettup-Messer positioniert werden. Das Messer soll Faden- und Stoffreste kappen, darf aber nicht in den Saum des Nähstücks schneiden.
Um diesen Versatz einzustellen, wird die gesamte Konturenführung auf der Abdeckplatte verschoben. Die Abdeckplatte mit der Konturenführung ist lose in die Ausfräsung der Arbeitsplatte eingelegt und wird von Magneten fixiert.
- Abdeckplatte mit der Konturenführung abheben.
- Die beiden Befestigungsschrauben 5 an der Oberseite der Abdeckplatte lösen, die Befestigungsmutter 4 der Konturenführung auf der Rückseite der Abdeckplatte nur soweit lösen, dass die Konturenführung verschoben werden kann.
- Abdeckplatte wieder einsetzen und die Konturenführung verschieben, so dass der Abstand A (Kettup-Messer 2 zum Anschlag 3) ca. 0,2 - 0,3 mm beträgt. Abstand mit Fühllehre messen.
- Die beiden Befestigungsschrauben 5 an der Oberseite der Abdeckplatte festziehen.
- Abdeckplatte wieder abnehmen und die Befestigungsmutter 4 der Konturenführung wieder festziehen.
- Nähfuß 1 am Anschlag 3 ausrichten. Die Fixierschraube des Nähfußes lösen, den Nähfuß dicht an den Anschlag schieben und die Fixierschraube wieder festziehen. Der Nähfuß sollte dabei im Abstand B ca. 0,5 mm zum Kettup-Messer stehen.
C.5.12 Zahnriemen Quertransport tauschen
- Maschine vom Stromnetz nehmen.
- Quertransport bis zum Anschlag an die linke Ausgangsposition schieben.
- Abb. 11: Die Befestigungsschrauben 3 der Abdeckung 4 herausschrauben und die Abdeckung abnehmen.
- Zahnriemen 5 entspannen, die beiden Fixierschrauben 2 lösen.
- Die Kontermuttern der Stellschrauben 1 öffnen und die beiden Stellschrauben zurückdrehen.
- Die beiden Befestigungsschrauben 6 der beiden Riemenklemmen 7 aus dem Lagerbock heraus-schrauben. Zahnriemen abnehmen.
- Tauschriemen auf die Antriebsrolle am Schrittmotor und die Gleitrolle legen.
- Die Enden des Zahnriemens sind mit Bohrungen versehen. Die beiden Enden des Zahnriemens mit den Riemenklemmen passgenau über die Bohrungen des Lagerbocks legen und am Lagerbock verschrauben.
- Zahnriemen spannen, dazu die Befestigungsplatte mit dem Schrittmotor verschieben und die beiden Fixierschrauben 2 anziehen.
- Die beiden Stellschrauben 1 eindrehen, bis der Zahnriemen sich in der Mitte der Transportschiene unter spürbarem Gegendruck ungefähr 10 mm niederdrücken lässt.
- Die Kontermuttern der Stellschrauben 1 und die beiden Fixierschrauben 2 festziehen.
- Die Abdeckungen aufsetzen und befestigen.
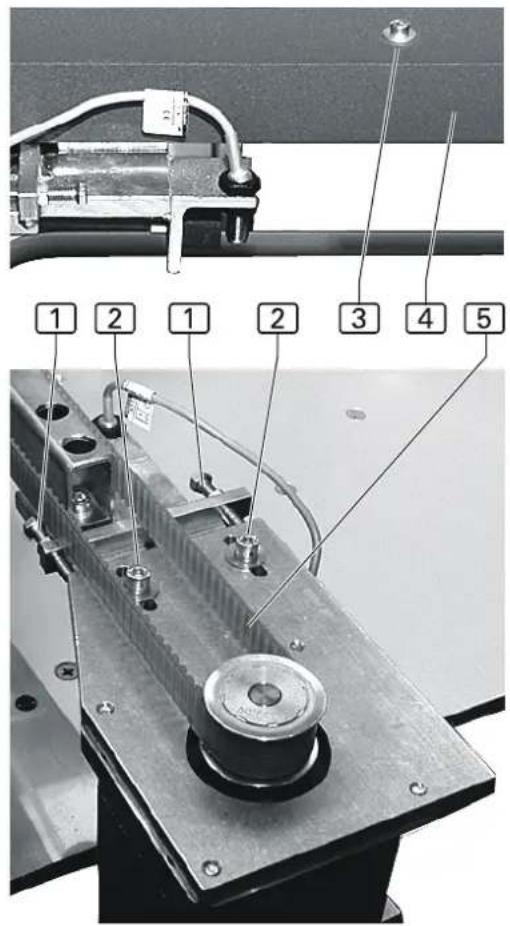
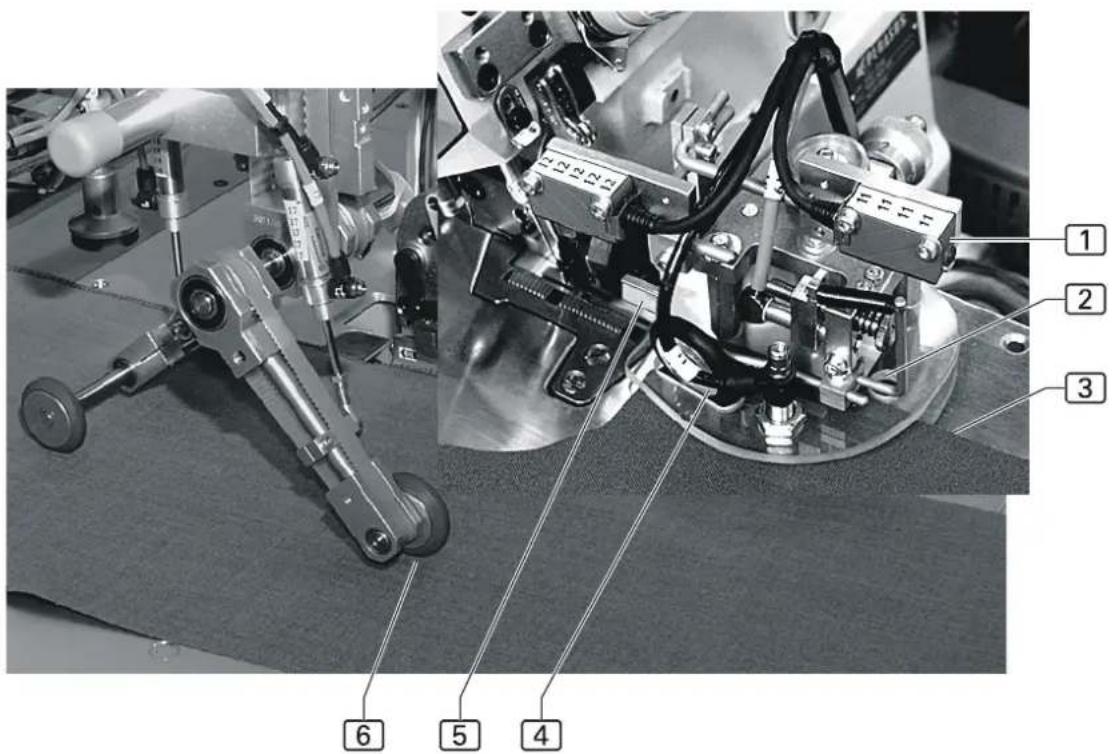
C.5.13 Fotozellen des Quertransportes einstellen
Abb. 12: Die Fahrbewegung des Quertransportes wird durch zwei Fotozellen und einen Initiator gesteuert:
- Initiator Ausgangsposition 3
• Fotozelle Warteposition 2 vor der B-Maschine - Fotozelle Übergabeposition ④ an der B-Maschine zur Übergabe des Nähteiles an den Einschwenker
Initiator Ausgangsposition 3:
Der Initiator, welcher die Ausgangsposition des Quertransportes bestimmt, kann in seiner Position nicht verändert werden. Er ist mit zwei Muttern in einer Bohrung der Halterung verschraubt.
Fotozelle Warteposition 2:
Die Position der Fotozelle Warteposition ist veränderbar. Der Lichtstrahl der Fotozellen sollte immer mittig in der Folienscheibe 1 positioniert werden.
Fotozelle ausrichten:
- Fixierschraube des Klemmblocks der Fotozelle lösen.
- Fotozelle ausrichten.
- Fixierschraube des Klemmblockes wieder festziehen.
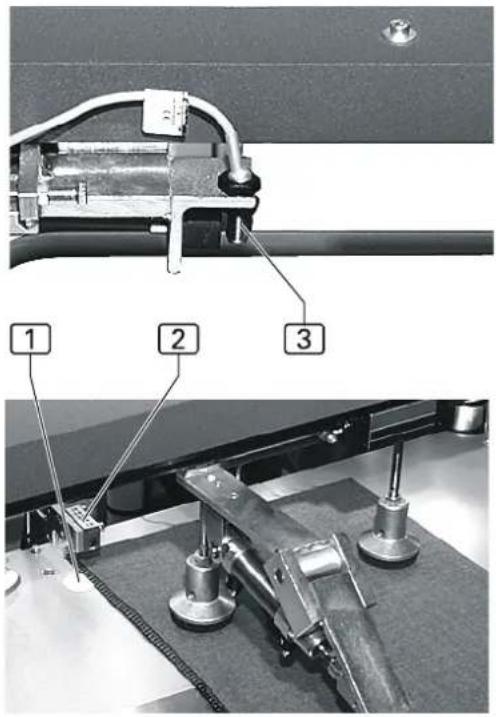
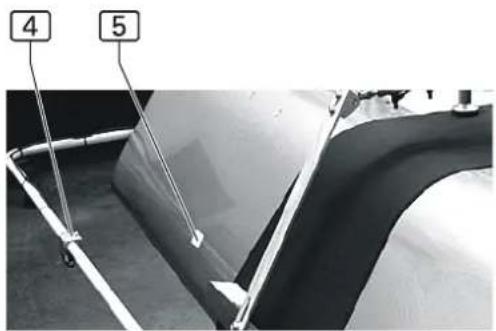
Fotozelle Übergabeposition 4:
Die Fotozelle, die die Übergabeposition an der B-Maschine und somit den Start der Fahrbewegung des Einschwenkers bestimmt, ist auf dem Schutzbügel des Gleitbleches befestigt. Der Sensorbereich liegt innerhalb der rechteckigen Reflexionsfolie 5 am Gleitblech.
- Befestigungsschraube des Montageprofils der Fotozelle lösen.
- Fotozelle ausrichten.
- Befestigungsschraube des Montageprofils wieder festziehen.
C.5.14 Stempel Quertransport / Einschwenker ausrichten
Abb. 13: Die jeweils zwei Stempel des Quertransportes 1 und des Einschwenkers 5 werden an die Breite des unteren Drittels des Hosenteiles angepasst. Sie sollten so ausgerichtet sein, dass sie sich möglichst nahe an den Stoffkanten auf das Hosenteil absenken. Der Druckzylinder 2 des Stempels wird durch die Mutter 4 in der Führungsschiene 5 fixiert.
Um die Position der Stempel zu verändern:
- Mutter am Druckzylinder lösen.
- Stempel auf Position schieben (der Abstand Außenkante Stempel zur Stoffkante sollte ca. 5-10 mm betragen).
- Mutter wieder festziehen.
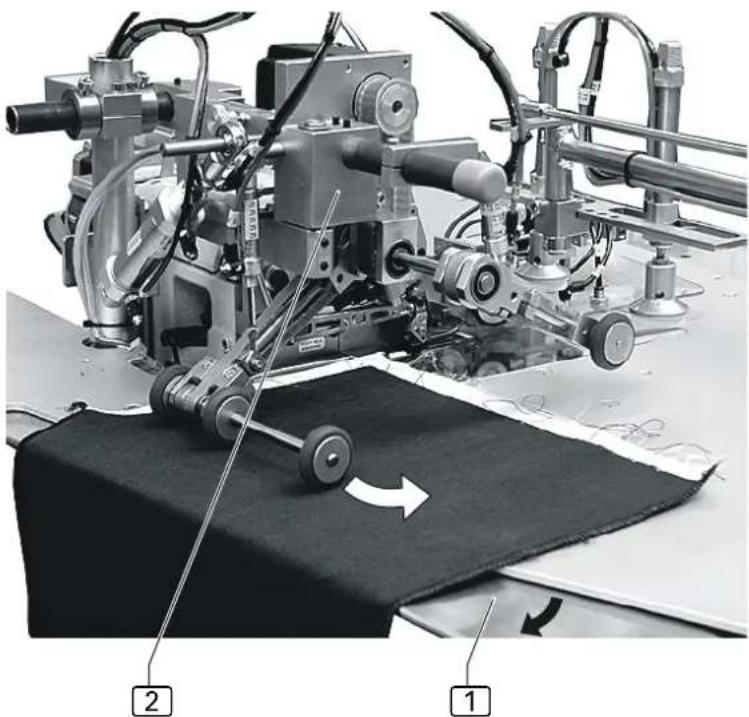
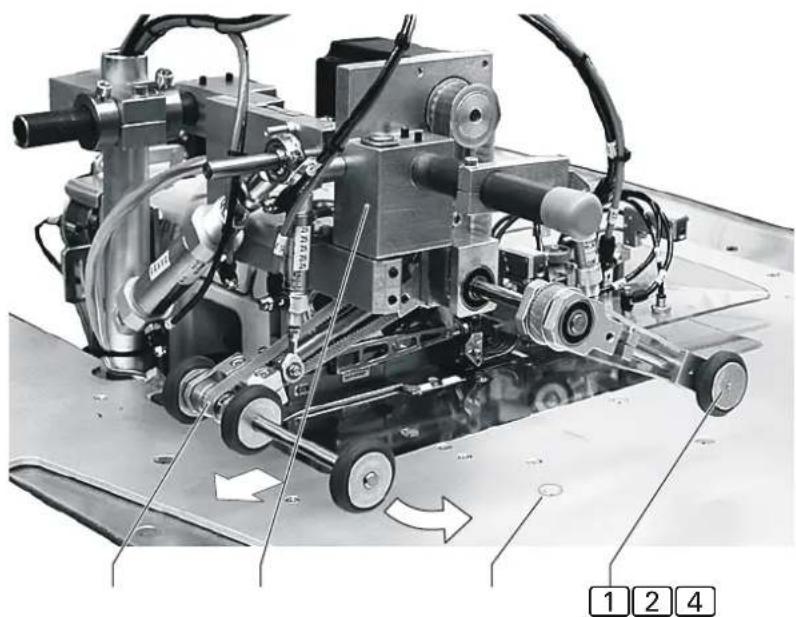
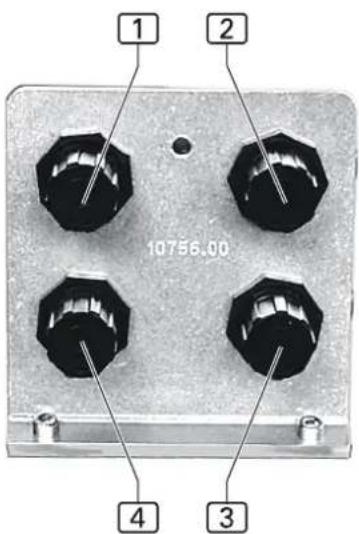
C.5.15 Drücke einstellen
Abb. 14: Zur Verbesserung der Gleitfähigkeit der Nähteile sind im Bereich der A- und B-Maschine Druckluftdüsen in die Arbeitsplatte eingelassen. Die Druckluft bläst von unten gegen die Nähteile und erzeugt so ein Luftpolster, das die Reibung beim Transport vermindert. Der Druck ist abhängig von der Schwere des zu verarbeitenden Materials.
Der Anpressdruck der Rollen der beiden Transporteinrichtungen auf die Arbeitsplatte lässt sich an die Stärke des zu verarbeitende Material anpassen.
Die Druckluftstärke, die über separate Ventile eingestellt wird, ist experimentell zu ermitteln. Um den Druck zu verändern:
-
Zum Entriegeln den Drehknopf des Ventils erst herausziehen und dann durch Verdrehen den Druck einstellen.
-
Zum Verriegeln den Drehknopf wieder eindrücken.
① Transporteinrichtung A-Maschine
② Transporteinrichtung B-Maschine
3 Düsen Arbeitsplatte B-Maschine
4 Düsen Arbeitsplatte A-Maschine
text_image
1 2 10756.00 4 3Abb. 14
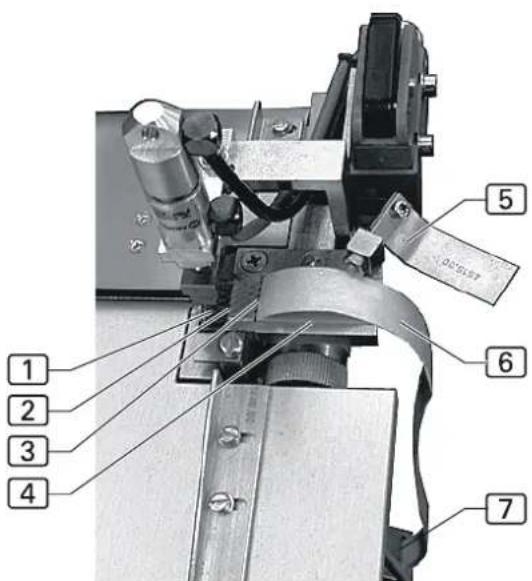
C.5.16 Klebeband der Klebestation einlegen
Abb. 15: Das Klebeband wird von der Trommel abgerollt. An der Führung wird das Klebeband vom Trägerpapier getrennt und über den Unterstempel 1 der Heizpresse geschoben. Klebeband einlegen:
- Scheibe 8 der Trommel abziehen, die Scheibe ist lediglich auf die Trommel gesteckt.
- Klebebandrolle ⑨ auf die Trommel schieben und die Scheibe wieder auf die Trommel stecken.
- Niederhalter ⑤ der Führung ④ zur Seite drehen.
- Klebeband vom Trägerpapier 6 trennen und das Trägerpapier durch den Schlitz 3 führen.
- Den Niederhalter wieder auf die Führung drehen und das Klebeband an der Kante 2 der Führung abschneiden.

HINWEIS - Stellung des Unterstempels!
Der Unterstempel muss zum Betrieb der Klebevorrichtung immer in der abgesenkten Position stehen. Durch Umlegen des Schalters 5 kann der Unterstempel in die jeweils obere oder abgesenkte Position gefahren werden.
Zum Reinigen wird der Unterstempel in die obere Position gefahren und das Heizmodul der Klebestation abgeschaltet.
C.5.17 Schaltnocken des Staplers einstellen
Abb. 16: Die Bewegungsablauf der einzelnen Gestänge des Staplers wird durch das Rollenventil 1 und durch die Geschwindigkeit der Druckluftzylinder 7 gesteuert.
- Um den Beginn oder das Ende einer Bewegungsabschnittes zu verändern, wird die Position entweder des Startnockens 4 oder des Schließnockens 5 auf dem Gestänge verschoben.
- Um die Geschwindigkeit des Bewegungsablaufes zu regulieren, werden die Drosseln 6 und 8 an den Druckluftzylindern verstellt.
Position der Nocken verstellen:
- Fixierschraube 2 oder 3 des entsprechenden Nokkens öffnen.
- Startnocken 4 oder Schließnocken 5 verschieben.
- Fixierschraube wieder festziehen.
Geschwindigkeit des Bewegungsablaufes einstellen:
- Um die Geschwindigkeit der Vorwärtsbewegung zu verändern, die Stellschraube der Drossel 6 verdrehen.
- Um die Geschwindigkeit der Rückwärtsbewegung zu verändern, die Stellschraube der Drossel 8 verdrehen.
- Drehrichtungen:
- Geschwindigkeit erhöhen, Drossel gegen den Uhrzeigersinn drehen.
- Geschwindigkeit absenken, Drossel im Uhrzeigersinn drehen.
Koordination des Bewegungsablaufes:
Schaltet das Rollenventil zu früh, schlägt das Gestänge an. Der Startnocken muss in größeren Abstand zum Kontaktgeber 5 des Rollenventils verschoben werden. Schaltet das Rollenventil zu spät, wird der Bewegungsablauf unterbrochen. Der Startnocken muss näher zum Kontaktgeber des Rollenventils hin verschoben werden. Die Nocken müssen so positioniert werden, dass der Schließnocken die Bewegung eines Gestänges abschaltet, wenn der Startnocken des nachfolgenden Gestänges den Kontakt am Rollenventil ausgelöst hat. Der Bewegungsablauf des Staplers erfolgt in sechs Schritten:
- Zylinder Nr. 1 zieht an.
- Rollenventil Nr. 12 wird aktiviert.
• Zylinder Nr. 2 hebt an. -
Rollenventil Nr. 32 wird aktiviert.
• Zylinder Nr. 3 wirft über. -
Rollenventil Nr. 11 wird aktiviert. • Rückwärtsbewegung des Gestänges setzt ein.
-
Rollenventil Nr. 22 wird aktiviert. • Zylinder Nr. 2 senkt ab.
-
Rollenventil Nr. 14 wird aktiviert. • Zylinder Nr. 1 fährt in Ausgangsposition zurück.
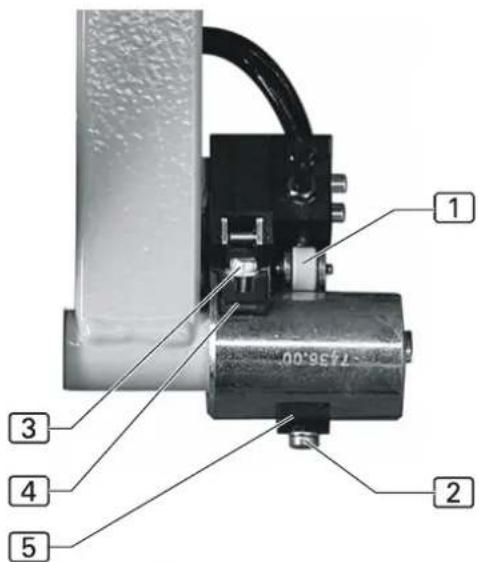
text_image
1 7436.00 2 3 4 5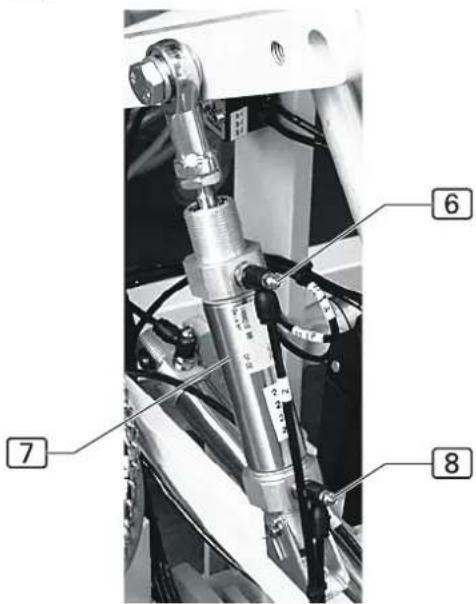
text_image
6 7 8Abb. 16
C.5 Instandhaltung
C.5.18 Fadenwächter einstellen
Abb. 17: Die beiden Fadenwächtern
7 Fadenwächter 1
8 Fadenwächter 2
überwachen die beiden Fäden der B-Maschine. An der Platine können die Ansprechverzögerung und die Reaktionsempfindlichkeit der Fadenwächter justiert werden. Die Einstellung werden separat über die jeweiligen Potentiometer vorgenommen. Um die Ansprechverzögerung zu verlängern bzw. die Reaktionsempfindlichkeit zu verstärken wird das entsprechende Potentiometer im Uhrzeigersinn (in Richtung +) gedreht.
1 Reaktionsempfindlichkeit Fadenwächter 2
2 Ansprechverzögerung Fadenwächter 2
3 LED Fadenwächter 2
4 Ansprechverzögerung Fadenwächter 1
5 LED Fadenwächter 1
6 Reaktionsempfindlichkeit Fadenwächter 1
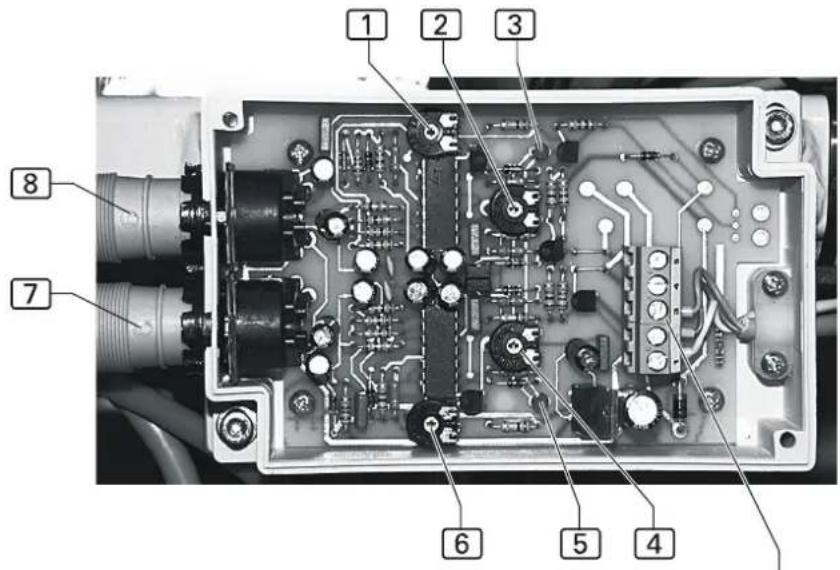
HINWEIS - Fadenwächter A-Maschine!
Sollen die Fäden der A-Maschine überwacht werden, muss eine zusätzlich Plantine installiert werden.
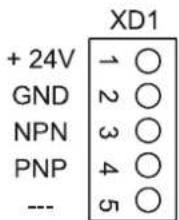
C.5.19 Schrittmotorplatine mit Vorgelege
Abb. 18: An den beiden Fadenwächtern von A- und B-Maschine können die Ansprechverzögerung und die Reaktionsempfindlichkeit justiert werden. Die Einstellung werden separat über die jeweiligen Potentiometer porgenommen. Um die Ansprechverzögerung zu verlängern bzw. die Reaktionsempfindlichkeit zu verstärken wird das entsprechende Potentiometer im Uhrzeigersinn gedreht.
1 B-Maschine: Jumper (ist gesetzt)
2 B-Maschine: Efka-Steuerung
3 B-Maschine: Initiatoren
4 B-Maschine: Anschluss Obertransport (X58), Differentialtransport (X57), Puller (X56)
5 B-Maschine: Stromversorgung 24 V
6 A-Maschine: Jumper (ist nicht gesetzt)
7 A-Maschine: Efka-Steuerung
8 A-Maschine: Initiatoren
9 A-Maschine: Anschluss Obertransport (X55), Differentialtransport (X54), Puller (X53)
10 A-Maschine: Stromversorgung 24 V
11 A-Maschine: Ventilator
12 A-Maschine: EPROM CRC 0105
13 B-Maschine: Ventilator
14 B-Maschine: EPROM CRC 0105
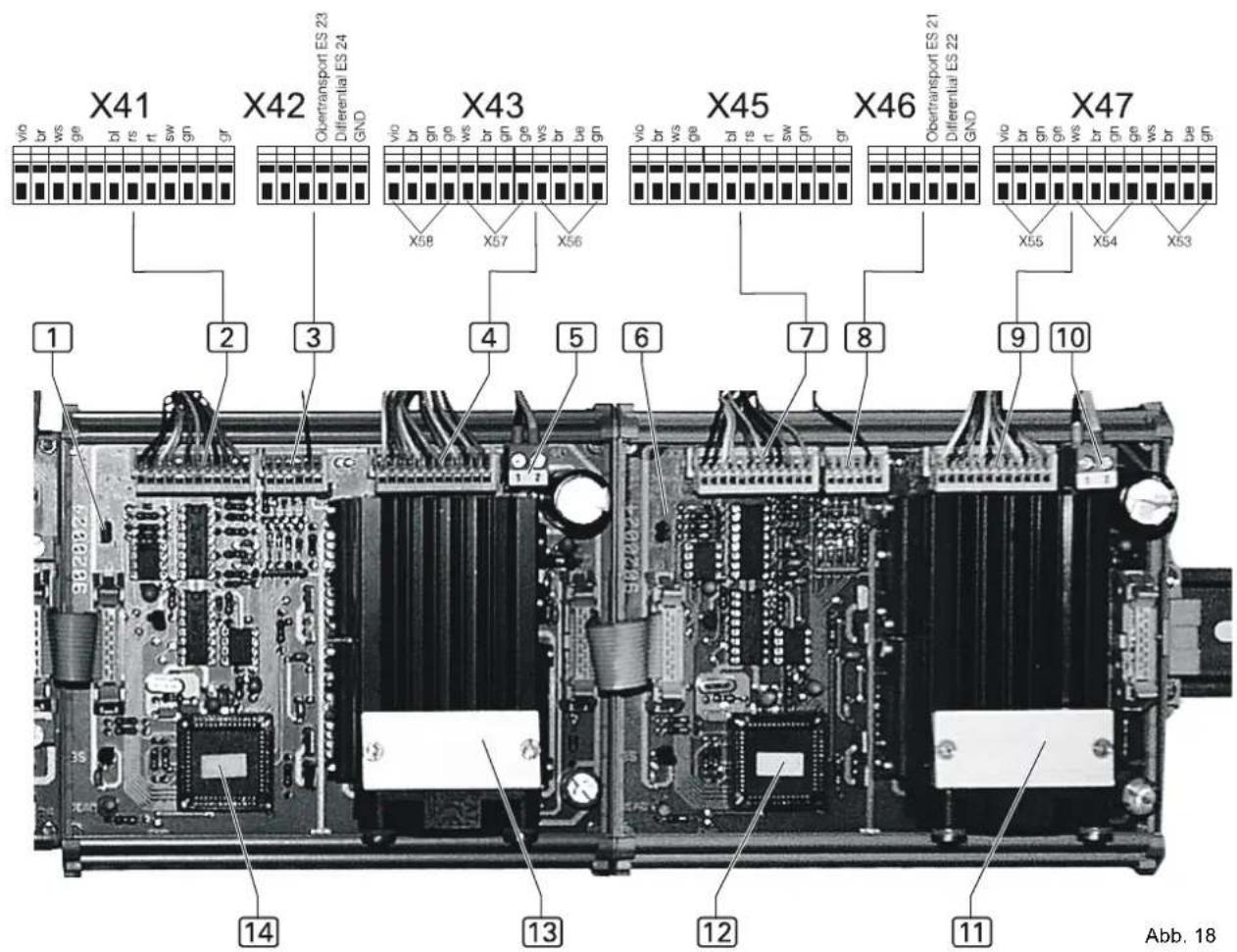
text_image
X41 X42 Quertransport ES 23 Differential ES 24 GND X43 X45 X46 Obertransport ES 21 Differential ES 22 GND X47 1 2 3 4 5 6 7 8 9 10 11 12 13 14 Abb. 18C.5 Instandhaltung
C.5.20 Ein-/Ausgänge der Hauptplatine
Abb. 19: Ein- und Ausgänge zur Steuerung der Maschinenfunktionen sind auf den Klemmleisten X24 - X27 angeklemmt.
1 X 24 Eingänge
2 X 25 Ausgänge
3 X 26 Ausgänge
4 X 27 Eingänge
| X24 Eingänge | X25 Ausgänge | X26 Ausgänge | ||||||
| Einschwenker ES02 | 01 | ○ | Nähfuß hoch A | Y10 | 01 | ○ | Kettup B | Y22 |
| Quertransport ES01 | 02 | ○ | Spannungslüftung A | Y14 | 02 | ○ | Tisch blasen B | Y23 |
| 03 | ○ | Kettup A | Y12 | 03 | ○ | Schmutz saugen B | Y25 | |
| Klebeklammer ES04 | 04 | ○ | Tisch blasen A | Y13 | 04 | ○ | Konturführg. ab B | Y26 |
| Kleben Start ES05 | 05 | ○ | Schmutz saugen A | Y15 | 05 | ○ | Puller ab B | Y27 |
| 06 | ○ | Stempel Quertr. A | Y09 | 06 | ○ | Ausroller ab B | Y28 | |
| 07 | ○ | Konturführg. ab A | Y16 | 07 | ○ | |||
| Fadenwächter A ES08 | 08 | ○ | Puller ab A | Y17 | 08 | ○ | Einschw. Stempel ab | Y33 |
| Fadenwächter B ES09 | 09 | ○ | Ausroller ab A Y18 | 09 | ○ | Einschwenker ein | Y34 | |
| Fotozelle C ES10 | 10 | ○ | Konturrolle A | Y19 | 10 | ○ | Transport auf A / B | Y36 |
| Fotozelle Konturstrg. A ES11 | 11 | ○ | Nähfuß hoch B | Y20 | 11 | ○ | Schwert schwenken | Y37 |
| Fotozelle Prg. Start A ES12 | 12 | ○ | Spannungslüftung B | Y24 | 12 | ○ | Klebeklammer ab | Y3 |
| Fotozelle Prg. Start B ES13 | 13 | ○ | Konturrolle B | Y38 | 13 | ○ | Klebestation ab | Y4 |
| Fotozelle Quertr. Stopp ES14 | 14 | ○ | Schlitz blasen B Y31 | 14 | ○ | Nähfuß hoch C | Y1 | |
| Fotozelle Schutzbügel ES15 | 15 | ○ | Stapler Start Y32 | 15 | ○ | Kette/Schmutz saugen C | Y5 | |
| Fotozelle Konturstrg. B ES16 | 16 | ○ | Stapler fahren Y35 | 16 | ○ | Puller schwenken | Y39 | |
X27 Eingänge
Fotozelle
Y22

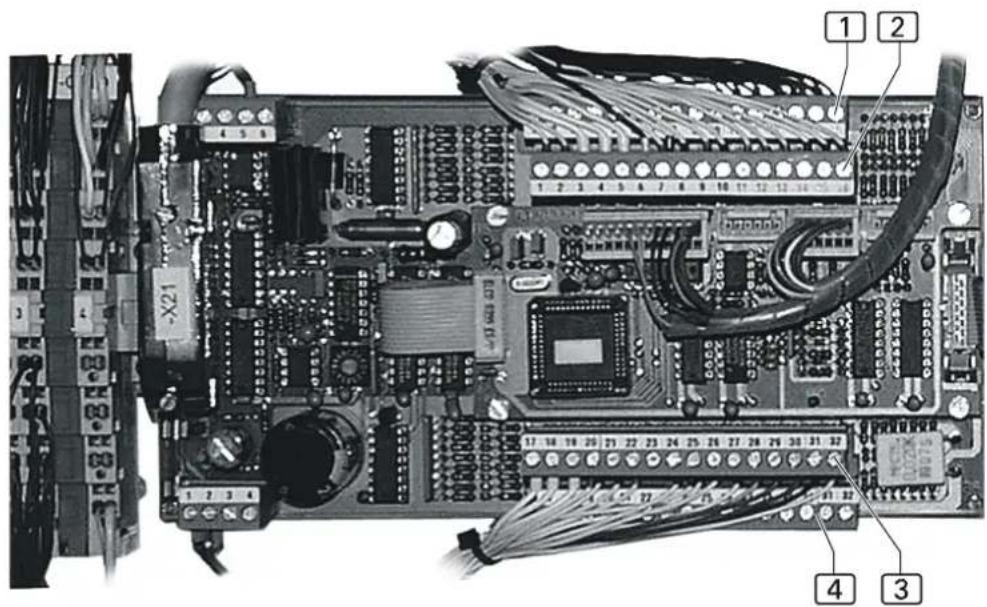
C.5.21 Platine Schrittmotor einstellen
Die Platine zur Steuerung des Schrittmotors ist im Schaltkasten eingebaut.

HINWEIS - Maschinenablauf!
Um zu verhindern, dass beim Wiedereinschalten bewegliche Maschinenteile kollidieren, sollte vor einem Platinentausch die Maschine manuell in ihre Ausgangsposition zurückgefahren werden.
- Druck aus dem Druckluftsystem der Maschine nehmen. Druckluftschlauch der Maschine von der bauseitigen Druckluftversorgung abkuppeln.
- Quertransport in Ausgangsposition schieben.

VORSICHT - Schäden an Elektroteilen!
Die Schalter der Platine dürfen nicht verstellt werden, solange an der Maschine Spannung anliegt.
Werden die Schalter unter Spannung verstellt, können die davon betroffenen Elektroteile beschädigt oder unbrauchbar werden!
Maschine vom Stromnetz nehmen und gegen versehentlichen Wiederanschluss sichern.
Abb. 20: Schalter der Platine einstellen:
- Die Schrittzahl einstellen:
• an den DIP-Schaltern 1 und 2,
- Micro-Step an den Hakenschaltern 6 und 7.
- Stromabsenkung am DIP-Schalter 3 einstellen.
- DIP-Schalter 4 auf ON
- Motorphasenstrom einstellen, Drehschalter 5 auf F legen.
- Versorgungsspannung einschalten. Bei korrekter Einstellung der Platine leuchtet die LED 8 (Bereitschaft), das Bereitschaftsrelais zieht an.
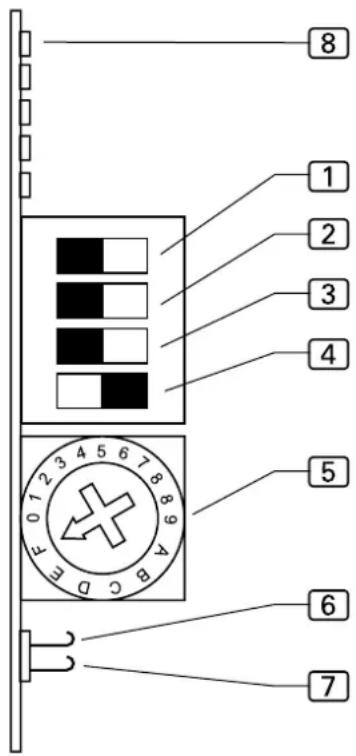
text_image
8 1 2 3 4 5 6 7Abb. 20
| Micro-Step | DIP-Schalter 1 DIP-Schalter 2 | ||
| Hakenschalter 6 offenSignal = 0 | Hakenschalter 7 geschlossenSignal = 0 | ||
| Hakenschalter6 geschlossenSignal = 1 | Hakenschalter7 offenSignal = 1 | ||
| 200 2000 ON OFF | |||
| 400 4000 ON ON | |||
| 500 5000 OFF ON | |||
| 1000 100000 OFF | OFF | ||
| Signal 0 = stromlos, Signal 1 = stromführend | |||
| Stellung Drehschalter | Phasenstrom | DIP-Schalter 3 | Stromabsenkung |
| F | 5,50 A | OFF | ein |
| ON | aus | ||
C.6
Fehlersuche
| Fehlermeldung Ursache Beseitigung | ||
| Fotozellen nicht hell: 10;11; 12; 13; 14; 15; 16; 17 | Fotozelle reagiert nicht auf Lichtveränderung | Fotozelle korrekt justieren; Reflexionsfläche ist blind, eventuell säubern; Fotozelle austauschen |
| ES 02 Schalter nicht gedrückt | Luftdruck fehlt:Schalter justieren; Schalter austauschen | |
| I/O Kommunikation Fehler | Fehler bei der Datenübertragung zwischen Steuerung und I/O Modul | Alle Kabelverbindungen (Flachband-kabel) zu 9020013 /. 9020024 prüfen; falls erforderlich, Steuerung Modul 9020013 oder Modul 9020024 tauschen |
| Quertransport Position Lesefehler | Keine gültige Quertransport-Position vor der Steuerung auslesbar | Falls diese Meldung nur ab und zu (und im Wechsel mit anderen Fehlermeldungen) erscheint, ist die Datenübertragung am Bus gestört: Flachbandstecker von Anpassmodul 9020020 > 9020013 überprüfen; evtl. Anpassmodul 9020020 wechseln; evtl. I/O Modul 9020013 wechseln. |
| Quertransport Position | Der Quertransport hat die Zielposition nicht erreicht | QT-Motor mit Testprogramm „Quertransport Dauertest“ überprüfen; Verbindungen zum Quertransport prüfen; Versorgung DC 110V für den Schritt-motor prüfen; BERGER Leistungsendstufe wechseln; BERGER Motor wechseln; Anpassplatine 9020020 wechseln; falls sich der Motor nicht bewegt, liegt die Ursache an der Ansteuerung oder dem Leistungsteil für den Quertransport: Zustand der Leuchtdioden an der Leistungskarte (BERGER) kontrollieren und evtl. entsprechend der Diagnostik BERGER Motor weitersuchen; Verbindung zum Quertransport prüfen (Stecker); Verbindung 9020020 zum Leistungseinschub prüfen (Stecker); Anpassplatine 9020020 wechseln. |
| Quertransport Anschlag | Während des Transports hat der Begrenzungschalter ES01 geschaltet, obwohl nach dem Stand der internen Streckenmessung der Quertransport noch von diesem Schalter entfernt war | – Streckenzähler mit Testprogramm prüfen (Wegschritte); falls der Zähler nicht ordnungsgemäß arbeitet, Motor bzw. Anpassplatine 9020020 wechseln; falls der Zähler richtig zählt, Schalter ES01 mit Anschluß überprüfen. |
C.6
Fehlersuche
| Fehlermeldung Ursache Beseitigung | ||
| Fehler 09: Quertransport kommt nicht vom Schalter | Bei der Initialisierungsfahrt nach dem Einschalten hat der Quertransport ES01 erreicht, kann aber von diesem Schalter nicht mehr wegfahren (Richtung wechselt nicht) – | Mit dem Testprogramm „QT Motor ansteuern“, eine kleinere Geschwindigkeit eingeben, damit sich der Quer-transport bewegt und mit den Pfeiltasten die Richtung umschalten; falls der Motor die Richtung nicht wechselt: Verbindung 9020020 zum Leistungseinschub (Stecker) prüfen; BERGER Leistungsteil prüfen; falls der Motor die Richtung wechselt, Endschalter ES01 prüfen. |
| Quertransport Abtastung Fotozelle 14 | Bei der Fahrt von der A- zur B-Maschine hat Fotozelle 14 das Nähteil nicht richtig registriert | Fotozelle und Folie überprüfen; programmierte Strecken überprüfen; Leuchtdiode LED5 am I/O Modul 9020013 prüfen; diese LED zeigt den Zustand der FZ14 an. |
| B-Kopf Fehler Nachnähen mit F2 | Störung an der B-Maschine | Ein Nähteil in der B-Maschine kann nicht bis zum Ende genäht werden; manuell weiternähen |
| B-Kopf läuft zu lang | Zeitüberschreitung an Fotozelle 13 (wird beim Nähen nach 10 s nicht mehr hell) | Störung des Nähvorganges; evtl. blockiert ein Nähteil den Transport oder verdeckt die Reflexionsfläche |
| A-Kopf Fadenbruch | Fadenwächter A-Maschine hat angesprochen | Faden neu einfädeln; Empfindlichkeit in GP 22;23 verändern. |
| B-Kopf Fadenbruch | Fadenwächter B-Maschine hat angesprochen | Faden neu einfädeln |
| Fehler 48: I/O RES | Interne Hardwarefehler bei der Datenübertragung | Anpassplatine 9020013 – 9020020 wechseln |
C.7
Technische Daten
Stromversorgung
Netzspannung 230 V ±10 %, 50/60 Hz
Netzanschluss (1, N, PE) AC
Leistungsaufnahme 1,3 kW
Absicherung 16 A
Abmessungen der Maschine
Breite x Tiefe x Höhe in mm 2300 x 2200 x 1700
Tischhöhe
Einstellhöhe in mm 790 - 1240
Gewicht
Gesamtgewicht ca. 200 kg
Druckluft
Betriebsdruck 6 bar
Qualität ölfrei
Luftverbrauch 40 NL/AT
Teil D
Programmieranleitung
Inhaltsverzeichnis
D.1Bedienteil 3
D.1.1 Beschreibung des Bedienteils 3
D.2Programmsteuerung 4
2.1 Aufbau der Programmsteuerung 4
2.2 Übersicht der Menü-Ebenen 7
D.2Programmierung 8
3.1 Bediener-Menüs 8
Bedeutung der Funktionen von Zugriffsebene 1 8
Zugriffsebene 2 aufrufen 8
Nähvorgang an B- Maschine zurücksetzen 8
Nahtparameter-/ funktionen ändern (A- bzw. B-Maschine) 9
Obertransport 11
Differentialtransport 11
Pullergeschwindigkeit 13
Ausroller13
Quertransport 14
Nähgeschwindigkeit am Hüftbogen 15
Einstellungen A-Maschine 15
Einstellungen B-Maschine.... 15
Quertransport manuell fahren 16
Einfädeln 16
Bedeutung der Funktionen von Zugriffsebene 2....17
Grundparameter 17
Naht in einem Nahtprogramm deaktivieren / aktivieren 21
Vornähte 22
Nähgeschwindigkeit der Maschine reduzieren 23
Tageszähler zurücksetzen 24
Input- / Output-Test 24
3.2 Programmier-Menüs 27
Freien Speicherplatz belegen 27
Naht in ein Nahtprogramm kopieren 28
Naht eines Nahtprogrammes verändern 28
Naht eines Nahtprogrammes löschen.... 29
Speicherfunktionen 30
Memory-Card formatieren 30
Datensicherung auf Memory-Card 31
Datenübertragung auf Speichermedium des Bedienteils 31
3.3 Service-Menüs 33
Service-Code 33
Diagnostik 34
Sprache auswählen 36
Gesamtstückzahl 37
D.1 Bedienteil
D.1.1 Beschreibung des Bedienteils
Abb. 1: Das Bedienteil ist Anzeige- und Eingabemedium der Maschinensteuerung. Im Bedienteil sind der Mikroprozessor zur Steuerung der Maschine und die Speichermedien (EPROM) zur Sicherung der Programmsteuerung installiert.
Display 1
Am Display werden die Informationen zur Steuerung der Maschine und die Parameter der Nahtprogramme angezeigt. Wird eine Funktion zum Nahtprogramm zu- oder abgeschaltet, wird das Symbol der Funktion und der dazugehörige Parameterwert ein- oder ausgeblendet.
Steckplatz 2 für Memory-Card
Die Memory-Card ist das Speichermedium für die Sicherheitskopien aller Daten der Maschinensteuerung. Nahtprogramme können auf die Memory-Card kopiert und gesichert werden und bei Bedarf wieder in die Maschinensteuerung geladen werden.
Taster Programm-Stop 3
Der Taster Programm-Stop dient zum Abbruch des Maschinenablaufes.
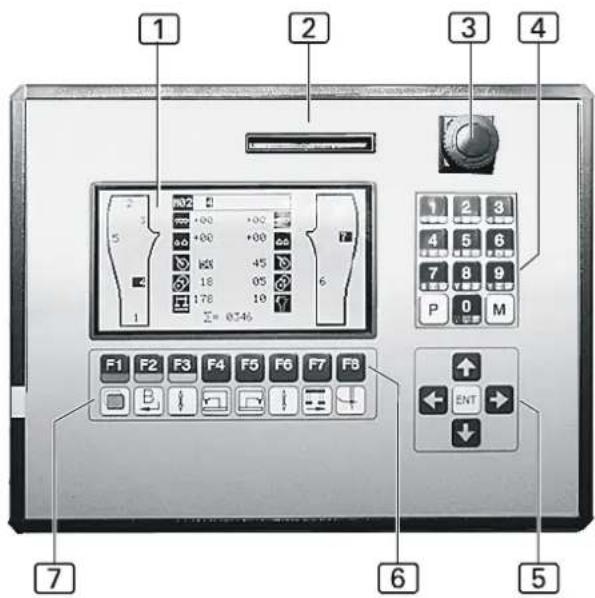
text_image
1 2 3 4 5 6 7 F1 F2 F3 F4 F5 F6 F7 F8 Σ = 0346 1 2 3 4 5 6 7 8 9 P 0 M ENT ↓ 6 5Abb. 1
Nummernblock 4
Am Nummernblock werden sämtliche veränderbaren Zahlenwerte eingegeben. Die Nahtprogramme M01-M09 werden über Eingabe der Ziffernbezeichnung aufgerufen. Die Nahtprogramme M10-M20 werden mit der Taste M angewählt und dann über die Eingabe der Ziffernbezeichnung aufgerufen. Mit der Taste P werden Untermenüs aufgerufen, Eingaben bestätigt und der Programmiermodus verlassen.
Pfeiltasten 5
Mit den Pfeiltasten "Hoch" und "Tief" wird der Cursor (Blinkzeichen) im angewählten Menü zeilenweise nach oben bzw. nach unten bewegt. Mit der Pfeiltaste "Rechts" bzw. "Links" wird im angewählten Menü mit dem Cursor entweder der gewünschte Parameter markiert oder falls die Parameterliste aus mehreren Seiten besteht, vor- oder zurückgeblättert.
Funktionstasten 6
Mit den Funktionstasten werden die Menüs der Programmsteuerung aufgerufen.
Symbolleiste 7
Die Symbolleiste weist auf die Menüs hin, die über die Funktionsta- sten direkt aus der Start-Ebene aufgerufen werden können. Alle weiteren Funktionen der Maschine sind durch die Anwahl der entsprechenden Menüs in den unterschiedlichen Programm-Ebe- nen einstell- oder veränderbar. Die jeweils dazugehörigen Symbole der Menüs werden am Display des Bedienteils angezeigt.
D.2
Programmsteuerung
2.1 Aufbau der Programmsteuerung
Die Programmsteuerung wird durch drei unterschiedliche Arten von Menüs gesteuert:
- Bediener-Menüs mit Direktzugriff
- Programmier-Menüs
- Service-Menüs
Bediener-Menüs
Im Bediener-Menü werden im Direktzugriff Funktionen aufgerufen:
• die Korrekturen des Nähvorganges gestatten,
- die Hilfsvorgänge unterstützen, die während der Arbeit mit der Maschine anfallen, z. B. das Einfädeln von Garn,
- das Zu- oder Abschalten von Maschinenfunktionen, z. B. den Differentialtransport oder den Obertransport ermöglichen.
Programmier-Menüs
Die Programmier-Menüs ermöglichen die Programmierung von Nahtprogrammen und den dazugehörigen Nähten:
- Verändern von bestehenden Nähten
- Kopieren und Umbenennen von Nahtprogrammen
- Erstellen neuer Nähte
- Löschen von Nähten
Service-Menüs
Die Service-Menüs dienen zur Datenverwaltung der Nahtprogramme und halten Funktionen bereit, die das Einrichten und Testen der Maschine unterstützen:
- Übermitteln und Speichern von Daten
- Input-/Output-Tests der Initiatoren der Druckluftsystems
• Diagnose-Tests von Motoren - Zusatzprogramme
Der Zugang zu einem Teil der Service-Menüs und Programmier-Menüs ist nur mit Zugriffsberechtigung möglich. Die Zugriffsberechtigung schützt vor unerlaubter Datenmanipulation. Um Eingaben oder Veränderungen im Service-Menü vornehmen zu können, muss zuerst der Service-Code eingegeben werden. Der Service-Code kann im Bedarfsfall beim Hersteller abgerufen werden.
Struktur der Menü-Ebenen
Die Bediener-Menüs bestehen aus Direktzugriff 1 und Direktzugriff 2.
Die Programmier-Menüs bestehen aus den Ebene 1 und Ebene 2.
Die Service-Menüs reichen von Ebene 2 bis Ebene 4.

VORSICHT - Beschädigung der Maschine!
Einige der Menü-Eingaben starten einzelne Maschinenaggregate oder einen Maschinenablauf. Sind Bauteile ganz oder teilweise demontiert oder nicht funktionsbereit, kann dies zur Beschädigung von Maschinenkomponenten führen.
Eingaben nur in betriebsbereitem Zustand vornehmen!
D.2 Programmsteuerung
Nahtprogramm
Ein Nahtprogramm steuert den kompletten Maschinenablauf während der Produktion:
- den Transport des Nähstückes zum Nähkopf der A-Maschine,
• das Abnähen einer Naht, - den Weitertransport des Nähstücks zum Nähkopf der B-Maschine,
• das Stapeln des Nähstückes.
Ein Nahtprogramm wird durch drei unterschiedliche Typen von Werten und Funktionen bestimmt:
- Nahtfunktionen
Nahtfunktionen sind zu- oder abschaltbare Maschinenkomponenten, die eine Teilfunktion eines Nähvorganges ausführen, z. B. die Ausroller oder der Stapler.
- Nahtparameter
Nahtparameter sind Einstellungen, die sich nur auf eine bestimmte Naht des Nahtprogrammes beziehen. Ihre Änderung wirkt sich nur auf die ausgewählte Naht des Nahtprogrammes aus, in dem die Einstellung vorgenommen wird.
- Grundparameter
Grundparameter sind Werte, die die Grundfunktionen der Maschine steuern. Werden Grundparameter verändert, wirkt sich die Änderung auf alle gespeicherten Nahtprogramme aus.
Nahtprogramme können erweitert, umbenannt oder kopiert werden. In einem Nahtprogramm muss mindestens eine Naht aktiviert sein. Besteht ein Nahtprogramm aus mehreren Nähten, ist es möglich, eine Teilmenge von Nähten zu deaktivieren.
Grundsätzlich ist es möglich, ein völlig neues Nahtprogramm zu programmieren. Einfacher ist es:
- ein werkseitig programmiertes Nahtprogramm auf einen freien Speicherplatz im Memory-Speicher zu kopieren und zu verändern,
- ein bereits modifiziertes oder angepasstes Nahtprogramm auf einen freien Speicherplatz im Memory-Speicher zu kopieren und weiter anzupassen.
Nahtnummer
Jedes Nahtprogramm wiederum kann mit bis zu sieben Nähten ablaufen. Die Nähte sind durch Nahtnummern (1, 2, 3, 4, 5, 6, 7) dem Nahtprogramm zugeordnet.

HINWEIS - Nähte bearbeiten!
Sämtliche Datenveränderungen, die in der Programmsteuerung vorgenommen werden,
- Einstellen von Parametern
- Ändern von Nahtbezeichnungen
• Kopieren einer Naht - Löschen einer Naht beziehen sich immer auf die markierte Naht des am Display angezeigten Nahtprogrammes.
D.2
Programmsteuerung
Memory-Speicher
Nahtprogramme werden im Memory-Speicher (M) abgelegt.
Im Memory-Speicher der Programmsteuerung können bis zu 20 Nahtprogramme (M 01 - M 20) einprogrammiert sein.
Zur Datensicherung können alle im Memory-Speicher abgelegten Nahtprogramme auf die Memory-Card überspielt und gesichert werden.
Werkseinstellung
Werkseitig ist die Programmsteuerung mit drei Nahtprogrammen vorprogrammiert.
• M 01- M 03 für Standard-Stoffmaterialien.
• M 09 Nahtprogramm für manuelles Nachnähen.
• Die Speicherplätze M07 - M08 sind frei.
- M 10- M 20 sind für angepasste oder frei programmierbare Nahtprogramme vorgesehen.
Die Bildzeichen zu den Nahtprogrammen zeigen an, in welchem Bereich der Naht jeweils eine Weitenzugabe einprogrammiert wurde.

M 01 Hinterhose normal

M 02 Hinterhose mit starkem Hüftbogen

M 03 Vorderhose mit Kniefutter
D.2 Programmsteuerung
2.2 Übersicht der Menü-Ebenen
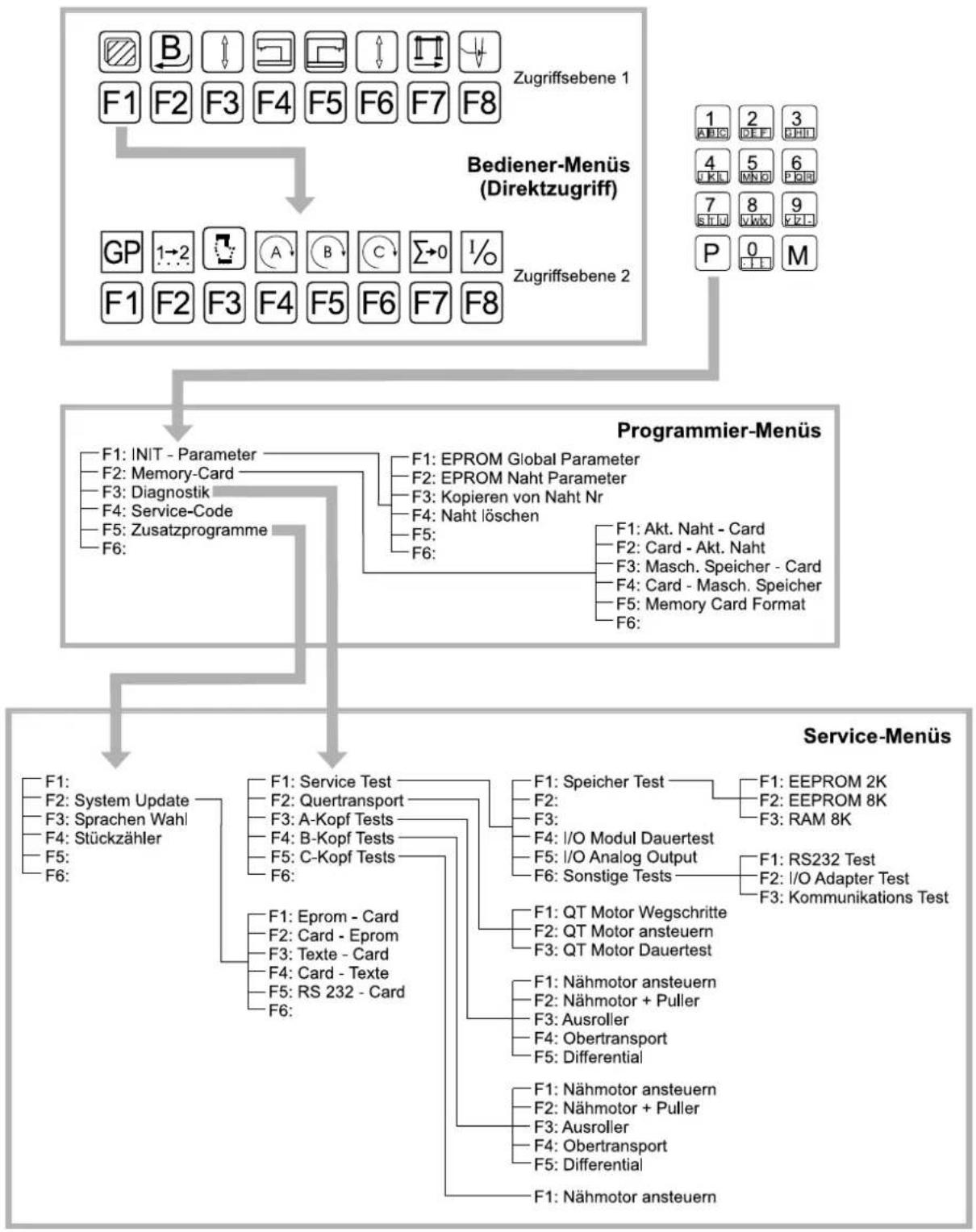
flowchart
graph TD
A["Zugriffsebene 1"] --> B["Bediener-Menus (Direktzugriff)"]
B --> C["Zugriffsebene 2"]
C --> D["Programmier-Menus"]
D --> E["Service-Menus"]
E --> F["F1: Init - Parameter"]
E --> G["F2: Memory-Card"]
E --> H["F3: Diagnostik"]
E --> I["F4: Service-Code"]
E --> J["F5: Zusatzprogramme"]
E --> K["F6: EPROM Global Parameter"]
E --> L["F7: Kopieren von Naht Nr"]
E --> M["F8: Naht löschen"]
M --> N["F1: Akt. Naht - Card"]
M --> O["F2: Card - Akt. Naht"]
M --> P["F3: Masch. Speicher - Card"]
M --> Q["F4: Card - Masch. Speicher"]
M --> R["F5: Memory Card Format"]
M --> S["F6: Memory Card Format"]
D --> T["F1: EPROM Global Parameter"]
D --> U["F2: EPROM Naht Parameter"]
D --> V["F3: Kopieren von Naht Nr"]
D --> W["F4: Naht löschen"]
D --> X["F5: EPROM Global Parameter"]
D --> Y["F6: EPROM Naht Parameter"]
D --> Z["F7: EPROM Naht Parameter"]
D --> AA["F8: EPROM Naht Parameter"]
D --> AB["F9: EPROM Naht Parameter"]
D --> AC["F10: EPROM Naht Parameter"]
D --> AD["F11: EPROM Naht Parameter"]
D --> AE["F12: EPROM Naht Parameter"]
D --> AF["F13: EPROM Naht Parameter"]
D --> AG["F14: EPROM Naht Parameter"]
D --> AH["F15: EPROM Naht Parameter"]
D --> AI["F16: EPROM Naht Parameter"]
D --> AJ["F17: EPROM Naht Parameter"]
D --> AK["F18: EPROM Naht Parameter"]
D --> AL["F19: EPROM Naht Parameter"]
D --> AM["F20: EPROM Naht Parameter"]
D --> AN["F21: EPROM Naht Parameter"]
D --> AO["F22: EPROM Naht Parameter"]
D --> AP["F23: EPROM Naht Parameter"]
D --> AQ["F24: EPROM Naht Parameter"]
D --> AR["F25: EPROM Naht Parameter"]
D --> AS["F26: EPROM Naht Parameter"]
D --> AT["F27: EPROM Naht Parameter"]
D --> AU["F28: EPROM Naht Parameter"]
D --> AV["F29: EPROM Naht Parameter"]
D --> AW["F30: EPROM Naht Parameter"]
D --> AX["F31: EPROM Naht Parameter"]
D --> AY["F32: EPROM Naht Parameter"]
D --> AZ["F33: EPROM Naht Parameter"]
D --> BA["F34: EPROM Naht Parameter"]
D --> BB["F35: EPROM Naht Parameter"]
D --> BC["F36: EPROM Naht Parameter"]
D --> BD["F37: EPROM Naht Parameter"]
D --> BE["F38: EPROM Naht Parameter"]
D --> BF["F39: EPROM Naht Parameter"]
D --> BG["F40: EPROM Naht Parameter"]
D --> BH["F41: EPROM Naht Parameter"]
D --> BI["F42: EPROM Naht Parameter"]
D --> BJ["F43: EPROM Naht Parameter"]
D --> BK["F44: EPROM Naht Parameter"]
D --> BL["F45: EPROM Naht Parameter"]
D --> BM["F46: EPROM Naht Parameter"]
D --> BN["F47: EPROM Naht Parameter"]
D --> BO["F48: EPROM Naht Parameter"]
D --> BP["F49: EPROM Naht Parameter"]
D --> BQ["F50: EPROM Naht Parameter"]
D --> BR["F51: EPROM Naht Parameter"]
D --> BS["F52: EPROM Naht Parameter"]
D --> BT["F53: EPROM Naht Parameter"]
D --> BU["F54: EPROM Naht Parameter"]
D --> BV["F55: EPROM Naht Parameter"]
D --> BW["F56: EPROM Naht Parameter"]
D --> BX["F57: EPROM Naht Parameter"]
D --> BY["F58: EPROM Naht Parameter"]
D --> BZ["F59: EPROM Naht Parameter"]
D --> CA["F60: EPROM Naht Parameter"]
Abb. 2
D.3
Programmierung
3.1 Bediener-Menüs
Die Funktionen des Bediener-Menüs sind auf zwei Zugriffsebenen verteilt und können nach der Initialisierung der Programmsteuerung oder nach jedem RESET im Direktzugriff aufgerufen werden.
■ Bedeutung der Funktionen von Zugriffsebene 1
Die Funktionstasten der Zugriffsebene 1 sind den darüberliegenden Bildzeichen zugeordnet. Diese Bildzeichen sind nicht veränderbar und bleiben ständig sichtbar.

text_image
F1 F2 F3 F4 F5 F6 F7 F8 BF1 Zugriffsebene 2 des Bediener-Menüs aufrufen
F2 Nähvorgang an B- Maschine zurücksetzen
F3 A-Maschine: Nahtparameter ändern / Maschinenfunktionen zu- oder abschalten
F4 Maschinen-Parameter A-Maschine anwählen
F5 Maschinen-Parameter B-Maschine anwählen
F6 B-Maschine: Nahtparameter ändern / Maschinenfunktionen zu- oder abschalten
F7 Quertransport manuell fahren
F8 Einfädeln
■ Zugriffsebene 2 aufrufen

text_image
• Taste F1 drücken■ Nähvorgang an B- Maschine zurücksetzen
Falls der Nähvorgang an der B-Maschine unterbrochen wird, kann durch Anlegen des Nähteiles an der Fotozelle der Konturenführung der Arbeitsvorgang wieder fortgesetzt werden. Dieses manuelle Eingreifen in den Maschinenablauf kann z. B. notwendig werden, wenn beim Quertransport eine Störung aufgetreten ist.
- Nähvorgang an B-Maschine zurücksetzen:

text_image
• Taste F2 drücken B- Nähvorgang an B-Maschine starten:
Der Nähvorgang wird durch manuelles Anlegen des Nähteiles an der Fotozelle der B-Maschine wieder im automatischen Ablauf fortgesetzt.
D.3
Programmierung
■ Nahtparameter-/ funktionen ändern (A- bzw. B-Maschine)
Die Nahtparameter eines Nahtprogrammes können für die A-Maschine und die B-Maschine separat in drei Stufen verändert werden:
- Schnellveränderung der Hauptparameter einer Nahtfunktion über die Eingabefelder.
- Zugriff auf die gesamte Parameterliste einer Nahtfunktion.
- Zu- oder abschalten einer Naht- bzw. Maschinenfunktion.
Änderung des Hauptparameters einer Nahtfunktion über die Eingabefelder:
- Funktion an der A- oder B-Maschine anwählen:
- Taste F3 oder F6 drücken,

bis das dem Bildzeichen zugeordnete Eingabefeld schwarz hinterlegt ist.
- Mit den Pfeiltasten den Wert erhöhen oder vermindern:
- Taste ◀ oder ➡ drücken.
- Eingabe bestätigen:
- Taste P drücken
Abb. 3: Zugeschaltete Funktionen ① sind als Symbol invertiert dargestellt. Eine abgeschaltete Funktion ③ wird als Strichdarstellung auf hellem Grund ausgegeben. Der Parameterwert, der einer Funktion zugeordnet ist, wird im jeweiligen Eingabefeld ② rechts bzw. links vom Funktions-symbol angezeigt.
Bei den der Funktion zugeordneten Parametern handelt es sich entweder um die zuzügliche Erhöhung oder das Absenken von Grundwerten oder um die direkte Veränderung der Hauptparameter einer Naht.
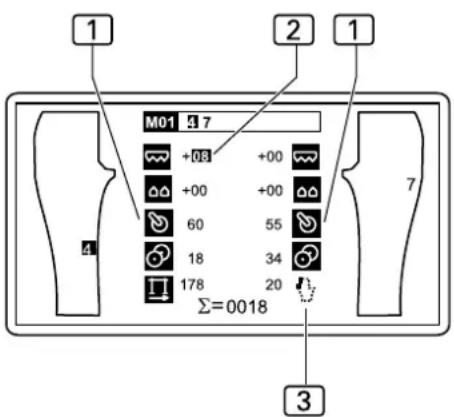
text_image
1 2 1 M01 47 +08 +00 +00 +00 60 55 18 34 178 20 Σ=0018 4 7 3Abb. 3
Zugriff auf die gesamte Parameterliste einer Nahtfunktion:
- Funktion an der A- oder B-Maschine anwählen:
- Taste F3 oder F6 drücken,

bis das dem Bildzeichen zugeordnete Eingabefeld schwarz hinterlegt ist.
- Parameterliste öffnen:
- Taste ENT drücken.
Die zur Nahtfunktion gehörige Parameterliste wird angezeigt.
D.3
Programmierung
- In der Paramaterliste nach oben bzw. nach unten navigieren:
- Taste

oder

drücken
Das Eingabefeld des Parameters wird schwarz hinterlegt.
- Wert verändern:
- Taste

oder

drücken
oder am Ziffernblock den zwei- bzw. dreistelligen Wert eingeben. Dabei ist die Reihenfolge der Eingabe: Hunderterwert, Zehnerwert, Einerwert.
- Eingabe bestätigen und Menü verlassen:
- Taste

drücken
Zu- oder abschalten einer Naht- bzw. Maschinenfunktion:
Für besondere Verarbeitungsmuster oder wegen eines bestimmtes Materialverhalten können einzeln oder alle sechs Funktionen zu- oder abgeschaltet werden.
- Funktion an der A- oder B-Maschine anwählen:
- Taste

oder

drücken


bis das dem Bildzeichen zugeordnete Eingabefeld schwarz hinterlegt ist.
- Ins Menü Grundparameter der angewählten Funktion wechseln:
- Taste

drücken
- Funktion aktivieren oder deaktivieren:
- Taste

drücken
- Eingabe bestätigen:
- Taste

drücken
Abb. 4: An der B-Maschine 1, an der die Schrittnaht 2 verarbeitet wird, wird mit Taste F8 4 die Funktion Puller 3 aktiviert.
Beim Aufrufen dieser Programmfunktion wird gleichzeitig die zugeordnete Parameterliste dieser speziellen Nahtfunktion 5 geöffnet.
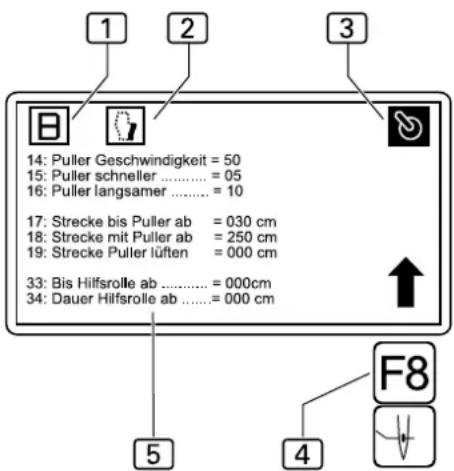
text_image
14: Puller Geschwindigkeit = 50 15: Puller schneller ..... = 05 16: Puller langsamer ..... = 10 17: Strecke bis Puller ab = 030 cm 18: Strecke mit Puller ab = 250 cm 19: Strecke Puller lüften = 000 cm 33: Bis Hilfsrolle ab ..... = 000cm 34: Dauer Hilfsrolle ab ..... = 000 cm F8 5 4Abb. 4
D.3
Programmierung
Bedeutung der speziellen Nahtparameter:

Obertransport

Differentialtransport
Um eine korrekte Weitenverteilung zu erhalten, müssen die Transporteigenschaften von Differentialtransport und Obertransport auf das Material des Kniefutters eingestellt werden. Diese Anpassung ist erforderlich, wenn beim Abnähen das Futter gewellt vernäht wird.
Dazu kann die Stellung des Differentialtransporteurs bzw. Obertransporteurs zum Haupttransporteur der Näheinrichtung über die Schnellverstellung in einem Wertebereich von -19 bis +19 verändert werden.
Diese Einstellung wirkt sich nur auf die Strecke der Naht aus, die für eine Weitenzugabe aktiviert ist.
Abb. 5: Einteilung der Naht in Strekken:
Das Hosenteil ist im Nähbereich jeweils in Streckenbereiche aufgeteilt:
- Seitennaht A mit der Grundeinstellung S1 - S4 = 15 cm, S5 ist die Restlänge der Hose.
- Schrittnaht B mit der Grundeinstellung S5 - S2 = 10 cm, S1 ist die Restlänge der Hose ab Fotozelle 15.
- Das Kniefutter C reicht dabei über vier der fünf Strecken.
Für jeden dieser Streckenbereiche kann die Länge der Strecke variiert und die dazugehörige Weitenzugabe (Menge) über die Programmsteuerung voreingestellt werden.
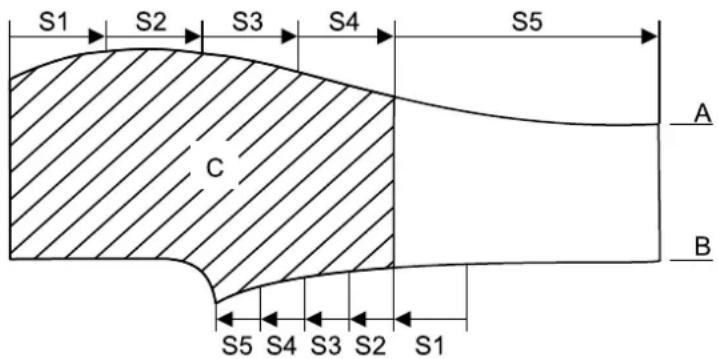
text_image
S1 S2 S3 S4 S5 A C B S5 S4 S3 S2 S1Abb. 5
Veränderung der Weitenzugabe über den Zugriff auf die gesamte Parameterliste der Nahtfunktion.
Grundeinstellung:
Beim Öffnen dieses Menüs ist das Eingabefeld 3 des Parameters Grundeinstellung aktiviert (schwarz hinterlegt) und kann verändert werden. Ist keine der Einzelstrecken aktiviert, bezieht sich die Weitenzugabe (Menge) der Grundeinstellung auf alle fünf Streckenbereiche.
Abb. 6: Die erste Einzelstrecke 1 ist deaktiviert, die vier restlichen Strecken 2 sind aktiviert (Strecke 2-5 sind schwarz hinterlegt und als aktiv gekennzeichnet).
Funktionen:
- Eine Einzelstrecke wird durch die darunterliegende Funktionstaste 4 aktiviert bzw. deaktiviert.
- Die Funktion LANGSAM (nur bei Differentialtransport verfügbar) wird mit der Kombination Funktionstaste F1 5 mit entsprechender Ziffer für die jeweilige Strecke am Ziffernblock aktiviert (die aktivierte Strecke wird schwarz hinterlegt).
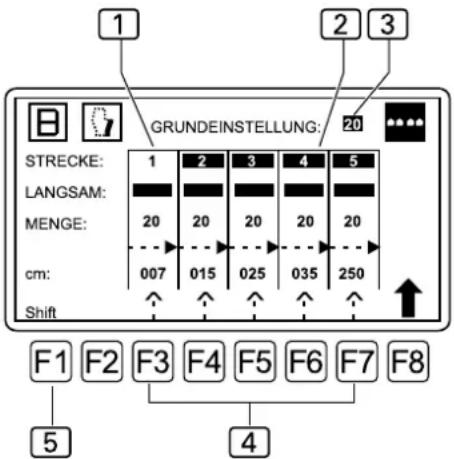
text_image
1 2 3 GRUNDEINSTELLUNG: STRECKE: 1 2 3 4 5 LANGSAM: MENGE: 20 20 20 20 20 cm: 007 015 025 035 250 Shift F1 F2 F3 F4 F5 F6 F7 F8 5 4Abb. 6
Zur Weitenzugabe können separat für Differentialtransport und Obertransport die Wertebereiche folgendermaßen eingestellt werden:
- Grundeinstellung der Weitenzugabe für alle Einzelstrecken zusammen.
D.3
Programmierung
- Weitenzugabe (Menge) für eine Einzelstrecke, die dann auch aktiviert werden muss, damit die Einstellung wirksam wird.
- Die Länge einer Einzelstrecke, für die eine Weitenzugabe wirksam werden soll.
- Die Funktion langsam Nähen (nur bei Einstellung Differentialtransport)

HINWEIS - Schnellzugriff!
Der Schnellzugriff für die Weitenzugabe (im Wertebereich - 19 bis +19) ist nur für eine aktivierte Strecke wirksam. Ist eine Strecke deaktiviert, wird mit den Grundeinstellungen oder den Werten, die für eine Strecke speziell festgelegt werden, genäht.
Einstellung Differentialtransport und Obertransport.
- Wert verändern:
- Taste

oder

drücken
oder am Ziffernblock den zweistelligen Wert eingeben. Dabei ist die Reihenfolge der Eingabe: Zehnerwert, Einerwert.
- Eingabe bestätigen und Menü verlassen:
- Taste

drücken
Strecke:
- Strecke einzeln aktivieren/deaktivieren:
- Taste

bis

drücken
- Eingabe bestätigen und Menü verlassen:
- Taste

drücken
Weitenzugabe (Menge) und Länge der Strecke (cm) einstellen:
Die einzelnen Eingabefelder werden von links nach rechts durchgeschrollt.
- Eingabefeld aktivieren/deaktivieren:
- Taste

oder

drücken
- Wert verändern:
- Taste

oder

drücken
oder am Ziffernblock den zweistelligen Wert eingeben. Dabei ist die Reihenfolge der Eingabe: Hunderterwert, Zehnerwert, Einerwert.
3 Eingabe bestätigen und Menü verlassen:
- Taste

drücken
D.3
Programmierung

Pullergeschwindigkeit
Die Fotozelle ermittelt die Abweichung der Stoffkontur von der Ideallinie und reguliert bei Bedarf die Geschwindigkeit des Pullers nach.
- Werden die Nähteile beim Transport seitlich vom Anschlag weg verschoben, ist die Geschwindigkeit zu hoch,
- werfen sich die Nähteile am Anschlag auf, ist der Geschwindigkeit zu niedrig.
14 PULLER GESCHWINDIGKEIT
Hauptparameter/Grundeinstellung der Drehgeschwindigkeit
15 PULLER SCHNELLER
Erhöhen der Drehgeschwindigkeit, falls Nähteil sich am Anschlag aufwirft
16 PULLER LANGSAMER
Absenken der Drehgeschwindigkeit, falls das Nähteil vom Anschlag weg verschoben wird
17 STRECKE BIS PULLER AB
Strecke zum Absenken des Pullers nach Nähbeginn
18 STRECKE MIT PULLER AB
Länge der Strecke, die der Puller das Nähteil zieht
19 STRECKE PULLER LUEFTEN
Länge der Strecke, die der Puller anhebt, um das Nähmaterial zu entspannen
33 BIS HILFSROLLE AB
A-Maschine: Strecke nach Nähbeginn, nach der die Konturenrolle sich absenkt
B-Maschine: Strecke, nach der Fotozelle 15 hell erkennt
34 DAUER HILFSROLLE AB
Länge der Strecke, die die Konturenrolle abgesenkt mitsteuert

Ausroller
Der Parameter verändert die Länge der Strecke, die der Ausroller das Nähteil von der A-Maschine bis zur Übernahme durch den Quertransport transportiert, bzw. an der B-Maschine vom Arbeitstisch zu Stapler befördert.
25 STRECKE BIS ROLLER AB
Nähstrecke nach Nähbeginn, bis sich der Ausroller absenkt; nur bei schwerem Material erforderlich
26 STRECKE MIT ROLLER AB
Länge der Strecke, die der Ausroller transportiert
D.3
Programmierung
27 BIS ROLLER STOP/KETTUB
Strecke, die der Ausroller bis fährt, um für die Abtrennung der Kette anzuhalten
28 ROLLER STOP DAUER/KETTUP
Zeitdauer, die der Ausroller für die Abtrennung der Kette stoppt
29 ROLLER GESCHWINDIGKEIT [99]
Drehgeschwindigkeit des Ausrollers
Hauptparameter/Grundeinstellung der Transportstrecke des Ausrollers zur Übergabe des Nähteils an den Quertransport. Referenzpunkt ist die Befestigungsschraube
![Dürkopp Adler 1365-5 - ROLLER GESCHWINDIGKEIT [99] - 1](/content/2026/05/778494/images/8bcfed580099a266b59ba4b494b91a8f6dd61e11e0b87f46f288bf3afb62b996.jpg)
Mit diesem Wert wird die Transportstrecke von der A- zur B-Maschine eingestellt.
37 QT UEBERNAHME POSITION
Position, an der der Quertransport das Nähteil an der A-Maschine übernimmt; dies ist der Abstand vom Initiator des Quertransportes bis zur linken Kante der Stempelhalterung
38 QT WARTE POSITION
Warteposition, an der der Quertransport vor der B-Maschine anhält
39 QT STOP NACH FZ14 HELL
Hauptparameter/Grundeinstellung der Transportstrecke von der Warteposition bis zur Übernahme des Nähteils durch den Einschwenker an der B-Maschine
40 QT BLINDSTRECKE FZ14
Ansprechverzögerung der Fotozelle zur Überbrückung von Lücken, Einschnitten im Nähteil
41 QT GESCHWINDIGKEIT A -> B
Fahrgeschwindigkeit des Quertransportes
42 QT GESCHWINDIGKEIT B -> A
Rückfahrgeschwindigkeit des Quertransportes
43 WARTEPOS->EINSCHWENKPOS
Strecke, die das Nähteil in der B-Maschine genäht wird, bevor ein nachfolgendes Nähteil von der Warteposition zum Einschwenker fährt (Referenzpunkt ist Fotozelle 15)
D.3
Programmierung

Nähgeschwindigkeit am Hüftbogen
Die Einstellungen bestimmen die Pullergeschwindigkeit beim Abnähen des Hüftbogens. Abhängig von der Stärke des Hüftbogens kann eine entsprechend angepasste Pullergeschwindigkeit eingestellt werden.
20 LANGSAM BEI HUEFTBOGEN
Hauptparameter/Grundeinstellung der Pullergeschwindigkeit
21 BIS HUEFTBOGEN LANGSAM
Strecke, in der mit normaler Pullergeschwindigkeit genäht wird, bevor im Hüftbogen die Geschwindigkeit abgesenkt wird (Referenzpunkt ist Fotozelle 15)
22 DAUER HUEFTBOGEN LANGSAM
Strecke, die im Hüftbogen langsam genäht wird
23 PULLER NACH HUEFTBOGEN
Reststrecke, in der wieder mit normaler Pullergeschwindigkeit genäht wird
35 BIS SCHLITZBLASEN
Länge der Strecke zum Nahtende, die an der B-Maschine abgetastet wird, um den Bund wegzublasen (von Fotozelle 15 bis Fotozelle 2)
10 SCHLITZ BLASEN DAUER
Zeitdauer, wie lange die Druckluft den Schlitz wegbläst
11 BIS SCHWERT SCHWENKEN
Strecke ab Nähbeginn, die an der B-Maschine genäht wird, bis das Schwert einschwenkt (Referenzpunkt ist Fotozelle 15)
44 PULLER SCHWENKEN
Funktion ist nur bei Schrittnaht erforderlich;
Funktion einschalten = 01
Funktion ausschalten = 00

Einstellungen A-Maschine

Einstellungen B-Maschine
Die Einstellungen bestimmen das Nähverhalten der A- und B-Maschine.
01 NAEHEN LANGSAM
Drehzahl bei verringerter Nähgeschwindigkeit während der Anfahrstrecke (siehe Parameter 03)
02 NAEHEN SCHNELL
Drehzahl der Nähgeschwindigkeit
03 ANNAEHEN LANGSAM
Strecke des verlangsamten Nähstarts
D.3
Programmierung
05 STRECKE BIS KONTURE AB
Nahtstrecke, die beim Nähbeginn zurückgelegt wird, bevor die Kon-turenführung abgesenkt wird
06 BIS TISCH BLASEN EIN
Nahtstrecke, die beim Nähbeginn zurückgelegt wird, bevor die Blas-düsen der Arbeitsplatte mit Druckluft versorgt werden
07 TISCH BLASEN DAUER [70]
Strecke, die ein Nähteil durch Druckluft mittransportiert wird
09 REDUZIERTE DREHZAHL
Reduzierte Drehzahl, die für den Differentialtransport mit der Funktion LANGSAM eingeschaltet wird (Referenzpunkt ist Fotozelle 12, A-Maschine/Fotozelle 13, B-Maschine)
■ Quertransport manuell fahren
Mit dieser Funktion kann ein Nähteil manuell von der A- zur B-Maschine transportieren werden. Durch Drücken der Taste werden die beiden Quertransportstempel abgesenkt und der Transport verfährt zur Übergabeposition an der B-Maschine; danach wird der weitere Maschinenablauf automatisch ausgelöst und fortgesetzt.
- Nähteil unter den beiden Stempeln positionieren.
- Quertransport manuell starten:
- Taste F7 drücken,

der Quertransport fährt in die Warteposition vor der B-Maschine.
- Der automatische Maschinenablauf wird fortgesetzt.
■ Einfädeln
Diese Funktion ermöglicht ein ungehindertes, problemloses Einfädeln von Garn an beiden Nähköpfen. Die Fotozellen werden abgeschaltet, die Näheinrichtungen sind dadurch gesperrt. Der Nähfuß wird jeweils abgesenkt, die Transporteinheiten angehoben.
- Näheinrichtung zum Einfädeln vorbereiten:
- Taste F8 drücken

- Garn in die Nadel und Greifer einfädeln
- Näheinrichtung wieder in Betriebsbereitschaft setzen:
- Taste F8 drücken
D.3
Programmierung
■ Bedeutung der Funktionen von Zugriffsebene 2
Die Funktionstasten der Zugriffsebene 2 sind den Bildzeichen zugeordnet, die im Display angezeigt werden. Diese Bildzeichen sind nur sichtbar, wenn Zugriffsebene 2 aufgerufen ist. Sie werden invertiert dargestellt, wenn die Maschinenfunktion, die sie anzeigen, in der markierten Naht des Nahtprogrammes abgeschaltet wird.

text_image
GP 1→2 A B C Σ→0 I/ F1 F2 F3 F4 F5 F6 F7 F8F1 Liste der Grundparameter
F2 Nähte eines Nahtprogrammes aktivieren/deaktivieren
F3 Vornähte einschalten
F4 A-Maschine manuell aktivieren
F5 B-Maschine manuell aktivieren
F6 C-Maschine (optional) manuell aktivieren
F7 Tageszähler auf Null zurückstellen
F8 Ein-/Ausgänge anzeigen
■ Grundparameter
Grundparameter sind Werte, die die Grundfunktionen der Maschine steuern. Werden Grundparameter verändert, wirkt sich die Änderung auf alle gespeicherten Nahtprogramme aus.

HINWEIS - Änderung von Grundparameter
Die Grundparameter der Maschine sind werkseitig optimal eingestellt und aufeinander abgestimmt. Durch unsachgemäße Veränderungen der Werte kann die Verarbeitungsqualität beeinträchtigt, im schlimmsten Fall können Maschinenkomponenten beschädigt werden.
- Liste der Grundparameter aufrufen:

- Taste F1 drücken
- In der Parameterliste nach oben bzw. nach unten navigieren:
- Taste ↑ oder ↓ drücken
- Das Eingabefeld des Parameters aktivieren:
- Taste ENT drücken
D.3
Programmierung
4. Wert verändern:
• Taste

oder

drücken
oder am Ziffernblock den zwei- bzw. dreistelligen Wert eingeben. Dabei ist die Reihenfolge der Eingabe: Hunderterwert, Zehnerwert, Einerwert.
5. Eingabe bestätigen:
• Taste P drücken
6. Menü verlassen und zur Zugriffsebene 2 zurückkehren:
- Taste P drücken
7. Zur Zugriffsebene 1 zurückkehren:
- Taste P drücken
Folgende Grundparameter können verändert werden:
01 FZ FEHLERZEIT ANFANG
Zeitverzögerung zwischen Einlegevorgang (Fotozelle erkennt dunkel) und Nähbeginn
02 FZ DUNKEL -> FUSS AB
Zeit bis der Nähfuß abgesenkt und die Kettup-Funktion aktiviert wird (diese Einstellung ist abhängig vom Nähmaterial)
03 FADENLUEFTUNG NAHTANFANG
Zeitdauer, wie lange der Oberfaden entspannt wird, um dann wieder auf Spannung gesetzt zu werden
Zeitdauer der Kettup-Funktion am Nahtanfang, bei dreifädigen Maschinen muss länger gesaugt werden; Abschaltung zum Zwecke der Energie-Einsparung
05 NACHNAEHEN STRECKE
Strecke, in der Nachnähstiche gesetzt werden, wenn das Nähteil während des Nähvorganges manuell aus der Näheinrichtung genommen wird
06 KETTUP DAUER AM ENDE
Zeitdauer der Kett-Up-Funktion am Nahtende, Abschaltung zum Zwecke der Energie-Einsparung
07 FADENLUEFTUNG NAHTENDE
Dauer, die Oberfaden am Nahtende entspannt wird
08 FZ SPERRZEIT AM ENDE
Zeitverzögerung zum Einlegen eines neuen Teiles (Sperrzeit nach Fotozelle hell)
D.3
Programmierung
09 A-M ROLLER STOP MIT FZ
Schaltzustand der Fotozelle 17
01 Funktion einschalten
00 Funktion ausschalten
10 AUSROLLER WARTEN (MAN)
Zeitdauer, die der Ausroller bei manueller Naht abgesenkt ist, hält das Nähteil nach dem Nahtende
12 ROLLER AUF -> QT START [0.1]
Zeitverzögerung nach Anheben des Ausroller, bis der Quertransport startet
13 QT STOP -> STEMPEL AB
Zeitverzögerung nachdem der Quertransport stoppt, bis der Einschwenkstempel an der Übernahmeposition absenkt
14 STEMPEL AB -> QT AUF
Zeitverzögerung, nachdem der Einschwenkstempel absenkt, bis der Transportstempel des Quertransportes anhebt
15 QT AUF -> QT ZURUECK
Zeitverzögerung, nachdem der Transportstempel anhebt, bis der Quertransport zurückfährt
16 BIS EINSCHWENKEN...
Zeitverzögerung, bis der Einschwenker einschwenkt
17 EINSCHWENKEN -> FUSS AB
Zeitverzögerung, nachdem das Nähteil die Fotozelle abgedunkelt hat, bis sich der Nähfuß absenkt (ist die Zeitdauer zu hoch, kann das Nähteil durch das Eigengewicht wieder aus der Konturenführung gezogen werden)
18 FZ DUNKEL -> STEMPEL AUF
Zeitverzögerung nachdem die Fotozelle (13) das Nähteil erkannt hat, bis der Einschwenkerstempel anhebt
21 STAPLER -> AUSROLLER
Dauer des Staplerimpulses (muss ausreichend lang sein, damit der Ausroller abheben kann)
22 A-FADENWAECHTER EMPF.
Empfindlichkeit des Fadenwächter am A-Kopf (Einstellung ist abhängig vom verwendetem Nähgarn)
23 B-FADENWAECHTER EMPF.
Empfindlichkeit des Fadenwächter am B-Kopf (Einstellung ist abhängig vom verwendeten Nähgarn)
D.3
Programmierung
24 ABTASTZEIT KONTURE ...
Abtastzeit der Konturaussteuerung zwischen Schnell - Langsam bzw. Langsam – Schnell
00 Fotozelle 11/16 hell, Puller angehoben, Fotozelle 11/16 dunkel, Puller abgesenkt
01 Puller ständig abgesenkt (Fotozelle 11/16 hell, langsam, Fotozelle 11/16 dunkel, schnell
25 A-EFKA POSITION OBEN
EFKA Position A-Kopf, Nadelposition am Nahtende (Nadelobenposition)
26 B-EFKA POSITION OBEN
EFKA Position B-Kopf, Nadelposition am Nahtende (Nadelobenposition)
27 C-EFKA POSITION OBEN [
EFKA Position C-Kopf, Nadelposition am Nahtende (Nadelobenposition)
29 C-KOPF AUS/EIN MODUS...
C-Maschine ein-/ausschalten in Kombination mit Klebestation
00 C-Maschine und Klebestation aus
01 C-Maschine aus, Klebestation ein
02 C-Maschine ein, Klebestation aus
03 C-Maschine ein, Klebestation ein
Bei Anlagen ohne C-Maschine muss die Klebestation eingeschaltet sein (01)
30 C-NAEHGESCHWINDIGKEIT
Nähgeschwindigkeit der C-Maschine
31 C-FZ DUNKEL -> FUSS AB
Zeitverzögerung nachdem die Fotozelle das Nähteil erkannt, bis der Nähfuß absenkt und Kettup aktiviert wird
32 C-FUSS AB -> NAEHEN
Zeitverzögerung nachdem der Nähfuß abgesenkt ist, bis zum Nähstart
33 C-NACHNAEHZEIT .....
Anzahl der Nachnähstiche, die zusätzlich gesetzt werden, nachdem das Nähteil abgenäht ist (muss bei veränderter Stichlänge angepasst werden)
34 C-KETTUP DAUER NAHTENDE
Zeitdauer der Kett-up-Funktion am Nahtende, Abschaltung zum Zwecke der Energie-Einsparung
35 C-NAEHEN AUS-> FUSS AUF
Zeitverzögerung zum Anheben des Nähfußes nach den Nachnähstichen
36 C-FZ SPERRZEIT .....
Zeitverzögerung zum Einlegen eines neuen Teiles
D.3
Programmierung
37 C-KLEMME ZU->KLEBEN AUF
Zeitverzögerung nachdem die Klebeklemme geschlossen ist, bis Klebestempel öffnet (Klebedauer ist materialabhängig)
39 A-KOPF STICHLAENGE ...
Stichlänge der Naht an der A-Maschine, muss an die mechanische Stichlängeneinstellung angepasst werden (die Pullergeschwindigkeit soll dabei im mittleren Bereich eingestellt sein, ca. 50)
40 B-KOPF STICHLAENGE ...
Stichlänge der Naht an der B-Maschine (siehe Parameter 39)
41 OBERTRANSPORT MAX POS.
Maximale Weitenzugabe, Wert darf nicht verändert werden
42 DIFFERENTIAL MAX POS.
Maximale Weitenzugabe, Wert darf nicht verändert werden
■ Naht in einem Nahtprogramm deaktivieren / aktivieren
In einem Nahtprogramm können einzelne Nähte deaktiviert werden. Eine deaktivierte Naht ist nicht gelöscht, sondern kann jederzeit wieder aufgerufen und aktiviert werden. Diese Funktion wirkt sich nur im aktuell aufgerufenen Nahtprogramm aus. Es wird empfohlen, diesen Vorgang zu protokollieren, weil aus einem modifizierten Nahtprogramm nicht ersichtlich ist, welche Nähte deaktiviert wurden.
- Funktion NAHTFOLGEN aufrufen:

- Taste F2 drücken
- Cursor auf die Nahtnummer setzen, die deaktiviert werden soll:
- Taste ◀ oder ➡ drücken
- Naht deaktivieren:
- Taste 0 am Ziffernblock eingeben
- Durchführung bestätigen:
- Taste P drücken
Am Display ist die Nahtnummer aus der Nahtfolge ausgeblendet.
Naht wieder aktivieren:
- Funktion NAHTFOLGEN aufrufen:

- Taste F2 drücken
D.3
Programmierung
- Position der Naht in der Nahtfolge bestimmen. Den Cursor auf die Nahtnummer setzen, nach der die deaktivierte Naht wieder ausgeführt werden soll:
- Taste

oder

drücken
- Naht aktivieren:
- Nummer der Naht am Ziffernblock eingeben
- Durchführung bestätigen:
- Taste

drücken
Am Display wird die Nahtnummer in der Nahtfolge eingeblendet.
Vornähte
Die A-/C-Maschine kann zur Verarbeitung der Vornähte (Bund-, Schlitz- und Saumnaht) eingestellt werden. Diese Einstellungen wirken sich nur aus, wenn die Vornähte aktiviert sind.
Parameterliste Kurznähte aufrufen:

- Taste

drücken
1. SAUM GESCHWINDIGKEIT
Nähgeschwindigtkeit
SAUM OBERTRANSPORT
Grundeinstellung Weitenzugabe
SAUM DIFFERENTIAL
Grundeinstellung Weitenzugabe
MIT PULLER
Puller ein-/ausschalten
01 Funktion einschalten
00 Funktion ausschalten
2. BUND GESCHWINDIGKEIT
Nähgeschwindigtkeit
BUND OBERTRANSPORT
Grundeinstellung Weitenzugabe
BUND DIFFERENTIAL
Grundeinstellung Weitenzugabe
MIT PULLER
Puller ein-/ausschalten
01 Funktion einschalten
00 Funktion ausschalten
D.3
Programmierung
3. SCHLITZ GESCHWINDIGKEIT
Nähgeschwindigkeit
SCHLITZ OBERTRANSPORT
Grundeinstellung Weitenzugabe
Grundeinstellung Weitenzugabe
MIT PULLER
Puller ein-/ausschalten
01 Funktion einschalten
00 Funktion ausschalten
Grundeinstellung Weitenzugabe:
- In der Parameterliste nach oben bzw. nach unten navigieren:
- Taste

oder

drücken
- Das Eingabefeld des Parameters aktivieren:
• Taste
ENT
drücken
- Wert verändern:
- Taste

oder

drücken
oder am Ziffernblock den zwei- bzw. dreistelligen Wert eingeben.
Dabei ist die Reihenfolge der Eingabe: Hunderterwert, Zehnerwert, Einerwert.
- Eingabe bestätigen:
- Taste

drücken
- Menü verlassen und zur Zugriffsebene 2 zurückkehren:
- Taste

drücken
- Zur Zugriffsebene 1 zurückkehren:
- Taste

drücken
Nähgeschwindigkeit der Maschine reduzieren
Die A-, B- und C-Maschine können manuell aktiviert werden.

oder

oder

- Funktion aufrufen:
- Taste

oder

oder

niederdrücken
Die jeweilige Maschine läuft solange, wie die Funktionstaste gedrückt wird.
D.3
Programmierung
■ Tageszähler zurücksetzen
Diese Funktion dient dazu, den Tageszähler für einen neuen Produktionsdurchlauf oder einen abgeschlossenen Arbeitsgang auf Null zu setzen.
- Funktion Tageszähler zurücksetzen aufrufen:

- Taste F7 ca. 3 s drücken
Der Tageszähler springt zurück auf Null.
- Vorgang bestätigen und auf Zugriffsebene 1 zurückkehren:
- Taste P drücken.
Displayanzeige: = 0000
■ Input-/Output-Test
Mit der Input-/Output-Funktion können die Ein-/Ausgänge der Maschinensteuerung zur Fehlersuche und zur Überprüfung von einzelnen Maschinenschritten angewählt werden.
Die Ausgänge (OUT) werden separat aufgerufen und getestet. Die entsprechenden Eingänge (INP) werden bei aktivem Ausgang angezeigt. Zudem kann der ausgewählte Ausgang im Intervall geschaltet werden.
Aktivierte Ein-/ Ausgänge sind durch unterlegte Kennnummern gekennzeichnet.
INP:
01 02 03 04 05 06 07 08 09 10
11 12 13 14 16 17 18 19 20
21 22 23 24 25 26 27 28 29 30
31 32 33 34 35 36 37 38 39 40
41 42 43 44 45 46 47 48 49 50
51 52 53 54 55 56 57 58 59 60
OUT:
01 02 03 04 05 06 07 08 09 10
11 12 13 14 16 17 18 19 20
21 22 23 24 25 26 27 28 29 30
31 32 33 34 35 36 37 38 39 40
41 42 43 44 45 46 47 48 49 50
51 52 53 54 55 56 57 58 59 60
D.3
Programmierung
- Funktion I/O zurücksetzen aufrufen:

- Taste F8 drücken
- Zahlenreihe anwählen:
- Taste ↑ oder ↓ drücken
- Nummer des zu prüfenden Ausgangs markieren, dazu den Cursor vor die entsprechende Kennnummer bewegen. Der Cursor erscheint als Pfeil.
- Taste ◀ oder ➡ drücken
- Ausgang aktivieren:
- Taste ENT drücken
Die Kennnummer wird schwarz hinterlegt. Der Ausgang ist aktiv.
- Ausgang deaktivieren:
- Taste ENT drücken
Ausgang im Intervall schalten:
- Kennnummer des Ausgangs mit Cursor markieren.
• Taste ENT ca. 3 Sekunden niederdrücken
Die Kennnummer blinkt schwarz hinterlegt. Der Ausgang schaltet im Intervall.
- Intervall abschalten:
- Taste ENT drücken
Die Kennnummer wird wieder statisch schwarz hinterlegt. Der Ausgang ist noch aktiv.
- Ausgang deaktivieren:
- Taste ENT drücken
D.3
Programmierung
Kennzeichnung der Eingänge / Ausgänge
| Ventil Output-Nr. | ||
| Y 01 01 | Nähfuß hoch C | |
| Y 03 03 | Futterklemme ab | |
| Y 04 04 | Klebestation ab | |
| Y 05 05 | Kette/Schmutz saugen C | |
| Y 09 09 | Quertransport -Stempel A | |
| Y 10 10 | Nähfuß hoch | |
| Y 12 12 | Kett Up A | |
| Y 13 13 | Tischblasen A | |
| Y 14 14 | Spannungslüftung A | |
| Y 15 15 | Schmutzsaugen A | |
| Y 16 16 | Konturenführung ab A | |
| Y 17 17 | Puller ab A | |
| Y 18 18 | Ausroller ab A | |
| Y 19 19 | Hilfsrolle A | |
| Y 20 20 | Nähfuß hoch B | |
| Y 22 22 | Kett Up B | |
| Y 23 23 | Tischblasen B | |
| Y 24 24 | Spannungslüftung B | |
| Y 25 25 | Schmutzsaugen B | |
| Y 26 26 | Konturenführung ab B | |
| Y 27 27 | Puller ab B | |
| Y 28 28 | Ausroller ab B | |
| Y 31 31 | Schlitzleiste blasen B | |
| Y 32 32 | Stapler Start | |
| Y 33 33 | Einschwenker Stempel ab | |
| Y 34 34 | Einschwenker ein | |
| Y 35 35 | Stapler fahren | |
| Y 36 36 | Transport auf A + B | |
| Y 37 37 | Schwert schwenken | |
| Y 38 38 | Hilfsrolle B | |
| Y 39 39 | Puller schwenken | |
| Schalter Input-Nr. | ||
| ES 01 Quertransport | ||
| ES 02 E inschwenker | ||
| ES | frei | |
| ES 04 Futterklemme | ||
| ES 05 K leben Start | ||
| ES 08 Fadenwächter A | ||
| ES 09 Fadenwächter B | ||
| ES 10 Fotozelle C-Maschine | ||
| ES 11 Fotozelle Konturen-Steuerung A | ||
| ES 12 Fotozelle Programm-Start A | ||
| ES 13 Fotozelle Programm-Start B | ||
| ES 14 Fotozelle Stop Quertransport | ||
| ES 15 Fotozelle Schutzbügel | ||
| ES 16 | Fotozelle Konturen-Steuerung B | |
| ES 17 | Fotozelle Ausroller Stop A | |
D.3
Programmierung
3.2 Programmier-Menüs
Die Programmier-Menüs ermöglichen die Programmierung von Nahtprogrammen und den dazugehörigen Nähten.
Grundsätzlich ist es möglich, ein völlig neues Nahtprogramm zu programmieren. Einfacher ist es:
- ein werkseitig geliefertes Nahtprogramm auf einen freien Speicherplatz im Memory-Speicher zu kopieren und an die Produktionsbedingungen anzupassen,
- ein bereits modifiziertes Nahtprogramm auf einen freien Speicherplatz im Memory-Speicher zu kopieren und weiter anzupassen.
Um eine neues Nahtprogramm zu erstellen, sind folgende Arbeitsschritte erforderlich:
- Freien Speicherplatz belegen.
- Nähte hinzufügen bzw. bestehende Nähte in ein Nahtprogramm kopieren.
- Nähte konfigurieren (an die Produktion anpassen).

HINWEIS - Zurückblättern in Programmierebenen!
Werden die Programmier-Menüs aufgerufen, wird immer das zuletzt bearbeitete Menü angezeigt. Welche Programmierebene dabei aufgerufen wurde, ist an der den Funktionen vorgestellten Ziffer (1) erkennbar. Um bestimmte Funktionen aufrufen zu können, muss in den Programmier-Menüs und Service-Menüs zurückgeblättert werden.
- Programmier-Menüs aufrufen:
- Taste P drücken
- Programmier-Menüs zurückblättern:
- Taste ☐ drücken
■ Freien Speicherplatz belegen
Nahtprogramme werden im Memory-Speicher (M) abgelegt. Im Memory-Speicher der Programmsteuerung können bis zu 20 Nahtprogramme (M 01 - M 20) einprogrammiert werden. Werkseitig sind die Speicherplätze M 01, M 02 und M 03 mit Nahtprogrammen belegt.
- Freien Speicherplatz aufrufen:
• Taste ☐ drücken
- Zweistellige Nummerbezeichnung am Ziffernblock eingeben.
D.3 Programmierung
■ Naht in ein Nahtprogramm kopieren
Bestehende Nähte können in das Nahtprogramm kopiert und anschließend angepasst werden. Dieses Verfahren ist in der Regel einfacher und zeitsparender, weil in der zu kopierenden Naht bereits Nahtfunktionen und Parameter enthalten sind, die auch für die neue Naht benötigt werden. Die Programmierungen beziehen sich immer nur auf das aktuell ausgewählte Nahtprogramm.
- Programmier-Menüs aufrufen:
- Taste P drücken
- Funktion INIT PARAMETER aufrufen:
- Taste F1 drücken
Programmier-Ebene 2 wird angezeigt.
- Funktion KOPIEREN VON NAHT NR aufrufen:
- Taste F3 drücken
-
Nr. der zu kopierenden Naht in das Eingabefeld eingeben.
-
Kopiervorgang bestätigen:
- Taste ENT drücken
- Am Display wird * OK BITTE WARTEN!* angezeigt, ein Hinweis, dass der Kopiervorgang erfolgreich abgeschlossen ist. Im Anzeigefeld des Nahtprogrammes wird anschließend die Naht-nummer angezeigt.
■ Naht eines Nahtprogrammes verändern
Die durch den Kopiervorgang übernommenen Nahtparameter können nun an den Produktionsprozess angepasst werden. Die Nahtparameter eines Nahtprogrammes können für die A-Maschine und die B-Maschine separat in drei Stufen verändert werden:
-
Schnellveränderung der Hauptparameter einer Nahtfunktion über die Eingabefelder.
-
Zugriff auf die gesamte Parameterliste einer Nahtfunktion.
-
Zu- oder abschalten einer Naht- bzw. Maschinenfunktion.
Siehe dazu Kap. 3.1 Bediener-Menüs, Abschnitt: Nahtparameter-/ funktionen ändern
D.3
Programmierung
■ Naht eines Nahtprogrammes löschen
Ein Nahtprogramm (z.B. M 01) besteht aus mehreren Nähten. Die Inhalte dieser Nähte, die Nahtparameter, können komplett gelöscht werden.
- Programmier-Menüs aufrufen:
- Taste P drücken
- Funktion INIT-PARAMETER aufrufen:
- Taste F1 drücken
Programmier-Ebene 2 wird angezeigt.
- Funktion NAHT LOESCHEN aufrufen:
- Taste F4 drücken
-
Die Nummer der Naht in das Eingabefeld eingeben.
-
Löschvorgang starten:
- Taste P drücken
Am Display wird die Sicherheitsabfrage * SIND SIE SICHER ?* angezeigt.
- Löschvorgang bestätigen:
- Taste ENT drücken
Am Display wird * OK BITTE WARTEN!* angezeigt, ein Hinweis, dass der Löschvorgang erfolgreich abgeschlossen ist.
D.3
Programmierung
■ Speicherfunktionen
Die Programmsteuerung verfügt über mehrere Funktionen, um Nahtprogramme oder Nähte auf der Memory-Card zu sichern. Umgekehrt können gesicherte Nahtprogramme oder Nähte auf das Speichermedium des Bedienteils überspielt werden.

HINWEIS - Datensicherung!
Bei Defekt des EPROM oder des Mikroprozessors der Maschinensteuerung besteht die Gefahr eines Datenverlustes. Sämtliche Nahtprogramme oder die einzelnen Nähte sollten deshalb regelmäßig auf dem Memory-Card abgespeichert werden.
Zur Datensicherung sollte nicht die werkseitig gelieferte Memory-Card mit den Standard-Nahtprogrammen benutzt werden!
■ Memory-Card formatieren
Werden zusätzliche Memory-Cards (als Zubehör lieferbar) zur Datensicherung benutzt, muss das Speichermedium vor der ersten Nutzung formatiert werden.
- Memory-Card in den Steckplatz am Bedienteil stecken.
- Programmier-Menüs aufrufen:
• Taste P drücken
- Funktion MEMORY CARD aufrufen:
- Taste F2 drücken
- Funktion MEMORY CARD FORMAT aufrufen:
- Taste F5 drücken
Das Display zeigt die Sicherheitsabfrage * SIND SIE SICHER ?*.
- Sicherheitsabfrage bestätigen:
- Taste ENT drücken
- Während des Formatierungsvorganges wird am Display
* OK BITTE WARTEN!* angezeigt, bis die Formatierung abgeschlossen ist.
D.3
Programmierung
■ Datensicherung auf Memory-Card
Die Speicherfunktion ermöglicht wahlweise die Sicherung von nur einer ausgewählten Naht oder der Sicherung aller Nahtprogramme.
- Memory-Card in den Steckplatz am Bedienteil stecken.
- Programmier-Menüs aufrufen:
- Taste P drücken
- Funktion MEMORY CARD aufrufen:
- Taste F2 drücken
- Ausgewählte Naht sichern, Funktion AKT.NAHT -> CARD aufrufen:
- Taste F1 drücken
oder
- Alle Nahtprogramme sichern, Funktion MASCH.SPEICHER -> CARD aufrufen:
- Taste F3 drücken
- Sicherheitsabfrage bestätigen:
- Taste ENT drücken
- Während des Speichervorganges wird am Display
* OK BITTE WARTEN!* angezeigt, bis die Datenübertragung abgeschlossen ist.
■ Datenübertragung auf Speichermedium des Bedienteils
Auf der Memory-Card gesicherte Daten können wahlweise als ausgewählte einzelne Naht oder als komplette Datenmenge aller Nahtprogramme in das Bedienteil überspielt werden.

HINWEIS - Überschreiben von Daten!
Wird die komplette Datenmenge aller Nahtprogramme in das Bedienteil überspielt, werden alle Daten (z. B. auch zwischenzeitlich geänderten Nähte) überschrieben.
Änderungen an Nähten sollten deshalb immer sofort als Einzelsicherung auf der Memory-Card abgespeichert werden.
D.3
Programmierung
- Memory-Card in den Steckplatz am Bedienteil stecken.
- Programmier-Menüs aufrufen:
- Taste P drücken
- Funktion MEMORY CARD aufrufen:
- Taste F2 drücken
- Am Display angezeigte, ausgewählte Naht überspielen, Funktion
CARD – > AKT.NAHT aufrufen:
• Taste F2 drücken oder
- Komplette Datenmenge aller Nahtprogramme überspielen,
Funktion CARD -> MASCH. SPEICHER aufrufen:
- Taste F4 drücken
- Sicherheitsabfrage bestätigen:
- Taste ENT drücken
- Während des Übertragungsvorganges wird am Display
* OK BITTE WARTEN!* angezeigt, bis die Datenübertragung abgeschlossen ist.
D.3
Programmierung
3.3 Service-Menüs
Die Service-Menüs halten Funktionen bereit, die das Einrichten und Testen der Maschine unterstützen. Diese Funktionen werden über zwei Menüs aufgerufen:
- Diagnostik (F2), mit den dazugehörigen Testprogrammen: Nähmotor, Klammermotor, Eckenmessermotor, Mittelmesser-motor, Ausrollermotor
- Zusatzprogramme (F4)

HINWEIS - Zurückblättern in Programmierebenen!
Werden die Service-Menüs aufgerufen, wird immer das zuletzt bearbeitete Menü angezeigt. Welche Programmierebene dabei aufgerufen wurde, ist an der den Funktionen vorgestellten Ziffer (1) erkennbar. Um bestimmte Funktionen aufrufen zu können, muss in den Programmier-Menüs und Service-Menüs zurückgeblättert werden.
• Service-Menüs aufrufen:
- Taste P drücken
• Service-Menüs zurückblättern:
- Taste ☐ drücken
■ Service-Code
Die Funktionen in den Service-Menüs ist durch eine zweistufige Zugangsberechtigung geschützt:
- Zuerst wird der Maschinen-Code (50190) eingegeben, um Nahtparameter, Grundparameter und Nahtprogramme zu kopieren sowie einen Teil der Diagnostikprogramme aufzurufen.
-
Dann wird das Menü ein zweites Mal aufgerufen, um den Sicherheits-Code zur Ausführung von Zusatzprogrammen einzugeben. Dieser Code muss bei der Service-Abteilung der Firma Beisler GmbH erfragt werden.
-
Programmier-Menüs aufrufen:
- Taste P drücken
- Funktion SERVICE CODE aufrufen:
- Taste F4 drücken
-
Code-Nummer am Nummerblock eingeben:
-
Eingabe bestätigen:
- Taste P drücken
D.3
Programmierung
■ Diagnostik
Im Menü Diagnostik sind Service-Funktionen zusammengefasst, die dazu dienen, Maschinenaggregate sowie die Initiatoren zur Ansteuerung dieser Aggregate zu testen.
- Programmier-Menüs aufrufen:
- Taste
P drücken
- Funktion DIAGNOSTIK aufrufen:
- Taste
F3 drücken
- Testfunktionen aufrufen:

HINWEIS - Funktionen Diagnostik!
Diese Service-Funktionen sollten nur unter Anleitung der Service-Abteilung der Firma Beisler GmbH oder zusammen mit erfahrenem Service-Personal ausgeführt werden.

VORSICHT - Beschädigung der Maschine!
Bei den Tests werden einzelne Maschinenaggregate oder Maschinenabläufe gestartet. Sind Bauteile ganz oder teilweise demontiert oder nicht funktionsbereit, kann dies zur Beschädigung von Maschinenkomponenten führen. Tests nur in betriebsbereitem Zustand vornehmen!
F1 SERVICE TESTS
Diese Menüs sind nur mit dem Sicherheits-Code zugänglich und können nur unter Anleitung von autorisiertem Service-Personal aufgerufen werden.
F2 QUERTRANSPORT
Diese Funktionen dienen zur Überprüfung des Fahrverhaltens des Quertransportes.
F1 QT MOTOR WEGSCHRITTE
Alle Positionen des Quertransportes werden nacheinander angefahren.
D.3
Programmierung
F2 QT MOTOR ANSTEUERN
Die Ist-Drehzahl wird mit der Soll-Drehzahl des Schrittmotors verglichen.
-
Die gewünschte Drehzahl am Nummernblock eingeben.
-
Eingabe bestätigen und Messung starten:
- Taste ENT drücken
Der Motor startet, die Ist-Drehzahl wird gemessen und angezeigt.
3. Test beenden:
- Taste P drücken.
F3 QT MOTOR DAUERTEST
Der Schrittmotor des Quertransportes wird gestartet. In einem Dauertest wird die Umkehrposition des Quertransportes getestet.
- Test starten:
- Taste ENT drücken
- Test beenden:
- Taste P drücken.
F3 A-KOPF TESTS
F4 B-KOPF TESTS
F5 C-KOPF TESTS
Diese Funktionen dienen zur Überprüfung der Nähmotoren und der zugeordneten Schrittmotoren der Näh- und Transporteinheiten. Die Testroutinen sind für A- und B-Maschine jeweils identisch. Das Menü C-KOPF TESTS beinhaltet dabei lediglich eine Routine zur Ansteuerung des Nähmotors.
F1 NAEHMOTOR ANSTEUERN
Die Ist-Drehzahl wird mit der Soll-Drehzahl des Nähmotors verglichen.
-
Die gewünschte Drehzahl am Nummernblock eingeben.
-
Eingabe bestätigen und Messung starten:
- Taste ENT drücken
Der Motor startet, die Ist-Drehzahl wird gemessen und angezeigt.
3. Test beenden:
- Taste P drücken
D.3
Programmierung
Die Funktionen F2-F5 prüfen die Schrittmotoren in einem Dauertest.
- Test starten:
- Taste ENT drücken
- Test beenden:
- Taste P drücken.
F2 NAEHMOTOR+PULLER
Test der Schrittmotoren.
F3 AUSROLLER
Test der Ausrollstrecke.
F4 OBERTRANSPORT
Test der Transportfunktion des Obertransportes.
F5 DIFFERENTIAL
Test der Transportfunktion des Differentialtransportes.
■ Sprache auswählen
Die Sprache der Menüführung und der am Display angezeigten Hinweise kann verändert werden.
- Programmier-Menüs aufrufen:
- Taste P drücken
- Funktion ZUSATZPROGRAMME aufrufen:
- Taste F5 drücken
- Funktion SPRACHEN WAHL aufrufen:
- Taste F3 drücken
- Gewünschte Sprache auswählen.
D.3
Programmierung
■ Gesamtstückzahl
Die Anzahl, der insgesamt mit der Maschine verarbeiteten Nähstücke wird in einer Zählfunktion ausgegeben. Diese Zählfunktion lässt sich nicht auf Null zurücksetzen.
- Programmier-Menüs aufrufen:
- Taste P drücken
- Funktion ZUSATZPROGRAMME aufrufen:
- Taste F5 drücken
- Funktion STUECKZAEHLER aufrufen:
• Taste F2 drücken
- Zugriffsebene 1 wieder anzeigen:
- Taste P drücken.