
878-M PREMIUM - šicí stroj Dürkopp Adler - Bezplatný návod k obsluze
Najděte návod k zařízení zdarma 878-M PREMIUM Dürkopp Adler ve formátu PDF.

Dotazy uživatelů ohledně 878-M PREMIUM Dürkopp Adler
0 otázka o tomto zařízení. Odpovězte na ty, které znáte, nebo položte vlastní.
Položte novou otázku o tomto zařízení
Stáhněte si návod pro váš šicí stroj ve formátu PDF zdarma! Najděte svůj návod 878-M PREMIUM - Dürkopp Adler a vezměte svůj elektronický přístroj zpět do rukou. Na této stránce jsou zveřejněny všechny dokumenty potřebné k používání vašeho zařízení. 878-M PREMIUM značky Dürkopp Adler.
NÁVOD K OBSLUZE 878-M PREMIUM Dürkopp Adler
878-M PREMIUM Servisní návod

Všechna práva vyhrazena.
Vlastnictví společnosti Dürkopp Adler GmbH, chráněné autorskými právy. Jakákoli reprodukce tohoto obsahu, a to i formou výňatků, je bez předchozího písemného souhlasu společnosti Dürkopp Adler GmbH zakázána.
1.1 Komu je tento návod určen? 7
1.2 Dohodnuté znázornění – symboly a značky 7
1.3 Další dokumenty 9
1.4 Ručení 9
2 Bezpečnost....11
2.1 Základní bezpečnostní pokyny 11
2.2 Signální slova a symboly ve výstražných upozorněních...... 12
3 Základy práce.... 15
3.1 Pořadí nastavení.... 15
3.2 Pokládka kabelového vedení.... 15
3.3 Blokování chodu stroje 16
3.4 Odstranění krytů 17
3.4.1 Přístup do spodní části stroje 17
3.4.2 Sejmutí a nasazení krytů ramena 18
3.4.3 Sejmutí a nasazení čelního krytu....19
3.4.4 Sejmutí a nasazení krytu ventilů 19
3.4.5 Demontáž a montáž stehové desky.... 20
3.4.6 Demontáž a montáž kruhového podavače 21
3.5 Plošky na hřídelích 22
3.6 Aretace stroje.... 23
3.7 Nastavení ručního kola do určité polohy....24
4 Nastavení stupnice ručního kola....25
5 Nastavení polohy hřidele ramena 26
6 Nastavení polohy řemenic 27
6.1 Nastavení polohy horní řemenice 27
6.2 Nastavení polohy dolní řemenice 28
7 Seřízení jehelní tyče 29
7.1 Boční vyrovnání kulisy jehelní tyče 29
7.2 Úhlová poloha jehelníku jednojehlového stroje 31
8 Seřízení kolečkové patky 32
9 Vodiče jehel dvoujehlových strojů....35
10 Seřízení chapače a jehelní tyče 36
10.1 Výška chapače 36
10.2 Nastavení zacházky chapače 37
10.3 Nastavení výšky jehelní tyče 39
10.4 Nastavení boční vzdálenosti chapače 40
10.5 Nastavení chránění jehly 41
10.6 Nastavení utvářeče smyčky 42
11 Nastavení otevírání středního dílu chapače....43
11.1 Nastavení velikosti otevření....44
11.2 Nastavení okamžiku otevření 45
12 Nastavení napětí horní nitě....46
12.1 Nastavení regulátoru horní nitě 46
12.2 Nastavení vyrovnávací pružiny nitě 47
12.3 Nastavení čepu nit'ového mechanismu 48
12.4 Elektronické napínače horní nitě 48
13 Navíječ 49
13.1 Nastavení kolečka navíječe vůči řemenici 49
13.2 Nastavení navíječe 50
13.3 Nastavení vedení spodní nitě 53
14 Odstřih nití....54
14.1 Nastavení výšky nožů, poloha pevného nože ....54
14.2 Výchozí poloha pohyblivého nože 56
14.3 Nastavení krátkého odstřihu nití ..... 57
14.4 Nastavení vačky odstřihu....58
14.5 Přidržovací pružina spodní nitě 59
15 Nastavení pojistné spojky.... 60
15.1 Zaskočení pojistné spojky....60
15.2 Nastavení točivého momentu 61
16 Integrovaný motor 62
16.1 Demontáž motoru 62
16.1.1 Demontáž ručního kola a příruby ručního kola 62
16.1.4 Nasazení krytu.... 64
16.1.5 Montáž ručního kola 65
17 Programování ovládacího panelu OP3000.... 67
17.1 Vyvolání úrovně technika....67
17.2 Struktura softwaru....67
17.3 Podmenu Zamknutí úrovně technika ( Tech.Zamknuto) ...... 68
17.4 Podmenu Výběr parametrů (VyvolatParametr) 68
17.5 Podmenu Přednastavení programu ( Predvolba prog.).... 69
17.5.1 Nastavení parametru Délka stehu ( Delka Stehu) 70
17.5.2 Nastavení parametru Přítlak patky ( PritlakPatk).... 70
17.5.3 Nastavení parametru Napětí horní nitě (Napeti Nite) - volitelné vybavení.... 71
17.5.4 Nastavení parametru Typ difference ( TypDifference).... 71
17.5.5 Nastavení parametru Stupně diferencování ( Diference)....71
17.5.6 Nastavení parametru Počáteční zapošití (StartZapositi)....72
17.5.7 Nastavení parametru Koncové zapošití ( KonecZapositi).... 72
17.5.8 Nastavení parametru Odstřih nitě (Odstrih Nite).... 72
17.5.9 Nastavení parametru Počítadlo ks za den ( Kusu za den)...... 72
17.6 Podmenu Konfigurace stroje ( Konfig.stroje).... 73
17.6.1 Nastavení parametru Odstřih nitě (Odstrih Nite).... 74
17.6.2 Nastavení parametru Svorka nitě ( Brzda nite).... 75
17.6.3 Nastavení parametru Otáčky ( Rychlost).... 77
17.6.4 Nastavení parametru Polohy pro zastavení ( StopPozice).... 77
17.6.5 Nastavení parametru Kolečková patka ( Patka).... 78
17.6.6 Nastavení parametru Ořez okrajů (Orez) 78
17.6.7 Nastavení parametru Napětí horní nitě (Napeti Nite).... 79
17.6.8 Nastavení parametru Délka stehu ( Delka Stehu) 81
17.6.9 Nastavení parametru Cívka (Civka) 81
17.6.10 Nastavení parametru Přídržná síla motoru (PridrzSilaMotor) 82
17.6.11 Nastavení parametru Pedál (Pedal) 83
17.6.12 Nastavení parametru Chlazení jehly (Chlazení jehly) 83
17.6.13 Nastavení parametru Sřední vodič (StredovyVodic) 84
17.6.14 Nastavení parametru Boční vodič (Bocni vodic) 84
17.6.15 Nastavení parametru Rozpoznání tloušťky materiálu (Sila materialu) 85
17.6.16 Nastavení parametru Korekce působení vysokých otáček (Vliv Rychlosti) 85
17.6.17 Nastavení parametru Světelná závora (Svetel.Zavora) 85
17.6.18 Nastavení parametru Délka sekce (ModMereniSekce)...... 86
17.6.19 Nastavení parametru Režim navlékání nitě (Navlek nite)...... 86
17.6.20 Nastavení parametru Blokování chodu (BlokovaniChodu) ...... 87
17.6.21 Nastavení parametru Diferencování (Diference) 87
17.6.22 Nastavení parametru Manuální zapošití (Manual Zapositi) ..... 87
17.7 Podmenu Uživatelská konfigurace ( Konfig.uzivatel).... 88
17.7.1 Nastavení parametru Volba jazyka ( Jazyk) 89
17.7.2 Nastavení parametru Náhled parametru ( UkazCisloPara) ...... 89
17.7.3 Nastavení parametru Konfigurace vstupů ( Konfig. vstupu) ...... 90
17.7.4 Nastavení parametru Konfigurace výstupů (Konfig.Vyst)...... 92
17.7.5 Nastavení parametru Přídavné vstupy/výstupy ( Pridat I/O) ...... 93
17.7.6 Nastavení parametru Čtečka čárových kódů (CteckaCarKodu) .... 96
17.7.7 Nastavení parametru Rozhraní ( CteckaRozhrani)...... 96
17.7.8 Nastavení parametru Funkce stehů ( FunkceStehu) ...... 96
17.7.9 Nastavení parametru Programy ( Programy) 97
17.7.10 Nastavení parametru Elektronické ruční kolo (Elekt.Kolo)...... 97
17.7.11 Nastavení parametru Přístupová práva (Zamknuti).... 98
17.7.12 Nastavení parametru QONDAC (QONDAC).... 99
17.7.13 Nastavení parametru Ikonové menu (Ikonove Menu).... 100
17.7.14 Nastavení parametru Kontrast (Kontrast) 100
17.7.15 Nastavení parametru Jas (Jas) 100
17.8 Podmenu Servis ( Servis).... 101
17.8.1 Nastavení parametru Multitest (Multi-test).... 101
17.8.2 Nastavení parametru Servisní rutina ( Nastaveni).... 105
17.8.3 Nastavení parametru Kalibrace (Kalibrace).... 106
17.8.4 Nastavení parametru Nastavení mezery mezi patkou a podavačem (NulVyskapatky) 107
17.8.5 Zobrazení parametru Seznam chyb ( Chybovy zaznam)...... 107
17.9 Podmenu Počítadlo ( Pocitadlo).... 108
17.10 Podmenu Reset dat ( Reset).... 108
17.11 Podmenu Transfer dat ( Prenos dat).... 109
17.11.1 Nastavení parametru Všechna data (Vsechna data) 109
17.11.2 Nastavení parametru Pouze data (Pouze data).... 111
17.11.3 Nastavení parametru Programy (Programy) 112
17.11.4 Uložení parametru Seznam chyb (Chybovy zaznam).... 114
17.12 Volba typu napínačové desky 115
17.13 Provedení aktualizace softwaru.... 116
18 Programování ovládacího panelu Commander ..... 119
18.1 Přihlášení technika 119
18.2 Přihlášení uživatele.... 120
18.2.1 Přihlášení pomocí jména uživatele a hesla 121
18.2.2 Přihlášení pomocí USB.... 121
18.2.3 Přihlášení pomocí čipu NFC (volitelně) 122
18.3 Provedení všeobecných nastavení (přístup technika).... 123
18.4 Nastavení Konfigurace stroje 125
18.4.1 Nastavení parametru Odstřih nitě 127
18.4.2 Nastavení parametru Svorka horní nitě 131
18.4.3 Nastavení parametru Rychlost šití 134
18.4.4 Nastavení parametru Pozice zastavení 135
18.4.5 Nastavení parametru Zdvih patky 135
18.4.6 Nastavení parametru Napětí horní nitě 136
18.4.7 Nastavení parametru Délka stehu 138
18.4.8 Nastavení parametru RFW/SSD 140
18.4.9 Nastavení parametru Přídržná síla motoru 141
18.4.10 Nastavení parametru Pedál 142
18.4.11 Nastavení parametru Chlazení jehly 143
18.4.12 Nastavení parametru Podávání válci 143
18.4.13 Nastavení parametru Boční vodič díla 147
18.4.14 Nastavení parametru Rozpoznání tloušťky materiálu 148
18.4.15 Nastavení parametru Korekce vlivu rychlosti 149
18.4.16 Nastavení parametru Světelná závora 149
18.4.17 Nastavení parametru Režim segmentu švu 150
18.4.18 Nastavení parametru Režim navlékání nitě 150
18.4.19 Nastavení parametru Blokování chodu 150
18.4.20 Nastavení parametru Manuální zapošívání 151
18.4.21 Nastavení parametru Elektronické ruční kolo 151
18.4.22 Nastavení parametru Diferencování 152
18.4.23 Nastavení parametru Ořez okrajů 152
18.4.24 Nastavení parametru Najetí referenční polohy 153
18.4.25 Nastavení parametru Ruční skener 154
18.4.26 Nastavení parametru Rozhraní 155
18.4.27 Nastavení parametru Konfigurace vstupů/výstupů 156
18.4.28 Nastavení parametru Konfigurace doplňkových vstupů/výstupů ..... 159
18.5 Nastavení Standardní hodnoty programu 162
18.6 Nastavení Konfigurace obsluhou 164
18.6.1 Management uživatele.... 164
18.6.2 Role - konfigurace hlavní obrazovky.... 170
18.6.3 Role - konfigurace stavové lišty 171
18.7 Použití funkce Manuální prěnos dat 172
18.8.2 Nastavení 180
18.8.3 Multitest 181
18.8.4 QONDAC 184
18.8.5 Reset 185
18.8.6 Sít 186
18.8.7 Pamět hlášení 186
18.9 Informace 187
18.10 Provedení Aktualizace softwaru 189
19 Údržba.... 191
19.1 Čištění.... 192
19.2 Mazání 194
19.2.1 Mazání hlavy stroje.... 195
19.2.2 Nastavení mazání chapače 196
19.3 Údržba pneumatického systému 197
19.3.1 Nastavení provozního tlaku 197
19.3.2 Vypuštění směsi vody a oleje 198
19.3.3 Čištění filtrační vložky 199
19.4 Seznam dílů....200
20 Odstavení stroje z provozu.... 201
21 Likvidace 203
22 Odstraňování poruch 205
22.1 Zákaznický servis 205
22.2 Poruchy v průběhu šití 206
22.3 Hlášení softwaru.... 207
22.4 Chyba v softwaru 214
22.5 Kontrola funkce tlačítek 214
23 Technické parametry.... 217
24 Příloha....219
24.1 Příklady čárových kódů....219
24.2 Konverze videa pro přehrávání na ovládacím panelu Commander 220
24.3 Montážní schéma zapojení 223
1 O tomto návodu
Tento návod k obsluze byl vypracován s maximální pečlivostí.
Obsahuje informace a pokyny pro zajištění bezpečného a dlouholetého provozu.
Zjistíte-li nějaké nesrovnalosti nebo máte-li návrhy na zlepšení, oznamte nám je prostřednictvím Zákaznického servisu (str. 205).
Považujte návod za součást výrobku a uschovejte jej na dobře dostupném místě.
1.1 Komu je tento návod určen?
Tento návod je určen pro:
- Odborný personál:
Skupina osob má odpovídající odborné vzdělání, které ji kvalifikuje k údržbě nebo k odstraňování závad.
Co se týká minimálních kvalifikací a dalších předpokladů personálu, dodržujte také kapitolu Bezpečnost (str. 11).
1.2 Dohodnuté znázornění – symboly a značky
Pro snadné a rychlé pochopení jsou různé informace uvedené v tomto návodu znázorněny nebo zvýrazněny pomocí následujících značek:

Správné nastavení
Udává, jak vypadá správné nastavení.

Poruchy
Uvádí poruchy, které mohou nastat při chybném nastavení.

Kryt
Uvádí, které kryty musíte demontovat, aby bylo možné se dostat k nastavovaným součástem.

Pracovní kroky při obsluze (šití a příprava stroje)

Pracovní kroky při provádění servisu, údržby a montáže

Pracovní kroky pomocí ovládacího panelu softwaru
Jednotlivé pracovní kroky jsou očíslované:
-
první pracovní krok
-
druhý pracovní krok
... Je bezpodmínečně nutné dodržet pořadí jednotlivých kroků.
• Výčty jsou označeny odrážkou.
Výsledek činnosti
Změna na stroji nebo na displeji / ovládacím panelu.

Důležité
Tomuto musíte u dotyčného pracovního kroku věnovat zvláštní pozornost.

Informace
Doplňující informace, např. o alternativních možnostech obsluhy.

Pořadí
Uvádí, které práce musíte provést před nastavením nebo po nastavení.
Odkazy
Následuje odkaz na jiné místo textu.
Bezpečnost
Důležitá výstražná upozornění pro uživatele stroje jsou speciálně označena. Obzvláště důležitá je bezpečnost, proto jsou symboly nebezpečí, stupně nebezpečí a jejich signální slova popsány zvlášť v kapitole Bezpečnost (str. 11).
Údaje o umístění
Pokud z obrázku nevyplývá jiné jasné určení místa, platí u údajů o místu pojmy vpravo nebo vlevo vždy z pohledu ze stanoviště pracovníka obsluhy.
1.3 Další dokumenty
Stroj obsahuje zabudované komponenty jiných výrobců. Pro tyto dokoupené díly provedli příslušní výrobci posouzení rizik a prohlásili, že jejich konstrukce odpovídá platným evropským i národním předpisům.
Používání zabudovaných komponent v souladu s určením je popsáno v p říslušných návodech výrobců.
1.4 Ručení
Všechny údaje a pokyny v tomto návodu byly sestaveny s přihlédnutím k aktuálnímu stavu techniky a platným normám a předpisům.
Dürkopp Adler nenese odpovědnost za škody způsobené:
- rozbitím nebo poškozením stroje způsobeným přepravou,
- nedodržením návodu,
- použitím v rozporu s určeným účelem,
- neautorizovanými úpravami stroje,
- využitím nevyškoleného personálu,
- použitím neschválených náhradních dílů.
Přeprava
Dürkopp Adler neručí za rozbití a poškození způsobená přepravou. Zkontrolujte dodávku ihned po jejím doručení. Zjištěné škody reklamujte u posledního přepravce. To platí i tehdy, když není poškozen obal.
Nechte stroje, přístroje i obalový materiál ve stavu, v jakém se nacházely ve chvíli, kdy bylo zjištěno poškození. Tím si zajistíte nároky vůči přepravní firmě.
Všechny další zjištěné nedostatky oznamte ihned po doručení dodávky společnosti Dürkopp Adler.
2 B e z p e čnost
Tato kapitola obsahuje základní pokyny pro vaši bezpečnost.
Předtím, než se pustíte do instalace nebo obsluhy stroje, si pozorně přečtěte všechny pokyny. Bezpodmínečně se řídte údaji uvedenými v bezpečnostních pokynech. Jejich nerespektování může mít za následek vážná poranění a věcné škody.

2.1 Základní bezpečnostní pokyny
Stroj používejte pouze způsobem popsaným v tomto návodu.
Tento návod musí být neustále k dispozici na místě používání stroje.
Je zakázáno provádět práce na dílech a zařízeních pod napětím. Výjimky upravuje norma DIN VDE 0105.
Při provádění následujících prací vypněte stroj hlavním vypínačem nebo vytáhněte síťovou zástrčku ze zásuvky:
• výměna jehly nebo jiných šicích nástrojů
- opuštění pracoviště
• p ro v á d čení prací údržby a oprav
Nesprávné nebo vadné náhradní díly mohou ohrozit bezpečnost a poškodit stroj. Používejte pouze originální náhradní díly od výrobce.
Přeprava
Při přepravě stroje použijte nízkozdvižný nebo vysokozdvižný vozík. Stroj zvedněte maximálně o 20 mm a zajistěte proti sklouznutí.
Instalace
Připojovací kabel musí být vybavený síťovou zástrčkou schválenou k použití v dané zemi. Sít'ovou zástrčku smí na přípojný kabel montovat pouze kvalifikovaný personál.
Povinnosti provozovatele
Dodržujte bezpečnostní předpisy a předpisy úrazové prevence i zákonné předpisy bezpečnosti práce a ochrany životního prostředí platné v dané zemi.
Všechna výstražná upozornění a bezpečnostní značky na stroji musí být vždy v čitelném stavu. Nikdy je neodstraňujte!
Chybějící nebo poškozená výstražná upozornění a bezpečnostní značky okamžitě vyměňte.
Požadavky na personál
Pouze kvalifikovaný odborný personál smí:
- instalovat stroj
• provádět údržbářské práce a opravy
• prová dět práce na elektrickém vybavení
Se strojem smějí pracovat pouze autorizované osoby, které předtím pochopily tento návod.
Provoz
Během provozu kontrolujte, zda stroj nevykazuje nějaká zjevná poškození. Pokud na stroji zpozorujete změny, přerušte práci. Všechny změny oznamte kompetentnímu nadřízenému. Poškozený stroj nesmíte dále používat.
Bezpečnostní zařízení
Je zakázáno odstraňovat nebo vyřazovat z provozu bezpečnostní zařízení stroje. Pokud je to však kvůli opravě nezbytné, namontujte bezpečnostní zařízení ihned po opravě zase zpět a znovu je uvedťe do provozu.
2.2 Signální slova a symboly ve výstražných upozorněních
Výstražná upozornění v textu jsou ohraničena barevnými pruhy. Barva je použita podle závažnosti nebezpečí. Signální slova označují závažnost nebezpečí.
Signální slova Signální slova a ohrožení, jež popisují:
| Signální slovo Význam | |
| NEBEZPEČÍ | (se symbolem nebezpečí)Nedodržení pokynu má za následek usmrcení nebo těžké poranění. |
| VAROVÁNÍ | (se symbolem nebezpečí)Nedodržení může mít za následek usmrcení nebo těžké poranění. |
| VÝSTRAHA | (se symbolem nebezpečí)Nedodržení může mít za následek středně těžké nebo lehké poranění. |
| UPOZORNĚNÍ | (se symbolem nebezpečí)Nedodržení může mít za následek ekologické škody. |
| POKYN | (bez symbolu nebezpečí)Nedodržení může mít za následek věcné škody. |
Symboly
V případě ohrožení osob udávají tyto symboly druh hrozícího nebezpečí:
| Symbol Druh nebezpečí | |
 | Obecné |
 | Úraz elektrickým proudem |
 | Píchnutí |
 | Pohmoždění |
 | Ekologické škody |
Příklady Příklady uspořádání výstražných upozornění v textu:
NEBEZPEČÍ

Druh a zdroj nebezpečí!
Následky při nerespektování.
Opatření k odvrácení nebezpečí.
Takto vypadá výstražné upozornění, jehož nerespektování má za následek smrt nebo těžké poranění.
VAROVÁNÍ

Druh a zdroj nebezpečí!
Následky při nerespektování.
Opatření k odvrácení nebezpečí.
Takto vypadá výstražné upozornění, jehož nerespektování může mít za následek smrt nebo těžké poranění.
VÝSTRAHA

Druh a zdroj nebezpečí!
Následky při nerespektování.
Opatření k odvrácení nebezpečí.
Takto vypadá výstražné upozornění, jehož nerespektování může mít za následek středně těžké nebo lehké poranění.
UPOZORNĚNÍ

Druh a zdroj nebezpečí!
Následky při nerespektování.
Opatření k odvrácení nebezpečí.
Takto vypadá výstražné upozornění, jehož nerespektování může mít za následek ekologické škody.
POKYN
Druh a zdroj nebezpečí!
Následky při nerespektování.
Opatření k odvrácení nebezpečí.
Takto vypadá výstražné upozornění, jehož nerespektování může mít za následek věcné škody.
3 Základy práce
3.1 Pořadí nastavení
Pořadí
Polohy nastavení stroje jsou vzájemně závislé.
Dodržujte vždy uvedené pořadí jednotlivých kroků nastavení.
Bezpodmínečně dodržujte všechny pokyny, označené na kraji 📄, týkající se předpokladů a následných nastavení.
POKYN
Může dojít k věcným škodám!
Může dojít k poškození stroje v důsledku nesprávného pořadí.
Bezpodmínečně dodržujte sled prací, uvedený v tomto návodu.
3.2 Pokládka kabelového vedení
Dbejte na to, aby byly všechny kabely ve stroji položeny tak, aby nenarušovaly funkci pohyblivých dílů.

-
Přebytečný kabel uložte do řádné smyčky.
-
Svažte smyčky stahovací páskou.

Důležité
Smyčky pokud možno přivažte k pevně umístěným dílům. Kabely musí být pevně připevněny.
- Přebytečnou stahovací pásku odstřihněte.
POKYN
Může dojít k věcným škodám!
Přebytečný kabel může bránit funkci pohyblivých dílů stroje.
To narušuje funkci šití a může vyvolat poškození.
Přebytečný kabel položte tak, jak je popsáno výše.
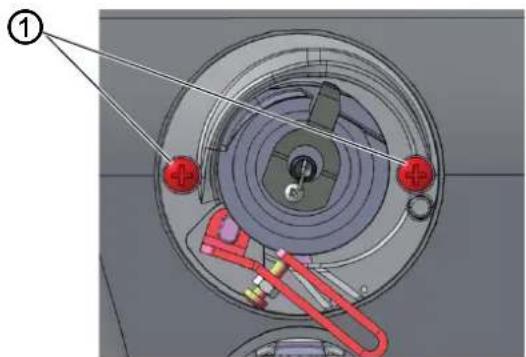
3.3 Blokování chodu stroje
Obr. 1: Blokovací tlačitko
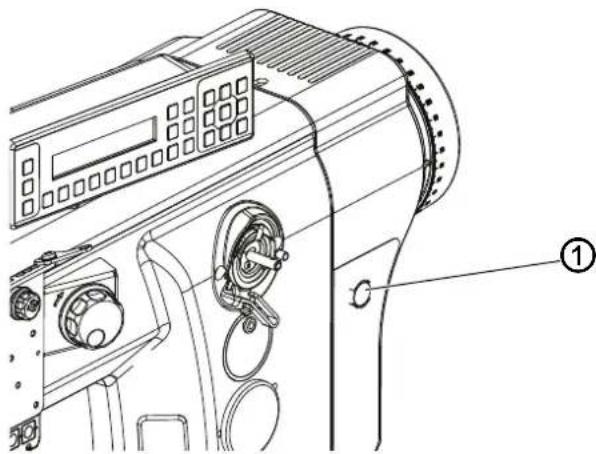
(1) - Blokovací tlačitko

Důležité
Před každou manipulací se strojem (např. výměna cívky nitě nebo navlékání nitě) mimo běžné úkony šicího procesu je třeba zablokovat chod stroje.
- Stiskněte tlačítko (1)

Tlačitko se rozsvítí.
Hlavní pohon je odpojen od napájení.
-
Provedte potřebný úkon.
-
Stiskněte tlačítko (1).
Tlačitko zhasne.
Elektrické napájení je opět zapnuté.
VAROVÁNÍ

Nebezpečí poranění!
Před servisními úkony vypněte stroj hlavním vypínačem.
3.4 Odstranění krytů
VAROVÁNÍ

Nebezpečí poranění pohybujícími se díly!
Možnost pohmoždění.
Před odstraněním krytů stiskněte blokovací tlačítko nebo stroj vypněte.
VAROVÁNÍ

Nebezpečí poranění špičatými částmi!
Může dojít k píchnutí.
Před odstraněním krytů stiskněte blokovací tlačítko nebo stroj vypněte.
Při mnoha pracích nastavení musíte nejdříve odstranit kryty stroje, abyste se dostali ke komponentům.
Zde je popsáno, jak se jednotlivé kryty odstraňují a nasazují zpět.
V textu k jednotlivým nastavovacím prací je pak již jen uvedeno, který kryt musíte odstranit.
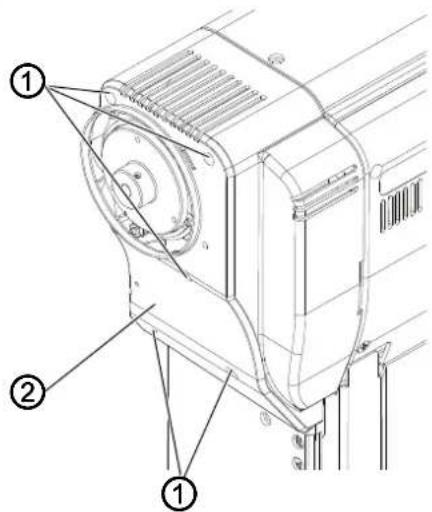
3.4.1 Přístup do spodní části stroje
Kryt
Aby se zpřístupnily komponenty ve spodní části stroje, musíte hlavu stroje odklopit.
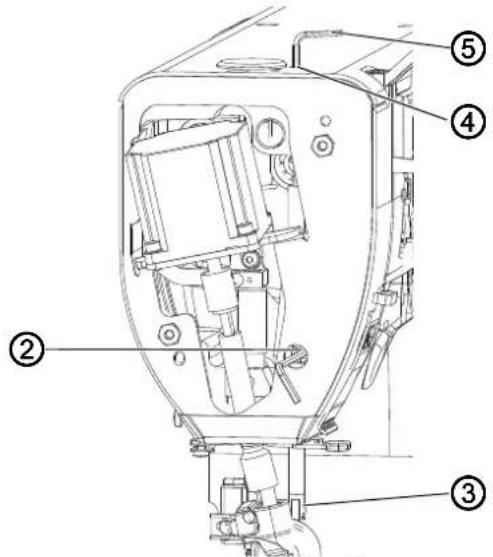
Obr. 2: Přístup do spodní části stroje
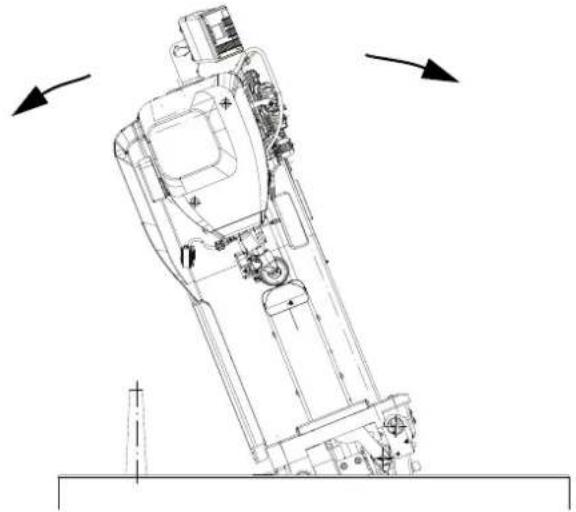
Odklopení hlavy stroje

- Odklopte hlavu stroje až na doraz.

Zvednutí hlavy stroje do svislé polohy
- Zvedněte hlavu stroje do svislé polohy.
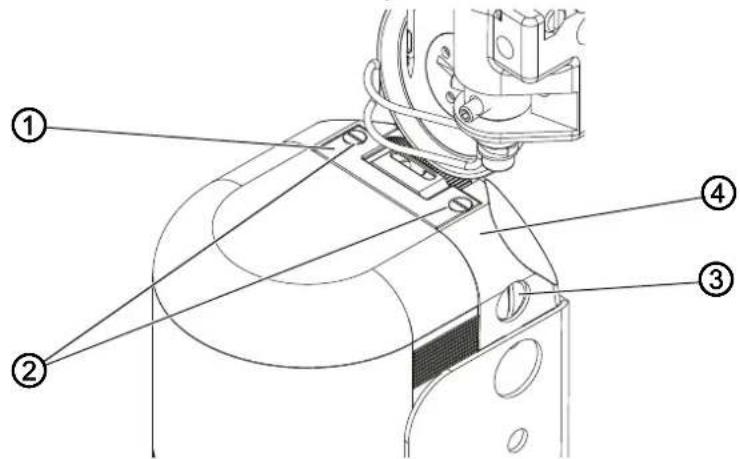
3.4.2 Sejmutí a nasazení krytů ramena
Obr. 3: Sejmutí a nasazení krytů ramena
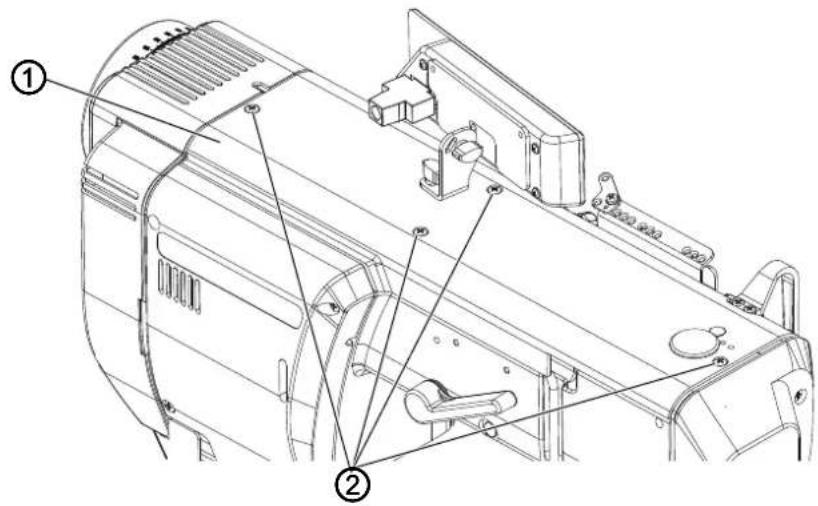
-
Povolte šrouby (2).
-
Sejměte kryt ramena (1).
Nasazení krytu ramena

-
Nasad'te kryt ramena (1).
-
Utáhněte šrouby (2).
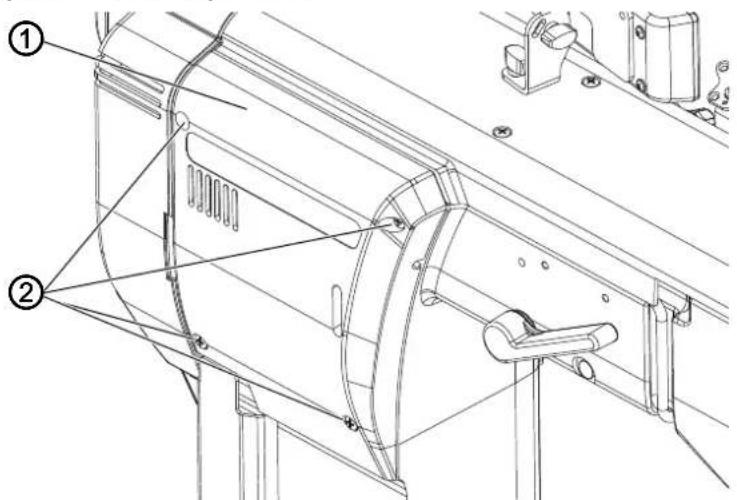
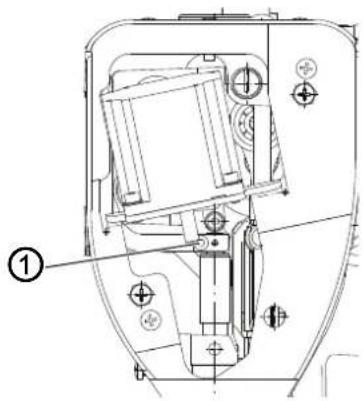
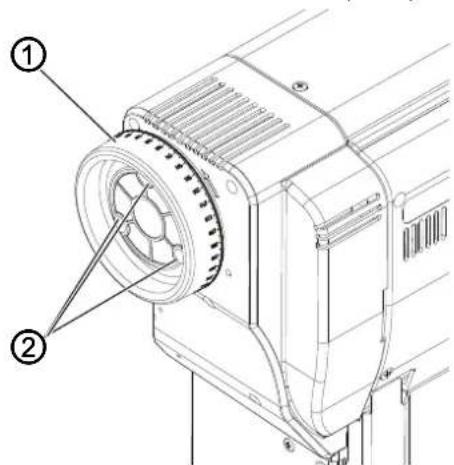
3.4.3 Sejmutí a nasazení čelního krytu
Obr. 4: Sejmutí a nasazení čelního krytu
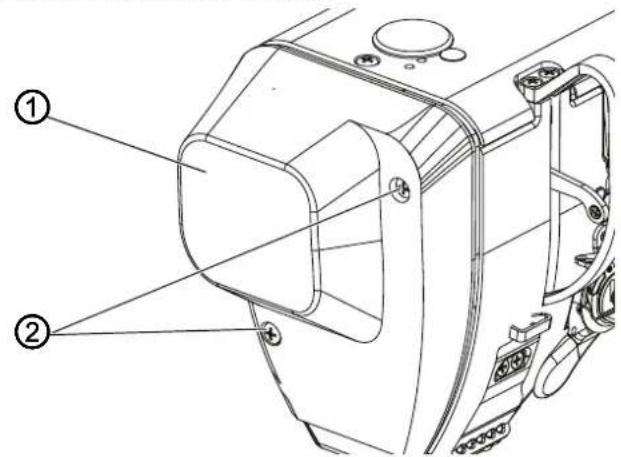
(1) - Čelní kryt (2) - Šrouby
Sejmutí čelního krytu

-
Povolte šrouby (2).
-
Sejměte čelní kryt (1).
Nasazení čelního krytu

-
Nasad'te čelní kryt (1).
-
Utáhněte šrouby (2).
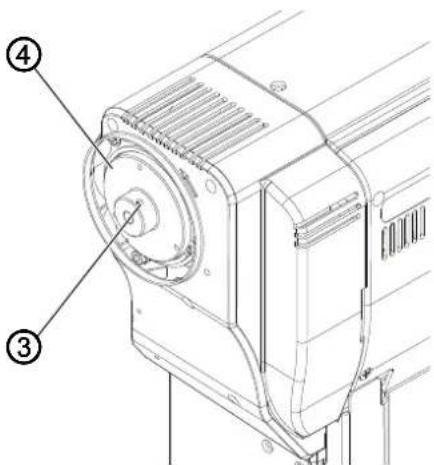
3.4.4 Sejmutí a nasazení krytu ventilů
Obr. 5: Sejmutí a nasazení krytu ventilů
Při snímání a nasazování krytu ventilů dbejte na to, aby nedošlo k vytržení kabelů.
Sejmutí krytu ventilů

- Povolte šrouby (2).
- Sejměte kryt ventilů (1).
Nasazení krytu ventilů

- Nasad'te kryt ventilü (1).
- Utáhněte šrouby (2).
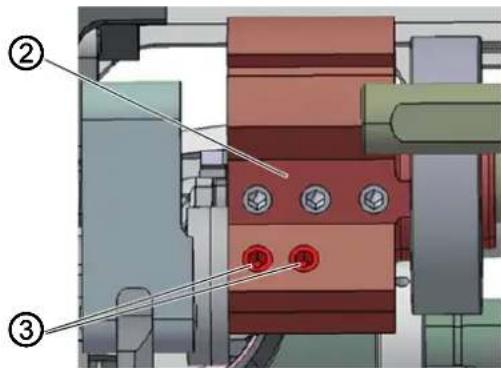
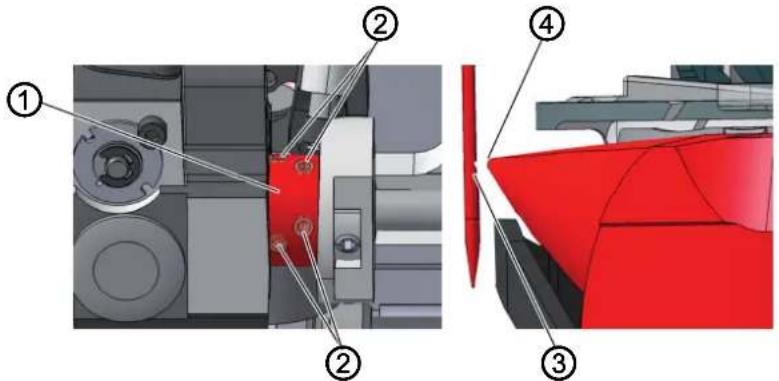
3.4.5 Demontáž a montáž stehové desky
Obr. 6: Demontáž a montáž stehové desky
(1) - Vložka stehové desky
(2) - Šrouby
(3) - Šrouby
(4) - Stehová deska

Správné nastavení
Při standardním nastavení má být vložka stehové desky nastavena na střed stehové desky.
Demontáž stehové desky a nastavení polohy vložky stehové desky

- Vyšroubujte 2 šrouby (3).
- Vyjměte stehovou desku (4).
- Povolte šrouby (2).
- Nastavte vložku stehové desky (1) na střed výřezu stehové desky (4).
- Utáhněte šrouby (2).
Montáž stehové desky
- Nasad'te stehovou desku (4).
- Utáhněte 2 šrouby (3).
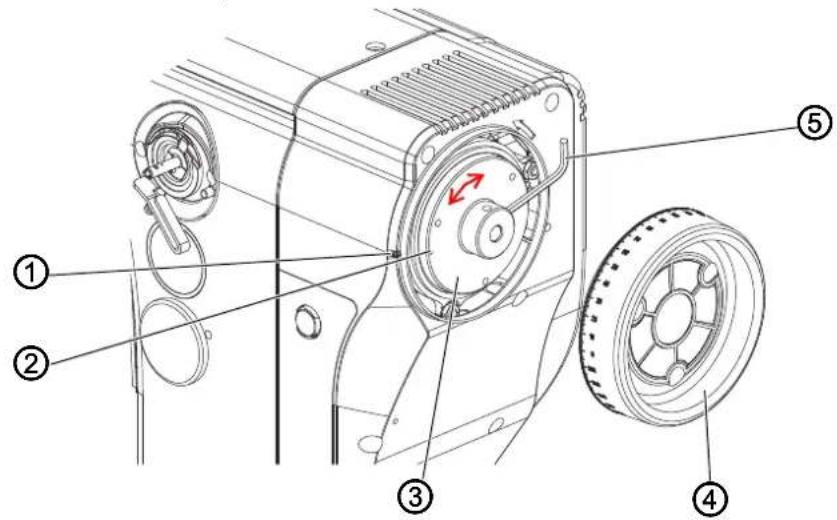
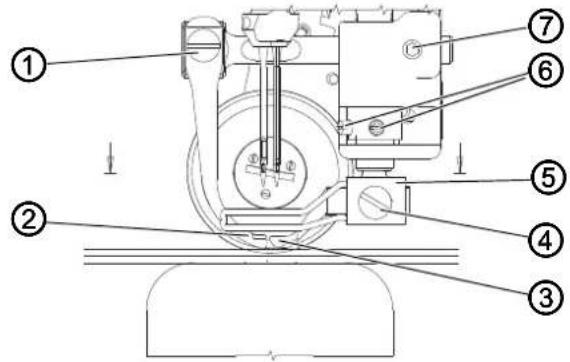
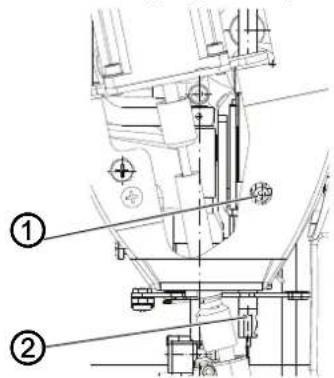
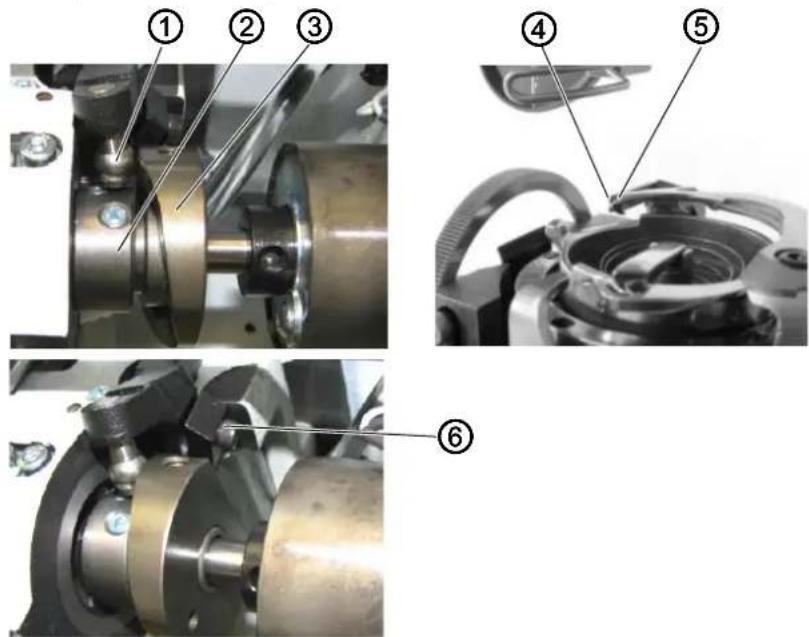
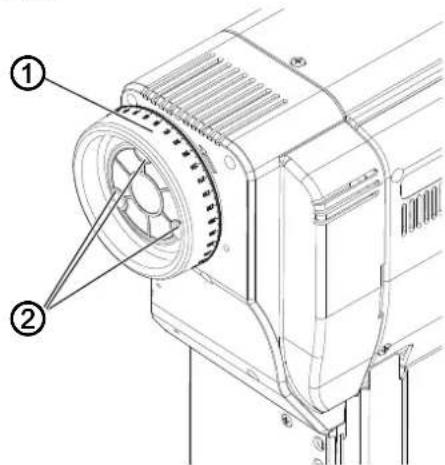
3.4.6 Demontáž a montáž kruhového podavače
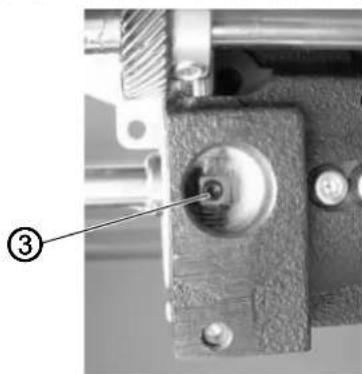
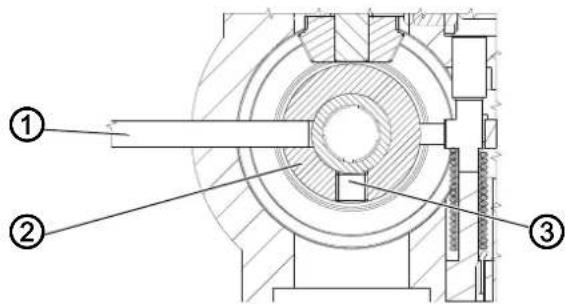
Obr. 7: Demontáž a montáž podavače
(3) - Otvor se zátkou
(6) - Šestihranný klíč

Správné nastavení
- Standardní převýšení zubů nad vložku stehové desky:
| Číslo jehly/Nm | (A) - převýšení zubů podavače/mm |
| 70 - 80 0,4 | -0,5 |
| 90 - 110 0,4 | -0,5 |
| 120 - 200 0,6 | -0,8 |
- Rozteč zubů podavače:
- Tenký materiál - jemné zuby, aby nedocházelo k otlakům na kůži.
- Jemný, silný materiál - větší zuby pro dostatečné tažení materiálu.

Důležité
Převýšení zubů podavače nad stehovou deskou i rozteč zubů musí být přizpůsobena tloušťce a tvrdosti materiálu.
Demontáž podavače
-
Demontujte stehovou desku (str. 20).
-
Vyjměte zátku z otvoru (3).
-
Vysuňte nosič podavače (2) i s kruhovým podavačem (1) vzhůru.
-
Vyměňte podavač (1).
Montáž podavače

- Nasadte podavač (1) na nosič podavače (2).
- Zasuňte nosič podavače (2) zpět.
- Zasuňte zátku do otvoru (3).
- Nasad'te stehovou desku (str. 20).
Seřízení podavače

Důležité
Seřid'te převýšení zubů podavače dle standardního nastavení.
Větší převýšení:
- Povolujte šroub (5) a utahujte šroub (4).
- Po dosažení požadovaného převýšení utáhněte šroub (5) na doraz.
- Utáhněte šroub (4).
Menší převýšení:
Menšího převýšení dosáhnete opačným postupem.
3.5 Plošky na hřídelích
Obr. 8: Plošky na hřídelích
Některé hřídele mají na místech, na kterých jsou našroubovány součásti, rovné plošky. Tím je spojení stabilnější a nastavení snazší. Na plošku se dotahuje vždy první šroub ve směru otáčení.

Důležité
Vždy dbejte na to, aby šrouby úplně dosedaly na plošku.
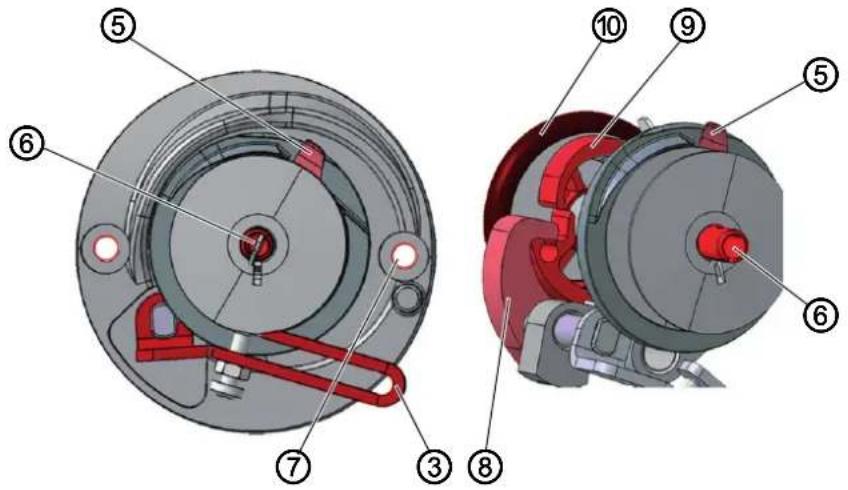
3.6 Aretace stroje
Obr. 9: Aretace stroje (1)
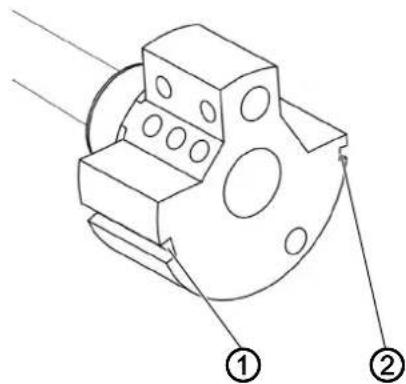
(1) - Velká vymezovací drážka
(2) - Malá vymezovací drážka
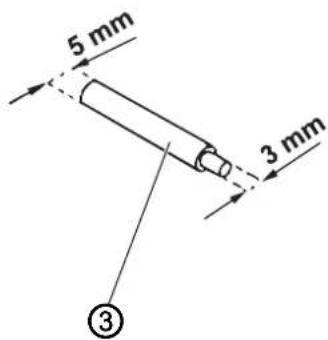
(3) - Aretační kolík
Při některých nastaveních je nutné stroj zaaretovat. Za tím účelem se aretační kolík dodaný jako příslušenství zasune do drážky na hlavě kliky, aby se zablokovala hřídel ramena.
Existují dvě vymezovací polohy:
• Poloha 1: Poloha zacházky
- 5mm konec ve velké vymezovací drážce (1)
- nastavení zacházky a výšky jehelní tyče
• Poloha 2: nulová poloha ručního kola
- 3 mm konec v malé vymezovací drážce (2)
- nastavení polohy ručního kola a kontrola horní úvrati jehelní tyče
Obr. 10: Aretace stroje (2)
(4) - Aretační otvor
Aretace stroje
- Vyjměte zátku z aretačního otvoru (4).

- Otáčejte ručním kolem tak dlouho, až se bude před aretačním otvorem (4) nacházet správná vymezovací drážka (1) nebo (2):
- malá vymezovací drážka při poloze ručního kola 0°
- velká vymezovací drážka při poloze ručního kola 200° – 205°
- Zasuňte aretační kolík (3) vhodným koncem do vymezovací drážky (1) nebo (2).
Odstranění aretace

-
Vytáhněte aretační kolík (3) z vymezovací drážky (1) nebo (2).
-
Zasuňte zátku do aretačního otvoru (4).
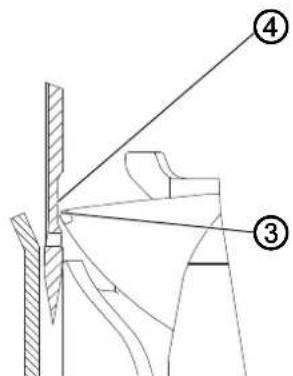
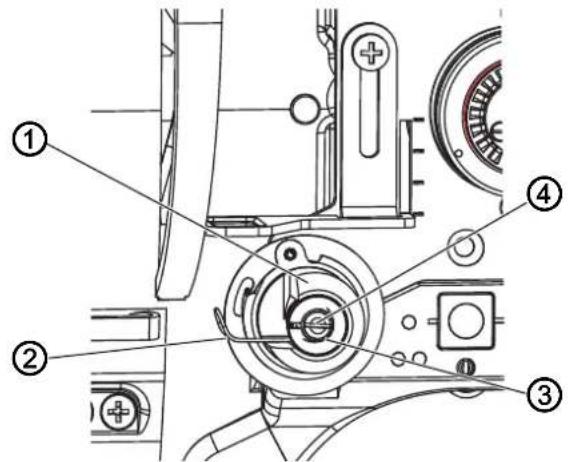
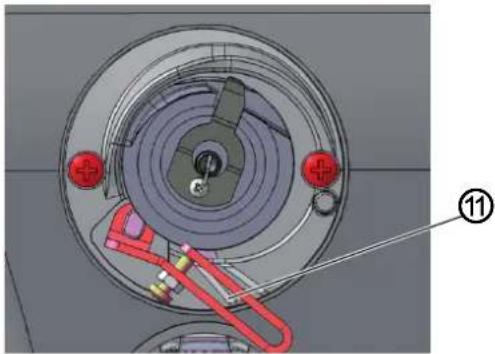
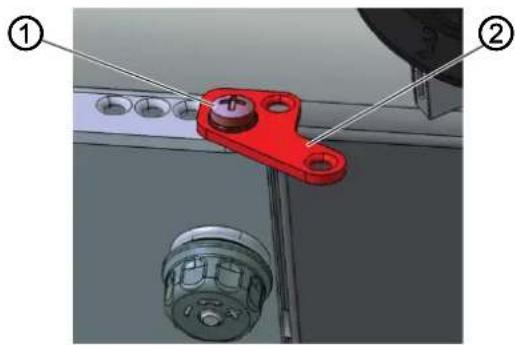
3.7 Nastavení ručního kola do určité polohy
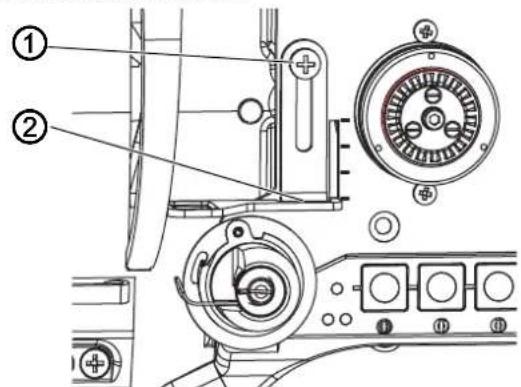
Obr. 11: Nastavení ručního kola do určité polohy
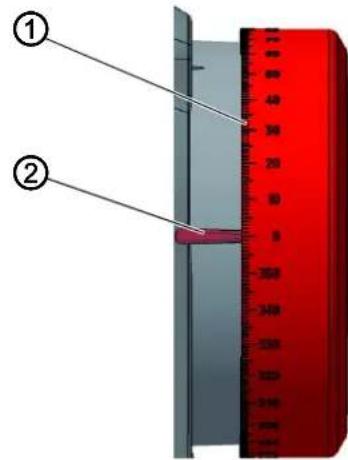
U některých nastavení je nutné stupnici na ručním kole nastavit do určité polohy.

- Otáčejte ručním kolem tak dlouho, až se uvedené číslo na stupnici (1) bude nacházet vedle značky (2).
4 Nastavení stupnice ručního kola
VAROVÁNÍ

Nebezpečí poranění pohybujícími se díly!
Přiskřípnutí.
Před kontrolou a nastavením polohy ručního kola šicí stroj vypněte.

Správné nastavení
- Zaaretujte stroj v poloze 2 (str. 23).
Ruční kolo se nachází v poloze 0°.
Pokud se vedle značky nachází jiné číslo stupně, musíte stupnici nastavit znovu.
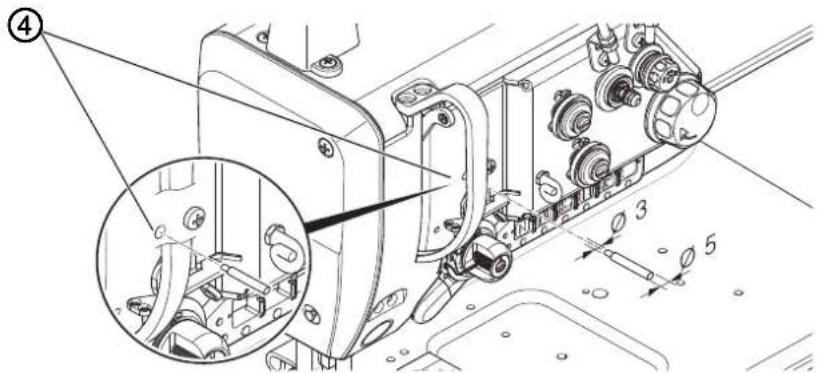
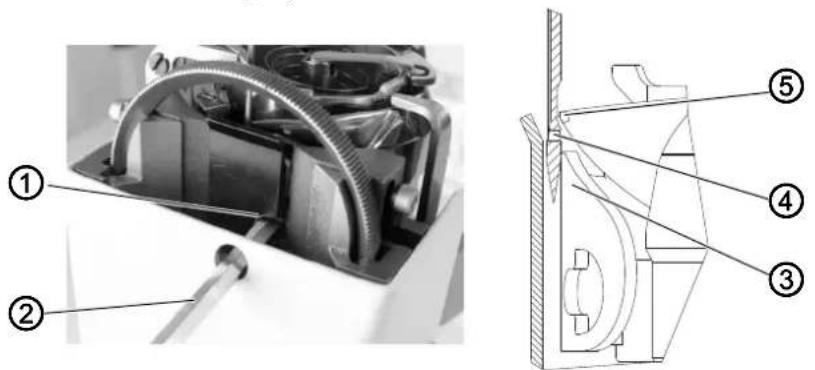
Obr. 12: Nastavení stupnice ručního kola
(3) - Příruba ručního kola

-
Zaaretujte stroj (str. 23).
-
Vyšroubujte 3 šrouby a sejměte ruční kolo (4).
-
Povolte 2 stavěcí šrouby příruby ručního kola (3) imbus klíčem 3 mm (5) a otočte přírubu (3).

Důležité
Označení (2) na přírubě ručního kola (3) musí být proti značce (1).
-
Utáhněte 2 stavěcí šrouby příruby ručního kola (3).
-
Nasad'te ruční kolo (4) a zašroubujte 3 šrouby.
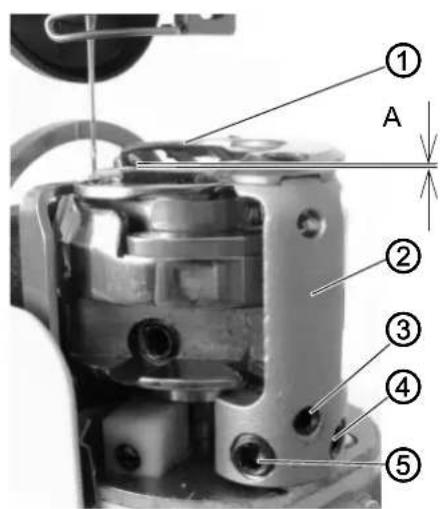
5 Nastavení polohy hřídele ramena
VAROVÁNÍ

Nebezpečí poranění pohybujícími se díly!
Možnost pohmoždění.
Před kontrolou a nastavením polohy hlavy kliky šicí stroj vypněte.
Obr. 13: Nastavení polohy hřídele ramena
(1) - Stavěcí šrouby
(2) - Těleso stroje
(3) - Hlava kliky

Správné nastavení
Tři stavěcí šrouby (1) hlavy kliky (3) úplně dosedají na plošku. Hlava kliky (3) je usazená zároveň s tělesem stroje (2).

-
Sejměte kryt ramena ( str. 18).
-
Povolte stavěcí šrouby (1) hlavy kliky (3).
-
Natočte hlavu kliky (3) tak, aby stavěcí šrouby (1) úplně dosedaly na plošku hřídele ramena.
-
Posuňte hřídel ramena tak, aby byla v jedné rovině s hlavou kliky (3) až na doraz doprava k tělesu stroje.
-
Zašroubujte stavěcí šrouby (1) hlavy kliky (3).
6 Nastavení polohy řemenic
VAROVÁNÍ

Nebezpečí poranění pohybujícími se díly!
Možnost pohmoždění.
Předtím, než začnete nastavovat polohu řemenic, stroj vypněte.

Správné nastavení
Obě řemenice se musí nacházet v poloze nad sebou tak, aby ozubené řemeny mohly nerušeně obíhat. Kolečko pohonu navíječe se nachází těsně vedle horní řemenice a určuje její polohu.

Důležité
Poloha horní řemenice je definována vzdáleností od kolečka pohonu navíječe.
Proto musíte nejprve vyrovnat horní řemenici u kolečka pohonu navíječe a poté musíte dolní řemenici vyrovnat tak, aby ozubený řemen běžel nerušeně přes obě řemenice.
6.1 Nastavení polohy horní řemenice
Obr. 14: Nastavení polohy horní řemenice
(1) - Horní řemenice
(4) - Stavěcí šrouby
(2) - Ploška hřídele ramena
(5) - Ozubený řemen
Dva stavěcí šrouby (4) horní řemenice (1) úplně dosedají na plošku hřídele ramena (2).
Vzdálenost mezi kolečkem navíječe (3) ve vypnutém stavu a horní řemenicí (1) musí činit 0,8 mm.
Ozubený řemen (5) běží nerušeně bez toho, aby nabíhal proti pojistnému kroužku nebo prokluzoval.

- Sejměte kryt ramena (str. 18).
- Povolte stavěcí šrouby (4).
- Natočte horní řemenici (1) tak, aby první dvojice stavěcích šroubů (4) úplně dosedala na plošku (2) obou hřídelí ramena.
- Posuňte horní řemenici (1) při vypnutém navíječi do strany natolik, až bude vzdálenost od kolečka navíječe (3) rovna 0,8 mm.
- Utáhněte stavěcí šrouby (4).
6.2 Nastavení polohy dolní řemenice
Obr. 15: Nastavení polohy dolní řemenice
(3) - Dolní řemenice
(4) - Stavěcí šrouby

Správné nastavení
Dva stavěcí šrouby dolní řemenice úplně dosedají na plošku dolní hřídele. Ozubený řemen (1) běží nerušeně bez toho, aby nabíhal proti pojistnému kroužku (2) nebo prokluzoval.

- Sklopte hlavu stroje (str. 17).
- Povolte stavěcí šrouby (4).
- Natočte dolní řemenici (3) tak, aby stavěcí šrouby (4) dosedaly na plošku hřídele ramena.
- Posuňte dolní řemenici (3) do strany natolik, aby ozubený řemen (1) dosedal na pojistný kroužek (2) bez toho, aby byl odtlačován do strany.
- Utáhněte stavěcí šrouby (4).
7 S e řízení jehelní tyče
VAROVÁNÍ

Nebezpečí poranění pohybujícími se díly!
Možnost pohmoždění.
Před seřizováním jehelní tyče stroj vypněte.

Pořadí
Nejprve zkontrolujte následující nastavení:
- Je nasazena rovná a nepoškozená jehla (Návod k obsluze stroje)

Správné nastavení
Jehla se zapichuje do vpichového otvoru přesně uprostřed.
7.1 Boční vyrovnání kulisy jehelní tyče
Obr. 16: Boční vyrovnání kulisy jehelní tyče (1)

(1) - Stavěcí šrouby

- Sejměte kryt ramena (str. 18).
- Sejměte tlačítkový panel.
- Povolte 2 stavěcí šrouby (1).
Obr. 17: Boční vyrovnání kulisy jehelní tyče (2)
(2) - Hlava kliky
(4) - Nitová páka
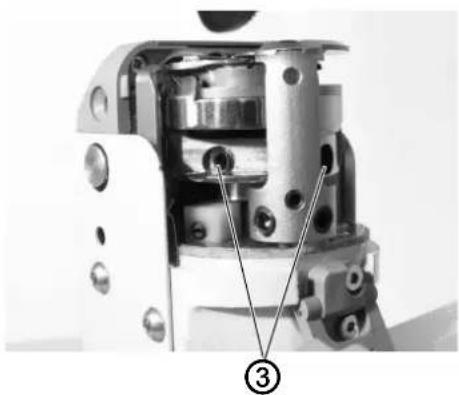
(3) - Stavěcí šrouby

-
Povolte oba stavěcí šrouby (3) hlavy kliky (2). Dbejte přitom na to, aby stavěcí šrouby zůstaly na plošce.
-
Kulisu jehelní tyče posuňte do strany tak, aby se jehla zapichovala přesně do středu vpichového otvoru.
-
Zašroubujte stavěcí šrouby (1).
-
Vyrovnejte nit'ovou páku (4) presně na střed zářezu v rameni.
-
Zašroubujte oba stavěcí šrouby (3) hlavy kliky (2).

Pořadí
Poté zkontrolujte následující nastavení:
• Vzdálenost chapače od jehly (str. 40)
• Poloha zacházky (str. 41)
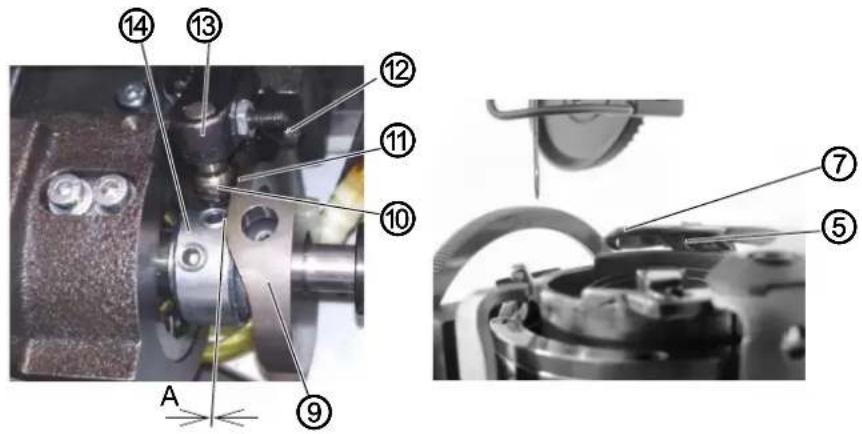
7.2 Úhlová poloha jehelníku jednojehlového stroje

Správné nastavení
Úhlová poloha jehelníku má být nastavena v závislosti na čísle jehly dle tabulky:
| Natočení jehelníku |  |  |  | |
| Číslo jehly 70 - 110 | 1 | 20 - 160 180 - 200 |
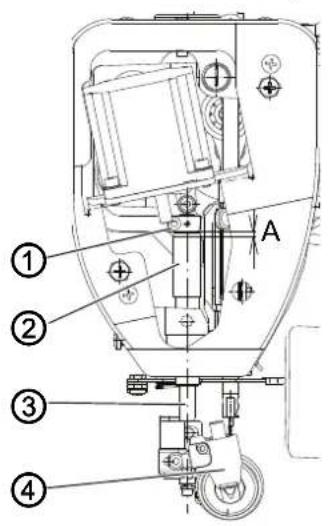
Obr. 18: Úhlová poloha jehelníku jednojehlového stroje
- Demontujte čelní kryt (str. 19).
- Povolte šroub (2) a natočte jehelní tyč pravým okrajem drážky (1) na osu jehelní tyče.
- Utáhněte šroub (2).
- Zaaretujte stroj v poloze 2 (str. 23).
- Vsuňte do otvoru (4) imbus klíč 2,5 mm a povolte upínací šroub jehelníku uvnitř jehelní tyče.
- Natočte jehelník (3) dle správného nastavení.
- Utáhněte jeho upínací šroub.
8 S e řízení kolečkové patky
VAROVÁNÍ

Nebezpečí poranění pohybujícími se díly!
Přiskřípnutí.
Před seřizováním kolečkové patky šicí stroj vypněte.

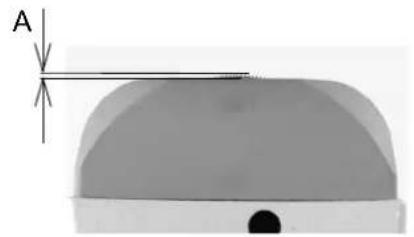
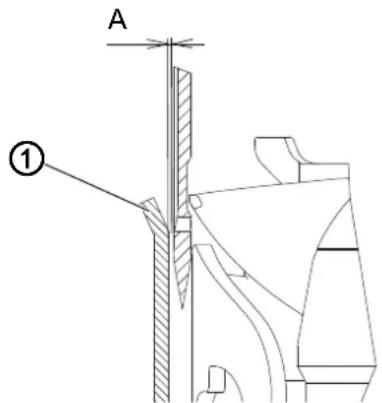
Správné nastavení
- Přítlačná tyč a držák kolečkové patky mají být natočeny upínací plochou kolečkové patky kolmo k podélné ose stroje.
Mezera mezi kolečkovou patkou a podavačem se nastavuje automaticky podle hodnoty příslušného parametru.
- Poloha patky ve směru šití má být seřízena:
• pro jednojehlové stroje (A) = 1,3 až 2,3 mm
• pro dvoujehlové stroje (A) = 0 až 2,3 mm
- Stranová poloha kolečkové patky (5) má být taková, aby spodní okraj kolečkové patky lícoval s okrajem vpichového otvoru.
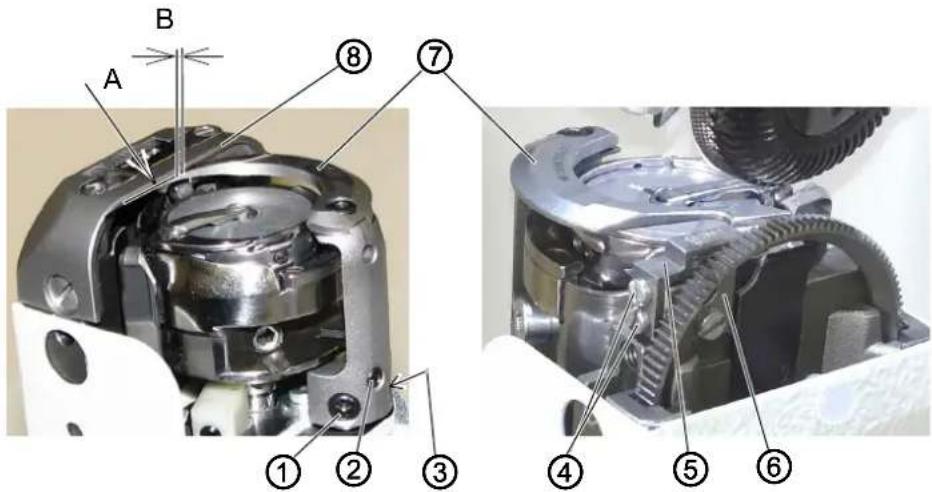
Obr. 19: Seřízení kolečkové patky 1
(5) - Stranová poloha kolečkové patky
(6) - Křížový šroubovák
(7) - Držák kolečkové patky
(8) - Jehelní tyč

- Povolte šroub (1).
- Posuňte svisle přítlačnou tyč až kolečková patka dosedne na podavač. Vsuňte křížový šroubovák (6), který je v příslušenství stroje, do otvoru držáku patky (7) a natočte přítlačnou tyč (8) spolu s držákem kolečkové patky (7) tak, aby šroubovák byl přibližně kolmo na podélnou osu stroje.
- Utáhněte šroub (1).
- Povolte šroub (2).
- Posuňte patku dle předpisu 2.
- Utáhněte šroub (2).
- Povolte šroub (3).
- Otáčením šroubu (4) posuňte patku dle předpisu 3.
- Utáhněte šroub (4).
Zdvih kolečkové patky

Správné nastavení
- Zdvih kolečkové patky ruční pákou (9) je přibližně 5 mm.
- Zdvih kolečkové patky krokovým motorem je max. 13 mm a je nastavitelný příslušným parametrem.
Obr. 20: Seřízení kolečkové patky 2
(5) - Stranová poloha kolečkové patky
(2) - Šroub
(6) - Křížový šroubovák
(3) - Šroub
(7) - Držák kolečkové patky
(4) - Šroub
(8) - Jehelní tyč

- Demontujte boční a zadní kryt (str. 17).
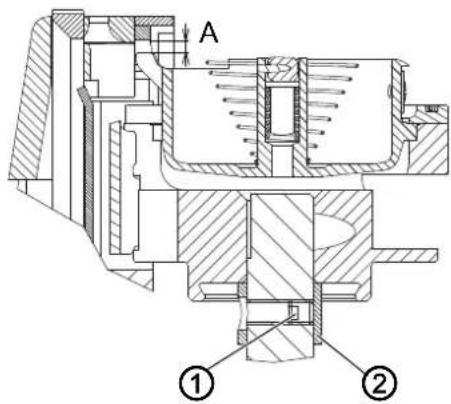
- Posuňte ručně kolečkovou patku (4) až na podavač.
-
Nastavte pomocí šroubu (1) mezeru (A) = \~1 mm mezi svěrným spojem patní tyče (3) a pouzdrem (2).
-
Při spuštěné kolečkové patce (4) vsuňte imbusový klíč (7) do spodního šroubu ozubeného segmentu (8) a opřete ho zespodu o hřídel krokového motoru (6) a dotáhněte.
- Dotáhněte druhý šroub segmentu (8).
- Podle potřeby seřid'te správnou zubovou vůli mezi ozubením segmentu (8) a pastorkem (5) po povolení šroubů (11) svislým posunem držáku krokového motoru (10).
- Utáhněte šrouby (11).
Přítlak kolečkové patky
Přítlak kolečkové patky se nastavuje prostřednictvím parametrů programu.
Správný přítlak kolečkové patky závisí na druhu šitého materiálu:
- Nižší tlak pro měkké materiály, např. látky
- Vyšší tlak pro pevné materiály, např. kůži nebo laminát

Správné nastavení
Šitý materiál se nesmeká a je plynule posouván.

Důležité
Při každém zapnutí stroje se automaticky nastavuje mezera mezi kolečkovou patkou a podavačem. Hodnota mezery se nastavuje příslušným parametrem.
Při zapnutí stroje se pod kolečkovou patkou nesmí nacházet žádný šitý materiál!
9 Vodiče jehel dvoujehlových strojů

Správné nastavení
- Vodiče mají být v dotyku se šitým materiálem, ale nemají na něj vyvíjet tlak.
- Ve směru šití a stranově mají vodiče lícovat s okraji vpichových otvorů.
Obr. 21: Vodiče jehel dvoujehlových strojů
- Vložte pod patku dvě vrstvy materiálu tloušťky cca 1,5 mm a nastavte středně velký tlak patky na materiál.
- Povolte šrouby (1) a svisle posuňte držák (2) s vodičem (3), až měkce dosedne na useň. Utáhněte mírně šrouby (1). Povolte šroub (4) a provedte totéž s vodičem (5). Vyjměte useň.
- Seřid'te vodiče dle předpisu 2: Zadní vodič (3) seřid'te ve směru šití pomocí šroubu (6), stranově ho seřid'te natočením držáku (2). Přední vodič seřid'te ve směru šití i stranově pomocí šroubu (7).
- Všechny upínací šrouby silně utáhněte.
10 Seřízení chapače a jehelní tyče
VAROVÁNÍ

Nebezpečí poranění špičatými nebo pohybujícími se díly!
Může dojít k píchnutí nebo pohmoždění.
Před seřizováním chapače a jehelní tyče stroj vypněte.
POKYN
Může dojít k věcným škodám!
Vlivem chybné vzdálenosti mezi jehlou a hrotem chapače může dojít k poškození stroje, zlomení jehly nebo poškození nitě.
Po nasazení jehly s novou tloušt'kou zkontrolujte vzdálenost k hrotu chapače a případně ji nově nastavte.
10.1 Výška chapače

Správné nastavení
Vzdálenost (A) má být 1,7 až 1,8 mm.
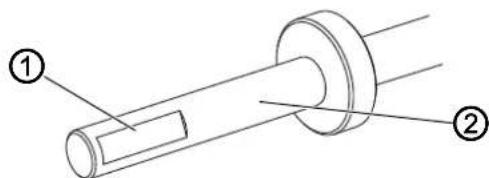
Obr. 22: Nastavení boční vzdálenosti chapače
text_image
A ① ②(1) - Šroub
(2) - Kroužek
- Povolte šroub (1).
- Povolte šrouby (3).
- Posuňte svisle chapač na vzdálenost (A).
-
Utáhněte šrouby (3).
-
Dejte kroužek (2) zespodu nadoraz k chapači.
- Utáhněte šroub (1).

Informace
Při výměně chapače pak není nutné opakovat jeho výškové nastavení.
10.2 Nastavení zacházky chapače
Obr. 23: Nastavení zacházky chapače (1)
Zacházka je délka dráhy od dolní úvrati jehelní tyče až k místu, kde se hrot chapače nachází přesně na ose vybrání jehly.
Zacházka činí 2,3 mm.

Pořadí
Nejprve zkontrolujte následující nastavení:
- Kulisa jehelní tyče je správně vyrovnaná (str. 29)
- Je nasazena rovná a nepoškozená jehla (Návod k obsluze stroje)

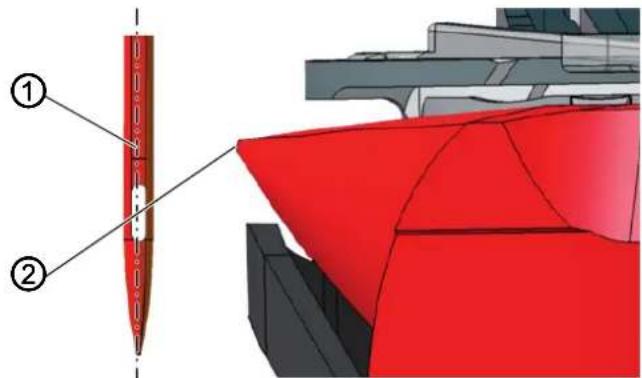
Správné nastavení
Stroj je zaaretovaný v poloze 1 (str. 23).
Hrot chapače (2) ukazuje presně na osu jehly (1).
Obr. 24: Nastavení zacházky chapače (2)
(1) - Svěrný kroužek
(3) - Vybrání jehly
(2) - Stavěcí šrouby
(4) - Hrot chapače

-
Zaaretujte stroj v poloze 1 (str. 23).
-
Povolte stavěcí šrouby (2) svěrného kroužku (1).
-
Natočte chapač tak, aby hrot chapače (4) ukazoval přesně na osu vybrání jehly (3).
-
Utáhněte stavěcí šrouby (2) svěrného kroužku (1).
-
Odstraňte aretaci.

Pořadí
Poté zkontrolujte následující nastavení:
• Poloha chránění jehly (str. 41)
• Nastavení vačky odstřihu (str. 58)
10.3 Nastavení výšky jehelní tyče
Pořadí
Nejprve zkontrolujte následující nastavení:
• Poloha zacházky (str. 41)
- Je nasazena rovná a nepoškozená jehla (Návod k obsluze stroje)

Správné nastavení
Stroj je zaaretovaný v poloze 1 (str. 23).
Hrot chapače se nachází ve výšce dolní třetiny vybrání jehly.

Porucha
Poruchy při chybné výšce jehelní tyče
- Poškození hrotu chapače
• Uváznutí horní nitě
• Vynechané stehy
• P řetržená nit
• Zlomená jehla

- Demontujte čelní kryt (str. 19).
Obr. 25: Nastavení výšky jehelní tyče
(1) - Šroub
(2) - Jehelní tyč
- Povolte šroub (1) jehelní tyče (2).
- Posuňte jehelní tyč (2) do takové výšky, aby se hrot chapače (3) nacházel ve středu dolní třetiny vybrání jehly (4).
Jehlu přitom neotáčejte do strany. Vybrání jehly (4) musí směřovat k chapači.
- Utáhněte šroub (1) jehelní tyče (2).

Pořadí
Poté zkontrolujte následující nastavení:
• Poloha chránění jehly (str. 41)
(3) - Hrot chapače
(4) - Vybrání jehly
10.4 Nastavení boční vzdálenosti chapače

Pořadí
Nejprve zkontrolujte následující nastavení:
- Je nasazena rovná a nepoškozená jehla (Návod k obsluze stroje)
- Kulisa jehelní tyče je správně vyrovnaná (str. 29)
• Poloha zacházky (str. 41)

Správné nastavení
Vzdálenost mezi hrotem chapače a vybráním jehly je 0,02 až 0,1 mm.

- Sklopte hlavu stroje (str. 17).
- Otevřete kryt chapače.
Obr. 26: Nastavení boční vzdálenosti chapače

(1) - Stavěcí šrouby
(2) - Svěrný kroužek
(3) - Vybrání jehly
(4) - Hrot chapače
(5) - Chapačový sloupek
(6) - Šrouby
(7) - Posuvový šroub
(8) - Sroub

- Zaaretujte stroj v poloze 1 (str. 23).
- Povolte 4 stavěcí šrouby (1) svěrného kroužku (2).
- Povolte 2 šrouby (6) a šroub (8).
- Chapačový sloupek (5) posuňte od jehly.
- Utáhněte nepatrně šrouby (6) a posuvovým šroubem (7) posuňte chapačový sloupek.
Vzdálenost mezi hrotem chapače (4) a vybráním jehly (3) činí 0,02 až 0,1 mm.
Hrot chapače (4) se nedotýká jehly.
- Dotáhněte šrouby (6) a šroub (8).
- Zkontrolujte polohu zacházky (str. 41).
- Utáhněte stavěcí šrouby (1) svěrného kroužku (2).
- Odstraňte aretaci.

Pořadí
Poté zkontrolujte následující nastavení:
- Poloha chránění jehly (str. 41)
10.5 Nastavení chránění jehly
Chránění jehly zabraňuje kontaktu mezi jehlou a hrotem chapače.

Pořadí
Nejprve zkontrolujte následující nastavení:
- Poloha zacházky (str. 41)
- Boční vzdálenost chapače (str. 40)
• Výška jehelní tyče (str. 42) - Je nasazena rovná a nepoškozená jehla (Návod k obsluze stroje)

Správné nastavení
Chránění jehly odtlačuje jehlu právě tak daleko, aby nemohlo dojít ke kontaktu s hrotem chapače.

- Nastavte max. délku stehu dle použitého šicího vybavení.
- Demontujte stehovou desku (str. 20).
Obr. 27: Nastavení chránění jehly
(1) - Šroub
(2) - Imbus klíč 3 mm
(3) - Chránění jehly
(4) - Jehla
(5) - Hrot chapače

-
Otáčejte ručním kolem a zkontrolujte, jak daleko chránění jehly (3) jehlu odtlačuje.
-
Vsuňte klíč (2) 3 mm do regulačního šroubu (1) a otáčejte s ním tak, aby chránění jehly (3) jehlu (4) odtlačilo právě tak daleko, aby nemohlo dojít ke kontaktu s hrotem chapače (5):
-
Silnější odtlačení: otáčejte proti směru hodinových ručiček
- Slabší odtlačení: otáčejte ve směru hodinových ručiček
10.6 Nastavení utvářeče smyčky

Správné nastavení
Utvářeč smyčky (1) u jednojehlových strojů má být seřízen na mezeru (A) = 0,1 až 0,2 mm.

- Nastavte max. délku stehu dle použitého šicího vybavení.
- Demontujte stehovou desku (str. 20).
Obr. 28: Nastavení utvářeče smyčky
text_image
A ①(1) - Utvářeč smyčky
- Přihněte utvářeč smyčky dle správného nastavení.
11 Nastavení otevírání středního dílu chapače
VAROVÁNÍ

Nebezpečí poranění pohybujícími se díly!
Možnost pohmoždění.
Předtím, než začnete nastavovat otevírání středního dílu chapače, stroj vypněte.
Obr. 29: Nastavení otevírání středního dílu chapače

(2) - Střední díl chapače
(3) - Výstupek středního dílu chapače
(4) - Vybrání ve stehové desce
Chapač protahuje horní nit mezi výstupkem středního dílu chapače (3) a vybráním ve stehové desce (4).
Otevírací hák (1) odtlačí v tomto momentě střední díl chapače (2), aby vznikla mezera pro nit.
Když se hrot chapače nachází pod otevíracím hákem (1), musí se otevírací hák (1) otevřít, aby nit mohla proklouznout i kolem tohoto místa.
Pro bezporuchový průchod nitě musí být nastaveny velikost a okamžik otevření.

Porucha
Poruchy při nesprávném nastavení otevírání středního dílu chapače:
• P řetržená nit
• Tvoření smyček na spodní straně stehu
• Hlasité zvuky stroje
11.1 Nastavení velikosti otevření
Obr. 30: Nastavení velikosti otevření (1)

(1) - Výstupek středního dílu chapače (2) - Vybrání ve stehové desce
Po změnách síly horní nitě vždy zkontrolujte velikost otevření. Správná velikost otevření závisí na síle horní nitě.

Správné nastavení
Horní nit klouže neomezeně mezi výstupkem středního dílu chapače (1) a vybráním ve stehové desce (2).
Mezera (A) má být 0,8 mm při max. otevření.

-
Sklopte hlavu stroje (str. 17).
-
Otevřete kryt chapače.
-
Nastavte na ručním kole 310°.
Obr. 31: Nastavení velikosti otevření (2)
(3) - Stavěcí šroub (4) - Otevírací hák

-
Vyjměte zátku ve spodní části sloupku.
-
Povolte stavěcí šroub (3).
-
Otevírací hák (4) nastavte podle správného nastavení.

Důležité
Ujistěte se, že mezera není příliš velká. Střední díl chapače nesmí narážet sem a tam do vybrání stehové desky (2).
-
Utáhněte stavěcí šroub (3).
-
Otvor zazátkujte.
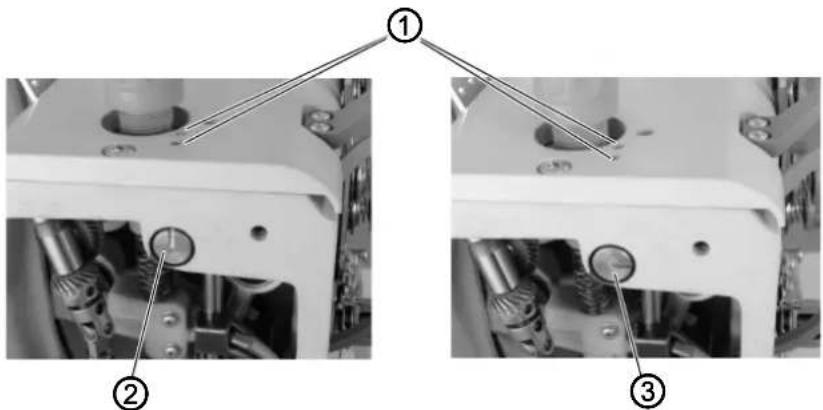
11.2 Nastavení okamžiku otevření
Obr. 32: Nastavení okamžiku otevření
(1) - Seřizovací kolík
(2) - Vačka otevírání
(3) - Stavěcí šroub

Správné nastavení
Je-li zasunut aretační kolík (1) do vačky otevíráni (2), má být úhel na ručním kole:
• pro pravý chapačový sloupek 310° až 315°
• pro levý chapačový sloupek 45° až 50°

-
Sklopte hlavu stroje (str. 17).
-
Zasuňte seřizovací kolík (1) skrz díru v chapačovém sloupku do vačky otevírání (2). U pravého chapačového sloupku zezadu, u levého zepředu.
-
Vyjměte spodní zátku.
-
Povolte stavěcí šroub (3).
-
Nastavte úhel ručního kola dle správného nastavení.
-
Utáhněte stavěcí šroub (3).
-
Otvor zazátkujte.
-
Provedte zkušební šití.
12 Nastavení napětí horní nitě
VÝSTRAHA

Nebezpečí poranění špičatými nebo pohybujícími se díly!
Může dojít k píchnutí nebo pohmoždění.
Předtím, než začnete nastavovat napětí horní nitě, stroj vypněte.
12.1 Nastavení regulátoru horní nitě
Regulátor horní nitě určuje, s jak velkým napětím bude horní nit vedena okolo chapače. Potřebné napětí závisí na tloušt'ce šitého materiálu, tloušť-ce nitě a délce stehů.
- Menší napětí horní nitě: tenký šitý materiál, malé tloušťky nití
• Větší napětí horní nitě: silný šitý materiál, velké tloušťky nití

Správné nastavení
Pro většinu šicích operací je optimální nastavení regulátoru horní nitě spodním okrajem proti číslici 2.
Smyčka horní nitě klouže s mírným napětím přes místo chapače s největším průměrem bez vytváření kliček nebo zadrhávání.

- Otevřete kryt chapače.
Obr. 33: Nastavení regulátoru horní nitě
(1) - Šroub (2) - Regulátor horní nitě

- Otáčejte ručním kolem a sledujte průchod horní nitě okolo chapače.
-
Povolte šroub (1).
-
Posunutí regulátoru horní nitě (2)
- Snížení napětí horní nitě: posunutí dolů
• Zvýšení napětí horní nitě: posunutí nahoru
- Utáhněte šroub (1).
12.2 Nastavení vyrovnávací pružiny nitě
Obr. 34: Nastavení vyrovnávací pružiny nitě
(1) - Dorazové pouzdro
(3) - Upínací podložka
(2) - Pružina
(4) - Šroub
Vyrovnávací pružina nitě udržuje horní nit od horní polohy niťové páky až po zanoření ucha jehly do šitého materiálu napnutou.

Správné nastavení
Vyrovnávací pružina nitě doléhá k dorazu teprve tehdy, když je ouško jehly ponořené do šitého materiálu.
Nastavení vyrovnávací pružiny nitě se musí lišit v závislosti na druhu šitého materiálu a požadovaném výsledku šití.

-
Povolte šroub (4).
-
Otočte dorazové pouzdro (1), abyste nastavili dráhu pružiny.
- Delší dráha pružiny: otáčejte proti směru hodinových ručiček
- Kratší dráha pružiny: otáčejte ve směru hodinových ručiček
- Otočte upínací podložku (3), abyste nastavili napnutí pružiny.
- Větší napnutí pružiny: otáčejte proti směru hodinových ručiček
- Menší napnutí pružiny: otáčejte ve směru hodinových ručiček

Důležité
Dávejte pozor na to, aby se při tom dorazové pouzdro nepootočilo.
- Utáhněte šroub (4).
12.3 Nastavení čepu nit'ového mechanismu

Správné nastavení
Čep má být nastaven dle kategorie šití. tj. dle použité jehly:
| Číslo jehly/Nm Poloha čepu | |
| 70 - 80 A | |
| 90 - 200 B | |
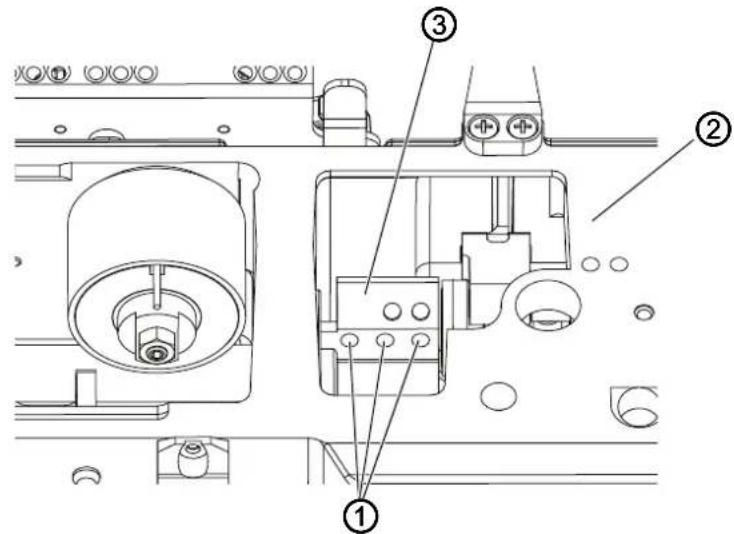
Obr. 35: Nastavení čepu nit'ového mechanismu
(1) - Otvory pro stavěcí šrouby
(2) - Poloha čepu A
(3) - Poloha čepu B

- Vsuňte imbus klíč 3 mm do děr (1).
- Povolte stavěcí šrouby.
- Nastavte čep do polohy (A) nebo (B).
- Utáhněte stavěcí šrouby.
12.4 Elektronické napínače horní nitě
Elektronické napínače horní nitě jsou kalibrovány z výroby a nelze je změnit. Napětí horní nitě je řízeno podle nastavené hodnoty příslušného parametru.
Máte-li dotazy k elektronickému napětí horní nitě, obrat'te se prosím na Zákaznický servis (str. 205).
13 Navíječ
VAROVÁNÍ

Nebezpečí poranění pohybujícími se díly!
Možnost pohmoždění.
Předtím, než začnete nastavovat navíječ, stroj vypněte.
13.1 Nastavení kolečka navíječe vůči řemenici
Obr. 36: Nastavení kolečka navíječe vůči řemenici
(1) - Stavěcí šrouby
(3) - Kolečko pohonu navíječe
(2) - Remenice

Správné nastavení
Vzdálenost mezi kolečkem pohonu navíječe a bokem řemenice činí 0,8 mm.

-
Sejměte kryt ramena (str. 18).
-
Povolte stavěcí šrouby (1).
-
Posuňte řemenici (2) doprava nebo doleva natolik, aby vzdálenost od kolečka pohonu navíječe (3) činila přesně 0,8 mm.
-
Utáhněte stavěcí šrouby (1).
13.2 Nastavení navíječe
Obr. 37: Nastavení navíječe (1)
Kolečko pohonu navíječe běží lehce a bez axiální vůle.
Navíjení se automaticky zastaví, když je dosaženo požadovaného množství návinu na cívce.

- Sejměte kryt ramena (str. 18).
Demontáž navíječe
-
Povolte šrouby (1).
-
Vyjměte navíječ.
Nastavení množství návinu navíječe
Poloha ramen (4) páčky navíječe (3) určuje množství návinu:
- Paralelně: Automatické zastavení navíjení při 0,5 mm pod okrajem cívky
- Blíže k sobě: Automatické zastavení při větším množství návinu
- Dále od sebe: Automatické zastavení při menším množství návinu
- Otáčejte šroubem (2):
- Ramena (4) blíže k sobě: otáčejte proti směru hodinových ručiček
- Ramena (4) dále od sebe: otáčejte ve směru hodinových ručiček
-
Kompletně plnou cívku nasuňte na navíječ.
-
Vyklopte páčku navíječe (3) nahoru až na doraz k niti.
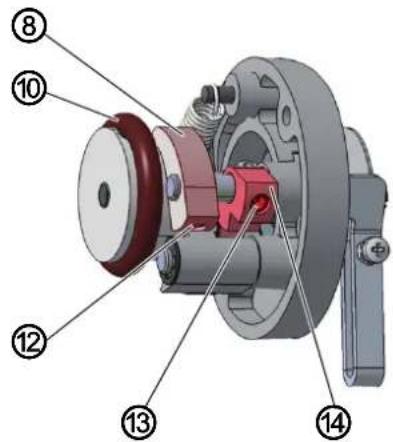
Nastavení navíječe dle velikosti cívky
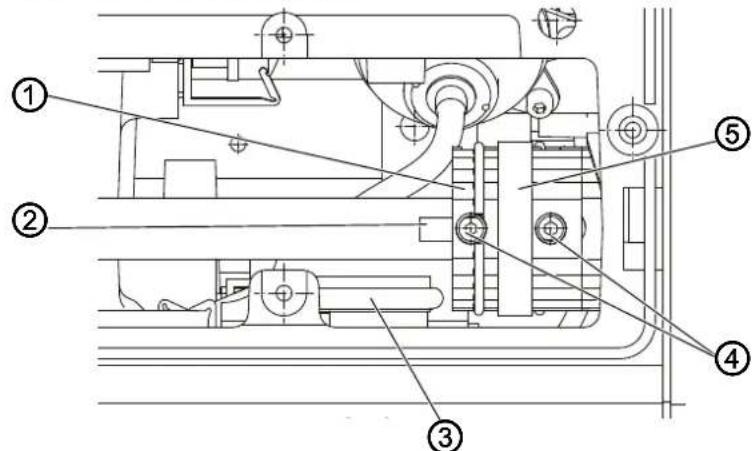
Obr. 38: Nastavení navíječe (2)
(3) - Páčka navíječe
(5) - Nůž odřezávače nití
(6) - Vřeteno navíječe
(7) - Pravý otvor pro šroub
(8) - Blokovací páka
(9) - Blokovací kotouč
(10) - Kolečko pohonu navíječe
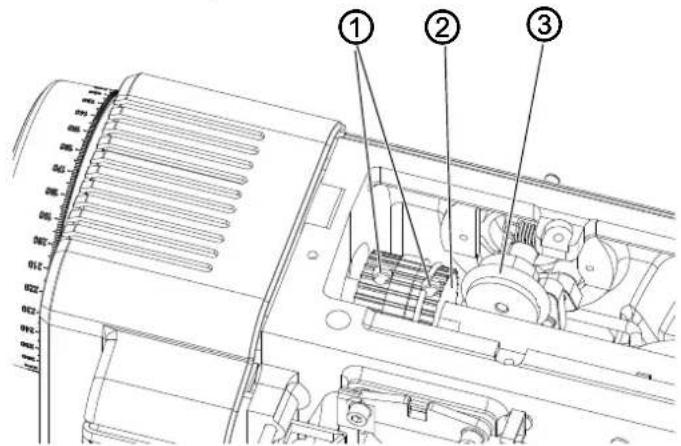
Obr. 39: Nastavení navíječe (3)
(11) - Označení pro chapač XXL

- Natočte vřeteno navíječe (6) tak, aby se nůž odřezávače nití (5) nacházel vpravo nahoře a ukazoval k pravému otvoru pro šroub (7).
- Povolte stavěcí šroub ve svěrce (8).
- Nastavte páčku navíječe (3) tak, aby se horní rameno nacházelo nad příslušným označením, např. pro chapač XXL (11).
Vzdálenost mezi páčkou navíječe a nejvzdálenější nití na cívce činí 2–3 mm. - Nastavte svěrku (8) tak, aby doléhala k dělicímu kruhu (9).
- Nastavte svěrku (8) tak, aby její vzdálenost od kolečka navíječe (10) činila 0,5 mm.
- Dotáhněte stavěcí šroub ve svěrce (8).
Nastavení chodu navíječe
Obr. 40: Nastavení navíječe (4)
(12) - Stavěcí šroub
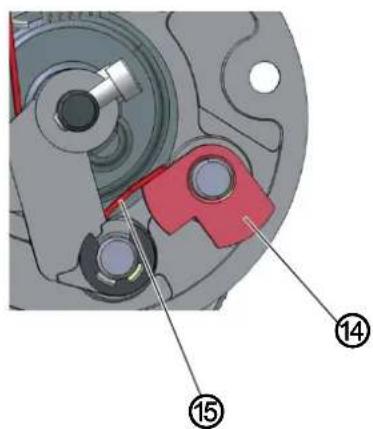
(13) - Stavěcí šroub
(14) - Spínací vačka
(15) - Listová pružina

- Povolte stavěcí šroub (13).
- Nastavte spínací vačku (14) tak, aby přesně doléhala na listovou pružinu (15), když svěrka (8) zaskočí do dělicího kruhu.
- Nastavte spínací vačku (14) tak, aby páčka navíječe (3) neměla axiální vůli.
- Utáhněte stavěcí šroub (13).
Montáž navíječe
Obr. 41: Nastavení navíječe (5)
13.3 Nastavení vedení spodní nitě
Obr. 42: Nastavení vedení spodní nitě
(1) - Šroub (2) - Vedení spodní nitě
Poloha vedení spodní nitě určuje, jak je spodní nit navíjena na cívku.

Správné nastavení
Spodní nit se navíjí stejnoměrně po celé šířce cívky.

-
Povolte šroub (1).
-
Otáčejte vedení spodní nitě (2):
- Směrem dopředu: Spodní nit se bude navíjet více vpředu.
- S m ěrem dozadu: Spodní nit se bude navíjet více vzadu.
14 Odstřih nití
VAROVÁNÍ

Nebezpečí poranění špičatými nebo pohybujícími se díly!
Může dojít k pořezání nebo pohmoždění.
Předtím, než začnete nastavovat odstřih nití, stroj vypněte.
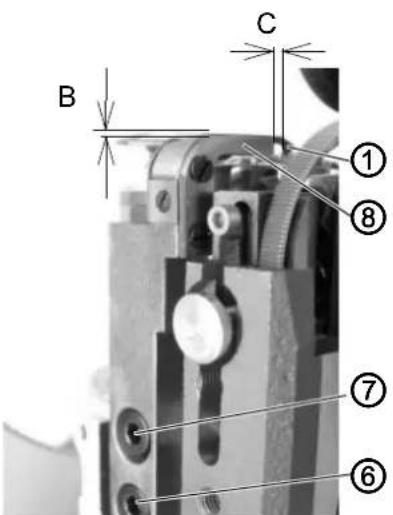
14.1 Nastavení výšky nožů, poloha pevného nože

Správné nastavení
- Mezi pohyblivým nožem (1) a chapačem má být svislá mezera (A) = 0,2 mm.
- Pevný nůž (8) má být pod úrovní pohyblivého nože (1) o hodnotu (B) = 0,3 až 0,5 mm.
- Nože se mají dotknout ve vzdálenosti (C) = 1 až 2 mm.
Obr. 43: Nastavení střihacích nožů
(1) - Pohyblivý nůž
(2) - Držák pohyblivého nože
(3) - Šroub
(4) - Šroub
text_image
B C ① ⑧ ⑦ ⑥(5) - Šroub
(6) - Šroub
(7) - Šroub
(8) - Pevný nůž

- Povolte šrouby (3), (4), (5) a posuňte držák (2) dolů.
- Utáhněte mírně šroub (4), který dosedá na plošku hřídele odstřihu.
- Utahujte posuvový šroub (3), až bude splněn předpis 1.
-
Utáhněte šroub (4) a následně i šroub (5).
-
Odšroubujte kryt chapačového sloupku.
- Povolte šrouby (7) a (6). Nastavte vzdálenost (B) dle předpisu 2.
- Utáhněte velmi mírně šroub (6).
- Na ručním kole nastavte úhel 270°.
- Ručně natočte pohyblivý nůž (1) na vzdálenost (C) a přisuňte k němu pevný nůž (8), až se nože lehce (bez tlaku) dotknou.
- Utáhněte šrouby (7) a (6) a prověřte zda se nože dotknou ve vzdálenosti (C).

Důležité
Pokud je nastaven příliš vysoký stříhací tlak pevného nože, povede to k jeho nadměrnému opotřebení.
14.2 Výchozí poloha pohyblivého nože

Správné nastavení
Je-li snímací kladka (1) v dotyku s nejvyšším bodem vačky odstřihu (3), má okraj pohyblivého nože (5) přejít o 0,5 až 1 mm břit pevného nože (4).
Obr. 44: Výchozí poloha pohyblivého nože
(1) - Kladka
(4) - Pevný nůž
(2) - Kroužek
(5) - Pohyblivý nůž
(3) - Vačka odstřihu
(6) - Šroub

- Sklopte hlavu stroje (str. 17).
- Zkontrolujte, zda je vačka odstřihu (3) doražena na kroužek (2).
- Otočte vačku (3) dle předpisu.
- Povolte šroub (6).
- Natočte pevný nůž (4) dle předpisu.
- Utáhněte šroub (6).
14.3 Nastavení krátkého odstřihu nití
Obr. 45: Nastavení krátkého odstřihu nití
text_image
A B ① ② ③ ④ ⑤ ⑥ ⑦ ⑧(1) - Šroub
(2) - Šroub
(3) - Šroub
(4) - Šrouby
(5) - Pevný nůž
(6) - Podpěra pevného nože
(7) - Pohyblivý nůž
(8) - Stehová deska

Správné nastavení
- Mezi horní stranou pohyblivého nože (7) a stehovou deskou (8) má být minimální mezera (místo A). Pohyb nože musí být přitom volný.
- Pevný nůž (5) a pohyblivý nůž (7) mají být vzájemně seřízeny tak, aby stříhaly nitě s minimálním přítlakem.
- Je-li snímací kladka (10) v dotyku s nejvyšším bodem vačky odstřihu (9) (S. 58), má být mezera (B) mezi pohyblivým nožem (7) a stehovou deskou (8) nulová.

- Otevřete kryt chapače.
- Přinasazené stehové desce povolte šrouby (1), (2), (3) a posuňte držák pohyblivého nože dolů.
- Utáhněte mírně šroub (2), který dosedá na plošku hřídele odstřihu.
- Utahujte posuvový šroub (3), až bude splněn předpis 1.
- Utáhněte šroub (2) a následně i šroub (1).
- Demontujte stehovou desku (8).
- Našroubujte podpěru nože (6) tak, aby nebyla vůle mezi nožem (7) a podpěrou (6) a aby podpěra nůž nenadzvedávala.
- Přišroubujte pevný nůž (5) dvěma šrouby (4) a seřid'te podle předpisu 2.
- Nasad'te stehovou desku (8).
- Povolte šroub (12) svěrného spoje na páce snímací kladky (10).
- Dorazte pohyblivý nůž (7) a páku (13) do koncové polohy na stehovou desku podle předpisu 3.
- Utáhněte šroub (12) svěrného spoje na páce snímací kladky (10).
14.4 Nastavení vačky odstřihu
Obr. 46: Nastavení vačky odstřihu
(9) - Vačka odstřihu
(10) - Kladka
(11) - Vybrání
(12) - Šroub svěrného spoje
(13) - Páka
(14) - Kroužek
(5) - Pevný nůž
(7) - Pohyblivý nůž

Správné nastavení
- Je-li páka (13) v základní klidové poloze, je mezi nejvyšším bodem vačky (9) a kladkou (10) mezera (A) = 0,05 až 0,1 mm. V této poloze je pohyblivý nůž nejdále vzadu od obsluhy stroje.
- Úhlová poloha (časování) vačky (9) má být taková, aby k odstřížení niti došlo, když je na ručním kole úhel 40° až 45°. (u krátkého odstřihu 60°). To je zajištěno tehdy, pokud kladka (10) zapadá do vybrání (11) v dráze vačky při poloze ručního kola 90° (u krátkého odstřihu 100°).

- Sklopte hlavu stroje (str. 17).
- Otevřete kryt chapače.
- Povolte šrouby kroužku (14).
- Povolte šrouby vačky (9).
- Natočte vačku (9) vrcholem proti kladce (10). Stranově posunujte vačku, aby byla mezi vačkou a kladkou vzdálenost (A) = 0,05 až 0,1 mm.
- Posuňte kroužek (14) doprava na doraz k vačce (9). Dbejte, aby nedošlo k rozestavení zacházky chapače (S. 37).
- Utáhněte šrouby kroužku (14).
- Utáhněte šrouby vačky (9) tak, aby břit pohyblivého nože (7) a břit pevného nože (5) byl v zákrytu při 40° až 45° na ručním kole.
- Překontrolujte nastavení vzdálenosti dle předpisu 1, úhlu vačky dle předpisu 2 a zacházky chapače (☐ S. 37).
14.5 Přidržovací pružina spodní nitě
Obr. 47: Nastavení přidržovací pružiny
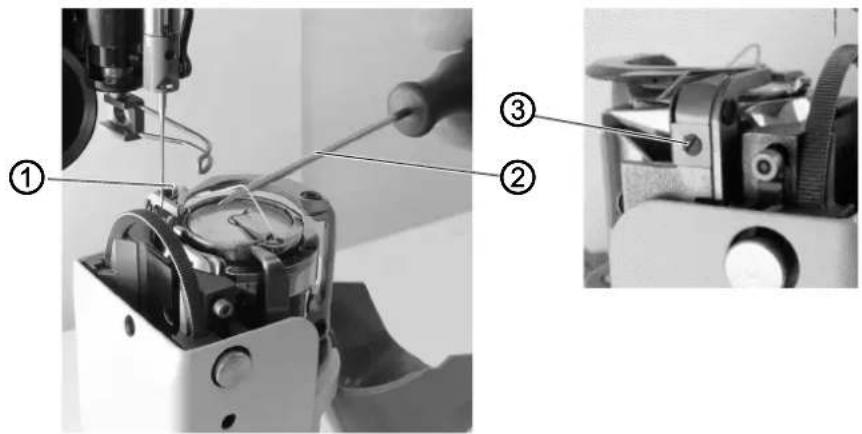
(1) - Přidržovací pružina
(3) - Šroub
(2) - Šroubovák

Správné nastavení
Přidržovací síla pružiny (1) by neměla být nastavena vyšší, než je zapotřebí. Má být schopna vytáhnout spodní nit z chapače.

- Šijte a proved'te odstřih niti.
- Šroubovákem (2) natahujte nit dle obrázku a zjistěte, zda se nit vytáhne z chapače nebo pod pružinou (1).
- Šroubem (3) nastavujte a seřizujte tlak přidržovací pružiny (1), až bude splněn předpis.

Porucha
Pokud je přidržovací pružina nesprávně nastavena, mohou nastat potíže při šití.
15 Nastavení pojistné spojky
VAROVÁNÍ

Nebezpečí poranění pohybujícími se díly!
Možnost pohmoždění.
Předtím, než začnete nastavovat pojistnou spojku, stroj vypněte.
Pojistná spojka vyskočí při zablokování chapače nitěmi a zabrání tak změně nastavení nebo poškození chapače.
15.1 Zaskočení pojistné spojky
(1) - Stavěcí šrouby
(2) - Levý stavěcí kroužek
Poloha čtyř stavěcích šroubů (1) obou stavěcích kroužků vedle pojistné spojky (3) musí být vzájemně paralelní. Po vyskočení pojistné spojky již nejsou v paralelní poloze.

-
Sklopte hlavu stroje (str. 17).
-
Natočte levý stavěcí kroužek (2) tak, aby byla vzájemná poloha stavěcích šroubů (1) paralelní.
15.2 Nastavení točivého momentu
POKYN
Může dojít k věcným škodám!
Pokud změníte točivý moment, může se stát, že spojka nevyskočí, ačkoliv by to bylo potřebné.
Tím může dojít k poškození stroje, např. při zablokování chapače nitěmi.
NEMĚNTE výrobní nastavení.
Dbejte na to, aby zůstal zachován vypínací točivý moment 8 Nm.
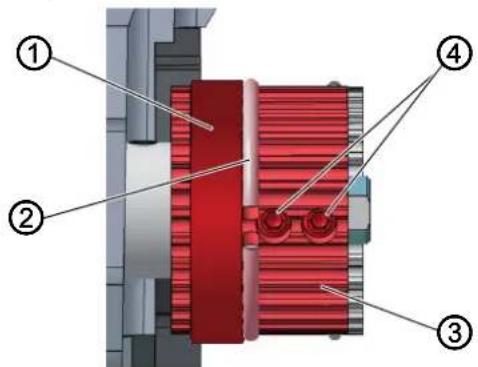
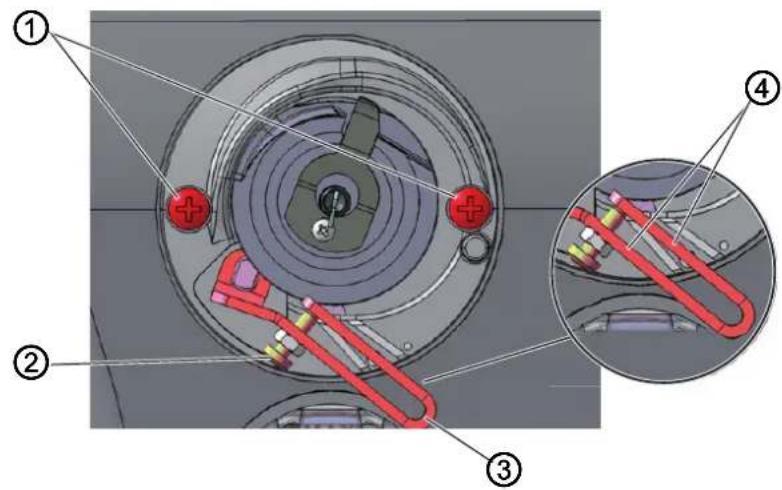
Obr. 49: Nastavení vypínaciho točivého momentu
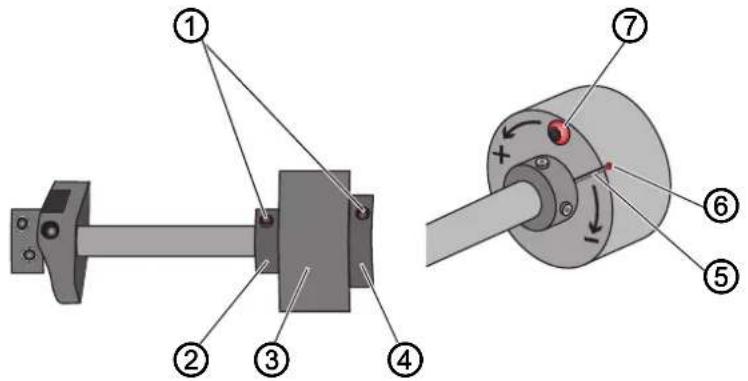
(1) - Stavěcí šrouby
(2) - Levý stavěcí kroužek
(3) - Pojistná spojka
(4) - Pravý stavěcí kroužek
(5) - Drážka pro nastavení
(6) - Značka
(7) - Šroub

Správné nastavení
Stroj je z výroby nastavený tak, že vypínací točivý moment činí 8 Nm, když se značka (6) nachází přesně nad drážkou pro nastavení (5) kotouče.

- Sklopte hlavu stroje (str. 17).
- Povolte šroub (7).
- Pomocí šroubováku nastavte polohu drážky pro nastavení (5) oproti značce (6) tak, aby bylo dosaženo točivého momentu 8 Nm.
• Zvýšení síly: otáčejte ve směru +
- Snížení síly: otáčejte ve směru –
- Utáhněte šroub (7).
Nebezpečí úrazu elektrickým proudem!
Při nechráněném kontaktu s elektrickým proudem může dojít k nebezpečným zraněním a k ohrožení života.
Práce na elektroinstalaci smí vykonávat POUZE kvalifikovaní elektrikáři nebo náležitě poučené osoby.
Při práci na elektroinstalaci musí být VŽDY vytažená zástrčka ze sítě.
VAROVÁNÍ

Nebezpečí poranění pohybujícími se díly!
Možnost pohmoždění.
Stroj smí rozebírat a sestavovat pouze vyškolený odborný personál.
16.1 Demontáž motoru
16.1.1 Demontáž ručního kola a příruby ručního kola
Obr. 50: Demontáž ručního kola a příruby ručního kola
(1) - Ruční kolo
(2) - Šrouby
(3) - Stavěcí šrouby
(4) - Příruba ručního kola

-
Povolte všechny tři šrouby (2) na ručním kole (1).
-
Povolte oba stavěcí šrouby (3) a sejměte přírubu ručního kola (4).
(3) - Příruba ručního kola

- Povolte všech 5 šroubů (1).
- Kryt (2) odstraňte směrem ve směru osy ručního kola.
16.1.3 Vyjmutí motoru
Obr. 52: Vyjmutí motoru
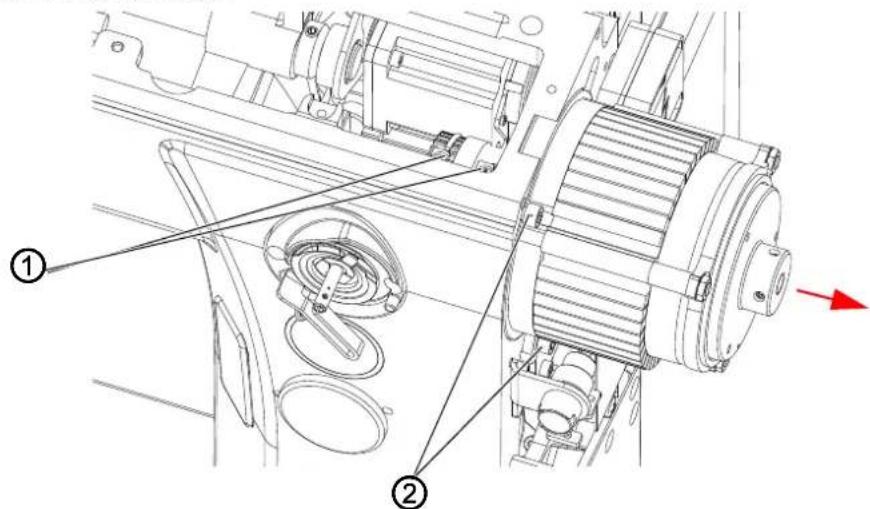
(1) - Šrouby (2) - Šrouby

- Povolte šrouby (1) a odpojte kabely od motoru.
- Odšroubujte 3 šrouby (2) na přírubě motoru.
- Vytáhněte motor ve směru šipky ze stroje.
Montáž motoru

- Motor nasuňte do řemenice horní hřídele.
- Zašroubujte 3 šrouby (2) na přírubě motoru.
- Utáhněte šrouby (1).

Důležité
První řada šroubů (1) na řemenici ve směru otáčení stroje má být dotažena na plošky hřídele.
16.1.4 Nasazení krytu
Obr. 53: Nasazení krytu
-
Nasad'te kryt (2).
-
Utáhněte šrouby (1).
16.1.5 Montáž ručního kola
Obr. 54: Montáž ručního kola
(1) - Ruční kolo (2) - Šrouby

- Nasadte ruční kolo (1) a utáhněte všechny 3 šrouby (2).
17 Programování ovládacího panelu OP3000
V této kapitole jsou vysvětleny jen obsahy úrovně technika. Pro popis vytváření programů nebo změn parametrů šití je programování na uživatelské úrovni vysvětleno v Návodu k obsluze 878-M PREMIUM.
17.1 Vyvolání úrovně technika
K provádění nastavení na úrovni technika je vyžadováno heslo.
Takto se dostanete do úrovně technika:

-
Zapněte stroj.
-
Stiskněte současně tlačítka P a S.
Na displeji se zobrazí okno pro zadání hesla:
Obr. 55: Okno pro zadání hesla

text_image
P 000 Code 0***** 5 | L H | P 5 | 3.0 | 1.9 51- Pomocí číslicových tlačítek zadejte heslo (25483).
Nacházíte se na úrovni technika.
17.2 Struktura softwaru
Po vstupu do úrovně technika se na displeji zobrazí položky menu chráněné sekce. Následující tabulka uvádí položky menu a stručné vysvětlení.
| Podmenu Popis Odkaz | ||
| Tech.Zamknuto | Zamknutí úrovně technika | str. 68 |
| VyvolatParametr | Výběr parametru(viditelný jen v případě, že byl aktivován) | str. 68 |
| Predvolba prog. | Přednastavení programu | str. 69 |
| Konfig.stroje | Konfigurace stroje str. 73 | |
| Konfig.uzivatel | Uživatelská konfigurace | str. 88 |
| Servis | Servis | str. 101 |
| Pocitadlo | Počítadlo | str. 108 |
| Reset | Resetování dat | str. 108 |
| Prenos dat | Transfer dat | str. 109 |
Další přechod do podmenu zde nelze z prostorových důvodů znázornit.
Na začátku každé kapitoly k položkám menu se nachází příslušný přehled.
17.3 Podmenu Zamknutí úrovně technika (Tech.Zamknuto)
Úroveň technika lze opustit tak, že do ní lze následně opětovně vstoupit bez zadání hesla, nebo tak, že se musí pro opětovné vstoupení do úrovně technika zadat heslo.
Bezpečné opuštění úrovně technika
- Vyberte parametr Tech.Zamknuto.
- Potvrďte parametr stisknutím tlačítka OK.
Nacházíte se na úrovni obsluhy. Do úrovně technika lze vstoupit stisknutím tlačítek P a S jen po opětovném zadání hesla.
Opuštění úrovně technika, které není bezpečné
- Opust'te úroveň technika stisknutím tlačítka ◀ nebo tlačítka ESC.
Nacházíte se na úrovni obsluhy. Do úrovně technika lze vstoupit stisknutím tlačítek P a S bez nutnosti opětovného zadání hesla.

Informace
Vstoupíte-li do úrovně technika prostřednictvím přístupu přes USB flashdisk, systém automaticky bezpečně opustí úroveň technika, jakmile vyjmete USB flashdisk.
17.4 Podmenu Výběr parametrů (VyvolatParametr)
Toto podmenu je viditelné jen tehdy, je-li aktivní parametr Náhled parametru (UkazCisloPara) (str. 89). Zde lze přímo měnit nastavení parametru.
Takto změníte hodnoty parametrů:
- Vyberte položku menu Servis >VyvolatParametr (Servis >Výběr parametrů).
- Výběr potvrďte stisknutím tlačítka OK.
Zobrazí se okno, v němž lze zvolit parametr:
Obr. 56: Podmenu VyvolatParametr (Výběr parametrů)
ParameterCall

Cat Par Mode
01 00 6
- Vyberte úroveň požadovaného parametru pomocí tlačítek ▲/▼.
| Zkratka Význam |
| O Operator / pracovník obsluhy |
| T Technician/technik |
- Tlačítkem ▶ přejděte na kategorii Kat a pomocí tlačítek ▲/▼ nebo číslicových tlačítek vyberte požadovanou hodnotu. Kategorie jsou vysvětleny v 📄 Seznamu parametrů 878-M PREMIUM.
- Tlačítkem ▶ přejděte na parametr Par a pomocí tlačítek ▲/▼ nebo čís-licových tlačítek vyberte požadovanou hodnotu. Parametry jsou vysvětleny v 📄 Seznamu parametrů 878-M PREMIUM.
- Tlačítkem ▶ přejdete na čtvrtou hodnotu zcela vpravo. Tato hodnota je v závislosti na parametru různá. Může to být režim nebo okno s v ý b ěrem akce.
- Zadejte hodnotu parametru a potvrd'te zadání tlačítkem OK.
17.5 Podmenu Prednastavení programu (Predvolba prog.)

Zde lze provádět specifická zákaznická nastavení, která se při vytváření nového programu automaticky použijí jako prednastavené hodnoty pro první část švu. Hodnoty je nutno zvolit tak, aby mohly být zachovány u co nejvíce programů.
Menu se rozvětvuje na následující podpoložky:
| Parametr | Vysvětlení | Odkaz |
| Delka Stehu | Délka stehu ☐ str. 70 | |
| PritlakPatk | Přítlak patky | ☐ str. 70 |
| Napeti Nite | Napětí horní nitě | ☐ str. 71 |
| TypDifference | Typ difference ☐ str. 71 | |
| Difference | Stupně diferencování | ☐ str. 71 |
| StartZapositi | Počáteční zapošití | ☐ str. 72 |
| KonecZapositi | Koncové zapošití | ☐ str. 72 |
| Odstrih Nite | Odstřih nitě | ☐ str. 72 |
| Kusu za den | Počítadlo ks za den | ☐ str. 72 |
17.5.1 Nastavení parametru Délka stehu (Delka Stehu)

POKYN
Možnost vzniku věcných škod!
Stroj a šicí zařízení se mohou poškodit.
VŽDY přizpůsobte délku stehu zvolenému šicímu zařízení.
Délka stehu, která má být standardně nastavena při vytvoření nového programu.
Takto nastavíte parametr délka stehu:
- Vyberte parametr Delka Stehu
- Výběr potvrd'te stisknutím tlačítka OK.
- Zadejte požadovanou hodnotu (00.0 – 7.0 mm) dle max. délky stehu T3010
- Hodnotu potvrďte stisknutím tlačítka OK.
17.5.2 Nastavení parametru Přítlak patky ( PritlakPatk)

Přítlak patky, který má být standardně nastaven při vytvoření nového programu.
Takto nastavíte parametr přítlak patky:
- Vyberte parametr PritlakPatk.
- Výběr potvrďte stisknutím tlačítka OK.
- Zadejte požadovanou hodnotu (01 – 14).
- Hodnotu potvrďte stisknutím tlačítka OK.
17.5.3 Nastavení parametru Napětí horní nitě (Napeti Nite) - volitelné vybavení

Napětí horní nitě, které má být standardně nastaveno při vytvoření nového programu.
Takto nastavíte parametr napětí horní nitě:
- Vyberte parametr Napeti Nite.
- Výběr potvrďte stisknutím tlačítka OK.
- Zadejte požadovanou hodnotu (01 – 99 %).
- Hodnotu potvrďte stisknutím tlačítka OK.

Informace
U dvoujehlových strojů je menu rozšířeno. Poté lze nastavit napětí horní nitě pro pravou a levou stranu.
17.5.4 Nastavení parametru Typ difference (TypDifference)

Diference podávání (horní/dolní), který má být standardně nastaven při vytvoření nového programu.
Takto nastavíte parametr typ difference:
- Vyberte parametr TypDifference.
- Výběr potvrďte stisknutím tlačítka OK.
- Vyberte horní ↑ nebo dolní ↓ diferencování.
- Hodnotu potvrďte stisknutím tlačítka OK.
17.5.5 Nastavení parametru Stupně diferencování ( Difference)

Rozsah diferencování: -6 – 16.
Takto nastavíte parametr stupně difference:
- Vyberte parametr Diference.
- Výběr potvrďte stisknutím tlačítka OK.
- Zadejte požadovanou hodnotu (-6 – 16).
- Hodnotu potvrd'te stisknutím tlačítka OK.
17.5.6 Nastavení parametru Počáteční zapošití (StartZapositi)

Nastavení, zda je počáteční zapošití u nového programu automaticky aktivováno.
| Položka menu | Možnost nastavení |
| Zap | Počáteční zapošití se automaticky aktivuje. Hodnoty pro počáteční zapošití se převezmou z ručního režimu. |
| Vyp | Počáteční zapošití se neaktivuje. |
17.5.7 Nastavení parametru Koncové zapošití ( KonecZapositi)
Nastavení, zda je koncové zapošití u nového programu automaticky aktivováno.
| Položka menu Možnost nastavení | |
| Zap | Koncové zapošití se automaticky aktivuje. Hodnoty pro koncové zapošití se převezmou z ručního režimu. |
| Vyp Koncové zapošití se neaktivuje. | |
17.5.8 Nastavení parametru Odstřih nitě (Odstrih Nite)
Nastavení, zda je odstřih nitě u nového programu automaticky aktivován či nikoliv.
| Položka menu Možnost nastavení | |
| Zap | Odstřih nitě se automaticky aktivuje na konci části švu a na konci programu švů. |
| Vyp | Odstřih nitě se neaktivuje. |
17.5.9 Nastavení parametru Počítadlo ks za den ( Kusu za den)
Počítadlo ks za den může počítat vzestupně nebo sestupně. Kromě toho lze zadat hodnotu, která má být zvolena při resetu.
| Položka menu | Možnost nastavení |
| DenPocet | Vyp – počítadlo je vypnutéNahoru – počítadlo ks za den počítá vzestupněDolů – počítadlo ks za den počítá sestupně |
| ResetPoctu | Zadejte hodnotu, na kterou se má počítadlo ks za den při resetování nastavit (rozsah hodnot -999 – 999) |


17.6 Podmenu Konfigurace stroje (Konfig.stroje)

Zde lze provádět nastavení na stroji, která přesahují program.
Parametry jsou blíže vysvětleny v podkapitolách.
Menu se rozvětvuje na následující podpoložky:
| Parametr Vysvětlení Odkaz | ||
| Odstrih Nite | Odstřih nitě | str. 74 |
| Brzda Nite | Svorka nitě | str. 75 |
| Rychlost | Otáčky | str. 77 |
| StopPozice | Polohy zastavení str. 77 | |
| Patka | Šicí patka str. 78 | |
| Orez | Ořez okrajů | str. 78 |
| Napeti Nite | Napětí horní nitě | str. 79 |
| Delka Stehu | Délka stehu str. 81 | |
| Civka | Cívka str. 81 | |
| PridrzSilaMotor | Přidržná síla motoru | str. 81 |
| Pedal | Pedál str. 83 | |
| Chlazeni Jehly | Chlazení jehly | str. 83 |
| StredovyVodic | Střední vodič | str. 84 |
| Bocni Vodic | Boční vodič | str. 84 |
| Sila Materialu | Rozpoznání tloušťky materiálu | str. 85 |
| Vliv Rychlosti | Korekce působení vysokých otáček | str. 85 |
| Svetel.Zavora | Světelná závora | str. 85 |
| ModMereniSekce | Měření délky sekce | str. 86 |
| Navlek Nite | Režim navlékání nitě | str. 86 |
| BlokovaniChodu | Blokování chodu str. 87 | |
| Difference | Difference | str. 87 |
| ManualZapositi | Manuální zapošiti | str. 87 |
17.6.1 Nastavení parametru Odstřih nitě (Odstrih Nite)
Pro odstřih nite lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu Možnost nastavení | |
| Zap/Vyp | Odstřih nitě lze obecně aktivovat nebo deaktivovat, pokud je zde deaktivován, nelze jej již vybrat na uživatelské úrovni. |
| Rychlost | Otáčky, které má běžící stroj při odstřižení nitě.(Rozsah hodnot 050 – 250 [rpm]) |
| ZacOdstrih° | Pozice, kdy je aktivován magnet odstřihu nitě.(Rozsah hodnot 000 – 359) |
| KonOdstrih° | Pozice, kdy je deaktivován magnet odstřihu nitě.(Rozsah hodnot 000 – 359) |
| JehlaDole° | Poloha jehly v dolní úvrati během šití, údaj ve stupních.(Rozsah hodnot 000 – 359) |
| PoOdstrih° | Poloha jehly po odstřižení nitě, před zpětným otočením.(Rozsah hodnot 000 – 359) |
| Otacka Zpet | Zpětné otočení po odstřižení nitě aktivní nebo neaktivní.(Rozsah hodnot Zap/Vyp) |
| JehlaOdstr.° | Poloha jehly za odstřižením nitě (poloha zpětného otočení), jehla je přemístěna nahoru pro dosažení úplné výšky zdvihu, niťová páka pak již není v horní úvrati.(Rozsah hodnot 000 – 359) |
| OtevritNap° | Poloha jehly, při níž se mění napětí horní nitě na hodnotu pro odstřižení nitě (Napeti Nite).(Rozsah hodnot 000 – 359) |
| ZavritNap° | Poloha, při níž se po odstřižení nitě opět používá normální napětí horní nitě.(Rozsah hodnot 000 – 359) |
| Napeti Nite | Napětí horní nitě během odstřižení nitě(Rozsah hodnot 00 – 50 [%]) |
| CasZavNap | Zpoždění, jak dlouho trvá, než se opět používá normální napětí horní nitě.(Rozsah hodnot 000 – 200 [ms]) |
| Kratky Steh NaZacatku | Počet krátkých stehů na začátku švu, účelný pro čisté zapošití.(Rozsah hodnot 00 – 99) |
| NaKonciPočet krátkých stehů na konci švu, aby byl rozdíl délek mezi horní a chapačovou nití (opticky) co nejmenší.(Rozsah hodnot 00 – 99) | |
| DelStehuDélka krátkých stehů, zpravidla mezi 01.0 – 01.5 [mm](Rozsah hodnot -7.0 – 7.0) | |

| Položka menu Možnost nastavení | |
| ZmenaDelStehu | Zap/Vyp změna délky stehu. |
| DelStehuDélka stehu během procesu odstřihu. | |
| Zapnut°Pozice, kdy je změna délky stehu aktivována. | |
| Vypnut°Pozice, kdy je změna délky stehu deaktivována. | |
| OdsStehZpet | Odstřih nitě při zpětném stehu(Rozsah hodnot Zap/Vyp) |
| Konfig.PWM | Pulzně šířková modulaceElektrické buzení magnetu pro odstřih nitě |
| t1 [ms]Doba aktivace odstřihu nitě do časového úseku t1.(Rozsah hodnot 000 – 1000 [ms]) | |
| Takt t1 [%]Střída v časovém úseku t1(Rozsah hodnot 000 – 100 [%]) | |
| t2 [s]Doba aktivace odstřihu nitě do časového úseku t2.(Rozsah hodnot 000 – 600 [s]) | |
| Takt t2 [%]Střída v časovém úseku t2(Rozsah hodnot 000 – 100 [%]) | |
17.6.2 Nastavení parametru Svorka nitě (Brzda nite)
Pro svorku nitě lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu Možnosti nastavení | |
| Zap/Vyp | Svorka nitě lze aktivovat nebo deaktivovat. |
| Mod | Volitelné různé režimy (1 až 10), vysvětlení se nacházív Seznamu parametrů 878-M PREMIUM. |
| SilaMaterialu | Zap/VypVýška zdvihu kol. patky v závislosti na tlouštče materiálu. |
| UhelZapVypBrzdy | Zap/VypPoloha pro aktivování a deaktivování svorky nitě.(Rozsah hodnot 000 – 359) |
| UhelZapVypPatka | Zap/VypPoloha pro zdvih/spuštění kolečkové patky pro uvolnění pod ní upnuté nitě.(Rozsah hodnot 000 – 359) |
| VyskaPatkyVýška zdvihu kolečkové patky(Rozsah hodnot 01.0 – 12.0) | |

| Položka menu Možnosti nastavení | |
| MoznostiBrzdy | Režim svorky nitě0 – j e n n a z a čátku švu1 – na začátku švu a během zpětného otočení2 – na začátku švu a během zvedání patky3 – na začátku švu a během zpětného otočení a zvedání patky |
| Konfig.PWM | Pulzně šířková modulaceElektrické buzení magnetu pro svorku nitě |
| t1 [ms]Doba aktivace odstřihu nitě do časového úseku t1.(Rozsah hodnot 000 – 1000 [ms]) | |
| Takt t1 [%]Střída v časovém úseku t1(Rozsah hodnot 000 – 100 [%]) | |
| t2 [s]Doba aktivace odstřihu nitě do časového úseku t2.(Rozsah hodnot 000 – 600 [s]) | |
| Takt t2 [%]Střída v časovém úseku t2(Rozsah hodnot 000 – 100 [%]) | |
| NSB | Čistý začátek švu (Neat Seam Beginning)(Rozsah hodnot Zap/Vyp) |
| Zpozd OdstZpoždění po odstřížení nitě, je-li aktivována funkce NSB.(Rozsah hodnot 0000 – 1000 [ms]) | |
| NuzHodnota pro 1. polohu nože po začátku švu.(Rozsah hodnot 000 – 359) | |
| Nuz BrzdyHodnota pro vypnutí svorky nože.(Rozsah hodnot 000 – 359) | |
| OdfukOdsávání odstříženého konce nitě.Zapnutí° – poloha ke spuštění odsávání(rozsah hodnot 000 – 359)Vyp[ms] – doba trvání odsávání(rozsah hodnot 00000 – 99999 [ms]) | |
17.6.3 Nastavení parametru Otáčky (Rychlost)
Pro otáčky lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu | Možnosti nastavení |
| Rychl.Max | Maximální přípustné otáčky, které již nelze na uživatelské úrovni překročit.(Rozsah hodnot 0500 – 2500 [rpm]) |
| Rychl.Min | Minimální otáčky, s nimiž je prováděn jednotlivý steh, které již nelze na uživatelské úrovni překročit.(Rozsah hodnot 050 – 400 [rpm]) |
| Rychl.Pozic | Poziční rychlost, poslední steh je při zastavení šití prováděn pomaleji.(Rozsah hodnot 010 – 700 [rpm]) |
| Rychl.Start | Otáčky pro pozvolný rozběh.(Rozsah hodnot 0010 – 1000 [rpm]) |
| StehyStart | Počet stehů, které mají být vykonány při pozvolném rozběhu.(Rozsah hodnot 00 – 10) |
| RampaZrychl | Rampa zrychlení (šicí motor) |
| RampaBrzden | Rampa brzdění (šicí motor) |
17.6.4 Nastavení parametru Polohy pro zastavení ( StopPozice)
Pro polohy pro zastavení lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu | Možnosti nastavení |
| JehlaDole° | Poloha zastavení jehly v materiálu.Rozsah hodnot (000 – 359) |
| JehlaNavlek° | Poloha pro funkci navlékací pomůcky, např. u niťové páky v horní úvrati.Rozsah hodnot (000 – 359) |
| JehlaNahore° | Poloha zastavení jehly mimo materiál.Rozsah hodnot (000 – 359) |
| JehlaOdstr.° | Poloha zastavení po odstřížení nitě (poloha zpětného otočení).Rozsah hodnot (000 – 359) |



17.6.5 Nastavení parametru Kolečková patka (Patka)
Pro kol. patku lze provádět různá nastavení. Možnosti jsou blíže vysvětle- ny v tabulce.
| Položka menu | Možnosti nastavení |
| Max Zdvih | Maximální výška zdvihu kol. patky, kterou smí systém vykonat.(Rozsah hodnot u normálního odstřihu nitě 01.0 – 13.0 [mm]) |
| Rychl.Zdvih | Rychlost, s níž se má kol. patka zvednout.(Rozsah hodnot 01 – 60) |
| Odlehceni | Přizvednutí kol. patky(Rozsah hodnot 0.0 – 3.0 [mm](Aktivováno viz ☐ str. 90) |
17.6.6 Nastavení parametru Ořez okrajů (Orez)
Pro ořez okrajů (volitelné vybavení) lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce:
| Položka menu | Možnosti nastavení |
| Orez | Rozsah hodnot Zap/Vyp |
| Mod | Nastavení automatického režimu zvednutí ořezu.Rozsah hodnot0 - deaktivováno1 - se zvednutím patky2 - po odstřihu niti nebo odšití nastaveného počtu stehů3 - po odstřihu niti nebo odšití nastaveného počtu stehů nebo zvednutí patky4 - při zapošívání5 - při zapošívání nebo zvednutí pakty6 - po odstřihu niti nebo odšití počtu stehů nebo při zapošívání7 - po odstřihu niti nebo odšití počtu stehů nebo při zapošívání nebo zvednutí patky |
| t Dobeh | Časové zpoždění vypnutí ořezu.(Rozsah hodnot 0–2,5 [s]) |
| StehyDolu | Počet stehů do spuštění ořezu.(Rozsah hodnot 0 – 255) |
| StehyNahoru | Počet stehů do vypnutí ořezu (Režim 2, 3 nebo 6).(Rozsah hodnot 0 – 255) |
| PracCyklMin | Minimální pracovní cyklus PWM motoru ořezu okrajů.(Rozsah hodnot 0–100 [%]) |
| PracCyklMax | Maximální pracovní cyklus PWM motoru ořezu okrajů.(Rozsah hodnot 0–100 [%]) |
| Rychl.Cykl | Rychlost šití, při které motor ořezu okrajů dosáhne maximálního pracovního cyklu PWM.(Rozsah hodnot 0–4000 [ot/min]) |
| Konfig.PWM | Pulzně šířková modulaceElektrické buzení motoru ořezu |
| t1 [ms]Doba aktivace motoru ořezu v časovém úseku t1(Rozsah hodnot 0 – 1000 [ms]) | |
| Takt t1 [%]Cyklus zapínání t1 pro motor ořezu(Rozsah hodnot 0 – 100 [%]) | |
| t2 [s]Doba aktivace motoru ořezu v časového úseku t2.(Rozsah hodnot 0 – 60 [s]) | |
| Takt t2 [%]Cyklus zapínání t2 pro motor ořezu(Rozsah hodnot 000 – 100 [%]) | |
| BoostDočasné zvýšení výkonu při aktivaci motoru ořezu.Rozsah hodnot Zap/Vyp |
17.6.7 Nastavení parametru Napětí horní nitě (Napeti Nite)

Pro napětí horní nitě lze provádět různá nastavení. Možnosti jsou blíže vy světleny v tabulce.
| Položka menu Možnosti nastavení | |
| ModNapPatka | Režim pro uvolnění napětí horní nitě, při aktivovaném zdvihu kolečkové patky. |
| 0 Napětí horní nitě se neuvolní. | |
| 1 Při zdvihu kolečkové patky během šití se napětí horní nitě uvolní. | |
| 2 Po odstřížení nitě se napětí horní nitě uvolní. | |
| 3 Při zdvihu kolečkové patky během šití a po odstřížení nitě se napětí horní nitě uvolní. | |
| Konfig.PWM | Pulzně šířková modulaceElektrické buzení magnetu pro svorku nitě |
| t1 [ms]Doba aktivace odstřihu nitě do časového úseku t1.(Rozsah hodnot 000 – 1000 [ms]) | |
| Takt t1 [%]Střída v časovém úseku t1(Rozsah hodnot 000 – 100 [%]) | |
| t2 [s]Doba aktivace odstřihu nitě do časového úseku t2.(Rozsah hodnot 000 – 600 [s]) | |
| Takt t2 [%]Střída v časovém úseku t2(Rozsah hodnot 000 – 100 [%]) | |

Informace
V případě volitelného vybavení elektronické napínačové desky:
| Položka menu Možnosti nastavení | |
| PredNapeti | Nastavení předepnutí během odstřižení nitě. Je doporučena hodnota 0, protože předepnutí se vytváří mechanickým napětím.(Rozsah hodnot 00 – 99 [%]) |
| CasZavNap | Po odstřižení nitě zůstane napětí horní nitě ještě určitou dobu zavřené a zamezuje vytahování horní nitě při vyjmutí materiálu. Bez odstřihu nitě byste tuto položku menu měli nastavit na velmi malou hodnotu.(Rozsah hodnot 0.1 – 7.5 [s]) |
17.6.8 Nastavení parametru Délka stehu (Delka Stehu)

POKYN
Možnost vzniku věcných škod!
Stroj a šicí zařízení se mohou poškodit.
Po výměně šicího zařízení VŽDY zadejte maximálně možnou délku stehu.
Pro délku stehu lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu Možnosti nastavení | |
| DelStehMax | Maximální délka stehu, s níž lze šít, je různá v závislosti na šicím zařízení a MUSÍ se při výměně šicího zařízení upravit.Po změně hodnoty vyžaduje stroj reset vypnutím a opětovným zapnutím.(Rozsah hodnot 3.0 – 7.0 [mm]) |
| ManDelSteh | Zpátkovací páka pro manuální úpravu délky stehu aktivní nebo neaktivní, volitelné vybavení.(Rozsah hodnot Zap/Vyp) |
| OmezRychlosti Delka | StehuOd nastavené hodnoty délky stehu jsou otáčky při šití omezeny.(Rozsah hodnot 1.0 – 7.0 [mm]) |
| RychlostHodnota pro omezení otáček od určité, nastavitelné délky stehu.(Rozsah hodnot 0050 – 2500 [rpm]) | |
17.6.9 Nastavení parametru Cívka ( Civka)
Pro cívku lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu Možnosti nastavení | |
| CivkaHlidani | Aktivace monitorování otáčení cívky0 = PCB 9850 8670031 = verze CAN (pravá cívka)2 = verze CAN (pravá a levá cívka) |
| SSD | Kontrola ovinutí(Rozsah hodnot Zap/Vyp) |

| Položka menu Možnosti nastavení | |
| BRM | Kontrola otáčení cívky(Rozsah hodnot Zap/Vyp) |
| StehyZpožděné stehy, než se spustí monitorování otáčení cívky.(Rozsah hodnot 000 – 255) | |
| InfoPoOdstrih | Pokud je hlášena chyba ovinutí nebo otáčení cívky, stroj zobrazí chybovou zprávu během švu, která musí být potvrzena stiskem OK. Chybová zpráva zmizí. Pokud je parametr InfoPoOdstrih aktivní, chybová zpráva se znovu zobrazí po dokončení švu.(Rozsah hodnot Zap/Vyp) |
| StopPotvrzeni | Pokud je hlášena chyba ovinutí nebo otáčení cívky, stroj zobrazí chybovou zprávu a zastaví se. Pro pokračování je nutné potvrdit chybovou zprávu.(Rozsah hodnot Zap/Vyp) |
17.6.10 Nastavení parametru Přídržná síla motoru
(PridrzSilaMotor)
Pro přídržnou sílu motoru lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu Možnosti nastavení | |
| Mod Vypnuto | Přídržná síla neaktivní |
| ZapnutoPřídržná síla aktivní | |
| DrzPosRegRegulace polohy, poloha se zkontroluje a samostatně se nastaví zpátky. | |
| Max.Proud | Přídržný proud motoru(Rozsah hodnot 00 – 50) |
| Cas Reakce | Doba odezvy pro trvalý proud(Rozsah hodnot 000 – 100) |
M Q
17.6.11 Nastavení parametru Pedál (Pedal)
Pro pedál lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu Možnosti nastavení | |
| Typ DA Analog/DigitalVolba mezi analogovým a digitálním pedálem. | |
| ObracenyChod | Inverze signálů, které pedál vysílá (případně potřebná u digitálních snímačů požadovaných hodnot).(Rozsah hodnot Zap/Vyp) |
| PocKrokPedal | Počet rychlostních stupňů, které pedál zpracuje.(Rozsah hodnot 00 – 64) |
| KrivkaZrychl. | Křivka rychlosti pedálu. |
| Cas Pos -1 | Odskok polohy -1(Rozsah hodnot 000 – 255 [ms]) |
| Cas Pos -2 | Odskok polohy -2(Rozsah hodnot 000 – 255 [ms]) |
| Cas Pos 0 | Odskok polohy 0(Rozsah hodnot 000 – 255 [ms]) |
17.6.12 Nastavení parametru Chlazení jehly (Chlazení jehly)
Pro chlazení jehly lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu | Možnosti nastavení |
| Vypnout | Chlazení jehly je deaktivováno. |
| Zapnout | Chlazení jehly je aktivováno.Cas Zpozd.Doba doběhu, po níž je deaktivováno chlazení jehly.(Rozsah hodnot 00.0 – 10.0 [ms]) |
| Rychlost Cas Zpozd. | Doba doběhu, po níž je deaktivováno chlazení jehly.(Rozsah hodnot 00.0 – 10.0 [ms]) |
| RychlostOtáčky, při nichž je aktivováno chlazení jehly.(Rozsah hodnot 0000 – 6000 [rpm]) | |
| Orez | Chlazení jehly je aktivováno, když je aktivován i odřezávač okrajů.Cas Zpozd.Doba doběhu, po níž je deaktivováno chlazení jehly.(Rozsah hodnot 00.0 – 10.0 [ms]) |


17.6.13 Nastavení parametru Sřední vodič (StredovyVodic)

Střední vodič je volitelné doplňkové vybavení u dvoujehlových strojů. Při aktivovaném středním vodiči lze provádět následující nastavení.
| Položka menu | Možnosti nastavení |
| Auto Mode | Režim pro automatické zvedání středního vodiče. |
| VypZvedání středního vodiče je deaktivováno, nezvedá se automaticky. | |
| ZpatkovaniZvedání středního vodiče při zpátkování. | |
| ZdvihPatkyZvedání středního vodiče při zvednutí kolečkové patky. | |
| Zptk+PatkaZvedání středního vodiče při zpátkování a zvednutí kolečkové patky. | |
| ZdvihPriHP | Při zapnutí 2. výšky zdvihu se automaticky zvedne střední vodič.(Rozsah hodnot Zap/Vyp) |
17.6.14 Nastavení parametru Boční vodič (Bocni vodic)

POKYN
Možnost vzniku věcných škod!
Kolečková patka, jehly, boční vodič a šicí zařízení se mohou poškodit.
Po výměně šicího zařízení VŽDY zkontrolujte vzdálenost od bočního vodiče a zadejte správnou hodnotu.
Pro boční vodič (motorický) lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu | Možnosti nastavení |
| Zap/Vyp | Boční vodič aktivní/neaktivní. |
| Rychlost | Pojezdová rychlost bočního vodiče.(Rozsah hodnot 0500 – 60000 [Hz]) |
| Min.mezera | Nejmenší možná vzdálenost mezi patkou a bočním vodičem. Ta je různá v závislosti na šicím zařízení a MUSÍ se při výměně šicího zařízení upravit.UPOZORNĚNÍHodnota se zadává, je-li změřena vzdálenost mezi JEHLOU a bočním vodičembočním vodičembočním vodičem.(Rozsah hodnot 01.0 – 20.0 [mm]) |
17.6.15 Nastavení parametru Rozpoznání tloušt'ky materiálu (Sila materialu)
Pro rozpoznání tloušťky materiálu lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu Možnosti nastavení | |
| Zap/Vyp | Rozpoznání tloušťky materiálu aktivní/neaktivní. |
| Hystereze | Tolerance, při níž se zpětně přepne rozpoznání tloušťky materiálu z 2. délky stehu, 2. napětí horní nitě nebo 2. zdvihu přítlačné patky.Tolerance má zamezit tomu, aby v mezní oblasti docházelok neustálému přepínání aktivace a deaktivace.(Rozsah hodnot 0.0 – 2.0 [mm]) |
| KompPritlPatk | U velmi silného materiálu roste přítlak patky na základě tloušťkymateriálu nad regulérně nastavenou hodnotu. Do určité míry můžestroj sám vyrovnat vliv silného materiálu na přítlak patky.(Rozsah hodnot Zap/Vyp) |
17.6.16 Nastavení parametru Korekce působení vysokých otáček (Vliv Rychlosti)
Pro korekci vlivů na základě vysokých otáček lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu Možnosti nastavení | |
| Hystereze | Tolerance, při níž se zpět přepne korekce vlivů na základě vysokých otáček z 2. délky stehu, 2. napětí horní nitě nebo 2. zdvihu přítlačné patky. Tolerance má zamezit tomu, aby v mezní oblasti docházelo k neustálému přepínání aktivace a deaktivace.(Rozsah hodnot 0 – 2000 [rpm]) |
17.6.17 Nastavení parametru Světelná závora (Svetel.Zavora)
Pro světelnou závoru lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu Mož | nosti nastavení |
| Zap/Vyp | Světelná závora aktivní/neaktivní. |
| Rychlost | Poslední stehy po rozpoznání konce materiálu (cca 50 mm) lze šít s definovanými otáčkami.(Rozsah hodnot 0010 – 2000 [rpm]) |
| StartPedalem Zap | Pedál lze sešlápnout a jakmile materiál přeruší světelnou závoru, stroj šije. |
| VypPedál je sešlápnutý, ale stroj nezačne šít, musí se spustit z neutrální polohy. |



| Položka menu Možnosti nastavení | |
| Snimani Tma | Je-li světelná závora přerušená, vyšle se signál. |
| SvetloJe-li světelná závora průchozí, vyšle se signál. | |
| Automaticky | Toto nastavení je relevantní jen tehdy, je-li na uživatelské úrovni aktivováno rozpoznání konce materiálu. |
| ZapProgram se spustí prostřednictvím pedálu a probíhá automaticky. | |
| VypProgram se spustí prostřednictvím pedálu, rychlost určuje sám pracovník obsluhy až do konce programu. | |
17.6.18 Nastavení parametru Délka sekce (ModMereniSekce)
Pro délku sekce lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu | Možnosti nastavení |
| Delka mm | Části švu se měří pomocí údaje délky (v mm). |
| PocStehu | Části švu se měří pomocí počítání stehů. |
17.6.19 Nastavení parametru Režim navlékání nitě (Navlek nite)
Pro režim navlékání nitě lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu | Možnosti nastavení |
| Dolu | Šicí patka je v režimu navlékání nitě spuštěná dolů. |
| Nahoru | Šicí patka je v režimu navlékání nitě zvednutá. |
| Pedal | Šicí patku lze v režimu navlékání nitě pomocí pedálu zvednout nebo spustit dolů. |
17.6.20 Nastavení parametru Blokování chodu (BlokovaniChodu)
Pro blokování chodu lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu | Možnosti nastavení |
| Mod | Patky zůstanou v poslední poloze, obsluha neovládá jejich pohyb (vyp) nebo mohou být zvednuty pomocí pedálu (zap).Rozsah hodnot Zap/Vyp |
| DelkaStehu | Manuální nastavování délky stehu při aktivovaném blokování chodu. Rozsah hodnot Zap/Vyp |
| Vsech.Vstup | Všechny vstupy jsou aktivní, když je stroj ve stavu blokování chodu. Rozsah hodnot Zap/Vyp |
17.6.21 Nastavení parametru Diferencování (Diference)
Pro diferencování lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu | Možnosti nastavení |
| TabulkaDif | Křivka progrese difference podáváníRozsah hodnot 1 až 2 |
| SyncHorniPod | Synchronizace horního podáváníNastavení synchronizace horního podávání k dosažení plochého šití bez difference.Rozsah hodnot -50 až +50 |
17.6.22 Nastavení parametru Manuální zapošití (Manual Zapositi)
Pro manuální zapošití lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce:.
| Položka menu | Možnosti nastavení |
| Rychl.Max | Maximální otáčky během manuálního zapošití.(Rozsah hodnot 0 – 4000 [rpm]) |
| t ZmenSmer | Doba zastavení šicího motoru při změně směru šití k zajištění konzistentní kvality šití (okrasné zapošití).(Rozsah hodnot 0 – 1000 [ms]) |
17.7 Podmenu Uživatelská konfigurace (Konfig.uzivatel)

Zde lze provádět nastavení, která mají pracovníkovi obsluhy usnadnit práci na stroji při různých vnějších podmínkách. Parametry jsou blíže vysvětleny v podkapitolách.
Menu se rozvětvuje na následující podpoložky:
| Parametr | Vysvětlení | Odkaz |
| Jazyk | Volba jazyka ☐ str. 89 | |
| UkazCisloPara | Náhled parametru ☐ str. 89 | |
| Konfig. Vstup | Konfigurace vstupů | ☐ str. 90 |
| Konfig.Vystup | Konfigurace výstupů | ☐ str. 92 |
| Pridat I/O | Přidat přídavné vstupy a výstupy | ☐ str. 93 |
| CteckaCarkodu | Čtečka čárových kódů (vol. vybavení) | ☐ str. 96 |
| CteckaRozhrani | Rozhraní pro čtečku čárových kódů | ☐ str. 96 |
| FunkceStehu | Funkce stehů | ☐ str. 92 |
| Programy | Programy ☐ str. 97 | |
| Elekt.Kolo | Elektronické ruční kolo | ☐ str. 97 |
| Zamknuti | Přístupová práva | ☐ str. 98 |
| QONDAC | Záznam činnosti | ☐ str. 99 |
| Ikonove Menu | Umožňuje přepínat mezi standardním a zjednodušeným menu displeje. | ☐ str. 100 |
| Kontrast | Kontrast | ☐ str. 100 |
| Jas | Jas | ☐ str. 100 |
17.7.1 Nastavení parametru Volba jazyka (Jazyk)
Výběr mezi různými jazyky pro zobrazení na ovládacím panelu.
- Vyberte parametr Jazyk.
- Pomocí tlačítek ▲/▼ vyberte požadovaný jazyk.
- Výběr potvrďte stisknutím tlačítka OK.
Jazyk se ihned nastaví.
17.7.2 Nastavení parametru Náhled parametru ( UkazCisloPara)
Znázornění čísel parametrů lze aktivovat nebo deaktivovat. Při aktivaci se na displeji zobrazí čísla parametrů, a to vlevo vedle položek menu.
Obr. 57: Příklad UkazCisloPara neaktivní

Obr. 58: Příklad UkazCisloPara aktivní

text_image
T0203 T0200 T0210 T0211 On/Off....... Speed 150 Start Trim° 125 Stop Trim° 20Při aktivaci UkazCisloPara se rozšíří menu v ručním režimu a v automatickém režimu o položku VyvolatParametr. Tato funkce je popsána zvlášť (str. 68).
17.7.3 Nastavení parametru Konfigurace vstupů (Konfig. vstupu)
Zde lze provést konfiguraci a přiřazení vstupů. Vstupy a jejich přiřazení jsou uvedeny v tabulce.
| Vstupní signál stroje Vstup | ||
| Tlačítka na tlačitkovém panelu | S1 X120T.3 | |
| S2 X120T.16 | ||
| S3 X120T.4 | ||
| S4 X120T.17 | ||
| S5 X120T.5 | ||
| S6 X120T.18 | ||
| Kolenní spínač S1 X120T.15 | ||
| Kolenní spínač S2 X120T.2 | ||
| Elektronické ruční kolo S1 X100B.15 | ||
| Vstup blokování chodu(vstup na desce s plošnými spoji) | X120B.2 | |
| DB3000 IN (X23)(vstup na desce s plošnými spoji) | X120B.15 | |
| Světelná závora (X21) (volitelně) | X100B.4 | |
| Přídavné tlačítko S1 (volitelně) | X120B.16 | |
| Přídavné tlačítko S2 (volitelně) | X120B.4 | |
Každému vstupu lze přířadit režim (parametr T 53 00). Režimy jsou uvedeny v následující tabulce:
| Položka menu Možnosti nastavení | ||
| Mod | 0,7,9,10,13,14, 16,17,19,22,24 | Bez funkce |
| 1 Pozice | navlékání | |
| 2 Zapošívání aktivní/neaktivní. | ||
| 3 Manuální zapošívání | ||
| 4 Poloviční steh | ||
| 5 Celý steh | ||
| 6 | Z a m ěřovací pozice | |
| 8 Výška jehly | ||
| 11 2. Napětí horní nitě | ||
| 12 Přepínání délky stehu | ||
| 15 | Střední vodič / podavač před jehlou | |
| 18 Světelná závora | ||
| 20 Blokování chodu, když je kontakt spínací (NO) | ||
| 21 Rychlé nastavení výšky zdvihu | ||
| 23 | Přechod na další část švu | |
| 25 | 2. poloha bočního vodiče | |
| 26 Odlehčení kol. patky | ||
| 27 2. hodnota diferencování | ||
| 29 Odtahový válec | ||
| 31 Inverzní funkce blokování stroje | ||
| 32 Blokování stroje ve švu | ||
| 44 Přepnutí na krátký steh | ||
| Ulozeno Zap – s | aretacíVyp – bez aretace | |
17.7.4 Nastavení parametru Konfigurace výstupů (Konfig.Vyst)
Zde lze provést konfiguraci a přiřazení výstupů. Výstupy a jejich přiřazení jsou uvedeny v tabulce. Piny na desce jsou popsány a musí se přiřadit podle tabulky podle toho, co je k pinu připojeno.
| Výstupní signál stroje Výstup | |
| ML (X22) X120B.9 | |
| NK (X22) X120B.10 | |
| RA (X16) X120B.12 | |
| STL (X17) X120B.22 | |
| STL(FA) (X18) X120B.23 | |
| FL (X15) (X22) X90.12 | |
| FF3 OUT (X22) X90.15 |
Každému výstupu lze přířadit režim (parametr T 56 00). Režimy jsou uvedeny v následující tabulce:
| Režim Funkce | |
| 0 | B e z f u n k |
| 1 Chlazení jehly | |
| 2 | Signál čištění pro hlídání vyšití spodní nitě |
| 3 Poz 1 (jehla dole) | |
| 4 | Poz 2 (nit’ová páka nahoře) |
| 5 Signál chodu motoru | |
| 6 | Podavač před jehlou / Střední vodič |
| 7 Signál zdvihu patky | |
| 8 Odtahový válec | |
| 9 | P řítlak odtahového válce |
| 10 Zpátkování | |
| 11 | Signál procesu zpátkování |
| 12 Odstřih nitě | |
| 13 Signál | stavu stroje ve švu |
17.7.5 Nastavení parametru Přídavné vstupy/výstupy (Pridat I/O)
Prostřednictvím přídavných výstupů lze využít specifické aplikace zákazníka. Vstupy nebo výstupy lze obsadit v rámci parametrů T 53 00 (str. 90) a T 56 00 (str. 92).
Příklady zapojení pro přídavné vstupy/výstupy jsou uvedeny níže.
Obr. 59: Připojení přídavných vstupů/výstupů

Maximální výstupní proud 100 mA – pro X83T.9, X83T.10, X83T.11, X83T.12 maximální výstupní proud 2 A.
Obr. 60: Zapojení konektoru X83B
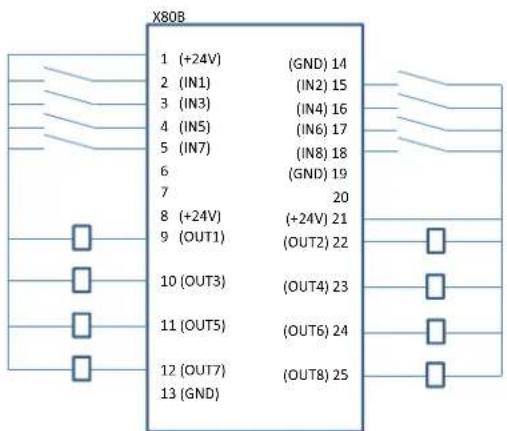
text_image
X80B 1 (+24V) (GND) 14 2 (IN1) (IN2) 15 3 (IN3) (IN4) 16 4 (IN5) (IN6) 17 5 (IN7) (IN8) 18 6 (GND) 19 7 20 8 (+24V) (+24V) 21 9 (OUT1) (OUT2) 22 10 (OUT3) (OUT4) 23 11 (OUT5) (OUT6) 24 12 (OUT7) (OUT8) 25 13 (GND)Obr. 61: Zapojení konektoru X83T
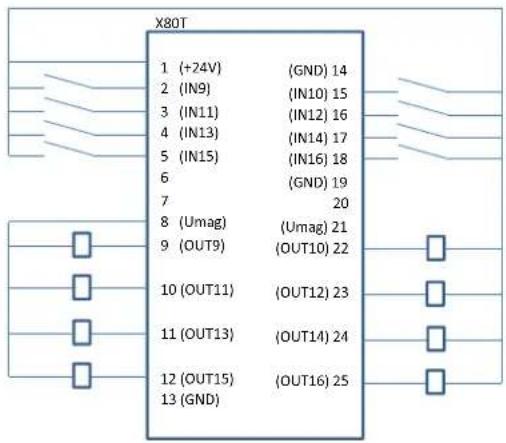
text_image
X80T 1 (+24V) (GND) 14 2 (IN9) (IN10) 15 3 (IN11) (IN12) 16 4 (IN13) (IN14) 17 5 (IN15) (IN16) 18 6 (GND) 19 7 20 8 (Umag) (Umag) 21 9 (OUT9) (OUT10) 22 10 (OUT11) (OUT12) 23 11 (OUT13) (OUT14) 24 12 (OUT15) (OUT16) 25 13 (GND)Obr. 62: Příklad adaptéru pro PLC a DACcomfort
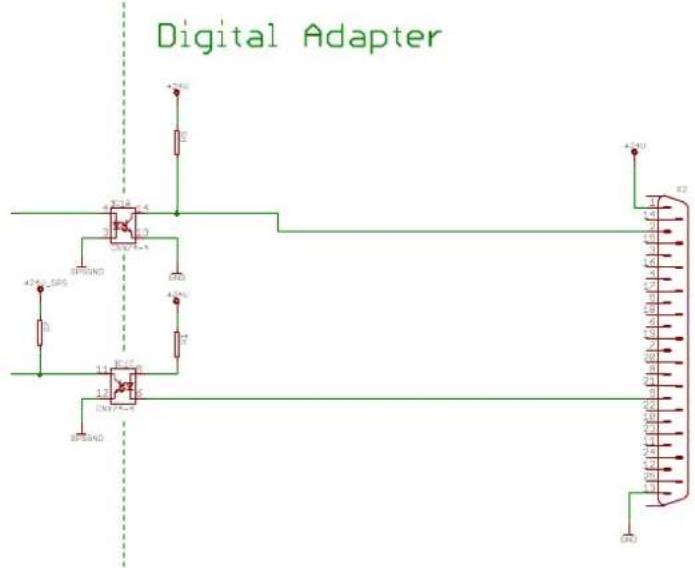
text_image
Digital Adapter +70V +2 3.5 4 3.5 5.5 6.5 7 8.5 9.5 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62Obr. 63: Připojení adaptéru k DACcomfort
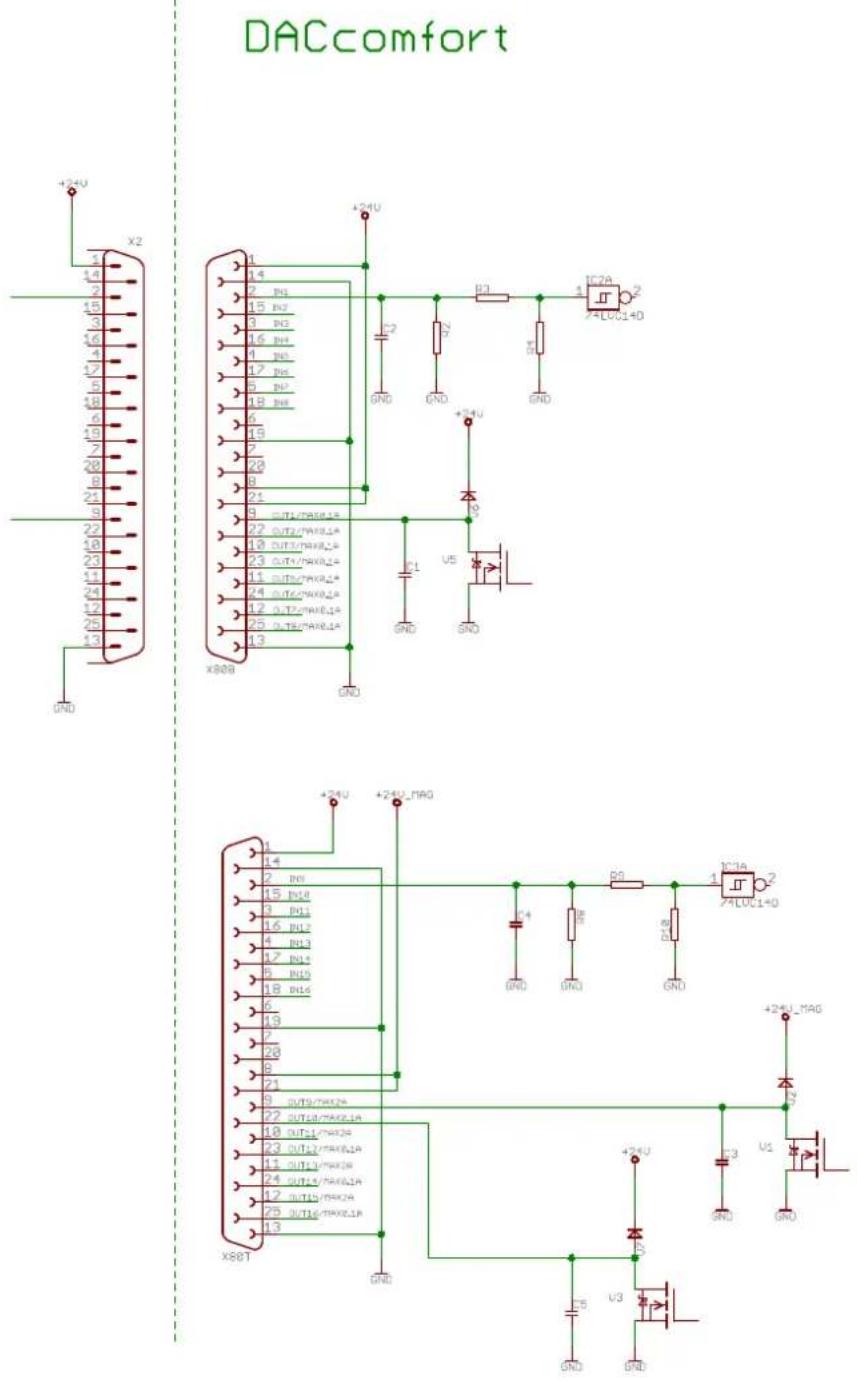
17.7.6 Nastavení parametru Čtečka čárových kódů (CteckaCarKodu)
Čtečka čárových kódů může být aktivní/neaktivní. Pomocí čárového kódu lze přímo vybrat šicí program.
Čtečka čárových kódů může číst následující typy čárových kódů:
- Code 128
• UCC EAN 128 - Code 39
Tyto typy čárových kódů lze vytvořit samostatně pomocí bezplatného softwaru.

Důležité
Čárový kód musí obsahovat 3 až 32 znaků. 3místné číslo programu (001 až 999) musí být obsaženo v čárovém kódu.
V příloze naleznete několik příkladů čárových kódů, které můžete použít str. 219.
17.7.7 Nastavení parametru Rozhraní (CteckaRozhrani)
Rozhraní lze použít pro čtečku čárových kódů. Je-li čtečka čárových kódů připojená, je parametr aktivní.
Pro rozhraní lze provádět další nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu Možnosti nastavení | |
| BDE(rozhraní vpředuna řídící skříni) | Mode0 = vypnuto1 = čtečka |
| Baud ratepřenosová rychlost čtečky(Rozsah hodnot 19400–115200) | |
| X170T(rozhraní vzaduna řídící skříni) | Mode0 = vypnuto1 = čtečka |
| Baud ratepřenosová rychlost čtečky(Rozsah hodnot 19400–115200) | |
17.7.8 Nastavení parametru Funkce stehů ( FunkceStehu)
Jestliže je vykonáván program šití s pomocí pedálu, stroj přitom počítá stehy. Jestliže pracovník obsluhy šije ručně poloviční nebo celé stehy, lze je na prání také počítat. Tato funkce musí být přitom aktivní. Toto nastavení se netýká elektronického ručního kola.
17.7.9 Nastavení parametru Programy (Programy)
Pro programy lze provádět různá nastavení. Možnosti jsou blíže vysvětle- ny v tabulce.
| Položka menu Možnost nastavení | |
| ZvukZacSekce | Zvuk při přechodu mezi dvěma částmi švu.(Rozsah hodnot Zap/Vyp) |
| PrepnoutSekci | Přechod mezi dvěma částmi švu se v normálním případě provede stisknutím tlačítka ▶. Funkci lze příradit také pozici -2 pedálu.(Rozsah hodnot Zap/Vyp)Pokyn:Pozice -2 vlastně způsobí přerušení při aktivování během jedné části švu. Je-li pozice -2 obsazena přechodem mezi částmi, lze prostřednic-tvím menu programovatelných tlačítek provést přerušení (v šití lze na tomto místě ještě pokračovat, pro kompletní zrušení programu sešláp-něte opětovně pedál v pozici -2). |
| Prerusit Mod Pozice | |
| Po přerušení se jehla nastaví do své koncové polohy a nit se ustřihne (je-li funkce aktivována). | |
| KonecSekceUkončení programu se všemi konfiguracemi, které jsou nastaveny pro část švu. | |
| Odstrih NitePři přerušení části švu se odstřih nitě aktivuje nebo zůstane neaktivní.(Rozsah hodnot Zap/Vyp) | |
| Zrusit PedalZrušení programu se provádí dvojitým sešlápnutím pedálu v pozici -2.(Rozsah hodnot Zap/Vyp) | |
17.7.10 Nastavení parametru Elektronické ruční kolo (Elekt.Kolo)
Elektronické ruční kolo lze aktivovat nebo deaktivovat.

17.7.11 Nastavení parametru Přístupová práva (Zamknuti)

Přístup k určitým funkcím a oblastem lze pro personál obsluhy omezit. Je-li nastaveno blokování přístupu, zobrazuje se to v ručním i v automatickém režimu. Na displeji se objeví symbol klíče, vpravo vedle čísla programu.
Pro přístupová práva lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu | Možnost nastavení | |
| Heslo | Nastavení vlastního hesla pro úroveň technika. 00000 odpovídá přednastavenému heslu od firmy Dürkopp Adler. Neztrat’te nové heslo! (Rozsah hodnot 00000 až 99999) | |
| Klic | Režim pro přístup do úrovně technika | |
| Kód | Přístup jen prostřednictvím stanoveného hesla | |
| USB | Přístup jen prostřednictvím USB flashdisku s p přístupovým souborem | |
| USB + Kod | Přístup prostřednictvím stanoveného hesla nebo USB flashdisku s přístupovým soubo- rem. | |
| Bezpecnost.Klic | Stanovené heslo se uloží jako soubor na USB flashdisku. USB flashdisk zaručuje na všech strojích s tímto heslem přístup do úrovně technika. Soubor na USB flashdisku nelze kopírovat. | |
| PrepProgram | Poslední aktivní program je fixován na uživatelské úrovni. Přepnutí na jiný program není možné.(Rozsah hodnot Zap/Vyp) | |
| ManualniFce | Cílené omezení oblastí v ručním režimuR/W – Read/Write, dovoleno čtení a zápisVyp – oblast se skryjeR/O – Read/Only, dovoleno jen čtení | |
| Parametry | Omezení přístupu k parametrům(Rozsah hodnot R/W, vypnuto) | |
| Delka Stehu | Omezení přístupu k délce stehu(Rozsah hodnot R/W, vypnuto, R/O) | |
| Napeti Nite | Omezení přístupu k napětí horní nitě(Rozsah hodnot R/W, vypnuto, R/O) | |
| PritlakPatk | Omezení přístupu k přítlaku patky(Rozsah hodnot R/W, vypnuto, R/O) | |
| KrokPatek | Omezení přístupu ke zdvihu kolečkové patky(Rozsah hodnot R/W, vypnuto, R/O) | |
| V Programu | Cílené omezení přístupu ke stávajícím programům a jejich parametrům R/W – Read/Write, dovoleno čtení a zápis Vyp – oblast se skryje R/O – Read/Only, dovoleno jen čtení | |
| V Programu | Nelze vytvářet nové programy, nelze editovat stávající programy. (Rozsah hodnot Zap/Vyp) | |
| KorDelSteh | Omezení přístupu ke korekčnímu faktoru pro délku stehu (Rozsah hodnot R/W, vypnuto, R/O) | |
| KorekNapeti | Omezení přístupu ke korekčnímu faktoru pro napětí horní nitě (Rozsah hodnot R/W, vypnuto, R/O) | |
17.7.12 Nastavení parametru QONDAC (QONDAC)
Stroje lze vzájemně sít'ově propojit pro umožnění práce v síti. Pro síťové propojení lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Položka menu Možnosti nastavení | |
| Zap/Vyp QONDAC aktivní/neaktivní. | |
| ID zakaznika Editor pro | nastavení ID zákazníka |
| Ethernet konfig Editace | konfigurace Ethernetu |
Podrobná vysvětlení k sít'ovému propojení strojů jsou uvedena v dokumentaci QONDAC.
17.7.13 Nastavení parametru Ikonové menu (Ikonove Menu)
Parametr nastavíte takto:
- Vyberte parametr Ikonove Menu.
- Výběr potvrďte stisknutím tlačítka OK.
-
Vypněte stroj.
-
Po zapnutí se objeví zjednodušené menu displeje.
-
Standardní rozšířené menu displeje lze vrátit odznačením parametru a opětovným restartem stroje.
| Symbol Význam | |
 | Počáteční zapošití(vypnuto/jednoduché/dvojité) |
 | Koncové zapošití(vypnuto/jednoduché/dvojité) |
 | Odstřih nitě(aktivní/neaktivní) |
 | Polohování jehly(nahoře/dole) |
 | Poloha šicí patky(nahoře/dole) |
17.7.14 Nastavení parametru Kontrast (Kontrast)
Zde lze nastavit kontrast OP3000 podle potřeb uživatele.
Parametr nastavíte takto:
- Vyberte parametr Kontrast.
- Výběr potvrďte stisknutím tlačítka OK.
- Zadejte požadovanou hodnotu (010 – 255).
- Hodnotu potvrďte stisknutím tlačítka OK.
17.7.15 Nastavení parametru Jas (Jas)
Zde lze nastavit jas OP3000 podle potřeb uživatele.
Parametr nastavíte takto:
- Vyberte parametr Jas.
- Výběr potvrďte stisknutím tlačítka OK.
- Zadejte požadovanou hodnotu (000 – 255).
- Hodnotu potvrďte stisknutím tlačítka OK.


17.8 Podmenu Servis (Servis)

Zde lze provádět nastavení technického rázu, aby stroj běžel bez poruch. Parametry jsou blíže vysvětleny v podkapitolách.
Menu se rozvětvuje na následující podpoložky:
| Parametr | Vysvětlení | Odkaz |
| Multi-test | Multi-test ☐ str. 101 | |
| Nastaveni | Servisní rutina ☐ str. 105 | |
| Kalibrace | Kalibrace ☐ str. 106 | |
| NulVyskaPatky | Nastavení mezery mezi patkou a podava-čem | ☐ str. 107 |
| Chybovy zaznam | Seznam chyb ☐ str. 114 |
17.8.1 Nastavení parametru Multitest (Multi-test)

V tomto parametru lze vyzkoušet, zda například správně fungují magnety, pohony a vstupy nebo výstupy. Potřebná přiřazení jsou uvedena v ☐ Listu parametrů 878-M PREMIUM.
| Podpoložka | Vysvětlení | Odkaz |
| Test Vystupu | Test výstupu | str. 102 |
| Test PWM Vystup | Test pulzně šířkové modulace | str. 102 |
| Test Vstupu | Test vstupu | str. 103 |
| TestAnalogVstup | Test analogového vstupu | str. 103 |
| TestAutoVstup | Test vstupu | str. 103 |
| TestSiciMotor | Test šicího motoru | str. 104 |
| TestKrokMotoru | Test krokových motorů | str. 104 |
| Test Pedalu | Test analogového pedálu | str. 105 |
| TestSensMater | Test rozpoznání tloušťky materiálu | str. 105 |

Podpoložka Test vystupu (Test výstupu)
Test výstupů podle schématu zapojení.
Takto zkontrolujete výstupy:
- Pomocí tlačítek ▲/▼ vyberte požadovaný výstup.
Obr. 64: Podpoložka Test Vystupu (Test výstupu)
Value
Output
22
: ON(1)

- Pomocí tlačítka OK se zvolený výstup aktivuje/deaktivuje.
Podpoložka Test PWM Vystup (Test pulzně šířkové modulace)
Test pulzně šířkové modulace. Nastavení elektrického napětí přímo úměrně síle elektrického akčního členu (100 % odpovídá 24 V). Modulace probíhá ve 2 časových intervalech (t1 a t2) a musí být procentuálně přizpůsobena. Funkcí BOOST se vytváří zvýšené napětí v čase (t1).

Takto zkontrolujete výkonové výstupy pulzně šířkové modulace:
- Pomocí tlačítek ▲/▼ v poli SilaMagn vyberte prvek, který má být přezkoušen.
Obr. 65: Podpoložka Test PWM Vystup (Test pulzně šířkové modulace)

PWM Value
: 2 : OFF (0)
- Výběr potvrďte stisknutím tlačítka OK.
Zobrazení u Hodnota přepíná každým stisknutím tlačítka OK mezi Zap a Vyp. - Pozorujte vybraný prvek a vyzkoušejte, zda se aktivuje při stisknutí tlačítka OK.

Důležité
Zobrazené procentuální hodnoty v políčku jsou pouze orientační a ukazují, do jaké míry se napětí zvýšilo nebo snížilo.

Podpoložka Test Vstupu (Test vstupu)
Test vstupů podle schématu zapojení.

Takto provedete kroky zkoušky:
- Pomocí tlačítek ▲/▼ v poli Vstup vyberte požadovaný prvek.
Obr. 66: Podpoložka Test Vstupu (Test vstupu)

Input
Value

: ON (1)
-
Vybraný prvek aktivujte (např. tlačítko, kolenní spínač atd.).
-
Pozorujte zobrazení na ovládacím panelu.
Je-li prvek funkční, mění se zobrazení u Hodnota mezi Zap a Vyp.

-
Pomocí tlačítek ▲/▼ v poli Vstup vyberte požadovaný prvek.
-
Aktivujte vybraný prvek.
-
Pozorujte zobrazení na ovládacím panelu.
Je-li prvek funkční, zobrazí se příslušná hodnota.

Podpoložka TestAutoVstup (Test automatického vstupu)
Obr. 67: Podpoložka TestAutoVstup (Test automatického vstupu)

AUTO
Input
Value
:
U této podpoložky můžete provádět stejné zkoušky jako u Test vstupu, avšak bez toho, abyste prvek nejprve museli zvolit prostřednictvím displeje.

Takto provedete kroky zkoušky:
- Aktivujte prvek.
Displej ukazuje u Vstup číslo posledního změněného prvku. Je-li prvek funkční, mění se zobrazení u Hodnota mezi Zap a Vyp.


Podpoložka TestSiciMotor (Test šicího motoru)
V této podpoložce lze přezkoušet funkčnost šicího motoru.
Šicí motor přezkoušíte takto:
- Stiskněte tlačítko OK.
Stroj najede do referenční polohy. - V poli Rychlost zadejte pomocí tlačítek ▲/▼ otáčky v krocích po 100.
Obr. 68: Podpoložka TestSiciMotor (Test šicího motoru)

Sewing Motor Speed : 200
- Zadání potvrďte stisknutím tlačítka OK.
Šicí motor běží se zadanými otáčkami.
- K ukončení stiskněte tlačítko OK nebo ESC.

U této podpoložky testujete krokové motory pro přestavení délek stehu, zvedání kolečkové patky, resp. tlak kolečkové patky a přestavení zdvihu. Lze najet do definovaných poloh (steps), přitom platí 2000 steps = 360.

| Vstup Krokový motor |
| 1 Nastavení délky stehu - horní motor |
| 2 Nastavení délky stehu - spodní motor |
| 3 Zvedání kol. patky |
-
Výběr potvrďte stisknutím tlačítka OK.
-
Pomocí tlačítek ▲/▼ vyzkoušejte vybraný motor.
Jestliže motor funguje správně, chová se tak, jak je popsáno v tabulce.
| Vstup Krokový motor Metoda testování | |
| 1 Nastavení délky stehu - horní motor | Převodovka podávání vykoná jeden pohyb. |
| 2 Nastavení délky stehu - spodní motor | Převodovka podávání vykoná jeden pohyb. |
| 3 Zvedání kol. patky Kol. patka vykonává vertikální pohyb. | |

Informace
Pro enkodéry krokových motorů není k dispozici žádný vlastní postup testování. Jsou testovány společně s krokovými motory. Je-li v pořádku výsledek pro krokové motory, jsou funkční také enkodéry.

Podpoložka Test pedalu (Test pedálu)
V této podpoložce lze přezkoušet různé polohy analogového pedálu (X6b). Zobrazení má za základ naměřené a automaticky zjištěné kalibrační hodnoty.
Obr. 70: Podpoložka Test pedalu (Test pedálu)

-2:328
Analog : 278 -1:175
Digital : 0 0:275
Max:918

Podpoložka TestSensSilyMat (Test rozpoznávání tlouštky materiálu)
V této podpoložce lze přezkoušet funkčnost rozpoznávání tlouštky materiálu.
Obr. 71: Podpoložka TestSensSilyMat (Test rozpoznávání tloušťky materiálu)
17.8.2 Nastavení parametru Servisní rutina (Nastavení)
Parametr Nastaveni není na tomto místě blíže vysvětlen, protože je úzce spojený s oblastí mechaniky. Příslušná vysvětlení se nacházejí v kapitole Servisní rutina.
17.8.3 Nastavení parametru Kalibrace (Kalibrace)

Kalibraci je nutno provést u různých parametrů, ty jsou blíže vysvětleny v tabulce. Podrobný popis kalibrace následuje za tabulkou.
| Položka menu | Vysvětlení | Odkaz |
| ManDelSteh | Kalibrace páčky regulátoru stehů (volitelné vybavení) | str. 106 |
| Bocni vodic | Kalibrace bočního vodiče (volitelné vybavení) | str. 106 |
| Pedal | Kalibrace pedálu str. 107 | |
| Sila Materialu | Kalibrace rozpoznání síly materiálu | str. 107 |

Kalibrace zpátkovací páky (ManDelSteh)
Zpátkovací páka je volitelné vybavení. Pomocí zpátkovací páky lze zkrátit délku stehu nebo lze provést zpětné stehy. Pokud zpátkovací páku stisknete zcela dolů, musí hodnota délky zpětného stehu odpovídat hodnotě délky dopředného stehu.
Páčku regulátoru stehů zkalibrujete takto:
- Vyvolejte položku menu Servis > Kalibrace > ManDelSteh (Servis > Kalibrace > Zpátkovací páka).
- Hodnota pro potenciometr by se měla shodovat s navrhovanou hodnotou 2500.
- Po úpravě hodnoty se řídte pokyny na displeji.

Důležité
Pokud kontrolujete dolní polohu zpátkovací páky, musíte ji skutečně stlačit až na doraz dolů.

Kalibrace bočního vodiče (Bocni vodic)
Boční vodič je volitelné vybavení.
Boční vodič zkalibrujete takto:
- Vyvolejte položku menu Servis > Kalibrace > Bocni vodic (Servis > Kalibrace > Boční vodič).
- Výběr potvrďte stisknutím tlačítka OK.
Boční vodič přejede do referenční polohy. - Sklopte boční vodič dolů.
- Změřte vzdálenost od jehly až po boční vodič.
- Zadejte hodnotu pomocí tlačítek ▲/▼.
- Zadání potvrďte stisknutím tlačítka OK.
Kalibrace bočního vodiče je dokončena.

Kalibrace pedálu (Pedal)
Při kalibraci pedálu je nutno přezkoušet jen jednu hodnotu.
Pedál zkalibrujete takto:
- Vyvolejte položku menu Servis > Kalibrace > Pedal (Servis > Kalibrace > Pedál).
- Řid'te se pokyny na displeji.

Kalibrace rozpoznání síly materiálu (Sila Materialu)
Při kalibraci rozpoznání tloušťky materiálu je nutno přezkoušet jen jednu hodnotu.
Rozpoznání tloušťky materiálu zkalibrujete takto:
- Vyvolejte položku menu S ervis > Kalibrace > Sila Materialu.
- Řid'te se pokyny na displeji.
17.8.4 Nastavení parametru Nastavení mezery mezi patkou a podavačem (NulVyskapatky)
Zde lze nastavit mezeru mezi patkou a podavačem.
- Vyvolejte položku menu Servis > NulVyskaPatky.
- Výběr potvrďte stisknutím tlačítka OK.
- Nastavte hodnotu v rozsahu 0 – 100.
- Změnu potvrďte tlačítkem OK.
- Zkontrolujte mezeru mezi patkou a podavačem.
- Není-li mezera mezi patkou a podavačem správná, hodnoty adekvátně upravte.
17.8.5 Zobrazení parametru Seznam chyb (Chybovy zaznam)
U seznamu chyb se zobrazují vzniklé chyby ve formě seznamu. Seznam lze exportovat na USB flashdisk, 📄 str. 114.
Zde si lze prohlédnout stavy různých počítadel. Slouží jen pro informaci a nelze je nastavit.
| Zkratka Význam | |
| PocKus | Počítadlo kusůPočet kusů, které stroj dosud ušil. |
| PocKuD | Počítadlo kusů za denPočet kusů, které stroj ušil od posledního resetu. |
| PocSte | Počet stehů, které stroj dosud ušil. |
| PocStC | Počet stehů, které stroj ušil s cívkou od posledního resetu. |
17.10 Podmenu Reset dat (Reset)
Zde lze resetovat data stroje. Pro reset dat lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.

POKYN
Možnost vzniku věcných škod!
Data a nastavení stroje se mohou nenávratně ztratit.
PŘED restováním uvažte, jaká data skutečně chcete smazat.
Přístup je možný jen po opětovném zadání hesla 25483.
Pokud pomocí tlačítek se šipkou zvolíte podpoložku, a poté stisknete OK, reset se okamžitě provede. Nezobrazí se žádný další dotaz ani žádné hlášení, že byl reset proveden.
Data resetujete takto:
- Vyberte parametr Reset.
- Výběr potvrďte stisknutím tlačítka OK.
- Pomocí tlačítek ▲/▼ vyberte požadovanou možnost, viz tabulka.
- Výběr potvrďte stisknutím tlačítka OK.
Reset se provede bez dalšího dotazu, ani se nezobrazí žádné potvrzující hlášení.
Možnosti pro reset dat
| Položka menu Možnosti nastavení | |
| Reset dat | Všechny parametry se vrátí do stavu při dodání, to se netýká programů a hodnot kalibrací. |
| Reset programu | Všechny vytvořené programy se vymažou. |
| Reset kalibrace | Všechny hodnoty kalibrací se vrátí do stavu při dodání. |
| Reset vse | Všechny parametry, programy a hodnoty kalibrací se vrátí do stavu při dodání. |
17.11 Podmenu Transfer dat (Prenos dat)

Zde může probíhat výměna dat mezi strojem, přesněji řídící skříní, a USB flashdiskem. Při transferu dat lze zvolit různé možnosti, které jsou vysvětleny v podkapitolách.
Menu se rozvětvuje na následující podpoložky:
| Parametr | Vysvětlení | Odkaz |
| Vsechna data | Všechna data ☐ str. 109 | |
| Pouze data | Pouze data ☐ str. 111 | |
| Programy | Programy ☐ str. 112 | |
| Chybovy zaznam | Seznam chyb ☐ str. 114 |

Důležité
Smí se používat jen USB flashdisky, které byly zakoupeny u společnosti Dürkopp Adler.
17.11.1 Nastavení parametru Všechna data (Vsechna data)

Všechna data, to znamená nastavení parametrů, programy a hodnoty kalibrace se přenesou na USB flashdisk nebo do řídící skříně.
Všechna data prenesete takto:
- Zasuňte USB flashdisk do přípojky (1) řídící skříně (2).
Obr. 72: Podmenu Transfer dat

(1) - Přípojka
(2) - Řídící skřín
- Vyvolejte položku menu Servis > Prenos dat > Vsechna data (Servis > Transfer dat > Všechna data).
- Výběr potvrďte stisknutím tlačítka OK.
- Pomocí tlačítek ▲/▼ můžete volit mezi možnostmi Nacist z USB (Načíst z USB) nebo Ulozit na USB (Uložit na USB).
- Stiskněte tlačítko OK.
Objeví se následující výstražné hlášení:
Obr. 73: Výstražné hlášení – ztráta dat
- Pro zrušení stiskněte tlačítko ESC, pro pokračování tlačítko OK.
Spustí se prěnos dat a zobrazí se hlášení, že USB flashdisk se nesmí odpojit.
Obr. 74: Varování – USB flashdisk
Po prénosu dat hlášení zmizí.
17.11.2 Nastavení parametru Pouze data (Pouze data)
Jen data nastavení parametrů a hodnoty kalibrací se přenesou na USB flashdisk nebo do řídící skřině.
Nastavení parametrů a hodnoty kalibrací přenesete takto:
- Zasuňte USB flashdisk do přípojky (1) řídící skříně (2).
Obr. 75: Podmenu Transfer dat

text_image
DURKOPP ADLER ① ② (2) - Řídící skřín(1) - Přípojka
-
Vyvolejte položku menu Servis > Prenos dat > Pouze data (Servis > Transfer dat > Jen data).
-
Výběr potvrd'te stisknutím tlačítka OK.
-
Pomocí tlačítek ▲/▼ můžete volit mezi možnostmi Nacist z USB (Načíst z USB) nebo Ulozit na USB (Uložit na USB).
-
Stiskněte tlačítko OK.
Objeví se následující výstražné hlášení:
Obr. 76: Výstražné hlášení – ztráta dat
- Pro zrušení stiskněte tlačítko ESC, pro pokračování tlačítko OK.
Spustí se prěnos dat a zobrazí se hlášení, že USB flashdisk se nesmí odpojit.
Obr. 77: Varování – USB flashdisk

Po prénosu dat hlášení zmizí.
17.11.3 Nastavení parametru Programy (Programy)
Lze prénést všechny nebo jen určité programy na USB flashdisk nebo do řídící skřině.
Programy prenesete takto:
- Zasuňte USB flashdisk do přípojky (1) řídící skříně (2).

Obr. 78: Podmenu Transfer dat

text_image
DURKOPP ADLER ① ② Power BOOT MESSAGE 0.01 LAN DEVICES HIND(1) - Přípojka
(2) - Řídící skřín
- Vyvolejte položku menu Servis > Prenos dat > Programy (Servis > Transfer dat > Programy).
- Výběr potvrďte stisknutím tlačítka OK.
- Pomocí tlačítek ▲/▼ můžete volit mezi možnostmi Nacist z USB (Načíst z USB) nebo Ulozit na USB (Uložit na USB).
- Stiskněte tlačítko OK.
Objeví se následující výstražné hlášení:
Obr. 79: Výstražné hlášení – ztráta dat
- Pomocí tlačítek ▲/▼ vyberte program.
- Výběr potvrd'te stisknutím tlačítka OK.
Program je vybraný, což lze rozpoznat podle zaškrtnutí před názvem programu. - Opakujte výběr všech požadovaných programů nebo vyberte všechny programy najednou (viz další krok).
-
Stiskněte tlačítko ▶, zobrazí se výběr Cilove misto (Cílové místo), Vyber vse (Vybrat vše), Zrusit vse (Zrušit výběr všeho).
-
Pomocí tlačítek ▲/▼ vyberte možnost Vyber vse (Vybrat vše).
- Výběr potvrďte stisknutím tlačítka OK.
- Stiskněte tlačítko ▶, zobrazí se výběr Cilove misto (Cilové místo), Vyber vse (Vybrat vše), Zrusit vse (Zrušit výběr všeho).
- Pomocí tlačítek ▲/▼ vyberte možnost Cilove misto (Cílové místo).
- Výběr potvrďte stisknutím tlačítka OK.
- Pomocí tlačítek ▲/▼ vyberte požadovanou složku nebo stiskněte tlačítko ▶ a prostřednictvím možnosti Vytvorit slozku (Nová složka) založte novou složku.
- Výběr potvrďte stisknutím tlačítka OK.
- Pomocí číslicových tlačítek zadejte název složky.
- Název potvrd'te stisknutím tlačítka OK.
- Stiskněte tlačítko ▶ a vyberte možnost Kopirovat (Kopírovat).
- Výběr potvrďte stisknutím tlačítka OK.
Spustí se prěnos dat a zobrazí se hlášení, že USB flashdisk se nesmí odpojit.
Obr. 80: Varování – USB flashdisk
Please Wait!
Don't remove USB!
Po prénosu dat hlášení zmizí.
17.11.4 Uložení parametru Seznam chyb (Chybovy zaznam)
Seznam chyb lze uložit na USB flashdisku.

Postup pro uložení seznamu chyb na USB flashdisku:
- Zasuňte USB flashdisk do řídicí skříně.
- Zvolte parametr Chybovyzaznam a potvrd'te volbu stisknutím tlačítka OK.
Objeví se varování – USB flashdisk se před vytvořením seznamu chyb zcela vymaže! - Stisknutím tlačítka OK potvrd'te chybové hlášení.
Seznam chyb se zapíše na USB flashdisk.
17.12 Volba typu napínačové desky
Pro změnu typu napínačové desky je nutné vyvolat volbu třídy stroje (Trida stroje). Lze volit z těchto možností:
- Electronic - elektronická napínačová deska
- Rotary - rotační napínačová deska
- Mechanic - elektromagnetická napínačová deska

Změnu typu napínačové desky lze kdykoliv provést takto:
- Podržte stisknuté tlačítko S a zároveň zapněte stroj hlavním vypínačem.
- Pomocí číslicových tlačítek zadejte kód 85627.
- V menu vyberte položku Trida Stroje.
- Vyberte třídu 878 a příslušnou podtřídu.
- Zvolte typ napínačové desky.
17.13 Provedení aktualizace softwaru
Když je k dispozici nová verze softwaru, můžete si ji stáhnout na USB flashdisk ze stránky www.duerkopp-adler.com. Všechna nastavení stroje přitom zůstávají zachována.

Takto nahrajete software prostřednictvím USB flashdisku:
- Vypněte stroj hlavním vypínačem.
- Zasuňte USB flashdisk do přípojky (1) řídící skříně (2).
Provedení aktualizace softwaru

(1) - Přípojka
(2) - Řídící skřín
- Zapněte stroj hlavním vypínačem.
Stroj automaticky spustí aktualizaci softwaru. Během prénosu dat se na displeji zobrazuje pouze vlevo verze firmwaru (3) ovládacího panelu.
Obr. 81: Provedení aktualizace softwaru
text_image
③ OP3000 A03 2014-11-27(3) - Verze firmwaru
Jakmile je aktualizace softwaru dokončená, zobrazuje se na displeji navíc vpravo verze softwaru (4) stroje.
Obr. 82: Provedení aktualizace softwaru
text_image
③ OP3000 A03 2014-11-27 878 V03.94 2017-01-19 ④(3) - Verze firmwaru (4) - Verze softwaru
- Počkejte, než se spustí stroj a zobrazí se ruční nebo automatický režim.
- Vytáhněte USB flashdisk z řídící skříně.
Aktualizace softwaru je dokončena, stroj je připraven k šití.
18 Programování ovládacího panelu Commander
18.1 Přihlášení technika
Při dodání je software nakonfigurován tak, že se při zapnutí stroje automaticky přihlásí Default User. K tomu není nutné žádné zadání hesla ani USB flashdisk / čip NFC. V následujícím textu je vysvětleno, jak lze změnit uživatele.

Takto se přihlásíte jako technik:
- Stiskněte symbol = pro otevření Burger menu.
Otevře se menu.
Obr. 83: Přihlášení technika (1)

text_image
NAVIGACE Šiti Manuální režim Automatický režim Menu Program Nastaveni Odhlášení Default User(1) - Odhlášení

- Stiskněte Odhlášení (1).
Otevře se obrazovka pro přihlášení.
Obr. 84: Přihlášení technika (2)
text_image
DÜRKOPP ADLER Imine umivate: Hasle :
-
V poli Jméno uživatele zadejte technician.
-
V poli Heslo zadejte kombinaci čísel 25483.
-
Stiskněte

18.2 Přihlášení uživatele
Takto se dostanete do managementu uživatele:

- Stiskněte symbol = pro otevření Burger menu. Otevře se menu.
Obr. 85: Přihlášení uživatele (1)

text_image
NAVIGACE Šiti Manuální režim Automatický režim Menu Program Nastaveni Odhlášení Default User(1) - Odhlášení

- Stiskněte Odhlášení (1). Otevře se obrazovka pro přihlášení.
Obr. 86: Přihlášení uživatele (2)
text_image
DÜRKOPP ADLER İmiko übrinatı: İmiko :Existují tři varianty pro přihlášení. V následujícím textu jsou tyto varianty popsány – včetně potřebných nastavení v softwaru.
18.2.1 Přihlášení pomocí jména uživatele a hesla
Vytvoření jména uživatele a hesla

Takto vytvoříte jméno uživatele a heslo:
- V managementu uživatele vytvořte nového uživatele a přiřadťe mu heslo.
Uživatel se může ihned přihlásit svými údaji.
Přihlášení pomocí jména uživatele a hesla

Takto se přihlásíte pomocí jména uživatele a hesla:
- Zadání jména uživatele a hesla.
- Stiskněte
Uživatel je přihlášen.
18.2.2 Přihlášení pomocí USB
Přiřazení USB uživateli

Takto přiřadíte USB uživateli:
- V managementu uživatele vyberte nebo založte nového uživatele.
- Stiskněte položku Přihlášení pomocí USB.
Zobrazí se nové okno. - Zasuňte USB flashdisk do jednoho z konektorů na ovládacím panelu.
- Vyberte USB flashdisk, který má být uživateli přiřazen pro přihlášení.
- Pro přiřazení USB flashdisku stiskněte Párovat.
Okno zmizí a funkce Přihlášení pomocí USB je aktivní.
Přihlášení pomocí USB

Takto se přihlásíte pomocí USB:
- Zasuňte USB flashdisk do ovládacího panelu.
Při správně přírazeném USB flashdisku je uživatel přihlášen.
18.2.3 Přihlášení pomocí čipu NFC (volitelně)
Přiřazení čipu NFC uživateli

Takto přiřadíte čip NFC uživateli:
- V managementu uživatele vyberte nebo založte nového uživatele.
- Stiskněte položku Přihlášení pomocí čipu NFC.
Zobrazí se nové okno. - Pro přiřazení čipu NFC držte před levou stranou ovládacího panelu.
Okno zmizí a funkce Přihlášení pomocí čipu NFC je aktivní.
Přihlášení pomocí čipu NFC

Takto se přihlásíte pomocí čipu NFC:
- Přiřazený čip NFC držte čip před levou stranou ovládacího panelu.
Při správně přiřazeném čipu NFC je uživatel přihlášen.
18.3 Provedení všeobecných nastavení (přístup technika)
V nastaveních je možné provádět různá nastavení v různých oblastech. Zde jsou popsány jen možnosti pro standardně vytvořeného technika.

Takto se dostanete do nastavení:
Předpoklad: Musíte být přihlášení jako Default Technician.
- Stiskněte symbol pro Burger menu.
Otevře se menu.
Obr. 87: Provedení všeobecných nastavení (1)

text_image
NAVIGACE Šití Manuální režim Automatický režim Menu Program Nastavení Odhálení Default Techniklan(1) - Nastaveni

- Stiskněte Nastavení (1).
Otevře se nastavení.
Obr. 88: Nastavení
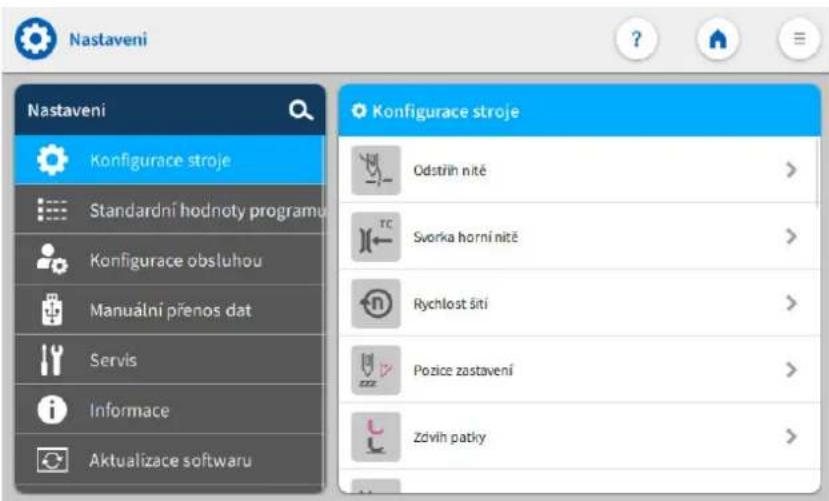
text_image
Nastaveni Konfigurace stroje Standardní hodnoty programu Konfigurace obsluhou Manuální přenos dat Servis Informace Aktualizace softwaru Konfigurace stroje Odstřih nítě Svorka horní nítě Rychlost šiti Pozice zastavení Zdvih patkyNásledující tabulka uvádí podmenu nastavení. Bližší vysvětlení najdete v uvedené kapitole.
| Symbol Podmenu Odkaz | ||
 | Konfigurace stroje | str. 125 |
 | Standardní hodnoty programu | str. 162 |
 | Konfigurace obsluhou | str. 164 |
 | Manuální prěnos dat | str. 172 |
 | Servis | str. 177 |
 | Informace | str. 187 |
 | Aktualizace softwaru | str. 189 |
18.4 Nastavení Konfigurace stroje
Zde lze provádět nastavení stroje, která jsou aplikována na všechny programy. Parametry jsou blíže vysvětleny v následujícím textu.
Položky v menu Konfigurace stroje
| Ikona | Položky menu | Vysvětlení |
| Odstřih nitě | str. 127 | |
| Svorka horní nitě | str. 131 | |
| Rychlost šití | str. 134 | |
| Pozice zastavení | str. 135 | |
| Zdvih patky | str. 135 | |
| Napětí horní nitě | str. 136 | |
| Délka stehu | str. 138 | |
| RFW/SSD | str. 140 | |
| Přídržná síla motoru | str. 141 | |
| Pedál | str. 142 | |
| Chlazení jehly | str. 143 | |
| Odtahové válce | str. 143 | |
| Boční vodič | str. 147 | |
| Rozpoznání tloušťky materiálu | str. 148 | |
| Korekce vlivu rychlosti | str. 149 | |
| Světelná závora | str. 149 | |
| Režim segment švu | str. 150 | |
| Režim navlékání nitě | str. 150 | |
| Blokování chodu | str. 150 | |
| Manuální zapošívání | str. 151 | |
| Elektronické ruční kolo | str. 151 | |
| Diferencování str. 152 | ||
| Ořez okrajů str. 152 | ||
| Najetí referenční polohy | str. 153 | |
| Ruční skener | str. 154 | |
| Rozhraní | str. 155 | |
| Konfigurace vstupů/výstupů | str. 156 | |
| Konfigurace doplňkových VST/VÝST | str. 159 |
18.4.1 Nastavení parametru Odstřih nitě
Pro odstřih nitě lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | ||
| Odstřih nitěPokud je zde odstřih nitě deaktivován, nemůže už být v manuálním nebo automatickém režimu zvolen. | ||
| Rychlost šitíRychlost, kterou má běžící stroj při odstřihu nitě. | ||
| Min. počáteční úhel odstřižení nitěMinimální pozice při přerušeném šití, kdy je okamžitě aktivován magnet odstřihu nitě. | ||
| Max. počáteční úhel odstřižení nitěMaximální pozice při přerušeném šití, kdy je okamžitě aktivován magnet odstřihu nitě. | ||
| Zapnutí odstřihu nitěPozice, kdy je aktivován magnet odstřihu nitě. | ||
| Zastavení odstřihu nitěPozice, kdy je deaktivován magnet odstřihu nitě. | ||
| Spodní poloha jehlySpodní poloha jehly při zastavení šití během švu. | ||
| Poloha jehly po odstřihu nitěPoloha jehly po odstřižení nitě, před zpětným otočením. | ||
| Zpětné otočeníZpětné otočení po odstřižení nitě aktivní nebo neaktivní. | ||
| Poloha jehly po zpětném otočeníPoloha jehly po odstřižení nitě (poloha zpět- ného otočení), jehla je přemístěna nahoru pro dosažení úplné výšky zdvihu, nit’ová páka pak již není v horní úvrati. | ||
| Otevření napínače horní nitěPoloha jehly, při níž se mění napětí horní nitě na hodnotu pro odstřižení nitě. | ||
| Ikona Položky menu Rozsah hodnot | ||
| Zavření napínače horní nitěPoloha, při níž se po odstřížení nitě opět používá normální napětí horní nitě. | • Rozsah hodnot000 až 359 [°] | |
| Napětí horní nitě při odstřihuNapětí horní nitě během odstřížení nitě | • Rozsah hodnot00 až 50 [%] | |
| Zpoždění pro normální napětí horní nitěZpoždění, jak dlouho trvá, než se opět použije normální napětí horní nitě. | • Rozsah hodnot000–200 [ms] | |
| Krátké stehy | ||
| Počet krátkých stehů na začátku švupro čisté zahájení šití• Rozsah hodnot00–99 | ||
| Počet krátkých stehů na konci švuAby byl rozdíl délek mezi horní a spodní nití (opticky) co nejmenší.• Rozsah hodnot00–99 | ||
| Délka stehu• Rozsah hodnot-12,0–12,0Doporučený rozsah hodnot:0,1 až 1,5 [mm] | ||
| Ikona Položky menu Rozsah hodnot | |
| Změna délky stehuOptimalizace délky zbytku nitě u systému odstřihuKFA = 1, velmi krátkýLFA = 10, velmi dlouhý | |
| Změna délky stehuRozsah hodnot Zap/Vyp | |
| Délka stehuRozsah hodnot 01–10 | |
| ZaPozice jehly, kdy se aktivuje změna délky stehu.Rozsah hodnot 000–359 [°] | |
| VypPozice jehly, kdy se deaktivuje změna délky stehu.Rozsah hodnot 000–359 [°] | |
| Odstřižení nitě při zpětném stehuRozsah hodnot Zap/Vyp | |
| Konfigurace PWM Odstřih nitěElektrické buzení magnetu pro odstřih nitě | |
| Čas aktivace t1 [ms]Doba aktivace odstřihu nitě v časovém úseku t1.Rozsah hodnot 000–1000 [ms] | |
| Cyklus zapínání t1 [%]Střída v časovém úseku t1.Rozsah hodnot 000 až 100 [%] | |
| Čas t2Doba aktivace odstřihu nitě v časovém úseku t2.Rozsah hodnot 000–60 [s] | |
| Cyklus zapínání t2Střída v časovém úseku t2.Rozsah hodnot 000 až 100 [%] | |
| Zvýšené napětíRozsah hodnot Zap/Vyp |
18.4.2 Nastavení parametru Svorka horní nitě
Pro svorku nitě lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | |
| Svorka horní nitě | |
| RežimVolitelné různé režimy (1 až 10), vysvětlení se nachází v [IMAGE] Seznamu parametrů. | |
| Kompenzace tloušťky materiálu | |
| Úhel svorky nitěNastavení svorky horní nitě. | |
| Úhel zvedání šicí patkyPozice pro zdvih/spuštění patek pro uvolnění pod nimi upnuté nitě. | |
| MožnostiRežim svorky nitě0 = jen na začátku švu1 = na začátku švu + během zpětného otočení2 = na začátku švu + během zvedání patky3 = na začátku švu + během zpětného otočení + zvedání patky | |
| Konfigurace PWM svorky nitěElektrické buzení magnetu pro svorku nitě | |
| Čas aktivace t1 [ms]Doba aktivace svorky nitě v časovém úseku t1.Rozsah hodnot 000 až 1000 [ms] | |
| Cyklus zapínání t1 [%]Střída v časovém úseku t1.Rozsah hodnot 000 až 100 [%] | |
| Čas t2Doba aktivace svorky nitě v časovém úseku t2.Rozsah hodnot 000–60 [s] | |
| Cyklus zapínání t2Střída v časovém úseku t2.Rozsah hodnot 000 až 100 [%] | |
| Zvýšené napětíRozsah hodnot Zap/Vyp | |
| Čistý začátek švu | |
| Rozsah hodnot Zap/Vyp | |
| Časová prodleva Viditelné, jen když je aktivován čistý začátek švu.Rozsah hodnot 0000–1000 [ms] | |
| Nůž Vyp Viditelné, jen když je aktivován čistý začátek švu.Rozsah hodnot 000 až 359 [°] | |
| Svorka pro nůž Vyp Viditelné, jen když je aktivován čistý začátek švu.Rozsah hodnot 000 až 359 [°] | |
| Odsávání Zap Viditelné, jen když je aktivován čistý začátek švu.Rozsah hodnot 000 až 359 [°] | |
| Odsávání Vyp Viditelné, jen když je aktivován čistý začátek švu.Rozsah hodnot 00000–99999 [ms] |
18.4.3 Nastavení parametru Rychlost šití
Pro rychlost šití lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položka menu Rozsah hodnot | |
| Max. rychlost šitíMaximální připustná rychlost, kterou již nelze na uživatelské úrovni překročit. | |
| Min. rychlost šitíMinimální rychlost, s níž je prováděn jednotlivý steh, pod kterou již nelze na uživatelské úrovni klesnout. | |
| Polohovací rychlostPoslední steh je při zastavení šití prováděn pomaleji. | |
| Rychlost šití při pozvolném rozběhuSnížená rychlost šití prvních stehů při zahájení šití pro bezpečné zapošití | |
| Počet stehů při pozvolném rozběhu | |
| Chování při zrychlováníStrmost rampy zrychlení | |
| Chování při brzděníStrmost rampy brzdy | |
| Omezení rychlosti DB3000Snížení otáček v souvislosti s aktivovaným vstupním signálem na 3000 (ot/min) | |
| Omezení rychlosti DB2000Snížení otáček v souvislosti s aktivovaným vstupním signálem na 2000 (ot/min) |
18.4.4 Nastavení parametru Pozice zastavení
Pro pozice pro zastavení lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | |
| Spodní poloha jehlyPozice zastavení jehly v materiálu. | |
| Pozice navlékáníPozice pro režim navlékání, např. u niťové páky v horní úvrati. | |
| Poloha jehly nahořePozice zastavení jehly mimo materiál. | |
| Poloha jehly po zpětném otočeníPozice zastavení po odstřížení nitě (pozice zpětného otočení). |
18.4.5 Nastavení parametru Zdvih patky
Pro patku lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | |
| Max. výška zdvihu patkyRychlost krokového motoruRychlost, s níž se mají šicí patky zvednout. | |
18.4.6 Nastavení parametru Napětí horní nitě
Pro napětí horní nitě lze provádět různá nastavení. Možnosti jsou blíže vy světleny v tabulce.
| Ikona Položky menu Rozsah hodnot | ||
| Režim napětí horní nitě při zdvihu patkyRežim 0Napětí horní nitě se neuvolní.Režim 1Při zdvihu patky během šití se napětí horní nitě uvolní.Režim 2Po odstřížení nitě se napětí horní nitě uvolní.Režim 3Při zdvihu patky během šití a po odstřížení nitě se napětí horní nitě uvolní. | • Rozsah hodnot 0, 1, 2, 3 |
| Ikona Položky menu Rozsah hodnot | |
| PřednapětíNastavení přednapětí během odstřižení nitě. | |
| • Rozsah hodnotZap/Vyp | |
| PřednapětíViditelné, jen když je aktivován pomocný napínač.Je doporučena hodnota 0, protože přednapětí se vytváří mechanickým napětím.• Rozsah hodnot00 až 99 [%] | |
| Doba zpožděníViditelné, jen když je aktivován pomocný napínač.Po odstřižení nitě zůstane napínač horní nitě ještě určitou dobu zavřený a zamezuje vytahování horní nitě při vyjmutí materiálu.Bez odstřihu nitě byste tuto položku menu měli nastavit na velmi malou hodnotu.• Rozsah hodnot0,1–7,5 [s] | |
| Stav bez napětíViditelné, jen když je aktivován pomocný napínač.Touto funkcí se při zahá-jení šití pomocí Jog-Dial (elektronické ruční kolo) nebo tlačítkem pro jednotlivý steh aktivuje napínání horní nitě.• Rozsah hodnotZap/VypDruhé napětí nitě | |
| Po odstřihu• Rozsah hodnot Beze změny, Vyp, Zap | |
| Po zapnutí• Rozsah hodnot Beze změny, Vyp, Zap |
18.4.7 Nastavení parametru Délka stehu
POKYN
Možnost vzniku věcných škod!
Stroj a šicí zařízení se mohou poškodit.
Po výměně šicího vybavení VŽDY zadejte maximálně možnou délku stehu.
Pro délku stehu lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | ||
 | Max. délka stehuMaximální délka stehu, s níž lze šít,je různá v závislosti na šicím zařízenía MUSÍ se při výměně šicího vybaveníupravit. | • Rozsah hodnot03,0 až 7,0 [mm]podle podtřídy |
 | Zpátkovací pákaZpátkovací páka pro manuální úpravudélky stehu aktivní nebo neaktivní,volitelné vybavení. | • Rozsah hodnotZap/Vyp |
| Ikona Položky menu Rozsah hodnot | |
| Přizpůsobení rychlosti délce stehu Rychlost šití od ukončení omezeníRychlost šití, které je dosaženo při požado-vané hodnotě délky stehu po ukončení ome- zení.Rozsah hodnot0050–4000 [ot/min] podle podtřídy | |
| Rychlost šití při zahájení omezeníHodnota rychlosti šití, která se nastaví při délce stehu pro zahájení omezení.Rozsah hodnot0050–4000 [ot/min] podle podtřídy | |
| Délka stehu pro zahájení omezeníDélka stehu, od níž se používá snížení rych-losti.Rozsah hodnot1,0 až 12,0 [mm] podle podtřídy | |
| Délka stehu pro ukončení omezeníDélka stehu, při níž je dosaženo snížené rychlosti ukončující omezeníRozsah hodnot1,0 až 12,0 [mm] podle podtřídy | |
| Druhá délka stehu Po odstřihu nitěRozsah hodnotBeze změny, Vyp, Zap | |
18.4.8 Nastavení parametru RFW/SSD
Pro hlídání vyšití spodní nitě a monitorování otáčení cívky je možné provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | ||
| Hlídání vyšití spodní nitěTouto funkcí se aktivuje deska CAN.Navíc se musí v manuálním režimu v položce Parametry zvolit požadovaná funkce hlídání vyšití spodní nitě(☐ Návod k obsluze) | ||
| Zopakovat hlášení po odstřihuPokud Detekce vynechaného stehu, Sledování otáčení cívky nebo Hlídání vyšití spodní nitě zobrazí chybovou zprávu během šití, musí se potvrdit a chybová zpráva zmizí.Je-li parametr aktivní, objeví se chybová zpráva znovu po skončení šití. | ||
| Potřebné potvrzení po zastavení šitíPokud Detekce vynechaného stehu, Sledování otáčení cívky nebo Hlídání vyšití spodní nitě zobrazí chybovou zprávu, pak bude zastaveno šití. Teprve po potvrzení chybové zprávy lze pokračovat v šití. | ||
| Detekce vynechaného stehu | ||
| Ikona Položky menu Rozsah hodnot | ||
| Sledování otáčení cívky | ||
| • Rozsah hodnot Zap/Vyp | ||
| Délka Délka ušitého švu než se spustí monitorování otáčení cívky.• Rozsah hodnot 000 až 255 [mm] | ||
| Limit RFW | • Rozsah hodnot 0,0–4,0Hodnoty jen pro hlídání vyšití spodní nitě, ne pro monitorování otáčení cívky. | |
| Intenzita RFW | • Rozsah hodnot 0,0–4,0Hodnoty jen pro hlídání vyšití spodní nitě, ne pro monitorování otáčení cívky. | |
18.4.9 Nastavení parametru Přídržná síla motoru
Pro přídržnou sílu motoru lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | |
| RežimPoloha zastavení• Rozsah hodnotZap / vyp / poloha zastaveníPoloha zastavení: Šicí motor se nastavuje vždy na tuto polohu. Změna polohy ručním kolem nebo nastavení dalšich parametrů není možné. | |
| Max. elektrické buzeníPřídržný proud motoruViditelné jen při aktivním nastavení parametru.• Rozsah hodnot00 až 50 | |
| Rychlost reakceRychlost reakce na změny polohyViditelné jen při aktivním nastavení parametru.• Rozsah hodnot000 až 100 |
18.4.10 Nastavení parametru Pedál
Pro pedál lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | |
| Typ pedáluVolba pedálu mezi analogovým a digitálním pedálem. | |
| Obrácený chodInverze signálů, které pedál vysílá (případně potřebná u digitálních snímačů). | |
| Počet kroků pedáluPočet rychlostních stupňů, které pedál zpracuje. | |
| Křivka zrychleníKřivka rychlosti pedálu | |
| tpoloha -1Prodleva polohy -1 | |
| tpoloha -2Prodleva polohy -2 | |
| tpoloha 0Prodleva polohy 0 | |
| Faktor pedálu pro -1 • Rozsah hodnot | |
| Faktor pedálu pro -2 • Rozsah hodnot |
18.4.11 Nastavení parametru Chlazení jehly
Pro chlazení jehly lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | |
| Režim | |
| Čas zpožděníZpoždění, po němž je deaktivováno chlazení jehly. | |
| Rychlost šití pro chlazení jehlyRychlost šití, při níž je aktivováno chlazení jehly. |
18.4.12 Nastavení parametru Podávání válci
Podávání válci (podavač před jehlou) je volitelné vybavení, které podporuje podávání šitého materiálu. Při aktivovaném podávání válci lze provádět následující nastavení.
| Ikona Položky menu Rozsah hodnot | ||
| Odtahové válce | ||
| AutoRežim automatického zvedání odtahového válce | ||
| Zvedání při rychlém přestavení zdvihu | ||
| ZpožděníSpuštění válce dolů po začátku šití závisí na délce stehu a účelu použití. | ||
| Ikona Položky menu Rozsah hodnot | ||
| RežimNastavení, jaký válec bude aktivní. | ||
| Bez pohonuOba válce se pohybují zároveň jen pasivně ve volnoběhu, čistě mechanické spojení. | ||
| HorníHorní válec se pohybuje a je přitom aktivně poháněn. | ||
| Horní + spodníOba válce se pohybují a jsou přitom aktivně poháněny. | ||
| Metoda podáváníViditelné, jen když v položce Režim byla vybrána volba Horní resp. Horní + spodní. | nepřetržitě = stejnoměrné podávání přerušovaně = podávání přizpůsobeno rytmu podavače | |
| ZačátekViditelné, jen když je u položky Metoda podávání nastaveno přerušovaně. | Nastavení počátečního a koncového úhlu v položce Start/stop je přizpůsobeno stroji. Hodnoty by se neměly měnit.• Rozsah hodnot 0–359 [°] | |
| ZastavitViditelné, jen když je u položky Metoda podávání nastaveno přerušovaně. | Nastavení počátečního a koncového úhlu v položce Start/stop je přizpůsobeno stroji. Hodnoty by se neměly měnit.• Rozsah hodnot 0–359 [°] | |
| PřítlakNastavení tlaku odtahového válce. | ||
| Elektrické buzení vyp • Rozsah hodnot | Zap/Vyp | |
| Elektrické buzení vždy zap • Rozsah hodnot | Zap/Vyp | |
| Ikona Položky menu Rozsah hodnot | |
| HorníViditelné, jen když v položce Režim byla vybrána volba horní resp. horní + spodní. | |
| PřevodRozsah hodnot00,0 – 65,0 | |
| Elektrické buzení(aktivní)Rozsah hodnot0,0–65,0 [A] | |
| Elektrické buzení(pasivní)Rozsah hodnot0,0–5,0 [A] | |
| Průměr válceRozsah hodnot0000 až 9999 [mm] | |
| Směr otáčení válce0 (X) = vpravo1 (√) = vlevo | |
| Ovládání motoru0 (X) = neregulováno1 (√) = regulováno | |
| SpodníViditelné, jen když v položce Režim byla vybrána volba horní + spodní. | |
| PřevodRozsah hodnot 00,0–65,0 | |
| Elektrické buzení (aktivní)Rozsah hodnot 0,0–65,0 [A] | |
| Elektrické buzení (pasivní)Rozsah hodnot 0,0–5,0 [A] | |
| Průměr válceRozsah hodnot 0000 až 9999 [mm] | |
| Směr otáčení válce0 (X) = vpravo1 (√) = vlevo | |
| Ovládání motoru0 (X) = neregulováno1 (√) = regulováno |
18.4.13 Nastavení parametru Boční vodič díla
POKYN
Možnost vzniku věcných škod!
Patka, jehly, boční vodič díla a šicí zařízení se mohou poškodit.
Po výměně šicího zařízení VŽDY zkontrolujte vzdálenost od bočního vodiče díla a zadejte správnou hodnotu.
Pro (boční) vodič díla (motorický) lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | |
| Boční vodič | |
| Režim bočního vodiče | |
| Interní:Karta krokového motoru (bočního) vodiče díla je v řídící skříni.Externí:Karta krokového motoru (bočního) vodiče díla je v konstrukčním dílu. | |
| Elektromotoricky | |
| RychlostPojezdová rychlost bočního vodiče díla | |
| Min. vzdálenostNejmenší možná vzdálenost mezi patkou a bočním vodičem díla.Nejmenší možná vzdálenost závisí na směru šití a MUSÍ se přizpůsobit při změně směru šití. | |
| Rychlost (výška)Pojezdová rychlost bočního vodiče díla pro výšku | |
| Minimální výškaNejmenší možná vzdálenost mezi stehovou deskou a vodičem stehů, resp. kladkou. |
18.4.14 Nastavení parametru Rozpoznání tloušťky materiálu
Pro rozpoznání síly materiálu lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | |
| Rozpoznání tloušťky materiálu | |
| HysterezeTolerance, při níž se zpětně přepne rozpoznání tloušťky materiálu z 2. délky stehu, 2. napětí horní nitě nebo 2. kroku patek. Tolerance má zamezit tomu, aby v mezní oblasti docházelo k neustálému přepínání aktivace a deaktivace. | |
| Kompenzace přítlaku patkyU velmi silného materiálu roste přítlak patky na základě síly materiálu nad regulérně nastavenou hodnotu. Do určité míry může stroj sám vyrovnat vliv silného materiálu na přítlak patky. |
18.4.15 Nastavení parametru Korekce vlivu rychlosti
Pro korekci vlivů na základě vysoké rychlosti lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | |
| HysterezeTolerance, při níž se zpětně přepnekorekce vlivu rychlosti z 2. délky stehu,2. napětí horní nitě nebo 2. kroku patek.Tolerance má zamezit tomu, aby v mezníoblasti docházelo k neustálému přepínáníaktivace a deaktivace. |
18.4.16 Nastavení parametru Světelná závora
Pro světelnou závoru lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | ||
| Světelná závora | • Rozsah hodnot Zap/Vyp | |
| Rychlost šitíPoslední stehy po rozpoznání konce materiálu (cca 50 mm) lze šít s definovanou rychlostí. | • Rozsah hodnot 0010–2000 [ot/min] | |
| Spuštění pedálemPedál lze sešlápnout a jakmile materiál přeruší světelnou závoru, stroj šije. | • Rozsah hodnot Zap/Vyp | |
| CitlivostPodle nastavení je signál vydán při přerušené (tma) nebo uzavřené (světlo) světelné závoře. | • Rozsah hodnot Světlo/Tma | |
| Automaticky | • Rozsah hodnot Zap/VypZap: Pedálem se spustí šití a pokračuje definovanou rychlostí automaticky až do rozpoznání konce. |
18.4.17 Nastavení parametru Režim segmentu švu
Pro délku segmentu lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky | menu Rozsah hodnot | |
 | DélkaDélka =Části švu se měří pomocí údaje délky (v mm).Počet stehů =Části švu se měří pomocí počítání stehů. | • Rozsah hodnotDélka/Počet stehů |
18.4.18 Nastavení parametru Režim navlékání nitě
Pro režim navlékání nitě lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky | menu Rozsah hodnot | |
 | Zdvih patkyDolů =Patka je v režimu navlékání nitě spuštěná dolů.Nahoru =Patka je v režimu navlékání nitě zvednutá.Podle pedálu =Patku lze v režimu navlékání nitě pomoci pedálu zvednout nebo spustit dolů. | • Rozsah hodnotDolů/nahoru/podle pedálu |
18.4.19 Nastavení parametru Blokování chodu
Pro blokování chodu lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky | menu Rozsah hodnot | |
 | RežimPatky zústanou v poslední poloze, obsluha neovládá jejich pohyb (vyp) nebo mohou být zvednuty pomocí pedálu (zap). | • Rozsah hodnot Zap/Vyp |
 | Délka stehuManuální nastavování délky stehu při aktivovaném blokování chodu | • Rozsah hodnot Zap/Vyp |
 | Všechny vstupyVšechny vstupy jsou aktivní, když je stroj ve stavu blokování chodu. | • Rozsah hodnot Zap/Vyp |
18.4.20 Nastavení parametru Manuální zapošívání
| Ikona Položky menu Rozsah hodnot | |
| Max. rychlost šitíOmezení rychlosti při manuálním zapošívání | |
| tzměnaZde se nastavuje čekací doba v místě obratu (například při změně směru šití). Krátká čekací doba má zajistit konstantní kvalitu švu. |
18.4.21 Nastavení parametru Elektronické ruční kolo
Elektronické ruční kolo lze aktivovat nebo deaktivovat.
| Ikona Položky menu Rozsah hodnot | ||
| Elektronické ruční kolo | • Rozsah hodnotZap/Vyp | |
| Velikost kroku • Rozsah hodnot | 0–255 | |
| Směr otáčení • Rozsah hodnot | Zap/Vyp | |
| Zpětný režim • Rozsah hodnot | Omezený zpětný chod/Pouze při zpět-ném šití/Neomezený zpětný chod | |
18.4.22 Nastavení parametru Diferencování
Pro diferencování lze provádět různá nastavení. Možnosti jsou blíže vy světleny v tabulce.
| Ikona Položky menu Rozsah hodnot | ||
 | Křivka progrese difference podávání • Rozsah hodnot1 až 2 | |
 | Synchronizace horního podáváníNastavení synchronizace horního podá-vání k dosažení plochého šití bez dife-rence. | • Rozsah hodnot-50 až 50 |
18.4.23 Nastavení parametru Ořez okrajů
Ořez okrajů je volitelné vybavení, v případě a lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | ||
 | Ořez okrajů • Rozsah hodnot | Zap/Vyp |
 | RežimNastavení automatického režimu zvednutí ořezu. | • Rozsah hodnot0 - deaktivováno1 - se zvednutím patky2 - po odstřihu niti nebo odšití nastave-ného počtu stehů3 - po odstřihu niti nebo odšití nastave-ného počtu stehůnebo zvednutí patky4 - při zapošívání5 - při zapošívánínebo zvednutí pakty6 - po odstřihu niti nebo odšití počtustehů nebo při zapoší-vání7 - po odstřihu niti nebo odšití počtustehů nebo při zapoší-vání nebo zvednutí patky |
 | Stehy ke spuštěníPočet stehů do spuštění ořezu. | • Rozsah hodnot0–255 |
 | Stehy ke zvednutíPočet stehů do vypnutí ořezu (Režim 2, 3 nebo 6). | • Rozsah hodnot0–255 |
| Ikona Položky menu Rozsah hodnot | |
| Min. pracovní cyklus PWMMinimální pracovní cyklus PWM motoru ořezu okrajů. | |
| Max. pracovní cyklus PWMMaximální pracovní cyklus PWM motoru ořezu okrajů. | |
| Rychlost šití s max. pracovním cyklem PWM Rychlost šití, při které motor ořezu okrajů dosáhne maximálního pracovního cyklu PWM. | |
| Zpoždění ořezuČasové zpoždění vypnutí ořezu. | |
| Čas aktivace t1Doba aktivace motoru ořezu v časovém úseku t1. | |
| Cyklus zapínání t1Cyklus zapínání t1 pro motor ořezu. | |
| Čas t2Doba aktivace motoru ořezu v časovém úseku t2. | |
| Cyklus zapínání t2Cyklus zapínání t2 pro motor ořezu. | |
| Zvýšené napětíDočasně zvýšení výkonu při aktivaci motoru ořezu. |
18.4.24 Nastavení parametru Najetí referenční polohy
Po zapnutí stroje musí krokové motory najet do referenční polohy. Najetí referenční polohy může proběhnout automaticky, nebo úplným sešlápnu-tím pedálu dozadu.
| Ikona Položky menu Rozsah hodnot | |
| Uživatel zapne najetí do referenční polohy manuálně |
18.4.25 Nastavení parametru Ruční skener
Ruční skener je možné aktivovat nebo deaktivovat. Pomocí čárového kódu lze přímo vybrat šicí program.
| Ikona Položky menu Rozsah hodnot | |
| Ruční skener |
Ruční skener může číst následující typy čárových kódů:
- Code 128
• UCC EAN 128 - Code 39
Tyto typy čárových kódů lze vytvořit samostatně pomocí bezplatného softwaru.

Důležité
Čárový kód musí obsahovat 3 až 32 znaků. 3místné číslo programu (001 až 999) musí být obsaženo v čárovém kódu.
V příloze (str. 219) naleznete několik příkladů čárových kódů, které můžete použít.

Informace
Ruční skener podporuje i další typy čárových kódů. Které typy čárových kódů jsou podporovány a jak je nakonfigurujete, najdete v 📄 Návodu k obsluze výrobce ručního skeneru.
18.4.26 Nastavení parametru Rozhraní
Rozhraní lze použít pro ruční skener. Je-li ruční skener připojen, je parametr aktivní.
Pro rozhraní lze provádět další nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položky menu Rozsah hodnot | ||
| BDE | ||
 | Režim | • Rozsah hodnotVyp / Ruční skener |
 | Baud ratePřenosová rychlost ručního skeneru | • Rozsah hodnot9600–250000 [bit/s] |
| X170t | ||
 | Režim | Rozsah hodnotVyp / Ruční skener |
 | Baud ratePřenosová rychlost ručního skeneru | Rozsah hodnot9600–250000 [bit/s] |
18.4.27 Nastavení parametru Konfigurace vstupů/výstupů
Konfigurace vstupů
Zde lze provést konfiguraci a přiřazení vstupů.
Každému vstupu může být přiřazen jeden z následujících režimů.
- Režim navlékání
- Potla čení/aktivace zapošívání
- Manuální zapošívání
• P ülsteh
• Celý steh
• Poloha zaměřovacího stehu - Jehla nahoře
- Chlazení jehly
• Druhé napětí nitě
• P řepnutí délky stehu
• S t ředový vodič
• S v četelná závora - Blokování chodu při otevřeném kontaktu
• Rychlé přestavění zdvihu
• P řepnutí na další segment
• Druhá pozice bočního vodiče - Odlehčení patky
• Druhé diferencování
• N a p čtí pásky - Odtahový válec
- Blokování chodu při uzavřeném kontaktu
- Blokování chodu při šití
- Spuštění výběru programu
• V ý b ěr programu Bit B0
• V ý b ěr programu Bit B1
• V ý b ěr programu Bit B2
• V ý b ěr programu Bit B3
• V ý b ěr programu Bit B4
• V ý b ěr programu Bit B5
• V ý b ěr programu Bit B6
• V ý b ěr programu Bit B7
• V ý b ěr programu Bit B8
• V ý b ěr programu Bit B9
• Krátký steh
• Druhá výška bočního vodiče - Druhá diagonální pozice bočního vodiče
• DB3000
• DB2000
- Funkční modul 1
- Funkční modul 2
- Funkční modul 3
- Funkční modul 4
- Funkční modul 5
- Funkční modul 6
- Funkční modul 7
- Funkční modul 8
- O s v čtlení šicího stroje
- O s v čtlení hlavy stroje
• Zdvih patky
• Druhá poloha zdvihu patky
• Vypnutí diferencování
Každý vstup může spínat s aretací nebo bez aretace.
Konfigurace výstupů
Zde lze provést konfiguraci a přiřazení výstupů. Výstupy a jejich přiřazení jsou uvedeny v tabulce. Piny na desce jsou popsány a musí se přiřadit podle tabulky podle toho, co je k pinu připojeno.
Každému výstupu může být přiřazen jeden z následujících režimů.
• Zdvih patky
- Napínač horní nitě
- O d s t rih nitě
- Chlazení jehly
• NSB nůž
- NSB blok
- Pos. 1
- Pos. 2
- Čištění hlídání vyšití spodní nitě
• LED potlačení/aktivace zapošití
• LED druhé délky stehu
• LED druhého napětí nitě
• LED druhého kroku patek
• L E D s t ředového vodiče
• Zvednutí/spuštění středového vodiče
• Signál chodu motoru
• LED druhé pozice bočního vodiče
• NSB odsávání
• LED odtahového válce
• P řítlak odtahového válce
• Zvednutí/spuštění odtahového válce
- Proces zapošití
• Ve š v u
• LED manuálního zpátkování
• LED provedení stehu
• LED blokování chodu
• LED krátkého stehu
• B o ční vodič
- O s v čtlení hlavy stroje
- Funkční modul výstup 1
• Funkční modul výstup 2
- Funkční modul výstup 3
- Funkční modul výstup 4
• Funkční modul výstup 5
• Funkční modul výstup 6
- Funkční modul výstup 7
• Funkční modul výstup 8
• Druhá výška bočního vodiče
- Čištění SSD
- Signál polohy
18.4.28 Nastavení parametru Konfigurace doplňkových vstupů/výstupů
Konfigurace vstupů
Zde lze provést konfiguraci a přiřazení vstupů.
Každému vstupu může být přiřazen jeden z následujících režimů.
- Režim navlékání
- Potla čení/aktivace zapošívání
- Manuální zapošívání
• P ülsteh
• Celý steh
• Poloha zaměřovacího stehu - Jehla nahoře
- Chlazení jehly
• Druhé napětí nitě
• P řepnutí délky stehu
• S t ředový vodič
• S v četelná závora - Blokování chodu při otevřeném kontaktu
• Rychlé přestavění zdvihu
• P řepnutí na další segment
• Druhá pozice bočního vodiče - Odlehčení patky
• Druhé diferencování
• N a p čtí pásky - Odtahový válec
- Blokování chodu při uzavřeném kontaktu
- Blokování chodu při šití
- Spuštění výběru programu
• V ý b ěr programu Bit B0
• V ý b ěr programu Bit B1
• V ý b ěr programu Bit B2
• V ý b ěr programu Bit B3
• V ý b ěr programu Bit B4
• V ý b ěr programu Bit B5
• V ý b ěr programu Bit B6
• V ý b ěr programu Bit B7
• V ý b ěr programu Bit B8
• V ý b ěr programu Bit B9
• Krátký steh
• Druhá výška bočního vodiče - Druhá diagonální pozice bočního vodiče
• DB3000
• DB2000
- Funkční modul 1
- Funkční modul 2
- Funkční modul 3
- Funkční modul 4
- Funkční modul 5
- Funkční modul 6
- Funkční modul 7
- Funkční modul 8
- O s v čtlení šicího stroje
- O s v čtlení hlavy stroje
• Zdvih patky
• Druhá poloha zdvihu patky
• Vypnutí diferencování
Každý vstup může spínat s aretací nebo bez aretace.
Konfigurace výstupů
Zde lze provést konfiguraci a přiřazení výstupů. Výstupy a jejich přiřazení jsou uvedeny v tabulce. Piny na desce jsou popsány a musí se přiřadit podle tabulky podle toho, co je k pinu připojeno.
Každému výstupu může být přiřazen jeden z následujících režimů.
• Zdvih patky
- Napínač horní nitě
- O d s t rih nitě
- Chlazení jehly
• NSB nůž
- NSB blok
- Pos. 1
- Pos. 2
- Čištění hlídání vyšití spodní nitě
• LED potlačení/aktivace zapošití
• LED druhé délky stehu
• LED druhého napětí nitě
• LED druhého kroku patek
• L E D s t ředového vodiče
• Zvednutí/spuštění středového vodiče
• Signál chodu motoru
• LED druhé pozice bočního vodiče
• NSB odsávání
• LED odtahového válce
• P řítlak odtahového válce
• Zvednutí/spuštění odtahového válce
- Proces zapošití
• Ve š v u
• LED manuálního zpátkování
• LED provedení stehu
• LED blokování chodu
• LED krátkého stehu
• B o ční vodič
- O s v čtlení hlavy stroje
- Funkční modul výstup 1
• Funkční modul výstup 2
- Funkční modul výstup 3
- Funkční modul výstup 4
- Funkční modul výstup 5
• Funkční modul výstup 6
- Funkční modul výstup 7
• Funkční modul výstup 8
• Druhá výška bočního vodiče
- Čištění SSD
- Signál polohy
18.5 Nastavení Standardní hodnoty programu
Zde lze provádět specifická zákaznická nastavení, která se při vytváření nového programu automaticky použijí jako prednastavené hodnoty pro první část švu. Hodnoty je nutno zvolit tak, aby mohly být zachovány u co nejvíce programů.
Položky v menu Standardní hodnoty programu
| Ikona Položka menu Rozsah hodnot | |
| Standardní hodnota délky stehu | |
| Standardní hodnota přítlaku patky | |
| Standardní hodnota napětí horní nitě | |
| Standardní typ diferencování • Rozsah hodnot | |
| Standardní hodnota diferencování • Rozsah hodnot | |
| Ploché šití • Rozsah hodnot | |
| Zapošití na začátku švu | |
| Zapošití na konci švu | |
| Odstřih nitě |

| Ikona Položka menu Rozsah hodnot | ||
 | Počítadlo kusů za den | |
| Režim počítadlo• Rozsah hodnot Vyp/Dolů/Nahoru | ||
| ResetHodnota, na kterou se počítadlo kusů za den nastaví při jeho resetování.• Rozsah hodnot -999 až 999[ks] | ||
| Funkce stehů | ||
 | Počítání stehů | • Rozsah hodnot Zap/Vyp |
 | Korekce zpětných stehů | • Rozsah hodnot Zap/Vyp |
| Podmenu pro standardní parametry programu | ||
 | Akustický signál | • Rozsah hodnot Zap/Vyp |
 | Změna segmentu pomocí pedálu | • Rozsah hodnot Zap/Vyp |
| Přerušení programu | ||
 | Režim | Pozice = Po přerušení se jehla nastaví do své koncové polohy a nit se odstřihne.Konec segmentu = ukončení programu se všemi konfiguracemi, které jsou nastaveny pro část švu. |
 | Odstřih nitě | • Rozsah hodnot Vyp/Zap/Přerušit jako na konci švu |
 | Zrušit pedálem | • Rozsah hodnot Zap/Vyp |

18.6 Nastavení Konfigurace obsluhou
Zde lze provádět nastavení, která mají pracovníkovi obsluhy usnadnit práci na stroji při různých vnějších podmínkách.
Položky v menu Konfigurace obsluhou
| Ikona | Položka menu | Vysvětlení |
 | Jazyk | Nastavení jazyka |
 | Jas | Nastavení jasu ovládacího panelu |
 | Nastavení hlasitosti | Nastavení hlasitosti zvuků ovládacího panelu |
 | Management uživatele | str. 164 |
| Konfigurace obrazovky | ||
 | Manuální režim - konfigurace hlavní obrazovky | Návod k obsluze |
 | Manuální režim - konfigurace stavové lišty | Návod k obsluze |
 | Role - konfigurace hlavní obrazovky | str. 170 |
 | Role - konfigurace stavové lišty | str. 171 |
18.6.1 Management uživatele
V managementu uživatele můžete vytvářet nové uživatele a přiřazovat uživatelům role.
Uživatelé Default Technician a Default User jsou prednastaveni.
Tyto uživatele není možné vymazat, ale v případě potřeby mohou být deaktivováni.
Obr. 89: Management uživatele (1)
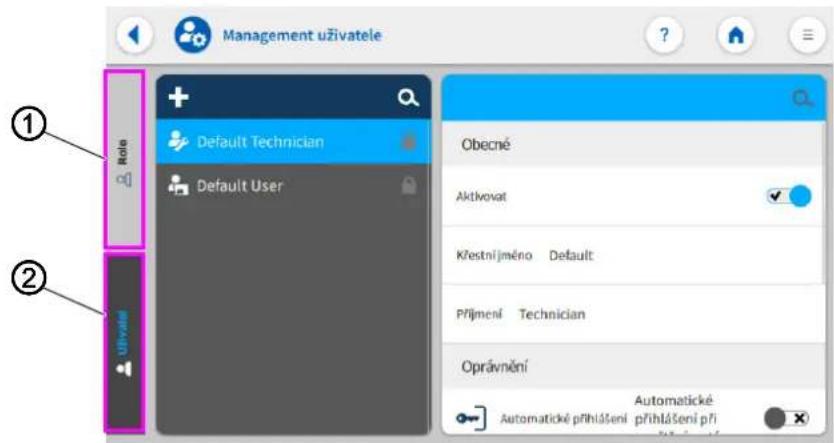
text_image
Management uživatele ① Role Default Technician Default User Obecné Aktivovat Křestní jmídno Default Príjmení Technician Oprávnění Automatické přihlásení přihlásení při(1) - Role (2) - Uživatel
Definice rolí
Obr. 90: Management uživatele (2)
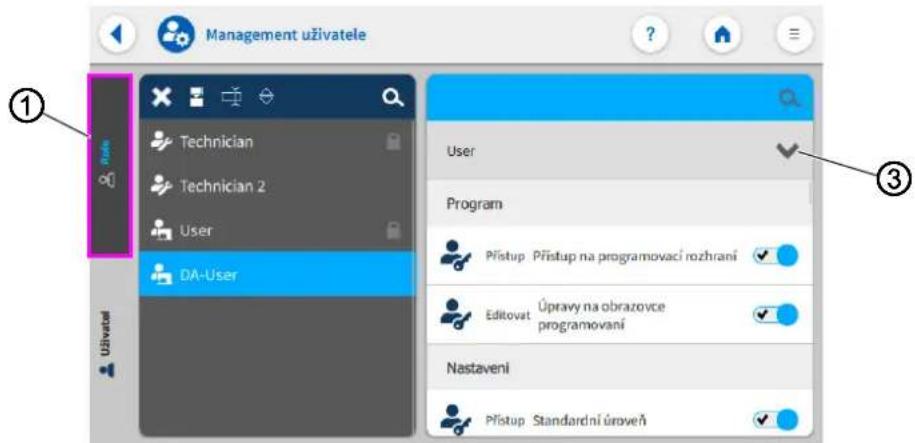
text_image
Management uživatele Technician Technician 2 User DA-User User Program Přístup Přístup na programovací rozhrani Editovat Úpravy na obrazovce programovani Nastaveni Přístup Standardní úroveň(1) - Role (3) - Rozbalovací menu

Informace
Nové role jsou odvozovány od existujících rolí.
Pokud je např. role odvozena od technika (Technician = Default), má nová role nejprve všechna oprávnění jako původní role. Oprávnění lze měnit v rozbalovacím menu.

Takto definujte role pro příslušné uživatele:
- V položce role (1) vytvořte tlačítkem novou roli.
- V rozbalovacím menu (3) přiřad'te požadovaná oprávnění.
| Hodnota Popis | |
| Programování | |
 Přístup Přístup | Přístup na programovací rozhraní |
 Editovat Editovat | Úpravy na obrazovce programování |
| Nastavení | |
 Přístup Přístup | Standardní úroveň |
 Přístup Přístup | Úroveň technika |
| Manuální režim | |
 Editovat Editovat | Zapnutí zapošívání |
 Editovat Editovat | Stavová lišta |
 Editovat Editovat | Hlavní obrazovka |
 Přístup Přístup | Role hlavní obrazovky |
 Přístup Přístup | Role lišty oznámení |
 Editovat Editovat | Přepni na automatický režim |
 Přístup Přístup | Zobrazení parametrů šití |
 Přístup Přístup | Manuální zapošívání |
 Editovat Editovat | Patka zvednutá |
 Editovat Editovat | Poloha jehly při zastavení šití |
 Editovat Editovat | Režim navíječe |
 Editovat Editovat | Přerušení segmentu švu |
 Editovat Editovat | Ořez okrajů |
 Editovat Editovat | Druhá pozice bočního vodiče díla |
 Editovat Editovat | Druhá výška bočního vodiče |
 Editovat Editovat | Referenční poloha bočního vodiče díla |
 Editovat Editovat | Délka stehu |
 Editovat Editovat | Přepnutí délky stehu |
 Editovat Editovat | Napětí horní nitě |
 Editovat Editovat | Přepnutí napětí horní nitě |
 Editovat Editovat | Přítlak patky |
 Editovat Editovat | Krok patky |
 Editovat Editovat | Přepnutí kroku patek |
 Editovat Editovat | Zapnutí zapošití |
 Editovat Editovat | Max. rychlost šití |
 Editovat Editovat | Půlsteh |
 Editovat Editovat | Odstřih nitě aktivní |
 Editovat Editovat | Svorka horní nitě |
 Editovat Editovat | Režim navlékání |
 Editovat Editovat | Světelná závora |
| [03KH]Editovat | Vynulování počítadla stehů cívky |
 Editovat Editovat | Středový vodič |
| Automatický režim | |
| [TS2H]Přistup | Výběr programu |
| [CYZA]Editovat | Program |
| [4AXX]Editovat | Korekčního faktor délky švu |
 Editovat Editovat | Korekční faktor napětí horní nitě |
| Šití | |
 Editovat Editovat | Zapnutí multifunkčních tlačítek |
| [4KDB]Editovat | Ploché šití |
| Management uživatele | |
 Editovat Editovat | Aktuální uživatel |
 Editovat Editovat | Role až po technika |
 Editovat Editovat | Role až po dodavatele |
 Editovat Editovat | Uživatel až po technika |
 Editovat Editovat | Uživatel až po dodavatele |
 Editovat Editovat | Nastavitelné automatické přihlášení |
Vytvoření nových uživatelů
Takto vytvoříte nového uživatele:

- V položce Uživatelé (2) stiskněte

Založí se nový uživatel se jménem New User.
2. Zadejte jméno uživatele, aby mohl být uživatel jednoznačně identifikován.
3. Zadejte požadované hodnoty pro identifikaci nového uživatele:
| Hodnota Popis | |
| Obecné | |
| Aktivní Nastavte zatržení, abyste uživatele aktivovali.Zrušte zatržení, abyste uživatele deaktivovali. | |
| Křestní jméno | Zadejte na dotykové klávesnici křestní jméno. |
| Příjmení | Zadejte na dotykové klávesnici příjmení. |
| Oprávnění | |
| [BSX8] Přihlášení | Přihlášení pomocí jména uživatele a heslaPřes Editovat zadejte jméno uživatele a (volitelně) heslo. |
 NFC NFC | Přihlášení pomocí NFC tagu |
 USB USB | Přihlášení pomocí USB |
| [BYTD] Automatické přihlášení | Přihlášení bez autorizace při spuštění systému |
| Role | |
| [KYCB] Technician | Role technika (standard) |
^ User User | Role uživatele (standard) |
| ... | Další role, které lze vytvářet podle prání. |
| Novému uživateli je třeba příradit jednu nebo více rolí.Při přírazení několika rolí uživateli musí být jedna role definována jako primární role.Primární role se zobrazí modrým písmem. | |
18.6.2 Role - konfigurace hlavní obrazovky
Obr. 91: Role - konfigurace hlavní obrazovky (1)
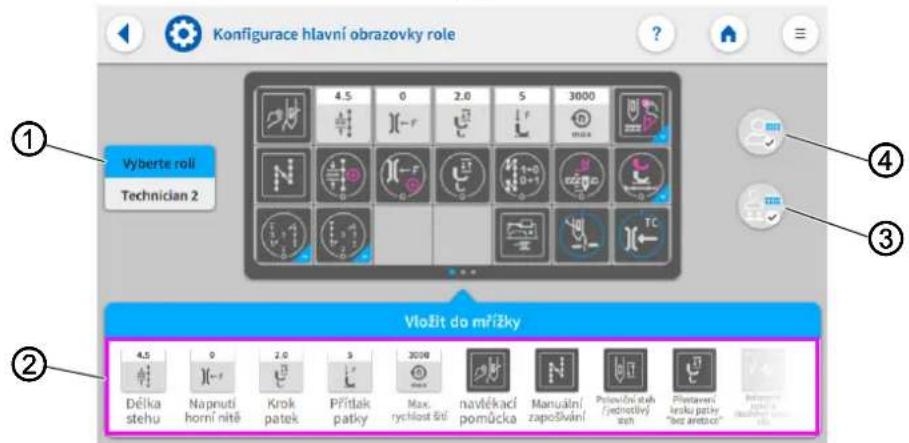
text_image
Konfigurace hlavní obrazovky role Vyberte roli Technician 2 Vložit do mřížky Délka stehu 0 (-r) 2.0 5 3000 4.5 0 2.0 5 3000 N (-r) Přítlak patky Max. rychlost šti navlékaci pomůcka Manuální zapoškání Přetovční steh (jednotlivý) szh Přestavani kroku patky "bez avistoc" Bětovční stehu 100% 100%(1) - Tlačitko výběr role
(2) - Lišta
(3) - Tlačitko role
(4) - Tlačitko uživatel + role

Takto nakonfigurujte hlavní obrazovku pro roli:
-
Tlačítkem výběr role vyberte požadovanou roli.
-
Stiskněte tlačítko role resp. uživatel + role.
Tlačítko role: Změny se vztahují jen na roli. Tlačítko uživatel + role: Změny se vztahují na roli a všechny uživatele, kteří mají přírazenu tuto roli.
-
Připojte požadované tlačítko z lišty (2) do rastru.
-
Pro uložení nastavení stiskněte tlačítko

Displej se přepne na:
Obr. 92: Role Konfigurace hlavní obrazovky (2)
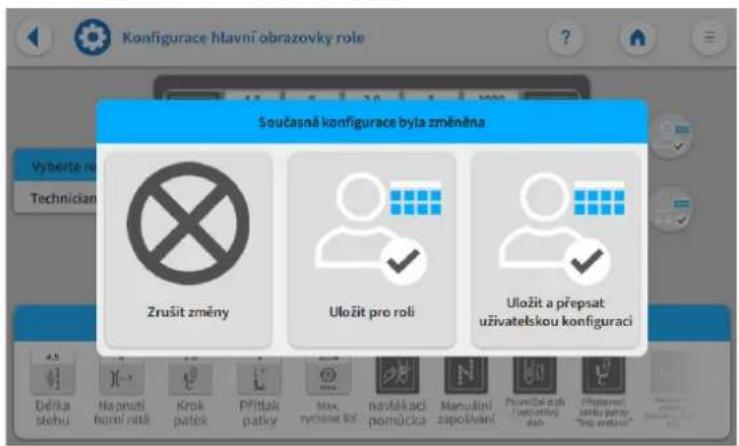
text_image
Konfigurace hlavní obrazovky role Současná konfigurace byla změněna Zrušit změny Uložit pro roli Uložit a přepsat uživatelskou konfiguraci
- Zvolte, jestli se mají změny zrušit nebo uložit.
18.6.3 Role - konfigurace stavové lišty
Obr. 93: Role - konfigurace stavové lišty (1)
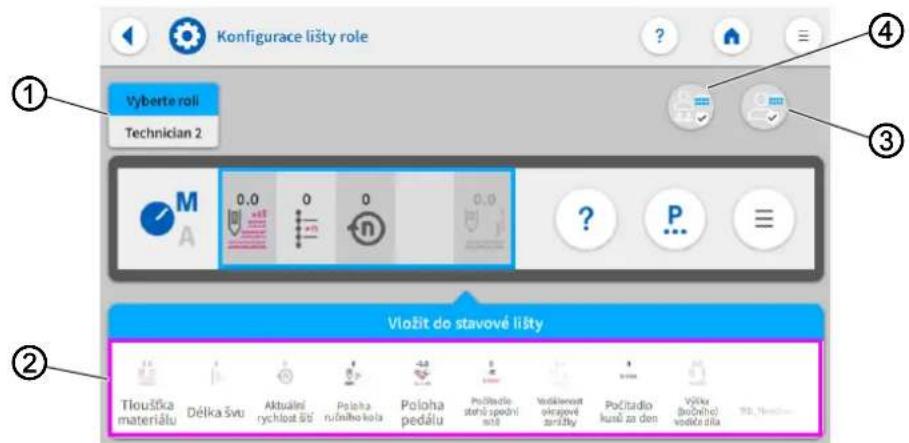
text_image
Konfigurace lišty role Vyberte roli Technician 2 M 0.0 0 0 0.0 ? P = Vložit do stavové lišty Tloušťka materiálu Déťka švu Aktuálisí rychlost šti Poisha ručního koja Poloha pedálu Počítadlo stehí sprední naž Vodiklenost okrajné zaněžky Počítadlo kursú za den Výčka (bočního) voděk dila T10, Nivěděn(1) - Tlačítko výběr role
(3) - Tlačitko role
(2) - Lišta
(4) - Tlačítko uživatel + role

Takto nakonfigurujte hlavní obrazovku pro roli:
- Tlačítkem výběr role vyberte požadovanou roli.
- Stiskněte tlačítko role resp. uživatel + role.
Tlačítko role: Změny se vztahují jen na roli. Tlačítko uživatel + role: Změny se vztahují na roli a všechny uživatele, kteří mají přírazenu tuto roli. -
Připojte požadované tlačítko z lišty (2) do rastru.
-
Pro uložení nastavení stiskněte tlačitko
Displej se přepne na:
Obr. 94: Role Konfigurace stavové lišty (2)

text_image
Konfigurace lišty role Soužasná konfigurace byla změněna Vybertenský Technician Zrušit změny Uložit pro roli Uložit a přepsat uživatelskou konfiguraci
- Zvolte, jestli se mají změny zrušit nebo uložit.

Informace
Podrobné vysvětlení konfigurace obrazovky najdete v 📄 Návodu k obsluze.
18.7 Použití funkce Manuální prěnos dat

Zde může probíhat výměna dat mezi strojem, přesněji ovládacím panelem, a USB flashdiskem. Při transferu dat lze zvolit různé možnosti, které jsou vysvětleny v podkapitolách.
18.7.1 Export dat
Takto exportujte data:
-
Připojte USB flashdisk k ovládacímu panelu.
-
Stiskněte tlačítko ↑ Exportovat.
-
Klepněte na požadovanou možnost exportu.
| Ikona | Položka menu | Vysvětlení |
 | Obraz softwaru | Soubor s obrazem softwaru |
 | Pouze parametry | Konfigurace stroje:• Standardní programy (Default)• Data stroje• Data šicího motoru• Knihovna programů• Program šicích dat• Šicí data manuální režim• Globální správa uživatelských dat• Nastavení uživatele |
 | Soubory se záznamy | Hlášení stroje:• Nejnovější soubory se záznamy• Všechny dostupné soubory se záznamy |
 | Programy | Šicí programy: všechny vytvořené šicí programy, např.:• 1 SETUP 1• 2 SETUP 2• 10 SEAM MANUEL• 20 SEAM 20 AUTOMATIC• 21 SQUARE• 100 OZDOBNÝ STEH• 101 OZDOBNÝ STEH• 110 OZDOBNÝ STEH |
 | Multimédia zákazníka | Vlastní pdf a videa |
 | Multimédia prodejce Pdf a videa prodejce |

- Vyberte existující složku nebo vytvořte novou.
Obr. 95: Export dat (1)
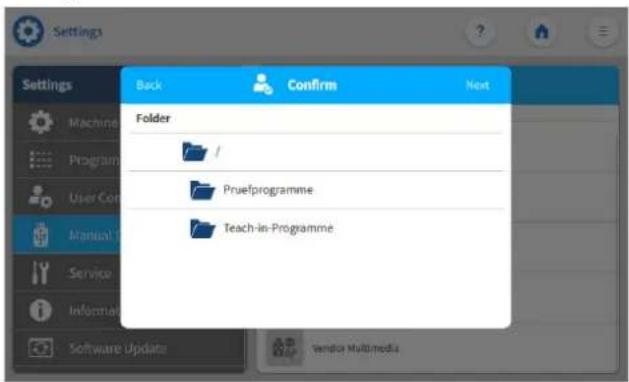
- Připojte USB flashdisk k ovládacímu panelu.
- Stiskněte tlačítko ↓ Importovat.
- Klepněte na požadovanou možnost importu.
| Ikona | Položka menu | Vysvětlení |
| Obraz softwaru | Soubor s obrazem softwaruUPOZORNĚNÍ: Import přepíše VŠECHNA data uložená ve stroji. | |
| Pouze parametry | Konfigurace stroje:Standardní programy (Default)Data strojeData šicího motoruKnihovna programůProgram šicích datŠicí data manuální režimGlobální správa uživatelských datNastavení uživateleUPOZORNĚNÍ: Import přepíše VŠECHNA data uložená ve stroji. | |
| Programy | Šicí programy: všechny vytvořené šicí programy, např.:1 SETUP 12 SETUP 210 SEAM MANUEL20 SEAM 20 AUTOMATIC21 SQUARE100 OZDOBNÝ STEH101 OZDOBNÝ STEH110 OZDOBNÝ STEH | |
| Multimédia zákazníka | Vlastní pdf a videaUPOZORNĚNÍ: Videoa musí mít formát webm s kódováním VP8. Návod ke konverzi najdete v Dodatku(str. 220). | |
| Multimédia prodejce Pdf a video prodejce | UPOZORNĚNÍ: Videoa musí mít formát webm s kódováním VP8. Návod ke konverzi najdete v Dodatku(str. 220). |
Obr. 97: Import dat (1)
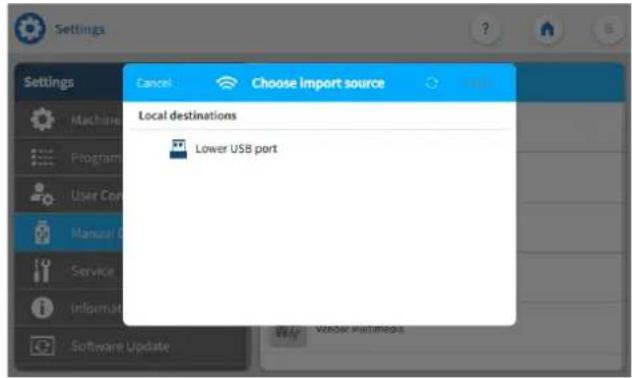
- Vyberte zdroj pro import. Např.: Spodní port USB.
Obr. 98: Import dat (2)
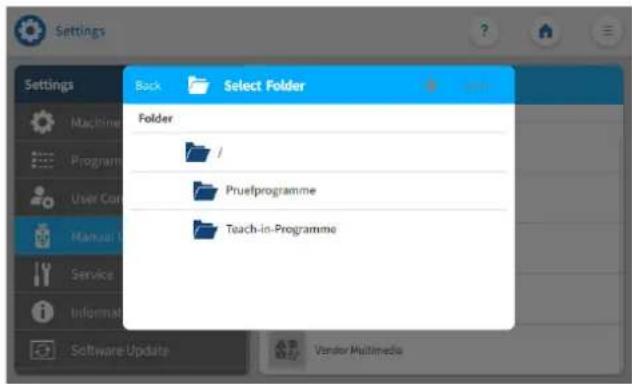
text_image
Settings Back Select Folder Folder Pruefprogramme Teach-in-Programme Software Update Vendor Multimedia
- Vyberte požadovanou složku.
Obr. 99: Import dat (3)
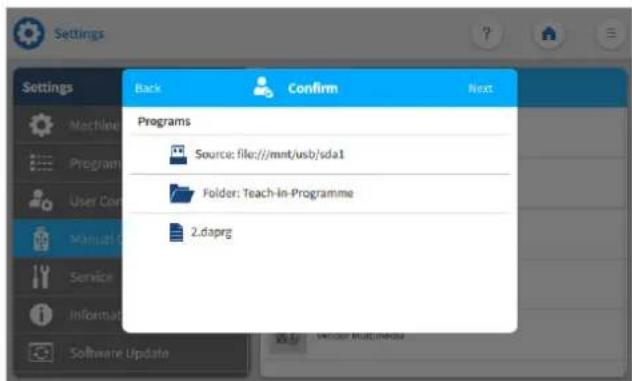
Data se importují. Stroj se popř. resetuje.
18.8 Servis
Zde lze provádět nastavení technického rázu, aby stroj běžel bez poruch. Parametry jsou blíže vysvětleny v podkapitolách.
| Ikona | Položka menu | Vysvětlení |
 | Kalibrace | str. 178 |
 | Nastavení | str. 180 |
 | Multitest | str. 181 |
 | QONDAC | str. 184 |
 | Reset | str. 185 |
 | Sít' | str. 186 |
 | Paměťhlášení | str. 186 |
18.8.1 Kalibrace
Kalibraci je nutno provést u různých parametrů, ty jsou blíže vysvětleny v tabulce.
Podrobný popis kalibrace následuje za tabulkou.
| Ikona | Položka menu | Vysvětlení |
 | Rozpoznání tloušťky materiálu | str. 178 |
 | Boční vodičViditelné, jen když je aktivován 1osý nebo 2osý boční vodič. str. 147 | str. 178 |
 | Výška bočního vodičeViditelné, jen když je aktivován 2osý boční vodič. str. 147 | str. 179 |
 | Pedál str. 179 | |
 | Mezera patky str. 179 |

Kalibrace Rozpoznání tloušťky materiálu
Při kalibraci rozpoznání tloušťky materiálu je nutno přezkoušet jen jednu hodnotu.

Rozpoznání tloušťky materiálu zkalibrujete takto:
- Otevřete položku menu Servis > Kalibrace > Rozpoznání tloušťky materiálu.
- Řid'te se pokyny na displeji.

Kalibrace bočního vodiče

Takto zkalibrujete vzdálenost bočního vodiče:
- Boční vodič vyklopte nahoru.
- Otevřete položku menu Servis > Kalibrace > Boční vodič.
Boční vodič přejede do referenční polohy. - Sklopte boční vodič dolů.
- Změřte vzdálenost od jehly až po boční vodič.
- Zadejte naměřenou hodnotu pomocí tlačítek -/+
- Zadání potvrďte tlačítkem Další.
Kalibrace je ukončena.


Kalibrace výšky bočního vodiče (jen u 2osých bočních vodičů)

Takto zkalibrujete výšku bočního vodiče:
- Otevřete položku menu Servis > Kalibrace > Výška bočního vodiče.
Na ovládacím panelu se zobrazí hodnota 5 mm.

- Položte přibalený vymezovací kolík pod boční vodič.

-
Posuňte boční vodič tlačítky -/+ tak, aby lehce svíral vymezovací kolík. Hodnota na displeji se NEZMĚNÍ.
-
Zadání potvrďte tlačítkem Další.
-
Otevřete položku menu Servis > Kalibrace > Pedal.
-
Řid'te se pokyny na displeji.
Kalibrace mezery patky

Takto zkalibrujete mezeru patky:
- Ujistěte se, že je patka dole.
- Změřte mezeru mezi patkou a podavačem.

- Není-li mezera v rozmezí 0,03 až 0,16 mm, musíte hodnotu parametru Mezera patky pomocí tlačítek -/+ adekvátně upravit.

- Znovu proved'te měření a zkontrolujte mezeru.
- Je-li hodnota ve stanoveném rozmezí, kalibrace je ukončena.
18.8.2 Nastavení
Parametr Nastavení není na tomto místě blíže vysvětlen, protože je úzce spojený s oblastí mechaniky.
Nastavení Napětí horní nitě

Správné nastavení
Nastavení se provádí s následující nití: Serafil 30/3 černá Měří se měřidlem napětí nitě (měřicí rozsah do 2000cN).

Takto nastavte napětí horní nitě:
- Horní nit navlečte až k nit'ové páce.
- Vyrovnávací pružinu (nitě) uved'te mimo provoz.
- Otevřete menu Servis > Nastavení > Napětí horní nitě.
Aktivuje se napětí nitě a zobrazí se tři údaje v procentech:
Obr. 101: Nastavení napětí horní nitě
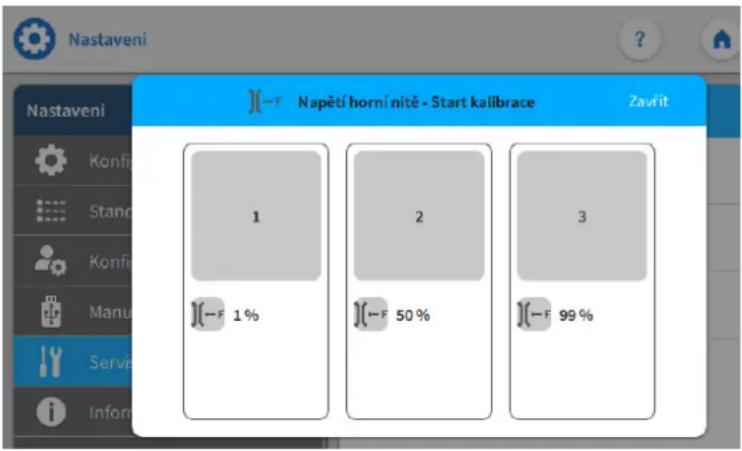
bar
| Category | Value (%) | |---|---| | 1 | -1 | | 2 | -1 | | 3 | -1 | | 4 | 50 | | 5 | 99 |- Seřízení napínačové desky provedte dle návodu 0791 867718 XX
18.8.3 Multitest

V tomto parametru lze vyzkoušet, zda například správně fungují magnety, pohony a vstupy nebo výstupy. Potřebná přiřazení jsou uvedena v 📄 Seznamu parametrů stroje.
| Ikona Položky menu Rozsah hodnot | ||
 | Test výstupů | str. 181 |
 | Test vstupů | str. 181 |
 | Test šicího pohonu | str. 182 |
 | Test krokového motoru | str. 182 |
 | Test pedálu | str. 182 |
 | Test snímače tloušťky materiálu | str. 183 |

Podpoložka Test výstupů
Test výstupů podle schématu zapojení.
Takto zkontrolujete výstupy:
- Nastavte zatržení ( √) u požadovaného výstupu.
Výstup se aktivuje.

Podpoložka Test vstupů
Test vstupů podle schématu zapojení.
Takto zkontrolujete vstupy:
- Aktivujte vstup.
Zobrazení přeskočí automaticky na příslušný vstup ve výběrovém seznamu na ovládacím panelu. Stav (zap/vyp) se zobrazí barevně.




Podpoložka Test šicího pohonu
V této podpoložce lze přezkoušet funkčnost šicího motoru.
Šicí motor přezkoušíte takto:
- Nastavte zatržení ( √) v oblasti Test Aktivovat.
- Požadovanou rychlost zadejte v položce Test Rychlost.
Šicí motor běží se zadanou rychlostí.


U této podpoložky testujete krokové motory pro přestavení délky stehu, zdvihu patky, resp. přítlaku patky a přestavení kroku patek.
- Nastavte zatržení ( √) v oblasti Test Aktivovat požadovaného krokového motoru.
- Požadovanou polohu zadejte v položce Test Pozice.

Informace
Pro enkodéry krokových motorů není k dispozici žádný vlastní postup testování. Jsou testovány společně s krokovými motory. Je-li v pořádku výsledek pro krokové motory, jsou funkční také enkodéry.


Podpoložka Test pedálu
V této podpoložce lze přezkoušet různé polohy pedálu.
Pedál otestujete takto:
- Sešlápněte pedál.
Příslušné polohy nebo stupně se zobrazí v menu. Podle provedení (analogové nebo digitální) se hodnoty zobrazí přímo nebo jako zobrazení stavu (0/1).
Podpoložka Test snímače tloušťky materiálu
V této podpoložce lze přezkoušet funkčnost rozpoznávání síly materiálu.
Obr. 102: Podpoložka Test snímače tloušťky materiálu
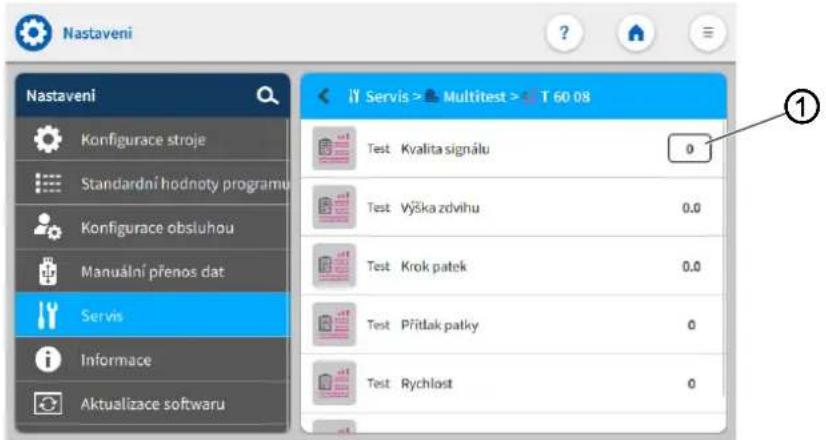
text_image
Nastaveni Nastavení Konfigurace stroje Standardní hodnoty programu Konfigurace obsluhou Manuální přenos dat Servis Informace Aktualizace softwaru Servis > Multitest > T 60 08 Test Kvalita signálu 0 Test Výška zdvihu 0.0 Test Krok patek 0.0 Test Přítlak patky 0 Test Rychlost 0(1) - Kvalita signálu
| Parametr Popis | |
| Kvalita signálu | Kvalita signálu snímače |
| Výška zdvihu | zobrazuje výšku zvedání patky u aktuálního materiálu |
| Přitlak patky | zobrazuje přitlak patky u aktuálního materiálu |
| Rychlost | zobrazuje požadované otáčky |
| Napětí horní nitě | zobrazuje napětí horní nitě u aktuálního materiálu |

Rozpoznání tloušťky materiálu zkalibrujete takto:
- Otevřete menu Servis > Multitest > Test snímače tloušťky materiálu.
- Zvedněte patky.
- Šitý materiál vložte pod patky.
- Zvedněte patky.
Kvalita signálu (1) musí zobrazovat hodnotu 1.
Pokud kvalita signálu (1) nezobrazuje hodnotu 1:
- Zkontrolujte a příp. nastavte polohu snímače.
- Nastavený snímač zkalibrujte v menu Servis > Kalibrace > Rozpoznání tloušťky materiálu (str. 178).
18.8.4 QONDAC

Stroje lze vzájemně sít'ově propojit pro umožnění práce v síti. Pro síťové propojení lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.
| Ikona Položka menu | ||
 | Komunikace | Rozsah hodnotVypnuto/Client CND Light/Commander |
 | ID zákazníka | Zadejte na dotykové klávesnici ident. číslo zákazníka. |
 | Adresa serveru Zadejte na dotykové klávesnici adresu serveru. | |
 | Identifikace serveru | Zadejte identifikační číslo serveru. |
 | Identifikace klienta | Zadejte identifikační číslo klienta. |

Informace
Podrobná vysvětlení k síťovému propojení strojů jsou uvedena v dokumentaci QONDAC.
18.8.5 Reset
Zde lze resetovat data stroje. Pro reset dat lze provádět různá nastavení. Možnosti jsou blíže vysvětleny v tabulce.

POKYN
Možnost vzniku věcných škod!
Data a nastavení stroje se mohou nenávratně ztratit.
PŘED restováním uvažte, jaká data skutečně chcete smazat.
Možnosti pro reset dat
| Ikona Položka menu | |
 | Reset parametrůVšechny parametry se vrátí do stavu při dodání, to se netýká programů a hodnot kalibrací. |
 | Reset programůVšechny vytvořené programy se vymažou. |
 | Reset kalibraceVšechny hodnoty kalibrací se vrátí do stavu při dodání. |
 | Reset všeVšechny parametry, programy a hodnoty kalibrací se vrátí do stavu při dodání. |
 | Vymazání uživatelských tutoriálů |
 | Vymazání tutoriálů od dodavatele |
18.8.6 Sít'

Dynamic Host Configuration Protocol (DHCP) umožňuje přiřazení síťové komunikace k serveru.
Vytvoření sítě je nutné, pokud chcete stroj připojit ke QONDAC.

Takto vytvoříte síť:
- Aktivujte DHCP.
Uvolní se rozbalovací menu.
- V rozbalovacím menu zadejte následující informace:
• IP adresa pro QONDAC
• S í t'ová maska pro QONDAC
- Brána pro QONDAC
- Jmenný server
18.8.7 Pamět hlášení
V paměti hlášení se ukládají veškerá hlášení o aktivitě stroje.
Obr. 103: Pamět' hlášení

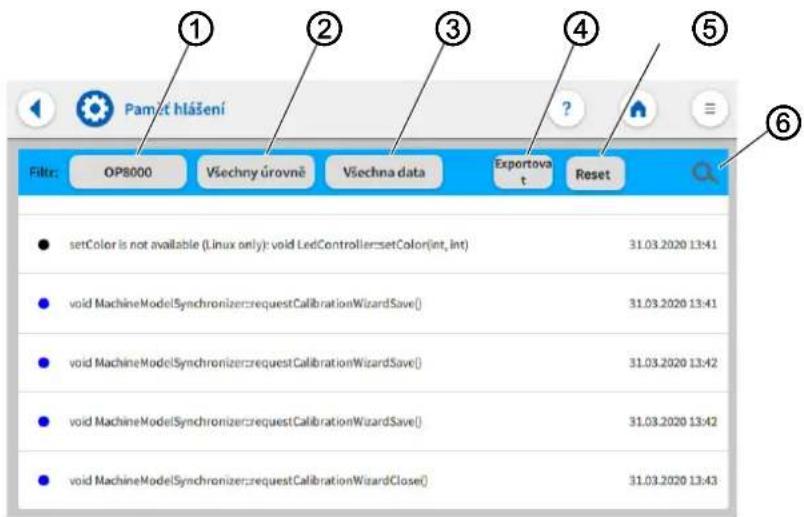
text_image
Pamét hlásení Filtr: OP8000 Všechny úrovně Všechna data Exportova t Reset ● setColor is not available (Linux only): void LedControllersetColor(int, int) 31.03.2020 13:41 ● void MachineModelSynchronizerrequestCalibrationWizardSave() 31.03.2020 13:41 ● void MachineModelSynchronizerrequestCalibrationWizardSave() 31.03.2020 13:42 ● void MachineModelSynchronizerrequestCalibrationWizardSave() 31.03.2020 13:42 ● void MachineModelSynchronizerrequestCalibrationWizardCloser() 31.03.2020 13:43(1) - Ovládací panel
(2) - Úrovně
(3) - Data
(4) - Exportovat
(5) - Reset
(6) - Lupa
| Tlačitko Možnosti filtru / | význam |
| Ovládací panel (1) Zabudovaný ovládací panel | |
| Úrovně (2) • Všechny úrovně• Debug• Varování• Assert | |
| Data (3) • Všechna data | • D n e s• V čera• Poslední dva dny• Minulý týden |
| Exportovat (4) | Exportovat paměť hlášení |
| Reset (5) Vymazat paměť | hlášení |
| Lupa (6) | Vyhledávat určitá hlášení |
18.9 Informace
V položce Informace můžete nastavit datum a čas a také informace o komponentech stroje.
Položky menu Informace
| Ikona | Položka menu | Vysvětlení |
 | Datum a čas | Nastavení data a času |
 | Copyright | |
 | Verze softwaru | |
| AplikaceVerze softwaru aplikace | ||
| Značka aplikace | ||
| StrojVerze softwaru připojeného stroje | ||
 | Softwarové licence | Seznam všech aktivovaných licencí softwaru |
 | Počítadlo | |
| Počítadlo všech kusůPočet šitých dílů, které stroj dosud ušil. | ||
| Počítadlo kusů za denPočet šitých dílů, které stroj ušil od posledního resetu stroje. | ||
| Počítadlo všech stehůPočet stehů, které stroj dosud ušil. | ||
| Počítadlo stehů cívkyPočet stehů, které stroj ušil s cívkou od posledního resetu. | ||
| Provozní hodiny | ||
| Denní provozní doba | ||
 | Řídící jednotka | |
| Řídící jednotkaTyp připojené řídící jednotky | ||
| Sériové čísloSériové číslo připojené řídící jednotky | ||
 | Ovládací panel | Typ připojeného ovládacího panelu |
 | Stroj | |
| Třída strojeZvolená třída stroje | ||
| Podtřída strojeZvolená podtřída stroje | ||
| Sériové čísloSériové číslo stroje | ||
| Datum výrobyDatum výroby stroje |
18.10 Provedení Aktualizace softwaru

Jakmile je k dispozici nová verze softwaru, můžete si ji stáhnout na USB flashdisk v Dürkopp Adler Software-Shop (https://software.duerkopp-adler.com/maschinenprogramme.html). Všechna nastavení stroje přitom zůstávají zachována.

Aktualizaci softwaru proved'te takto:
- Aktuální verzi softwaru stáhnete na domovské stránce společnosti Dürkopp-Adler.
- Software uložte na USB flashdisk.
- Připojte USB flashdisk k ovládacímu panelu.
- Stiskněte tlačítko 📄 Aktualizace softwaru.
Obr. 104: Provedte aktualizaci softwaru
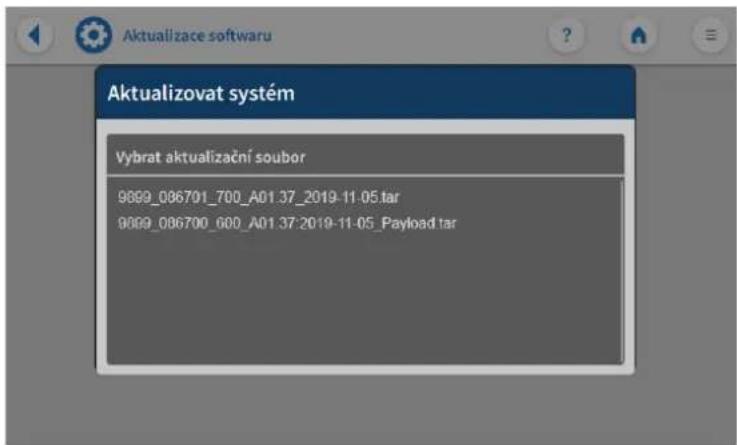
text_image
Aktualizace softwaru Aktualizovat systém Vybrat aktualizační soubor 9899_086701_700_A01.37_2019-11-05.tar 9899_086700_600_A01.37:2019-11-05_Payload.tar
- Vyberte požadovaný aktualizační soubor.
Provede se aktualizace softwaru. - Po skončení aktualizace vytáhněte USB flashdisk.
Stroj se resetuje a je připraven k šití.
19 Údržba
VAROVÁNÍ

Nebezpečí poranění špičatými částmi!
Možnost píchnutí a říznutí.
Při všech údržbářských pracích stroj nejprve vypněte nebo přepněte do režimu navlékání nitě.
VAROVÁNÍ

Nebezpečí poranění pohybujícími se díly!
Možnost pohmoždění.
Při všech údržbářských pracích stroj nejprve vypněte nebo přepněte do režimu navlékání nitě.
Tato kapitola popisuje údržbářské práce, které je nutné provádět pravidelně, aby byla zachována dlouhá životnost stroje a kvalita stehů.
Intervaly údržby
| Prováděné činnosti | Počet provozních hodin | |||
| 8 40 | 160 500 | |||
| Hlava stroje | ||||
| Odstranění prachu po šití a zbytků nití | ● | |||
| Kontrola hladiny oleje ● | ||||
| Kontrola mazání chapače ● | ||||
19.1 Čištění
VAROVÁNÍ

Nebezpečí poranění způsobeného vyletujícími částicemi!
Zvířené částice mohou vniknout do očí a způsobit poranění.
Noste ochranné brýle.
Držte pistoli se stlačeným vzduchem tak, aby částice nelétaly do blízkosti osob.
Dbejte na to, aby částice nelétaly do olejové vany.
POKYN
Věcné škody způsobené znečištěním!
Prach ze šití a zbytky nití mohou zhoršit funkci stroje.
Stroj vyčistěte podle návodu.
POKYN
Věcné škody způsobené čisticími prostředky s obsahem rozpouštědel!
Čisticí prostředky s obsahem rozpouštědel poškozují lak.
Při čištění používejte pouze prostředky neobsahující rozpouštědla.
Každých 8 provozních hodin musí být odstraněn prach ze šití a zbytky nití ofukovací pistolí nebo štětcem. V případě šitého materiálu silně pouštějícího vlákna se stroj musí čistit častěji.
Obr. 105: Čištění
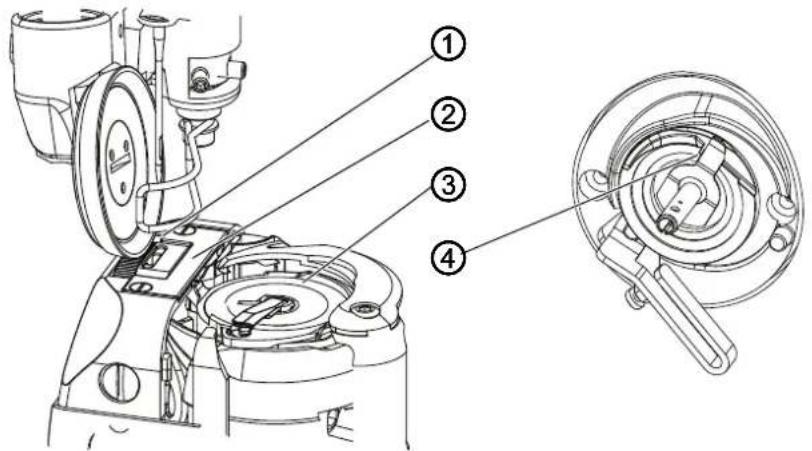
Oblasti se zvýšeným sklonem ke znečištění:
- Nůž na navíječi pro spodní nit (4)
- Oblast pod stehovou deskou (3)
- Chapač (2)
- Prostor kolem jehly (1)

- Odstraňte prach a zbytky nití ofukovací pistolí nebo štětcem.
19.2 Mazání
VÝSTRAHA

Nebezpečí poranění následkem kontaktu s olejem!
Olej může při kontaktu s kůží vyvolat vyrážku.
Zamezte kontaktu pokožky s olejem.
Dojde-li k potřísnění pokožky olejem, pečlivě ji umyjte.
POKYN
Věcné škody v důsledku použití nesprávného oleje!
Nesprávné druhy oleje mohou způsobit poškození stroje.
Používejte pouze olej, který odpovídá údajům v návodu.
UPOZORNĚNÍ

Poškození životního prostředí olejem!
Olej je škodlivá látka a nesmí se dostat do kanalizace ani do půdy.
Použitý olej pečlivě jímejte.
Použitý olej a součásti stroje, kontaminované olejem, zlikvidujte v souladu s národními předpisy.
Stroj je vybavený centrálním olejovým knotovým mazáním. Ložiska jsou zásobována olejem z olejové nádržky.
K doplňování olejové nádržky používejte výhradně mazací olej DA 10 nebo ekvivalentní olej s následující specifikací:
- Viskozita při 40 °C: 10 mm ^2 /s
• Bod vzplanutí: 150 °C
Mazací olej zakoupíte na našich prodejních místech pod následujícími čísly dílu:
| Nádoba Č. dílu | |
| 250 ml 9047 000011 | |
| 1 | 9047 000012 | |
| 2 | 9047 000013 | |
| 5 | 9047 000014 |
19.2.1 Mazání hlavy stroje
Obr. 106: Mazání hlavy stroje
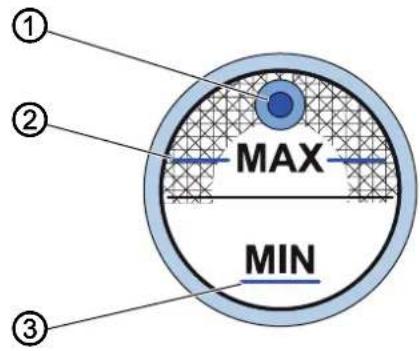
(1) - Plnicí otvor pro olej
(3) - Značka MIN
(2) - Značka MAX

Správné nastavení
Hladina oleje nesmí nikdy překročit značku MAX (2) a nikdy nesmí klesnout pod značku MIN (3).
Pokud hladina oleje klesne pod značku MIN, rozsvítí se červeně indikátor nízké hladiny oleje.

-
Plnicím otvorem (1) doplňte olej až po značku MAX (2).
-
Po doplnění oleje vypněte a znovu zapněte stroj.
Červené světlo indikátoru zhasne.
19.2.2 Nastavení mazání chapače
Obr. 107: Nastavení mazání chapače
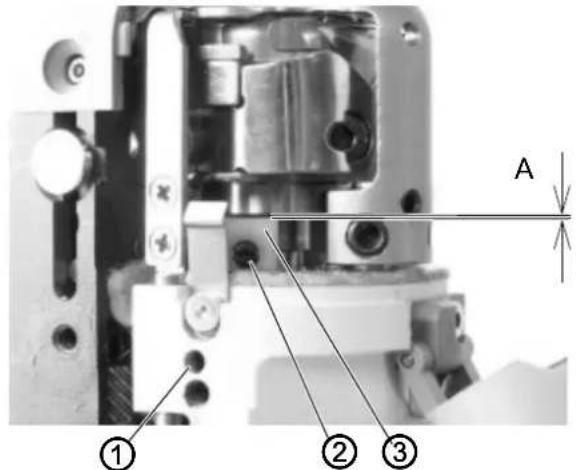
text_image
A ① ② ③(1) - Stavěcí šroub
(2) - Regulační roub
(3) - Mazací těleso
Optimální množství oleje pro mazání chapače je seřízeno z výroby. Pro kontrolu mazání držte list savého papíru vedle chapače a sešlápněte pedál.

Správné nastavení
- Mezi mazacím tělesem (3) a chapačem má být mezera (A) = 0,3 mm.
- Regulační šroub mazání (2) má vyčnívat z tělesa mazání 0,5 mm.
- Po ušití dráhy cca 1 m je savý papír rovnoměrně postříkaný tenkou vrstvou oleje.

- Otevřete kryt chapače.
- Povolte stavěcí šroub (1) a nastavte výšku tělesa (3) na mezeru 0,3 mm.
-
Utáhněte stavěcí šroub (1).
-
Otáčejte šroubem (2): • Uvolňování více oleje: otáčejte proti směru hodinových ručiček • Uvolňování méně oleje: otáčejte ve směru hodinových ručiček

Důležité
Uvolněné množství oleje se změní teprve po několika minutách doby provozu. Před tím, než znovu zkontrolujete nastavení, několik minut šijte.
19.3 Údržba pneumatického systému
19.3.1 Nastavení provozního tlaku
POKYN
Věcné škody v důsledku chybného nastavení!
Nesprávný provozní tlak může způsobit poškození stroje.
Ujistěte se, že je stroj používán jen při správně nastaveném provozním tlaku.

Správné nastavení
Přípustný provozní tlak je uveden v kapitole Technické údaje (str. 261). Provozní tlak se nesmí odchylovat o více než ±0,5 bar.
Provozní tlak denně kontrolujte.
Obr. 108: Nastavení provozního tlaku
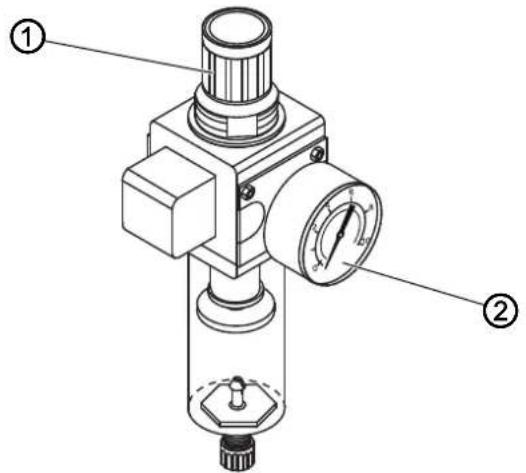
Provozní tlak nastavíte takto:
- Vytáhněte regulátor tlaku (1) nahoru.
-
Regulátor tlaku otáčejte, dokud manometr (2) neukáže správné nastavení:
-
Zvýšení tlaku = otáčení ve směru hodinových ručiček
-
Snížení tlaku = otáčení proti směru hodinových ručiček
-
Zatlačte regulátor tlaku (1) dolů.
19.3.2 Vypuštění směsi vody a oleje
POKYN
Věcné škody v důsledku příliš velkého množství vody!
Příliš velké množství vody může způsobit poškození stroje.
V případě potřeby vodu vypustte.
V odlučovači vody (2) regulátoru tlaku se shromažduje směs zkondenzované vody a oleje.

Správné nastavení
Hladina směsi vody a oleje nesmí stoupnout až k filtrační vložce (1).
Denně kontrolujte stav směsi vody a oleje v odlučovači vody (2).
Obr. 109: Vypuštění směsi vody a oleje
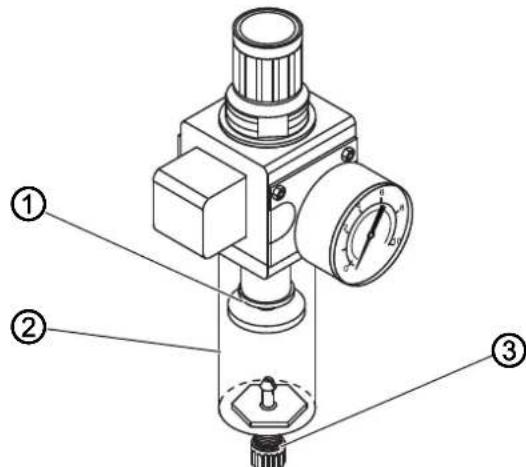
(1) - Filtrační vložka
(2) - Odlučovač vody
(3) - Výpustný šroub

Takto vypustíte směs vody a oleje:
- Odpojte stroj od rozvodu stlačeného vzduchu.
- Pod výpustný šroub (3) postavte nádobu.
- Výpustný šroub (3) úplně vyšroubujte.
- Nechte smě vody a oleje vytékat do nádoby.
- Zašroubujte výpustný šroub (3).
- Připojte stroj k rozvodu stlačeného vzduchu.
19.3.3 Čištění filtrační vložky
POKYN
Poškození laku čisticími prostředky s obsahem rozpouštědla!
Čisticí prostředky s obsahem rozpouštědla poškozují filtr.
K vymývání misky filtru používejte pouze látky bez rozpouštědla.
Obr. 110: Čištění filtrační vložky
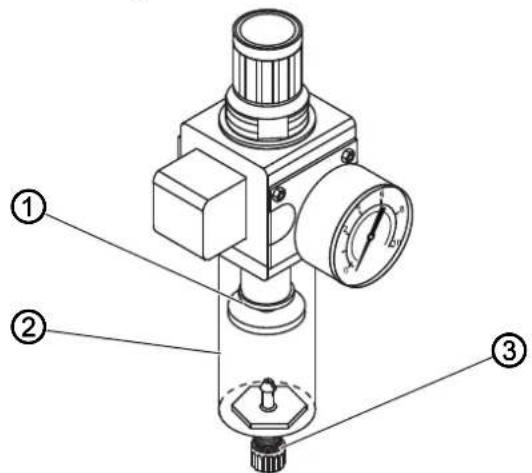
(3) - Výpustný šroub
(1) - Filtrační vložka
(2) - Odlučovač vody

Takto vyčistíte filtrační vložku:
-
Odpojte stroj od rozvodu stlačeného vzduchu.
-
Vypustte směs vody a oleje (str. 198).
-
Odšroubujte odlučovač vody (2).
-
Odšroubujte filtrační vložku (1).
-
Vyfoukejte filtrační vložku (1) ofukovací pistolí.
-
Vymyjte misku filtru čisticím benzínem.
-
Zašroubujte filtrační vložku (1).
-
Zašroubujte odlučovač vody (2).
-
Zašroubujte výpustný šroub (3).
-
Připojte stroj k rozvodu stlačeného vzduchu.
19.4 Seznam dílů
Seznam součástí si můžete objednat u firmy Dürkopp Adler. Další informace získáte na našich internetových stránkách:
www.duerkopp-adler.com

20 Odstavení stroje z provozu
VAROVÁNÍ

Nebezpečí poranění v důsledku nedostatečné pečlivosti!
Hrozí těžké poranění.
Stroj čistěte JEN ve vypnutém stavu.
Přípojky smí odpojit POUZE kvalifikovaný personál.
VÝSTRAHA

Nebezpečí poranění následkem kontaktu s olejem!
Olej může při kontaktu s kůží vyvolat vyrážku.
Zamezte kontaktu pokožky s olejem.
Dojde-li k potřísnění pokožky olejem, pečlivě ji umyjte.
Stroj odstavíte z provozu takto:

- Vypněte stroj.
- Vytáhněte síťovou zástrčku.
- Odpojte stroj od rozvodu stlačeného vzduchu, pokud je připojený.
- Z olejové vany vytřete zbytky oleje.
- Zakryjte ovládací panel, aby byl chráněn před znečištěním.
- Zakryjte řídící skřín, abyste ji ochránili před znečištěním.
- Podle možnosti zakryjte celý stroj, abyste jej ochránili před znečištěním a poškozením.
21 Likvidace
UPOZORNĚNÍ

Nebezpečí ekologických škod v důsledku nesprávné likvidace!
V případě neodborně provedené likvidace stroje může dojít k vážným ekologickým škodám.
VŽDY se řid'te národními předpisy pro likvidaci odpadů.

Stroj se nesmí likvidovat jako běžný domovní odpad.
Stroj musí být likvidován řádným způsobem, v souladu s požadavky národních předpisů.
Při likvidaci stroje mějte na paměti, že se stroj skládá z různých materiálů (např. ocel, plasty, elektronické součástky atd.). Při likvidaci těchto materiálů se řídte národními předpisy.
22 Odstraňování poruch
22.1 Zákaznický servis
Kontaktní adresa pro případ opravy stroje nebo problémů se strojem:
Dürkopp Adler AG
Potsdamer Str. 190
33719 Bielefeld
Tel.: +49 (0) 180 5 383 756
Fax: +49 (0) 521 925 2594
e-mail: service@duerkopp-adler.com
Internet: www.duerkopp-adler.com

22.2 Poruchy v průběhu šití
| Porucha | Možné příčiny | Odstranění |
| Vyvlečená nit na začátku šití | Příliš pevně nastavené napětí horní nitě | Zkontrolujte napětí horní nitě |
| Přetržená nit | Horní a spodní nitě nejsou správně navlečené | Zkontrolujte, jestli je nit správně navlečená |
| Jehla je ohnutá nebo má ostré hrany | Jehlu vyměňte | |
| Jehla není správně nasazená v jehelní tyči | Jehlu správně nasadťte do jehelní tyče | |
| Použitá nit je nevhodná | Používejte doporučené nitě | |
| Napětí nitě je pro použitou nit příliš pevné | Zkontrolujte napětí nití | |
| Části, jimiž vede nit, např. trubky, vodítka nitě nebo kotouč snímače nitě mají ostré hrany | Zkontrolujte, jestli je nit správně navlečená | |
| Jehla poškodila stehovou desku, chapač nebo opěru | Díly nechte opravit kvalifikovaným odborným personálem | |
| Vynechané stehy Horní | a spodní nitě nejsou správně navlečené | Zkontrolujte, jestli je nit správně navlečená |
| Jehla je tupá nebo ohnutá | Jehlu vyměňte | |
| Jehla není správně nasazená v jehelní tyči | Jehlu správně nasadťte do jehelní tyče | |
| Použitá tloušt’ka jehly je nevhodná | Použijte jehlu doporučené tloušt’ky | |
| Nit’ový stojánek je nesprávně namontovaný | Zkontrolujte montáž nit’ového stojánku | |
| Napětí nitě je příliš pevné | Zkontrolujte napětí nití | |
| Jehla poškodila stehovou desku, chapač nebo opěru | Díly nechte opravit kvalifikovaným odborným personálem | |
| Uvolněné stehy | Napětí nitě neodpovídá šitému materiálu, tloušt'ce šitého materiálu nebo použité niti | Zkontrolujte napětí nití |
| Horní a spodní nitě nejsou správně navlečené | Zkontrolujte, jestli je nit správně navlečená | |
| Zlomená jehla Tloušťka | jehly není vhodná pro použitý šitý materiál nebo nitě | Použijte jehlu doporučené tloušťky |
22.3 Hlášení softwaru
| Kód | Druh | Význam | Odstranění |
| 1000 | Porucha Konektor enkodéru šicího motoru (Sub-D, 9pól.) není připojený | Zapojte kabel enkodéru do řídící skříně, použijte správné rozhraní | |
| 1001 | Porucha Chyba šicího motoru Konektor šicího motoru (AMP) není zapojený | Zkontrolujte připojku a p řípadně zapojteP r o m ěrte fáze šicího motoru ( R = 2,8 , vysokoohmový proti PE)V y m ěrte enkodérV y m ěrte šicí motorVyměňte řídící skřín | |
| 1002 | Porucha Chyba izolace šicího motoru • Zkontrolujte u fáze motoru a PE nízkoomové spojeníV y m ěrte enkodérV y m ěrte šicí motor | ||
| 1004 | Porucha Chybný směr otáčení šicího motoru | V y m ěrte enkodérZkontrolujte zapojení konektorů motoru a případně je změňteZkontrolujte spojení v r o z d ělovači stroje a případně je změňteP r o m ěrte fáze motoru a zkontrolujte hodnoty | |
| 1005 | Porucha | Motor je zablokovaný | Odstraňte těžký chod ve strojiV y mtečenkodérV y m ěrte šicí motor |
| 1006 | Porucha | Překročeny maximální otáčky | Vyměňte enkodérP ro v e d’te resetZkontrolujte třídu stroje (t 51 04) |
| 1007 | Porucha | Chyba při referenční jízdě | Vyměňte enkodérO d s t r a řte těžký chod ve stroji |
| 1008 | Porucha | Chyba enkodéru šicího motoru | Vyměňte enkodér |
| 1010 | Porucha Konektor od externíhosynchronizátoru (Sub-D, 9pól.)není připojený | Zapojte kabel externíhosynchronizátoru do řídicí skříně, použijte správné rozhraní (Sync) | |
| 1011 | Porucha | Chybí impulz Z enkodéru | Vypněte řídici skřín, otočte ruční kolo, řídici skřín znovu zapnětePokud chyba trvá,zkontrolujte enkodér |
| 1012 | Porucha | Chyba u synchronizátoru | Vyměňte synchronizátor |
| 1054 | Porucha | Vnitřní zkrat | Vyměňte řídici skřín |
| 1055 | Porucha | Přetížení šicího motoru | Odstraňte těžký chod ve strojiVy m ěňte enkodérVy m ěňte šicí motor |
| 1060 | Porucha | Šici motor – přetížení/nadproud/přepětí | Zkontrolujte výběr třídy strojeVyměňte řídici skřínVy m ěňte motorVy m ěňte enkodér |
| 1061 | Porucha | Šici motor – přetížení/nadproud/přepětí | Zkontrolujte výběr třídy strojeVyměňte řídici skřínVy m ěňte motorVy m ěňte enkodér |
| 1120 | Porucha | Chyba iniciace šicího motoru | Provedťe aktualizaci softwaruZkontrolujte výběr třídy stroje |
| 1121 | Porucha | Hlídací jednotka šicího motoru | Provedťe aktualizaci softwaruZkontrolujte výběr třídy stroje |
| 1203 | Porucha Nebylo dosaženo polohyO d s t řihnutí nitěO t á čka Zpět | Zkontrolujte nastavení regulátoru a v případě potřeby je změňte (nastavení odstřihu nitě, napnutí řemenu atd.)Zkontrolujte polohu nit’ové páky v horní úvrati | |
| 1302 | Porucha Chyba proudu šicího motoru • Zkontrolujte servisní zastaveníO d s t r a řte těžký chod strojiVy m ěňte enkodérVy m ěňte motor | ||
| 1330 | Porucha | Šicí motor neodpovídá | Provedťe aktualizaci softwaruVyměňte řídici skřín |
| 2101 | Porucha Karta X DA-Stepper prodleva referenční jízdy | Zkontrolujte referenční senzor | |
| 2105 | Porucha | Karta X DA-Stepper blokáda | Odstraňte těžký chod ve stroji |
| 2121 | Porucha Karta | X DA-Stepper konektor enkodéru (Sub-D, 9pól.) není připojený | Zapojte kabel enkodéru na řídící skříň, použijte správné rozhraní |
| 2122 | Porucha Karta | X DA-Stepper poloha magnetového kola nenalezena | Zkontrolujte spojovací vedeníZkontrolujte krokový motor 1, zda nevykazuje těžký chod |
| 2130 | Porucha | Karta X DA-Stepper neodpovídá | Provedťe aktualizaci softwaruVyměňte řídící skříň |
| 2131 | Porucha Karta | X DA-Stepper chyba inicializace | P ro v e d’te aktualizaci softwaruZkontrolujte výběr třídy stroje |
| 2152 | Porucha | Karta X DA-Stepper nadproud | Odstraňte těžký chod ve stroji |
| 2201 | Porucha Karta | Y DA-Stepper prodleva referenční jízdy | Zkontrolujte referenční senzor |
| 2205 | Porucha Karta | Y DA-Stepper krokové ztráty | O d s t r a ñte těžký chod ve stroji |
| 2221 | Porucha Karta | Y DA-Stepper konektor enkodéru (Sub-D, 9pól.) není připojený | Zapojte kabel enkodéru na řídící skříň, použijte správné rozhraní |
| 2222 | Porucha Karta | Y DA-Stepper poloha magnetového kola nenalezena | Zkontrolujte spojovací vedeníZkontrolujte krokový motor 2, zda nevykazuje těžký chod |
| 2230 | Porucha | Karta Y DA-Stepper neodpovídá | Provedťe aktualizaci softwaruVyměňte řídící skříň |
| 2231 | Porucha Karta | Y DA-Stepper chyba inicializace | P ro v e d’te aktualizaci softwaruZkontrolujte výběr třídy stroje |
| 2252 | Porucha | Karta Y DA-Stepper nadproud | Odstraňte těžký chod ve stroji |
| 2271 | Porucha Karta | Y DA-Stepper hlídací jednotka (zdvih patky) | P ro v e d’te aktualizaci softwaruZkontrolujte výběr třídy stroje |
| 2301 | Porucha Karta | Z DA-Stepper prodleva referenční jízdy (krok patky) | Zkontrolujte referenční senzor |
| 2305 | Porucha Karta | Z DA-Stepper krokové ztráty | O d s t r a ñte těžký chod ve stroji |
| 2321 | Porucha Karta | Z DA-Stepper konektor enkodéru (Sub-D, 9pól.) není připojený | Zapojte kabel enkodéru na řídící skříň, použijte správné rozhraní |
| 2322 | Porucha Karta | Z DA-Stepper poloha magnetového kola nenalezena | Zkontrolujte krokový motor 1, zda nevykazuje těžký chod |
| 2330 | Porucha | Karta Z DA-Stepper neodpovídá | Proved'te aktualizaci softwaruVyměňte řídicí skřín |
| 2331 | Porucha Karta | Z DA-Stepper chyba inicializace | Prove d'te aktualizaci softwaruZkontrolujte výběr třídy stroje |
| 2352 | Porucha | Karta Z DA-Stepper nadproud | Odstraňte těžký chod ve stroji |
| 2371 | Porucha Karta | Z DA-Stepper hlídací jednotka (zdvih patky) | Prove d'te aktualizaci softwaruZkontrolujte výběr třídy stroje |
| 2401 | Porucha Karta | U DA-Stepper prodleva referenční jízdy ((boční) vodič díla) | Zkontrolujte referenční senzor |
| 2421 | Porucha Karta | U krokový motor konektor enkodéru (Sub-D, 9pól.) není připojený | Zapojte kabel enkodéru na řídící skřín, použijte správné rozhraní |
| 2422 | Porucha Karta | U krokový motor poloha rotoru nenalezena | Zkontrolujte krokový motor 1, zda nevykazuje těžký chod |
| 2430 | Porucha | Karta U DA-Stepper neodpovídá | Proved'te aktualizaci softwaruVyměňte řídicí skřín |
| 2431 | Porucha Karta | U DA-Stepper chyba inicializace | Prove d'te aktualizaci softwaruZkontrolujte výběr třídy stroje |
| 2521 | Porucha Karta | V krokový motor konektor enkodéru (Sub-D, 9pól.) není připojený | Zapojte kabel enkodéru na řídící skřín, použijte správné rozhraní |
| 2522 | Porucha Karta | V krokový motor poloha rotoru nenalezena | Zkontrolujte krokový motor 1, zda nevykazuje těžký chod |
| 2530 | Porucha Karta | V krokový motor neodpovídá | Prove d'te aktualizaci softwaruVyměňte řídicí skřín |
| 2531 | Porucha Karta | V krokový motor chyba inicializace | Prove d'te aktualizaci softwaruZkontrolujte výběr třídy stroje |
| 3010 | Porucha | U100 V chyba rozběhu | Odpojte konektor motoru, pokud chyba i nadále přetrvává, vyměňte řídicí skřín |
| 3011 | Porucha U100 | V zkrat • Odpojte konektor motoru, | Pokud chyba i nadále přetrvává: Vyměňte řídicí skřín |
| 3012 | Porucha | U100 V ( I^2T ) přetížení | Jeden nebo několik krokových motorů je vadných |
| 3020 | Porucha | U24 V chyba rozběhu | • Odpojte konektor magnetu, pokud chyba i nadále přetrvává: Vyměňte řídící skříň |
| 3021 | Porucha U24 V | zkrat • Odpojte 37pól. konektor. | Pokud chyba nadále trvá: Vyměňte řídící skříň |
| 3022 | Porucha | U24 V ( I^2T ) přetížení | • Jeden nebo několik magnetů je vadných |
| 3030 | Porucha | Výpadek fáze motoru | • Vyměňte řídící skříň |
| 3104 | Varování | Pedál není v pozici 0 | • Při zapínání řídící skříně sundejte nohu z pedálu |
| 3109 | Varování | Blokování chodu | • Zkontrolujte u stroje snímač sklopení |
| 3110 | Informace | Magnet pro napětí nitě vpravo není připojený | • Zkontrolujte připojení magnetu pro napětí nitě vpravo |
| 3111 | Informace | Magnet pro napětí nitě vlevo není připojený | • Zkontrolujte připojení magnetu pro napětí nitě vlevo |
| 3150 | Informace | Potřebná údržba | 111 S. 235 |
| 3354 | Informace | Chyba při odstřihu nitě | • Provedťe aktualizaci softwaru |
| 3383 | Informace | Chyba při referenční jízdě motoru | • Zkontrolujte motor• P ro v e d’te aktualizaci softwaru |
| 4201 | Varování | Chyba SD karty | • Zasuňte SD kartu• Vyměňte řídící skříň |
| 4430 | Varování | Spojení OP3000 ztraceno | • Zkontrolujte spojení OP3000• Vy m ěňte OP3000• Vyměňte řídící skříň |
| 4440 | Porucha | OP3000: Překročena přijímací vyrovnávací paměť DAC | • Zkontrolujte spojení OP3000• Vy m ěňte OP3000• Vyměňte řídící skříň |
| 4441 | Varování | OP3000: Timeout příjmu DAC | • Zkontrolujte spojení OP3000• Vy m ěňte OP3000• Vyměňte řídící skříň |
| 4442 | Varování | OP3000: Neznámé hlášení DAC | • Zkontrolujte spojení OP3000• Vy m ěňte OP3000• Vyměňte řídící skříň |
| 4443 | Varování | OP3000: Neplatný kontrolní součet DAC | • Zkontrolujte spojení OP3000• Vy m ěňte OP3000• Vyměňte řídící skříň |
| 4445 | Porucha | OP3000: Překročena vysílací vyrovnávací paměť DAC | • Zkontrolujte spojení OP3000• Vy m ěňte OP3000• Vyměňte řídící skříň |
| 4446 | Varování | OP3000: Žádná odpověď DAC | Zkontrolujte spojení OP3000V y m ěňte OP3000Vyměňte řídící skřín |
| 4447 | Varování | OP3000: Neplatná odpověď DAC | Zkontrolujte spojení OP3000V y m ěňte OP3000Vyměňte řídící skřín |
| 4450 | Porucha | OP3000: Překročena přijímací vyrovnávací paměť DAC OP | Zkontrolujte spojení OP3000V y m ěňte OP3000Vyměňte řídící skřín |
| 4451 | Varování OP3000 | Timeout příjmu DAC OP | Zkontrolujte spojení OP3000V y m ěňte OP3000Vyměňte řídící skřín |
| 4452 | Varování OP3000 | Neznámé hlášení DAC OP | Zkontrolujte spojení OP3000V y m ěňte OP3000Vyměňte řídící skřín |
| 4456 | Varování | OP3000: Žádná odpověď DAC | Zkontrolujte spojení OP3000V y m ěňte OP3000Vyměňte řídící skřín |
| 4460 | Varování Spojení | OP7000 ztraceno • Zkontrolujte | spojení OP7000V y m ěňte OP7000V y m ěňdící skřín |
| 5001 | Informace | Chybná třída stroje | Změňte třídu strojeP ro v e d’te reset |
| 5002 | Informace Chybná třída stroje nebo ID stroje chyba připojení | Změňte třídu strojeP ro v e d’te reset | |
| 5003 | Informace | Verze dat příliš stará | Proved’te reset |
| 5004 | Informace | Chyba kontrolních součtů | Proved’te reset |
| 6360 | Informace Na externí Eeprom nejsou žádná platná data | Aktualizujte software, interní datové struktury nejsou kompatibilní s externím datovým úložištěm | |
| 6361 | Informace | Není připojena externí EEPROM | Připojte ID stroje |
| 6362 | Informace Na interní Eeprom nejsou žádná platná data | Zkontrolujte připojení ID strojeVypněte řídící skřín, počkejte, až LED kontrolky zhasnou, a řídící skřín opět zapněteAktualizujte software, interní data nejsou kompatibilní s externím datovým úložištěm | |
| 6363 | Informace Na interní a externí Eeprom nejsou žádná platná data (pouze vlastnosti při nouzovém chodu) | Zkontrolujte připojení ID strojeVypněte řídicí skřín, počkejte, až LED kontrolky zhasnou, a řídicí skřín opět zapněteAktualizujte software, verze softwaru není kompatibilní s interním datovým úložištěm | |
| 6364 | Informace Na interní Eeprom nejsou žádná platná data a externí Eeprom není připojená | Zkontrolujte připojení ID strojeVypněte řídicí skřín, počkejte, až LED kontrolky zhasnou, a řídicí skřín opět zapněteAktualizujte software, interní datové struktury nejsou kompatibilní s externím datovým úložištěm | |
| 6365 | Informace | Vadná interní EEprom | Vyměňte řídicí skřín |
| 6366 | Informace Interní EEprom je vadná a externí data nejsou platná (pouze vlastnosti při nouzovém chodu) | Vyměňte řídicí skřín | |
| 6367 | Informace Interní Eeprom je vadná a externí Eeprom není připojená | Vyměňte řídicí skřín | |
| 7270 | Informace Externí CAN • Zkontrolujte spojovací | vedeníProveďte aktualizaci softwaruVy m ěňte CAN slave | |
| 9330 | Informace Není připojen senzor síly materiálu | Zkontrolujte spojovací vedeníProveďte aktualizaci softwaruVy m ěňte senzor síly materiálu | |
| 9340 | Porucha | Není připojeno hlídání cívky | Zkontrolujte spojovací vedeníProveďte aktualizaci softwaruVy m ěňte hlídání cívky |
| 9922 | Porucha Servisní zastavení • Zkontrolujte spojovací | vedeníProveďte aktualizaci softwaruVyměňte řídicí skřín | |
22.4 Chyba v softwaru
Ve vzácných případech se může po určitém chybovém hlášení stát, že již nelze vyvolat žádné menu. Ani restartování stroje tento problém nemusí odstranit.
V takovém případě existuje možnost dostat se při restartování stroje na úroveň technika. Zde lze v menu Multitest provést diagnostiku chyb nebo stroj vrátit v menu Reset do stavu při dodání.

Takto se pri restartu dostanete do úrovně technika:
- Vypněte stroj hlavním vypínačem.
- Podržte stisknuté tlačítko F a zároveň zapněte stroj hlavním vypínačem.
Stroj se spustí a na displeji se zobrazí okno pro zadání hesla. - Pomocí číslicových tlačítek zadejte heslo (25483).
Nacházíte se na úrovni technika.
22.5 Kontrola funkce tlačítek
Máte-li podezření, že tlačítka na ovládacím panelu nefungují správně, můžete vyzkoušet tuto funkci.

Takto zkontrolujete funkčnost tlačítek na ovládacím panelu:
- Vypněte stroj hlavním vypínačem.
- Podržte stisknuté tlačítko ESC a zároveň zapněte stroj hlavním vypínačem.
Na displeji se zobrazí toto okno:
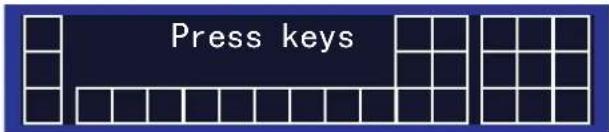
- V libovolném pořadí stiskněte všechna tlačítka ovládacího panelu kromě tlačítka ESC.
Je-li tlačitko funkční, rozsvítí se odpovídající políčko na displeji. Je-li tlačitko nefunkční, zůstane políčko prázdné. - Nakonec stiskněte tlačítko ESC.
Jsou-li funkční všechna tlačítka, zobrazí displej následující stavové hlášení:
Keys... OK!
- Stiskněte tlačítko OK.
Jestliže je jedno nebo více tlačítek nefunkčních:
Na displeji se objeví stavové hlášení Keys ... NOT OK! Ovládací panel musí být vyměněn.
Související návody:
Elektronické ruční kolo 0791 867951
Monitorování spodní nitě
Návody k bezpečnostním prvkům
Parametrový list DAC Comfort 0791 867980 EN
Základní informace M-Type Premium 0791 867304 DE
23 Technické parametry
Hlučnost
Hodnota emisí na pracovišti dle DIN EN ISO 10821:
LpA = 70 dB (A); KpA = 2,5 dB (A) při následujících parametrech:
• Délka stehu: 5,0 mm
- O t á čky: 1500 rpm
- Šitý materiál: dvojitá koženka; 1,6 mm 900 g/mm ^2 ; DIN 53352
Údaje a parametry
| Technické parametry | Jednotka | 878-160722-M | 878-160725-M | 878-260722-M |
| Typ stroje Dvojitý vázaný steh 301 | ||||
| Typ chapače vertikální, (L) velký (26 mm) | ● | ● | ● | |
| Počet jehel 1 1 2 | ||||
| Jehelní systém 134 | ||||
| Tloušt'ka jehly [Nm] 70 - 160 | 70 - 120 70 - | 160 | ||
| Tloušt'ka nitě | [Nm] | 80/3 - 10/3 | 80/3 - 20/3 | 80/3 - 10/3 |
| Délka stehu | [mm] | 7/7 | 5/5 | 7/7 |
| Maximální počet stehů podle délky stehu [mm] | [min-1][mm] | 2500/0-3,5; 2300/3,6-4; 2100/4,1-4,5; 2000/4,6-5; 1800/5,1-6; 1600/6,1-6,5; 1500/6,6-7 | ||
| Zdvih kol. patky | [mm] | 8 | ||
| Výška zdvihu | [mm] | 13 | ||
| Sít'ové napětí | [V] | 230 | ||
| Kmitočet sítě | [Hz] | 50/60 | ||
| Délka | [mm] | 640 | ||
| Šiřka | [mm] | 220 | ||
| Výška | [mm] | 550 | ||
| Hmotnost | [kg] | 55 | ||
Dürkopp Adler 878-M PREMIUM je sloupový šicí stroj pro dvojitý vázaný steh.
24 Příloha
24.1 Příklady čárových kódů
Obr. 111: Příklady čárových kódů

24.2 Konverze videa pro přehrávání na ovládacím panelu Commander

Informace
Video, která se mají nahrát na ovládací panel, musí mít formát .webm s kódováním VP8.
Programy na převod formátů si můžete zdarma stáhnout na internetu. Dürkopp Adler doporučuje použití programu HandBrake.
Obr. 112: Konverze videoa (1)
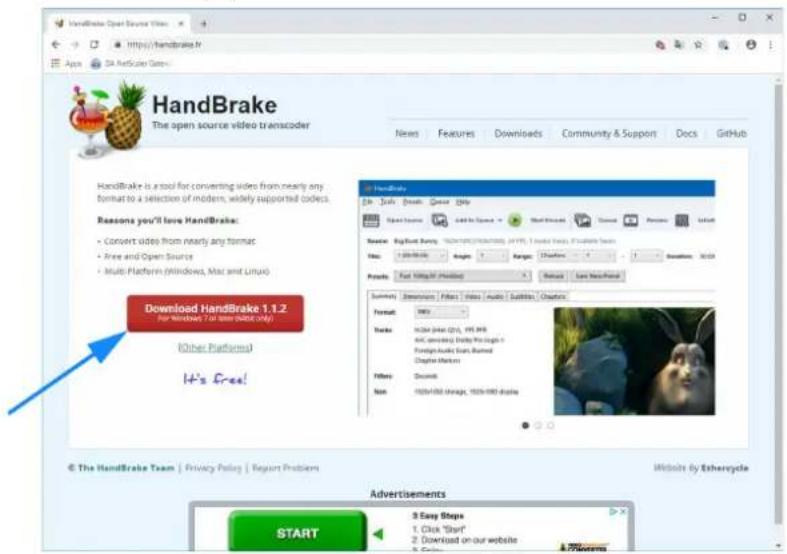
text_image
HandBrake Open Source Video http://handbrake.fr App: DA NetScan Gates HandBrake The open source video transcoder News Features Downloads Community & Support Docs GitHub HandBrake is a tool for converting videos from nearly any format to a selection of modern, widely supported codes. Reasons you'll love HandBrake: • Convert videos from nearly any format • Free and Open Source • Multi-Platform (Windows, Mac and Linux) Download HandBrake 1.1.2 FOR HANDBRAKE 7.1.1.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.0.1 Other Platform It's Free! © The HandBrake Team | Privacy Policy | Repair Problem Advertisements START 3 Easy Steps 1. Click "Start" 2. Downloaded on our website 458888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888
Takto převedete formát videa pro přehrávání na ovládacím panelu:
- Stáhněte program HandBrake na internetové stránce handbrake.fr a nainstalujte jej na Váš počítač.
Obr. 113: Konverze videoa (2)
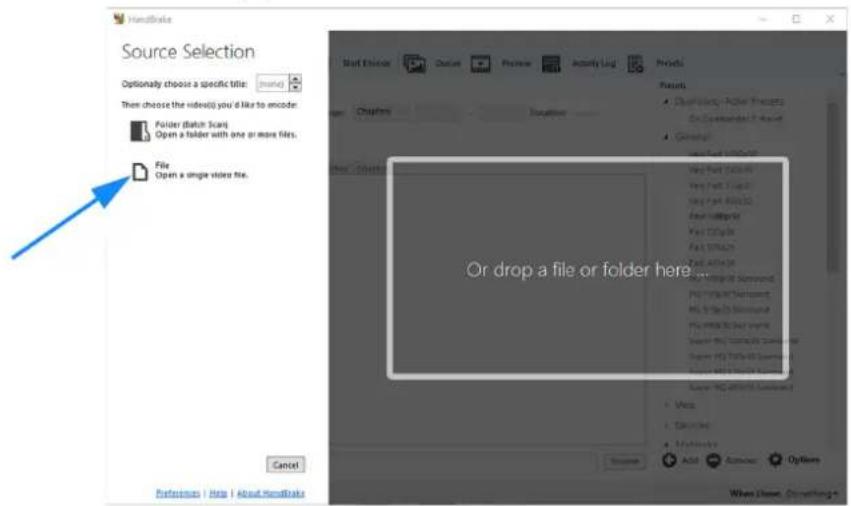
text_image
Source Selection Optionally choose a specific title: Then choose the video(s) you'd like to encode: Folder (Batch Scan) Open a folder with one or more files. File Open a single video file. Close For... Choose Description Properties • Disinjunct Active Process • For Command T-Label • Download • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Format • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Categories • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Category • Open Text Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application & Application, or drop a file or folder here. Cancel
- Spust'te HandBrake.
- Klikněte na File - Open a single video file.
Obr. 114: Konverze videa (3)
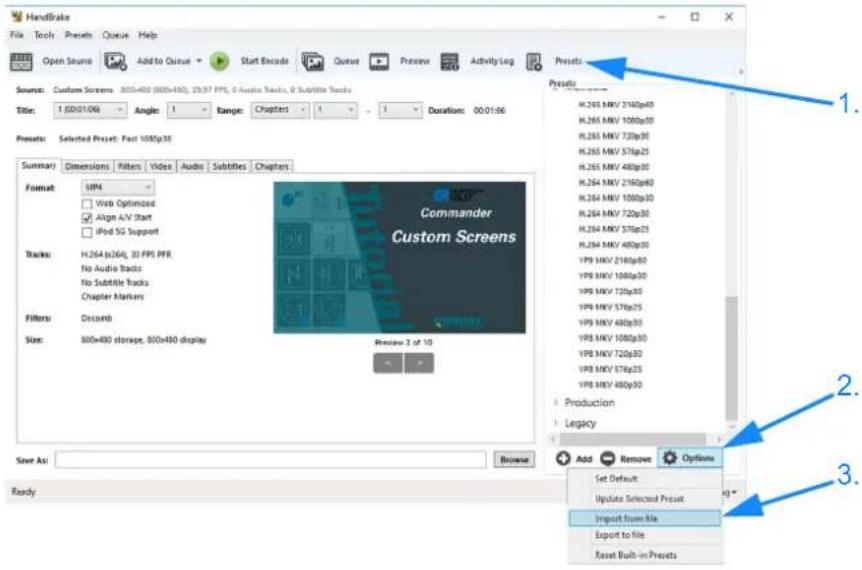
- Klikněte na Presets.
Otevře se okno Presets. - Klikněte na Optionen > Import from file.
Obr. 115: Konverze videa (4)
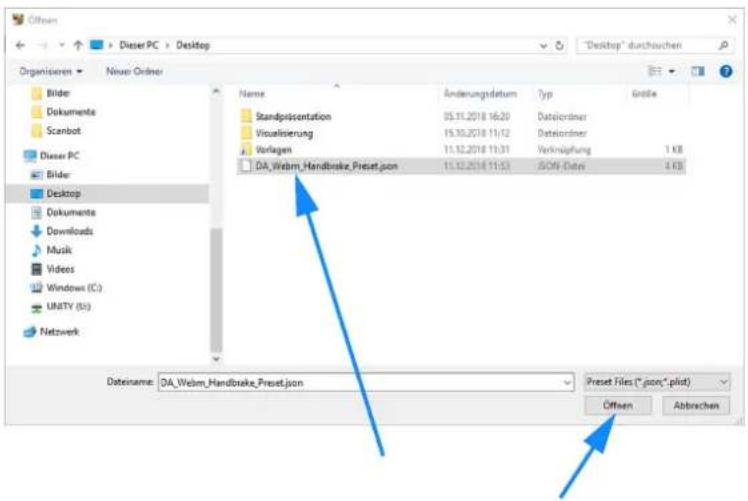
- Vyberte soubor Dürkopp Adler
DA_WebM_Handbrake_Preset.json pro importování.
Soubor získáte na domovské stránce Dürkopp-Adler nebo v zákaznickém servisu.
- Klikněte na Otevřít (Öffnen).
Obr. 116: Konverze videa (5)
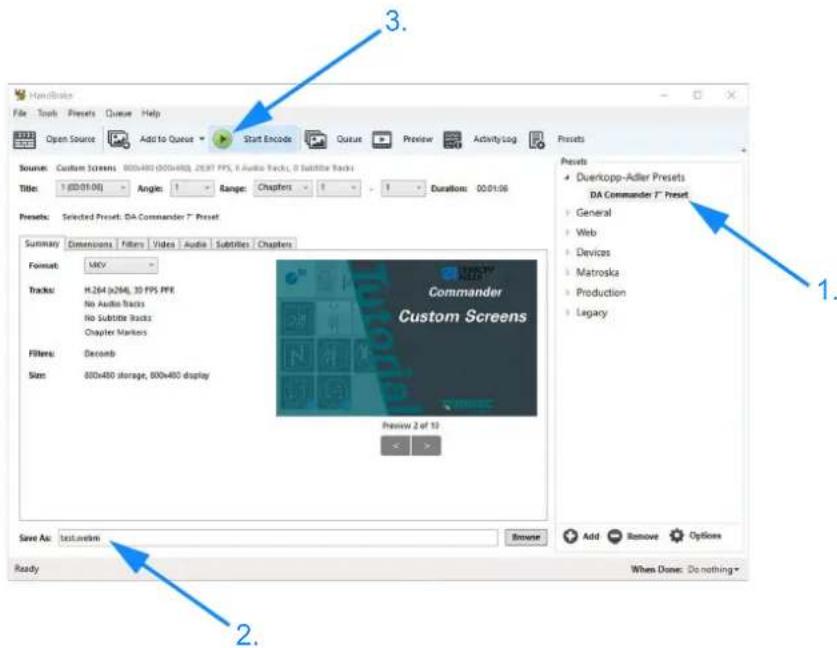
- Vyberte soubor Dürkopp Adler.
- Zadejte název souboru a připojte k němu příponu .webm.
- Klikněte na Start Encode pro spuštění konverze.
Obr. 117: Konverze videa (6)

Proces konverze se zobrazuje na liště.
24.3 Montážní schéma zapojení
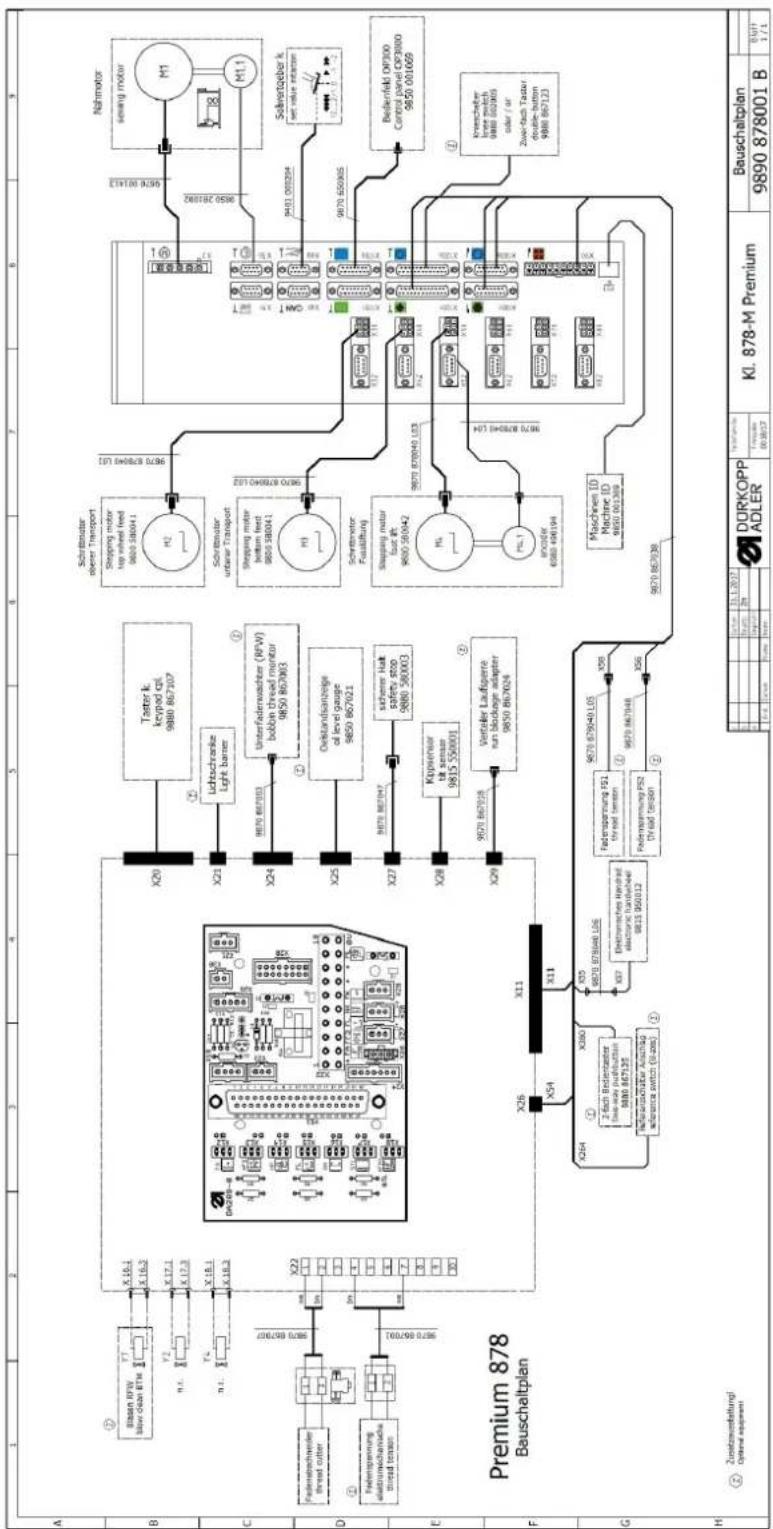
flowchart
graph TD
A["Premium 878 Bauschaltplan"] --> B["X26"]
A --> C["X11"]
A --> D["X54"]
A --> E["X11"]
A --> F["X20"]
A --> G["X21"]
A --> H["X24"]
A --> I["X25"]
A --> J["X27"]
A --> K["X28"]
A --> L["X29"]
A --> M["X30"]
A --> N["X31"]
A --> O["X264"]
O --> P["X300"]
O --> Q["X35"]
O --> R["X37"]
O --> S["X37"]
O --> T["X37"]
O --> U["X37"]
O --> V["X37"]
O --> W["X37"]
O --> X["X37"]
O --> Y["X37"]
O --> Z["X37"]
O --> AA["X37"]
O --> AB["X37"]
O --> AC["X37"]
O --> AD["X37"]
O --> AE["X37"]
O --> AF["X37"]
O --> AG["X37"]
O --> AH["X37"]
O --> AI["X37"]
O --> AJ["X37"]
O --> AK["X37"]
O --> AL["X37"]
O --> AM["X37"]
O --> AN["X37"]
O --> AO["X37"]
O --> AP["X37"]
O --> AQ["X37"]
O --> AR["X37"]
O --> AS["X37"]
O --> AT["X37"]
O --> AU["X37"]
O --> AV["X37"]
O --> AW["X37"]
O --> AX["X37"]
O --> AY["X37"]
O --> AZ["X37"]
O --> BA["X37"]
O --> BB["X37"]
O --> BC["X37"]
O --> BD["X37"]
O --> BE["X37"]
O --> BF["X37"]
O --> BG["X37"]
O --> BH["X37"]
O --> BI["X37"]
O --> BJ["X37"]
O --> BK["X37"]
O --> BL["X37"]
O --> BM["X37"]
O --> BN["X37"]
O --> BO["X37"]
O --> BP["X37"]
O --> BQ["X37"]
O --> BR["X37"]
O --> BS["X37"]
O --> BT["X37"]
O --> BU["X37"]
O --> BV["X37"]
O --> BW["X37"]
O --> BX["X37"]
O --> BY["X37"]
O --> BZ["X37"]
O --> CA["X37"]
O --> CB["X37"]
O --> CC["X37"]
O --> CD["X37"]
O --> CE["X37"]
O --> CF["X37"]
O --> CG["X37"]
O --> CH["X37"]
O --> CI["X37"]
O --> CJ["X37"]
O --> CK["X37"]
O --> CL["X37"]
O --> CM["X37"]
O --> CN["X37"]
O --> CO["X37"]
O --> CP["X37"]
O --> CQ["X37"]
O --> CR["X37"]
O --> CS["X37"]
O --> CT["X37"]
O --> CU["X37"]
O --> CV["X37"]
O --> CW["X37"]
MINERVA BOSKOVICE, a.s.