
906 - Nähmaschine Dürkopp Adler - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts 906 Dürkopp Adler als PDF.

Benutzerfragen zu 906 Dürkopp Adler
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Nähmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch 906 - Dürkopp Adler und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. 906 von der Marke Dürkopp Adler.
BEDIENUNGSANLEITUNG 906 Dürkopp Adler
WICHTIG VOR GEBRAUCH SORGFÄLTIG LESEN AUFBEWAHREN FÜR SPÄTERES NACHSCHLAGEN
Alle Rechte vorbehalten.
Eigentum der Dürkopp Adler AG und urheberrechtlich geschützt. Jede Wiederverwendung dieser Inhalte, auch in Form von Auszügen, ist ohne vorheriges schriftliches Einverständnis der Dürkopp Adler AG verboten.
Copyright © Dürkopp Adler AG 2016
1 Über diese Anleitung.... 5
1.1 Für wen ist die Anleitung? 5
1.2 Darstellungskonventionen – Symbole und Zeichen.... 5
1.3 Weitere Unterlagen....7
1.4 Haftung....7
2 Sicherheit 9
2.1 Grundlegende Sicherheitshinweise.... 9
2.2 Signalwörter und Symbole in Warnhinweisen 10
3 Gerätebeschreibung.... 13
3.1 Komponenten der Maschine.... 13
3.2 Bestimmungsgemäße Verwendung 14
3.3 Konformitätserklärung 14
4 Bedienung.... 15
4.1 Maschine ein- und ausschalten.... 15
4.2 Einfädelmodus ein- und ausschalten.... 16
4.3 Schnell-Stopp einschalten.... 17
4.4 Vorgebugte Taschen aufnähen 19
4.5 Maschinenoberteil schwenken 21
4.5.1 Maschinenoberteil hochschwenken....22
4.5.2 Maschinenoberteil herunterschwenken.... 23
4.6 Nadel einsetzen oder wechseln.... 24
4.7 Nadelfaden einfädeln.... 25
4.8 Fadenregulator einstellen.... 27
4.9 Greiferfaden aufspulen.... 28
4.10 Spule wechseln 29
4.11 Fadenspannung.... 31
4.11.1 Nadelfaden-Spannung einstellen ....31
4.11.2 Greiferfaden-Spannung einstellen.... 32
4.12 Formsatz wechseln.... 33
4.12.1 Klammerwechselmodus aktivieren.... 34
4.12.2 Außenrahmen und Innenschieber wechseln 34
4.12.3 Transferplatte wechseln 37
4.12.4 Klammerwechselmodus beenden 38
5 Programmierung.... 39
5.1 Aufbau der Software.... 39
5.2 Menü-Struktur auf einen Blick 40
5.3 Software starten 41
5.4 Grundfunktionen zur Bedienung der Software 44
5.4.1 Master-Password eingeben 44
5.4.2 Fenster schließen.... 44
5.4.3 Anzeigeprinzipien 45
5.4.4 Anzeige durch Scrollen verschieben 45
5.4.5 Optionen aus einer Liste auswählen 46
5.4.6 Dateifilter verwenden.... 47
5.4.7 Text eingeben.... 48
5.4.8 Werteingabe für Parameter 49
5.4.9 Vollbild ein- und ausschalten.... 50
5.4.10 Zoom ein- und ausschalten 50
5.5 Nahtprogramm oder Sequenz zum Nähen öffnen.... 50
5.6 Kurzfristig mit veränderten Werten nähen.... 51
5.6.1 Mit veränderter Fadenspannung nähen 51
5.6.2 Mit veränderter Nähdrehzahl nähen.... 52
5.7 Fadenriss beheben....53
5.8 Naht nach Fehler im Reparatur-Modus fortsetzen.... 54
5.9 Zähler zurücksetzen 54
5.10 Neues Nahtprogramm erstellen.... 55
5.11 Im Ein- und Ablegemodus Mode X einstellen.... 58
5.12 Konturtest durchführen.... 60
5.13 Sequenz erstellen.... 61
5.14 Bestehende Sequenz bearbeiten 62
5.15 Nahtprogramm/Sequenz unter anderem Namen speichern...... 63
5.16 Nahtprogramm oder Sequenz kopieren 63
5.17 Nahtprogramm oder Sequenz löschen.... 65
5.18 Bestehendes Nahtprogramm bearbeiten.... 65
5.19 Kontur anpassen 66
5.20 Parameter ändern....69
5.21 Maschinenparameter bearbeiten.... 74
5.22 Technische Einstellungen prüfen und ändern 78
5.22.1 Grundfunktionen anpassen 79
5.22.2 System-Informationen anzeigen.... 81
5.22.3 MultiTest - Maschinen-Funktionen testen.... 82
5.22.4 Steuerung initialisieren, Update durchführen 87
6 Programme mit DA CAD 5000 erstellen....91
7 Wartung....95
7.1 Reinigen 96
7.2 Schmieren 97
7.3 Pneumatisches System warten 99
7.3.1 Betriebsdruck einstellen 99
7.3.2 Kondenswasser ablassen.... 100
7.3.3 Filtereinsatz reinigen 101
7.4 Teileliste 102
8 Aufstellung.... 103
8.1 Lieferumfang prüfen 103
8.2 Transportsicherungen entfernen 104
8.3 Maschine aufstellen.... 105
8.3.1 Maschine ausrichten.... 105
8.3.2 Automatischen Stapler montieren 106
8.3.3 Garnständer befestigen.... 107
8.3.4 Pedal aufstellen.... 107
8.4 Elektrischer Anschluss 108
8.5 Pneumatischer Anschluss 109
8.6 Ölschmierung 111
8.7 Testlauf durchführen.... 113
8.8 Maschine transportieren.... 114
9 Außerbetriebnahme.... 115
9.1 Maschine außer Betrieb nehmen 115
9.2 Automatischen Stapler demontieren 116
10 Verpacken, Transport.... 119
10.1 Transportsicherungen anbringen.... 119
10.2 Gestellfüße nach oben drehen 119
10.3 Maschine verpacken.... 120
10.4 Maschine transportieren.... 121
11 Entsorgung 123
12 Störungsabhilfe 125
12.1 Kundendienst.... 125
12.2 Meldungen der Software 125
12.2.1 Hinweismeldungen 126
12.2.2 Fehlermeldungen.... 126
12.2.3 Fehler im Nähablauf 130
13 Technische Daten.... 133
14 Anhang 137
1 Über diese Anleitung
Diese Anleitung wurde mit größter Sorgfalt erstellt. Sie enthält Informationen und Hinweise, um einen sicheren und langjährigen Betrieb zu ermöglichen.
Sollten Sie Unstimmigkeiten feststellen oder Verbesserungswünsche haben, bitten wir um Ihre Rückmeldung über den
Kundendienst (S. 125).
Betrachten Sie die Anleitung als Teil des Produkts und bewahren Sie diese gut erreichbar auf.
1.1 Für wen ist die Anleitung?
Diese Anleitung richtet sich an:
- Bedienungspersonal: Die Personengruppe ist an der Maschine eingewiesen und hat Zugriff auf die Anleitung. Speziell das Kapitel Bedienung (S. 15) ist für das Bedienungspersonal wichtig.
- Fachpersonal: Die Personengruppe besitzt eine entsprechende fachliche Ausbildung, die sie zur Wartung oder zur Behebung von Fehlern befähigt. Speziell das Kapitel Aufstellung (S. 103), ist für das Fachpersonal wichtig.
Eine Serviceanleitung wird gesondert ausgeliefert.
Beachten Sie in Bezug auf die Mindestqualifikationen und weitere Voraussetzungen des Personals auch das Kapitel Sicherheit (S. 9).
1.2 Darstellungskonventionen – Symbole und Zeichen
Zum einfachen und schnellen Verständnis werden unterschiedliche Informationen in dieser Anleitung durch folgende Zeichen dargestellt oder hervorgehoben:

Richtige Einstellung
Gibt an, wie die richtige Einstellung aussieht.

Störungen
Gibt Störungen an, die bei falscher Einstellung auftreten können.

Abdeckung
Gibt an, welche Abdeckungen Sie demontieren müssen, um an die einzustellenden Bauteile zu gelangen.

Handlungsschritte beim Bedienen (Nähen und Rüsten)

Handlungsschritte bei Service, Wartung und Montage

Handlungsschritte über das Bedienfeld der Software
Die einzelnen Handlungsschritte sind nummeriert:
-
Erster Handlungsschritt
-
Zweiter Handlungsschritt
... Die Reihenfolge der Schritte müssen Sie unbedingt einhalten.
• Aufzählungen sind mit einem Punkt gekennzeichnet.

Resultat einer Handlung
Veränderung an der Maschine oder auf Anzeige/Bedienfeld.

Wichtig
Hierauf müssen Sie bei einem Handlungsschritt besonders achten.

Information
Zusätzliche Informationen, z. B. über alternative Bedienmöglichkeiten.

Reihenfolge
Gibt an, welche Arbeiten Sie vor oder nach einer Einstellung durchführen müssen.
Verweise
Es folgt ein Verweis auf eine andere Textstelle.
Sicherheit Wichtige Warnhinweise für die Benutzer der Maschine werden speziell gekennzeichnet. Da die Sicherheit einen besonderen Stellenwert einnimmt, werden Gefahrensymbole, Gefahrenstufen und deren Signalwörter im Kapitel Sicherheit (☐ S. 9) gesondert beschrieben.
Ortsangaben Wenn aus einer Abbildung keine andere klare Ortsbestimmung hervorgeht, sind Ortsangaben durch die Begriffe rechts oder links stets vom Standpunkt des Bedieners aus zu sehen.
1.3 Weitere Unterlagen
Die Maschine enthält eingebaute Komponenten anderer Hersteller. Für diese Zukaufteile haben die jeweiligen Hersteller eine Risikobeurteilung durchgeführt und die Übereinstimmung der Konstruktion mit den geltenden europäischen und nationalen Vorschriften erklärt. Die bestimmungsgemäße Verwendung der eingebauten Komponenten ist in den jeweiligen Anleitungen der Hersteller beschrieben.
1.4 Haftung
Alle Angaben und Hinweise in dieser Anleitung wurden unter Berücksichtigung des Stands der Technik und der geltenden Normen und Vorschriften zusammengestellt.
Dürkopp Adler übernimmt keine Haftung für Schäden aufgrund von:
- Bruch- und Transportschäden
• Nichtbeachtung der Anleitung - nicht bestimmungsgemäßer Verwendung
- nicht autorisierten Veränderungen an der Maschine
- Einsatz von nicht ausgebildetem Personal
- Verwendung von nicht freigegebenen Ersatzteilen
Transport
Dürkopp Adler haftet nicht für Bruch- und Transportschäden. Kontrollieren Sie die Lieferung direkt nach dem Erhalt. Reklamieren Sie Schäden beim letzten Transportführer. Dies gilt auch, wenn die Verpackung nicht beschädigt ist.
Lassen Sie Maschinen, Geräte und Verpackungsmaterial in dem Zustand, in dem sie waren, als der Schaden festgestellt wurde. So sichern Sie Ihre Ansprüche gegenüber dem Transportunternehmen.
Melden Sie alle anderen Beanstandungen unverzüglich nach dem Erhalt der Lieferung bei Dürkopp Adler.
2 Sicherheit
Dieses Kapitel enthält grundlegende Hinweise zu Ihrer Sicherheit. Lesen Sie die Hinweise sorgfältig, bevor Sie die Maschine aufstellen oder bedienen. Befolgen Sie unbedingt die Angaben in den Sicherheitshinweisen. Nichtbeachtung kann zu schweren Verletzungen und Sachschäden führen.

2.1 Grundlegende Sicherheitshinweise
Die Maschine nur so benutzen, wie in dieser Anleitung beschrieben.
Diese Anleitung muss ständig am Einsatzort der Maschine verfügbar sein.
Arbeiten an unter Spannung stehenden Teilen und Einrichtungen sind verboten. Ausnahmen regelt die DIN VDE 0105.
Bei folgenden Arbeiten die Maschine am Hauptschalter ausschalten oder den Netzstecker ziehen:
- Austauschen der Nadel oder anderer Nähwerkzeuge
• Verlassen des Arbeitsplatzes - Durchführen von Wartungsarbeiten und Reparaturen
- Einfädeln
Falsche oder fehlerhafte Ersatzteile können die Sicherheit beeinträchtigen und die Maschine beschädigen. Nur Original-Ersatzteile des Herstellers verwenden.
Transport Beim Transport der Maschine einen Hubwagen oder Stapler benutzen. Maschine maximal 20 mm anheben und gegen Verrutschen sichern.
Aufstellung Das Anschlusskabel muss einen landesspezifisch zugelassenen Netzstecker haben. Nur qualifiziertes Fachpersonal darf den Netzstecker am Anschlusskabel montieren.
Pflichten des Betreibers Landesspezifische Sicherheits- und Unfallverhütungsvorschriften und die gesetzlichen Regelungen zum Arbeits- und Umweltschutz beachten.
Alle Warnhinweise und Sicherheitszeichen an der Maschine müssen immer in lesbarem Zustand sein. Nicht entfernen!
Fehlende oder beschädigte Warnhinweise und Sicherheitszeichen sofort erneuern.
Anforderungen Nur qualifiziertes Fachpersonal darf:
• die Maschine aufstellen
- Wartungsarbeiten und Reparaturen durchführen
- Arbeiten an elektrischen Ausrüstungen durchführen
Nur autorisierte Personen dürfen an der Maschine arbeiten und müssen vorher diese Anleitung verstanden haben.
Betrieb Maschine während des Betriebs auf äußerlich erkennbare Schäden prüfen. Arbeit unterbrechen, wenn Sie Veränderungen an der Maschine bemerken. Alle Veränderungen dem verantwortlichen Vorgesetzten melden. Eine beschädigte Maschine nicht weiter benutzen.
Sicherheits- einrichtungen
Sicherheitseinrichtungen nicht entfernen oder außer Betrieb nehmen. Wenn dies für eine Reparatur unumgänglich ist, die Sicherheitseinrichtungen sofort danach wieder montieren und in Betrieb nehmen.
2.2 Signalwörter und Symbole in Warnhinweisen
Warnhinweise im Text sind durch farbige Balken abgegrenzt. Die Farbgebung orientiert sich an der Schwere der Gefahr. Signalwörter nennen die Schwere der Gefahr.
Signalwörter Signalwörter und die Gefährdung, die sie beschreiben:
| Signalwort Bedeutung | |
| GEFAHR (mit Gefahrenzeichen)Nichtbeachtung führt zu Tod oder schwerer Verletzung | |
| WARNUNG (mit Gefahrenzeichen)Nichtbeachtung kann zu Tod oder schwerer Verletzung führen | |
| VORSICHT (mit Gefahrenzeichen)Nichtbeachtung kann zu mittlerer oder leichter Verletzung führen | |
| ACHTUNG (mit Gefahrenzeichen)Nichtbeachtung kann zu Umweltschäden führen | |
| HINWEIS (ohne Gefahrenzeichen)Nichtbeachtung kann zu Sachschäden führen | |
Symbole Bei Gefahren für Personen zeigen diese Symbole die Art der Gefahr an:
| Symbol Art der | Gefahr |
 | Allgemein |
 | Stromschlag |
 | Einstich |
 | Quetschen |
 | Umweltschäden |
Beispiele Beispiele für die Gestaltung der Warnhinweise im Text:
GEFAHR

Art und Quelle der Gefahr!
Folgen bei Nichtbeachtung.
Maßnahmen zur Abwehr der Gefahr.
So sieht ein Warnhinweis aus, dessen Nichtbeachtung zu Tod oder schwerer Verletzung führt.
WARNUNG

Art und Quelle der Gefahr!
Folgen bei Nichtbeachtung.
Maßnahmen zur Abwehr der Gefahr.
So sieht ein Warnhinweis aus, dessen Nichtbeachtung zu Tod oder schwerer Verletzung führen kann.
VORSICHT

Art und Quelle der Gefahr!
Folgen bei Nichtbeachtung.
Maßnahmen zur Abwehr der Gefahr.
So sieht ein Warnhinweis aus, dessen Nichtbeachtung zu mittelschwerer oder leichter Verletzung führen kann.
ACHTUNG

Art und Quelle der Gefahr!
Folgen bei Nichtbeachtung.
Maßnahmen zur Abwehr der Gefahr.
So sieht ein Warnhinweis aus, dessen Nichtbeachtung zu Umweltschäden führen kann.
HINWEIS
Art und Quelle der Gefahr!
Folgen bei Nichtbeachtung.
Maßnahmen zur Abwehr der Gefahr.
So sieht ein Warnhinweis aus, dessen Nichtbeachtung zu Sachschäden führen kann.
3 Gerätebeschreibung
3.1 Komponenten der Maschine
Abb. 1: Komponenten der Maschine (1)
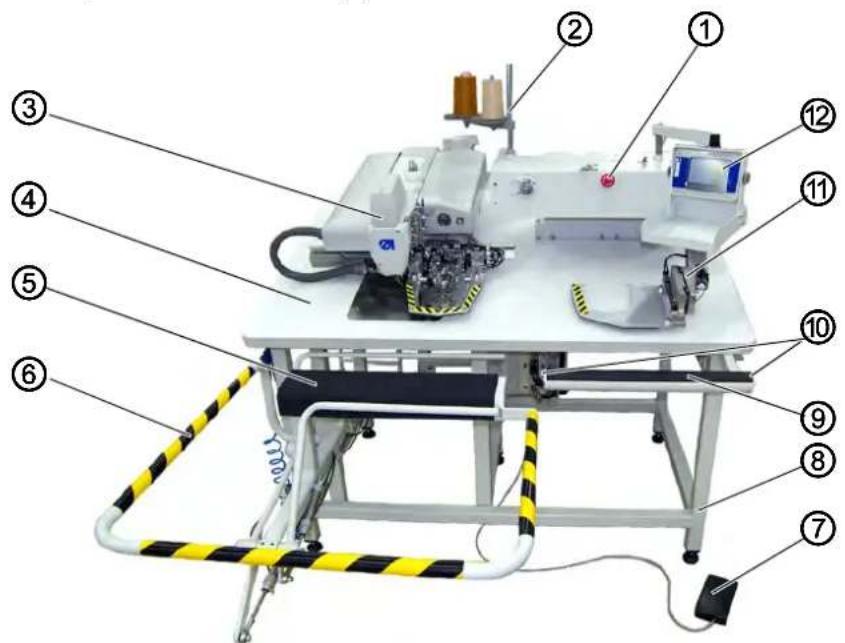
(1) - Schnell-Stopp
(2) - Garnständer
(3) - Maschinenoberteil
(4) - Tischplatte
(5) - Ablage
(6) - Schutzbügel
(7) - Pedal
(8) - Gestell
(9) - Nähgutablage
(10) - Starttasten
(11) - Automatische Nähgutzuführung
(12) - Bedienterminal Steuerung
Abb. 2: Komponenten der Maschine (2)
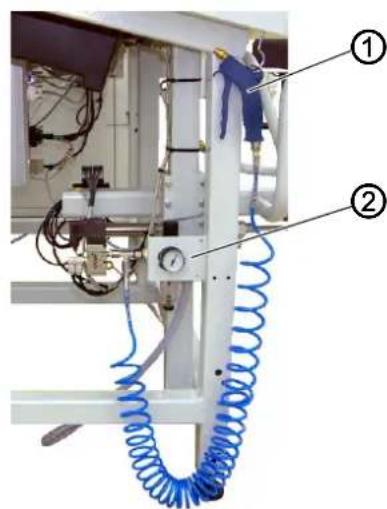
(1) - Druckluftpistole
(2) - Druckluft-Wartungseinheit

3.2 Bestimmungsgemäße Verwendung
WARNUNG

Verletzungsgefahr durch spannungsführende, sich bewegende, schneidende und spitze Teile!
Nicht bestimmungsgemäße Verwendung kann zu Stromschlag, Quetschen, Schneiden und Einstich führen.
Alle Anweisungen der Anleitung befolgen.
HINWEIS
Sachschäden durch Nichtbeachtung!
Nicht bestimmungsgemäße Verwendung kann zu Schäden an der Maschine führen.
Alle Anweisungen der Anleitung befolgen.
Die Maschine darf nur mit Nähgut verwendet werden, dessen Anforderungsprofil dem geplanten Anwendungszweck entspricht.
Die Maschine ist nur zur Verarbeitung von trockenem Nähgut bestimmt. Das Nähgut darf keine harten Gegenstände beinhalten.
Die für die Maschine zulässigen Nadelstärken sind im Kapitel Technische Daten (S. 133) angegeben.
Die Naht muss mit einem Faden erstellt werden, dessen Anforderungsprofil dem jeweiligen Anwendungszweck entspricht.
Die Maschine ist für den industriellen Gebrauch bestimmt.
Die Maschine darf nur in trockenen und gepflegten Räumen aufgestellt und betrieben werden. Wird die Maschine in Räumen betrieben, die nicht trocken und gepflegt sind, können weitere Maßnahmen erforderlich sein, die mit DIN EN 60204-31 vereinbar sind.
Nur autorisierte Personen dürfen an der Maschine arbeiten.
Für Schäden bei nicht bestimmungsgemäßer Verwendung übernimmt Dürkopp Adler keine Haftung.
3.3 Konformitätserklärung
Die Maschine entspricht den europäischen Vorschriften zur Gewährleistung von Gesundheitsschutz, Sicherheit und Umweltschutz, die in der Konformitäts- bzw. Einbau-Erklärung angegeben sind.

4 Bedienung
Der Arbeitsablauf setzt sich aus verschiedenen Ablaufschritten zusammen. Um ein gutes Nähergebnis zu erhalten, ist eine fehlerfreie Bedienung notwendig.
4.1 Maschine ein- und ausschalten
Abb. 3: Maschine ein- und ausschalten

Maschine einschalten
So schalten Sie die Maschine ein:

- Hauptschalter (1) nach rechts auf Position I drehen.
Die Maschine wird referenziert. Nach dem Referenzieren wird am Bedienterminal für einige Sekunden der Start-Bildschirm angezeigt.

Information
Am Start-Bildschirm können Sie im Menü Sprache die Sprache der Benutzeroberfläche einstellen oder das Menü Service aufrufen (S. 41).
Maschine ausschalten
So schalten Sie die Maschine aus:

- Hauptschalter (1) nach links auf Position 0 drehen.
Alle Antriebe und die Steuerung sind vom Stromnetz getrennt.
4.2 Einfädelmodus ein- und ausschalten
WARNUNG

Verletzungsgefahr durch spitze und sich bewegende Teile!
Einstich oder Quetschen möglich.
Bei allen Vorbereitungs-, Wartungs- und Rüstarbeiten an der Maschine muss die Maschine vorher ausgeschaltet werden.
Bei aktivem Einfädelmodus erst dann im Greiferbereich arbeiten, wenn dieser beleuchtet ist.
Abb. 4: Einfädelmodus ein- und ausschalten
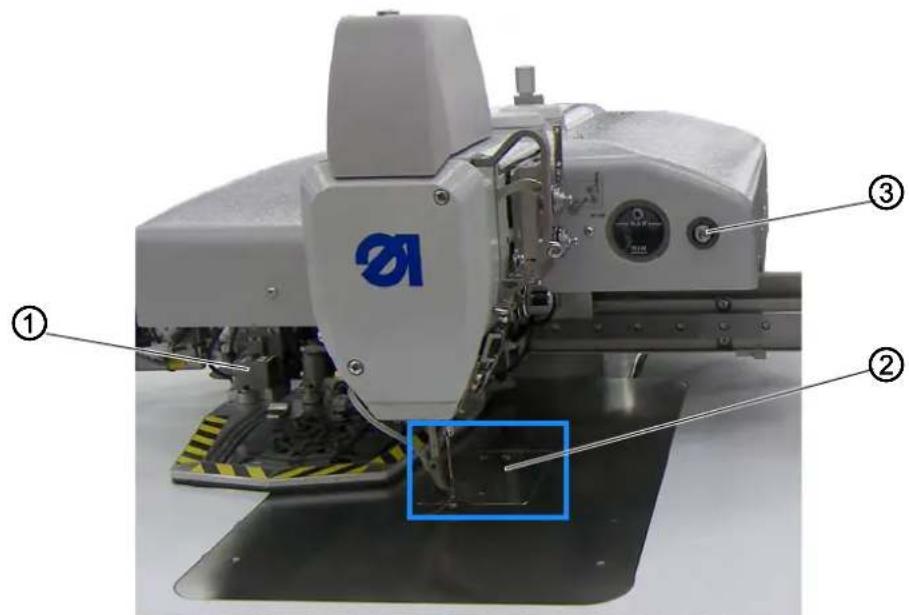
(1) - Antriebsschlitten
(2) - Greiferabdeckung
(3) - Schaltknopf Einfädelmodus
Einfädelmodus einschalten

- Schaltknopf (3) eindrücken.

Wichtig
Der Schaltknopf muss einrasten.
Die Maschine befindet sich im Einfädelmodus.
Der Antriebsschlitten (1) wird in die linke Position bewegt.
Die Lampe im Taster leuchtet.
Der Bereich um die Greiferabdeckung (2) wird beleuchtet.
Einfädelmodus ausschalten

- Schaltknopf (3) drücken.

Wichtig
Der Schaltknopf muss ausrasten.
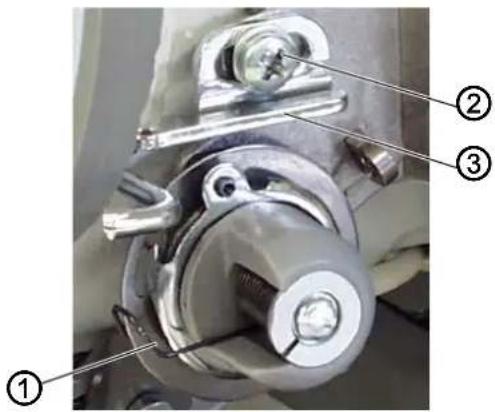
4.3 Schnell-Stopp einschalten
WARNUNG

Verletzungsgefahr durch sich bewegende Teile!
Quetschen möglich.
Nach einem Schnell-Stopp führt die Maschine weiterhin Strom und die Klammer kann sich bewegen.
Vor Wartungs- und Rüstarbeiten die Maschine am Hauptschalter ausschalten.
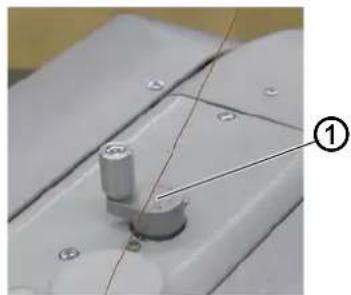
Mit dem Schalter (1) für Schnell-Stopp werden alle laufenden Arbeitsgänge an der Maschine, z. B. nach einer Fehlbedienung, sofort gestoppt.
Arbeitsgänge über Schnell-Stopp anhalten
Abb. 5: Schnell-Stopp einschalten (1)
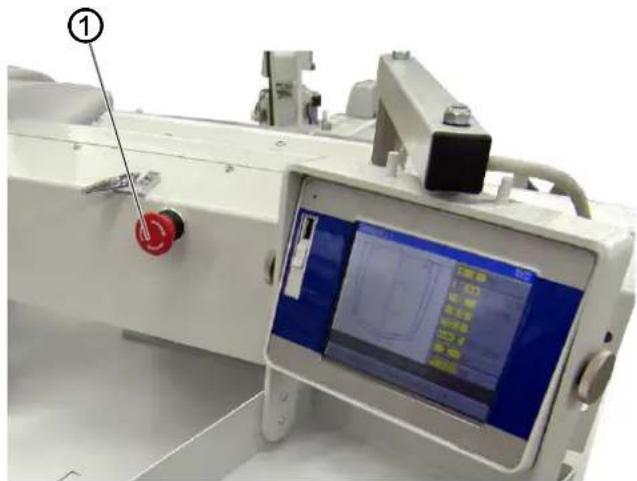
(1) - Schalter für Schnell-Stopp

- Schalter für Schnell-Stopp (1) drücken.
Alle laufenden Arbeitsgänge an der Maschine werden sofort angehalten.
Maschine stromlos schalten
Abb. 6: Schnell-Stopp einschalten (2)

- Hauptschalter (2) nach links in Stellung 0 drehen.
Alle Antriebe und die Steuerung sind vom Stromnetz getrennt.
4.4 Vorgebugte Taschen aufnähen
WARNUNG

Verletzungsgefahr durch sich bewegende Teile!
Quetschen möglich.
Während des Nähvorgangs vollziehen
Maschinenteile schnelle Bewegungen.
Nach dem Betätigen der beiden Starttasten nicht in die Transferplatte, den Antriebsschlitten oder den automatischen Stapler greifen.
Das nächste Nähgut erst zuführen, wenn die Transferplatte das Nähgut übergeben hat und wieder in der Ausgangsposition steht.
HINWEIS
Sachschäden möglich!
Durch Nähen ohne Stoff kann die Maschine beschädigt werden.
Immer Nähgut unter die Transferplatte legen, bevor Sie den Nähvorgang starten.
Nach dem Betätigen der beiden Starttasten wird der Nähvorgang schrittweise ausgeführt:
- Die Transferplatte übergibt das Nähgut an die Klammer und fährt in seine Ausgangsposition zurück.
• Die Maschine näht die vorgebugte Tasche auf das Nähgut. - Der automatische Stapler legt das fertig genähte Produkt auf die Bündelaufnahme.
Vorbereitung
Abb. 7: Vorgebugte Taschen aufnähen (1)
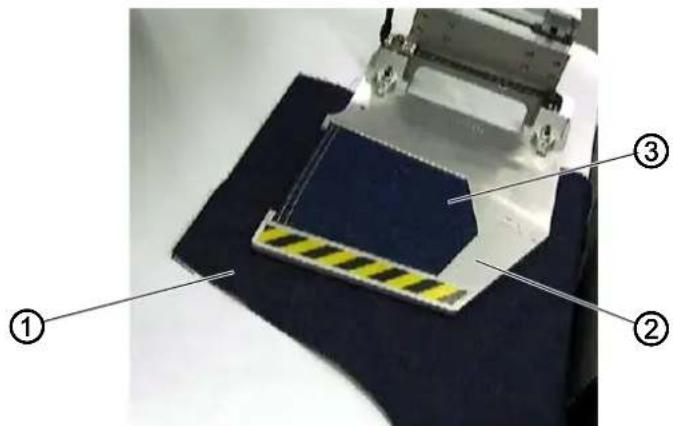
(3) - Gebugte Tasche
So nähen Sie vorgebugte Taschen auf:

-
Ein Bündel mit Nähgut auf die Nähgutablage der Starttasten legen.
-
Das Nähgut unter die Transferplatte legen und an den Markierungen ausrichten.
-
Pedal betätigen.
Die Transferklammer wird geschlossen.
- Vorgebugte Tasche passgenau in den Formausschnitt der Transferplatte legen.
Nähvorgang starten

- Beide Starttasten betätigen.
Der Nähvorgang startet.

Information
Wenn die Transferplatte das Nähgut übergeben hat und wieder in der Ausgangsposition steht, können Sie den nächsten Nähvorgang vorbereiten (Nähgut zuführen und vorgebugte Tasche einlegen).
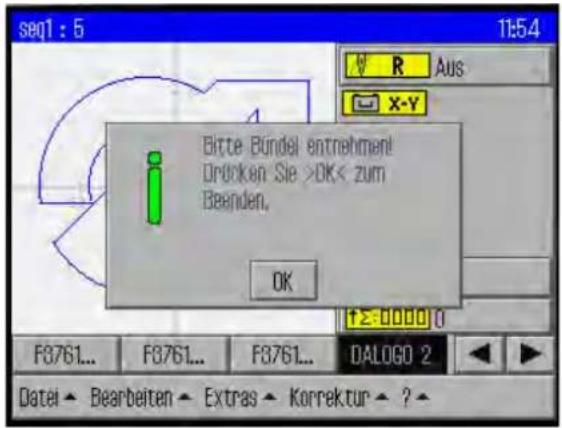
Bündel von der Ablage am automatischen Stapler nehmen
Die Maschine stoppt, wenn die Ablage am automatischen Stapler voll ist. Eine Meldung am Bildschirm signalisiert, dass Sie das Bündel entnehmen sollen.
Abb. 8: Vorgebugte Taschen aufnähen (2)
text_image
seq1 : 5 11:54 R Aus X-Y Bitte Bündel entnehmen! Drücken Sie >OK < zum Beenden. OK F3761... F3761... F3761... DALOGO 2 Datei Bearbeiten Extras Korrektur ?So nehmen Sie ein Bündel von der Ablage am automatischen Stapler:

- Bündel von der Ablage nehmen.
- Mit OK bestätigen.
Die Maschine ist bereit für den nächsten Nähvorgang.
4.5 Maschinenoberteil schwenken
WARNUNG

Verletzungsgefahr durch sich bewegende Teile!
Quetschen möglich.
Maschine am Hauptschalter ausschalten, bevor Sie das Maschinenoberteil hochschwenken und Wartungsarbeiten durchführen.
Für Wartungsarbeiten lässt sich das Maschinenoberteil hochschwenken.
4.5.1 Maschinenoberteil hochschwenken

Wichtig
Der Antriebsschlitten (2) muss in der linken Endlage stehen.
Abb. 9: Maschinenoberteil hochschwenken (1)

(1) - Kopfdeckel
(2) - Antriebsschlitten
(3) - Schaltknopf Einfädelmodus
So schwenken Sie das Maschinenoberteil hoch:

- Schaltknopf Einfädelmodus (3) eindrücken(☐ S. 16).
Der Antriebsschlitten fährt in die linke Endlage. - Hauptschalter (1) nach links in Stellung 0 drehen.
Alle Antriebe und die Steuerung sind vom Stromnetz getrennt.
Abb. 10: Maschinenoberteil hochschwenken (2)

- Arretierhebel (4) unter der Tischplatte lösen.
- Maschinenoberteil im Bereich des Kopfdeckels (1) anheben und vorsichtig hochschwenken.
Die Klinke (5) rastet ein. Der Raum unter dem Maschinentisch ist zugänglich.
4.5.2 Maschinenoberteil herunterschwenken
HINWEIS
Sachschäden möglich!
Die Maschine kann durch das herabfallende Maschinenoberteil beschädigt werden.
Maschinenoberteil beim Herunterschwenken festhalten, bis es wieder sicher aufliegt.
Abb. 11: Maschinenoberteil herunterschwenken

So schwenken Sie das Maschinenoberteil herunter:

- Maschinenoberteil im Bereich des Kopfdeckels festhalten.
- Klinke (2) freistellen.
- Maschinenoberteil vorsichtig herunterschwenken.
- Arretierhebel (1) unter der Tischplatte einrasten.
4.6 Nadel einsetzen oder wechseln
WARNUNG

Verletzungsgefahr durch spitze Teile!
Einstich möglich.
Maschine am Hauptschalter ausschalten, bevor Sie die Nadel wechseln.
Nicht in die Nadelspitze greifen.
Abb. 12: Nadel wechseln
(3) - Innensechskantschraube
(4) - Hohlkehle
So wechseln Sie die Nadel:

- Handkurbel (1) herunterdrücken und links drehen, bis die Nadelstange (2) ihre höchste Stellung erreicht hat.
- Innensechskantschraube (3) (Schlüsselmaß 2 mm) lösen.
- Nadel nach unten aus der Nadelstange (2) herausziehen.
- Neue Nadel bis zum Anschlag in die Nadelstange (2) einsetzen.

Wichtig
Die Hohlkehle (4) muss zum Greifer zeigen.
5. Innensechskantschraube (3) festziehen.

Reihenfolge
HINWEIS
Sachschäden möglich!
Schäden an Maschine und Faden durch falschen Greiferabstand. Nach einem Wechsel auf eine andere Nadelstärke den Abstand zwischen Nadel und Greifer anpassen.
Passen Sie nach einem Wechsel auf eine andere Nadelstärke den Abstand zwischen Greifer und Nadel an (Serviceanleitung).

Störungen bei falschem Greiferabstand
- Nach Einsetzen einer dünneren Nadel:
• Fehlstiche
- Beschädigungen des Fadens
- Nach Einsetzen einer dickeren Nadel:
- Beschädigungen der Greiferspitze
- Beschädigungen der Nadel
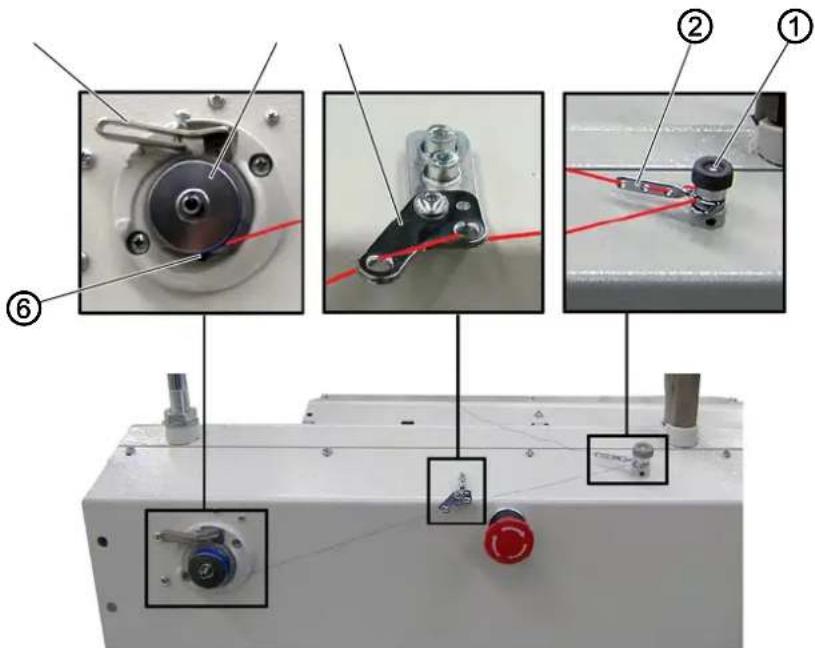
4.7 Nadelfaden einfädeln
WARNUNG

Verletzungsgefahr durch spitze Teile!
Einstich möglich.
Maschine am Hauptschalter ausschalten, bevor
Sie den Nadelfaden einfädeln.
Nicht in die Nadelspitze greifen.
Abb. 13: Nadelfaden einfädeln (1)

(1) - Fadenhebel
(2) - Fadenregulator
(3) - Führung
(4) - Führung
(5) - Fadenanzugsfeder
(6) - Umlenkung
(7) - Führung
(8) - Führung
(9) - Spannungsscheiben
(10) - Spannungsscheiben
(11) - Führung
So fädeln Sie den Nadelfaden ein:

- Garnrolle auf den Garnständer aufstecken.
- Nadelfaden durch ein Loch der Führung am Abwickelarm führen.

Wichtig
Der Abwickelarm muss parallel zum Garnständer stehen.
- Faden mit Hilfe der Druckluftpistole durch die Schlauchführung pusten.

Information
Um den Faden durch die Schlauchführung zu pusten, die Druckluftpistole zusammen mit dem Ende des Fadens am oberen Ende der Schlauchführung ansetzen. Einmal kurz den Abzug drücken.
- Faden durch die Führung (11) fädeln: Von hinten nach vorn durch das oberste Loch, von vorne hach hinten durch eins der mittleren Löcher, von hinten nach vorn durch eins der unteren Löcher.
- Faden gegen den Uhrzeigersinn um die Spannung (10) führen.
- Faden im Uhrzeigersinn um die Spannung (9) führen.
- Faden durch die Führungen (8) und (7) fädeln.
- Faden im Uhrzeigersinn um die Umlenkung (6) führen.
- Faden unter die Fadenanzugsfeder (5), durch die Führung (3) und durch den Fadenregulator (2) zum Fadenhebel (1) fädeln.
- Faden durch Fadenhebel (1) und Fadenführung (4) fädeln.
Abb. 14: Nadelfaden einfädeln (2)
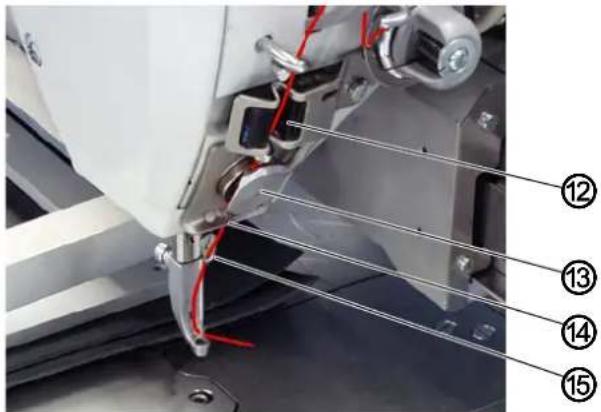
(12) - Nadelfaden-Wächter
(14) - Führung
(13) - Fadenklemme
(15) - Führung

- Faden durch den Nadelfadenwächter (12) und die Fadenklemme (13) fädeln.
- Faden durch die Führungen (14) und (15) fädeln.
- Faden so in das Nadelöhr einfädeln, dass das lose Ende zum Greifen zeigt.
4.8 Fadenregulator einstellen
Der Fadenregulator bestimmt, welche Nadelfadenmenge um den Greifer geführt wird. Die benötigte Fadenmenge hängt von Nähgutstärke, Fadenstärke und Stichlänge ab.
- größere Fadenmenge für
- dickes Nähgut
• dicke Fadenstärken
- große Stichlängen
- geringere Fadenmenge für
- dünnes Nähgut
• dünne Fadenstärken
- kleine Stichlängen

Richtige Einstellung
Die Schlinge des Nadelfadens gleitet mit geringer Spannung über die dickste Stelle des Greifers. Dabei wird die größte Fadenmenge benötigt, und die Fadenanzugsfeder (1) soll dabei ca. 0,5 mm aus ihrer unteren Endstellung nach oben gezogen werden.
Abb. 15: Fadenregulator einstellen
(1) - Fadenanzugsfeder (2) - Befestigungsschraube
(3) - Fadenregulator
So stellen Sie den Fadenregulator ein:

-
Befestigungsschraube (2) mit einem Kreuzschraubendreher lösen.
-
Fadenregulator (3) verschieben:
- Geringere Fadenmenge: Fadenregulator (3) nach rechts schieben. - Größere Fadenmenge: Fadenregulator nach (3) links schieben.
- Befestigungsschraube (2) festschrauben.
4.9 Greiferfaden aufspulen
Durch den separaten Spuler kann der Greiferfaden sowohl beim Nähen als auch unabhängig davon aufgespult werden.
Abb. 16: Greiferfaden aufspulen
(1) - Aufspulspannung
(4) - Spulerwelle
(2) - Fadenführungsblech
(5) - Spulerklappe
(3) - Fadenführungsblech
(6) - Messer
So spulen Sie den Greiferfaden auf:

- Garnrolle auf den Garnständer aufstecken und den Nadelfaden durch ein Loch der Führung am Abwickelarm führen.

Wichtig
Der Abwickelarm muss parallel zum Garnständer stehen.
- Faden wellenförmig so durch die drei Löcher im Fadenführungsblech (2) führen, dass sich der Faden im Uhrzeigersinn um die Aufspulspannung (1) legen läßt.
- Faden im Uhrzeigersinn um die Aufspulspannung (3) führen.
- Faden wellenförmig durch die beiden Löcher im Fadenführungsblech (3) führen: Von unten nach oben durch das hintere Loch und von oben nach unten durch das vorderste Loch.
- Leere Spule auf die Spulerwelle (4) stecken und im Uhrzeigersinn drehen, bis es klickt.
-
Faden zum Spuler führen und hinter das Messer klemmen und abreißen.
-
Spulerklappe (4) gegen die Spule drücken.
Der Spuler startet und schaltet nach Erreichen der eingestellten Spulenfüllmenge automatisch ab. Das Einstellen der Spulenfüllmenge ist in der 📄 Serviceanleitung beschrieben.
4.10 Spule wechseln
WARNUNG

Verletzungsgefahr durch spitze und sich bewegende Teile!
Einstich oder Quetschen möglich.
Maschine in den Einfädelmodus schalten, bevor Sie die Spule wechseln.
Abb. 17: Spule wechseln (1)

(1) - Schaltknopf Einfädelmodus (2) - Abdeckplatte
So wechseln Sie die Spule:

- Schaltknopf Einfädelmodus (1) drücken.
Der Antriebsschlitten fährt in die Spulenwechsel-Position. Die Abdeckplatte (2) schwenkt zur Seite. Die Nähfüße werden in die untere Stellung bewegt. Die Beleuchtung wird eingeschaltet.
Abb. 18: Spule wechseln (2)
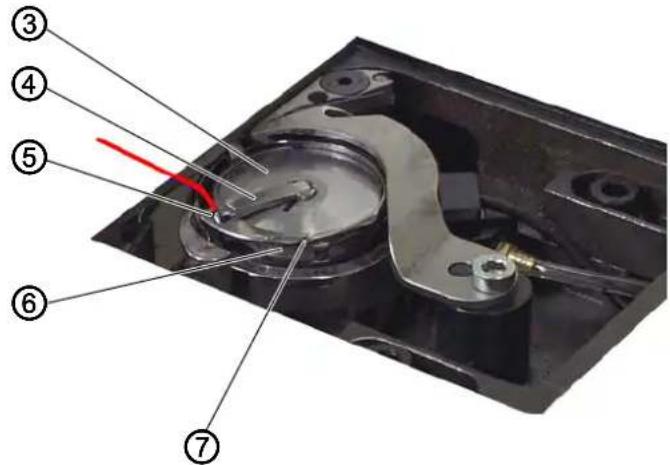
(6) - Spannungsfeder
(4) - Spulengehäuseklappe
(7) - Schlitz
(5) - Führung

-
Spulengehäuseklappe (4) hochschwenken.
-
Leere Spule herausnehmen.
-
Volle Spule (3) einlegen.

Wichtig
Spule (3) so einlegen, dass die Spule sich beim Fadenabzug entgegengesetzt zum Greifer bewegt.
-
Greiferfaden durch den Schlitz (7) im Spulengehäuse führen.
-
Greiferfaden unter die Spannungsfeder (6) ziehen.
-
Greiferfaden durch die Führung (5) ziehen und ca. 3 cm nachziehen.
-
Spulengehäuseklappe (4) schließen.
-
Schaltknopf Einfädelmodus (1) lösen.
Die Abdeckplatte (2) schwenkt in die ursprüngliche Position.
- Wenn die Spule ohne Aufforderung durch das Programm gewechselt wurde (z. B. bei einem Farbwechsel), auf dem Haupt-Bildschirm die
Schaltfläche Spulenwechsel antippen.
Dadurch wird das Einlegen der neuen Spule bestätigt und der Fadenverbrauch ab voller Spulenkapazität weitergezählt.

Information
Wenn die Spule gewechselt wurde, weil sie leer war, wird der Fadenverbrauch nach dem Spulenwechsel automatisch ab voller Spulengkapazität weitergezählt.
4.11 Fadenspannung
Die Nadelfaden-Spannung beeinflusst zusammen mit der Greiferfaden-Spannung das Nahtbild. Zu starke Fadenspannungen können bei dünnem Nähgut zu unerwünschtem Kräuseln und Fadenbruch führen.

Richtige Einstellung
Bei gleich starker Spannung von Nadelfaden und Greiferfaden liegt die Fadenverschlingung in der Mitte des Nähguts.
Die Nadelfaden-Spannung so einstellen, dass das gewünschte Nahtbild mit der geringstmöglichen Spannung erreicht wird.
Abb. 19: Fadenspannung
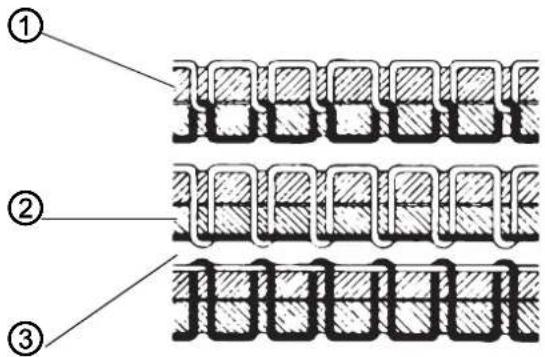
(1) - Spannung von Nadelfaden und Greiferfaden gleich stark
(2) - Greiferfaden-Spannung stärker als Nadelfaden-Spannung
(3) - Nadelfaden-Spannung stärker als Greiferfaden-Spannung
4.11.1 Nadelfaden-Spannung einstellen
Die Nadelfaden-Spannung kann nur über die Software des Bedienfelds eingestellt werden, genaueres ist im Kapitel Programmierung beschrieben (S. 55).
4.11.2 Greiferfaden-Spannung einstellen
WARNUNG

Verletzungsgefahr durch spitze und sich bewegende Teile!
Einstich oder Quetschen möglich.
Maschine in den Einfädelmodus schalten und danach die Greiferfaden-Spannung einstellen.
Abb. 20: Greiferfaden-Spannung einstellen (1)

(1) - Schaltknopf Einfädelmodus (2) - Abdeckplatte
So stellen Sie die Greiferfaden-Spannung ein:
- Schaltknopf Einfädelmodus (1) drücken.
Der Antriebsschlitten fährt in die Spulenwechsel-Position. Die Abdeckplatte (2) schwenkt zur Seite. Die Nähfüße werden in die untere Stellung bewegt. Die Beleuchtung wird eingeschaltet.
Abb. 21: Greiferfaden-Spannung einstellen (2)

(3) - Spannungsfeder (4) - Stellschraube
Die Greiferfaden-Spannung wird von der Spannungsfeder (3) erzeugt und an der Stellschraube (4) eingestellt.
Spannung erhöhen

- Stellschraube (4) im Uhrzeigersinn drehen.

Spannung verringern
- Stellschraube (4) gegen den Uhrzeigersinn drehen.

Reihenfolge
- Schaltknopf Einfädelmodus (1) lösen.
Die Abdeckplatte (2) schwenkt in die ursprüngliche Position.
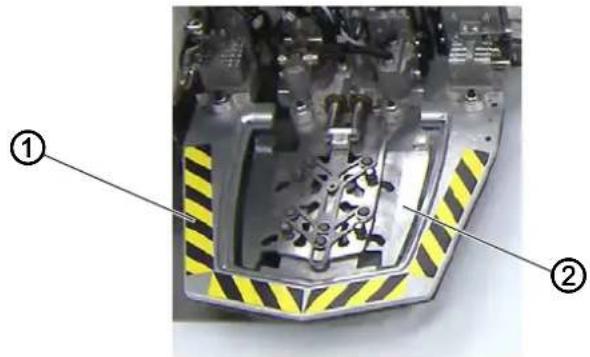
4.12 Formsatz wechseln
Bei anders geformten Taschen müssen Sie den Formsatz wechseln. Ein Formsatz besteht aus dem Innenschieber, dem Außenrahmen und der Transferplatte.
Um den Formsatz zu wechseln, müssen Sie den Klammerwechselmodus aktivieren.
Abb. 22: Formsatz wechseln

(1) - Innenschieber
(2) - Außenrahmen
(3) - Transferplatte
4.12.1 Klammerwechselmodus aktivieren
Abb. 23: Klammerwechselmodus aktivieren

text_image
Klammerwechselmodus ① ② ③ OK(1) - Schaltfläche für den Innenschieber
(3) - Schaltfläche für die Transferplatte
(2) - Schaltfläche für den Außenrahmen
So aktivieren Sie den Klammerwechselmodus:

- Maschine einschalten und in Grundposition fahren.
- Menüpunkte Extras > Klammerwechselmodus antippen.
Das Fenster für den Klammerwechsel wird angezeigt. Der Klammerwechselmodus ist aktiv.
4.12.2 Außenrahmen und Innenschieber wechseln
Sie müssen erst den Außenrahmen und dann den Innenschieber ausbauen. Der Einbau erfolgt in umgekehrter Reihenfolge.
Außenrahmen und Innenschieber ausbauen
Abb. 24: Außenrahmen und Innenschieber ausbauen
(1) - Außenrahmen (2) - Innenschieber
So bauen Sie den Außenrahmen und den Innenschieber aus:

- Den Außenrahmen (1) mit der linken Hand festhalten.
- Auf dem Bildschirm die Schaltfläche 2 antippen.
Die Verriegelung wird geöffnet. - Den Außenrahmen (1) etwas neigen und vorsichtig nach vorne aus der Halterung ziehen.
- Den Innenschieber (2) mit der linken Hand festhalten.
- Auf dem Bildschirm die Schaltfläche 1 antippen.
Die Verriegelung wird geöffnet. - Den Innenschieber (2) etwas neigen und vorsichtig nach vorne aus der Halterung ziehen.
Innenschieber einbauen
Abb. 25: Innenschieber einbauen
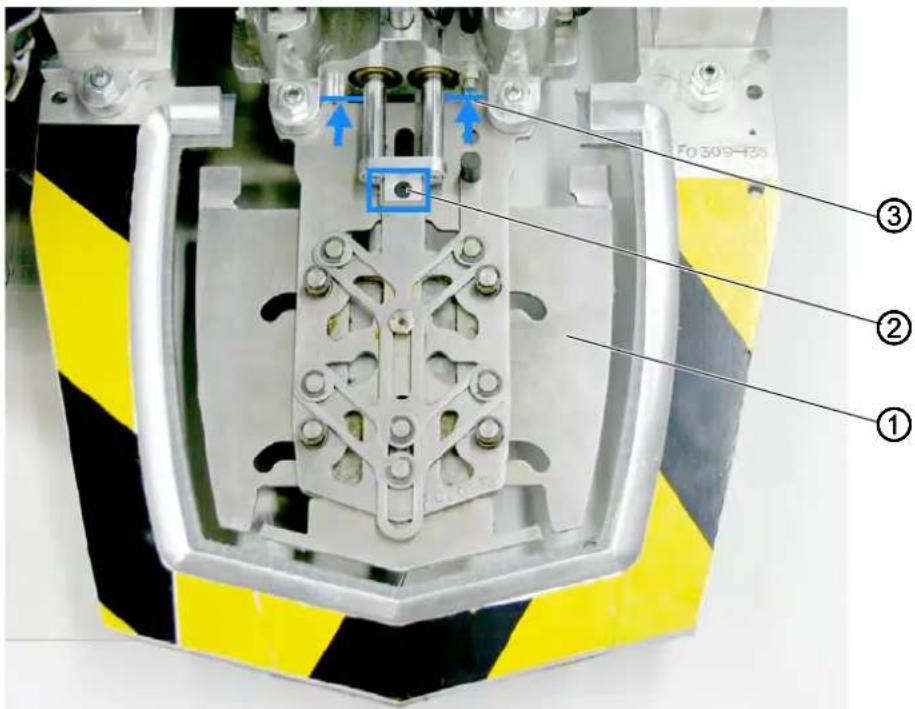
(2) - Zapfen Mitnehmer
(3) - Anschlag Aufnahme
So bauen Sie den Innenschieber ein:

- Den Innenschieber (1) spreizen, bis zum Anschlag (3) in die Aufnahme schieben und in dieser Position halten.

Wichtig
Die Führungsbohrung des Schiebers muss im Zapfen des Mitnehmers (2) sitzen. Der Innenschieber muss voll gespreizt bleiben.
- Auf dem Bildschirm die Schaltfläche 1 antippen.
Die Verriegelung wird geschlossen. - Kontrollieren, ob der Innenschieber voll am Anschlag (3) anliegt.
- Ggf. korrigieren.
Außenrahmen einbauen
Abb. 26: Außenrahmen einbauen
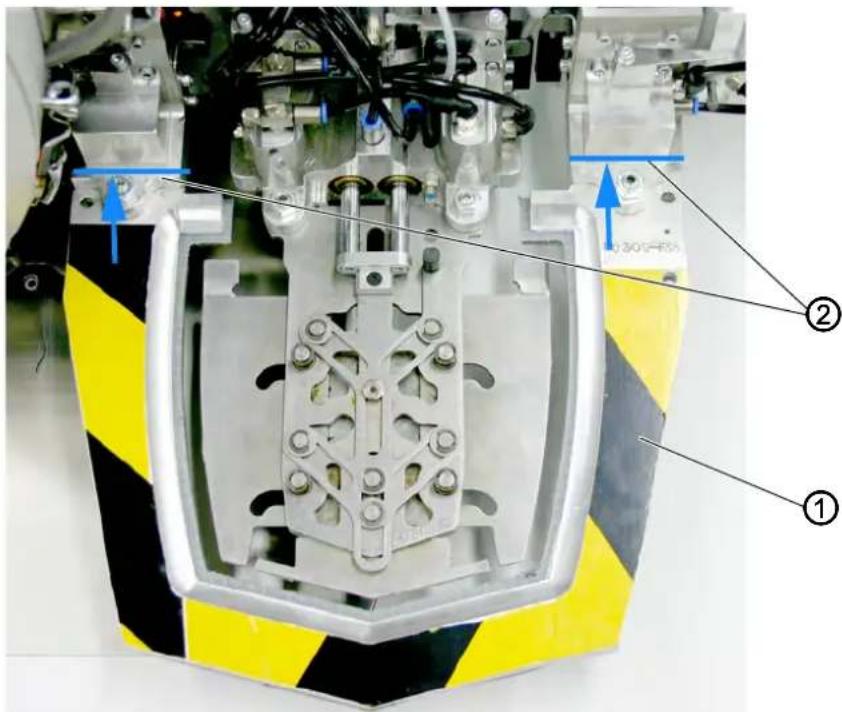
(1) - Außenrahmen (2) - Anschlag Aufnahme
So bauen Sie den Außenrahmen ein:

- Den Außenrahmen (1) bis zum Anschlag (2) in die Aufnahme schieben und in dieser Position halten.
- Auf dem Bildschirm die Schaltfläche 2 antippen.
Die Verriegelung wird geschlossen.
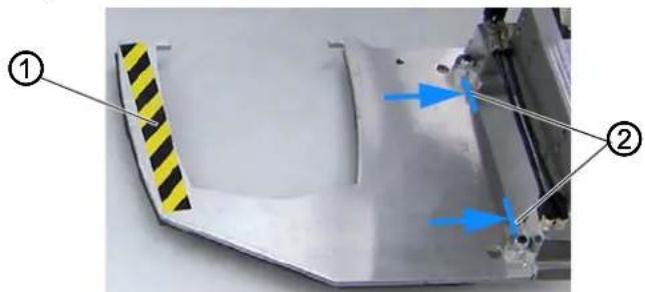
4.12.3 Transferplatte wechseln
Transferplatte ausbauen
Abb. 27: Transferplatte ausbauen

So bauen Sie die Transferplatte aus:

-
Die Transferplatte (1) mit der linken Hand festhalten.
-
Auf dem Bildschirm die Schaltfläche 3 antippen.
Die Verriegelung wird gelöst.
- Die Transferplatte etwas neigen und vorsichtig nach links aus der Halterung ziehen.
Transferplatte einbauen
Abb. 28: Transferplatte einbauen
(1) - Transferplatte (2) - Anschlag Aufnahme
So bauen Sie die Transferplatte ein:

-
Die Transferplatte (1) bis zum Anschlag (2) in die Aufnahme schieben und in dieser Position halten.
-
Auf dem Bildschirm die Schaltfläche 3 antippen.
Die Verriegelung wird geschlossen.
4.12.4 Klammerwechselmodus beenden
HINWEIS
Sachschäden möglich!
Maschinenschäden durch Überschreiten der Nähfeldgröße.
Wenn die Sequenz oder die Nahtprogramme nicht zum Formsatz passen, kann es beim Nähen durch die Bewegung der Klammer zu Schäden an der Maschine oder am Nähgut kommen.
Sicherstellen, dass nur Sequenzen und Nahtprogramme verwendet werden, die für den Formsatz geeignet sind.
Der Klammerwechselmodus kann nur beendet werden, wenn alle Verriegelungen des Formsatzes geschlossen sind.
So beenden Sie den Klammerwechselmodus:

-
Mit OK bestätigen.
-
Konturtest durchführen, um sicherzustellen, dass der Formsatz korrekt eingesetzt ist und das ausgewählte Nahtprogramm zum Formsatz passt (S. 50).

Wichtig
Die Kontur muss innerhalb der Grenzen des Nähfelds liegen. Öffnen Sie eine geeignete Sequenz für den Formsatz (S. 50).
5 Programmierung
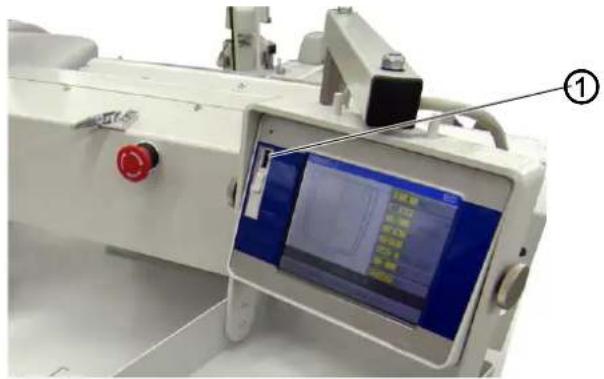
Die Steuerung wird über das Bedienterminal (1) an der automatischen Nähgutzuführung bedient.
Abb. 29: Einstellungen über die Software

Das Bedienterminal enthält eine berührungsempfindliche Oberfläche (Touchscreen). Schaltflächen und Elemente werden auf dem Touchscreen dargestellt. Durch Berühren einer Schaltfläche oder eines Elements wird ein Befehl ausgeführt.
Schaltfläche aktivieren/Element auswählen
HINWEIS
Sachschäden möglich!
Beschädigung des Touchscreens durch scharfkantige Gegenstände.
Touchscreen nur mit dem Finger oder einem speziellen Stift bedienen.

- Auf die entsprechende Schaltfläche oder das Element tippen.
5.1 Aufbau der Software
Über die Software können Nahtprogramme und Sequenzen erstellt und verwaltet werden. Diese Programme werden dann beim Nähen aufgerufen und Stich für Stich abgearbeitet.
Über die Software werden generelle Einstellungen festgelegt, die in allen Programmen gelten.
Die Software enthält technische Menüpunkte zum Testen und Warten der Maschine.
Nahtprogramm
Ein Nahtprogramm besteht aus einer Nahtkontur mit festgelegten Parametern für die einzelnen Konturabschnitte.
Im System können bis zu 99 Nahtprogramme gespeichert werden. Nahtprogramme haben den Zusatz .fnp906 hinter dem Namen.
Sequenz
- Eine Sequenz besteht aus mindestens 2 Nahtprogrammen.
- In einer Sequenz können bis zu 30 Nahtprogramme in beliebiger Reihenfolge zusammengestellt werden.
- Im System können bis zu 20 Sequenzen gespeichert werden. Sequenzen haben den Zusatz .seq906 hinter dem Namen.
5.2 Menü-Struktur auf einen Blick
Die folgende Tabelle gibt einen Überblick über die Menü-Struktur und die Funktionstasten auf dem Haupt-Bildschirm.
Die unterschiedlichen Farben zeigen an, welche Funktionen hauptsächlich im normalen Nähbetrieb genutzt werden, welche Punkte für die Erstellung und Pflege von Nahtprogrammen wichtig sind und unter welchen Menüpunkten Techniker-Einstellungen vorgenommen werden.
Grün: Menüpunkte für das Nähen
Blau: Menüpunkte für die Erstellung und Verwaltung von Programmen
Magenta: Menüpunkte für Techniker-Einstellungen und -Informationen
| Menüpunkte im Aufklapp-Menü | ||||
| Menüpunkt | Funktion | Unterpunkte | Unterpunkte | Beschrieben auf |
| Datei Bestehende Pro-gramme zum Nähen öffnen oder Programme neu erstellen, kopieren oder löschen. | Löschen S. 65 | |||
| Kopieren S. 63 | ||||
| Öffnen S. 50 | ||||
| Neu Nahtprogramm S. 55 | ||||
| Sequenz S. 61 | ||||
| Speichern unter | S. 63 | |||
| Bearbeiten | Allgemeine Einstellungen für alle Programme festlegen oder bestehende Programme verändern. | Maschinenparameter | S. 74 | |
| Sequenz S. 74 | ||||
| Nahtprogramm | Parameter | S. 69 | ||
| Konturanpassung | S. 66 | |||
| Konturtest | S. 60 | |||
| Extras Formsatz | wechselnHinweis: Bündel vom automatischen Stapler nehmenAnzeige-Optionen: Vollbild und ZoomTechniker-Menü: Einstellungen, System-Informationen und Tests | Klammerwechselmodus | S. 34 | |
| Bündel-Entnahme | S. 19 | |||
| Vollbild ein/aus | S. 50 | |||
| Zoom ein/aus | S. 50 | |||
| Service Einstellungen | S. 78 | |||
| System-Information | S. 81 | |||
| Multitest | S. 78 | |||
| Initialisierung und Update | S. 87 | |||
| Hersteller (nur für DA-Personal) | ||||
| Korrektur Kurzfristiges Nähen mit anderen Werten | Fadenspannung | S. 51 | ||
| Nähdrehzahl | S. 52 | |||
| ? | Software-Version der Steuerung | Info | S. 89 | |
| Schaltflächen auf dem Haupt-Bildschirm | |||
| Schaltfläche | Funktion | Unterpunkte | Beschrieben auf |
 | Kontur ab bestimmtem Punkt weiter nähen | Reparatur-Modus | S. 54 |
 | Ankündigung des Spulelnwechsels festlegen. Dazu wird der Fadenverbrauch in Meter eingestellt. | Spulenwechsel | S. 53 |
 | Zähler auf bestimmten Wert zurücksetzen | Zählerreset | S. 54 |
5.3 Software starten
Nach dem Einschalten der Maschine am Hauptschalter und Betätigen der beiden Starttasten referenziert die Maschine. Danach wird am Bedienterminal für einige Sekunden der Start-Bildschirm angezeigt.
Abb. 30: Software starten (1)

text_image
a1 ① Sprache Service ②(1) - Schaltfläche zur Sprach-Wahl
(2) - Service
Über den Start-Bildschirm können Sie die Sprache wählen oder über Service (2) zum Schnell-Einstieg in das Menü Multitest wechseln.
i
Information/Information/Informace
Beide Funktionen können auch später noch aus dem Programm heraus über die Menüpunkte Extras > Service angesprochen werden (S. 82 und S. 80).
Wenn Sie keine Schaltfläche antippen, wechselt die Anzeige nach einigen Sekunden automatisch zum Haupt-Bildschirm.
Der Haupt-Bildschirm
Der Haupt-Bildschirm wird während des Nähens angezeigt. Er wird beim Maschinen-Start mit den Einstellungen des zuletzt genähten Programms geöffnet.
Abb. 31: Software starten (2)
text_image
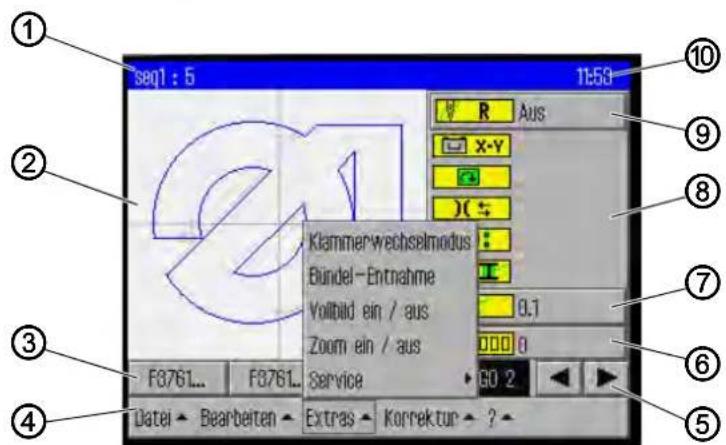
1 seq1 : 5 1:53 ⑩ ② ③ ④ F8761... F8761... Datei • Bearbeiten • Extras • Korrektur • ? ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ R Aus X-Y (•) Klammerwechselmodus : Bündel-Entnahme Vollbild ein / aus Zoom ein / aus Service 0.1 000 0 GO 2(1) - Titelzeile
(2) - Hauptfenster: Anzeige der Nahtkontur
(3) - Programmzeile
(4) - Menüzeile: Aufklapp-Menü
(5) - Pfeiltasten zur Navigation in der Zeile
(6) - Schaltfläche zum Zähler-Reset
(7) - Schaltfläche zum Spulenwechsel
(8) - Anzeige der aktuellen Nahtparameter
(9) - Schaltfläche für Reparatur-Modus
(10) - Anzeige der Uhrzeit
Titelzeile (1)
Beim Haupt-Bildschirm wird die aktuell geöffnete Sequenz und rechts die Uhrzeit (10) angezeigt. In den verschiedenen Menüs werden dort Angaben zum ausgewählten Menüpunkt angezeigt.
Hauptfenster (2)
Hier wird die zu nähende Kontur dargestellt.
Programmzeile (3)
In dieser Zeile werden die Nahtprogramme der aktuell geöffneten Sequenz angezeigt. Das aktuelle Programm ist schwarz hinterlegt. Mit den Pfeiltasten (5) rechts können Sie weitere Nahtprogramme in den sichtbaren Zeilenbereich schieben.
Wenn ein einzelnes Nahtprogramm geöffnet ist, füllt dieses die gesamte Zeilenbreite aus.
Menüzeile (4)
Die Menüzeile enthält das Aufklapp-Menü. Über das Aufklapp-Menü erreichen Sie die verschiedenen Menüpunkte zum Erstellen und Bearbeiten von Nahtprogrammen und zum Einstellen und Testen der Maschine. Ein Pfeil (▲) neben einem Eintrag zeigt, dass weitere Unter-Menüpunkte vorhanden sind.
Pfeiltasten zur Navigation in der Zeile (5)
Mit den Pfeiltasten (5) rechts können Sie weitere Nahtprogramme in den sichtbaren Zeilenbereich schieben.
Schaltfläche zum Zähler-Reset (6)
Über diese Schaltfläche wird der Zähler für die genähten Programme oder Sequenzen zurückgesetzt. In der Schaltfläche wird der aktuelle Zählerstand angezeigt.
Schaltfläche zum Spulenwechsel (7)
Über diese Schaltfläche wird dem System mitgeteilt, dass eine neue Spule eingesetzt wurde (z. B. nach einem Farbwechsel). In der Schaltfläche wird die Greiferfadenkapazität angezeigt.
Anzeige der aktuellen Nahtparameter (8)
- Größe des Nahtbilds
- Nährehzahl
- Fadenspannung
- Anzahl Stiche/verbrauchter Greiferfaden
Schaltfläche für den Reparatur-Modus (9)
Über diese Schaltfläche wird der Reparatur-Modus ein- und ausgeschaltet. Der aktuelle Status (Ein/Aus) wird in der Schaltfläche angezeigt.
5.4 Grundfunktionen zur Bedienung der Software
5.4.1 Master-Passwort eingeben
Das Master-Passwort wird für die technischen Bereiche abgefragt. Es ist nicht für Operator bestimmt und kann nicht geändert werden (S. 79).
So geben Sie das Master-Passwort ein:
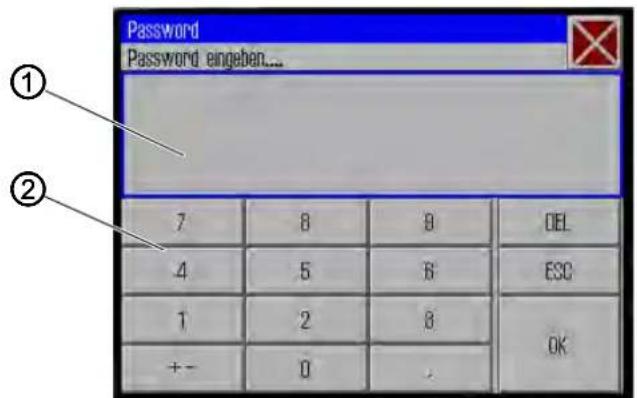
- Wenn die Anzeige Passwort erscheint, geben Sie das Master-Passwort mit den Zifferntasten (2) ein.
Abb. 32: Operator-Password eingeben
text_image
Password Password eingeben... ① ② 7 8 9 DEL 4 5 6 ESC 1 2 8 OK +- 0 ,(1) - Eingabe-Feld (2) - Zifferntasten
Die Eingabe erscheint im Eingabe-Feld (1).

Information
Mit der Schaltfläche DEL können Sie Fehleingaben löschen.

- Mit OK bestätigen.
Der ausgewählte technische Bereich öffnet sich.
5.4.2 Fenster schließen
Es gibt verschiedene Schaltflächen, um das jeweils aktuelle Fenster zu schließen.
| Schaltfläche Bedeutung | |
 | In allen Fenstern oben rechts in der Titelzeile:Das Programm springt eine Ebene zurück. |
| OK In Fenstern mit Eingabe- oder Auswahl-Möglichkeit:Das Fenster wird geschlossen und die Eingabe bzw. Auswahl wird übernommen. | |
| ESCAbbruch | In Fenstern mit Eingabe- oder Auswahl-Möglichkeit:Das Fenster wird geschlossen, ohne dass die Eingabe bzw. Auswahl übernommen wird. |
5.4.3 Anzeigeprinzipien
Abb. 33: Anzeigeprinzipien
text_image
Neue Sequenz anlegen Sequenz Nahtprogramme DALOGO 2 DALOGO 2 Dreieck F3761-51-3 Einfügen Lesmen Namen Bingeben(1) - Ausgegraut: Deaktiviertes Element (2) - Dunkel hinterlegt: Aktiviertes Element
Das aktuell aktivierte bzw. ausgewählte Element wird dunkel hinterlegt (2).
Schaltflächen sind ausgegraut, wenn sie im aktuellen Kontext nicht ausgewählt werden können (1).
5.4.4 Anzeige durch Scrollen verschieben
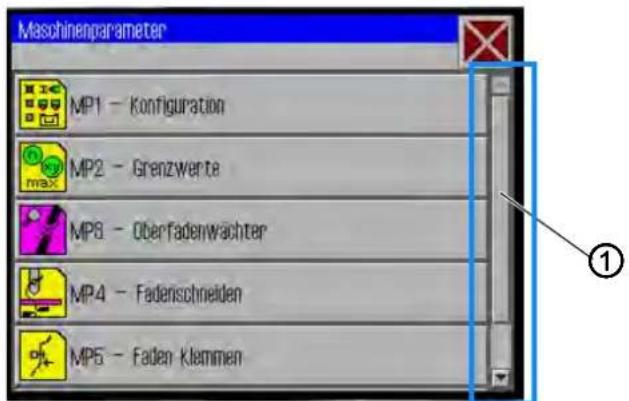
Abb. 34: Anzeige durch Scrollen verschieben
text_image
Maschinenparameter MP1 - Konfiguration MP2 - Grenzwerte MP3 - Oberfadenwächter MP4 - Fadenschneiden MP5 - Faden Klemmen(1) - Bildlaufleiste
Wenn eine Anzeige länger ist als die Bildschirm-Höhe, erscheint an der rechten Seite eine Bildlaufleiste (1).
Bild nach oben/unten verschieben
- Bildlaufleiste (1) nach oben oder unten ziehen.
5.4.5 Optionen aus einer Liste auswählen
Beim Auswählen von Optionen wird zwischen runden Optionsfeldern und Kontrollkästchen unterschieden.
Auswahl mit Optionsfeldern
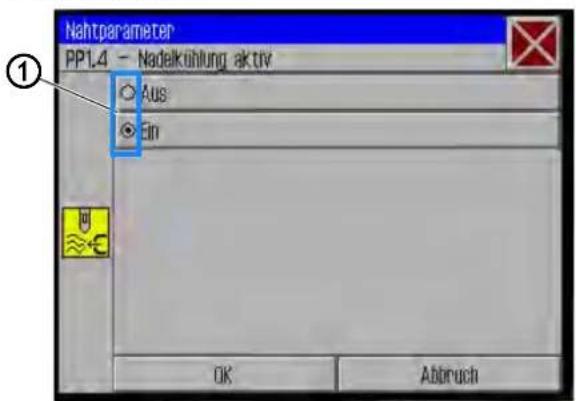
Abb. 35: Auswahl mit Optionsfeldern
text_image
Nahtparameter PP1.4 - Nadelkühlung aktiv Aus Ein OK Abbruch(1) - Optionsfelder: Ausgewähltes Element
Bei runden Optionsfeldern können Sie nur eine Option wählen.
- Gewünschte Option antippen.
Die ausgewählte Option (1) wird mit einem Punkt markiert.
Auswahl mit Kontrollkästchen
Abb. 36: Auswahl mit Kontrollkästchen
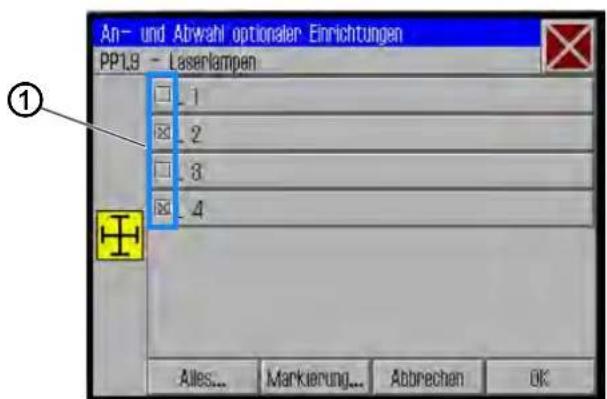
text_image
An- und Abwahl optionaler Einrichtungen PP1.8 - Laserlampen 1 2 3 4 Alles... Markierung... Abbrechen OK(1) - Kontrollkästchen: Ausgewählte Elemente
Bei Kontrollkästchen können Sie mehrere Einträge wählen.
- Gewünschte Kästchen antippen.
Die ausgewählten Einträge (1) werden mit einem Kreuz markiert.



5.4.6 Dateifilter verwenden
Beim Öffnen, Kopieren oder Löschen von Nahtprogrammen oder Sequenzen wird eine Liste mit allen verfügbaren Dateien angezeigt.
Um die Liste übersichtlicher zu gestalten, können Sie die Filterfunktion verwenden.
So verwenden Sie Dateifilter:

- Schaltfläche Dateifilter unter der Liste antippen.
Der Dateifilter wird geöffnet.
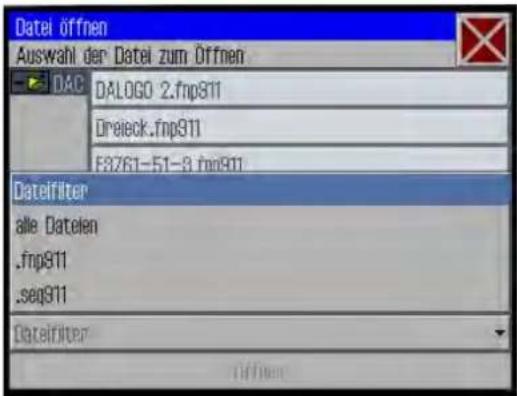
Abb. 37: Dateifilter verwenden
text_image
Datei öffnen Auswahl der Datei zum Öffnen DAG DALOGO 2.fnp911 Dreieck.fnp911 F8761-51-3.fnp911 Datefilter alle Dateien .fnp911 .seq911 Datefilter offnen
- Gewünschtes Filterkriterium antippen:
• .fnp911: Nur Nahtprogramme
• .seq911: Nur Sequenzen
• All Files: Nahtprogramme und Sequenzen
- Schaltfläche Öffnen antippen.
Die Liste wird entsprechend aktualisiert:
5.4.7 Text eingeben
Wenn Sie Text eingeben müssen, z. B. den Namen eines Programms, erscheint ein Texteingabe-Fenster.
Abb. 38: Text eingeben
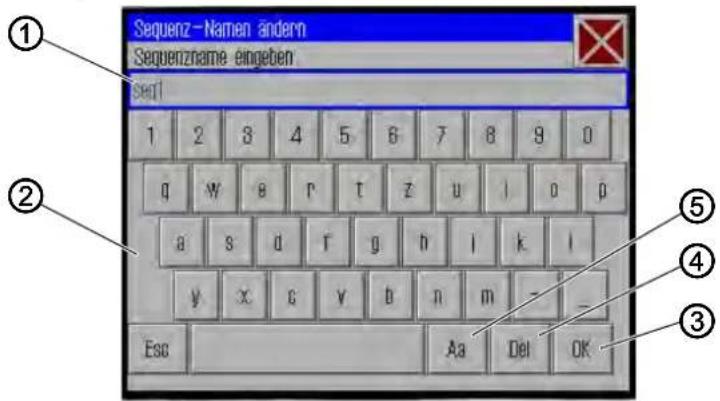
text_image
Sequenz-Namen ändern Sequenzname eingeben Seel 1 2 3 4 5 6 7 8 9 0 g w e r t z u l o p a s d r g h l k l y x c v b n m - Esc Aa Del OK(1) - Eingabe-Feld
(4) - Del: Zeichen löschen
(2) - Tastatur
(5) - Aa: Umschalten Groß-/Kleinschreibung
(3) - OK: Text übernehmen
Text schreiben
- Text über die Tastatur (2) eingeben.

Umschalten zwischen Groß- und Kleinbuchstaben
- Schaltfläche Aa (5) antippen.

Letztes Zeichen löschen
- Schaltfläche Del (4) antippen.

Eingaben übernehmen
- Mit OK (3) bestätigen.

Der eingegebene Text wird übernommen und das Texteingabe-Fenster wird geschlossen.
5.4.8 Werteingabe für Parameter
Wenn Sie Werte für Programm- oder Maschinenparameter eingeben müssen, öffnet sich ein Fenster zur Werteingabe.
Abb. 39: Werteingabe für Parameter
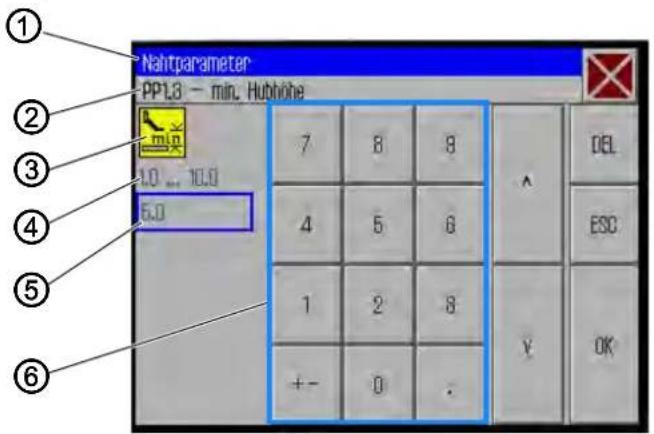
text_image
Nahtparameter PPL8 - min. Hubhöhe 1.0 ... 10.0 5.0 7 8 8 4 5 6 1 2 8 +- 0 .(1) - Titelzeile
(2) - Statuszeile
(3) - Symbol
(4) - Wertebereich
(5) - Eingabefeld
(6) - Zifferntasten
Die Titelzeile (1) zeigt die Parametergruppe.
Die Statuszeile (2) zeigt, welcher Parameter editiert wird. Das Symbol (3) des Parameters wird darunter angezeigt.
Der Wertebereich (4) zeigt die Eingabegrenzen für den Parameter.
Im Eingabefeld (5) steht der aktuell gültige Wert. Diesen Wert können Sie ändern.
Wert eingeben
Positiver Wert:

- Gewünschten Wert über die Zifferntasten (6) eingeben.

Negativer Wert:
- Zunächst die erste Ziffer, dann das Vorzeichen und gegebenenfalls die weiteren Ziffern über die Zifferntasten (6) eingeben.
- Beispiel -12: Geben Sie den Wert in der Reihenfolge 1, -, 2 ein.
Wert löschen
- Schaltfläche DEL antippen.

Wert übernehmen

- Mit OK bestätigen.
Der eingegebene Wert wird übernommen und das Werteingabe-Fenster wird geschlossen.
5.4.9 Vollbild ein- und ausschalten
Um die Nahtkontur im Detail besser zu erkennen, können Sie den Haupt-Bildschirm als Vollbild einschalten und die Schaltflächen auf der rechten Seite des Haupt-Bildschirms ausblenden.
Abb. 40: Vollbild ein- und ausschalten
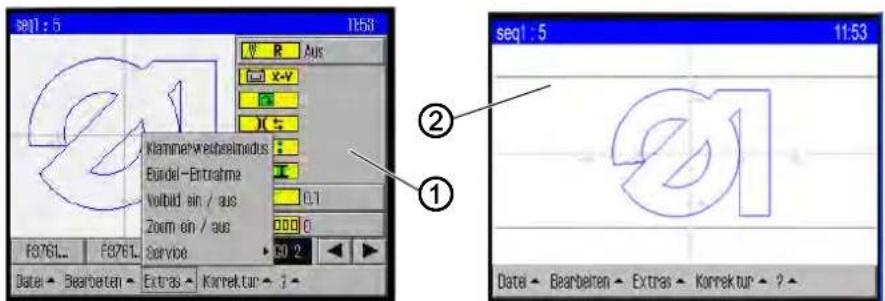
text_image
seq1 : 5 11:53 V R Aus x-V X Klammereveckbelindus Euidel -Entrahme Volbild sin / aus Zoom ein / aus Service 0.1 000 0 F876L... F876L Service 30 2 Datei Bearbeiten Extras Korrektur ? ② ① seq1 : 5 11:53 Datei Bearbeiten Extras Korrektur ?(1) - Vollbild ausgeschaltet (2) - Vollbild eingeschaltet

- Menüpunkte Extras > Vollbild ein/aus antippen.
Die Anzeige wechselt in den jeweils anderen Modus.
5.4.10 Zoom ein- und ausschalten
Um die Nahtkontur im Detail besser zu erkennen, können Sie die Anzeige um eine Zoom-Stufe vergrößern.
Wechsel zwischen den Anzeigen

- Menüpunkte Extras > Zoom ein/aus antippen.
Die Anzeige wechselt in den jeweils anderen Modus.
5.5 Nahtprogramm oder Sequenz zum Nähen öffnen
Die hinterlegten Nahtprogramme oder Sequenzen müssen zum Nähen häufig geöffnet werden.
So öffnen Sie ein Nahtprogramm oder eine Sequenz zum Nähen:

- Im Hauptfenster die Menüpunkte Datei > Öffnen antippen.
Das Auswahl-Fenster erscheint. Alle Nahtprogramme und Sequenzen werden angezeigt.

Information
Über Dateifilter können Sie die Auswahl einschränken und die Liste übersichtlicher gestalten (S. 47).
Abb. 41: Nahtprogramm oder Sequenz zum Nähen öffnen

text_image
Datei öffnen Auswahl der Datei zum Öffnen DAC DALOGO 2.fnp911 Dreieck.fnp911 F8761-51-3.fnp911 seq1.seq911 Datafile Other
- Gewünschte Datei antippen.
- Schaltfläche Öffnen antippen.
Das Nahtprogramm/die Sequenz wird geöffnet. - Zum Nähstart beide Starttasten betätigen.
5.6 Kurzfristig mit veränderten Werten nähen
Wenn Sie bei einem besonderen Nähgut oder bestimmten Fadenstärken kurzfristig mit veränderten Werten nähen möchten, ohne dabei das Nahtprogramm zu verändern, können Sie im Menüpunkt Korrektur die Werte für Fadenspannung und Nähdrehzahl verändern. Die Werte gelten dann für alle anschließend ausgeführten Nähte. Beim Ausschalten der Maschine werden die Werte verworfen.

Wichtig
Wenn Sie die Änderungen dauerhaft übernehmen möchten, müssen Sie sie im Programm ändern und abspeichern. Andernfalls werden nach dem Ausschalten der Maschine die zuletzt gespeicherten Werte wieder hergestellt.
5.6.1 Mit veränderter Fadenspannung nähen
So nähen Sie mit veränderter Fadenspannung:

- Menüpunkte Korrektur > Fadenspannung antippen.
Das Fenster zur Änderung der Fadenspannung erscheint:
Abb. 42: Mit veränderter Fadenspannung nähen
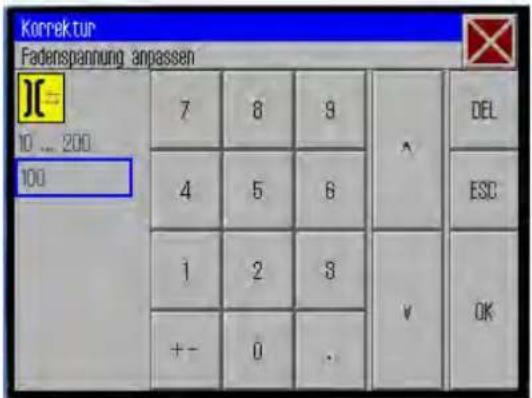
text_image
Korrektur Fadenspannung anpassen JC 10 ... 200 100 7 8 9 ^ DEL 4 5 6 ESC 1 2 3 ✓ OK +- 0 .
- Gewünschten Wert für die Fadenspannung eingeben.
- Mit OK bestätigen.
Der Wert wird bis zum Ausschalten der Maschine für alle durchgeführten Nähte übernommen.
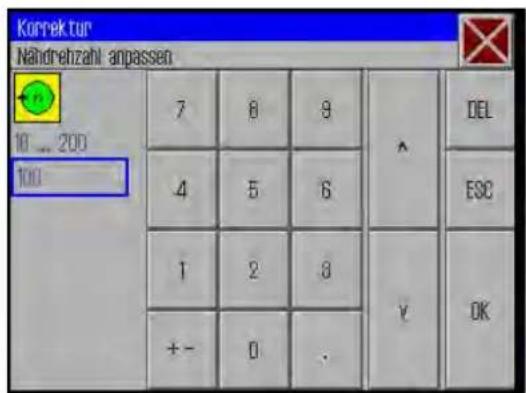
5.6.2 Mit veränderter Nähdrehzahl nähen
So nähen Sie mit veränderter Nähdrehzahl:

- Menüpunkte Korrektur > Nähdrehzahl antippen.
Das Fenster zur Änderung der Fadenspannung erscheint:
Abb. 43: Mit veränderter Nähdrehzahl nähen
text_image
Korrektur Nahndrehzahl anpassen 7 8 9 ^ DEL 4 5 6 ESC 1 2 3 Y OK +- 0 .
- Gewünschte Drehzahl eingeben.
- Mit OK bestätigen.
Der Wert wird bis zum Ausschalten der Maschine für alle durchgeführten Nähte übernommen.
5.7 Fadenriss beheben
WARNUNG

Verletzungsgefahr durch spitze und sich bewegende Teile!
Einstich oder Quetschen möglich.
Maschine in den Einfädelmodus schalten, bevor Sie die Spule wechseln.
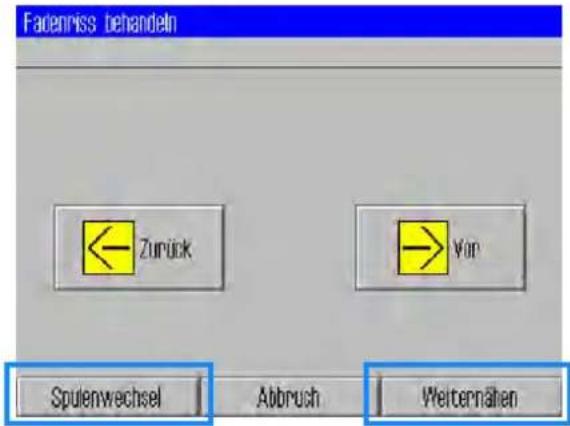
Die Maschine erkennt automatisch, wenn der Nadelfaden verbraucht oder gerissen ist und eine neue Spule eingesetzt werden muss.
Dann öffnet sich automatisch das Fenster Fadenriss behandeln.
Abb. 44: Fadenriss beheben
text_image
Fadenriss behandeln ← Zurück → Vor Spulenwechsel Abbrush WeiternenähenSo beheben Sie einen Fadenriss:

-
Um zu prüfen, ob der Nadelfaden gerissen ist, Schaltfläche Spulenwechsel antippen.
-
Spule wechseln (☐ S. 29).
Ein Fenster zum Zählen des Fadenverbrauchs ab voller Spulenkapazität wird angezeigt.
-
Mit Ja bestätigen, dass der Fadenverbrauch der neuen Spule ab voller Spulenkapazität gezählt werden soll.
-
Schaltfläche Weiternähen antippen.
-
Mit den Schaltflächen Vor und Zurück den Punkt anfahren, von dem aus weiter genäht werden soll.
Das Programm springt in den Haupt-Bildschirm zurück und die Naht wird ab diesem Punkt weiter genäht.
5.8 Naht nach Fehler im Reparatur-Modus fortsetzen
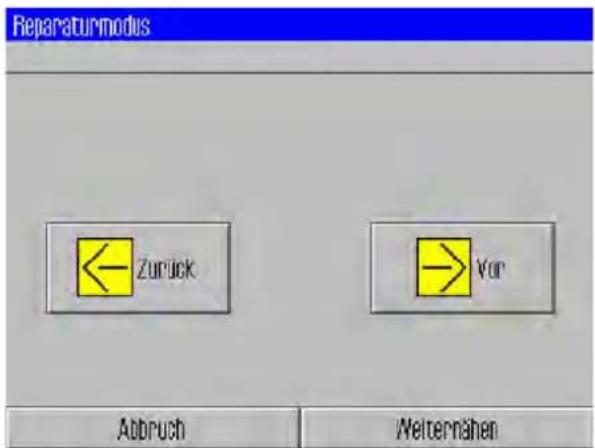
Wenn ein Fehler auftritt, z. B. Fadenbruch, muss die Naht im Reparatur-Modus fortgesetzt werden.
Im Reparatur-Modus können Sie zu einem beliebigen Punkt der Kontur fahren. Z. B. können Sie nach einem Fehler das Nahtprogramm von dort aus fortsetzen oder einige Stiche wiederholen.
So setzen Sie eine Naht nach einem Fehler im Reparatur-Modus fort:

- Schaltfläche V R Reparaturmodus auf dem Haupt-Bildschirm antippen.
Das Fenster Reparaturmodus wird angezeigt.
Abb. 45: Naht nach Fehler im Reparatur-Modus fortsetzen
text_image
Reparaturmodus Zurück Vor Abbruch Weiternähen
-
Mit den Schaltflächen Vor und Zurück den Punkt anfahren, von dem aus weiter genäht werden soll.
-
Schaltfläche Weiternähen antippen.
Das Programm wechselt zum Haupt-Bildschirm. Die Naht wird ab diesem Punkt weiter genäht.
5.9 Zähler zurücksetzen
Je nach Einstellung in den Maschinenparametern zählt der Zähler die genähten Programme bzw. Sequenzen auf- oder abwärts. Mit der Schaltfläche Zähler-Reset können Sie den Zähler wieder auf den Anfangswert zurücksetzen (S. 78).

- Scharfläche Zähler-Reset auf dem Haupt-Bildschirm antippen.
Der Zähler wird auf den in den Maschinenparametern festgelegten Wert zurückgesetzt.
5.10 Neues Nahtprogramm erstellen
HINWEIS
Sachschäden möglich!
Durch Nähen ohne Stoff kann die Maschine beschädigt werden.
Immer Nähgut unter die Transferplatte legen, bevor Sie den Nähvorgang starten.
Ein neues Nahtprogramm wird im Teach-In-Verfahren erstellt. Dabei werden am Bedienterminal einzelne Nahtstrecken festgelegt, denen bestimmte Nahtparameter zugewiesen werden.
So erstellen Sie ein neues Nahtprogramm:

- Menüpunkte Datei > Neu > Nahtprogramm antippen.
Das Teach-In-Fenster wird angezeigt.
Abb. 46: Nahtprogramm erstellen (1)
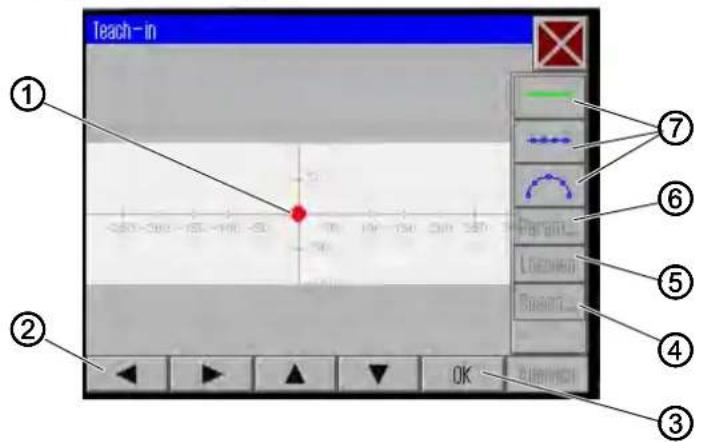
(1) - Cursor
(2) - Pfeiltasten
(3) - Schaltfläche OK: Übernehmen
(4) - Schaltfläche zum Speichern
(5) - Schaltfläche zum Löschen
(6) - Schaltfläche für die Parameter
(7) - Schaltflächen zur Linien-Auswahl
Startpunkt festlegen
- Mit den Pfeiltasten (2) den Cursor (3) an die gewünschte Startposition bewegen.
- Mit OK bestätigen.
Der gewünschte Startpunkt wird übernommen und mit einem grünen Punkt gekennzeichnet.

Linienart auswählen

- Mit den Schaltflächen für die Linien-Auswahl (7) die Art der zu definierenden Linie festlegen.
- Nahtlose Strecke Die Klammer fährt ohne zu nähen über die Strecke in die nächste Position.
Gerade Naht Eine gerade Strecke wird genäht.
• Kreisförmige Naht Ein Kreisbogen wird genäht.
Nach dem Antippen der Schaltflächen für eine gerade oder kreisförmige Naht wird das Fenster zur Eingabe der Nahtparameter für diese Strecke geöffnet.
Nahtparameter für die Strecke bestimmen
Abb. 47: Nahtprogramm erstellen (2)
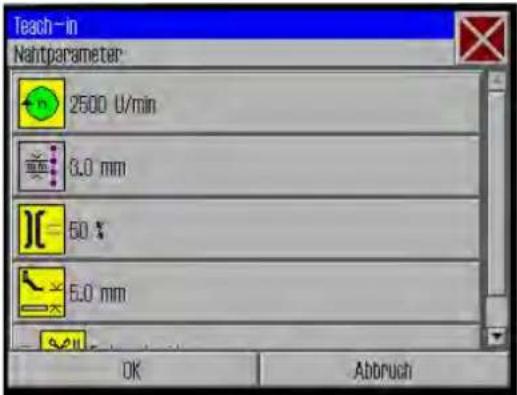
text_image
Teach-in Nantparameter 2500 U/min 3.0 mm 60 % 6.0 mm OK AbbruchNahtparameter für die Strecke auswählen

- Den jeweiligen Parameter antippen. Das Fenster zur Eingabe wird geöffnet.
- Gewünschten Wert für den Parameter eingeben (S. 49).
Nahtparameter beim Teach-In
| Schaltfläche Bedeutung | |
 | Drehzahl |
 | Stichlänge |
 | Fadenspannung |
 | Hubhöhe |
 | Fadenschneiden |
Strecke zeichnen
- Cursor mit den Pfeiltasten zum Endpunkt der gewünschten Strecke bewegen.

Information
Alternativ können Sie auch einmal auf eine Pfeiltaste tippen, um die Richtung anzugeben, und danach mit Pedaldruck die Linie in diese Richtung weiterführen.

Wichtig
Achten Sie darauf, dass die Kontur sich innerhalb des möglichen Nähfelds Ihrer speziellen Maschine befindet. Bedenken Sie vor allem bei kreisförmigen Strecken, dass Start- und Endpunkt nicht direkt verbunden werden, sondern dass dazwischen eine Kreiswölbung erzeugt wird.
- Mit OK bestätigen.
Die Nahtstrecke wird mit den eingegebenen Parametern übernommen.
Weitere Nahtstrecken hinzufügen
Weitere Nahtstrecken bestimmen Sie nach der gleichen Vorgehensweise.

- Jede neue Nahtstrecke wieder mit Handlungsschritt 4 beginnen (☐ S. 56).
Nahtstrecke löschen

- Schaltfläche Löschen antippen.
Die letzte Nahtstrecke wird gelöscht.
Programm speichern
HINWEIS
Sachschäden möglich!
Maschinenschäden durch Überschreiten der Nähfeldgröße.
Wenn die Sequenz oder die Nahtprogramme nicht zum Formsatz passen, kann es beim Nähen durch die Bewegung der Klammer zu Schäden an der Maschine oder am Nähgut kommen.
Sicherstellen, dass nur Sequenzen und Nahtprogramme verwendet werden, die für den Formsatz geeignet sind.
Nachdem alle Nahtstrecken bestimmt sind, können Sie das neue Nahtprogramm unter einem Namen speichern.

- Schaltfläche Speich... antippen.
Das Fenster zur Eingabe des Programm-Namens wird geöffnet.
-
Gewünschten Namen eingeben.
-
Mit OK bestätigen (☐ S. 48).
Das Programm steht nun unter diesem Namen zum Nähen, Ändern oder Kopieren zur Verfügung.

Wichtig
Führen Sie nach dem Erstellen oder Ändern eines Programms einen Konturtest durch (☐ S. 60). Stellen Sie sicher, dass die Kontur innerhalb der Grenzen des Nähfelds liegt.
5.11 Im Ein- und Ablegemodus Mode X einstellen
Die Maschine hat im Ein- und Ablegemodus jeweils Mode 1-5 (S. 71).
Die Grundeinstellung ist immer Mode 1. Wenn ein neues Nahtprogramm erstellt wird, ist automatisch Mode 5 im Ein- und Ablegemodus eingestellt. Nach erfolgreichem Konturtest müssen darum im Ein- und Ablegemodus Mode 1 eingestellt werden.

Information
Wenn Sie z. B. einen Konturtest durchführen, ist es sinnvoll, im Ein- und Ablegemodus Mode 5 einzustellen. Mode 5 bedeutet:
- Einlegemodus: Transferplatte ist deaktiviert
- Ablegemodus: Stapler ist deaktiviert
Dass die Transferplatte und der Stapler deaktiviert sind, erleichtert und beschleunigt den Konturtest (S. 60).
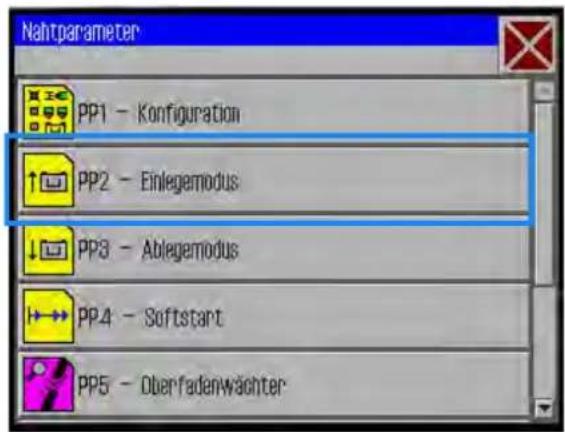
So stellen Sie den gewünschten Modus im Ein-/Ablegemodus ein:

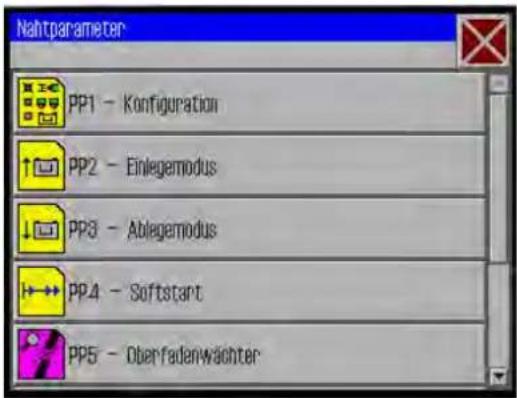
- Menüpunkte Bearbeiten > Nahtprogramm > Nahtparameter antippen.
Das Fenster Nahtparameter erscheint.
Abb. 48: Im Ein- und Ablegemodus Mode X einstellen
text_image
Nahtparameter PP1 - Konfiguration PP2 - Einlegemodus PP3 - Ablegemodus PP4 - Softstart PP5 - Oberfadenwächter
-
Schaltfläche PP2 Einlegemodus/PP3 Ablegemodus antippen.
-
Schaltfläche Mode X antippen. Die Schaltfläche Mode X zeigt an, welcher Mode aktuell eingestellt ist.
Das Fenster zur Mode-Auswahl erscheint.
-
Gewünschten Mode X antippen.
-
Mit OK bestätigen.
5.12 Konturtest durchführen
HINWEIS
Sachschäden möglich!
Maschinenschäden durch Überschreiten der Nähfeldgröße.
Wenn die Sequenz oder die Nahtprogramme nicht zum Formsatz passen, kann es beim Nähen durch die Bewegung der Klammer zu Schäden an der Maschine oder am Nähgut kommen.
Sicherstellen, dass nur Sequenzen und Nahtprogramme verwendet werden, die für den Formsatz geeignet sind.

Information
Es ist sinnvoll, für den Konturtest im Ein- und im Ablegemodus Mode 5 einzustellen. Mode 5 bedeutet, dass im Einlegemodus die Transferplatte und im Ablegemodus der Stapler deaktiviert sind. Das erleichtert und beschleunigt den Konturtest.
Durch einen Konturtest wird geprüft, ob die eingegebene Kontur innerhalb der Grenzen des Nähfelds liegt, ob die Formen korrekt montiert sind und ob das ausgewählte Nahtprogramm zum eingesetzten Formsatz passt.
Führen Sie nach dem Erstellen eines Programms, dem Ändern einer Nahtkontur oder einem Formenwechsel einen Konturtest durch.
So führen Sie einen Konturtest durch:

- Prüfen, ob im Ein- und Ablegemodus Mode 5 eingestellt ist.
Wenn ein Konturtest für ein neues Nahtprogramm durchgeführt wird, ist automatisch im Ein- und Ablegemodus Mode 5 eingestellt. - Ggf. im Ein- und Ablegemodus Mode 5 einstellen (S. 58).
- Stoff unter die Transferplatte legen.
- Um die Transferplatte abzusenken, das Pedal betätigen.
- Menüpunkte Bearbeiten > Nahtprogramm > Konturtest antippen.
Das Fenster Konturtest wird geöffnet.
Abb. 49: Konturtest durchführen

text_image
Konturtest ← Zurück → Vor
- Beide Starttasten betätigen.
- Kontur mit den Schaltflächen Vor und Zurück Stich für Stich abfahren.
- Prüfen, ob alle Punkte im Bereich des Nähfelds liegen.
- Nach erfolgreichem Konturtest im Ein- und Ablegemodus Mode 1 einstellen (S. 58).
5.13 Sequenz erstellen
Sie können bis zu 30 Nahtprogramme zu einer Sequenz zusammenstellen. Insgesamt können Sie bis zu 20 Sequenzen anlegen.
Nahtprogramm auswählen
So wählen Sie ein Nahtprogramm aus:

- Menüpunkte Datei > Neu > Sequenz antippen.
Das Fenster zur Auswahl der Nahtprogramme wird geöffnet.
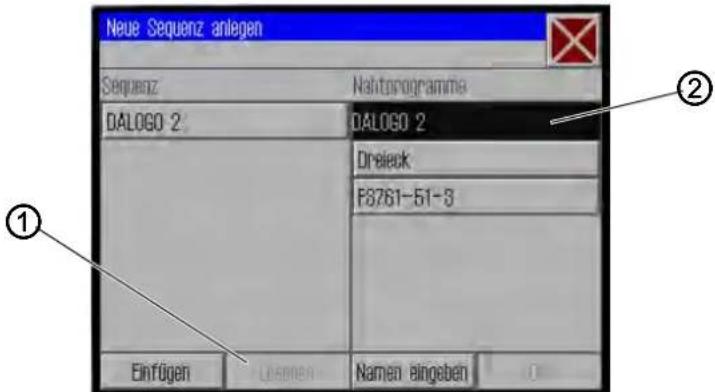
Abb. 50: Sequenz erstellen
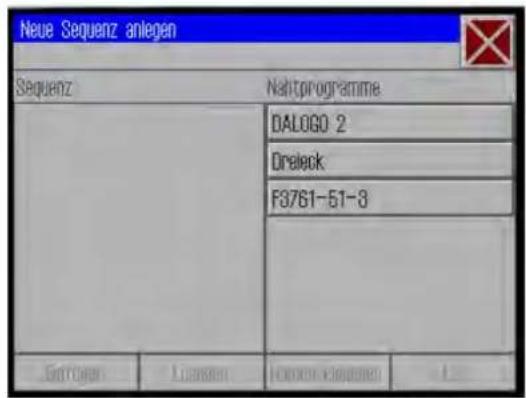
text_image
Neue Sequenz anlegen Sequenz Nahtprogramme DALOGO 2 Drelick F3761-51-3 Gentlagen Lizienen Hornen - Kohnen EIm Feld Nahtprogramme sind alle bestehenden Nahtprogramme aufgelistet. Das Feld Sequenz zeigt die Nahtprogramme, die der Sequenz zugeordnet sind.

- Gewünschtes Nahtprogramm antippen.
Das ausgewählte Programm wird dunkel hinterlegt. - Schaltfläche Einfügen antippen.
Das Nahtprogramm wird in die Sequenz übernommen und im Feld Sequenz angezeigt. - Weitere Nahtprogramme nach gleicher Vorgehensweise einfügen.
Nahtprogramm aus Sequenz entfernen

- Nahtprogramm im Feld Sequenz antippen und die Schaltfläche Löschen antippen.
Das Programm wird aus der Sequenz entfernt.
Namen für die Sequenz vergeben
So vergeben Sie einen Namen für eine Sequenz:

- Schaltfläche Namen eingeben antippen.
Das Fenster zur Eingabe des Namens wird geöffnet.
-
Gewünschten Namen eingeben.
-
Mit OK bestätigen (S. 48).
Die Sequenz steht nun unter diesem Namen zum Nähen, Ändern oder Kopieren zur Verfügung.
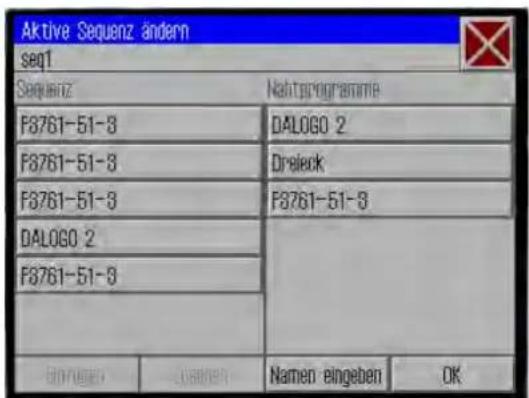
5.14 Bestehende Sequenz bearbeiten
Sie können eine bestehende Sequenz bearbeiten, indem Sie Nahtprogramme hinzufügen oder entfernen.
Abb. 51: Bestehende Sequenz bearbeiten
text_image
Aktive Sequenz ändern seq1 Sequenz Nahtprogramme F8761-51-3 DALOGO 2 F8761-51-3 Dreieck F8761-51-3 F8761-51-3 DALOGO 2 F8761-51-3 F8761-51-3 F8761-51-3 F8761-51-3 F8761-51-3 F8761-51-3 F8761-51-3 F8761-51-3 F8761-51-3 F8761-51-3
So bearbeiten Sie eine bestehende Sequenz:
- Die Sequenz über die Menüpunkte Datei > Öffnen aufrufen (S. 50).
Die Sequenz wird im Haupt-Bildschirm geöffnet.
- Menüpunkte Bearbeiten > Sequenz antippen.
Das Fenster zum Bearbeiten der Sequenz wird geöffnet.
- Programme über die Schaltfläche Einfügen der Sequenz hinzufügen oder über die Schaltfläche Löschen aus der Sequenz entfernen. Die Arbeitsweise entspricht dem Vorgehen beim Erstellen einer neuen Sequenz (S. 61).
5.15 Nahtprogramm/Sequenz unter anderem Namen speichern
Sie können bestehende Nahtprogramme oder Sequenzen auch unter einem weiteren Namen speichern.

Information
Für die Erstellung eines neuen Programms können Sie ein ähnliches, bereits bestehendes Programm als Vorlage verwenden. Speichern Sie das vorhandene Programm unter einem anderen Namen und ändern Sie dann die jeweiligen Details.

So speichern Sie Nahtprogramme/Sequenzen unter anderem Namen:
- Menüpunkte Datei > Speichern unter antippen.
Ein Auswahl-Fenster wird angezeigt, in dem Sie ein Nahtprogramm oder eine Sequenz auswählen können.

Information
Über Dateifilter können Sie die Auswahl begrenzen. Dadurch wird die Liste übersichtlicher (☐ S. 47).
- Gewünschtes Element antippen.
- Schaltfläche Speichern unter antippen.
Das Fenster zur Eingabe des neuen Namens wird geöffnet. - Gewünschten Namen eingeben.
- Mit OK bestätigen (☐ S. 48).
Das Programm oder die Sequenz steht jetzt unter diesem Namen zum Nähen, Ändern oder Kopieren zur Verfügung.
5.16 Nahtprogramm oder Sequenz kopieren
Sie können Nahtprogramme oder Sequenzen auch von einem USB-Stick auf die Steuerung oder von der Steuerung auf einen USB-Stick kopieren.

Information
Nicht alle handelsüblichen USB-Sticks eignen sich für den Kopiervorgang. Einen passenden USB-Stick erhalten Sie bei Dürkopp Adler unter der Bestell-Nr. 9805 791113.
Abb. 52: Nahtprogramm oder Sequenz kopieren (1)
So kopieren Sie Nahtprogramme oder Sequenzen:

- USB-Stick oder anderes Speichermedium am USB-Anschluss (1) anschließen.
- Menüpunkte Datei > Kopieren antippen.
Das Fenster zur Auswahl der Datei zum Kopieren wird angezeigt.
Abb. 53: Nahtprogramm oder Sequenz kopieren (2)

text_image
Datei Kopieren Auswahl der Datei zum Kopieren DAC DALOGO 2.fnp911 USB Dreieck.fnp911 F3761-51-8.fnp911 Machineparameter.glp911 seq1.seq911 ① ② Datei Kopieren(1) - Auswahl der Kopier-Quelle (2) - Auswahlfenster für die Dateien

- Mit den Tasten (2) wählen, ob von der DAC-Steuerung oder vom USB-Stick aus kopiert werden soll.
Die gewählte Schaltfläche wird dunkel hinterlegt. Die dort vorhandenen Dateien werden im Auswahlfenster (3) aufgelistet.

Information
Über Dateifilter können Sie die Auswahl begrenzen. Dadurch wird die Liste übersichtlicher (S. 47).
- Gewünschte Datei antippen.
Die ausgewählte Datei wird dunkel hinterlegt.
- Schaltfläche Datei kopieren antippen.
Die ausgewählte Datei wird auf den USB-Stick bzw. die Steuerung kopiert.
5.17 Nahtprogramm oder Sequenz löschen
Nicht mehr benötigte Nahtprogramme oder Sequenzen können von der Steuerung gelöscht werden.
Abb. 54: Nahtprogramm oder Sequenz löschen

text_image
Datei löschen Auswahl der Datei zum Löschen DAC DALOGO 2.fnp811 Üreieck.fnp811 F3761-51-3.fnp811 seq1.seq811 DutweideSo löschen Sie ein Nahtprogramm oder eine Sequenz:

- Menüpunkte Datei > Löschen antippen. Das Fenster zur Auswahl der Datei zum Löschen wird angezeigt.

Information
Über Dateifilter können Sie die Auswahl begrenzen. Dadurch wird die Liste übersichtlicher (☐ S. 47).
- Gewünschte Datei antippen.
Die ausgewählte Datei wird dunkel hinterlegt. - Schaltfläche Löschen antippen.
Die ausgewählte Datei wird gelöscht.
5.18 Bestehendes Nahtprogramm bearbeiten
An bestehenden Nahtprogrammen können Sie sowohl die Kontur als auch die Nahtparameter verändern. Die Änderung wird jeweils für das Nahtprogramm durchgeführt, das auf dem Haupt-Bildschirm geöffnet ist.
So wählen Sie das zu bearbeitende Nahtprogramm aus:

- Nahtprogramm, das Sie ändern möchten, über die Menüpunkte Datei > Öffnen aufrufen (S. 50).
Das Nahtprogramm wird im Haupt-Bildschirm geöffnet.
5.19 Kontur anpassen
So passen Sie die Kontur an:

- Menüpunkte Bearbeiten > Nahtprogramm > Konturanpassung antippen.
Das Fenster zur Konturanpassung wird angezeigt.
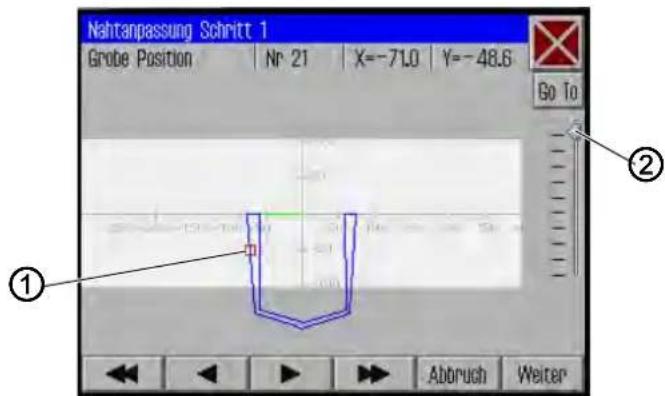
Abb. 55: Kontur anpassen (1)
text_image
Nahtanpassung Schritt 1 Grobe Position Nr 21 X=-71.0 Y=-48.6 Go To ① ② Abbruch Weiter(1) - Cursor (2) - Skala: Erster bis letzter Stich

- Mit den Pfeiltasten den Cursor (1) in den zu ändernden Konturbereich bewegen.

Information
Sie können auch mit dem Schieberegler (2) den zu ändernden Konturbereich auswählen:
Skala oben: Erster Stich des Nahtbilds.
Skala unten: Letzter Stich des Nahtbilds.
- Schaltfläche Go To antippen.
Der ausgewählte Konturbereich wird im Detail angezeigt.
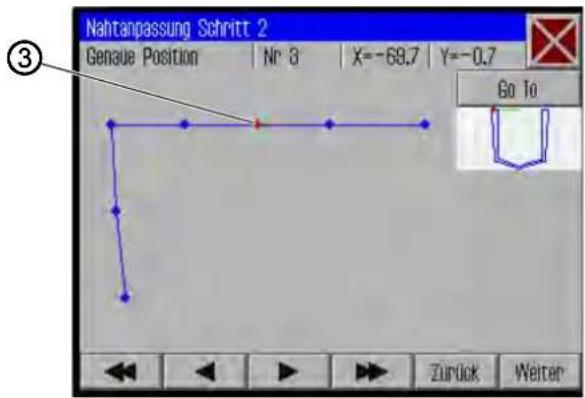
Abb. 56: Kontur anpassen (2)
text_image
Nahtanpassung Schritt 2 Genue Position Nr 8 X=-69.7 Y=-0.7 Go To Zurück Weiter(3) - Zu ändernder Einstichpunkt

-
Mit den Pfeiltasten den zu ändernden Einstichpunkt (3) wählen.
-
Schaltfläche Go To antippen.
Das Fenster zum Ändern der Nahtstrecke wird angezeigt.
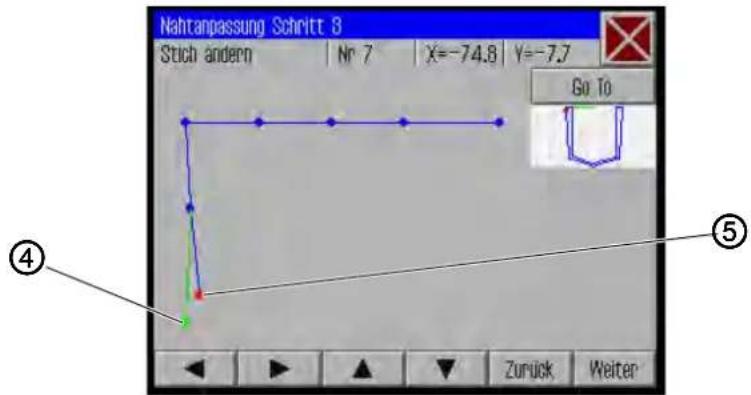
Abb. 57: Kontur anpassen (3)
text_image
Nahtanpassung Schritt 8 Stich andersn Nr 7 X=-74.8 Y=-7.7 Go To ④ ⑤ Zurück Weiter(4) - Grün: Neuer Einstichpunkt (5) - Rot: Alter Einstichpunkt

- Einstichpunkt mit den Pfeiltasten an die neue Stelle (4) verschieben.
Die geänderte Nahtstrecke wird in Grün angezeigt.
- Schaltfläche Weiter antippen.
Das Fenster zur Vorauswahl der Technologie-Operationen wird geöffnet.
Abb. 58: Kontur anpassen (4)

text_image
Nahtanpassung Schritt 4 Tech Op ändern | Nr 7 | X=-74.8 | Y=-7.7 ÄNDÄNT | LÄNDÄNT | Neu | Zurück | OK
Information
Technologie-Operationen für die neue Nahtstrecke festlegen (optional):
- Schaltfläche Neu: Fenster Technologie-Operationen öffnen.
- Schaltfläche OK: Konturanpassung speichern und beenden (weiter mit Schritt 10).
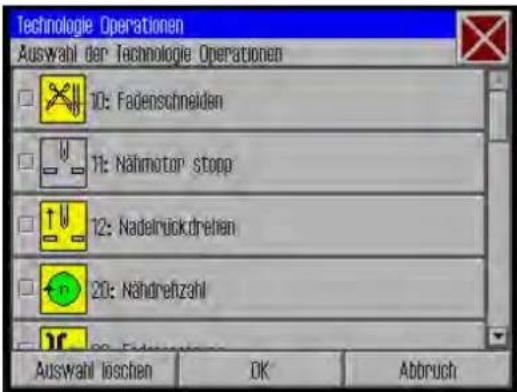
Technologie-Operationen wählen
HINWEIS
Sachschäden möglich!
Maschinenschäden durch Überschreiten der Nähfeldgröße.
Wenn die Sequenz oder die Nahtprogramme nicht zum Formsatz passen, kann es beim Nähen durch die Bewegung der Klammer zu Schäden an der Maschine oder am Nähgut kommen.
Sicherstellen, dass nur Sequenzen und Nahtprogramme verwendet werden, die für den Formsatz geeignet sind.
Abb. 59: Kontur anpassen (5)
text_image
Technologie Operationen Auswahl der Technologie Operationen 10: Fadenschneiden 11: Nahmotor stopp 12: Nadelrückdrehlen 20: Nahdrehzahl Auswahl loschen OK Abbruch
-
Gewünschte Technologie-Operationen für die neue Nahtstrecke auswählen (S. 46).
-
Mit OK bestätigen.
Das vorherige Fenster zur Nahtanpassung wird angezeigt.
10. Mit OK bestätigen.
Eine Abfrage zur Übernahme der Änderungen erfolgt. Wenn Sie bestätigen, wird die geänderte Kontur gespeichert.

Wichtig
Führen Sie nach dem Erstellen oder Ändern eines Programms einen Konturtest durch (S. 60). Stellen Sie sicher, dass die Kontur innerhalb der Grenzen des Nähfelds liegt.
5.20 Parameter ändern
Sie können auch allgemeine Einstellungen, die für das gesamte Nahtprogramm gelten, ändern.
So ändern Sie Parameter:

- Menüpunkte Bearbeiten > Nahtprogramm > Parameter antippen.
Das Fenster zur Auswahl der Programmparameter-Gruppe wird geöffnet.
Abb. 60: Parameter ändern
text_image
Nahtparameter PP1 - Konfiguration PP2 - Einlegemodus PP3 - Ablegemodus PP4 - Softstart PP5 - Oberfadenwächter
- Gewünschte Parametergruppe antippen.
Die einzelnen Parameter dieser Gruppe werden angezeigt.
3. Gewünschten Parameter antippen.
Das Fenster zur Veränderung des Parameters wird geöffnet.
4. Parameter auf den gewünschten Wert setzen(☐ S. 49).
Es gibt 8 Programmparameter-Gruppen:
| Symbol Parametergruppe | |
 | PP1 - KonfigurationAllgemeine Einstellungen |
 | PP2 - EinlegemodusEinlegemodus und -position |
 | PP3 - AblegemodusAblegemodus und -position |
 | PP4 - SoftstartStich-Anzahl und Drehzahl |
 | PP5 - OberfadenwächterEmpfindlichkeitswert des Nadelfadenwächters |
 | PP6 - FadenverbrauchWerte zur Verbrauchsermittlung |
 | PP7 - VerschiebenKontur wird in eine bestimmte Richtung verschoben |
 | PP8 - SkalierenDie Größe der Kontur wird verändert. |
Übersicht über die einzelnen Programm-Parameter
 | PP1 - Konfiguration |
| Symbol Bedeutung | |
 | Nahtnamemax. 20 Zeichen |
 | Minimale Nähfuß-Hubhöhe(min. = 1.0 ... max. = 10.0; Def. = 5.0 mm)Setzt diesen Wert als Minimum für die programmierbare Nähfuß-Hubhöhe, so dass bei höherer Materialstärke nur dieser Wert angepasst werden muss. |
 | Fadenspannung anpassen(min. = 10 ... max. = 200; Def. = 100 %)Das Fadenspannungsprofil auf der gesamten Kontur wird entsprechend angepasst. Beim 100 % wird keine Anpassung vorgenommen. |
 | Leerfahrgeschwindigkeit anpassen(min. = 10 ... max. = 200; Def. = 100 %)Die Verfahrgeschwindigkeiten werden entsprechend angepasst. |
 | Klammer-ID-CodeBarcode (ID-Code) max. 10 Zeichen zur Sicherheitsüberprüfung vor dem Nähstart (Zusatzausstattung Barcodeleser muss aktiviert sein) |
 | LasermarkierungsleuchtenEs können bis zu vier Lasermarkierungsleuchten zur einfacheren Ausrichtung des Nähgut angesteuert werden (Zusatzausstattung muss aktiviert sein) |
| Symbol Bedeutung | |
 | NadelrückdrehmodusFolgende Optionen können eingestellt werden:Nicht aktiv: Die Nadel bleibt auf der Stopp-Position.Nach der gesamten Kontur: Nach Beenden aller Nähte der Kontur wird die Nadel auf den in den Maschinen-Parametern eingestellten Wert zurückgedreht.Nach jeder Naht (Def.): Nach jeder Naht wird die Nadel zurückgedreht. |
 | Nadelkühlung(Ein/Aus)Aktiviert/deaktiviert die Nadelkühlung. |
 | Nähdrehzahl anpassen(min. = 10 ... max. = 200; Def. = 100 %)Die Nähgeschwindigkeit wird prozentual verändert. |

Symbol Bedeutung

Einlegemodus Folgende Optionen können eingestellt werden: Mode 1 (Def.) Standard-Nähmodus mit Transfer des Nähguts. In der Einlegeposition sind Außenrahmen, Innenschieber und Transferplatte geöffnet. Der Nähvorgang läuft in folgender Reihenfolge ab: • Pedal betätigen: Die Transferplatte wird geschlossen. • Beide Starttasten betätigen: Das Nähgut wird an den Außenrahmen/Innenschieber übergeben und das Nähen startet.
Mode 2 Reserviert (Funktion wie Mode 1) Mode 3 Reserviert (Funktion wie Mode 1) Mode 4 Reserviert (Funktion wie Mode 1) Mode 5 Modus für Servicezwecke (z. B. für Konturtest). Außenrahmen und Innenschieber können in drei Positionen gestellt werden. Über das Pedal wird jeweils die nächste Position eingestellt. Die Positionen ändern sich in folgender Reihenfolge: - Außenrahmen geschlossen und Innenschieber geöffnet - Außenrahmen und Innenschieber geschlossen - Außenrahmen und Innenschieber geöffnet

Einlegeposition (Ein/Aus) Bei aktivierter Einlegeposition verfährt die Klammer in die gewünschte Position zum bequemen Einlegen des Nähguts.

Einlegeposition X Der Vorgabewert kann für Korrekturen verändert werden. Einlegeposition X und Ablegeposition X müssen übereinstimmen.
Einlegeposition Y Der Vorgabewert kann für Korrekturen verändert werden. Einlegeposition X und Ablegeposition Y müssen übereinstimmen.
 | PP3 - Ablegemodus |
| Symbol Bedeutung | |
 | AblegemodusFolgende Optionen können eingestellt werden:Mode 1 (Def.)Stapler aktiviert.Mode 2Reserviert (Funktion wie Mode 1)Mode 3Reserviert (Funktion wie Mode 1)Mode 4Reserviert (Funktion wie Mode 1)Mode 5Stapler deaktiviert. |
 | Ablegeposition(Ein/Aus)Bei aktivierter Ablegeposition verfährt die Klammer nach dem Nähvorgang in die gewünschte Position zum bequemen Ablegen des Nähguts. |
 | Ablegeposition XDer Vorgabewert kann für Korrekturen verändert werden.Ablegeposition X und Einlegepostion X müssen übereinstimmen. |
 | Ablegeposition YDer Vorgabewert kann für Korrekturen verändert werden.Ablegeposition Y und Einlegepostion Y müssen übereinstimmen. |
 | PP4 - Softstart |
| Symbol Bedeutung | |
 | Anzahl Softstartstiche(min. = 0 ... max. = 10; Def. = 5) |
 | Softstartdrehzahl(min. = 100 ... max. = 2000; Def. = 300 min ^-1 ) |
 | PP5 - Oberfadenwächter |
 | (min. = 0 ... max. = 99; Def. = 5)Ist nur aktiv, falls bei den Maschinenparametern aktiviert.(Bei höherem Wert wird der Nadelwächter unempfindlicher.99 = Nadelfadenwächter nur in diesem Programm ausgeschaltet.) |

PP6 - Fadenverbrauch
Symbol Bedeutung

Nähgutdicke
(min. = 0 ... max. = 20.0; Def. = 0) Dicke des Nähguts im zusammengedrückten Zustand.

Fadenverbrauchsanpassung
(min. = -10.0.. max. 10.0; Def. 0) Korrektur der berechneten Werte.

PP7 - Verschieben
Symbol Bedeutung

Skalieren in X (min. = 80 ... max. = 120; Def. = 100 %) 100% entspricht der Originalgröße.

Skalieren in Y (min. = 80 ... max. = 120; Def. = 100 %)

Skalierungsmittelpunkt X (min. = -150.0 ... max. = 150.0; Def. = 0.0 mm)

Skalierungsmittelpunkt Y (min. = -150.0 ... max. = 150.0; Def. = 0.0 mm)
5.21 Maschinenparameter bearbeiten
In den Maschinenparametern legen Sie die Grundeinstellungen der Maschine fest, die in allen Programmen gelten.
So bearbeiten Sie die Maschinenparameter:

- Menüpunkte Bearbeiten > Maschinenparameter antippen.
Das Fenster zur Auswahl der Maschinenparameter-Gruppe wird angezeigt.
Abb. 61: Maschinenparameter bearbeiten
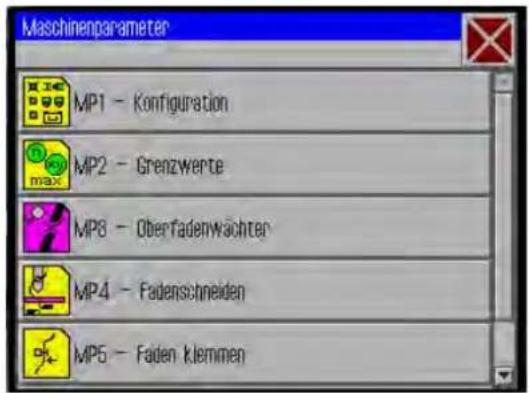
text_image
Maschinenparameter MP1 - Konfiguration MP2 - Grenzwerte MP3 - Oberfadenwächter MP4 - Fadenschneiden MP5 - Faden klemmen
- Gewünschte Parametergruppe antippen.
Die einzelnen Parameter dieser Gruppe werden angezeigt. - Gewünschten Parameter antippen.
Das Fenster zur Veränderung des Parameters öffnet sich. - Parameter auf den gewünschten Wert setzen(☐ S. 49).
Es gibt 6 Maschinenparameter-Gruppen:
| Symbol Parametergruppe | |
 | MP1 - KonfigurationAllgemeine Einstellungen |
 | MP2 - GrenzwerteGrenzwerte für Drehzahlen und Positionen |
 | MP3 - OberfadenwächterVerhalten nach Fadenriss |
 | MP4 - FadenschneidenDrehzahl, Position und Spannung |
 | MP5 - Faden klemmenStartwinkel |
 | MP6 - ZählerEinstellungen für Programm- und Spulenzähler |
Übersicht über die einzelnen Maschinenparameter
 | MP1 - Konfiguration |
| Symbol Bedeutung | |
 | NadelkühlungFolgende Optionen können eingestellt werden:Ohne: Es ist keine Nadelkühlung aktiv.Luftkühlung (Def.): Während der Naht wird die Nadel mit Luft gekühlt.Eiskühlung: Optionale Ausstattung. |
 | FüßchenmodeDas Füßchen kann in folgenden Modi betrieben werden:Hüpfer (Standardmode): Das Füßchen drückt nur auf das Nähgut, so lange sich die Nadel sich im Nähgut befindet.Drücker: Das Füßchen drückt die ganze Zeit auf das Nähgut. |
 | NähfeldgrößeKeine Funktion. |
 | Optionale EinrichtungenVerminderter Klammerdruck:Optionale Einrichtung, um beim Einlegen zur besseren Ausrichtung nur einen geringen Klammerdruck auszuüben.Stichlagenoptimierung:Optionale Einrichtung, aktiviert die Stichlagenoptimierung (Zusatzanleitung)Lasermarkierungsleuchten:Optionale Einrichtung, um beim Einlegen Orientierungslinien zur einfacheren Ausrichtung zur Verfügung zu haben. Es können dann bei jedem Programm bis zu 4 Lasermarkierungsleuchten eingeschaltet werden. Die Option wird hier nur aktiviert, die Ansteuerung geschieht in den Programmparametern (S. 70).Barcodeleser:Optionale Einrichtung zur Sicherheitsüberprüfung vor dem Nähvorgang. Es kann ein Barcode bei jedem Programm hinterlegt werden. Es wird auf Übereinstimmung mit dem Barcode auf der Klammer geprüft. Nur bei Gleichheit wird der Nähvorgang durchgeführt. Die Barcode-ID geben Sie in Programmparametern ein (S. 70). |
 | KlammertypKeine Funktion. |
 | KlammergrenzenStandardgrenzen (Def.)Es werden keine zusätzlichen Aufbauten berücksichtigt.SpezialgrenzenEs werden individuelle Grenzen berücksichtigt. |
 | PedalHeben und Senken der Transferplatte.StarttastenDurch gleichzeitiges Betätigen der beiden Starttasten wird der Nähvorgang gestartet. |
 | MP2 - Grenzwerte |
| Symbol Bedeutung | |
 | Max. Drehzahl(min. = 500 ... max. = 3000; Def. = 2700 min ^-1 )Begrenzung aller Nähprogramme auf diese Drehzahl. |
 | Max. Leerfahrtgeschwindigkeit(min. = 10 ... max. = 100; Def. = 100 %)Begrenzung der Bewegungen von Außenrahmen/Innenschieber zwischen den Nähten auf diesen Wert. |
 | Transportstartwinkel(min. = 30 ... max. = 350; Def. = 210 °)Bei diesem Winkel der Nadelbewegung startet die Bewegung von Außenrahmen/Innenschieber während des Stiches. |
 | Transportphase(min. = 30 ... max. = 100; Def. = 100 %)Dieser Parameter legt fest, wie die Bewegung von Außenrahmen/Innenschieber während des Stichs durchgeführt wird.(Bei 100 % wird die gewünschte Bewegung von Außenrahmen/Innenschieber über den ganzen Stich verteilt.) |
 | Nadelrückdrehposition(min. = 0 ... max. = 359; Def. = 0 °)Auf diesen Winkel wird die Nadel zurückgedreht, damit der Abstand zum Außenrahmen/Innenschieber vergrößert wird. |
 | Zeiten Strecken editierenDiese Funktion ist nur für Dürkopp Adler Servicepersonal. |
Symbol Be
 | MP3 - Oberfadenwächter |
| Symbol Bedeutung | |
 | Oberfadenwächter ModeEs stehen folgende Optionen zur Verfügung:Einfädelposition: Nach Erkennen eines Fadenbruchs wird der Faden abgeschnitten und der Außenrahmen/Innenschieber fährt anschliessend in die Einfädelposition.Faden schneiden (Def.): Nach Erkennen eines Fadenbruchs wird der Faden abgeschnitten und der Außenrahmen/Innenschieber bewegt sich entsprechend des eingestellten Rückfahrwegs an die Konturposition.Bleibt stehen: Nach Erkennen eines Fadenbruchs wird die Nahtbewegung angehalten.Nicht aktiv: Der Nadelfadenwächter wird nicht beachtet. |
 | Rückfahrweg nach Fadenriss(min. = 0 ... max. = 20; Def. = 5 Stiche)Anzahl der Stiche, die bei der Rückwärtsbewegung nach einem Faden-bruch berücksichtigt werden. |
 | Spulenwechselposition XDer Wertebereich variiert je nach Unterklasse und Nähfeldgröße. |
Symbol Bedeutung

Spulenwechselposition Y
Der Wertebereich variiert je nach Unterklasse und Nähfeldgröße.

MP4 - Fadenschneiden
Symbol Bedeutung

Schneiddrehzahl
Drehzahl des Schneidstichs.

Schneidposition ein
(min. = 0 ... max. = 359; Def. = 180 °)
Winkelposition der Nadel, bei der das Fadenschneidmesser eingeschaltet wird.

Schneidposition aus
(min. = 0 ... max. = 359; Def. = 359 °)
Winkelposition der Nadel, bei der das Fadenschneidmesser ausgeschaltet wird.

Fadenspannung beim Fadenschneiden
(min. = 0 ... max. = 100; Def. = 10 %)
Fadenspannung des Schneidstichs.

Position für Fadenspannung beim Fadenschneiden
Startwinkel für die Fadenspannung beim Schneidstich.
(Bei einem Winkel größer als 359 ° wird die Fadenspannung erst im nächsten Stich aktiviert.)

MP5 - Faden klemmen
Symbol Bedeutung

Fadenklemme schließen 1. Stich
(min. = 0 ... max. = 250; Def. = 180 °)
Startwinkel für das Schließen der Fadenklemme während des ersten Stichs.

Fadenklemme öffnen 1. Stich
(min. = 0 ... max. = 359; Def. = 340 °)
Startwinkel für das Öffnen der Fadenklemme während des ersten Stichs.
Sind die Winkel für das Schließen und Öffnen gleich, wird die
Fadenklemme nicht aktiviert.
 | MP6 - Zähler |
| Symbol Bedeutung | |
 | ZählertypEs stehen folgende Optionen zur Verfügung:Stückzähler aufwärtszählend (Def.)Nach jedem genähten Programm wird der Zähler hochgezählt.Stückzähler abwärtszählendNach jedem genähten Programm wird der Zähler abwärts gezählt.Sequenzzähler aufwärtszählendNach jeder genähten Sequenz wird der Zähler hochgezählt.Sequenzzähler abwärtszählendNach jeder genähten Sequenz wird der Zähler abwärts gezählt. |
 | Resetwert für den Zähler(min. = 0 ... max.= 9999; Def. = 0)Wert, auf den der Zähler bei einem Zähler-Reset zurückgesetzt wird. |
 | Nahtzählung für Spulenvorrat(min. = 0 ... max. = 100; Def. = 0)Nach Durchführung der eingestellten Anzahl von Nähten erfolgt eine Mel-dung an den Benutzer. Beim Wert 0 ist die Funktion deaktiviert. |
 | Fassungsvermögen für Spulenvorrat(min. = 0.0 ... max. = 400.0; Def. = 0.0 m)Nach Aufbrauch des Fassungsvermögens erfolgt eine Meldung an den Benutzer. Beim Wert 0 ist die Funktion deaktiviert. |
5.22 Technische Einstellungen prüfen und ändern
Die technischen Einstellungen werden im Menüpunkt Extras > Service vorgenommen.
Abb. 62: Technische Einstellungen prüfen und ändern
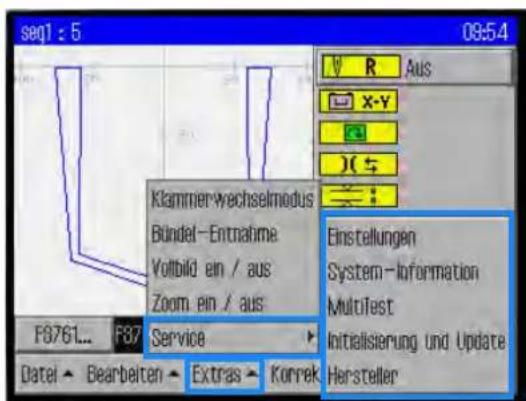
text_image
seq1 : 5 08:54 Klammer-wechselmodus Bundel-Entnahme Voltbild ein / aus Zoom ein / aus Service Einstellungen System-Information MultiTest Initialisierung und Update Hersteller Datei Bearbeiten Extras KorrekUm die Menüpunkte unter Extras > Service aufrufen zu können, müssen Sie ein Passwort eingeben (S. 44).
5.22.1 Grundfunktionen anpassen
Passwort-Optionen
Technische Bereiche sind vor direktem Zugriff geschützt und nur über das Master-Password erreichbar. Das Master-Password ist nicht für den Operator bestimmt, sondern nur für z. B. Supervisor, Produktmanager oder Techniker (☐ S. 44).
Mit dem Master-Passwort und dem Operator-Passwort stehen zwei Zugriff-Ebenen zur Verfügung.
- Das Master-Passwort bietet uneingeschränkten Zugriff. Das Passwort lautet 25483 und kann nicht geändert werden.
- Das Operator-Passwort können Sie ändern und so einstellen, dass der Passwortschutz entweder nur für die technischen Menüpunkte oder immer nach dem Einschalten der Maschine aktiviert wird (S. 79).
Operator-Passwort ändern
So ändern Sie das Operator-Passwort:

- Menüpunkte Extras > Service > Einstellungen > Operator Passwort antippen.
- Schaltfläche Passwort ändern antippen.
Das Fenster zur Eingabe des neuen Passworts wird angezeigt.

Wichtig
Das Passwort darf nicht mehr als 5 Stellen haben und muss sich vom Master-Passwort unterscheiden.
- Neues Passwort eingeben.
- Mit OK bestätigen.
Geltungsbereich für das Operator-Passwort festlegen
So legen Sie den Geltungsbereich für das Operator-Passwort fest:

- Menüpunkte Extras > Service > Einstellungen antippen.
Das Fenster Einstellungen wird geöffnet. - Die Option Operator Passwort antippen.
Im folgenden Fenster wird bei der Option Aktivieren/Deaktivieren angezeigt, welcher Passwortschutz eingestellt ist: - ☒ - Umfassender Passwortschutz aktiviert: Passwortschutz bei der ersten Aktion nach dem Einschalten
-
☐ - Umfassender Passwortschutz deaktiviert: Passwortschutz nur für die technischen Menüpunkte
-
Option Aktivieren/Deaktivieren antippen, um zwischen den Einstellungen umzuschalten.
-
Mit OK bestätigen.

Wichtig
Maschine einmal aus- und wieder einschalten, um die Einstellung zu übernehmen.
Sprache ändern
So ändern Sie die Sprache:

- Im Menüpunkt Extras > Service > Einstellungen die Option Sprache antippen.
Die Liste mit den verfügbaren Sprachen wird angezeigt. - Gewünschte Sprache antippen.
- Mit OK bestätigen.
Der Bildschirm startet neu in der ausgewählten Sprache.
Datum und Uhrzeit einstellen
So stellen Sie Datum und Uhrzeit ein:

- Im Menüpunkt Extras > Service > Einstellungen die Option Datum und Uhrzeit antippen.
Das Eingabe-Fenster für Datum und Uhrzeit wird angezeigt. - Datum und/oder Uhrzeit eingeben.
- Mit OK bestätigen.
Die Eingaben werden übernommen.
Helligkeit einstellen
So stellen Sie die Helligkeit des Bedienfelds ein:

- Im Menüpunkt Extras > Service > Einstellungen die Option Bedienfeld-Einstellungen antippen.
- Im nächsten Fenster die Option Kontrast Helligkeit antippen.
Ein Fenster mit Schieberegler wird angezeigt. - Schieberegler nach oben oder unten ziehen, um den Wert zu ändern.
Die Änderungen werden sofort angezeigt.
Touchscreen testen
Im Menüpunkt Extras > Service > Einstellungen können Sie die Touchscreen-Funktionalität für alle Bereiche des Bildschirms testen.
So testen Sie den Touchscreen:

- Im Menüpunkt Extras > Service > Einstellungen die Option Bedienfeld-Einstellungen antippen.
-
Im nächsten Fenster die Option Touch Test antippen.
Ein leeres Bildschirm-Fenster wird geöffnet. -
Mit dem Finger verschiedene Punkte antippen oder Linien ziehen.
Bei einwandfrei funktionierender Touchscreen-Funktionalität werden alle angetippten Punkte auf dem Bildschirm markiert.
5.22.2 System-Informationen anzeigen
Unter Extras > Service > System-Information können Sie Log-Einstellungen und aufgetretene Fehler abrufen.
So lassen Sie die Systeminformationen anzeigen:

- Menüpunkte Extras > Service > System-Information antippen.
Der Auswahl-Bildschirm für die System-Informationen wird angezeigt.
Abb. 63: System-Informationen anzeigen
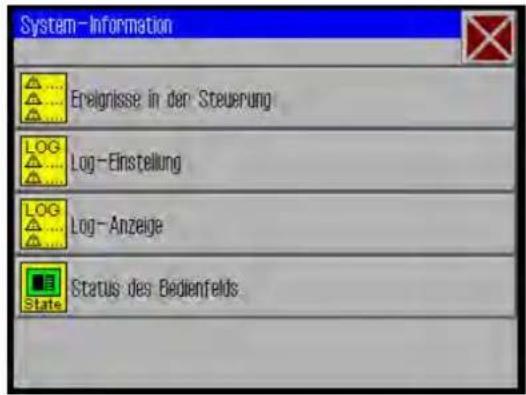
text_image
System-Information Ereignisse in der Steuerung Log-Einstellung Log-Anzeige Status des Bedienfelds State
- Gewünschtes Symbol antippen.
| Symbol Bedeutung | |
 | Ereignisse in der SteuerungListe mit zuletzt aufgetretenen Fehlern |
 | Log-EinstellungNur für Dürkopp Adler Servicepersonal |
 | Log-AnzeigeListe der letzten Log-EinstellungenNur für Dürkopp Adler Servicepersonal |
 | Status des BedienfeldsStatus erscheint in der Log-AnzeigeNur für Dürkopp Adler Servicepersonal |
5.22.3 MultiTest - Maschinen-Funktionen testen
Unter Extras > Service > Multitest können Sie die Ein- und Ausgänge und den Nähmotor testen, die Transportklammer ausrichten, die Hublage einstellen und die Fadenspannung kalibrieren.
Abb. 64: MultiTest - Maschinen-Funktionen testen
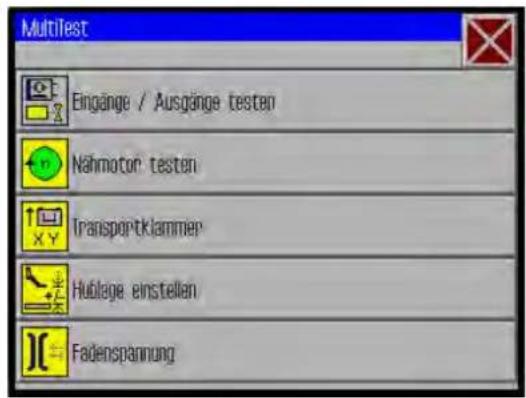
text_image
Multilest Eingänge / Ausgänge testen Nahmotor testen Transportklammer Hulage einstellen Fadenspannung
Information
Die Funktion 📋 Transportklammer ist nur für Dürkopp Adler Service-Personal bestimmt, weil dafür spezielles Werkzeug benötigt wird. Detaillierte Informationen finden Sie in der 📋 Serviceanleitung.
Ein- und Ausgänge testen
WARNUNG

Verletzungsgefahr durch spitze und sich bewegende Teile!
Einstich oder Quetschen möglich.
Während der Funktionsprüfung von Eingangs- oder Ausgangselementen NICHT in die Maschine greifen.

Wichtig
Diese Anleitung gibt nur einen Überblick über die Testmöglichkeiten.
Die Tests dürfen nur von qualifiziertem Personal durchgeführt werden, das eine entsprechende Schulung durch Dürkopp Adler erhalten hat.
So testen Sie die Ein- und Ausgänge:

- Im Menüpunkt Extras > Service > Multitest die Option Eingänge/Ausgänge testen antippen.
Das Fenster IO-Test Seite wird angezeigt.
Abb. 65: Ein- und Ausgänge testen
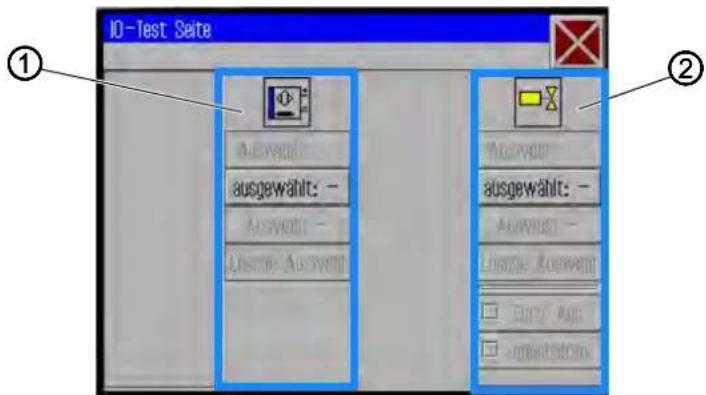
text_image
10-Test Seite Ausgewählt: Ausgewählt: - Auswelts: Auswelts: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählt: Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte Ausgewählte(1) - Bereich Eingangselemente (2) - Bereich Ausgangselemente
Im linken Bereich (1) werden die Eingangselemente aufgelistet und ausgewählt, im rechten Bereich (2) die Ausgangselemente.

2. Mit Auswahl + oder Auswahl - das gewünschte Element im jeweiligen Bereich wählen.
Die Nummer des Elements wird auf der Schaltfläche ausgewählt: angezeigt.
3. Schaltfläche ausgewählt: antippen.
4. Je nach Art des Ein- oder Ausgangs das Element mit den Schaltflächen Ein/Aus oder umschalten testen.
 | Eingangselemente |
| Nr. Bedeutung | |
| S1 Außenrahmen unten | |
| S2 Innenschieber unten | |
| S3 Transferplatte oben | |
| S4 Transferplatte links | |
| S5 Start (Starttasten) | |
| S6 Transferplatte Mitte | |
| S7 Innenschieber hinten (zurück) | |
| S8 Außenrahmen oben | |
| S9 Oberfadenwächter | |
| S10 Spulenabdeckung | |
| S11 Oberteilverriegelung | |
| S12 Restfadenwächter (Unterfaden) | |
| S13 Transferplatte hoch/runter (Pedal) | |
| S14 Reserve | |
| S15 Ölstandskontrolle Sensor | |
| S16 Druckwächter | |
| S17 Schnellstopp | |
| S100 Referenz Nähmotor | |
| Nr. Bedeutung | |
| S101 Referenz X-Achse | |
| S102 Referenz Y-Achse | |
| S103 Referenz Z-Achse | |
| Ausgangselemente | |
| Nr. Bedeutung | |
| Y1 Füßchenmode | |
| Y2 Spulenklappe öffnen | |
| Y3 Nadelkühlung ein | |
| Y4 Innenschieber hoch | |
| Y5 Innenschieber runter | |
| Y6 RFW blasen | |
| Y7 Stichlagenoptimierung | |
| Y8 Innenschieber entlasten | |
| Y9 Anzeige Einfädelmodus | |
| Y10 Anzeige Ölkontrolle | |
| Y11 Außenrahmen hoch | |
| Y12 Außenrahmen runter | |
| Y13 Innenschieber auf/zu | |
| Y14 Formwechsel Außenrahmen | |
| Y15 Formwechsel Innenschieber | |
| Y16 Tranferplatte links/rechts | |
| Y17 Formwechsel Transferplatte | |
| Y18 Formwechsel hoch/runter | |
| Y19 Reset RFW | |
| Y20 Hosen überwerfen | |
| Y21 Barcodeleser | |
| Y22 Hose ausstreifen | |
| Y23 Haltebügel | |
| Y24 Bündel-Entnahme | |
| Y28 Reserviert für Laser | |
Nähmotor testen
WARNUNG

Verletzungsgefahr durch spitze und sich bewegende Teile!
Einstich oder Quetschen möglich.
Während der Funktionsprüfung von Eingangs- oder Ausgangselementen NICHT in die Maschine greifen.
So testen Sie den Nähmotor:

- Im Menüpunkt Extras > Service > Multitest die Option Nähmotor testen antippen.
Der Bildschirm für den Nähmotor-Test wird angezeigt:
Abb. 66: Nähmotor testen

text_image
Nahmotor testen 800 ppm 200 ppm Position: 21 Start Stop Stop
Wichtig
Ziehen Sie den Faden aus Nadel und Fadenhebel, bevor Sie den Test starten.

- Schaltfläche antippen.
Das Fenster zur Eingabe der Nähdrehzahl öffnet sich. -
Gewünschten Wert (300 - 2000 U/min) eingeben.
-
Schaltfläche antippen.
Das Fenster zur Eingabe der Schneiddrehzahl öffnet sich.
-
Gewünschten Wert (70 - 500 U/min) eingeben.
-
Schaltfläche antippen.
Der Nähmotor läuft mit der eingegebenen Nähdrehzahl.
- Schaltfläche antippen.
Der Nähmotor stoppt.
- Schaltfläche antippen.
Der Nähmotor läuft mit der eingegebenen Nähdrehzahl.
- Schaltfläche antippen.
Der Nähmotor stoppt und der Fadenabschneider wird betätigt.
Hublage einstellen
WARNUNG

Verletzungsgefahr durch spitze und sich bewegende Teile!
Einstich oder Quetschen möglich.
Nicht in die Maschine greifen, während Sie die Hublage einstellen.
Die Antriebe stromlos schalten, wenn Sie die Gängigkeit der Nähfuß-Stange prüfen wollen.
So stellen Sie die Hublage ein:
- Im Menüpunkt Extras > Service > Multitest die Option Hublage einstellen antippen.
Folgende Optionen werden angezeigt:
 | Hublage einstellen |
| Symbol Bedeutung | |
 | Referenzfahrt durchführenBewegung prüfen |
 | Wechsel zwischen Hüpfer- und Drücker-FußFunktionsweise umschalten |
 | Position anfahrenNähfuß-Höhe einstellen |
 | Antriebe stromlos schaltenGängigkeit der Nähfuß-Stange von Hand prüfen |
- Gewünschtes Symbol antippen und Funktion ausführen.
Fadenspannung kalibrieren

- Im Menüpunkt Extras > Service > Multitest die Option Fadenspannung antippen.
Abb. 67: Fadenspannung kalibrieren
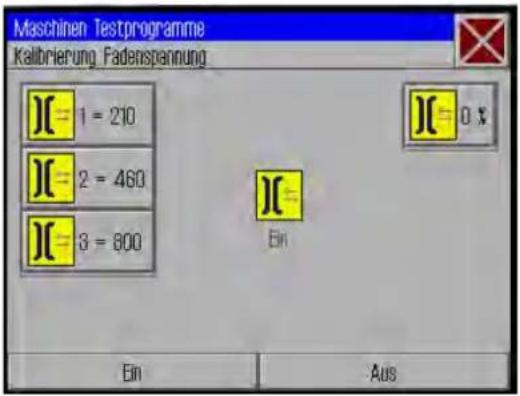
text_image
Maschinen Testprogramme Kalibrierung, Fadenspannung 1 = 210 2 = 460 3 = 800 Ein Aus
Information
Die Funktion Kalibrierung Fadenspannung ist nur für Dürkopp Adler Service-Personal bestimmt. Detaillierte Informationen finden Sie in der Serviceanleitung.
5.22.4 Steuerung initialisieren, Update durchführen
Unter Extras > Service > Initialisierung und Update können Sie die Steuerung und das Bedienfeld auf die Werkseinstellung zurücksetzen und ein Update der Steuerung auf eine neue Software-Version durchführen.
So initialisieren Sie die Steuerung und führen ein Update durch:

- Menüpunkte Extras>Service>Initialisierung und Update antippen.
Der Bildschirm für Initialisierung und Update erscheint.
Abb. 68: Steuerung initialisieren und Update durchführen
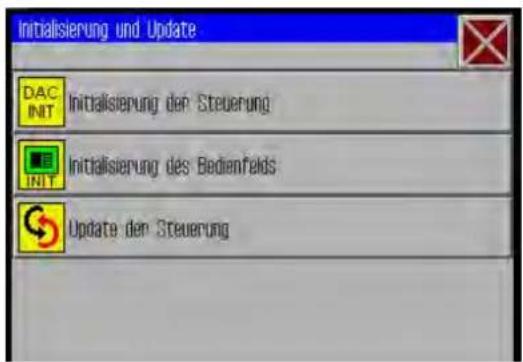
text_image
Initialisierung und Update DAC INIT Initialisierung der Steuerung INIT Initialisierung des Bedienfelds Update der SteuerungSteuerung initialisieren

Achtung: Beim Initialisieren der Steuerung werden alle Werte auf die Werkseinstellung zurückgesetzt. Vorgenommene Änderungen gehen dabei verloren!

Speichern Sie Nahtprogramme und Sequenzen auf einem USB-Stick, bevor Sie die Initialisierung durchführen.

- Option Initialisierung der Steuerung antippen. Die Steuerung wird auf die Werkseinstellung zurückgesetzt.
Bedienfeld initialisieren

Achtung: Beim Initialisieren des Bedienfelds werden alle Werte auf die Werkseinstellung zurückgesetzt. Vorgenommene Änderungen gehen dabei verloren!

- Option Initialisierung des Bedienfelds antippen. Das Bedienfeld wird auf die Werkseinstellung zurückgesetzt.
Update der Steuerung durchführen

Information
Aktuelle Software-Versionen erhalten Sie im Download-Bereich auf www.duerkopp-adler.com.
Eine neue Software-Version können Sie einfach von einem USB-Stick auf die Steuerung übertragen.

Wichtig
Nicht alle handelsüblichen USB-Sticks eignen sich für den Kopiervorgang. Einen geeigneten USB-Stick erhalten Sie bei Dürkopp Adler unter der Bestell-Nr. 9805 791113.
So führen Sie ein Update der Steuerung durch:

- Maschine ausschalten.
- USB-Stick in den USB-Anschluss (1) am Bedienterminal stecken.
Abb. 69: Update der Steuerung durchführen

- Maschine einschalten.
Das Software-Update wird automatisch durchgeführt.

Information
Falls das automatische Update nicht funktioniert, können Sie über die Menüpunkte Extras > Service > Initialisierung und Update mit der Option Update der Steuerung eine bestimmte Software-Version manuell einspielen.
Nehmen Sie dazu Kontakt mit der Service-Hotline von Dürkopp Adler auf.
Informationen zur eingesetzten Software-Version abrufen
Im Menüpunkt ? finden Sie Informationen zur aktuell auf der Maschine installierten Software.
Abb. 70: Informationen zur eingesetzten Software-Version abrufen
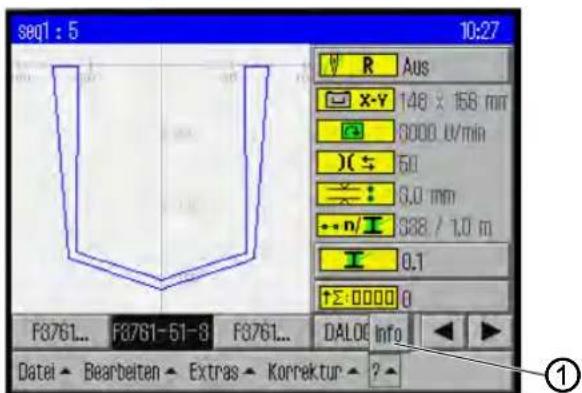
text_image
seq1 : 5 10:27 R Aus x-y 148 x 158 mm 3000.0/min )(≤ 50 = : 0,0 mm ...n/I 388 / 1,0 m I 0,1 +Σ:0000 0 F8761... F8761-51-8 F8761... DIALOG Info Datei Bearbeiten Extras Korrektur ?(1) - Menü Info

- Menüpunkte ? > Info (1) antippen.
Folgende Informationen werden angezeigt:
- Klasse
- Unterklasse
- Versionsnummer, Datum der Erstellung der Software-Version
6 Programme mit DA CAD 5000 erstellen
Mit dem Programm DA CAD 5000 können Sie an einem PC Nahtprogramme erstellen. Das Programm DA CAD 5000 ist als optionale
Zusatzausstattung erhältlich.
Dieses Kapitel gibt einen Überblick über die Programm-Schritte.
Die genaue Beschreibung finden Sie in der ☐ Betriebsanleitung für das Programm DA CAD 5000.
Maschinenklasse auswählen
Im ersten Schritt wird die Maschinenklasse ausgewählt.
Abb. 71: Maschinenklasse auswählen
text_image
2014-06-03 - 2014-06-03 File Edit View Insert Help Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add; Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Add: Edit Edit Sub Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View InsertHelp Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert Help Edit View Insert App SelectNahtkontur erstellen
Im nächsten Schritt wird die Nahtkontur gezeichnet.
Abb. 72: Nahtkontur erstellen
Nahtkontur speichern
Abb. 73: Nahtkontur speichern
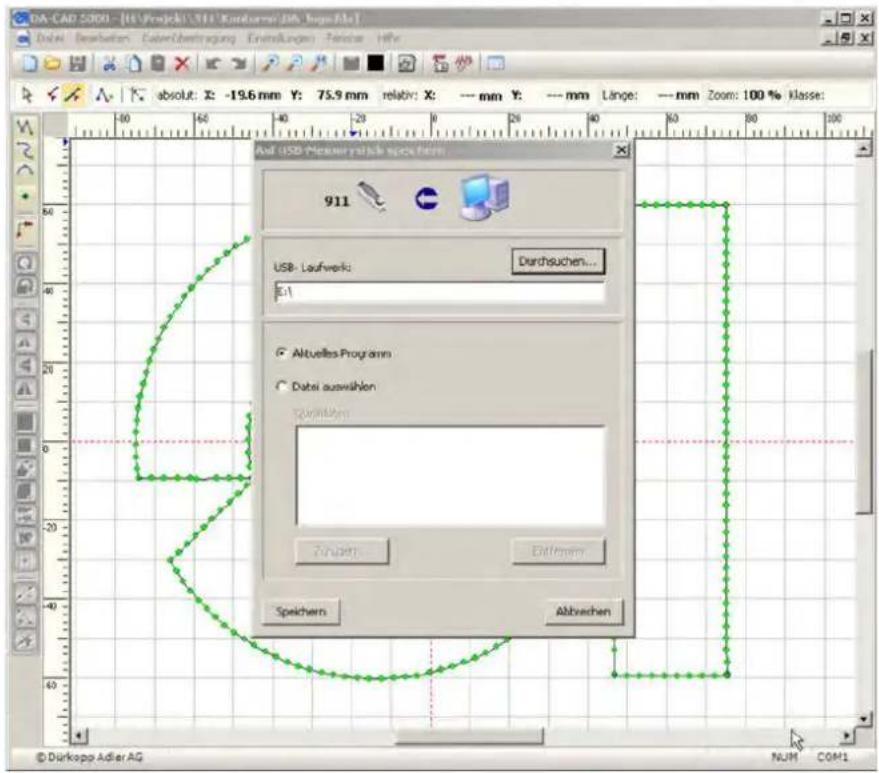
text_image
DA CAD 5000 - [E:\Projekt\111\Kontower\DB.bogefika] Data: Desativen: CatenÜbtragung Erinklungen: Periode Hfe And USB status test specifem 911 USB- Laufwerk: Durchsuchen... Aktuelles Programm Datei auswahlen Speichem Abbechen ©Dirkopp Adler AG NUM COM1Im letzten Schritt wird das fertige Nahtprogramm gespeichert und auf einen USB-Stick kopiert.

Wichtig
Nicht alle handelsüblichen USB-Sticks eignen sich für den Kopiervorgang. Einen passenden USB-Stick erhalten Sie bei Dürkopp Adler unter der Bestell-Nr. 9805 791113.
So speichern Sie eine Nahtkontur:

- Menüpunkte Datenübertragung > USB-Memorystick > Speichern (PC->USB) auswählen.
Nach erfolgreichem Speichern auf den USB-Stick kann das Programm auf die Maschine übertragen werden (S. 93).
Nahtprogramm auf die Maschine übertragen
HINWEIS
Sachschäden möglich!
Maschinenschäden durch Überschreiten der Nähfeldgröße.
Wenn die Sequenz oder die Nahtprogramme nicht zum Formsatz passen, kann es beim Nähen durch die Bewegung der Klammer zu Schäden an der Maschine oder am Nähgut kommen.
Sicherstellen, dass nur Sequenzen und Nahtprogramme verwendet werden, die für den Formsatz geeignet sind.

So übertragen Sie ein Nahtprogramm auf die Maschine:
-
USB-Stick einstecken und gewünschte Datei auf die DAC kopieren (S. 63).
-
Kopiertes Nahtprogramm öffnen (☐ S. 50).
-
Programmparameter anpassen (insbesondere Nähfuß-Höhe, S. 69).
-
Konturtest zur Überprüfung der Klammerbewegung durchführen (S. 60).
Nach erfolgreicher Überprüfung/Anpassung kann das Programm genäht werden.
7 Wartung
WARNUNG

Verletzungsgefahr durch spitze Teile!
Einstich und Schneiden möglich.
Bei allen Wartungsarbeiten Maschine vorher ausschalten oder in den Einfädelmodus schalten.
WARNUNG

Verletzungsgefahr durch sich bewegende Teile!
Quetschen möglich.
Bei allen Wartungsarbeiten Maschine vorher ausschalten oder in den Einfädelmodus schalten.
Dieses Kapitel beschreibt Wartungsarbeiten, die regelmäßig durchgeführt werden müssen, um die Lebensdauer der Maschine zu verlängern und die Qualität der Naht zu erhalten.
Weitergehende Wartungsarbeiten darf nur qualifiziertes Fachpersonal durchführen (☐ Serviceanleitung).
Wartungsintervalle
| Durchzuführende Arbeiten Betriebsstunden | ||||
| 8 40 | 160 500 | |||
| Maschinenoberteil | ||||
| Flusenansammlungen entfernen | ● | |||
| Ölstand kontrollieren | ● | |||
| Innenschieber reinigen und fetten | ● | |||
| Greiferschmierung kontrollieren | ● | |||
| Zahnstange und Zahnrad prüfen | ● | |||
| Zahnriemen prüfen und reinigen | ● | |||
| Rotations-Nutwelle reinigen | ● | |||
| Linearführungen reinigen | ● | |||
| Linearführungen fetten | ● | |||
| Zuführeinrichtung | ||||
| Linearführung reinigen und fetten | ● | |||
| Stapler | ||||
| Linearführung reinigen und fetten | ● | |||
| Pneumatisches System | ||||
| Wasserstand im Druckregler prüfen | ● | |||
| Filtereinsatz in der Wartungseinheit prüfen | ● | |||
| Dichtigkeit des pneumatischen Systems prüfen | ● | |||
| Elektrisches System | ||||
| Lüftungsgitter der Steuerung reinigen | ● | |||
| Lüftungsgitter des Nähantriebs reinigen | ● | |||
7.1 Reinigen
WARNUNG

Verletzungsgefahr durch auffliegende Partikel!
Auffliegende Partikel können in die Augen gelangen und Verletzungen verursachen.
Schutzbrille tragen.
Druckluft-Pistole so halten, dass die Partikel nicht in die Nähe von Personen fliegen.
Darauf achten, dass keine Partikel in die Ölwanne fliegen.
HINWEIS
Sachschäden durch Verschmutzung!
Nähstaub und Fadenreste können die Funktion der Maschine beeinträchtigen.
Maschine wie beschrieben reinigen.
HINWEIS
Sachschäden durch lösungsmittelhaltige Reiniger!
Lösungsmittelhaltige Reiniger beschädigen die Lackierung.
Nur lösungsmittelfreie Substanzen beim Reinigen benutzen.
Nähstaub und Fadenreste müssen mindestens alle 8 Betriebsstunden mit einer Druckluftpistole oder einem Pinsel entfernt werden. Bei stark flusendem Nähmaterial muss die Maschine noch öfter gereinigt werden.
Abb. 74: Reinigen
(1) - Bereich um die Nadel (2) - Bereich um den Greifer
Besonders zu reinigende Stellen
• Bereich um die Nadel (1)
• Bereich um den Greifer (2)
- Lüftungssiebe am Steuerkasten (ohne Abbildung)
7.2 Schmieren
VORSICHT

Verletzungsgefahr durch Kontakt mit Öl!
Öl kann bei Hautkontakt Ausschläge hervorrufen.
Hautkontakt mit Öl vermeiden.
Wenn Öl auf die Haut gekommen ist, Hautbereiche gründlich waschen.
HINWEIS
Sachschäden durch falsches Öl!
Falsche Ölsorten können Schäden an der Maschine hervorrufen.
Nur Öl benutzen, das den Angaben der Anleitung entspricht.
ACHTUNG

Umweltschäden durch Öl!
Öl ist ein Schadstoff und darf nicht in die Kanalisation oder den Erdboden gelangen.
Altöl sorgfältig sammeln. Altöl sowie ölbehaftete Maschinenteile den nationalen Vorschriften entsprechend entsorgen.
Abb. 75: Schmieren
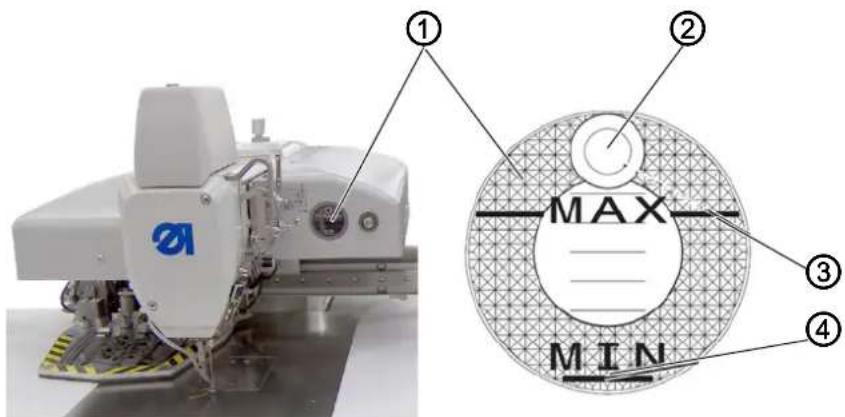
(1) - Ölvorratsbehälter
(2) - Nachfüllöffnung
(3) - Maximalstand-Markierung
(4) - Minimalstand-Markierung
Die Maschine ist mit einer zentralen Öldocht-Schmierung ausgestattet. Die Lagerstellen werden aus dem Ölbehälter versorgt.
Zum Nachfüllen des Ölbehälters ausschließlich das Schmieröl DA 10 oder ein gleichwertiges Öl mit folgender Spezifikation benutzen:
- Viskosität bei 40 °C: 10 mm ^2 /s
- Flammpunkt: 150 °C
Das Schmieröl können Sie von unseren Verkaufsstellen unter folgenden Teilnummern beziehen:
| Behälter Teile-Nr. | |
| 250 ml 9047 000011 | |
| 1 | 9047 000012 | |
| 2 | 9047 000013 | |
| 5 | 9047 000014 |
Warnmeldungen bei zu niedrigem Ölstand
- Im Ölvorratsbehälter (1) leuchtet die Lampe rot.
- Auf dem Bildschirm wird eine Warnmeldung angezeigt.

Richtige Einstellung
Der Ölstand muss immer zwischen der Minimalstand-Markierung (3) und der Maximalstand-Markierung (4) sein.
Ölstand kontrollieren
So kontrollieren Sie den Ölstand:

- Maschine am Hauptschalter ausschalten.
- Öl-Menge im Vorratsbehälter (1) prüfen.
- Bei Bedarf Öl durch die Nachfüllöffnung (2) eingießen.
- Maschine am Hauptschalter einschalten.

Information
Kontrollieren Sie den Ölstand immer nach einem längerem Stillstand der Maschine. Füllen Sie gegebenenfalls Öl nach. Lassen Sie die Maschine ca. 10 Zyklen laufen. Kontrollieren Sie anschließend den Ölstand erneut.
7.3 Pneumatisches System warten
7.3.1 Betriebsdruck einstellen
HINWEIS
Sachschäden durch falsche Einstellung!
Falscher Betriebsdruck kann Schäden an der Maschine hervorrufen.
Sicherstellen, dass die Maschine nur bei richtig eingestelltem
Betriebsdruck benutzt wird.

Richtige Einstellung
Der zulässige Betriebsdruck ist im Kapitel Technische Daten (S. 133) angegeben. Der Betriebsdruck darf nicht mehr als ± 0,5 bar abweichen.
Prüfen Sie täglich den Betriebsdruck.
Abb. 76: Betriebsdruck einstellen
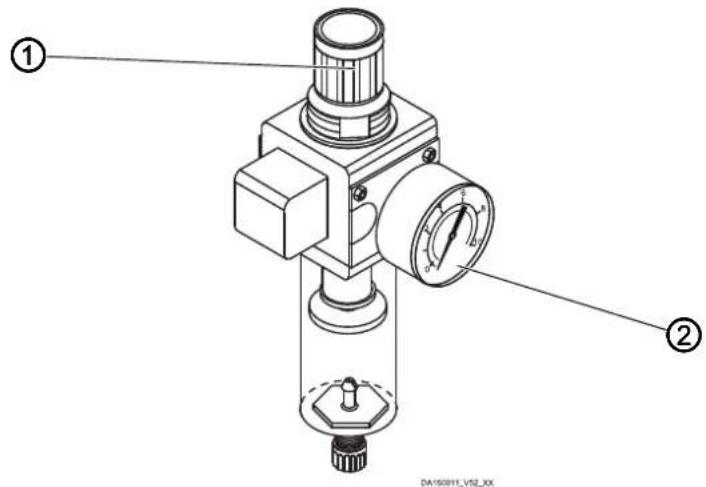
text_image
① ② DA150911_V5Z_XX(1) - Druckregler (2) - Manometer
So stellen Sie den Betriebsdruck ein:

-
Druckregler (1) hochziehen.
-
Druckregler drehen, bis das Manometer (2) die richtige Einstellung anzeigt:
- Druck erhöhen = im Uhrzeigersinn drehen
- Druck verringern = entgegen dem Uhrzeigersinn drehen
- Druckregler (1) herunterdrücken.
7.3.2 Kondenswasser ablassen
HINWEIS
Sachschäden durch zu viel Wasser!
Zu viel Wasser kann Schäden an der Maschine hervorrufen.
Bei Bedarf Wasser ablassen.
Im Wasserabscheider (2) des Druckreglers sammelt sich Kondenswasser.

Richtige Einstellung
Das Kondenswasser darf nicht bis zum Filtereinsatz (1) ansteigen.
Prüfen Sie täglich den Wasserstand im Wasserabscheider (2).
Abb. 77: Kondenswasser ablassen
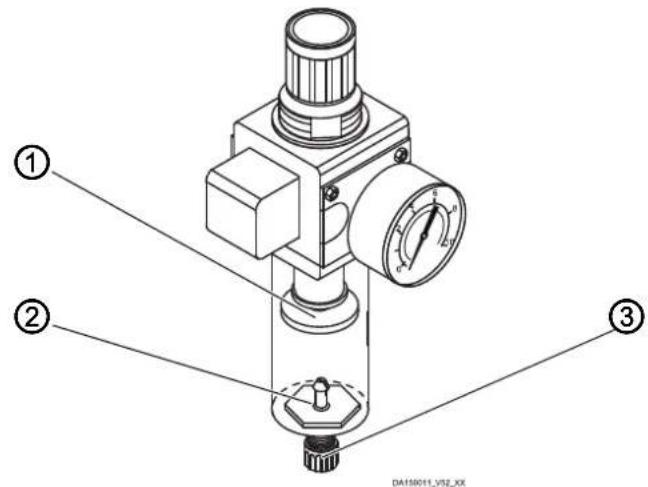
(1) - Filtereinsatz
(2) - Wasserabscheider
(3) - Ablass-Schraube
So lassen Sie Kondenswasser ab:

- Maschine vom Druckluft-Netz trennen.
- Auffang-Behälter unter die Ablass-Schraube (3) stellen.
- Ablass-Schraube (3) vollständig herausdrehen.
- Wasser in den Auffang-Behälter laufen lassen.
- Ablass-Schraube (3) festschrauben.
- Maschine an das Druckluft-Netz anschließen.
7.3.3 Filtereinsatz reinigen
HINWEIS
Beschädigung der Lackierung durch lösungsmittelhaltige Reiniger!
Lösungsmittelhaltige Reiniger beschädigen den Filter.
Nur lösungsmittelfreie Substanzen zum Auswaschen der Filterschale benutzen.
Abb. 78: Filtereinsatz reinigen
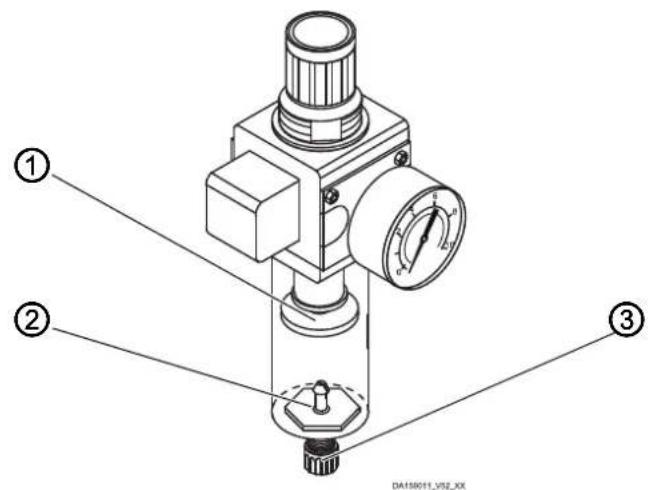
(1) - Filtereinsatz
(2) - Wasserabscheider
(3) - Ablass-Schraube
So reinigen Sie den Filtereinsatz:

- Maschine vom Druckluft-Netz trennen.
- Kondenswasser ablassen (☐ S. 100).
- Wasserabscheider (2) abschrauben.
- Filtereinsatz (1) abschrauben.
- Filtereinsatz (1) mit Druckluft-Pistole ausblasen.
- Filterschale mit Waschbenzin auswaschen.
- Filtereinsatz (1) festschrauben.
- Wasserabscheider (2) festschrauben.
- Ablass-Schraube (3) festschrauben.
- Maschine an das Druckluft-Netz anschließen.
7.4 Teileliste
Eine Teileliste kann bei Dürkopp Adler bestellt werden. Oder besuchen Sie uns für weitergehende Informationen unter:
www.duerkopp-adler.com

8 Aufstellung
WARNUNG

Die Maschine darf nur von ausgebildetem Fachpersonal aufgestellt werden.
Tragen Sie beim Auspacken und Aufstellen Schutzhandschuhe und Sicherheitsschuhe.
8.1 Lieferumfang prüfen

Wichtig
Der Lieferumfang ist abhängig von Ihrer Bestellung.

- Vor dem Aufstellen prüfen, ob alle Teile vorhanden sind.
Abb. 79: Lieferumfang prüfen (1)
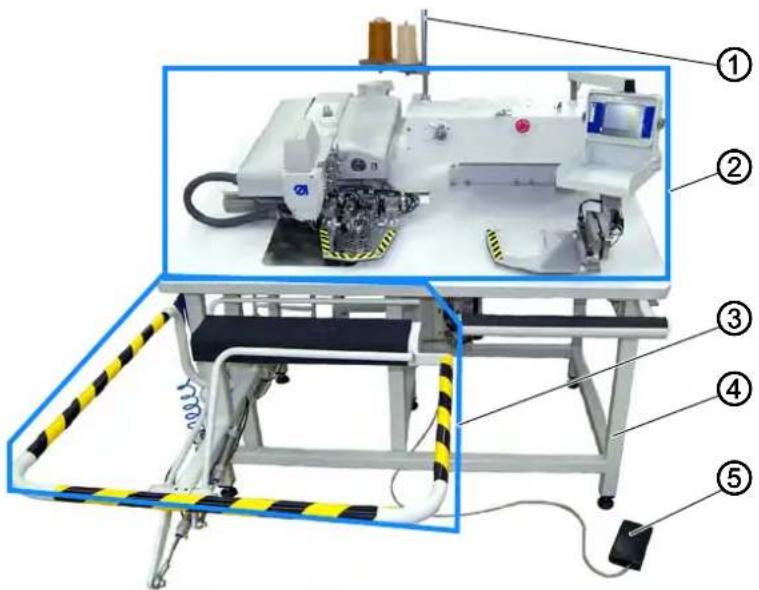
(3) - Automatischer Stapler
Abb. 80: Lieferumfang prüfen (2)
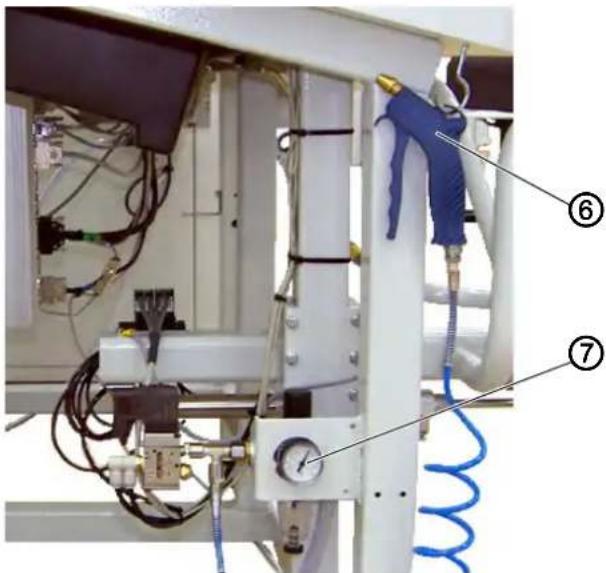
(6) - Druckluftpistole (7) - Druckluft-Wartungseinheit
Lieferumfang:
- CNC-gesteuerte Doppelsteppstich-Maschine (2), ausgestattet mit:
• Automatischer Nähfuß- und Klammerlüftung
- Hublagenverstellung
- Fadenabschneider
• Nadelfadenüberwachung
• Fadeneinzieh-Einrichtung
• Mehrfach-Fadenspannung
• Automatischer Stapler (3)
- Druckluft-Wartungseinheit (7) mit Druckluftpistole (6)
• Höhenverstellbares Gestell (4)
• Garnständer (1)
- Werkzeug und Kleinteile im Beipack
• Zusatzausstattungen (optional)
8.2 Transportsicherungen entfernen
-
Vor der Aufstellung alle Transportsicherungen entfernen:
-
Styropor
- Pappe
• Bänder - Stützen
Wichtig
Transportsicherungen für zukünftige Transporte aufbewahren.
8.3 Maschine aufstellen
Berücksichtigen Sie bei der Wahl des Standorts ausreichend Freiraum zum Bedienen und Warten der Maschine.
8.3.1 Maschine ausrichten
WARNUNG

Verletzungsgefahr durch sich bewegende Teile!
Quetschen möglich.
Vor Inbetriebnahme darauf achten, dass die Maschine einen sicheren Stand hat.
Falls erforderlich die Gestellfüße verstellen.
Abb. 81: Maschine ausrichten
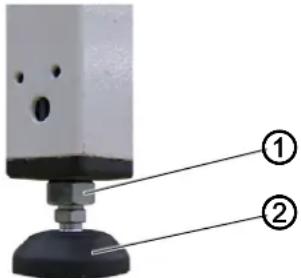
(1) - Kontermutter (2) - Gestellfuß
So richten Sie die Maschine aus:

- Hubwagen oder Stapler unter das Gestell setzen und die Gestellfüße (2) entlasten.
- Die Kontermuttern (1) der Gestellfüße (2) lösen.
- Gestellfüße (2) so weit herausdrehen, dass das Gestell waagerecht steht und auf allen 4 Gestellfüßen (2) einen gleichmäßig festen Stand hat.
- Kontermuttern (1) an allen 4 Gestellfüßen (2) festziehen.
- Hubwagen oder Stapler entfernen.
8.3.2 Automatischen Stapler montieren
WARNUNG

Verletzungsgefahr durch sich bewegende Teile!
Quetschen möglich.
Montage mit zwei Personen durchführen, um Rückenschäden oder Quetschungen durch Herabfallen zu vermeiden.
Abb. 82: Automatischen Stapler montieren
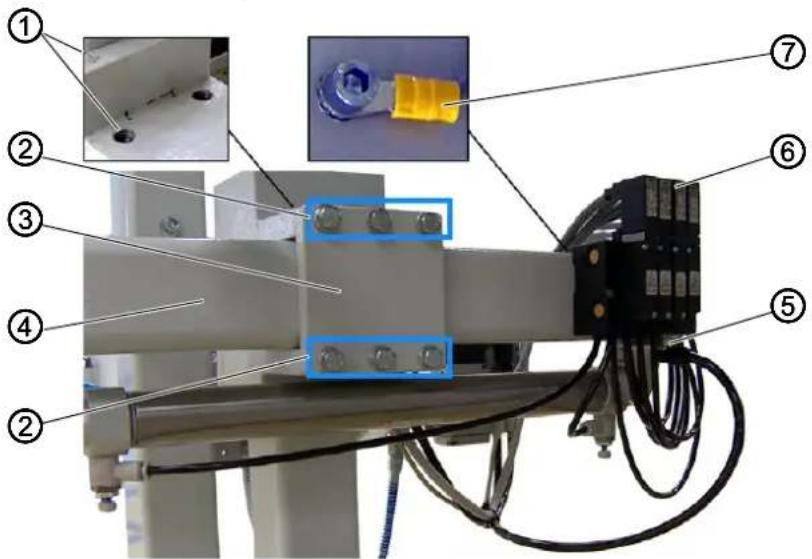
(1) - Gewindestifte
(5) - Pneumatischer Anschluss
(2) - Gewindeschrauben
(6) - Stecker Ventil-Steuerleitungen
(3) - Abdeckplatte
(7) - Potentialausgleich
(4) - Tragrohr
So montieren Sie den automatischen Stapler:

- Gewindeschrauben (2) entfernen und Abdeckplatte (3) abnehmen.
- Tragrohr (4) in die Gabelaufnahme legen und Stapler so ausrichten, dass die Bügel ausreichend Abstand zur Tischplatte haben.
- Abdeckplatte (3) aufsetzen und mit sechs Gewindeschrauben (2) festschrauben (Schlüsselweite 10 mm).
-
Beide Gewindestifte (1) festschrauben, so dass der Stapler spielfrei in der Gabelaufnahme sitzt (Schlüsselweite 5 mm).
-
Potentialausgleich (7) anbringen:
- Innensechskantschraube lösen (Schlüsselweite 4 mm).
-
Erst die Unterlegscheibe, dann den Ringkabelschuh der Potentialausgleich-Leitung und zuletzt die Zahnscheibe auf die Innensechskantschraube stecken und am Tragrohr (4) festschrauben.
-
Stecker der Ventil-Steuerleitungen (6) aufstecken.
- Durch die Beschriftungen ist die Zuordnung eindeutig.
- Den Druckluftschlauch am Ventilblock auf den pneumatischen Anschluss (5) stecken.
8.3.3 Garnständer befestigen
Abb. 83: Garnständer befestigen
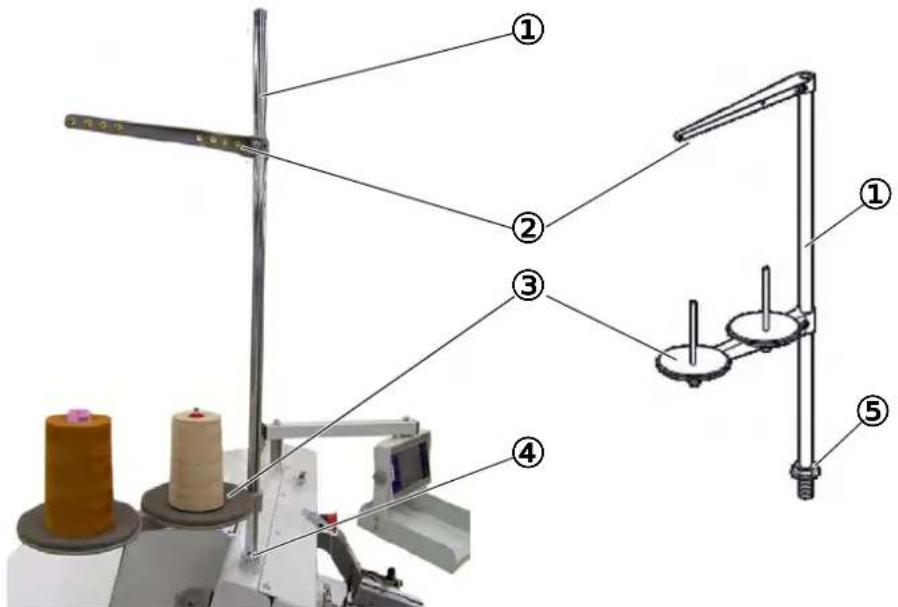
(1) - Garnständer
(4) - Bohrung
(2) - Abwickelarm
(5) - Mutter
(3) - Garnteller
So befestigen Sie den Garnständer:

- Garnständer (1) in die Bohrung (4) schrauben und mit der Mutter (5) festschrauben.
- Garnteller (3) und Abwickelarm (2) so am Garnständer montieren, dass sie genau parallel übereinander stehen.
8.3.4 Pedal aufstellen
Das Pedal kann im Rahmen der Kabellänge frei vor der Maschine positioniert werden.
Abb. 84: Pedal aufstellen

So stellen Sie das Pedal ein:

- Pedal (1) so positionieren, dass Sie Pedal und Maschine bequem bedienen können.
8.4 Elektrischer Anschluss
GEFAHR

Lebensgefahr durch spannungsführende Teile!
Durch ungeschützten Kontakt mit Strom kann es zu gefährlichen Verletzungen von Leib und Leben kommen.
Nur qualifiziertes Fachpersonal darf Arbeiten an der elektrischen Ausrüstung vornehmen.
Netzspannung prüfen
GEFAHR

Lebensgefahr durch Stromschlag!
Die Netzspannung muss mit der auf dem Typenschild angegebenen Spannung des Nähbetriebs übereinstimmen.

- Vor Anschluss der Maschine die Netzspannung prüfen.
Netzanschluss herstellen

- Netzstecker anschließen: 230 V - 50/60 Hz.
Drehrichtung des Nähmotors
Eine Überprüfung der Drehrichtung ist nicht erforderlich. Die Drehrichtung wird durch die Steuerung automatisch eingestellt.
8.5 Pneumatischer Anschluss
HINWEIS
Sachschäden durch geölte Druckluft!
In der Druckluft mitgeführte Ölteilchen können zu
Funktionsstörungen der Maschine und Verschmutzung des Nähguts führen.
Sicherstellen, dass keine Ölteilchen in das Druckluft-Netz gelangen.
HINWEIS
Sachschäden durch falsche Einstellung!
Falscher Netzdruck kann Schäden an der Maschine hervorrufen.
Sicherstellen, dass die Maschine nur bei richtig eingestelltem Netzdruck benutzt wird.
Das pneumatische System der Maschine und der Zusatzausstattungen muss mit wasserfreier, ungeölter Druckluft versorgt werden. Der Netzdruck muss 8 – 10 bar betragen.

Richtige Einstellung
Auch im Moment des größten Luftverbrauchs darf ein Mindestbetriebsdruck von 6 bar nicht unterschritten werden.
Bei zu großem Druckluftabfall
So gehen Sie bei zu großem Druckabfall vor:

-
Kompressor-Leistung erhöhen.
-
Durchmesser der Druckluft-Zuleitung erhöhen.
Abb. 85: Pneumatischer Anschluss
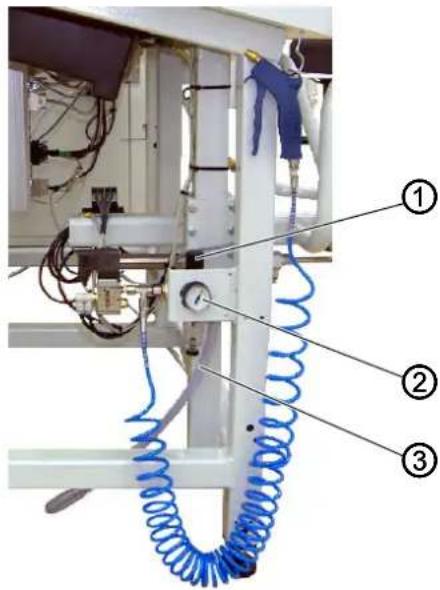
(1) - Drehgriff
(3) - Anschluss-Schlauch
(2) - Druck-Anzeige
Druckluft-Wartungseinheit anschließen

- Den Anschluss-Schlauch (3) (Bestell-Nr. 0797 003031) mit einer Schlauch-Kupplung ¼" am Druckluftnetz anschließen.
Betriebsdruck einstellen

Der Betriebsdruck beträgt 6 bar und wird auf der Druck-Anzeige (2) angezeigt.
So stellen Sie den Betriebsdruck ein:

- Drehgriff (1) hochziehen.
- Betriebsdruck so einstellen, dass die Druck-Anzeige (2) 6 bar anzeigt:
- Druck erhöhen:
Drehgriff (1) im Uhrzeigersinn drehen.
- Druck verringern:
Drehgriff (1) gegen den Uhrzeigersinn drehen.
- Drehgriff (1) herunterdrücken.
8.6 Ölschmierung
VORSICHT

Verletzungsgefahr durch Kontakt mit Öl!
Öl kann bei Hautkontakt Ausschläge hervorrufen.
Hautkontakt mit Öl vermeiden.
Wenn Öl auf die Haut gekommen ist, Hautbereiche gründlich waschen.
ACHTUNG

Umweltschäden durch Öl!
Öl ist ein Schadstoff und darf nicht in die Kanalisation oder den Erdboden gelangen.
Altöl sorgfältig sammeln.
Altöl sowie ölbehaftete Maschinenteile den nationalen Vorschriften entsprechend entsorgen.
HINWEIS
Maschinenschäden durch falschen Ölstand möglich!
Zu wenig oder zu viel Öl kann Schäden an der Maschine hervorrufen.
Sicherstellen, dass der Ölstand den Angaben der Betriebsanleitung entspricht (☐ S. 111).
HINWEIS
Maschinenschäden durch falsches Öl möglich!
Falsche Ölsorten können Schäden an der Maschine hervorrufen.
Nur Öl benutzen, das den Angaben der Anleitung entspricht.
Verwenden Sie zum Ölen der Maschine ausschließlich das Schmieröl DA 10 oder ein gleichwertiges Öl mit folgender Spezifikation:
- Viskosität bei 40 °C: 10 mm ^2 /s
- Flammpunkt: 150 °C
DA 10 können Sie über die Verkaufsstellen der DÜRKOPP ADLER AG unter folgender Teile-Nr. beziehen:
• 250-ml-Behälter: 9047 000011
• 1-Liter-Behälter: 9047 000012
• 2-Liter-Behälter: 9047 000013
• 5-Liter-Behälter: 9047 000014
Die Maschine ist mit einer zentralen Öldochtschmierung ausgestattet. Die Lagerstellen werden aus dem Ölvorratsbehälter (1) versorgt.
Abb. 86: Ölschmierung
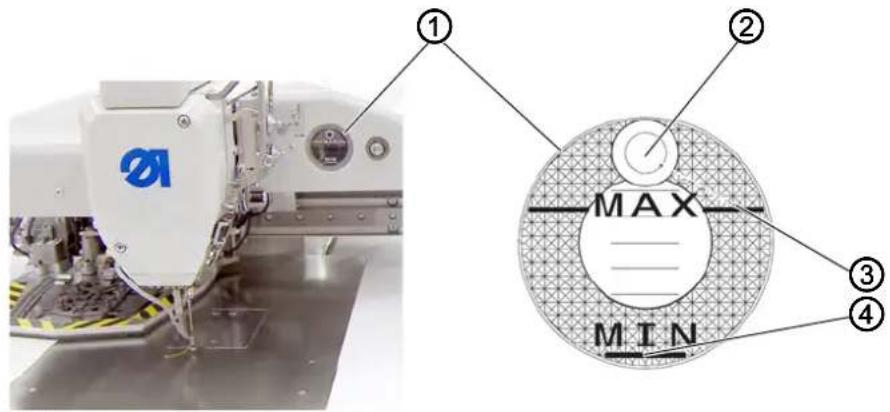
(1) - Ölvorratsbehälter
(2) - Nachfüll-Öffnung
(3) - Maximalstand-Markierung
(4) - Minimalstand-Markierung

Warnmeldungen bei zu niedrigem Ölstand
- Im Ölvorratsbehälter (1) leuchtet die Lampe rot.
- Auf dem Bildschirm wird eine Warnmeldung angezeigt.

Richtige Einstellung
Der Ölstand muss immer zwischen der Minimalstand-Markierung (4) und der Maximalstand-Markierung (3) sein.
Ölstand kontrollieren
So kontrollieren Sie den Ölstand:

- Maschine am Hauptschalter ausschalten.
- Öl-Menge im Vorratsbehälter (1) prüfen.
- Bei Bedarf Öl durch die Nachfüll-Öffnung (2) eingießen.
- Maschine am Hauptschalter einschalten.

Information
Kontrollieren Sie den Ölstand immer nach einem längerem Stillstand der Maschine. Lassen Sie die Maschine ca. 10 Zyklen laufen. Kontrollieren Sie anschließend den Ölstand erneut. Füllen Sie gegebenenfalls Öl nach.
8.7 Testlauf durchführen
WARNUNG

Verletzungsgefahr durch spitze und sich bewegende Teile!
Einstich oder Quetschen möglich.
Maschine ausschalten, bevor Sie die Nadel wechseln, den Nadelfaden einfädeln, die Greiferfaden-Spule einsetzen, die Greiferfaden-Spannung und den Nadelfaden-Regulator einstellen.
HINWEIS
Sachschäden möglich!
Durch Nähen ohne Stoff kann die Maschine beschädigt werden.
Immer Nähgut unter die Transferplatte legen, bevor Sie den Nähvorgang starten.
Führen Sie nach der Aufstellung einen Testlauf durch, um die Funktionalität der Maschine zu prüfen. Stellen Sie die Maschine auf die Anforderungen des Nähguts ein, das verarbeitet werden soll.
Lesen Sie dazu die entsprechenden Kapitel der 📄 Bedienungsanleitung. Lesen Sie die entsprechenden Kapitel der 📄 Serviceanleitung, um Maschinen-Einstellungen zu verändern, falls das Nähergebnis nicht den Anforderungen entspricht.
Nähtest durchführen
So führen Sie einen Nähtest durch:

- Maschine am Hauptschalter ausschalten.
- Nadelfaden einfädeln (S. 25).
- Greiferfaden einfädeln (S. 28).
-
Maschine am Hauptschalter einschalten.
Die Steuerung wird initialisiert. -
Beide Starttasten betätigen.
Die Referenzfahrt startet. Der Transportwagen fährt in Referenzstellung.
i
Information
Die Referenzfahrt ist erforderlich, um eine definierte Ausgangsstellung des Transportwagens zu erhalten.
Durch Betätigen des Pedals nach vorne werden nacheinander die verschiedenen Stufen des Anlege-Vorgangs ausgelöst und der Nähvorgang gestartet.
Zur Wahl des Nahtprogramms und zu weiteren Einstellungen siehe Kapitel Programmierung (S. 39).
8.8 Maschine transportieren
WARNUNG

Verletzungsgefahr durch sich bewegende Teile!
Quetschen möglich.
Bei unsachgemäßem Transport kann es zu schweren Quetschungen kommen.
IMMER einen stabilen Hubwagen benutzen.
IMMER geeignete Schutzkleidung, insbesondere Sicherheitsschuhe und Handschuhe tragen.
Maschine MAXIMAL 20 mm anheben.
Maschine IMMER sicher fixieren!
HINWEIS
Sachschäden möglich!
Maschinenschäden durch ungesicherten Transport.
Maschine NIE ohne Transportsicherungen transportieren.
So transportieren Sie die Maschine zum Aufstellungsort:
- Maschine mit einem stabilen Hubwagen und in der Original-Verpackung zum Aufstellungsort transportieren.

9 Außerbetriebnahme
9.1 Maschine außer Betrieb nehmen
WARNUNG

Verletzungsgefahr durch fehlende Sorgfalt!
Schwere Verletzungen möglich.
Maschine NUR im ausgeschalteten Zustand säubern.
Anschlüsse NUR von ausgebildetem Personal trennen lassen.
VORSICHT

Verletzungsgefahr durch Kontakt mit Öl!
Öl kann bei Hautkontakt Ausschläge hervorrufen.
Hautkontakt mit Öl vermeiden.
Wenn Öl auf die Haut gekommen ist, Hautbereiche gründlich waschen.
So nehmen Sie die Maschine außer Betrieb:

- Maschine ausschalten.
- Netzstecker ziehen.
- Maschine vom Druckluft-Netz trennen, falls vorhanden.
- Restöl mit einem Tuch aus der Ölwanne auswischen.
- Bedienfeld abdecken, um es vor Verschmutzungen zu schützen.
- Steuerung abdecken, um sie vor Verschmutzungen zu schützen.
- Je nach Möglichkeit die ganze Maschine abdecken, um sie vor Verschmutzungen und Beschädigungen zu schützen.

Information
Achten Sie beim Transport auf die dabei notwendigen Sicherheitsvorkehrungen (☐ S. 119).
9.2 Automatischen Stapler demontieren
WARNUNG

Verletzungsgefahr!
Der automatische Stapler ist schwer und hat un- handliche Abmessungen.
Führen Sie die Demontage mit zwei Personen durch, um Rückenschäden oder Quetschungen durch Herabfallen zu vermeiden.
Die Demontage des automatischen Staplers ist optional. Für den Transport oder zur platzsparenden Lagerung kann eine Demontage erforderlich sein.
Abb. 87: Automatischen Stapler demontieren
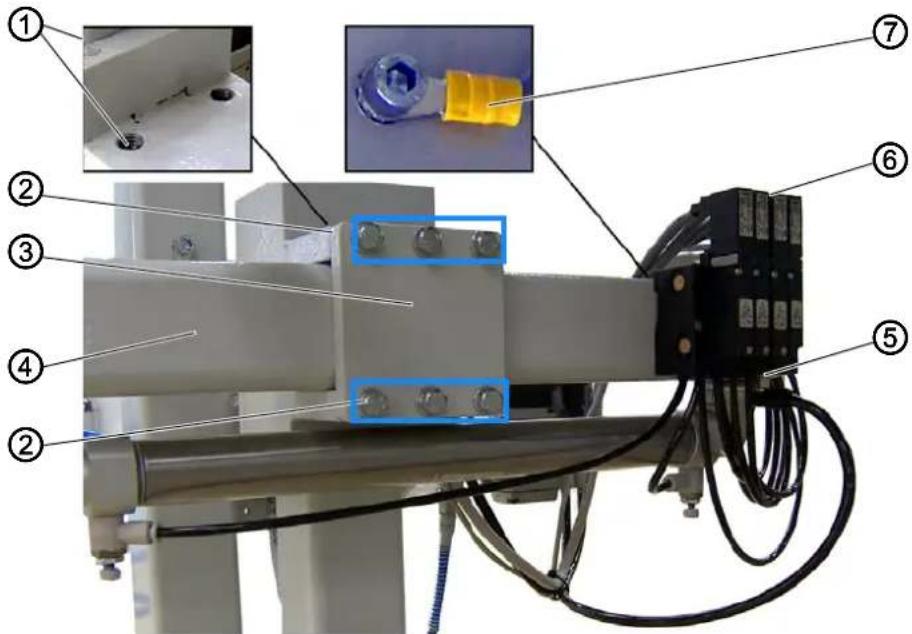
(1) - Gewindestifte
(5) - Pneumatik-Versorgung
(2) - Gewindeschrauben
(6) - Stecker Ventil-Steuerleitungen
(3) - Abdeckplatte
(7) - Potentialausgleich
(4) - Tragrohr

- Maschine am Hauptschalter ausschalten.
- Schnellkupplung der Hauptdruckluftzufuhr lösen.
- Den Druckluftschlauch am Ventilblock vom pneumatischen Anschluss (5) abziehen.
- Stecker der Ventil-Steuerleitungen (6) abziehen.
- Beim Abziehen gleichzeitig die Verriegelung lösen.
- Potentialausgleich (7) entfernen:
- Innensechskantschraube lösen (Schlüsselweite 4 mm).
• Potentialausgleich-Leitung abnehmen.
-
Beide Gewindestifte (1) lösen aber nicht entfernen (Schlüsselweite 5 mm).
-
Sechs Gewindeschrauben (2) entfernen (Schlüsselweite 10 mm) und Abdeckplatte (3) abnehmen.
- Automatischen Stapler aus der Halterung nehmen, um 180 ° drehen (der Schutzbügel liegt unten) und vorsichtig ablegen.
10 Verpacken, Transport
Im Folgenden werden die für Verpackung und Transport relevanten Aspekte erläutert. Halten Sie sich an die dargestellte Vorgehensweise, um einen störungsarmen Betriebsablauf zu erreichen.
10.1 Transportsicherungen anbringen
HINWEIS
Sachschäden möglich!
Maschinenschäden durch ungesicherten Transport.
Maschine NIE ohne Transportsicherungen transportieren.
Um die Maschine beim Transport vor Schäden zu schützen, müssen Transportsicherungen angebracht werden. Die Orginal-Transportsicherungen sind dafür am besten geeignet.

- Gehen Sie dazu in umgekehrter Reihenfolge zum Entfernen der Transportsicherungen vor (S. 104).
10.2 Gestellfüße nach oben drehen
Um beim Transport mit Hubwagen oder Stapler den Abstand zum Boden zu vergrößern, können Sie die Gestellfüße in das Gestell drehen.
Abb. 88: Gestellfüße nach oben drehen
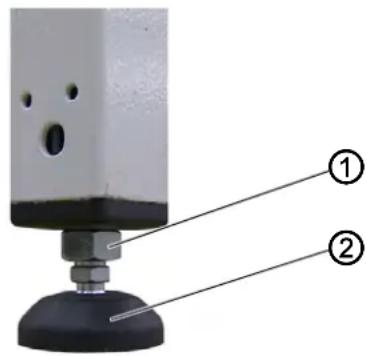
(1) - Kontermutter (2) - Gestellfuß

- Hubwagen oder Stapler unter das Gestell setzen und die Gestellfüße (2) entlasten.
- Die Kontermuttern (1) an allen 4 Gestellfüßen (2) lösen.
- Gestellfüße (2) ganz in das Gestell drehen.
- Kontermuttern (1) festziehen, so dass die Gestellfüße (2) fixiert sind.
10.3 Maschine verpacken
WARNUNG

Verletzungsgefahr durch sich bewegende Teile, Gewicht der Maschine und Verpackungsmaterialien!
Quetschen möglich.
Beim Kontakt mit Verpackungsmaterialen ohne angemessene Schutzausrüstung kann es zu schweren Verletzungen kommen.
Beim Einpacken IMMER Handschuhe und Sicherheitsschuhe tragen.
IMMER auf scharfkantige Krampen, Papier und Spannbänder achten.
Verpacken Sie die Maschine so, dass sie nicht verrutschen oder umfallen kann. Wählen Sie dazu eine stabile Unterlage und fixieren die Maschine darauf. Schützen Sie die Maschine des Weiteren vor äußerer Beschädigung.
10.4 Maschine transportieren
WARNUNG

Verletzungsgefahr durch sich bewegende Teile!
Quetschen möglich.
Bei unsachgemäßem Transport kann es zu schweren Quetschungen kommen.
IMMER einen stabilen Hubwagen benutzen.
IMMER geeignete Schutzkleidung, insbesondere Sicherheitsschuhe und Handschuhe tragen.
Maschine MAXIMAL 20 mm anheben.
Maschine IMMER sicher fixieren!
HINWEIS
Sachschäden möglich!
Maschinenschäden durch ungesicherten Transport.
Maschine NIE ohne Transportsicherungen transportieren.

So transportieren Sie die Maschine möglichst sicher:
- Transportsicherungen anbringen (S. 119).
- Gestellfüße vollständig nach oben drehen (S. 119).
- Schlitten mit Bändern fixieren.
- Maschine verpacken (S. 120).
- Maschine transportieren.
11 Entsorgung
ACHTUNG

Gefahr von Umweltschäden durch falsche Entsorgung!
Bei nicht fachgerechter Entsorgung der Maschine kann es zu schweren Umweltschäden kommen.
IMMER die nationalen Vorschriften zur Entsorgung befolgen.

Die Maschine darf nicht im normalen Hausmüll entsorgt werden.
Die Maschine muss den nationalen Vorschriften entsprechend angemessen entsorgt werden.
Bedenken Sie bei der Entsorgung, dass die Maschine aus unterschiedlichen Materialien (Stahl, Kunststoff, Elektronikteile ...) besteht. Befolgen Sie für deren Entsorgung die nationalen Vorschriften.
12 Störungsabhilfe
12.1 Kundendienst
Ansprechpartner bei Reparaturen oder Problemen mit der Maschine:
Dürkopp Adler AG
Potsdamer Str. 190
33719 Bielefeld
Tel. +49 (0) 180 5 383 756
Fax +49 (0) 521 925 2594
E-Mail: service@duerkopp-adler.com
Internet: www.duerkopp-adler.com

12.2 Meldungen der Software
Sollte ein Fehler auftreten, der hier nicht beschrieben ist, wenden Sie sich bitte an den Kundendienst. Nicht versuchen, den Fehler eigenständig zu beheben.
12.2.1 Hinweismeldungen
| Info-Code | Beschreibung Fehlerbehebung | |
| 8400 Bedienfeld hat kein gültiges Programm für die DAC. | Aktuelles Programm mit USB-Stick in das Bedienfeld laden. | |
| 8401 8402 | Bedienfeld hat kein gültiges Programm für die DAC. | Aktuelles Programm mit USB-Stick in das Bedienfeld laden. |
| 8403 Programm in der DAC ist nicht mehr aktuell. | Aktuelles Programm in die DAC laden. | |
| 8404 8407 | Update der DAC war fehlerhaft. • Erneuter Update-Versuch• Überprüfung Kabelverbindung• DAC austauschen | |
| 8408 Warten auf Reset durch die DAC. Warten bis Neustart durchgeführt (Dauer: einige Sekunden). | ||
| 8411 Überprüfung des Programms der DAC aktiv. | Warten bis Überprüfung durchgeführt (Dauer: einige Sekunden). | |
| 8414 Update der DAC war erfolgreich. | ||
| 8801 8805 8806 8890 8891 | Fehler Testpins/Signal-/Ereignisbearbeitung/Memory-Wrapper/Liste FunktionenInterner Fehler | • Maschine aus- und einschalten• Software-Update• Rückmeldung an DA-Service |
| System | ||
| 9000 Referenzfahrt aktiv | ||
| 9002 Oberteil nicht verriegelt Oberteil verriegeln | ||
| 9006 Schnellstopp-Schalter ist betätigt. Lösen des Schnellstopp-Schalters | ||
| 9016 Falsche Barcode-ID Programm wechseln | ||
| 9100 Der Zähler hat den Vorgabewert nicht erreicht. | OK-Schaltfläche betätigen. Der Zähler wird dadurch zurückgesetzt. | |
12.2.2 Fehlermeldungen
| Fehler-code | Beschreibung Fehlerbehebung | |
| Nähmotor | ||
| 1051 Nähmotor Time-OutKabel zum Nähmotorreferenz-schalter defektReferenzschalter defektOberteil ist schwergängig oder hat eine zu hohe Riemenspannung | Kabel austauschenReferenzschalter austauschenOberteil auf Schwergängigkeit und Riemenspannung prüfen | |
| 1052 Nähmotor ÜberstromNähmotorkabel defektNähmotor defektSteuerung defekt | Nähmotorkabel austauschenNähmotor austauschenSteuerung austauschen | |
| 1053 Nähmotor Netzspannung zu hoch Netzspannung prüfen | ||
| 1055 Nähmotor ÜberlastNähmotor blockiert/schwergängigNähmotor defektSteuerung defekt | Blockierung /Schwergängigkeit auf-hebenNähmotor prüfenSteuerung prüfen | |
| 1056 Nähmotor ÜbertemperaturNähmotor schwergängigNähmotor defektSteuerung defekt | Schwergängigkeit aufhebenNähmotor austauschenSteuerung austauschen | |
| 1058130213421344 | Nähmotor DrehzahlNähmotor defektNähmotorfehlerSteuerung bekommt keine Impulse vom Impulsgeber im MotorNähmotorfehlerInterner Fehler | Nähmotor austauschenKabel vom Impulsgeber im Motor bis zur Steuerung prüfenMaschine aus- und einschaltenSoftware-Update |
| Schrittmotoren | ||
| 2101 Schrittmotor X-Achse Time-Out ReferenzierungEinstellung Referenzschalter fehler-haftKabel zum Referenzschalter defektReferenzschalter defekt | Referenzschalter ausrichtenKabel austauschenReferenzschalter prüfen | |
| 2102 Schrittmotor X-Achse Bestromungs-fehlerSchrittmotor blockiertEncoderkabel nicht verbunden oder defektEncoder defekt | Blockierung aufhebenEncoderkabel prüfen/austauschenSchrittmotor austauschen | |
| 2152 Schrittmotor X-Achse Überstrom • Schrittmotor austauschen | ||
| 2153 Schrittmotor X-Achse ÜberspannungNetzspannung zu hoch | Netzspannung prüfen | |
| 2155 Schrittmotor X-Achse ÜberlastTransportsystem schwergängigHindernisse bei Transportbewegung | Schwergängigkeit beseitigenHindernisse beseitigen/Bewegung anpassen | |
| 2156 Schrittmotor X-Achse ÜbertemperaturSchrittmotor schwergängigSchrittmotor defektSteuerung defekt | Schwergängigkeit aufhebenSchrittmotor austauschenSteuerung austauschen | |
| 2201 Schrittmotor Y-Achse Time-Out ReferenzierungEinstellung Referenzschalter fehlerhaftKabel zum Referenzschalter defektReferenzschalter defekt | Referenzschalter ausrichtenKabel austauschenReferenzschalter austauschen | |
| 2202 Schrittmotor Y-Achse BestromungsfehlerSchrittmotor blockiertEncoderkabel nicht verbunden oder defektEncoder defekt | Blockierung aufhebenEncoderkabel prüfen/austauschenEncoder austauschen | |
| 2252 Schrittmotor Y-Achse Überstrom • Schrittmotor austauschenSteuerung austauschen | ||
| 2253 Schrittmotor Y-Achse ÜberspannungNetzspannung zu hoch • Netzspannung prüfen | ||
| 2255 Schrittmotor Y-Achse ÜberlastTransportsystem schwergängigHindernisse bei der Transportfahrt | Schwergängigkeit beseitigenHindernisse beseitigen/Bewegung anpassen | |
| 2256 Schrittmotor Y-Achse ÜbertemperaturTransportsystem schwergängigSchrittmotor defektSteuerung defekt | Schwergängigkeit aufhebenSchrittmotor austauschenSteuerung austauschen | |
| 2301 Schrittmotor Hublage Time-Out ReferenzierungEinstellung Referenzschalter fehlerhaftKabel zum Referenzschalter defektReferenzschalter defekt | Referenzschalter ausrichtenKabel austauschenReferenzschalter austauschen | |
| 2302 Schrittmotor Hublage BestromungsfehlerSchrittmotor blockiertEncoderkabel nicht verbunden oder defektEncoder defekt | Blockierung aufhebenEncoderkabel prüfen/austauschenEncoder austauschen | |
| 2352 Schrittmotor Hublage Überstrom • Schrittmotor austauschenSteuerung austauschen | ||
| 2353 Schrittmotor Hublage ÜberspannungNetzspannung zu hoch • Netzspannung prüfen | ||
| 2355 Schrittmotor Hublage ÜberlastTransportsystem schwergängigHindernisse bei der Transportfahrt | Schwergängigkeit beseitigenHindernisse beseitigen/Bewegung anpassen | |
| 2356 Schrittmotor Hublage ÜbertemperaturTransportsystem schwergängigSchrittmotor defektSteuerung defekt | Schwergängigkeit beseitigenSchrittmotor austauschenSteuerung austauschen | |
| Steuerung Maschine | ||
| Fehler-code | Beschreibung | Fehlerbehebung |
| 3100 Maschine Steuerspannung• Kurzzeitiger Netzspannungsein-bruch | • Netzspannung prüfen | |
| 3102 Maschine Spannung Zwischenkreis Nähmotor• Kurzzeitiger Netzspannungsein-bruch | • Netzspannung prüfen | |
| 3103 Maschine Spannung Zwischenkreis Schrittmotoren• Kurzzeitiger Netzspannungsein-bruch | • Netzspannung prüfen | |
| 3107 Maschine Temperatur• Lüftungsöffnungen verschlossen• Lüftungsgitter verschmutzt | • Lüftungsgitter reinigen• Lüftungsöffnungen prüfen | |
| 3109 | Einfädelmodus ist eingeschaltet | Einfädelmodus ausschalten 📄 S. 17 |
| 3121 Druckluft fehlt, nicht ausreichend Druckluft aufdrehen, stabilisieren | ||
| 3123 | Ölsensor aktiv | Öl nachfüllen 📄 S. 97 |
| 3210 Faden gerissen Faden wieder einfädeln | ||
| 3215 | Leere Spule (Restfadenzählung) | Volle Spule einsetzen 📄 S. 29 |
| 3220 | Leere Spule (Restfadenzählung) | Volle Spule einsetzen 📄 S. 29 |
| 3500 Fehler Berechnung der Konturdaten • Konturdaten neu laden• Konturdaten prüfen 📄 S. 60 | ||
| 3501 Zielposition der XY-Klammer außer-halb der Bewegungsgrenzen | Konturdaten anpassen | |
| 3502 Zielposition der XY-Klammer innerhalb von "Verbotenen Bereichen" | Konturdaten anpassen | |
| 37213722 | Interner Fehler • Maschine aus- und einschalten• Software-Update• Rückmeldung an DA-Service | |
| 4201 Interne CF-Card defekt • Maschine aus- und einschalten• Steuerung nachrüsten/austauschen | ||
| 5301 | Programm nicht nähbar | Programm zur DAC kopieren 📄 S. 63 |
| 655165546651665367516761 | Fehler Oberteilposition/ADKonverter/ProzessorfehlerInterner Fehler | • Maschine aus- und einschalten• Software-Update• Rückmeldung an DA-Service |
| 6952 Fehler SchrittmotortreiberInterner Fehler | • Maschine aus- und einschalten• Software-Update• Rückmeldung an DA-Service | |
| Fehler-code | Beschreibung Fehlerbehebung | |
| Kommunikation | ||
| 7801 Kommunikation BedienfeldschnittstelleLeitungsstörungKabel | Maschine aus- und einschaltenSoftware-UpdateRückmeldung an DA-Service | |
| 815181568159 | Fehler IDMAStörungSteuerung defekt | Maschine aus- und einschaltenSteuerung austauschen |
| 81528154 | Fehler IDMAInterner Fehler | Maschine aus- und einschaltenSoftware-UpdateRückmeldung an DA-Service |
| 82528257825882568254 | Fehler ADSP-Booten/Xilinx-Booten/BootenStörung | Maschine aus- und einschalten |
| 8351 Fehler Testpins • Maschine aus- und einschalten | Software-UpdateRückmeldung an DA-Service | |
| 9601 Stopp während des Nähens auf der KonturNähvorgang fortsetzen? | OK-Schaltfläche =Nähvorgang fortsetzenESC-Schaltfläche =Nähvorgang abbrechen | |
| 9700 Klappe für den Spulenwechsel nicht geschlossen | Klappe für den Spulenwechsel schließen S. 17 | |
| 9701 Paralleklammer nicht unten • Hindernisse be | beseitigenSensoren ausrichten | |
| 9900 Fehlerhafte Maschinenparameter Daten initialisieren | ||
| 9901 Fehlerhafte Sequenzen Daten initialisieren | ||
| 9902 Fehlerhafte Programmparameter Daten initialisieren | ||
12.2.3 Fehler im Nähablauf
| Fehler Mögliche Ursachen Abhilfe | |
| Ausfädeln am Nahtanfang | Nadelfaden-Spannung ist zu fest |
| Fehler Mögliche Ursachen Abhilfe | ||
| Fadenreißen Nadelfaden | und Greifer-faden sind nicht korrekteingefädelt | Einfädelweg prüfenS. 25 |
| Nadel ist verbogen oderschrafkantig | Nadel ersetzen S. 24 | |
| Nadel ist nicht korrekt in dieNadelstange eingesetzt | Nadel korrekt in die Nadelstangeeinsetzen S. 24 | |
| Verwendeter Faden istungeeignet | Empfohlenen Faden benutzenS. 133 | |
| Fadenspannungen sind fürden verwendeten Faden zufest | Fadenspannungen prüfenS. 32 | |
| Fadenführende Teile wiez. B. Fadenrohre, Faden-führung oder Fadengeber-Scheibe sind scharfkantig | Einfädelweg prüfen | |
| Stichplatte, Greifer oderSpreizer wurden durch dieNadel beschädigt | Teile durch qualifiziertes Fach-personal nachbearbeiten lassen | |
| Fehlstiche Nadelfaden und Greiferfa-den sind nicht korrekt eingefädelt | Einfädelweg prüfen | |
| Nadel ist stumpf oder verbogen | ||
| Nadel ist nicht korrekt in dieNadelstange eingesetzt | ||
| Verwendete Nadelstärke istungeeignet | ||
| Garnständer ist falschmontiert | ||
| Fadenspannungen sind zufest | ||
| Stichplatte, Greifer oderSpreizer wurden durch dieNadel beschädigt | ||
| Lose Stiche Fadenspannungen sindnicht dem Nähgut, derNähgutdicke oder dem verwendeten Faden ange-passt | Fadenspannungen prüfen | |
| Nadelfaden und Greiferfa-den sind nicht korrekt eingefädelt | ||
| Nadelbruch Nadelstärke | ist für dasNähgut oder den Fadenungeeignet | Empfohlene Nadelstärke benutzenS. 133 |
13 Technische Daten
Geräuschentwicklung
Arbeitsplatzbezogener Emissionswert nach DIN EN ISO 10821:
$$ L _ {p A} = 7 8 \mathrm{dB(A)}; K p A = \pm 1, 3 1 \mathrm{dB(A)bei} $$
- Stichlänge: 3,0 mm
• Drehzahl: 3000 rpm
• Nähgut: 2-fach Jeans
Daten und Kennwerte
| Technische Daten Einheit Klasse | ||
| Maschinentyp Nähanlage | ||
| Nähstichtyp 301 | ||
| Greifertyp Vertikalgreifer | ||
| Anzahl der Nadeln 1 | ||
| Nadelsystem 134/35 | ||
| Nadelstärke [Nm] 120 - | 140 | |
| Fadenstärke bei Synthetik/Umspinnzwirn | [Nm] | max. 90/3-15/3 |
| Stichlänge (programmierbar) | [mm] | Maximal 12,7 mm(nahtbildabhängig) |
| Drehzahl maximal | [min ^-1 ] | 3000 |
| Drehzahl bei Auslieferung | [min ^-1 ] | 2700 |
| Fußlüftung [mm] | 20 | |
| Nähfeldgröße [mm] | 210 x 210 | |
| Anzahl der freien Nahtkonturen | 99 | |
| Netzspannung | [V] | 230 |
| Netzfrequenz | [Hz] | 50/60 |
| Leistung | [W] | 450 |
| Betriebsdruck | [bar] | 6 |
| Luftverbrauch mit Nadelkühlung | Abhängig von der Einstellung | |
| Länge | [mm] | 1900 |
| Breite | [mm] | 1520 |
| Höhe• Ohne Höhenverstellung• Mit Höhenverstellung | [mm] | 880-910920-1270 |
| Gewicht (aufgesetzt) | [kg] | 370 |
Leistungsmerkmale
Grundtyp
CNC-gesteuerte Doppelsteppstich-Maschine auf Basis der Klasse 867 und einer DAC III-Steuerung mit spezifischer Software.
Anwendung
Aufnähen von vorgebugten Taschen, vorwiegend Gesäßtaschen, bis zu einer Größe von 210 × 210 mm an Jeanshosen.
Nähgut
Leichte bis mittelschwere Baumwoll- und Kunstfaserstoffe
Ausstattung:
• Automatische Nähfußlüftung
- Hublagenverstellung
- Kurzfadenabschneider
• Fadeneinzieh-Einrichtung
- Programmierbare Nadelfaden-Spannung
• Automatische Nähgutzuführung
• Automatischer Stapler zum Abstapeln des Nähgutes
- Überlappende Arbeitsweise (während des Nähens oder Abstapelns kann das nächste Nähgut eingelegt und der nächste Zyklus gestartet werden)
Greifer
Vertikal-Greifer (32 mm Spulendurchmesser)
Antrieb
- Antrieb durch Positionierantrieb: Von der Steuerung DACIII aus werden neben dem Nähantrieb 2 Schrittmotoren für die X- und Y- Bewegung zur Erzeugung der Naht- geometrie und eine Z- Achse zur Nähfußanpassung gesteuert.
- Antrieb der Nähgutzuführung und des Staplers pneumatisch.
• Antrieb der Armwelle durch einem bürstenlosen Gleichstrom-Motor - Maximale Drehzahl: 3000 min ^-1 intermittierend (in Abhängigkeit von Stichlänge und Nähgut-Dicke)
Programmierung
- Bedienung über das grafische Bedienfeld OP 7000
- 99 Programmspeicherplätze mit jeweils max. 16000 Stichen
- Programme einzeln oder in Sequenzen nähbar.
- Möglichkeit zum Speichern von bis zu 20 Sequenzen mit jeweils bis zu 30 Programmen
- Einstellung von Einzelstich-Parametern pro Stich, zur Steuerung von Hublage Drückerfuß, Fadenabschneider, Fadenklemme, Drehzahl, Fadenspannung etc.
-
Integriertes Test- und Prüfprogramm für Service-/Wartungsarbeiten:
-
Überwachung des Nähprozesses
- Einstellung von Maschinenfunktionen
- Erstellung von Nahtprogrammen im Teach-In-Verfahren. Die Genauigkeit der Koordinateneingabe beim Teachen beträgt 0,1/1 mm
- Überprüfung von Motorfunktionen, Ein- und Ausgängen für Referenzschalter, Ventilen und Transportmotoren, RAM-Speicher- und EPROM-Funktionalitäten
Nähfuß-Lüftung
Motorische Nähfuß-Lüftung
Klammer-Öffnung
Pneumatisches Öffnen und Schließen der Klammer
Nähfeld-Größe
Maximale Nähfeld-Größe: 210 × 210 mm
Schmierung
Zentrale Öldocht-Schmierung für Oberteil und Greifer
Stichzahl
Empfohlene Stichzahl: 2700/min
Stichlänge
Maximale Stichlänge: 12,7 mm
Faden-Handling
• Elektronischer Nadelfaden-Wächter
- Programmierbare Nadelfaden-Spannung: Im Nahtprogramm sind Spannungswerte für unterschiedliche Fadenabzugsrichtungen hinterlegt. Dadurch wird ein sauberes Nahtbild erzeugt.
- Fadeneinzieh-Einrichtung: Zieht beim 1. Stich den Nadelfaden unter das Nähgut.
- Programmierbarer Stichzähler zur Unterfaden-Überwachung und Stückzähler.
- Optional:
• Elektronischer Restfaden-Wächter
- Bausatz Stichlagenoptimierung: Zur Nahtoptimierung in der Abzugsrichtung 0 - 90°
- Barcode-Erkennung
Ergonomie
- Verstellbare Füße für den Niveauausgleich des Fußbodens und sicheren Stand der Maschine
- Arbeitshöhe der Tischplattenvorderkante zur stehenden Bedienung der Maschine: 880 - 910 mm
• Tischplatte um 15° zur Bedienperson geneigt - Pedal im Rahmen der Kabellänge frei verschiebbar
14 Anhang
Abb. 89: Bauschaltplan (1)
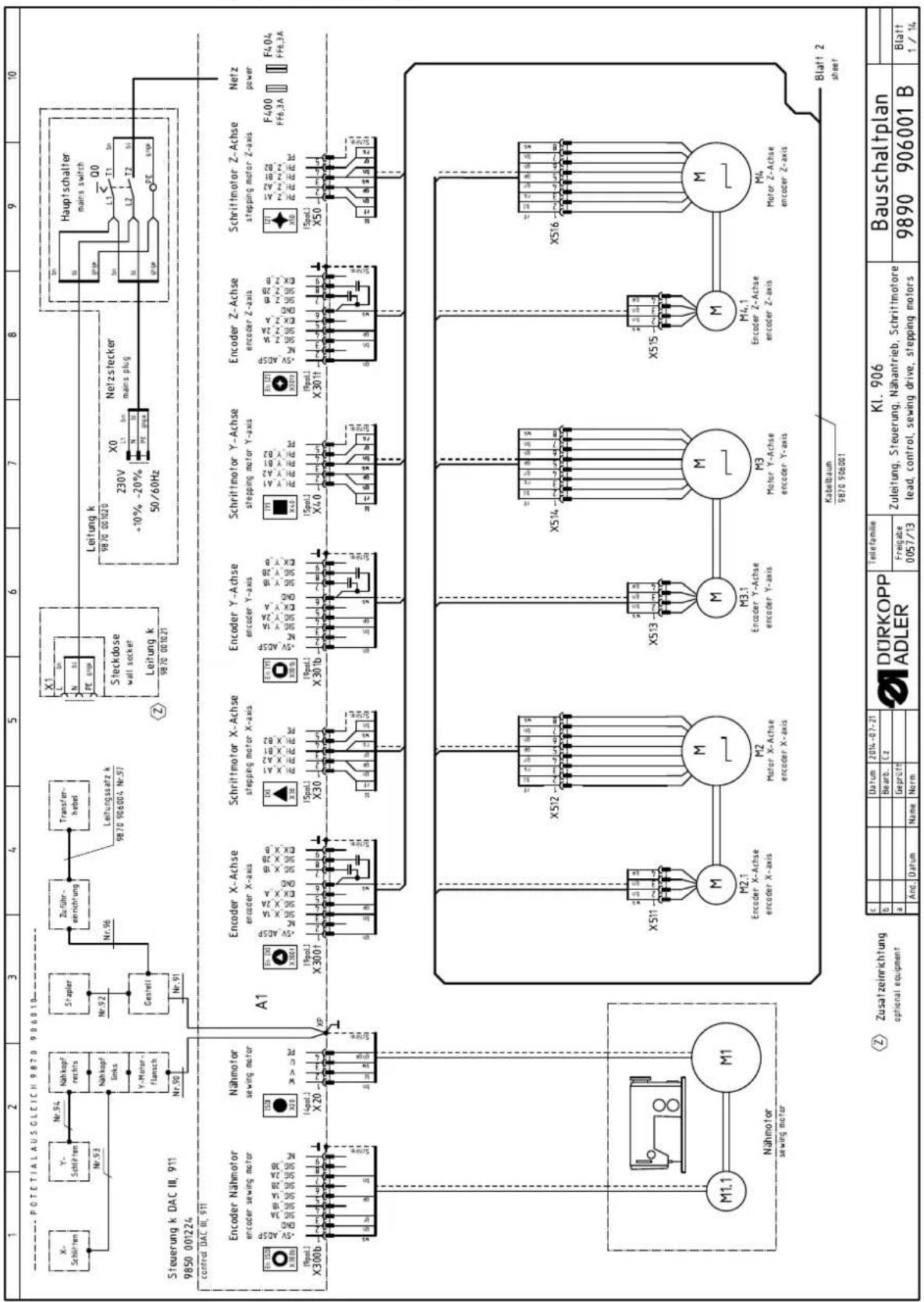
flowchart
graph TD
subgraph Control
direction TB
A["Encoder Nähmotor encoder sewing motor X300b"] --> B["Nähmotor sewing motor X20"]
B --> C["Steuerung k DAC III, 911 9850 001224"]
D["Nähmotor sewing motor M1"] --> E["M1 Nähmotor sewing motor"]
end
subgraph Stellator
F["Encoder X-Achse encoder X-axis"] --> G["Schrittmotor X-Achse stepping motor X-axis"]
H["Encoder Y-Achse encoder Y-axis"] --> I["Schrittmotor Y-Achse stepping motor Y-axis"]
J["Encoder Z-Achse encoder Z-axis"] --> K["Schrittmotor Z-Achse stepping motor Z-axis"]
L["Encoder Z-Achse encoder Z-axis"] --> M["Schrittmotor Z-Achse stepping motor Z-axis"]
end
subgraph Motor
N["Encoder X-Achse encoder X-axis"] --> O["Schrittmotor X-Achse stepping motor X-axis"]
P["Encoder Y-Achse encoder Y-axis"] --> Q["Schrittmotor X-Achse stepping motor Y-axis"]
R["Encoder Z-Achse encoder Z-axis"] --> S["Schrittmotor Z-Achse stepping motor Z-axis"]
T["Encoder Z-Achse encoder Z-axis"] --> U["Schrittmotor Z-Achse stepping motor Z-axis"]
end
subgraph Control
V["Steckdose wall socket Leitung k 9870 001021"] --> W["Hauptschalter mains switch Q0 L1 L2 L2 PE"]
end
style Control fill:#f9f,stroke:#333,stroke-width:2px
style Stellator fill:#ccf,stroke:#333,stroke-width:2px
style Motor fill:#cfc,stroke:#333,stroke-width:2px
style Control fill:#fff,stroke:#333,stroke-width:2px
style Control fill:#fff,stroke:#333,stroke-width:2px
Abb. 90: Bauschaltplan (2)
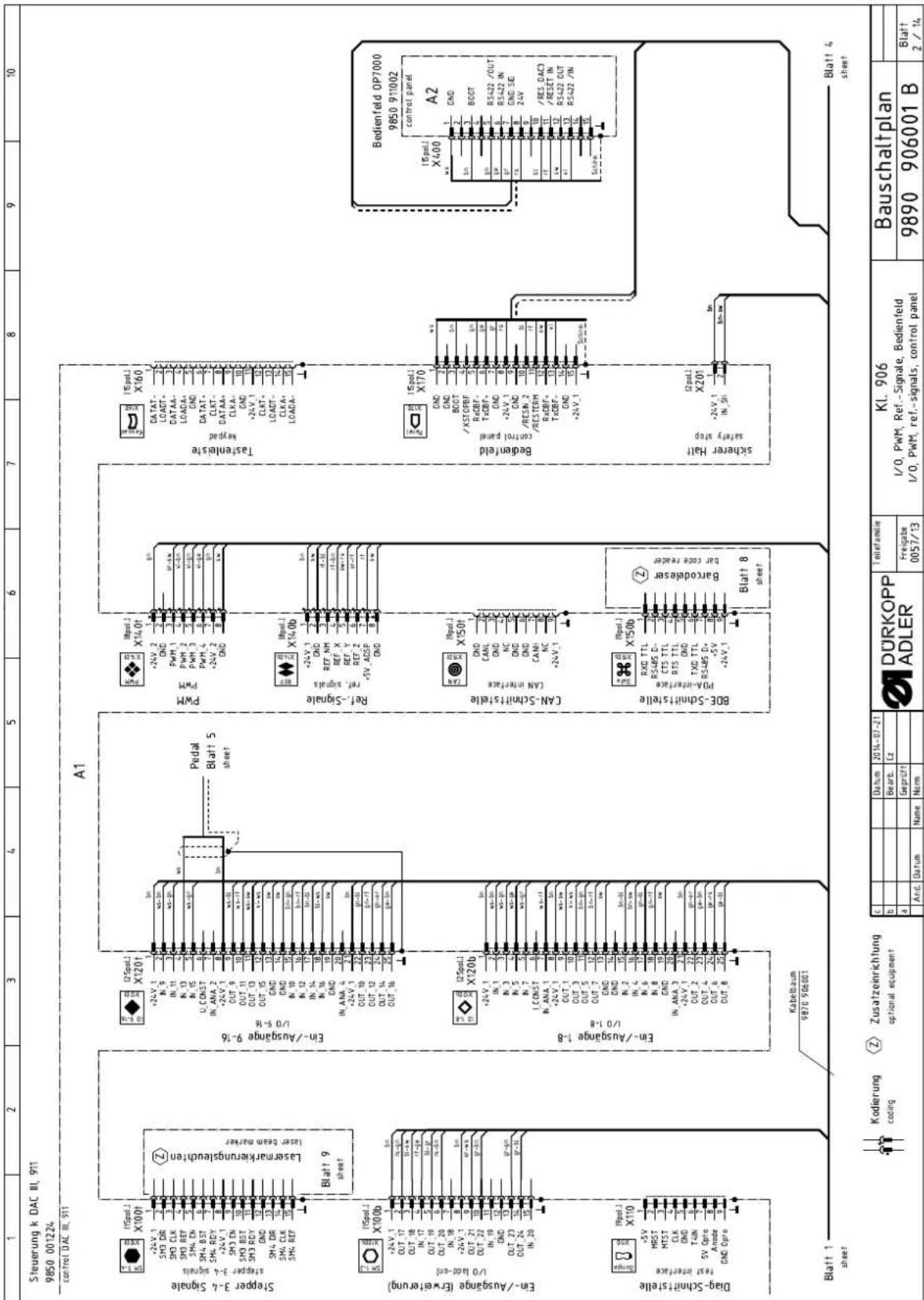
other
Steuerung k DAC III, 911 9850 001224 control DAC III, 911 A1 Stepper 3-4 Signal stepper 3-4 signals laser beam marker Blatt 9 Ein-/Ausgänge Erweiterung U/0 ladd-end +24V 1 OUT 17 OUT 18 IN 17 OUT 19 OUT 20 IN 18 +24V 1 OUT 21 OUT 22 IN 19 GND OUT 23 OUT 24 IN 20 +24V 1 OUT 23 OUT 24 IN 20 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 -24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +24V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 +23V 1 Kabelbaum 9870-506001 Ein-/Ausgänge 9-16 U/0 h-6 In/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, In/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, IN/ANANA, I-CONTST, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, IN ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, In ANANA, in anananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananananon ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano ano anu nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nana nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nane nano tenealnnealtekealpad: +24V 1 BEBE-Schnitstelle PDA-interface RD-RS485 D-T CTS TTL RTS TTL TXD TTL RXD R5485 D-T TCS TTL RTS TTL TXD TTL RXD R5485 D-T TCS TTL RTS TTL OUT SXTTL RXD R5485 D-T TCS TTL OUT SXTTL RXD R5485 D-T TCS TTL OUT SXTTL RXD R5485 D-T TCS TTL OUT SXTTL RXD R5485 D-T TCS TTL OUT SXTTL RXD R5485 D-T TCS TTL OUT SXTTL RXD R5485 D-T TCS TTL OUT SXTTL RXD R5485 D-T TCS TTL OUT SXP LTR R5485 D-T TCS TTL OUT SXP LTR R5485 D-T TCS TTL OUT SXP LTR R5485 D-T TCS TTL OUT SXP LTR R5485 D-T TCS TTL OUT SXP LTR R5485 D-T TCS TTL OUT SXP LTR R5485 D-T TCS TTL OUT SXP LTR R5485 D-T TCS SPLR R5485 D-T TCS SPLR R5485 D-T TCS SPLR R5485 D-T TCS SPLR R5485 D-T TCS SPLR R5485 D-T TCS SPLR R5485 D-T TCS SPLR R5485 D-T TCS SPLR R5485 D-T TCS SPLR R5485 D-T TCS SPLR BBDIE-Schnitstelle Bodeleiszer Bar code reader Blatt 8 sheet: Kabelbaum Blatt 1 sheet: Kodierung coding Z Zusatzeinrichtung optional equipment C Datum 2014-07-21 C Beart. Cz Dukum. Cz Caproft Amc. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Norm Anch. Datum Name Formerkl. KI. 906 I/O. PWM. Ref.-Signale. Bedienfeld I/O. PWM. ref.-signals. control panel Bauschaltplan 9890 906001 B Blatt 2 / 14Abb. 91: Bauschaltplan (3)
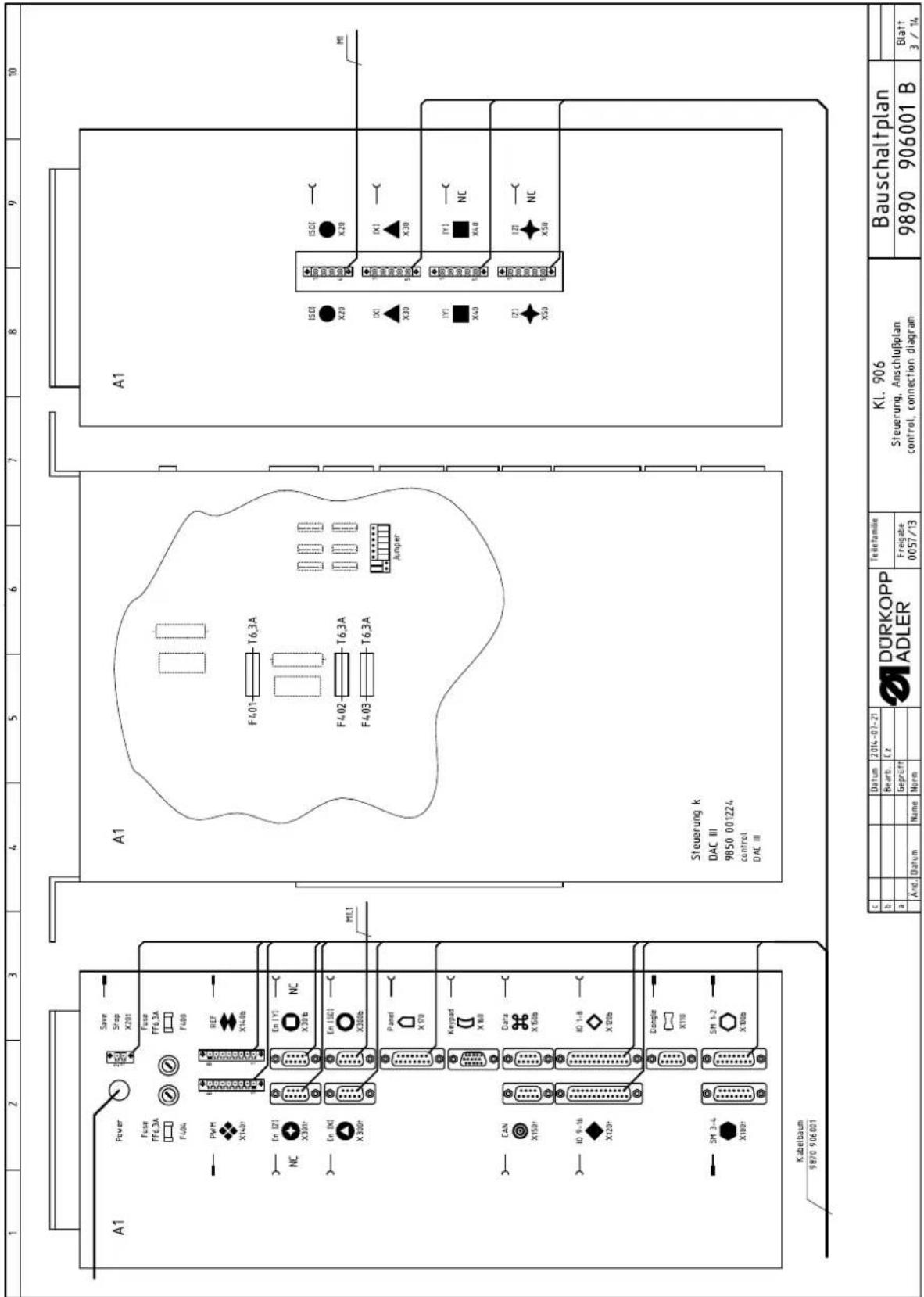
text_image
1 2 3 4 5 6 7 8 9 10 A1 Power Save Stop X201 Fuse FF6,3A F404 Fuse FF6,3A F405 PW M X1401 EN (2) NC X3011 En (1) X3001 En (1) X300b Panel X70 Keypad X80 CAN X1501 Data X 500b ID 9-18 X1201 ID 1-8 X 200b Dongle X10 SM 3-4 X1001 ML1 A1 F401-T6,3A F402-T6,3A F403-T6,3A Jumper Steuerung k DAC III 9850 001224 control DAC III A1 IS01 X20 IX1 X30 IY1 X40 I21 X50 IS02 X20 IX1 X30 IY1 NC X40 I21 NC X50 M1 Kabelbaum 9870 986001 C Datum 2014-07-21 DURKOPP ADLER Teilefamilie KI. 906 Steuerung, Anschlußplan control, connection diagram Bauschaltplan Blatt 3 / 14 B Beartt. Cz Freigabe 9890 906001 BAbb. 92: Bauschaltplan (4)
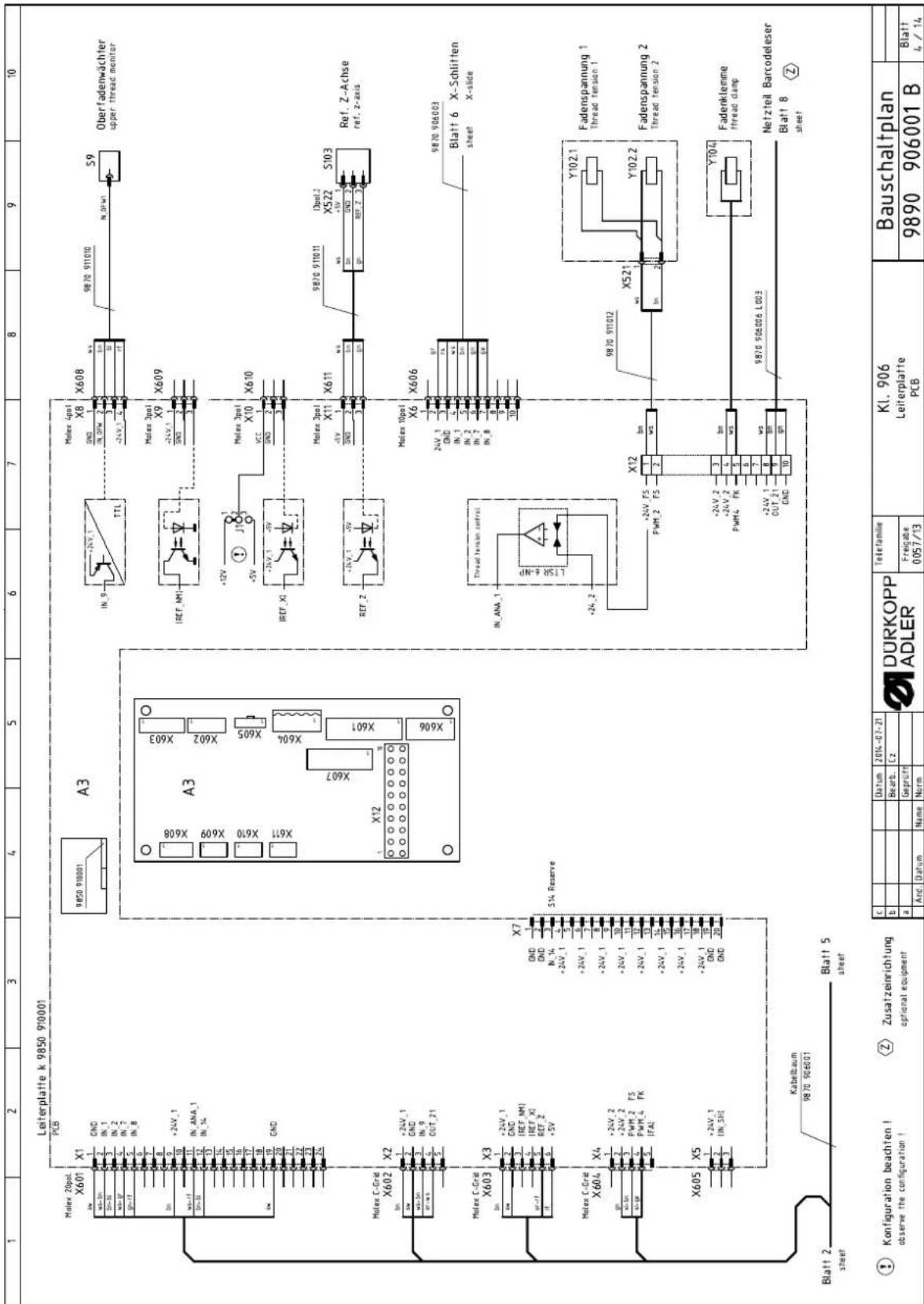
text_image
Leiterplatte k 9850 910001 Molex 20pol X601 X1 in +24V_1 in_1 +24V_2 in_2 in_3 in_4 in_5 in_6 in_7 in_8 in +24V_1 IN_ANA_1 IN_1% CND CND IN_1 IN_2 IN_3 IN_4 CND +24V_1 IN_ANA_1 IN_1% CND CND In_1 In_2 In_3 In_4 In_5 In_6 In_7 In_8 In_9 In_10 In_11 In_12 In_13 In_14 In_15 In_16 In_17 In_18 In_19 In_20 In_21 In_22 In_23 In_24 Molex C-Grid X602 X2 in +24V_1 in_1 +24V_2 out_21 Molex C-Grid X603 X3 in +24V_1 in_1 +24V_2 (REF_NM) in_1 +24V_3 (REF_XI) in_1 +24V_4 (REF_Z) in_1 +5V Molex C-Grid X604 X4 in +24V_2 in_1 +24V_3 (PWM_2 F5) in_1 +24V_4 (PWM_L4 FK) in_1 +5V (FA) X605 X5 in +24V_1 (IN_SH) +24V_2 (IN_SH) +24V_3 (IN_SH) +24V_4 (IN_SH) +24V_5 (IN_SH) Kabelbaum 9870 906001 Blatt 5 sheet S14 Reserve A3 X608 X609 X607 X608 X609 X605 X604 X607 X601 X606 5/14 Reserve Molex 3pol X9 X608 X609 X610 X611 X612 X613 X614 X615 X616 X617 X618 X619 X620 X621 X622 X623 X624 X625 X626 X627 X628 X629 X630 X631 X632 X633 X634 X635 X636 X637 X638 X639 X640 X641 X642 X643 X644 X645 X646 X647 X648 X649 X650 X651 X652 X653 X654 X655 X656 X657 X658 X659 X660 X661 X662 X663 X664 X665 X666 X667 X668 X669 X670 X91010 N_DF_WI S9 Oberfadenwächter upper thread monitor IREF_MI Molex 3pol X9 +24V_1 -TIL Molex 3pol +24V_1 Molex 3pol +24V_2 Molex 3pol +24V_3 Molex 3pol +24V_4 Molex 3pol +24V_5 Molex 3pol +24V_6 Molex 3pol +24V_7 Molex 3pol +24V_8 Molex 3pol +24V_9 Molex 3pol +24V_10 Molex 3pol +24V_11 Molex 3pol +24V_12 Molex 3pol +24V_13 Molex 3pol +24V_14 Molex 3pol +24V_15 Molex 3pol +24V_16 Molex 3pol +24V_17 Molex 3pol +24V_18 Molex 3pol +24V_19 Molex 3pol +24V_20 Molex 3pol +24V_21 Molex 3pol +24V_22 Molex 3pol +24V_23 Molex 3pol +24V_24 Molex 3pol +24V_25 Molex 3pol +24V_26 Molex 3pol +24V_27 Molex 3pol +24V_28 Molex 3pol +24V_29 Molex 3pol +24V_30 Molex 3pol +24V_31 Molex 3pol +24V_32 Molex 3pol +24V_33 Molex 3pol +24V_34 Molex 3pol +24V_35 Molex 3pol +24V_36 Molex 3pol +24V_37 Molex 3pol +24V_38 Molex 3pol +24V_39 Molex 3pol +24V_40 Molex 3pol +24V_41 Molex 3pol +24V_42 Molex 3pol +24V_43 Molex 3pol +24V_44 Molex 3pol +24V_45 Molex 3pol +24V_46 Molex 3pol +24V_47 Molex 3pol +24V_48 Molex 3pol +24V_49 Molex 3pol +24V_50 Molex 3pol +24V_51 Molex 3pol +24V_52 Molex 3pol +24V_53 Molex 3pol +24V_54 Molex 3pol +24V_55 Molex 3pol +24V_56 Molex 3pol +24V_57 Molex 3pol +24V_58 Molex 3pol +24V_59 Molex 3pol +24V_60 Molex 3pol +24V_61 Molex 3pol +24V_62 Molex 3pol +24V_63 Molex 3pol +24V_64 Molex 3pol +24V_65 Molex 3pol +24V_66 Molex 3pol +24V_67 Molex 3pol +24V_68 Molex 3pol +24V_69 Molex 3pol +24V_70 Molex 3pol +24V_71 Molex 3pol +24V_72 Molex 3pol +24V_73 Molex 3pol +24V_74 Molex 3pol +24V_75 Molex 3pol +24V_76 Molex 3pol +24V_77 Molex 3pol +24V_78 Molex 3pol +24V_79 Molex 3pol +24V_80 Molex 3pol +24V_81 Molex 3pol +24V_82 Molex 3pol +24V_83 Molex 3pol +24V_84 Molex 3pol +24V_85 Molex 3pol +24V_86 Molex 3pol +24V_87 Molex 3pol +24V_88 Molex 3pol +24V_89 Molex 3pol +24V_90 Molex 3pol +24V_91 B Zuschaltplan Blatt 9890 906001 B Blatt 5 / 1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1/1Abb. 93: Bauschaltplan (5)
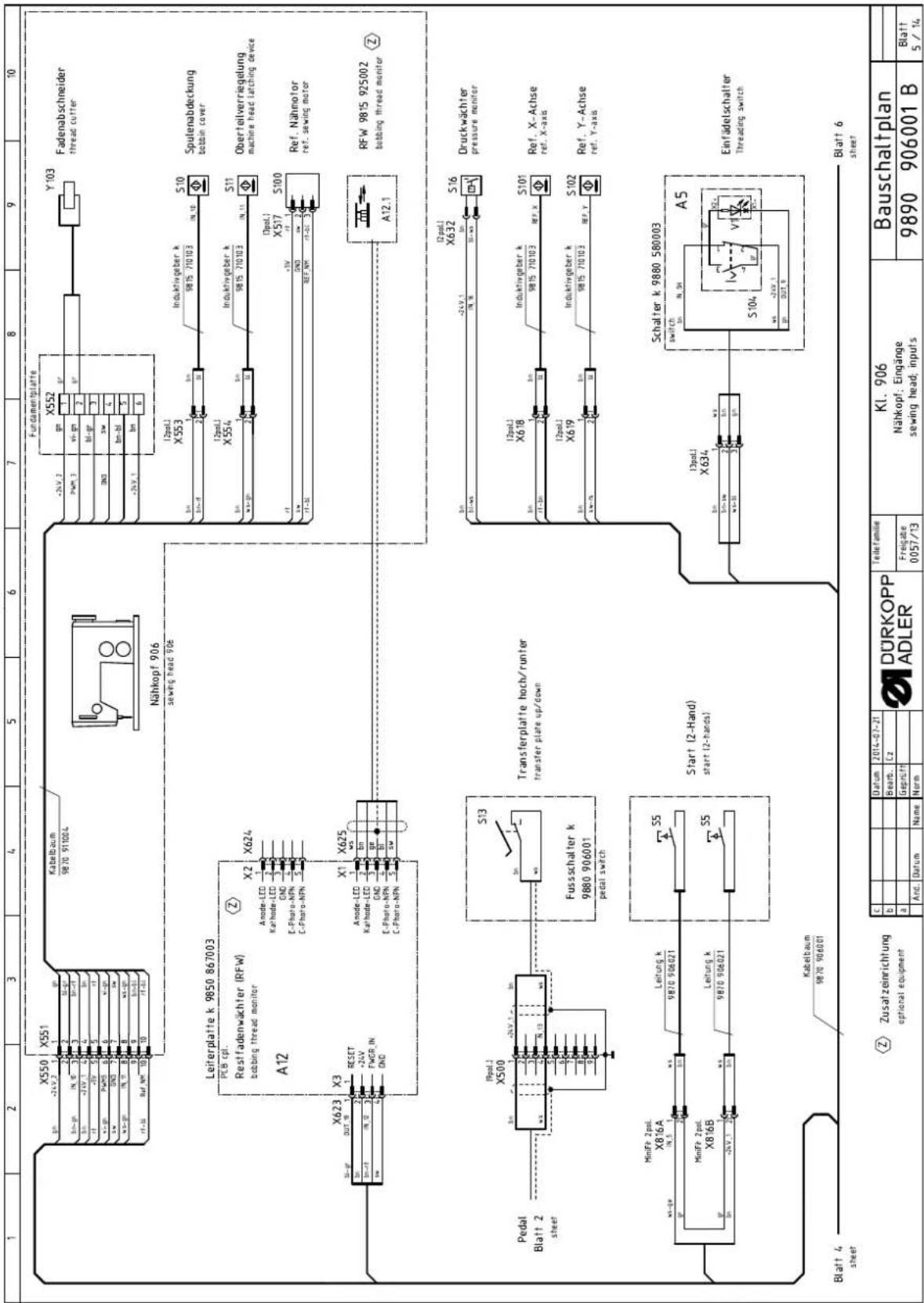
text_image
1 2 3 4 5 6 7 8 9 10 X550 X551 Jpn 24V,2 1 1 Jpn 23 V 2 2 Jpn 22 V 3 3 Jpn 21 V 4 4 Jpn 20 V 5 5 Jpn 19 V 6 6 Jpn 18 V 7 7 Jpn 17 V 8 8 Jpn 16 V 9 9 Jpn 15 V 10 10 Kabelbaum 9870 911004 Fundamentplatte X552 +24V,2 Jpn 1 Jpn PwM,3 vi-gp 2 vi-gp BI-gp 3 BI-gp DNO 4 SW 4 Jpn-24V,1 Jpn 6 Y103 Fadenabschneider thread cutter Nähkopf 906 sewing head 906 Leiterplatte k 9850 867003 PCB cpl. Restfadenwächter (RFW) bobbing thread monitor A12 X2 X624 Anode-LCD Kar-hode-LCD CND E-Photo-NPN C-Photo-NPN X1 X625 Anode-LCD Kar-hode-LCD CND E-Photo-NPN C-Photo-NPN S10 +24V,1 Ipn Induktivgeber k S10 S10 V 71010.3 IN,10 S11 Ipn Induktivgeber k S11 S11 V 71010.3 IN,11 Ipmol.1 X553 X554 Ipmol.1 S100 +1V S100 Ipn Induktivgeber k S100 S10 V 71010.3 IN,11 RFW 9815 925002 bobbing thread monitor A12.1 Spulenabdeckung bobbin cover Oberteilverriegelung machine head latching device Ref. Nähmotor ref. sewing motor RFW 9815 925002 bobbing thread monitor X623 X3 BUT,IN 1 RESET A2V FWR,IN CND X1 X625 BUT,IN BUT,IN CND X1 X625 A12.1 Pedal Blatt 2 sheet MpaI 1 X500 S13 S13 Ipn Induktivgeber k S16 Druckwächter pressure monitor Fussschalter k 9880 906001 transfer plate up/down pedal switch MinFP 2psi.X816A Leitung k S55 Start (2-Hand) Schalter k 9880 580003 Switch A5 Einfädelschalter Threading switch X816B Leitung k S55 start (2-hands) MinFP 2psi.X816B Leitung k S55 Start (2-hands) X816A Leitung k S55 Start (2-hands) MinFP 2psi.X816B Leitung k S55 Start (2-hands) X816A Leitung k S55 Start (2-hands) MinFP 2psi.X816B Leitung k S55 Start (2-hands) X816A Leitung k S55 Start (2-hands) X816B Leitung k S55 Start (2-hands) X816A Leitung k S55 Start (2-hands) X816B Leitung k S55 Start (2-hands) X816A Leitung k S55 Start (2-hands) X816B Leitung k S55 Start (2-hands) X816A Leitung k S55 Start (2-hand) X816B Leitung k S55 Start (2-hand) X816A Leitung k S55 Start (2-hand) X816B Leitung k S55 Start (2-hand) X816A Leitung k S55 Start (2-hand) X816B Leitung k S55 Start (2-hand) X816A Leitung k S55 Start (2-hand) X816B Leitung k S55 Start (both hands) X816A Leitung k S55 Start (both hands) X816B Leitung k S55 Start (both hands) X816A Leitung k S55 Start (both hands) X816B Leitung k S55 Start (both hands) X816A Leitung k S55 Start (both hands) X816B Leitung k S55 Start (both hands) X816A Leitung k S55 Start (both hands) X8i-ppd A## Datum Name Norm Anc Datum B#### Cz Gepnft Frigabe 0057/13 S104 -24V,1 sp OUT,9 Blatt 6 sheet Z Zusatzeinrichtung optional equipment Kiel. 906 DURKOPP ADLER Telefamilie Kl. 906 Nähkopf; Eingänge sewing head; inputs Bauschaltplan Blatt 9890 906001 BAbb. 94: Bauschaltplan (6)
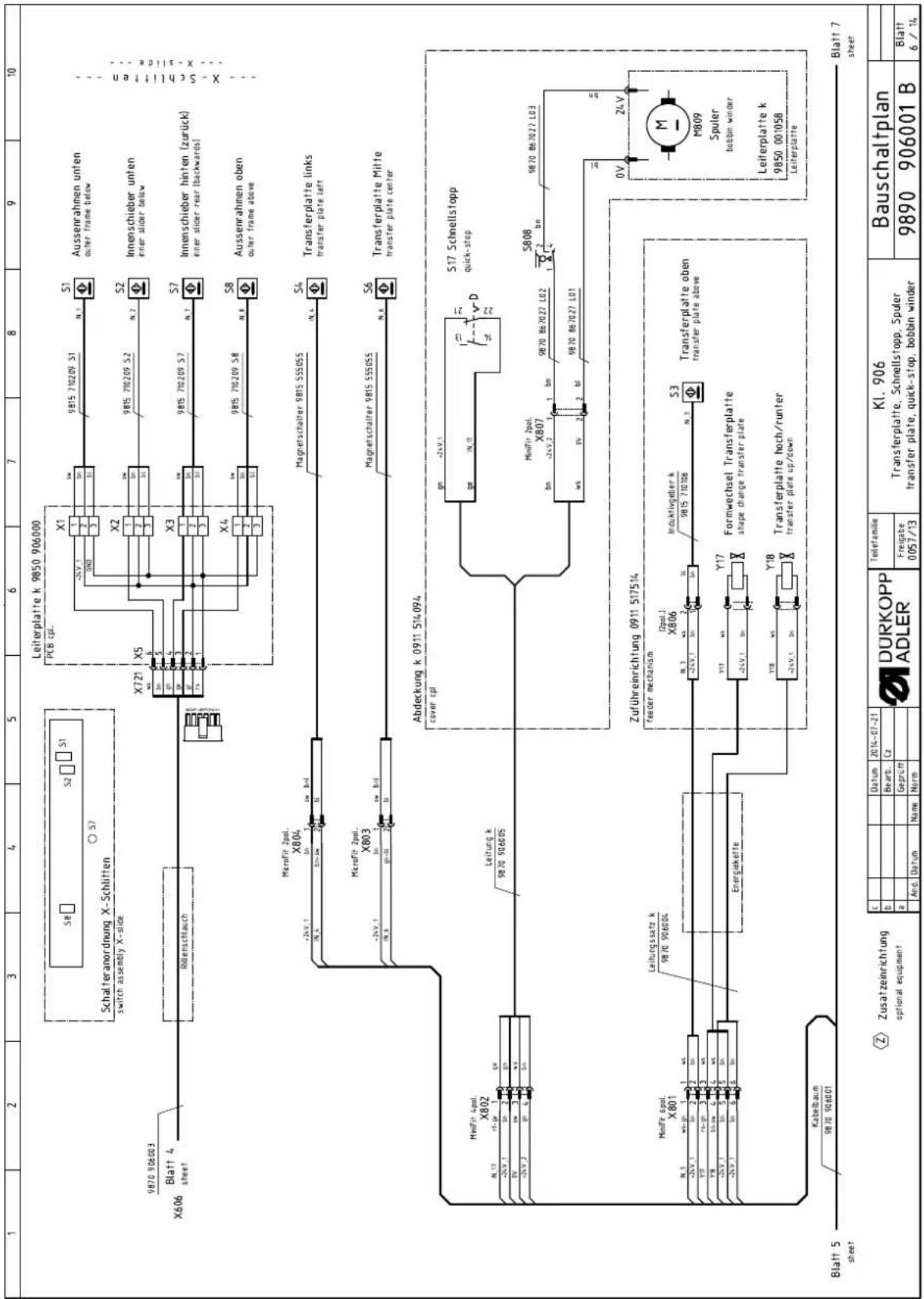
text_image
1 2 3 4 5 6 7 8 9 10 Leiterplatte k 9850 906000 PCB cpl. X1 9815 710209 S1 N.1 S1 Aussenrahmen unten outer frame below Schalteranordnung X-Schlitten switch assembly X-slide X721 X5 X2 9815 710209 S2 N.2 S2 Innenschieber unten inner slider below X3 9815 710209 S7 N.1 S7 Innenschieber hinten (zurück) inner slider rear (backwards) X4 9815 710209 S8 N.8 S8 Aussenrahmen oben outer frame above X-Schlitten X-Slide X606 Blatt 4 sheet Röllenschlauch MicroFit 2pol. X804 Magnetschalter 9815 555055 N.4 S4 Transferplatte links transfer plate left MicroFit 2pol. X803 Magnetschalter 9815 555055 N.6 S6 Transferplatte Mitte transfer plate center Abdeckung k 0911 514.094 cover cpl S17 Schnellstopp quick-stop Minifit 2pol. X807 S808 minifit 2pol. X801 S808 minifit 4pol. X802 Leitung k 9870 906005 Wt-gp 1 gm -2kV.1 bn gm -2kV.2 gm gm Wt-gp 1 gm Yt-gp 1 gm Yt-gp 1 gm Yt-gp 1 gm Yt-gp 1 gm Yt-gp 1 gm Yt-gp 1 gm Yt-gp 1 gm Yt-gp 1 gm Yt-gp 1 gm Yt-gp 1 gm Yt-gp 1 gm Yt-gp 1 gm Yt-gp/1 gm Yt-gp/1 gm Yt-gp/1 gm Yt-gp/1 gm Yt-gp/1 gm Yt-gp/1 gm Yt-gp/1 gm Yt-gp/1 gm Yt-gp/1 gm Yt-gp/1 gm Yt-gp/1 gm Yt-gp/1 gm Yt-gp/1 gm Zuführeinrichtung 0911 517514 feeder mechanism (2pol.) X806 Induktiveber k 9815 710206 N.3 S3 Transferplatte oben transfer plate above Formwechsel Transferplatte shape change transfer plate Transferplatte hoch/runter transfer plate up/cown Transferplatte hoch/runter transfer plate up/cown Transferplatte hoch/runter transfer plate up/cown Transferplatte hoch/runter transfer plate up/cown Transferplatte hoch/runter transfer plate up/cown Transferplatte hoch/runter transfer plate up/cown Transferplatte hoch/runter transfer plate up/cown Transferplatte hoch/runter transfer plate up/cown Transferplatte hoch/runter transfer plate up/cown Transferplatte hoch/runter transfer plate up/cown Transferrerleite KI. 906 Transferplatte, Schnellstopp, Spuler transfer plate, quick-stop, bobbin winder Bauschaltplan Kl. 906 Transferplatte, Schnellstopp, Spuler transfer plate, quick-stop, bobbin winder 9890 906001 B Blatt 6 / 14 Blatt 5 sheet Kabelbaum 9870 906001 Blatt 7 sheet ② Zusatzeinrichtung optional equipment C Datum 2014-07-21 DURKOPP ADLER Telefamilie Kl. 906 Transferplatte, Schnellstopp, Spuler transfer plate, quick-stop, bobbin winder Freigabe 0057/13 9890 906001 B Blatt 6 / 14Abb. 95: Bauschaltplan (7)
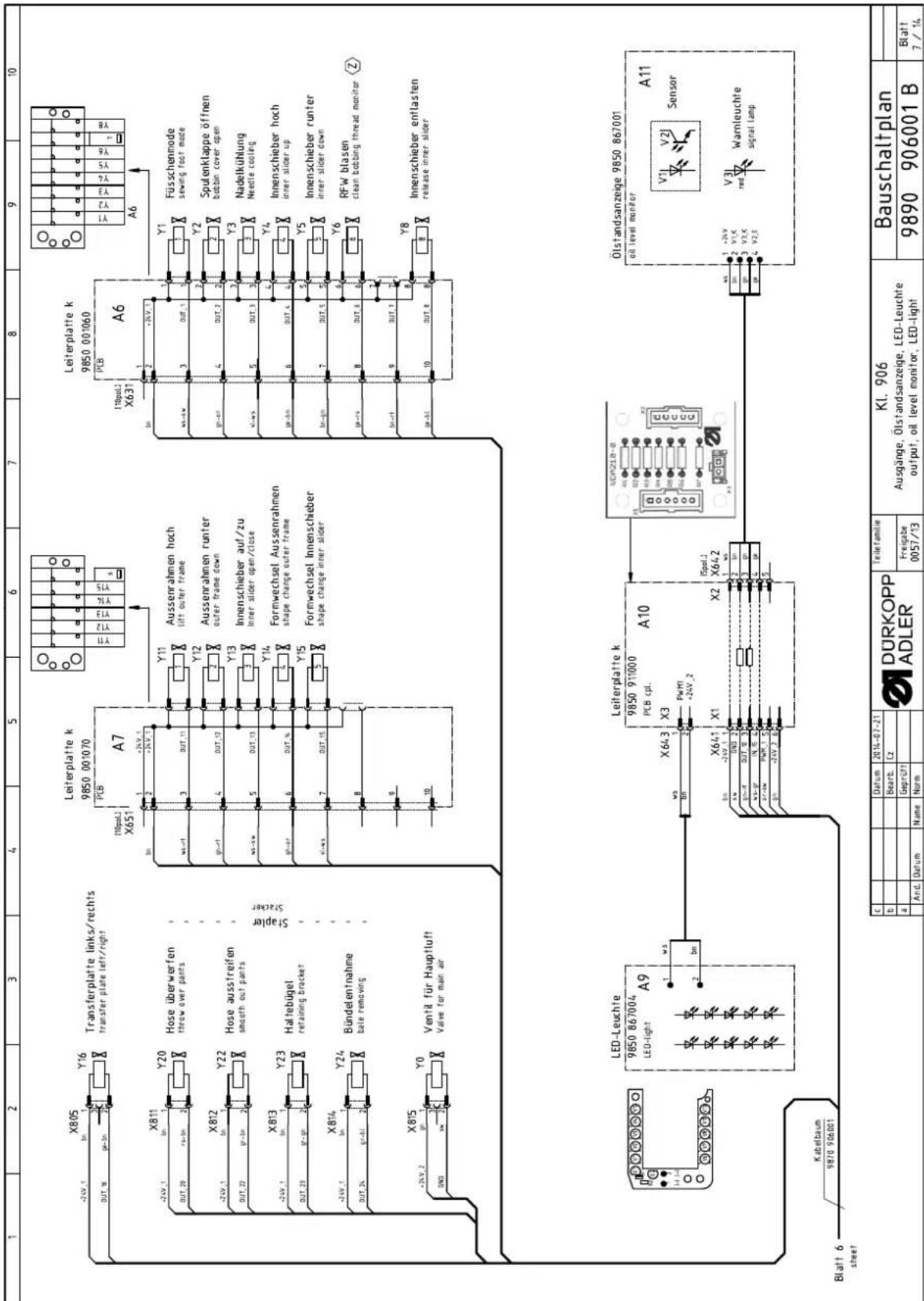
Abb. 96: Bauschaltplan (8)
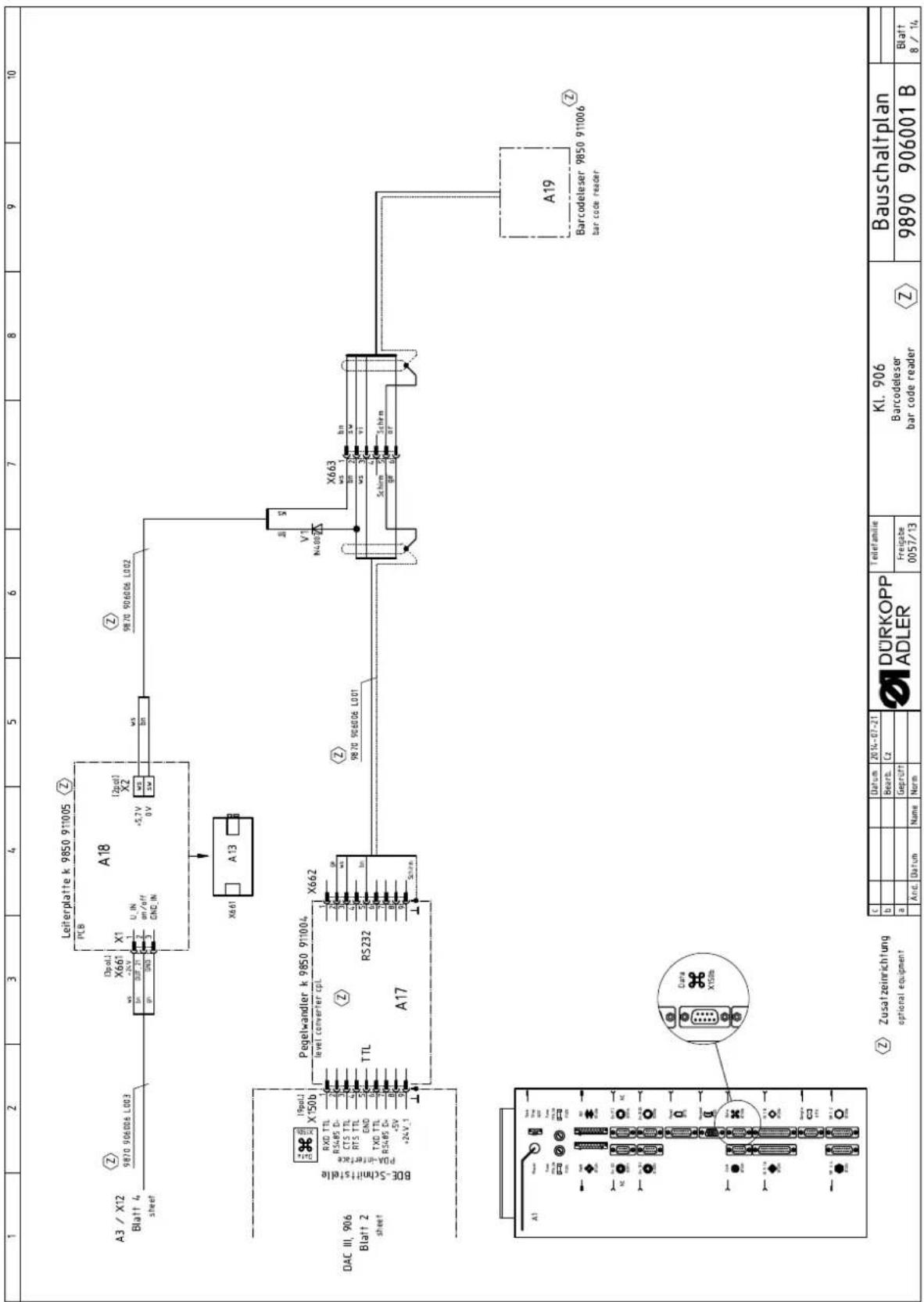
text_image
1 2 3 4 5 6 7 8 9 10 A3 / X12 Blatt 4 sheet Z 9870 906006 L003 Elpol J X661 +2V bn GND U_IN on/off GND_IN X1 A18 (2pol) X2 +5.2V 0V ws bn Z 9870 906006 L002 X861 A13 B DAC III, 906 Blatt 2 sheet BDE-Schnittstelle PDA-interface RXD TTL RS4/85 Dt CTS TTL RTS TTL CND TXD TTL RS4/85 Dt +5V +24V.1 19pol J X150b Pegelwandler k 9850 911004 level converter cpl. TTL Z RS232 A17 X662 gr bn Schre Z 9870 906006 L001 Si V1 N4087 X663 ws 1 bn 2 ws 3 vi 4 Schm 5 gdr 6 schm 7 af A19 Barcodeleser 9850 911006 bar code reader Z A1 Data X150b Z Zusatzeinrichtung optional equipment C: Datum 2014-07-21 DURKOPP ADLER Telefamilie Kl. 906 Barcodeleser Bauschaltplan DURKOPP ADLER Freigabe 9890 906001 B Blatt 8 / 14 Anc Datum Name Norm 0057/13Abb. 97: Bauschaltplan (9)
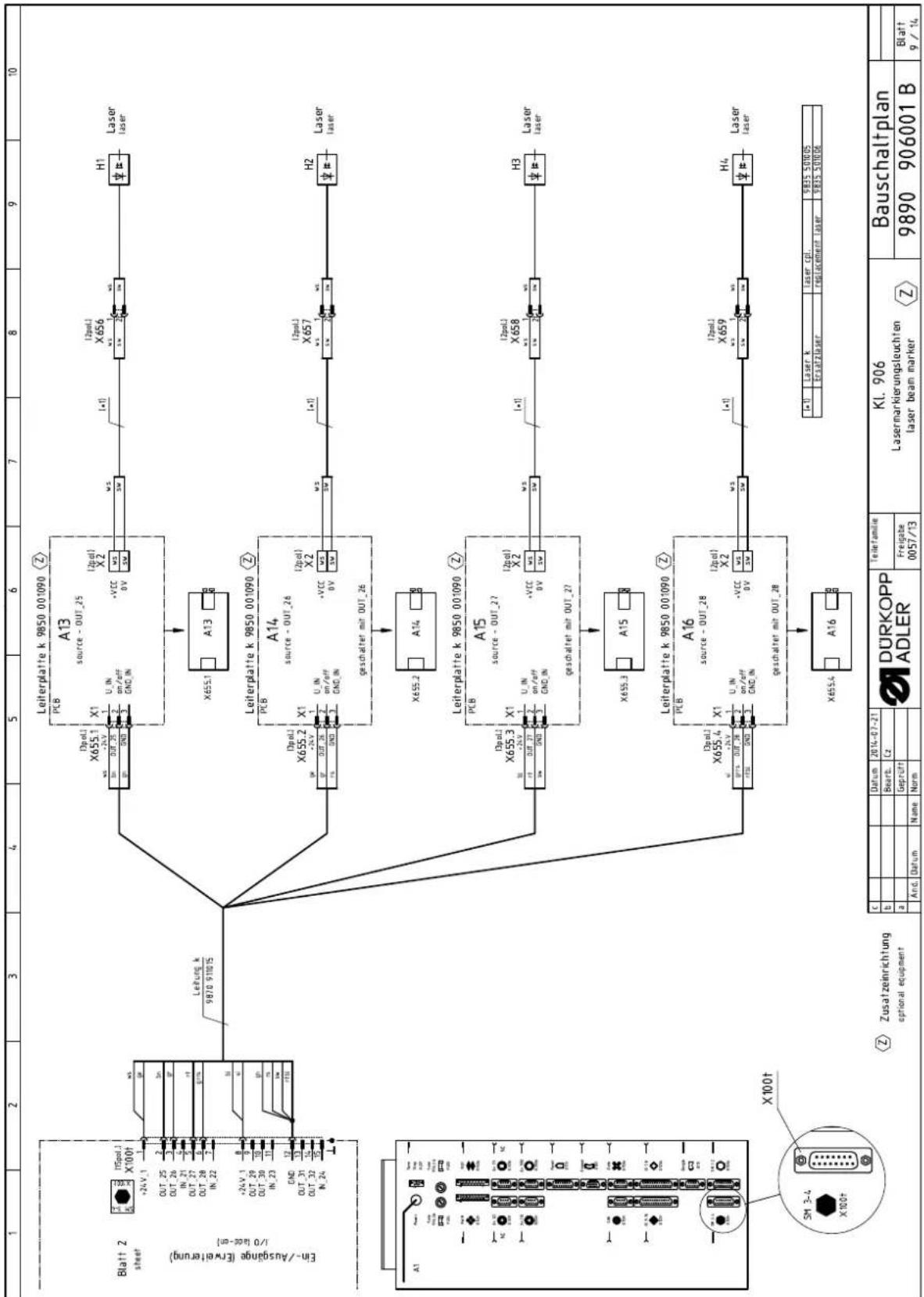
flowchart
graph TD
A["Blatt 2 sheet"] --> B["+24V_1"]
B --> C["OUT_25"]
C --> D["OUT_26"]
D --> E["IN_21"]
E --> F["OUT_27"]
F --> G["OUT_28"]
G --> H["IN_22"]
H --> I["+24V_1"]
I --> J["OUT_29"]
J --> K["OUT_30"]
K --> L["IN_23"]
L --> M["OUT_31"]
M --> N["OUT_32"]
N --> O["IN_24"]
O --> P["X100t"]
P --> Q["X100t +1"]
R["Ein-/Ausgänge Erweiterung /O (load-on)"] --> S["Leitung_k 9870 910015"]
T["Laser laser"] --> U["A13"]
U --> V["X655.1"]
V --> W["PLB source - OUT_25"]
W --> X["X1"]
X --> Y["U_IN"]
Y --> Z["on/off"]
Z --> AA["GND_IN"]
AA --> AB["-VCC 0V"]
AC["Laser laser"] --> AD["A14"]
AD --> AE["X655.2"]
AE --> AF["PLB source - OUT_26"]
AF --> AG["X1"]
AG --> AH["U_IN"]
AH --> AI["on/off"]
AI --> AJ["GND_IN"]
AJ --> AK["-VCC 0V"]
AL["Laser laser"] --> AM["A15"]
AM --> AN["X655.3"]
AN --> AO["PLB source - OUT_27"]
AO --> AP["X1"]
AP --> AQ["U_IN"]
AQ --> AR["on/off"]
AR --> AS["GND_IN"]
AS --> AT["-VCC 0V"]
AU["Laser laser"] --> AV["A16"]
AV --> AW["X655.4"]
AW --> AX["PLB source - OUT_28"]
AX --> AY["X1"]
AY --> AZ["U_IN"]
AZ --> BA["on/off"]
BA --> BB["GND_IN"]
BB --> BC["-VCC 0V"]
BD["Laser k"] --> BE["A16"]
BE --> BF["X655.4"]
BG["Laser cpl"] --> BH["9835 501005"]
BI["Bauschaltplan"] --> BJ["9890 906001 B"]
BK["Zusatzeinrichtung optional equipment"] --> BL["X100t +1"]
BM["Ancl. Datum Name Norm"] --> BN["X100t +1"]
Abb. 98: Bauschaltplan (10)
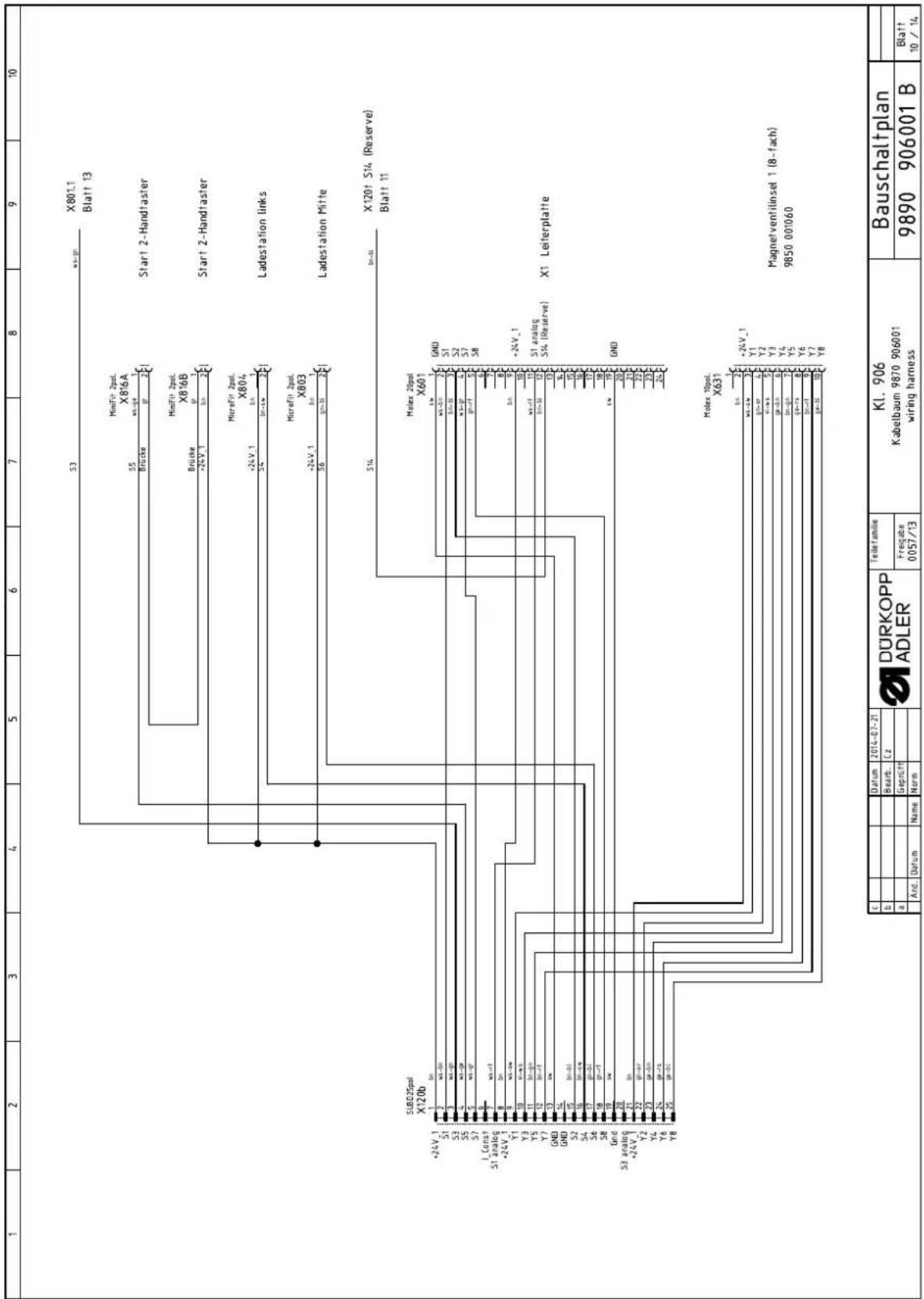
tree
| Node | Label | Description | |---|---|---| | 1 | Sub025pol | X120b | | 2 | +24V_1 | S1 analog | | 3 | w-tn | S3 | | 4 | w-tp | S5 | | 5 | w-tp | S5 | | 6 | w-tp | S5 | | 7 | w-tp | S7 | | 8 | w-tp | Y1 | | 9 | Wt-tp | Y3 | | 10 | Wt-tp | Y5 | | 11 | Wt-tp | Y7 | | 12 | Wt-tp | GND | | 13 | Wt-tp | GND | | 14 | Wt-tp | S4 analog | | 15 | Wt-tp | S4 | | 16 | Wt-tp | S4 | | 17 | Wt-tp | S6 | | 18 | Wt-tp | S8 | | 19 | Wt-tp | Gnd | | 20 | Wt-tp | S3 analog | | 21 | Wt-tp | +24V_1 | | 22 | Wt-tp | Y2 | | 23 | Wt-tp | Y4 | | 24 | Wt-tp | Y6 | | 25 | Wt-tp | Y8 | S3: w-gp: X801.1 Brücke: Brücke +24V_1: Brücke +24V_1: MicrFit 2pol. +24V_1: MicrFit 2pol. +24V_1: MicrFit 2pol. +24V_1: MicrFit 2pol. +24V_1: MicrFit 2pol. +24V_1: MicrFit 2pol. +24V_1: MicrFit 2pol. +24V_1: MicrFit 2pol. + -24V_1: MicrFit 2pol. + -24V_1: MicrFit 2pol. + -24V_1: MicrFit 2pol. + -24V_1: MicrFit 2pol. + -24V_1: MicrFit 2pol. + -24V_1: MicrFit 2pol. + -24V_1: MicrFit X801A +24V_1: MicrFit X801B +24V_1: MicrFit X804 +24V_1: MicrFit X803 +24V_1: MicrFit X803 + -24V_1: MicrFit X803 + -24V_1: MicrFit X803 + -24V_1: MicrFit X803 + -24V_1: MicrFit X803 + -24V_1: MicrFit X803 + -24V_1: MicrFit X803 + -24V.1: MicrFit X803 + -24V.1: MicrFit X803 + -24V.1: MicrFit X803 + -24V.1: MicrFit X803 + -24V.1: MicrFit X803 + -24V.1: MicrFit X803 + -24V.1: Mic rps + -24V.1: MicrFit X803 + -24V.1: MicrFit X803 + -24V.1: MicrFit X803 + -24V.1: MicrFit X803 + -24V.1: MicrFit X803 + -24V.1: MicrFit X803 + - -24V.1: MicrFit X803 + - -24V.1: MicrFit X803 + - -24V.1: MicrFit X803 + - -24V.1: MicrFit X803 + - -24V.1: MicrFit X803 + - -24V.1: MicrFit X803 Sub025pol X120b Molex 20pol X601 w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-tp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-pp w-PPX631 Molex 10pol. X631 wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn: wn : Wt-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w- Wt-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w- Wt-tp : +24V_1; w-tp : +24V_1; w-tp : +24V_1; w- Wt-tp : +24V_1; w-tp : +24V_1; w- Wt-tp : +24V_1; w- Wt-tp : +24V_1; w- Wt-tp : +24V_1; w- Wt-tp : +24V_1; w- Wt-tp : +24V_1; w- Wt-tp : +24V_1; w- Wt-tp : +24V_1; w- Wt-ppmX631 DURKOPP ADLER Teiler familie Kl. 906 Kabelbaum 9870 906001 wiring harness And. Datum Name Norm 9890 906001 B Bauschaltplan 9890 906001 B Blatt 10 / 14.Abb. 99: Bauschaltplan (11)
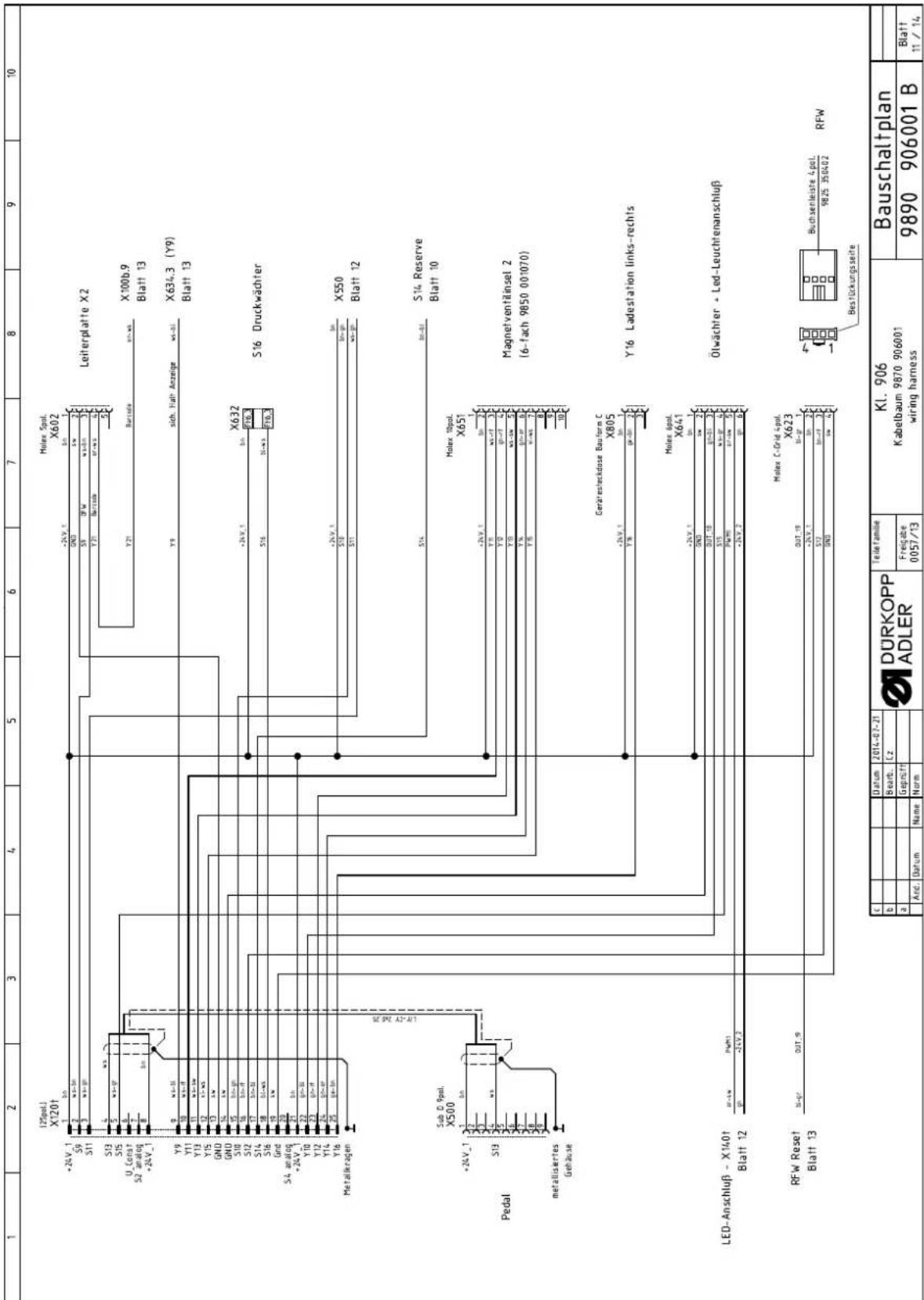
other
| Component | Label | Description | | :--- | :--- | :--- | | +24V_1 | 125pol.1 | X120t | | S9 | 3 | w-s-tn | | S11 | 3 | w-s-gp | | S13 | 5 | w-s-gp | | S15 | 5 | w-s-gp | | U_Cons† | 5 | w-s-gp | | S2 analog | 5 | w-s-gp | | +24V_1 | 7 | w-s-tn | | Y9 | 8 | w-s-tn | | Y11 | 10 | w-s-tn | | Y13 | 11 | w-s-tn | | Y15 | 12 | w-s-ws | | GND | 13 | sw | | GND | 15 | sw | | S10 | 16 | bn-gp | | S12 | 16 | bn-tn | | S14 | 17 | bn-tn | | S16 | 18 | bn-ws | | Gnd | 19 | sw | | S4 analog | 20 | bn | | +24V_1 | 21 | gn-tn | | Y10 | 22 | gn-tn | | Y12 | 23 | gn-tn | | Y14 | 24 | gn-tn | | Y16 | 25 | gn-tn | Metalikragen Sub C Spol. X500 +24V_1 S13 metallisertes Gehäuse LED-Anschluß - X1401 Blatt 12 RFW Reset Blatt 13 Molex Spol. X602 -2kV.1 GN0 S8 3F W w-wn Y21 Barcote sn-ws Y21 Barcote sn-ws Y9 sich. Halt Anzeige ws-tn X634.3 (Y9) Blatt 13 X100b.9 Blatt 13 X634.3 (Y9) Blatt 13 S16 Druckwächter X632 P16.9 S16 N-ws P16.9 X550 Blatt 12 S14 Reserve Blatt 10 Molex 10pol. X651 +2kV.1 Y0 w-wf Y0 gn-tn Y0 ws-wg Y% gm-gp Y% wn-ws Magnetventlinsel 2 (6-fach 9850 001070) Geräres/heckdose Bauform C X805 +2kV.1 Y% gm-gp Molex spol. X64.1 +2kV.1 GN0 wn-wg OUT.18 gn-tn S13 w-wg Pwmm wn-wg +2kV.2 gn-tn Molex C-Grid 4pol. X623 OUT.19 bn-gp Buchsenleiste 4pol. 9825 350402 RFW Bestrückungsseite Kl. 906 Kabelbaum 9870 906001 wiring harness Bauschaltplan 9890 906001 B Blatt 11 / 14 And: Datum Name NormAbb. 100: Bauschaltplan (12)

other
| Component | Value | | :--- | :--- | | Mini Combicon opol. X140_b | +24V_1 | | Mini Combicon opol. X140_b | +24V_2 | | Mini Combicon opol. X140_b | +24V_3 | | Mini Combicon opol. X140_b | +24V_4 | | Mini Combicon opol. X140_b | +24V_5 | | Mini Combicon opol. X140_b | +24V_6 | | Mini Combicon opol. X140_b | +24V_7 | | Mini Combicon opol. X140_b | +24V_8 | | Mini Combicon opol. X140_b | +24V_9 | | Mini Combicon opol. X140_b | +24V_10 | | Mini Combicon opol. X140_b | +24V_11 | | Mini Combicon opol. X140_b | +24V_12 | | MicroFt 2pol. X618 | -24V_1 | | MicroFt 2pol. X618 | -24V_2 | | MicroFt 2pol. X618 | -24V_3 | | MicroFt 2pol. X618 | -24V_4 | | MicroFt 2pol. X618 | -24V_5 | | MicroFt 2pol. X618 | -24V_6 | | MicroFt 2pol. X618 | -24V_7 | | MicroFt 2pol. X618 | -24V_8 | | MicroFt 2pol. X618 | -24V_9 | | MicroFt 2pol. X618 | -24V_10 | | MicroFt 2pol. X618 | -24V_11 | | MicroFt 2pol. X618 | -24V_12 | | MicroFt 2pol. X618 | -24V_13 | | MicroFt 2pol. X618 | -24V_14 | | MicroFt 2pol. X618 | -24V_15 | | MicroFt 2pol. X618 | -24V_16 | | MicroFt 2pol. X618 | -24V_17 | | MicroFt 2pol. X618 | -24V_18 | | MicroFt 2pol. X618 | -24V_19 | | MicroFt 2pol. X618 | -24V_20 | | MicroFt 2pol. X618 | -24V_21 | | MicroFt 2pol. X618 | -24V_22 | | MicroFt 2pol. X618 | -24V_23 | | MicroFt 2pol. X618 | -24V_24 | | MicroFt 2pol. X618 | -24V_25 | | MicroFt 2pol. X618 | -24V_26 | | MicroFt 2pol. X618 | -24V_27 | | MicroFt 2pol. X618 | -24V_28 | | MicroFt 2pol. X618 | -24V_29 | | MicroFt 2pol. X618 | -24V_30 | | MicroFt 2pol. X618 | -24V_31 | | MicroFt 2pol. X618 | -24V_32 | | MicroFt 2pol. X618 | -24V_33 | | MicroFt 2pol. X618 | -24V_34 | | MicroFt 2pol. X618 | -24V_35 | | MicroFt 2pol. X618 | -24V_36 | | MicroFt 2pol. X618 | -24V_37 | | MicroFt 2pol. X618 | -24V_38 | | MicroFt 2pol. X618 | -24V_39 | | MicroFt 2pol. X618 | -24V_40 | | MicroFt 2pol. X618 | -24V_41 | | MicroFt 2pol. X618 | -24V_42 | | MicroFt 2pol. X618 | -24V_43 | | MicroFt 2pol. X618 | -24V_44 | | MicroFt 2pol. X618 | -24V_45 | | MicroFt 2pol. X618 | -24V_46 | | MicroFt 2pol. X618 | -24V_47 | | MicroFt 2pol. X618 | -24V_48 | | MicroFt 2pol. X618 | -24V_49 | | MicroFt 2pol. X618 | -24V_50 | | MicroFt 2pol. X603 | +24V_1 | | MicroFt 2pol. X603 | +24V_3 | | MicroFt 2pol. X603 | +24V_5 | | MicroFt 2pol. X603 | +24V_7 | | MicroFt 2pol. X603 | +5V | | MicroFt 2pol. X603 | +5V (ref: V) | | MicroFt 2pol. X603 | +5V (ref: V) | | MicroFt 2pol. X603 | +5V (ref: V) | | MicroFt 2pol. X603 | +5V (ref: V) | | MicroFt 2pol. X603 | +5V (ref: V) | | MicroFt 2pol. X6O3 | +5V | | MicroFt 2pol. X6O3 | +5V (ref: V) | | MicroFt 2pol. X6O3 | +5V (ref: V) | | MicroFt 2pol. X6O3 | +5V (ref: V) | | MicroFt 2pol. X6O3 | +5V (ref: V) | | MicroFt 2pol. X6O3 | +5V (ref: V) | | Phenik crimp Spol. X604 | -24V_3, gm, PWM3, PWM5, PWM7, PWM9, PWM10, PWM11, PWM13, PWM15, PWM17, PWM19, PWM30, PWM33, PWM35, PWM37, PWM39, PWM40, PWM43, PWM45, PWM47, PWM50, PWM53, PWM55, PWM57, PWM59, PWM60, PWM63, PWM65, PWM67, PWM70, PWM73, PWM75, PWM77, PWM79, PWM80, PWM83, PWM85, PWM87, PWM90, PWM93, PWM95, PWM97, PWM99, PWM100, PWM103, PWM105, PWM107, PWM109, PWM110, PWM113, PWM115, PWM117, PWM119, PWM120, PWM123, PWM125, PWM127, PWM130, PWM133, PWM135, PWM137, PWM139, PWM140, PWM143, PWM145, PWM147, PWM149, PWM150, PWM153, PWM155, PWM157, PWM159, PWM160, PWM163, PWM165, PWM167, PWM169, PWM170, PWM173, PWM175, PWM177, PWM179, PWM180, PWM183, PWM185, PWM187, PWM189, PWM190, PWM193, PWM195, PWM197, PWM199, PWPentil Hauptuft Spuler Blatt 13 sheet | Verbindung zu Kabelbaum 9870 9I1004 Verbindung zu Kabelbaum 9870 9I1004 Magnetventil Hauptuft Spuler Blatt 13 sheet LED-Anschluß-X6x4l Blatt 1l LED-Anschluß-X6x4l Blatt 1l LED-Anschluß-X6x4l Blatt 1l LED-Anschluß-X6x4l Blatt 1l LED-Anschluß-X6x4l Blatt 1l LED-Anschluß-X6x4l Blatt 1l LED-Anschluß-X6x4l Blatt 1l LED-Anchluß-X6x4l Blatt 1l LED-Anchluß-X6x4l Blatt 1l LED-Anchluß-X6x4l Blatt 1l LED-Anchluß-X6x4l Blatt 1l LED-Anchluß-X6x4l Blatt 1l LED-Anchluß-X6x4l Blatt 1l LED-Anchluß-X7x7b Blatt 1l LED-Anchluß-X7x7b Blatt 1l LED-Anchluß-X7x7b Blatt 1l LED-Anchluß-X7x7b Blatt 1l LED-Anchluß-X7x7b Blatt 1l LED-Anchluß-X7x7b Blatt 1l LED-Anchluß-X7x7b Blatt 3d LED-Anchluß-X7x7b Blatt 3d LED-Anchluß-X7x7b Blatt 3d LED-Anchluß-X7x7b Blatt 3d LED-Anchluß-X7x7b Blatt 3d LED-Anchluß-X7x7b Blatt 3d LED-Anchluß-X7x7b Blatt 3d LED-Ancnnase entferren * Codiernase entferren * Codiernase entferren * Codiernase entferren * Codiernase entferren * Codiernase entferren * Codiernase entferren * Codiernase entferren * Codiernase entferren * Codiernase entferren * Codiernase entferren * Codiernase entferren * Codiernasen-entferren * Codiernasen-entferren * Codiernasen-entferren * Codiernasen-entferren * Codiernasen-entferren * Codiernasen-entferren * Codiernasen-entferren * Codiernasen-entferren * Codiernasen-entferren * Codiernasen-entfremen * Codiernasen-entfremen * Codiernasen-entfremen * Codiernasen-entfremen * Codiernasen-entfremen * Codiernasen-entfremen * Codiernasen-entfremen * Codiernasen-entfremen * Codiernasen-entfremen * Cadiernasen-entfremen * Cadiernasen-entfremen * Cadiernasen-entfremen * Cadiernasen-entfremen * Cadiernasen-entfremen * Cadiernasen-entfremen * Cadiernasen-entfremen * Cadiernasen-entfremen * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * Cadiernasen- * DURKOPP ADLER Tellefamilie Kl. 906 Kabelbaum 9870 906001 wiring harness Bauschaltplan Blatt 9890 906001 B Blatt 9890 906000 BAbb. 101: Bauschaltplan (13)
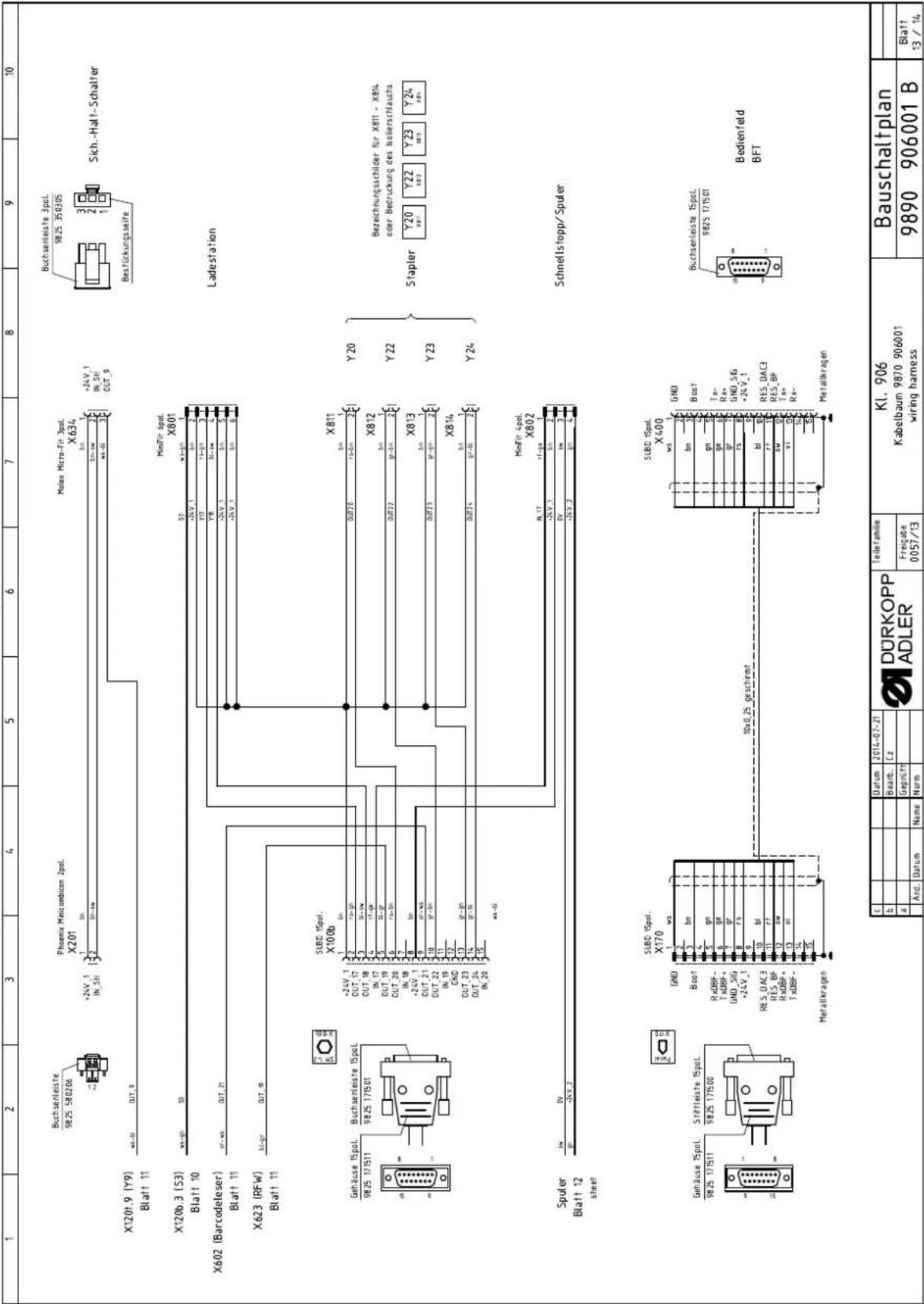
other
| Component | Pin Label | Pin Color | Wire Color | | :--- | :--- | :--- | :--- | | Schalter | X602 (Barcodeleser) | - | - | | Barceler | X602 (Barcodeleser) | - | - | | Stapler | X811 (Barceler) | - | - | | BFT | X811 (Barceler) | - | - | | Ladenstation | X801 (Barceler) | - | - | | Sich.-Halt-Schalter | X801 (Barceler) | - | - | | Stapler | X813 (Barceler) | - | - | | Stapler | X814 (Barceler) | - | - | | Schemelstoff/Sputer | X802 (Barceler) | - | - | | Bedienfeld | X170 (Barceler) | - | - | | Schalter | X170 (Barceler) | - | - | | Barceler | X170 (Barceler) | - | - | | Stapler | X170 (Barceler) | - | - | | Stapler | X170 (Barceler) | - | - | | Schemelstoff/Sputer | X170 (Barceler) | - | - | | Bedienfeld | X170 (Barceler) | - | - | | Schemelstoff/Sputer | X170 (Barceler) | - | - | | Bedienfeld | X170 (Barceler) | - | - | | Schemelstoff/Sputer | X170 (Barceler) | - | - | | Bedienfeld | X170 (Barceler) | - | - | | SChemelstoff/Sputer | X170 (Barceler) | - | - | | Bedienfeld | X170 (Barceler) | - | - | | Schemelstoff/Sputer | X170 (Barceler) | - | - | | Bedienfeld | X170 (Barceler) | - | - | | SChemelstoff/Sputer | X170 (Barceler) | - | 10x0.25 geschruf. | Theleitfahle: Kl. 906 Kabelbaum 9870 906001 wiring harness: Buchsenleiste 3pol. 9825 358305: 3/2/1 Bestückungsseite: Sich.-Halt-Schalter Blatt 11: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h; +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: +2kV-1 IN_5h: 10x0.25 geschruf. : DURKOPP ADLER : 9890 906001 B : 9890 906001 B : 9890 906001 B : 9890 906001 B : 9890 906001 B : 9890 906001 B : 9890 906001 B : 9890 906001 B : N/A / N/A Teilefahle: Bauschaltplan Blatt 13 / 14: Kabelbaum 9870 906001 wiring harness Anc. Datum Name Norm Gebnüff Freigabe 0057/13Abb. 102: Bauschaltplan (14)
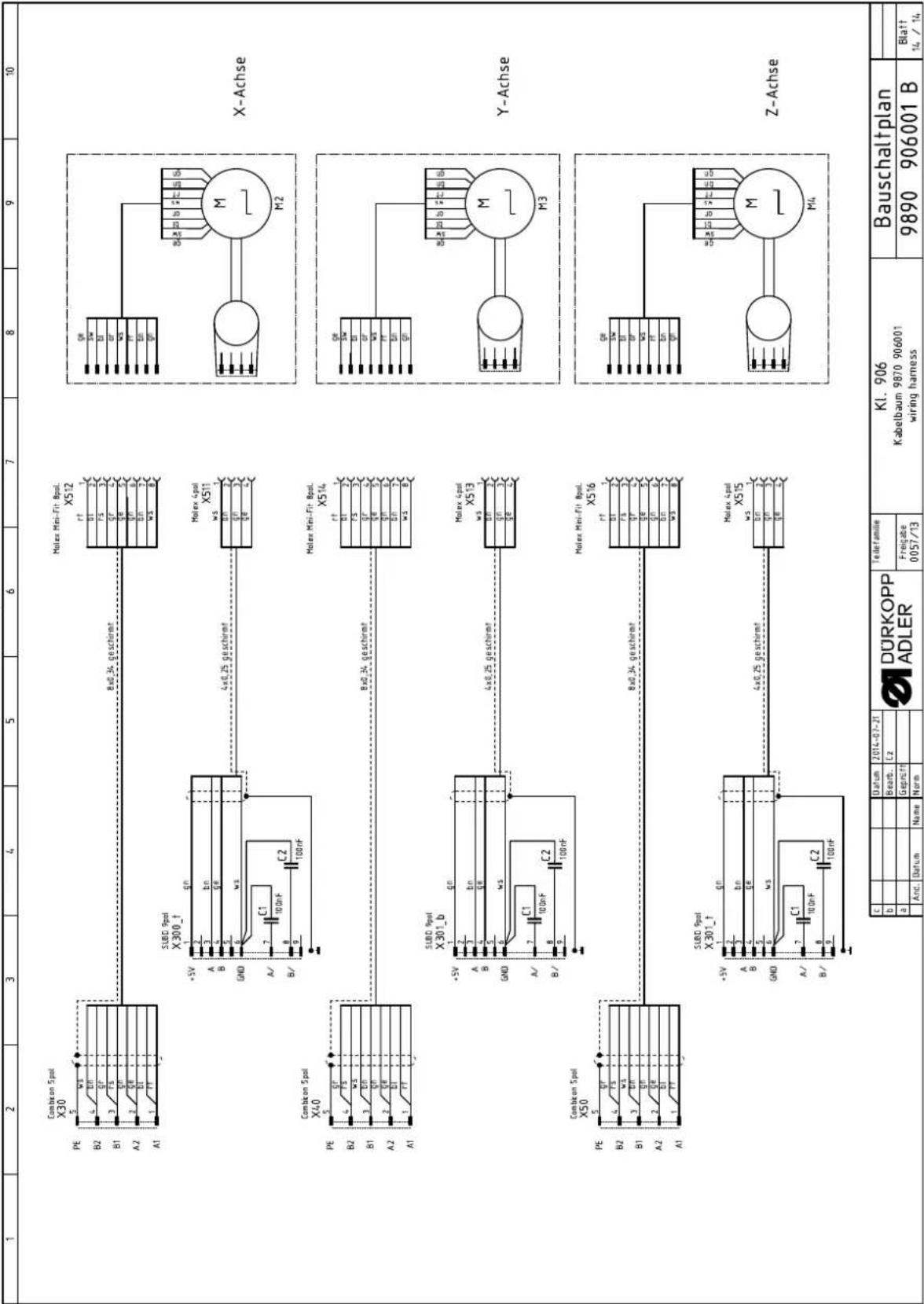
Abb. 103: Pneumatikplan (1)
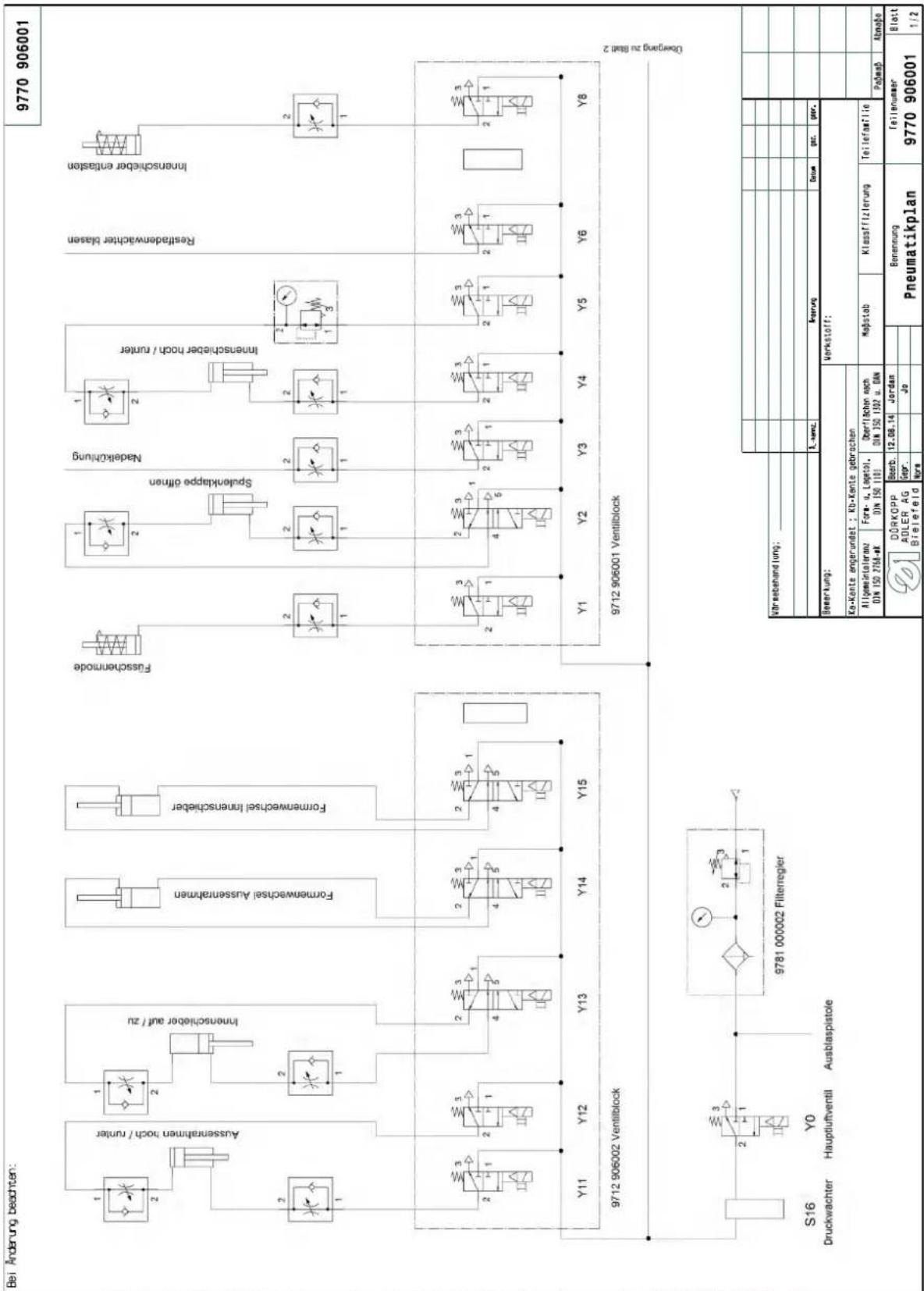
| La Grenancete (EUR/€15) | |
| In Mietakländige (Lücke 4. KRT, Sädenkals, (EUR/€15)) | |
| Allgemeine nicht erloten zu 20 für Rösenste von kunden übernahmen und konnen werden krediten der lang erleuktete in de 10:10.2. Ein lang lekturien aus 10:10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.10.2. €3.0000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000 | |
Abb. 104: Pneumatikplan (2)
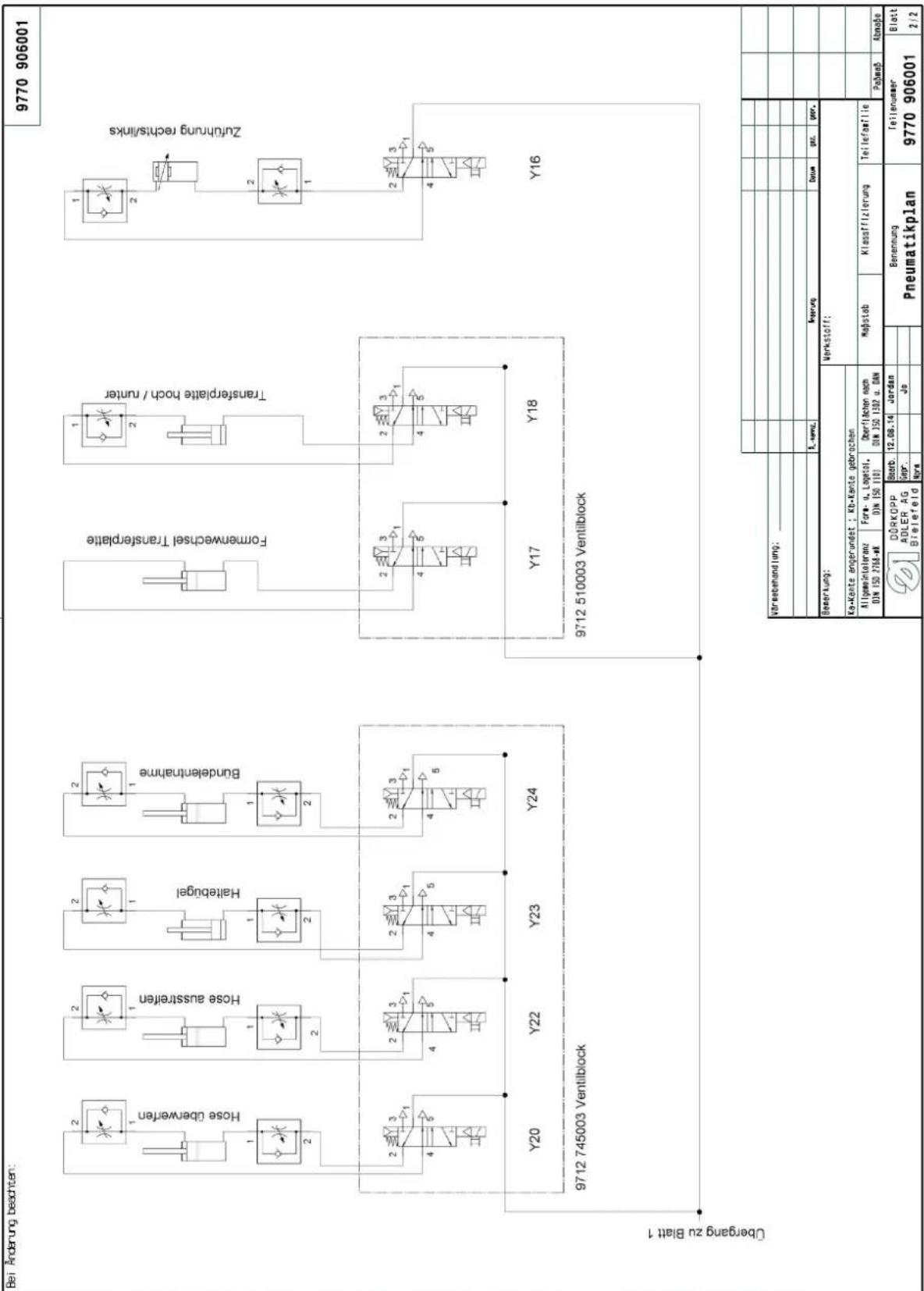
text_image
9770 906001 Bei Änderung beizerten: Übergang zu Blatt 1 Zuohung rechts/links Y16 Y17 Y18 Transferplatte hoch / unter Formenwchsel Transferplatte Y24 Y23 Y22 Y20 9712 510003 Ventilblock Vitrebenandung: _ Bereinigung: K+Kente angegrundt ; K+Kente gebrochen Hilmpenstätigkeit DN 150 174-44 Fors. 4, kwestl. DN 150 174-44 Sach. 12.08.14 Mach. 12.08.14 Klassifizierung DN 150 174-44 Prennung Pneumatikplan 9770 906001 Blett 1/2 DÜRKOPP ADLER AG Blieferelö Jes Jes Teileferräte Poland flange
Potsdamer Straße 190
33719 Bielefeld
GERMANY
Phone +49 (0) 521 / 925-00
E-mail service@duerkopp-adler.com
www.duerkopp-adler.com

BLUECOMPETENCE
Alliance Member